| Оправки для насадных зенкеров и разверток. Конструкция и размеры | ГОСТ 13044-85 |
| Оправки зубчатые (шлицевые) прямобочные конические центровые. Конструкция и размеры | ГОСТ 18437-73 |
| Оправки зубчатые (шлицевые) прямобочные центровые с посадкой изделий по s6. Конструкция и размеры | ГОСТ 18439-73 |
| Оправки зубчатые (шлицевые) прямобочные центровые. Конструкция и размеры | ГОСТ 18438-73 |
| Оправки зубчатые (шлицевые) прямобочные шпиндельные. Конструкция и размеры | ГОСТ 18440-73 |
| Оправки к насадным цековкам со сменными направляющими цапфами. Конструкция и размеры | ГОСТ 26260-84 |
| Оправки качающиеся для насадных разверток к токарно-револьверным станкам. Конструкция и размеры | ГОСТ 20506-75 |
Оправки качающиеся для насадных разверток с коническим хвостовиком к сверлильным и расточным станкам. Конструкция и размеры Конструкция и размеры | ГОСТ 21232-75 |
| Оправки качающиеся для насадных разверток с хвостовиком конусностью 7:24 к сверлильным и расточным станкам. Конструкция и размеры | ГОСТ 21233-75 |
| Оправки качающиеся для разверток с коническим хвостовиком к токарно-револьверным станкам. Конструкция и размеры | ГОСТ 20507-75 |
| Оправки качающиеся для разверток с цилиндрическим хвостовиком к токарно-револьверным станкам. Конструкция и размеры | ГОСТ 20508-75 |
| Оправки расточные консольные с креплением резца под углом 45 град. и коническим хвостовиком. Конструкция и размеры | ГОСТ 21223-75 |
| Оправки расточные консольные с креплением резца под углом 45 град. и хвостовиком конусностью 7:24. Конструкция и размеры | ГОСТ 21226-75 |
Оправки расточные консольные с креплением резца под углом 60 град. и коническим хвостовиком. Конструкция и размеры и коническим хвостовиком. Конструкция и размеры | ГОСТ 21222-75 |
| Оправки расточные консольные с креплением резца под углом 60 град. и хвостовиком конусностью 7:24. Конструкция и размеры | ГОСТ 21225-75 |
| Оправки расточные консольные с креплением резца под углом 90 град. и коническим хвостовиком. Конструкция и размеры | ГОСТ 21221-75 |
| Оправки расточные консольные с креплением резца под углом 90 град. и хвостовиком конусностью 7:24. Конструкция и размеры | ГОСТ 21224-75 |
| Оправки регулируемые с наружным конусом Морзе и цилиндрическим хвостовиком для сверлильных патронов. Размеры | ГОСТ 28485-90 |
| Оправки с коническим хвостовиком без лапки и продольной шпонкой для насадных фрез. Конструкция и размеры | ГОСТ 13787-68 |
Оправки с коническим хвостовиком без лапки и торцовыми шпонками для насадных торцовых фрез. Конструкция и размеры Конструкция и размеры | ГОСТ 13788-68 |
| Оправки с конусом 7:24 для насадных торцовых фрез к станкам с ЧПУ. Основные размеры | ГОСТ 26538-85 |
| Оправки с конусом 7:24 для насадных торцовых фрез, центрируемых по отверстию к станкам с ЧПУ. Основные размеры | ГОСТ 26541-85 |
| Оправки с поддерживающей втулкой и хвостовиком конус Морзе для горизонтально-фрезерных станков. Конструкция и размеры | ГОСТ 15070-75 |
| Оправки с поддерживающей втулкой и хвостовиком конусностью 7:24 для горизонтально-фрезерных станков. Конструкция и размеры | ГОСТ 15068-75 |
| Оправки с продольной шпонкой и коническим хвостовиком с лапкой для торцовых фрез. Конструкция и размеры | ГОСТ 13042-83 |
| Оправки с торцовой шпонкой и коническим хвостовиком с лапкой для торцовых фрез. Конструкция и размеры | ГОСТ 13041-83 |
Оправки с торцовой шпонкой и крепежными болтами для торцовых фрез. Конструкция и размеры Конструкция и размеры | ГОСТ 13043-83 |
| Оправки с хвостовиком конусностью 7:24 и продольной шпонкой для насадных фрез. Конструкция и размеры | ГОСТ 13786-68 |
| Оправки с хвостовиком конусностью 7:24 и торцовыми шпонками для насадных торцовых фрез. Конструкция и размеры | ГОСТ 13785-68 |
| Оправки с цилиндрической цапфой и хвостовиком конус Морзе для горизонтально-фрезерных станков. Конструкция и размеры | ГОСТ 15069-75 |
| Оправки с цилиндрической цапфой и хвостовиком конусностью 7:24 для горизонтально-фрезерных станков. Конструкция и размеры | ГОСТ 15067-75 |
| Оправки для насадных зенкеров и разверток. Конструкция и размеры | ГОСТ 13044-85 |
| Оправки зубчатые (шлицевые) прямобочные конические центровые. Конструкция и размеры | ГОСТ 18437-73 |
Оправки зубчатые (шлицевые) прямобочные центровые с посадкой изделий по s6.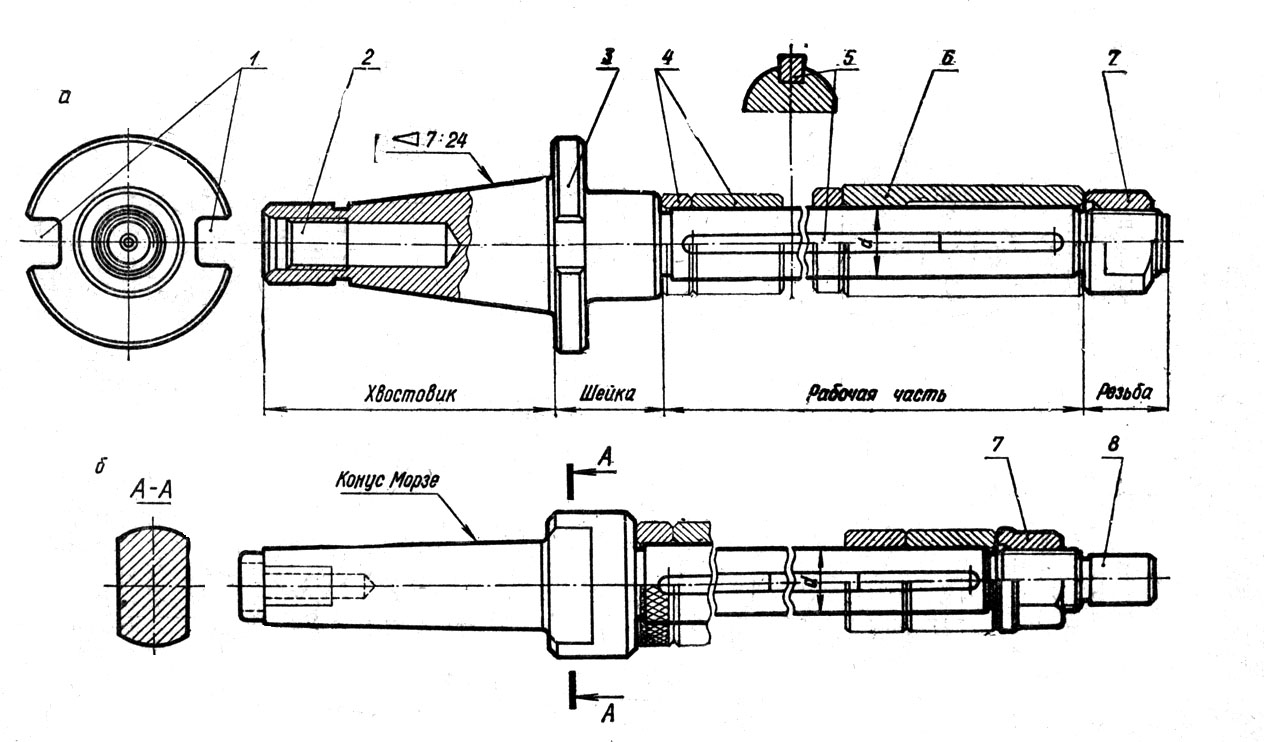 Конструкция и размеры Конструкция и размеры | ГОСТ 18439-73 |
| Оправки зубчатые (шлицевые) прямобочные центровые. Конструкция и размеры | ГОСТ 18438-73 |
| Оправки зубчатые (шлицевые) прямобочные шпиндельные. Конструкция и размеры | ГОСТ 18440-73 |
| Оправки к насадным цековкам со сменными направляющими цапфами. Конструкция и размеры | ГОСТ 26260-84 |
| Оправки качающиеся для насадных разверток к токарно-револьверным станкам. Конструкция и размеры | ГОСТ 20506-75 |
| Оправки качающиеся для насадных разверток с коническим хвостовиком к сверлильным и расточным станкам. Конструкция и размеры | ГОСТ 21232-75 |
| Оправки качающиеся для насадных разверток с хвостовиком конусностью 7:24 к сверлильным и расточным станкам. Конструкция и размеры | ГОСТ 21233-75 |
Оправки качающиеся для разверток с коническим хвостовиком к токарно-револьверным станкам. | ГОСТ 20507-75 |
| Оправки качающиеся для разверток с цилиндрическим хвостовиком к токарно-револьверным станкам. Конструкция и размеры | ГОСТ 20508-75 |
| Оправки расточные консольные с креплением резца под углом 45 град. и коническим хвостовиком. Конструкция и размеры | ГОСТ 21223-75 |
| Оправки расточные консольные с креплением резца под углом 45 град. и хвостовиком конусностью 7:24. Конструкция и размеры | ГОСТ 21226-75 |
| Оправки расточные консольные с креплением резца под углом 60 град. и коническим хвостовиком. Конструкция и размеры | ГОСТ 21222-75 |
| Оправки расточные консольные с креплением резца под углом 60 град. и хвостовиком конусностью 7:24. Конструкция и размеры | ГОСТ 21225-75 |
Оправки расточные консольные с креплением резца под углом 90 град. и коническим хвостовиком. Конструкция и размеры и коническим хвостовиком. Конструкция и размеры | ГОСТ 21221-75 |
| Оправки расточные консольные с креплением резца под углом 90 град. и хвостовиком конусностью 7:24. Конструкция и размеры | ГОСТ 21224-75 |
| Оправки регулируемые с наружным конусом Морзе и цилиндрическим хвостовиком для сверлильных патронов. Размеры | ГОСТ 28485-90 |
| Оправки с коническим хвостовиком без лапки и продольной шпонкой для насадных фрез. Конструкция и размеры | ГОСТ 13787-68 |
| Оправки с коническим хвостовиком без лапки и торцовыми шпонками для насадных торцовых фрез. Конструкция и размеры | ГОСТ 13788-68 |
Деревообрабатывающее оборудование. Оправки фрезерных станков с нижним расположением шпинделя. Присоединительные размеры – РТС-тендер
ГОСТ 25508-82
(СТ СЭВ 3124-81)
Группа Г52
Присоединительные размеры
Woodworking equipment.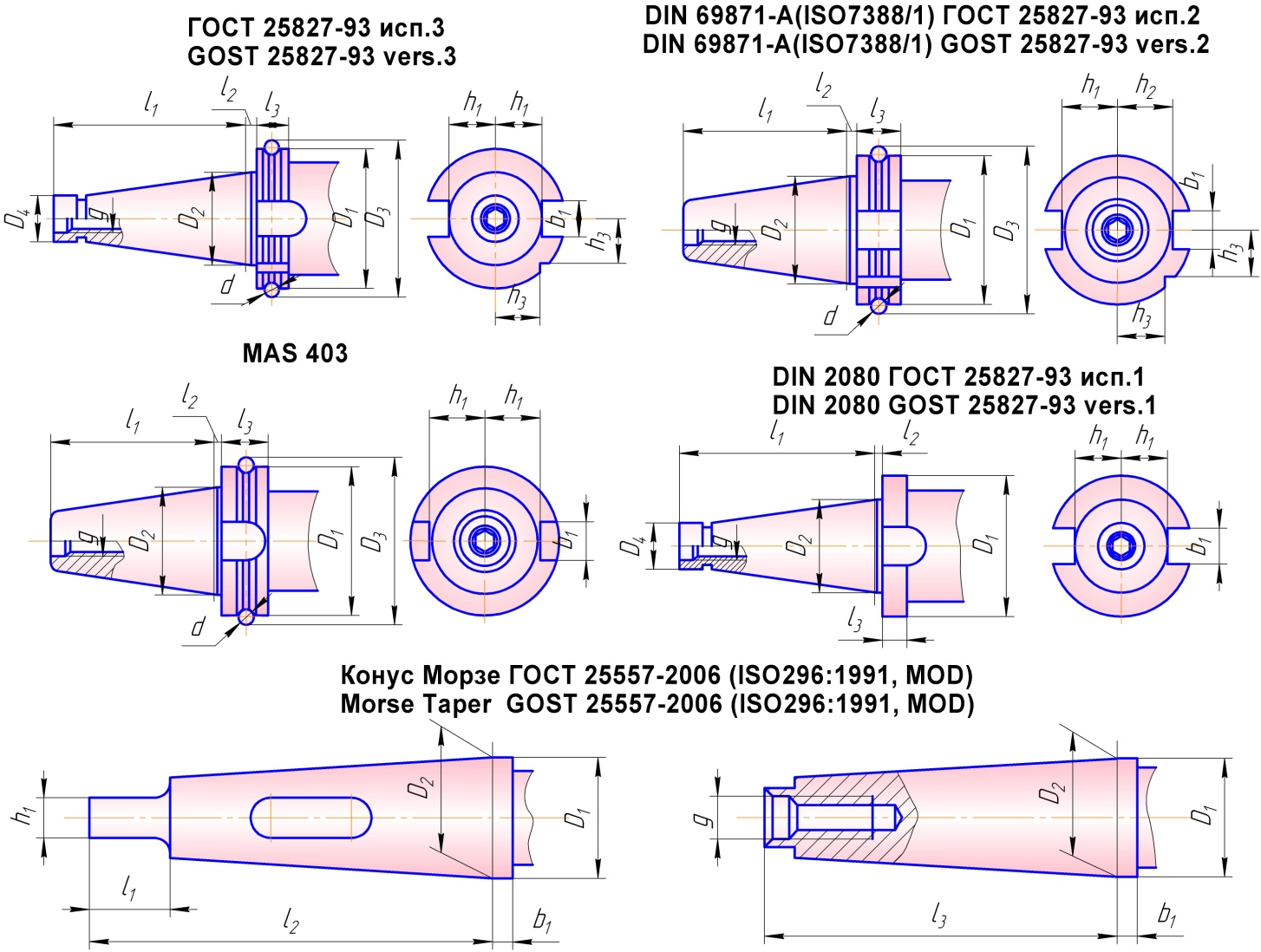 The mandrels of the shapers with lower spindles. Joining dimensions
The mandrels of the shapers with lower spindles. Joining dimensions
ОКП 38 31310
Дата введения 1983-07-01
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
Л.В.Потемкин, В.А.Масленникова, А.Я.Пивоваров, Ю.С.Журавлев
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра Н.А.Паничев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 12 ноября 1982 г. N 4284
1. Настоящий стандарт распространяется на оправки фрезерных станков с нижним расположением шпинделя по ГОСТ 6735-73.
Стандарт соответствует СТ СЭВ 3124-81 в части специализации СССР по типоразмерному ряду.
2. Присоединительные размеры оправок должны соответствовать указанным на чертеже и в таблице.
Чертеж.
 Присоединительные размеры оправок. Исполнение 1; Исполнение 2
Присоединительные размеры оправок. Исполнение 1; Исполнение 2Исполнение 1 | Исполнение 2 |
Примечание. Чертеж не определяет конструкцию.
Размеры в мм
Конус Морзе |
|
|
3 | 22; 27; 30; 32 | 80 |
4 | 27; 30; 32; 40 | 100 |
5 | 30; 32; 40 | 100; 140 |
Электронный текст документа
подготовлен ЗАО “Кодекс” и сверен по:
официальное издание
М. : Издательство стандартов, 1983
: Издательство стандартов, 1983
§ 21. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ – ЧПУ, фрезерные станки и оборудование | Гореловский В.Я.
§ 21. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ
Фрезеровщик обязан знать тип и номер конуса гнезда шпинделя своего станка и крепительные размеры переднего конца шпинделя.
Размеры конуса гнезда шпинделя и крепительного фланца переднего конца шпинделя фрезерных станков стандартизованы ГОСТ 836—47. и поэтому концевые фрезы и фрезерные оправки, изготовленные со стандартным хвостовиком, подходят к этим станкам.
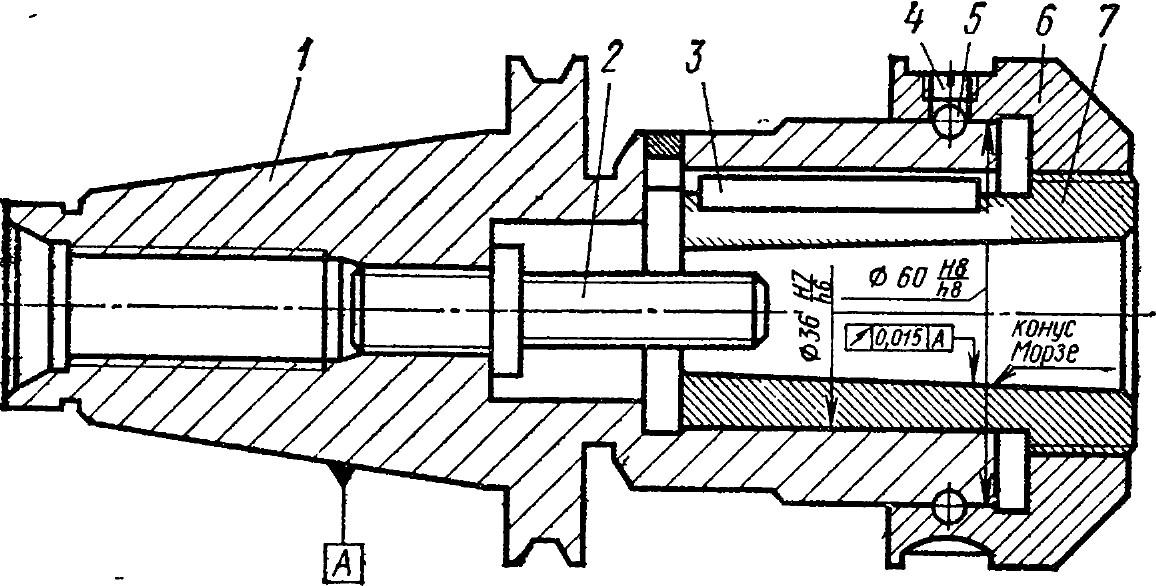
На рис. 59 изображен передний конец шпинделя фрезерных станков. Внутренний конус 2, в который вставляется хвостовик инструмента, сделан очень крутым. Вращение инструменту передается
поводками 3, вставленными в пазы в торце шпинделя и привернутыми винтами. Инструмент, который насаживают
непосредственно на крепительный фланец 1, центрируется цилиндрической заточкой переднего конца и крепится четырьмя
винтами, вставляемыми в отверстия 4.
Закрепление насадных фрез. Насадные фрезы устанавливают на оправки, которые закрепляют в шпинделе станка.
На рис. 60 изображены оправки, имеющие конический хвостовик /, который соответствует коническому гнезду переднего конца шпинделя отечественных фрезерных станков и центрируется в нем. Выемки 2 во фланце оправки надеваются на поводки, вставленные в пазы на торце шпинделя.
Оправка, изображенная на рис. 60, а, предназначена для закрепления фрез, работающих при больших усилиях. Она имеет большую длину, позволяющую применять добавочную серьгу
хобота. Оправка, изображенная на рис. 60, б, предназначена для более легких работ.
Оправки, изображенные на рис. 60, а и б, называются центровыми. Центровую оправку одним концом закрепляют в гнезде
шпинделя станка, а другим поддерживают подшипником серьги хобота.
Оправка, изображенная на рис. 60, в, называется концевой, так как один конец ее закрепляется в гнезде шпинделя станка,
60, в, называется концевой, так как один конец ее закрепляется в гнезде шпинделя станка,
а на другом конце устанавливается насадная фреза, которая работает вместе с оправкой как насадная фреза.
Фреза надевается на среднюю (рабочую) часть оправки и может быть установлена в любом месте оправки при помощи установочных колец 3, 4, 6 и 7. Эти кольца надеты на оправку так же, как фреза 5. Крайнее левое кольцо 7 торцом упирается в заплечик, имеющийся на оправке, а в крайнее правое кольцо 3 упирается гайка 2, навернутая на конец оправки.
На рис. 61, б показано крепление на оправке нескольких фрез вплотную одна к другой (набор фрез). Из чертежа видно, что ширина установочных колец здесь различна.
Нормальный набор установочных колец, прилагаемых к фрезерному станку, состоит из колец шириной от 1 до 50 мм, а именно: 1,0; 1,1; 1,2; 1,25; 1,3;
1,4; 1,5; 1,75; 2,0; 2,5; 3,0;
3,25; 5,0; 6,0; 7,5; 8,0;‘10;
20; 30; 40 и 50 мм.
При помощи установочных колец фрезы могут быть закреплены на определенном расстоянии друг от друга. На рис. 61, в показано крепление двух фрез на расстоянии А друг от друга. Расстояние это устанавливается посредством подбора колец потребной ширины.
Иногда, регулируя расстояние между фрезами на оправке, приходится ставить между установочными кольцами тонкие прокладки из алюминиевой или медной фольги и даже писчей или папиросной бумаги, так как, пользуясь имеющимися в наборе кольцами, нельзя получить необходимого расстояния между фрезами.
Фрезеровщик-новатор В. А. Горяйнов сконструировал регулируемое установочное кольцо (рис. 62), которое позволяет быстро обеспечить требуемое расстояние между фрезами с точностью до 0,01 мм. Регулирование расстояния между фрезами 4 осуществляется поворотом с помощью ключа 5 регулируемого установочного кольца 6, имеющего лимб с делениями 0,01 мм. Предварительная установка фрез производится с помощью обычных установочных колец 3.
Фрезы малых диаметров, работающие при небольших усилиях, удерживаются от провертывания на оправке силами трения, возникающими между торцами фрезы и торцами колец вследствие затяжки гайкой. Но при тяжелых работах этого трения недостаточно, и фреза удерживается на оправке с помощью шпонки. По всей длине средней (рабочей) части оправки
профрезерована шпоночная канавка, в ней крепится шпонка, на которую надевают фрезу. Кольца в этом случае также ставят на шпонку.
Диаметры отверстий в насадных фрезах и кольцах, равно как и наружные диаметры рабочей части фрезерных оправок,
изготовляют только определенных размеров. На отечественных заводах приняты следующие диаметры оправок: 10, 13, 16, 22, 27, 32, 40 и 50 мм. Шпоночные канавки и шпонки также изготовляют определенных размеров, так что имеющиеся в инструментальной кладовой фрезы, оправки, кольца и шпонки одного номера обязательно подойдут друг к другу.
Фрезерные оправки не должны иметь биения, забоин и вмятин. На торцах колец не должно быть забоин и заусенцев. Торцы колец должны быть параллельны и перпендикулярны оси кольца.
На торцах колец не должно быть забоин и заусенцев. Торцы колец должны быть параллельны и перпендикулярны оси кольца.
Устанавливая фрезы, надо располагать их как можно ближе к переднему концу шпинделя станка, чтобы уменьшить нагрузку на оправку. Если по каким-либо причинам это не удается, то надо ставить добавочную серьгу, что разгружает фрезерную оправку. Порядок установки и закрепления фрезы на оправке и закрепления оправки в гнезде шпинделя станка подробно изложен при рассмотрении наладки станка.
Закрепление фрез на концевых оправках. Закрепление торцовых фрез и дисковых фрез, не требующих большого вылета, производится на концевых оправках.
На рис. 63 показана концевая оправка. Конический конец 1 вставляют в коническое гнездо шпинделя станка. Фрезу надевают на цилиндрическую часть оправки и затягивают винтом 3. Шпонка 2 предотвращает провертывание фрезы на оправке.
Закрепление фрез с коническим и цилиндрическим хвостовиком. Фрезы с коническим хвостовиком, размер которого совпадает с размерами конического гнезда шпинделя, вставляют хвостовиком в шпиндель и закрепляют в нем посредством затяжного винта (шомпола). Это самый простой способ закрепления фрезы как на горизонтально, так и на вертикально-фрезерном станках.
Фрезы с коническим хвостовиком, размер которого совпадает с размерами конического гнезда шпинделя, вставляют хвостовиком в шпиндель и закрепляют в нем посредством затяжного винта (шомпола). Это самый простой способ закрепления фрезы как на горизонтально, так и на вертикально-фрезерном станках.
Если размер конуса хвостовика фрезы меньше размера конуса гнезда шпинделя, то прибегают к переходным втулкам (рис. 64). Наружный конус такой втулки соответствует гнезду шпинделя станка, а внутренний конус — хвостовику фрезы. Переходную втулку с вставленной фрезой устанавливают в шпиндель и затягивают при помощи затяжного винта (шомпола).
Патрон с надетой фрезой устанавливают в шпиндель горизонтально или вертикально-фрезерного станка и закрепляют затяжным винтом. Снятие фрезы производится после освобождения гайки 2.
Закрепление фрез с цилиндрическим хвостовиком производится при помощи патрона, изображенного на рис. 65. Фрезу вставляют в цилиндрическое отверстие разжимной цанги патрона 1 и закрепляют посредством гайки 2.
65. Фрезу вставляют в цилиндрическое отверстие разжимной цанги патрона 1 и закрепляют посредством гайки 2.
Закрепление насадных фрез большого диаметра. Сборные торцовые фрезы диаметром 80 мм и выше изготовляют насадными.
Посадочные отверстия таких фрез выполняются коническими или цилиндрическими.
Фрезы с коническим посадочным отверстием (рис. 66, а) насаживают на конус 1 специальной фрезерной оправки (рис. 66, б) и при помощи вкладыша 2 и винта 3 закрепляют на ней. Вкладыш 2 входит в пазы 4, имеющиеся в корпусе фрезы. Крепление оправки с фрезой в коническом гнезде шпинделя производится затяжным винтом (шомполом) путем ввертывания его в резьбовое отверстие 5 оправки. Для предотвращения провертывания фрезерной оправки в конусном гнезде шпинделя оправка имеет два паза 6, входящие в сухари 3 на торце переднего конца шпинделя станка (см. рис. 59).
Фрезы с цилиндрическим посадочным отверстием (рис. 67) насаживают на цилиндрический конец 1 шпинделя (см. рис. 59) и крепят непосредственно к его торцу с помощью четырех винтов, входящих в соответствующие резьбовые отверстия конца
рис. 59) и крепят непосредственно к его торцу с помощью четырех винтов, входящих в соответствующие резьбовые отверстия конца
шпинделя.
По материалам книги «Основы фрезерного дела С.В.Аврутин 1962г.»
Инструментальный консольно-фрезерный станок модели FNGJ 40A
Станок FNGJ 40A – это универсальный инструментальный консольно-фрезерный станок, предназначенный для проведения фрезерных, сверлильных, расточных и резьбонарезных операций, преимущественно в инструментальных цехах.
- шпиндель с выдвижной пинолей с грубым и точным выдвижением
- плавная регулировка подач по всем 3 осям при помощи частотного преобразователя
- закаленные направляющие
- простое и удобное техническое обслуживание, компактная конфигурация станка
- широкие технологические возможности
- высокая точность и надежность
- пневмо-гидрав. зажимное устройство в горизонтальном и вертикальном шпинделе (опция)
- современный дизайн и безупречная обработка поверхностей специальными маслостойкими лаками (окраска станка – синий и серый цвет оттенки RAL 5010 / RAL 9002)
- ручной зажим инструмента
- стол с размерами 800 х 400 мм
- с вертикальной фрезерной головкой
- частотный преобразователь привода шпинделя
- грубое и точное выдвижение пиноли
- механические подачи X, Y, Z (плавно регулируемые подачи)
- штурвалы в осях X, Y, Z, шкала с ценой деления 0,01 мм
- центральная смазка с дозаторами
- система охлаждения инструмента
- освещение рабочего пространства
- ограждение рабочего пространства
- в метрическом исполнение
- электрооснащение для напряжения 400В / 50Гц / 3 фазы
- покраска станка – синий и серый цвет, оттенок RAL 5010/RAL 9002
| Стол | Единица измерения | Параметры |
|---|---|---|
| Размер рабочей поверхности | мм | 800 х 400 |
| Крепежные пазы – количество | шт | 7 |
| – ширина и шаг | мм | 14 х 50 |
| Грузоподъемность стола (max) | кг | 350 |
| Рабочая подача | ||
| – продольная (Х) | мм | 600 |
| – поперечная (У) | мм | 400 |
| – вертикальная (Z) | мм | 400 |
| Подача –число ступеней | Плавно | |
| – диапазон X, Y | мм/мин | 15 – 1000 |
| – диапазон Z | мм/мин | 6 – 400 |
| Ускоренная подача | ||
| X, Y | мм/мин | 2 000 |
| Z | мм/мин | 800 |
| Горизонтальный шпиндель | ISO 40 | |
| Расстояние от оси шпинделя до поверхности стола | мм | 148 – 548 |
| Диапазон оборотов – плавно | Об/мин | 50 – 4 000 |
| Количество ступеней скорости | 2 | |
| Переключение оборотов | плавное | |
| Вертикальный шпиндель | ISO 40 | |
| Расстояние от оси шпинделя до направляющей балки | мм | 250 – 560 |
| Диапазон оборотов – плавно | Об/мин | 50 – 4 000 |
| Количество ступеней скорости | 2 | |
| Переключение оборотов | плавное | |
| Вращение шпинделя | ±90° | |
| Выдвижение пиноли | мм | 80 |
| Станок | ||
| Мощность главного привода | кВт | 4 |
| Мощность привода подач | кВт | 1,1 |
| Общая мощность | кВА | 22 |
| Вес станка | кг | 2 500 |
| Габаритные размеры | мм | 2 070 х 2120 |
- крепежный наконечник 311 11 2328,00 (для пнев.
 . крепления инструмента) -1 шт
. крепления инструмента) -1 шт - короткая фрезерная оправка 40 х 22 х 37 -1 шт.
- инструкция по эксплуатации.
- протокол точности
 . крепления инструмента) -1 шт
. крепления инструмента) -1 шт| № п/п | Наименование |
|---|---|
| 1 | Цифровая индикация позиции в 3-х осях HEIDENHAIN ND 523 |
| 2 | Цифровая индикация позиции в 3-х осях HEIDENHAIN POSITIP 880 |
| 3 | Шариковые винты (ШВП) в осях X, Y |
| 4 | Защита вертикальных направляющих |
| 5 | Поворотный и наклонный стол ТU 32 N |
| 6 | Oпорная рама с подшипником LFh42N(для длинных фрезерных оправок ) |
| 7 | Пневмо-гидравлическое крепление инструмента |
| 8 | Откидное устройство для. вертикальной фрезерной головки |
| Делительный прибор – 5901-160 вкл. зажимного |
| патрона и задней бабки. |
| Долбежный прибор IOB 32N |
| Жесткие тиски 125 мм |
| Поворотные тиски 125 мм |
| Поворотно-опрокидывающие тиски 125 мм |
| Самоцентрующие тиски 125 мм |
| Фрезерная оправка (короткая) |
| ISO 40x16x30 |
| ISO 40x22x19 |
| ISO 40x22x37 |
| ISO 40x27x47 |
| ISO 40x32x60 |
| Фрезерная оправка длинная |
| ISO 40x22x500/C40 |
| ISO 40x27x500/C40 |
| ISO 40x32x500/C40 |
| ISO 40x40x500/C40 |
| Редукционная втулка (Для пневматического крепления) |
| ISO 40/Morse 2 |
| ISO 40/Morse 3 |
| ISO 40/ISO 30 |
| Редукционная втулка (для ручного крепления) |
| ISO 40/Morse 2 |
| ISO 40/Morse 3 |
| ISO 40/ISO 30 |
| Крепящий наконечник |
| Сверлильная редукционная втулка ISO 40/Morse 2 |
| Патрон 241320 13-В12 |
Оправка под патрон 241329 В12 х 2. |
| Поворотный стол ручной диам. 320 |
| Зажим согласно чертежа № 4 11 09 0577 |
| Крепящая втулка ISO 40х16 |
| Цанга 16х4 |
| Цанга 16х5 |
| Цанга 16х6 |
| Цанга 16х8 |
| Цанга 16х10 |
| Крепящая втулка ISO 40×28 |
| Цанга 28х8 |
| Цанга 28х8 |
| Цанга 28х8 |
| Цанга 28х8 |
| Цанга 28х8 |
| Выравнивающие элементы BAJA |
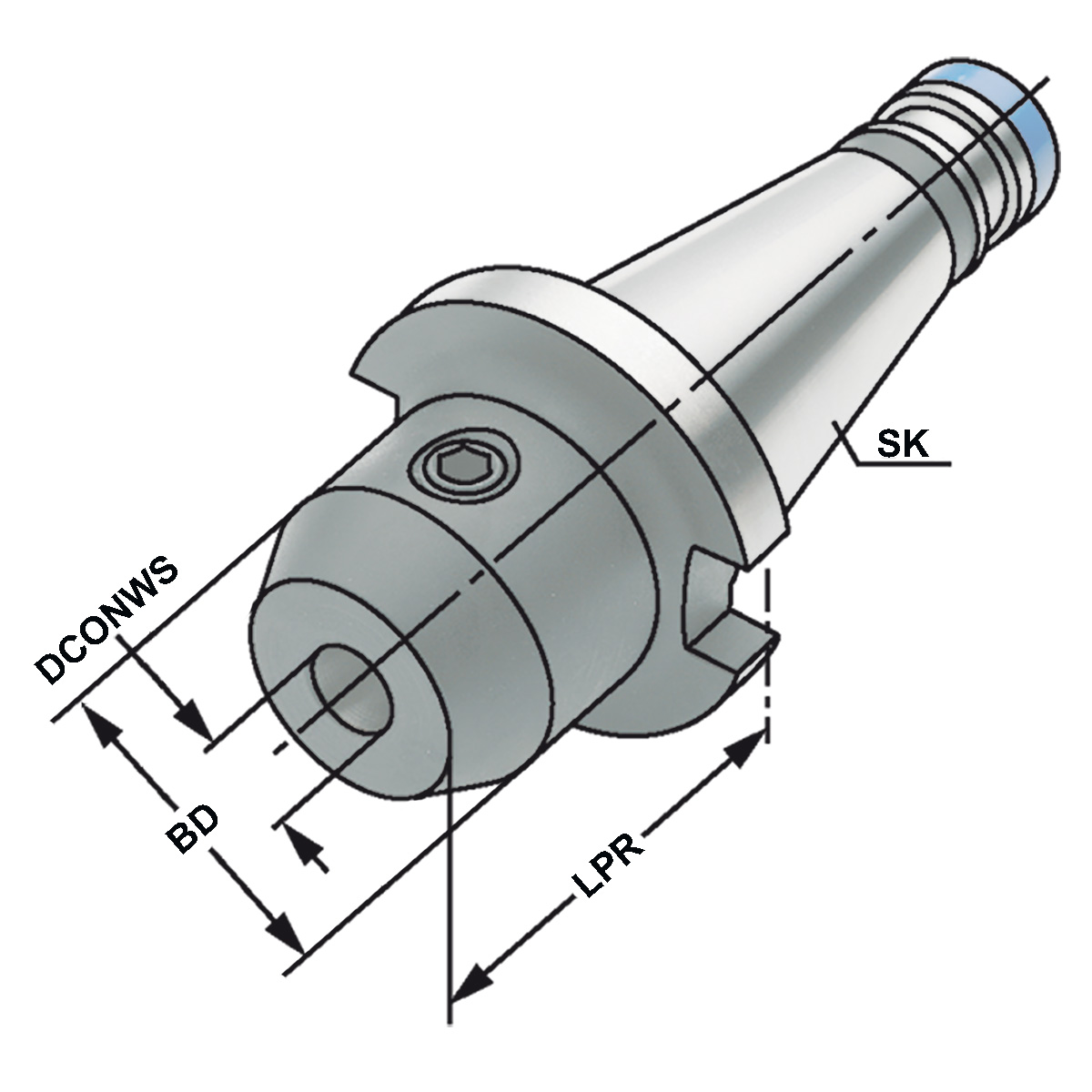
Оправка – необходимый элемент любого фрезерного станка. С помощью этой оснастки вращающий момент передаётся от шпинделя к обрабатывающему инструменту. В данной статье разберем конструкцию фрезерной оправки и типы конусов хвостовика – их плюсы и минусы.
Любая фрезерная оправка состоит из двух элементов. С одной стороны к оснастке крепится инструмент, а другой – она устанавливается в шпиндель станка.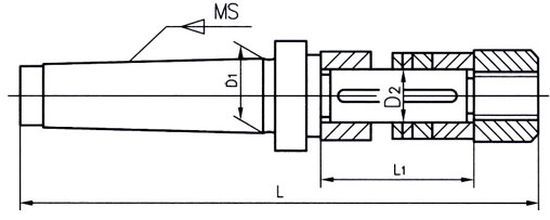 Для крепления используется конический хвостовик.
Для крепления используется конический хвостовик.
Почему именно конус?
От цилиндрических или других типов соединений, конуса отличаются рядом преимуществ.
· Конусообразная форма хвостовика позволяет намного легче и быстрее менять инструмент.
· Конус обеспечивает необходимую точность центрирования.
· Крепление отличается надежностью. А его степень зависит от типа стандарта конуса. Об этом и поговорим ниже.
Типы конусов
1. Конус Морзе (конусность ~ 1:19-1:20) – «ветеран». Его изобрели более 150 лет назад. Он соответствует немецкому стандарту DIN 228 и российскому ГОСТ 25557.
Конус Морзе обладает эффектом «самозаклинивания». Если вставить оправку с этим типом конуса в шпиндель станка, она будет надежно закреплена за счёт конструкции самого конуса.
Конус Морзе используется для фрезерных универсальных станков, а также для сверлильных станков.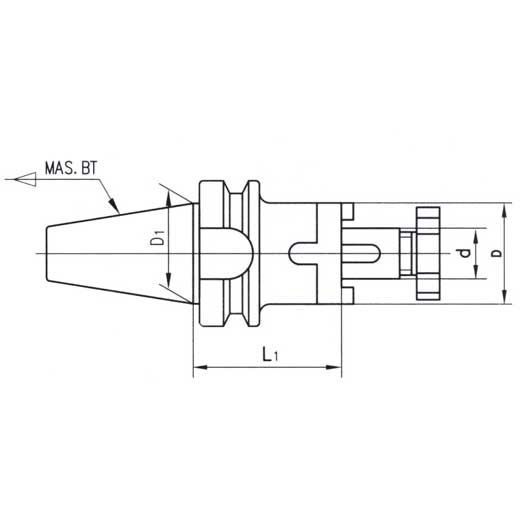 На оборудование с ЧПУ он практически никогда не устанавливается, так как эффект «самозаклинивания» не позволяет осуществить автоматическую смену инструмента.
На оборудование с ЧПУ он практически никогда не устанавливается, так как эффект «самозаклинивания» не позволяет осуществить автоматическую смену инструмента.
2. Но инструментальная промышленность не стоит на месте и постоянно развивается. Чтобы иметь возможность автоматически менять инструмент на станках с ЧПУ, был изобретён конус 7:24 (ISO).
Оправки с конусностью 7:24 встречаются в различных исполнениях. Расскажем о трёх самых распространённых.
– SK (в переводе с немецкого – крутой конус) выполнены по немецкому стандарту DIN 69871,
– BT – по японскому стандарту MAS 403 BT,
– NT – по немецкому стандарту DIN 2080.
SK и BT встречаются на станках с ЧПУ и обладают возможностью автоматической смены оправок. NT не предназначен для автоматической смены, и применяется в основном на универсальном фрезерном оборудовании, где смена происходит только вручную.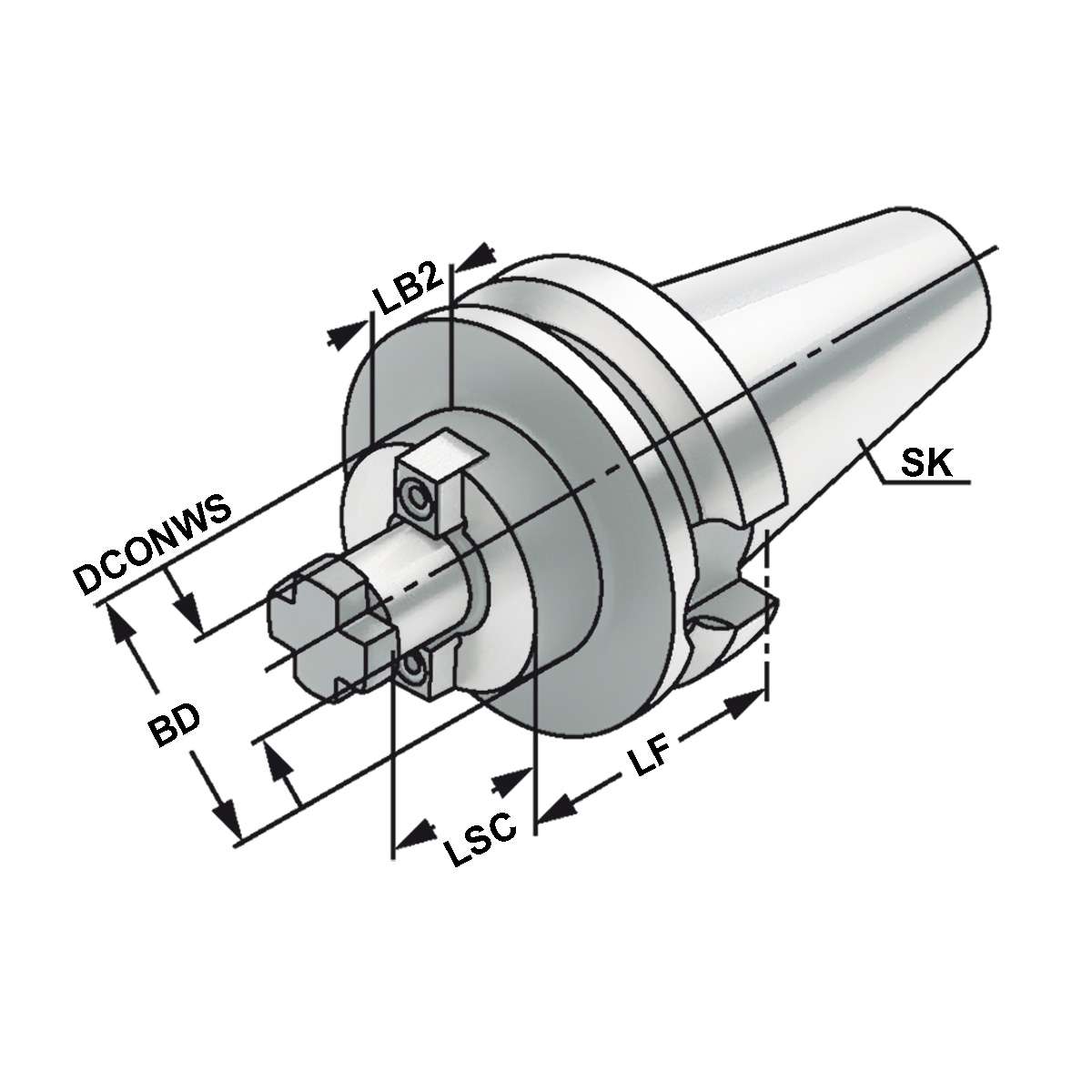
Типоразмер конуса обозначается цифрой – от 10 до 80. Для всех стандартов размер конусной части одинаков, но вот конструкция окажется различной.
3. Системы HSK (Hohl Shaft Kegel – полый конический хвостовик) и KM (разработана компанией Kennametal) обладают конусностью 1:10. Они разрабатывались как системы крепления для скоростной обработки.
Основные преимущества:
– автоматическая быстрая смена инструмента,
– облегчённая конструкция,
– хорошая повторяемость,
– жесткость.
Кроме того, с помощью этой системы появилась возможность закрепления токарных резцов на фрезерном станке, что стало большим плюсом в пользу этого типа конуса.
4. Одним из самых последних был изобретен конус Capto, или PSK, что в переводе означает полигональный инструментальный конус. Он позиционируется как аналог системы HSK только премиум-класса.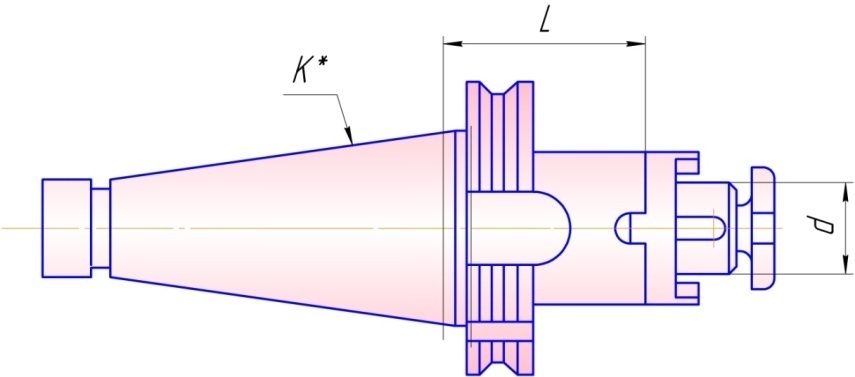
В сечении конус Capto представляет собой треугольник со скругленными краями и выгнутыми сторонами. Угол поверхности посадки взят аналогично конусу Морзе. Такая форма дает эффект «самозаклинивания», обеспечивая очень жесткую посадку и хорошую передачу крутящего момента.
Однако из-за сложности конструкции производство оправок такого типа обходится довольно дорого, а покупать их часто нерентабельно. Дороговизна покупки не компенсируется за счет увеличения производительности при помощи данного оборудования.
Если вы ищите качественную и надёжную оправку по доступным ценам, заходите в наш каталог.
6Н81 Станок консольно-фрезерный с поворотным столом
Сведения о производителе консольно-фрезерного станка 6Н81
Производитель серии фрезерных станков 6Н11, 6Н81, 6Н81Г Дмитровский завод фрезерных станков, основанный в 1940 году.
Основной продукцией завода является широкая гамма универсальных консольно-фрезерных станков с размером рабочего стола от 250 x 630 мм до 400 x 1600 мм.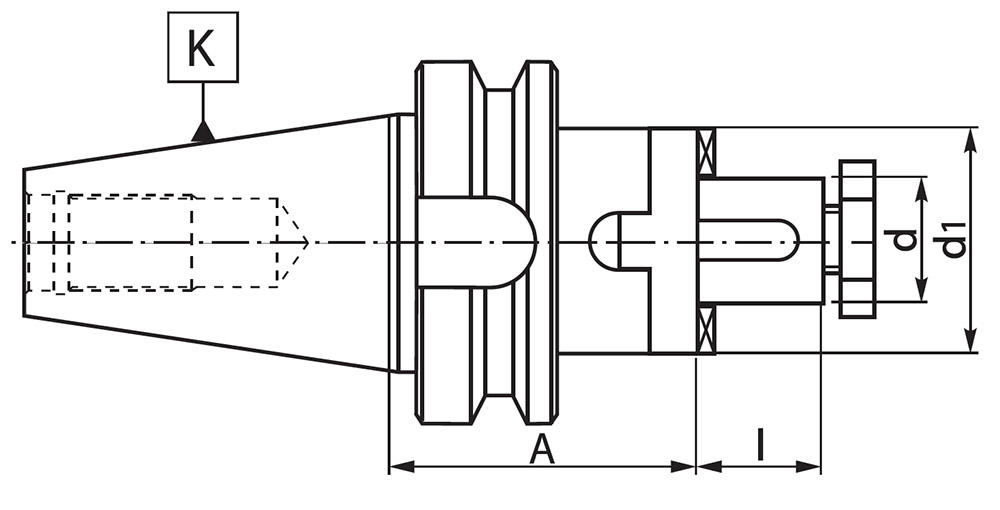
Станки, выпускаемые Дмитровским заводом фрезерных станков, ДЗФС
6Н81 Станок фрезерный консольный с поворотным столом – универсальный. Назначение, область применения
Универсальный консольно-фрезерный станок 6Н81 предназначен для обработки различных изделий сравнительно небольших размеров из стали, чугуна, цветных металлов и пластмасс в основном цилиндрическими, торцовыми, дисковыми, угловыми, фасонными и модульными фрезами специальными фрезами в условиях индивидуального и серийного производства. Наличие поворотного стола позволяет нарезать винтовые канавки при изготовлении косозубых колес, фрез, зенкеров, разверток и тому подобных деталей.
Широкий диапазон скоростей шпинделя и подач стола обеспечивает возможность обработки изделий на оптимальных режимах резания.
Для вращения шпинделя и механических подач стола предусмотрены приводы от отдельных электродвигателей. Стол станка 6Н81 может совершать быстрые перемещения в трех направлениях.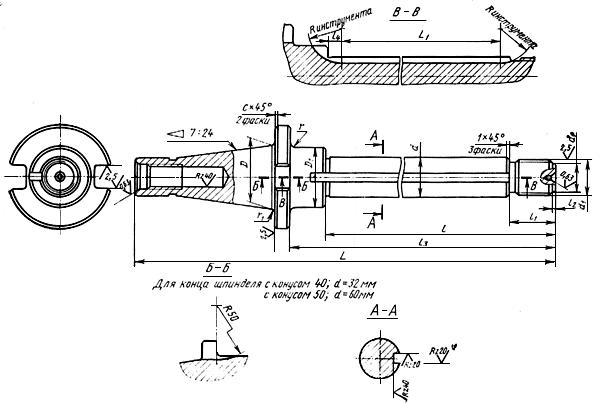
Ручной и механический приводы сблокированы. Выключение механических перемещений стола может осуществляться упорами и вручную. Для торможения шпинделя применяется электромагнитная муфта.
Повышенная мощность электродвигателей и жесткость станка 6Н81 обеспечивают обработку изделий. на скоростных режимах резания твердосплавным инструментом.
Станок 6Н81 может применяться в единичном мелкосерийном и серийном производстве.
Движения в станке
- Движение резания — вращение шпинделя с фрезой
- Движения подач — продольное, поперечное и вертикальное поступательные перемещения стола
- Вспомогательные движения — все указанные перемещения стола, выполняемые на быстром ходу или вручную
Принцип работы
Обрабатываемые детали закрепляются непосредственно на столе, в машинных тисках или специальных приспособлениях, устанавливаемых на столе станка. При необходимости делить заготовку на несколько равных частей применяют универсальную делительную головку.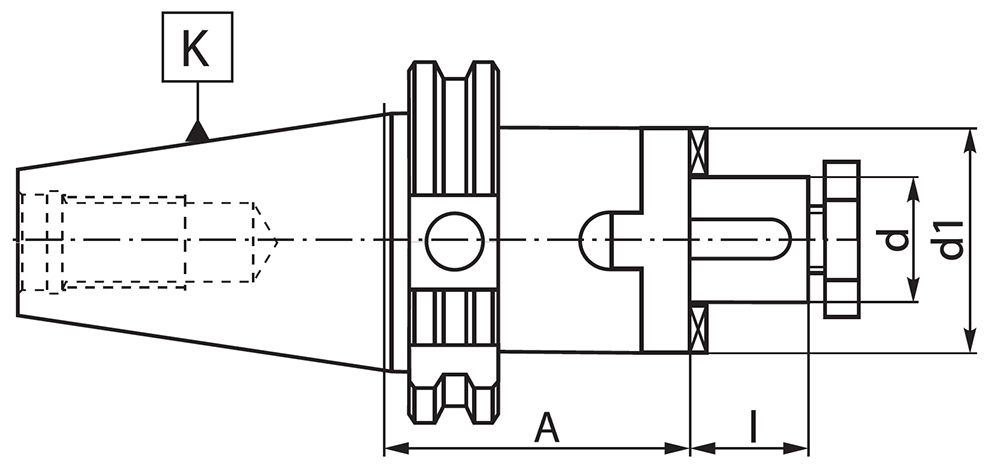
Насадные фрезы закрепляют на консольных или опорных оправках. Для поддержания шпиндельных оправок применяют хобот с центральной и концевой подвесками (серьгами). Хвостовые фрезы закрепляют непосредственно в конусе шпинделя или цанговом патроне. Торцовые фрезерные головки устанавливают и закрепляют на торце шпинделя.
Настройка станка 6Н81 в соответствии с конфигурацией и размерами обрабатываемой детали производится за счет быстрых механических или ручных перемещений стола, поперечных салазок и консоли. При нарезании винтовых канавок поворачивают стол в соответствии с углом наклона фрезеруемой винтовой канавки. При работе на тяжелых режимах для повышения жесткости узла консоли устанавливают дополнительную связь между столом и хоботом.
Класс точности станка Н. Шероховатость обработанной поверхности V4—V5.
Наиболее известные серии консольно-фрезерных станков, выпускаемых ДЗФС:
- серии 6Н: вертикальные – 6Н11; горизонтальные – 6Н81, 6Н81Г, 6Н81А
- серии 6Р: вертикальные – 6Р11; горизонтальные – 6Р81; 6Р81Г; широкоуниверсальные – 6Р81Ш
- серии 6Т: вертикальные – 6Т11, 6Т12
- серии 6К: вертикальные – 6К11, 6К12, широкоуниверсальные – 6К81Ш, 6К82Ш
- серии 6М: широкоуниверсальные с автоциклами – 6М82Ш
- серии 6Д: вертикальные – 6Д12, горизонтальные – 6Д81, 6Д82; широкоуниверсальные – 6Д81Ш, 6Д82Ш
- серии 6ДМ: вертикальные с ЧПУ 6ДМ13ФЗ, с автоциклами – 6ДМ83Ш, с ЧПУ – 6ДМ83ШФ2
Станки консольно-фрезерные.
 Общие сведения
Общие сведенияГоризонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Стол перемещается только в продольном и поперечном направлениях.
Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6Н82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Обозначение консольно-фрезерных станков
6 – фрезерный станок (номер группы по классификации ЭНИМС)
Н – серия (поколение) станка (Б, К, Н, М, Р, Т)
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 – горизонтально-фрезерный)
1 – исполнение станка – типоразмер (0, 1, 2, 3, 4) (1 – размер рабочего стола – 250 х 1000)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, подач стола и повышенная мощность двигателя главного движения).
П – точность станка – (н, п, в, а, с) по ГОСТ 8-ХХ
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Посадочные и присоединительные базы фрезерного станка 6Н81
Посадочные и присоединительные базы фрезерного станка 6н81
Расположение составных частей горизонтального консольно-фрезерного станка 6Н81
Расположение составных частей консольно-фрезерного станка 6н81
Составные части горизонтального консольно-фрезерного станка 6Н81 состоят из следующих групп:
- Группа № 1 Станина
- Группа № 2 Привод
- Группа № б Консоль
- Группа № 7 Стол
- Группа № 9 Электрооборудование
- Группа № 10 Принадлежности
- Группа № 22 Переключение перебора
- Группа № 31 Коробка скоростей
- Группа № 33 Переключение коробки скоростей
- Группа № 51 Коробка подач
- Группа № 52 Редуктор механизма подач
- Группа № 53 Коробка реверса
- Группа № 55 Переключение коробки подач
- Группа № 81 Охлаждающее устройство
- Группа № 82 Смазка коробки скоростей и шпинделя
- Группа № 83 Смазка консоли
Расположение органов управления фрезерным станком модели 6Н81
Расположение органов управления фрезерным станком станка 6н81
Расположение органов управления фрезерным станком 6н81
Перечень органов управления станком 6Н81 и их назначение
- Вводный выключатель сети
- Выключатель электронасоса охлаждения
- Реверсивный переключатель электродвигателя шпинделя (вправо—влево)
- Кнопка «Пуск» — электродвигателя шпинделя
- Кнопка «Пуск» — электродвигателя подачи
- Рычажок остановки станка (выключение электродвигателей шпинделя и подачи)
- Кнопка для кратковременного включения электродвигателя шпинделя («Толчок»)
- Рукоятка переключения скоростей шпинделя
- Рукоятка переключения перебора шпинделя
- Рукоятка переключения подач стола
- Рукоятка переключения перебора механизма подачи
- Рукоятка включения вертикальной механической подачи
- Рукоятка включения поперечной механической подачи
- Рукоятка включения продольной механической подачи
- Маховичок продольной подачи стола вручную
- Рукоятка вертикальной подачи стола вручную
- Маховичок поперечной подачи стола вручную
- Рукоятка включения ускоренной подачи во всех направлениях
- Рукоятка закрепления консоли от вертикального перемещения по станине
- Рукоятка для закрепления стола от продольного перемещения
- Рукоятка для закрепления салазки стола от поперечного перемещения по консоли
- Упоры автоматического выключения механической подачи в продольном, поперечном и вертикальном направлениях
- Упоры автоматического выключения механической подачи в продольном, поперечном и вертикальном направлениях
- Упоры автоматического выключения механической подачи в продольном, поперечном и вертикальном направлениях
- Рукоятка привода ручного насоса смазки стола
- Выключатель местного освещения
Кинематическая схема горизонтально-фрезерного станка 6Н81
Кинематическая схема горизонтально-фрезерного станка 6н81
1. Кинематическая схема принципиальная консольно-фрезерного станка 6Н81. Скачать в увеличенном масштабе
Кинематическая схема принципиальная консольно-фрезерного станка 6Н81. Скачать в увеличенном масштабе
2. Кинематическая схема принципиальная консольно-фрезерного станка 6Н81. Скачать в увеличенном масштабе
Кинематика станка модели 6Н81
Цепь главного движения
Вал I (рис. 265, 266 и 267) приводится непосредственно от электродвигателя через упругую муфту. На вал II вращение передается через зубчатую пару 38 : 24 или 24 : 38, на вал III — через зубчатые пары 24 : 35; 28 : 34; 31 : 31 или 34 : 28. Далее вращение передается через зубчатую пару 20 : 20 и шкивы клиноременной передачи D = 140 мм и D = 210 мм на ступицу зубчатого колеса z29=30. От колеса z29 вращение передается либо непосредственно шпинделю через кулачковую муфту, сообщая ему от 380 до 1800 об/мин, или через перебор из зубчатых колес 30 : 64 и 25 : 69, включаемый рукояткой В и сообщающий шпинделю от 65 до 300 об/мин.
В табл. 22 даны числа оборотов шпинделя при различных включениях зубчатых колес с включенным перебором и без перебора.
Включение восьми скоростей шпинделя производится с помощью маховичка Б, вращение которого передается торцовому кулачку z16 через зубчатые и цепную передачи (на схеме не показанные).
В табл. 23 показаны положения маховичка Б и рукоятки В для настройки на заданное число оборотов шпинделя.
Коробка скоростей горизонтально-фрезерного станка 6н81
Коробка скоростей горизонтально-фрезерного станка 6н81. Скачать в увеличенном масштабе
Цепь подач
Вал V (рис. 266 и 267) приводится во вращение непосредственно от электродвигателя через упругую муфту. На вал VI вращение передается через зубчатые пары 34 : 28 и 20 : 42; на вал VII — через зубчатые пары 28 : 34; 34 : 28; 24 : 38 или 31 : 31; на вал VIII — через зубчатую пару 18:37; на вал IX — через зубчатые пары 37:15 или 15:37. Далее с вала IX движение передается трехзаходным червяком z57 и червячным колесом z58=30 ведущему валу X через обгонную муфту Г.
Схема обгонной муфты дана на рис. 268. Наружное кольцо 2 муфты соединено с червячным колесом z58 (рис. 266 и 267) и вращается вместе с ним. Корпус муфты 1 (рис. 268) закреплен шпонкой на валу X. В вырезах корпуса размещены ролики 3, которые поджимаются штифтами 4 с помощью пружин 5. При вращении кольца 2 в направлении, показанном стрелкой, ролики заклиниваются между кольцом 2 и корпусом 1; при этом обе части муфты вращаются как одно целое. Если теперь дать валу X вращение с большей угловой скоростью, чем скорость вращения червячного колеса z58, кольцо 2 начнет «отставать» от корпуса 1, ролики 3 попадут в широкие части выемок, вследствие чего кольцо и корпус расцепляются.
268. Наружное кольцо 2 муфты соединено с червячным колесом z58 (рис. 266 и 267) и вращается вместе с ним. Корпус муфты 1 (рис. 268) закреплен шпонкой на валу X. В вырезах корпуса размещены ролики 3, которые поджимаются штифтами 4 с помощью пружин 5. При вращении кольца 2 в направлении, показанном стрелкой, ролики заклиниваются между кольцом 2 и корпусом 1; при этом обе части муфты вращаются как одно целое. Если теперь дать валу X вращение с большей угловой скоростью, чем скорость вращения червячного колеса z58, кольцо 2 начнет «отставать» от корпуса 1, ролики 3 попадут в широкие части выемок, вследствие чего кольцо и корпус расцепляются.
Обгонная муфта удобна в конструкции станков тем, что исключает опасность поломки при одновременном приводе вала по двум различным кинематическим цепям, так как включается и выключается автоматически.
Однако обгонная муфта имеет существенный недостаток, так как она может передавать вращение только в одном направлении. Поэтому для изменения направления подачи в станках 6Н81Г, 6Н81 и 6Н11 нельзя использовать реверсивный электродвигатель (как это сделано, например, в станках 6М82, 6М82Г и 6М12П) и приходится применять специальное дополнительное реверсивное устройство.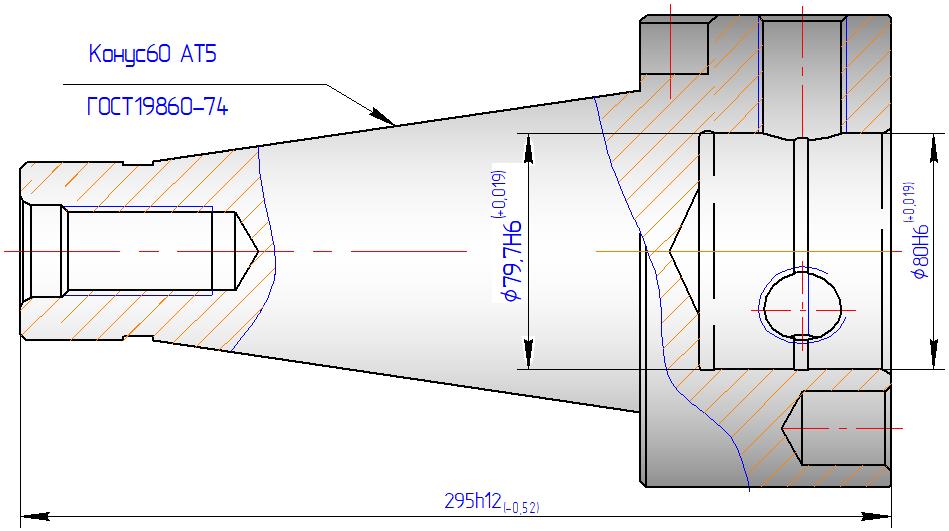
Коробка реверса горизонтально-фрезерного станка 6н81
Проследим по схеме на рис. 269 работу реверсивного устройства, размещенного в коробке реверса (см. рис. 23 и 25). Для удобства все обозначения валов, муфт и зубчатых колес на рис. 266, 267 и 269 идентичны.
Центральный вал XII коробки реверса получает вращение от вала X через зубчатые колеса z63=22, z64 = 42 и z65=42. На валу XII сидит широкое зубчатое колесо z66=42, сцепленное с валом пружинной предохранительной муфтой Ж; назначение муфты — выключить вращение в случае перегрузки усилия подачи.
Зубчатое колесо z66 = 42 вращает сразу три зубчатых колеса: колесо z67 = 42 на валу XV, колесо z69 = 30 на валу XIII и колесо z68=42 на валу XIV. Зубчатые колеса z67 и z68 сидят на валах свободно, а колесо z69 закреплено неподвижно. Колесо z69 вращает вал XIII, на левом конце которого сидит такое же колесо z70 = 30, которое сцеплено с колесами Z71 = 42 и z72=42, свободно сидящими на валах XIV и XV. Из рис. 269 и кинематических схем рис. 266 и 267 следует, что для включения поперечной механической подачи нужно включить муфту 3, причем направление подачи будет зависеть от того, с каким колесом z68 или z71 (правым или левым) сцеплена муфта. Таким же образом с помощью муфты М можно включить и реверсировать механическую вертикальную подачу. Реверсивное устройство от вала X редуктора через зубчатые колеса z63, z64 и z65 передает вращение в прямом или реверсированном направлениях, не изменяя полученного числа оборотов. Поэтому при разборе кинематической цепи подач числа зубьев зубчатых колес коробки реверса не учитываются.
269 и кинематических схем рис. 266 и 267 следует, что для включения поперечной механической подачи нужно включить муфту 3, причем направление подачи будет зависеть от того, с каким колесом z68 или z71 (правым или левым) сцеплена муфта. Таким же образом с помощью муфты М можно включить и реверсировать механическую вертикальную подачу. Реверсивное устройство от вала X редуктора через зубчатые колеса z63, z64 и z65 передает вращение в прямом или реверсированном направлениях, не изменяя полученного числа оборотов. Поэтому при разборе кинематической цепи подач числа зубьев зубчатых колес коробки реверса не учитываются.
Проследим по кинематическим схемам (см. рис. 266 и 267) передачу вращения на ходовые винты продольной, поперечной и вертикальной подач:
- винт XXI продольной подачи — через зубчатые колеса z70 : z72 : z79 (30 : 42 : 30), валик XVII, зубчатые колеса z80 : z81 : z84 (35 : 27 : 19), валик XVIII, зубчатые колеса z85 : z86, валик XIX, коническую передачу z87:z88, конический трензель 19:19:19. С конического зубчатого колеса z89 вращение передается ходовому винту XXI через конические зубчатые колеса z90 или z91 путем включения в ту или иную сторону кулачковой муфты, скользящей на шпонке по ходовому винту. Переключение муфты производится шаровой рукояткой С вручную или автоматически от упоров стола;
- винт XIV поперечной подачи — через зубчатые колеса z66 = 42 и z68=42 в одном направлении или через зубчатые колеса z66 = 42, z69 = 30, z70 = 30, z71 = 42 — в другом направлении. Зубчатые колеса z68=42 и z71 = 42 свободно вращаются на винте XIV и приводят его во вращение в том или ином направлении при включении вправо или влево кулачковой муфты, скользящей по этому винту на шпонке и управляемой рукояткой 3;
- винт XVI вертикальной подачи — через зубчатые колеса z66 = 42 и z67 = 42 или z66 = 42, z69 = 30, z70 = 30 и z72 = 42 на вал XV и коническую пару z82=12; z8з = 24. Вал XV приводится во вращение в том или ином направлении включением вправо или влево кулачковой муфты рукояткой М.
 С конического зубчатого колеса z89 вращение передается ходовому винту XXI через конические зубчатые колеса z90 или z91 путем включения в ту или иную сторону кулачковой муфты, скользящей на шпонке по ходовому винту. Переключение муфты производится шаровой рукояткой С вручную или автоматически от упоров стола;
С конического зубчатого колеса z89 вращение передается ходовому винту XXI через конические зубчатые колеса z90 или z91 путем включения в ту или иную сторону кулачковой муфты, скользящей на шпонке по ходовому винту. Переключение муфты производится шаровой рукояткой С вручную или автоматически от упоров стола;
Ускоренные перемещения стола во всех направлениях передаются от винтового зубчатого колеса z59 = 12 через винтовое зубчатое колесо z60 = 24 на вал X при помощи фрикционной многодисковой муфты Д. При этом вал X вращается с постоянным числом оборотов 710 в минуту, тогда как по цепи рабочих подач он вращается с наибольшим числом оборотов 250 в минуту.
Ручные перемещения производятся в продольном направлении рукояткой Т, в поперечном — маховичком И и в вертикальном — кривошипной рукояткой Л.
Для настройки подачи имеется маховичок Н, вращение которого передается торцовому кулачку z50. Вращение маховичка Н связано с указателем подач, движущимся по шкале. На шкале имеется восемь фиксированных положений маховичка Н, отвечающих восьми подачам для продольного, поперечного и вертикального перемещений стола.
Зубчатая передача z45:z47:z51 (35:37:19) и реечная передача z52=10 служат для переключения перебора, производимого рукояткой О. Переключение перебора производится поворотом на 180° рукоятки О.
В табл. 23 показаны положения маховичка Н и рукоятки О и соответствующие им подачи стола.
Обгонная муфта Г на валу X позволяет ему вращаться в одном направлении с червячным колесом z58, но с большей скоростью, т. е. обгонять его. Ускоренное вращение от электродвигателя передается винтовому колесу z60, которое сидит на валу X и связывается с ним в нужный момент фрикционной муфтой Д при нажатии рукоятки Ф; при этом вал X начинает вращаться ускоренно. После освобождения рукоятки Ф обгонная муфта немедленно заклинивает червячное колесо z58 на валу X и стол продолжает двигаться с рабочей подачей.
Схема включения редуктора консольно-фрезерного станка 6н81
На рис. 270 показана схематически передача вращения на вал редуктора (вал X). Для удобства пользования обозначения зубчатых колес, валов и муфт приняты аналогично обозначениям на рис. 266, 267 и 269.
С вала X движение передается зубчатыми колесами z66 и z64 в коробку реверса, назначение которого — передать полученное движение ходовым винтам подач и менять направление их вращения (см. выше).
выше).
Сделаем подсчет рабочих продольных подач и быстрого хода, пользуясь схемами рис. 266 и 267 (табл. 24).
Так как для настройки поперечных подач стола применяют те же рукоятки коробки подач, то сделаем подсчеты поперечной подачи только для двух крайних значений подач s1 и s16, пользуясь схемой рис. 266 и 267 (табл. 25).
Подобным же образом определим значения вертикальных подач для двух крайних значений S1 и S16 (табл. 26).
Механизм выборки люфта между винтом и гайкой фрезерного станка 6н81
Консольно-фрезерные станки этой гаммы имеют устройства (рис. 271) для автоматической выборки люфта между витками ходового винта и гайки, что позволяет производить фрезерование по подаче.
Ходовой винт 5, получая вращение от коробки подач, ввинчивается в бронзовую гайку, состоящую из двух частей z92 и Z93, имеющих наружное зацепление с числом зубьев 23 (см. рис. 266 и 267). Обе полугайки могут свободно поворачиваться в отверстии кронштейна 4 стола, но связаны между собой зубчатыми рейками 3 и 8 и колесом z94=14.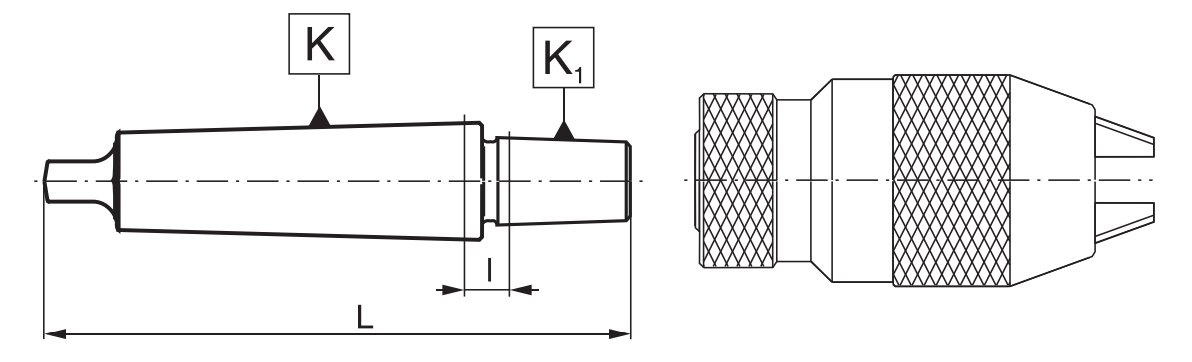
При вращении ходового винта он стремится повернуть гайку вследствие трения между витками резьбы. Половина гайки z92, поворачиваясь, тянет за собой рейку 8 и заставляет вращаться колесо Z94, которое связано с рейкой 8, а рейка — с другой половиной гайки z93. Вследствие этого половина гайки z93 начнет поворачиваться в обратном направлении к половине z92. Половины гайки не могут сместиться в осевом направлении, так как упираются в подшипники 6 и 7. Поэтому они поворачиваются до тех пор, пока упрутся своими витками в витки резьбы винта и выберут зазор.
Чем сильнее трение между винтом и гайкой, тем на больший угол повернутся ее половины. Чтобы не было при этом заклинивания винта, поворот обеих полугаек ограничивается пружинами 2 и 9, которые упираются в концы реек. Натяг пружин регулируется винтами 1 и 10; пружины при остановке винта или при холостом перемещении стола возвращают обе полугайки в исходное положение, чем и восстанавливается зазор между винтом и гайкой, необходимый для легкости холостых и установочных перемещений.
При изменении направления вращения ходового винта (в момент реверсирования) взаимодействие частей не изменяется, только поворот половин гаек происходит в обратном направлении.
Для смазки механизмов служат три плунжерных насоса. Насос для смазки коробки скоростей работает от эксцентрика А, приводимого зубчатым колесом z14, сидящим на валу I, и зубчатого колеса z15 (см. рис. 266 и 267). Насос для смазки механизмов консоли работает от эксцентрика Е, сидящего на валу ХХII, через передачу от вала X парой зубчатых колес z61: z62. Ручной насос для смазки стола и салазок крепится на салазках.
Кинематика станка модели 6Н81
Движение резания
От фланцевого электродвигателя мощностью 5,8 кВт (рис. 80, а) движение передается полужесткой муфтой валу 1 коробки скоростей. На валу 1 коробки перемещается по шлицам двойной подвижной блок шестерен Б1. На валу II неподвижно закреплены шестерни 34, 31, 28, 24 и 38. По валу III перемещаются два двойных подвижных блока шестерен Б2 и Б3. В зависимости от положения блока Б1 движение передается валу II через шестерни 38—24 или через шестерни 24—38. В зависимости же от положения блоков Б2 и Б3 вращение передается от вала II валу III через шестерни 34—28 или 31—31, если включен блок Б3. либо через шестерни 28—34 или 24—38, если включен блок B2. Всего таким образом вал III имеет восемь скоростей вращения.
В зависимости от положения блока Б1 движение передается валу II через шестерни 38—24 или через шестерни 24—38. В зависимости же от положения блоков Б2 и Б3 вращение передается от вала II валу III через шестерни 34—28 или 31—31, если включен блок Б3. либо через шестерни 28—34 или 24—38, если включен блок B2. Всего таким образом вал III имеет восемь скоростей вращения.
Движения подач
Как при подаче, так и при быстрых перемещениях механизмы консоли получают вращение от фланцевого электродвигателя мощностью 1,7 кВт, непосредственно связанного полужесткой муфтой с первым валом VIII коробки подач. Валу IX вращение передается блоком Б4, через шестерни 24—38 или шестерни 38—24. Вал X получает вращение через блок Б5 или Б6 и имеет восемь скоростей.
Быстрые перемещения стола, поперечных салазок и консоли
Эти перемещения осуществляются с постоянной скоростью. В этом случае вращение от электродвигателя, минуя коробку подач, непосредственно передается через вал VIII, винтовые колеса 12—24 и фрикционную муфту М2 валу XIII и далее рабочим органам станка. При быстром вращении вал XIII благодаря наличию обгонной муфты Мо автоматически расцепляется с корпусом червячной шестерни 36.
При быстром вращении вал XIII благодаря наличию обгонной муфты Мо автоматически расцепляется с корпусом червячной шестерни 36.
Узлы консольно-фрезерного станка 6Н81
Узлы консольно-фрезерного станка 6н81
Узлы консольно-фрезерного станка 6Н81. Скачать в увеличенном масштабе
Однорукояточное управление коробкой скоростей
На рис. 81, а показана схема однорукояточного управления коробкой скоростей. Маховичок М, расположенный с левой стороны станины, связан с переключающими кулачками К1 и К2 кинематической цепью, состоящей из зубчатых винтовых колес z1—z2, цепной передачи z3—z4 шестерен z5—z6 и червячной передачи а—zч. Таким образом, при повороте маховичка М начинают вращаться кулачки К1 и К2. Кулачок К1 имеет два криволинейных торцовых паза: один с правой стороны, а другой — с левой. Кулачок К2 имеет только один криволинейный торцовый паз. В пазы кулачков входят ролики, насаженные на концы рычажных вилок B1, В2 и В3. Каждая вилка управляет двойным подвижным блоком шестерен.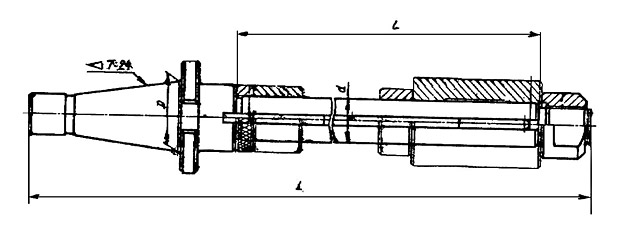 Всего в коробке скоростей имеется три блока шестерен Б1, Б2 и Б3. На шлицевом валу I перемещается блок Б1, а на шлицевом валу III установлено два подвижных блока шестерен Б2 и Б3.
Всего в коробке скоростей имеется три блока шестерен Б1, Б2 и Б3. На шлицевом валу I перемещается блок Б1, а на шлицевом валу III установлено два подвижных блока шестерен Б2 и Б3.
Кулачки К1 и К2 сидят на одном валу и имеют восемь фиксированных положений. У криволинейных пазов кулачков К1 и К2 такая конфигурация и они так взаимно расположены, что каждому из восьми фиксированных положений кулачков соответствует своя комбинация включения блоков шестеро и соответственно своя скорость вращения шпинделя.
Для визуального наблюдения за установленной скоростью имеется указатель У и лимб Л, который так же, как и кулачки К1 и К2, кинематически связан с маховичком М. Лимб Л получает вращение от маховичка через зубчатые винтовые колеса Z1—z2, шестерни Z7—z8 и шестерни Z9—Z10-
Передаточные отношения кинематических цепей кулачков и лимба одинаковы, поэтому за один оборот кулачков лимб также совершает один полный оборот.
Такая конструкция однорукояточного управления, имеет тот недостаток, что для включения заданной скорости необходимо пройти все промежуточные значения чисел оборотов шпинделя и, кроме того, нет возможности осуществлять предварительный выбор скорости.
Шпиндельный узел с переборным валиком
Передняя шейка шпинделя (рис. 81,б) диаметром 75 мм вращается в двух шариковых радиально-упорных подшипниках 1, регулируемых гайкой 3. Задняя шейка шпинделя диаметром 50 мм установлена на одном шариковом подшипнике. Между опорами шпинделя на конусе и шпонке установлен маховик 5, с которым связана приводная шестерня 4. Шкив 9 установлен на ступице шестерни 7, смонтированной на отдельных шарикоподшипниках 8, благодаря чему шпиндель разгружен от натяжения ремней. Заодно со шкивом 9 изготовлен тормозной барабанчик, охватываемый тормозной лентой 18. При включенном двигателе соленоид 15, преодолевая сопротивление пружины 17, оттягивает рычаг 16 вниз, растормаживая шпиндель. В момент отключения двигателя тормозная лента затягивается под действием пружины 17 и шпиндель останавливается.
Ниже шпинделя в станине на шарикоподшипниках 14 смонтирован переборный валик 12. Подвижные шестерни 10 и 13 и кулачковая муфта 6 переключаются одновременно одной рукояткой при помощи вилки II. При включенной муфте 6, когда вращение от шкива 9 передается на шпиндель непосредственно, шестерни 10 и 13 выводятся из зацепления с шестернями 7 и 4. Такая конструкция перебора улучшает, к. п. д. станка и способствует уменьшению вибраций при работе на высоких числах оборотов шпинделя.
При включенной муфте 6, когда вращение от шкива 9 передается на шпиндель непосредственно, шестерни 10 и 13 выводятся из зацепления с шестернями 7 и 4. Такая конструкция перебора улучшает, к. п. д. станка и способствует уменьшению вибраций при работе на высоких числах оборотов шпинделя.
Механизм автоматического устранения зазора
В приводе продольной подачи стола установлен механизм для автоматического устранения зазора между винтом и маточными гайками (рис. 81, в). В кронштейне поперечных салазок стола установлены две маточные гайки 2 и 3. которые могут свободно поворачиваться в подшипниках кронштейна.
На гайках нарезаны зубья г, которые входят в зацепление с рейками 4 и 10, связанными между собой шестерней 5. Таким образом, поворот одной из гаек в каком-либо направлении вызывает поворот другой гайки в обратном направлении. Рейки 4 и 10 поджимаются пружинами 6 и 9.
При рабочей подаче в зависимости от ее направления, одна из гаек начнет поворачиваться и поворачивать через рейки и шестерни вторую гайку до тех пор, пока последняя не упрется своими витками в противоположные стороны витков винта и не устранит полностью зазор.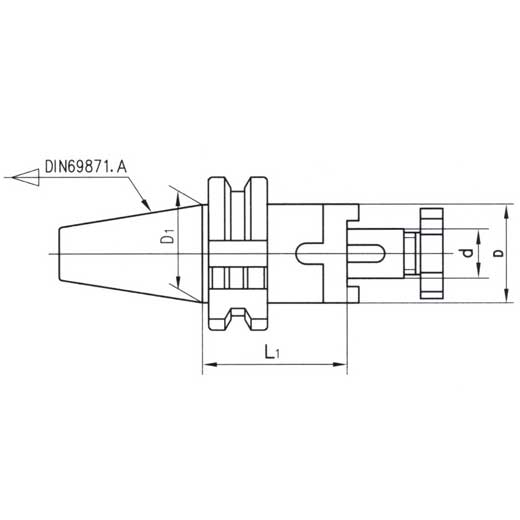 По окончании подачи действие сил трения между витками гайки и винта прекратится и пружины вернут рейки и гайки в исходное положение, восстановив зазор, необходимый для легкости холостого перемещения стола. Регулируемые упоры 7 и 8 служат для ограничения величины перемещения реек и соответственно поворота гаек во избежание создания чрезмерного натяга между винтом и гайками.
По окончании подачи действие сил трения между витками гайки и винта прекратится и пружины вернут рейки и гайки в исходное положение, восстановив зазор, необходимый для легкости холостого перемещения стола. Регулируемые упоры 7 и 8 служат для ограничения величины перемещения реек и соответственно поворота гаек во избежание создания чрезмерного натяга между винтом и гайками.
Подвеска
На хоботе станка 6Н81 для поддержки шпиндельных оправок можно устанавливать одну или две подвески (серьги).
Разрез одной из подвесок показан на рис. 81, г. Полый шпиндель 1 смонтирован на двух шариковых радиальных упорных подшипниках 6, между наружными кольцами которых установлена шайба 3.
Предварительный натяг в подшипниках, необходимый для повышения жесткости системы, создается гайкой 5. Крышки 7 закрепляют наружные кольца подшипников и служат одновременно для лабиринтного уплотнения. Вкладыш 2 надевается на шпонке на фрезерную оправку и благодаря наружной конической поверхности заклинивается в полом шпинделе 1 подвески 4.
Установка инструмента на консольно-фрезерных станках 6Н81
Установка инструмента на консольно-фрезерных станках 6н81
В зависимости от вида применяемой фрезы крепление ее на горизонтально-фрезерном станке может производиться несколькими способами.
- На оправке с помощью переходного фланца. В конус шпинделя затягивается шомполом оправка 177, па шейку которой одевается переходной фланец 178. Пазом, имеющимся на одном из торцов, фланец садится на шипы шпинделя, а призматический выступ другого торца входит в паз одеваемой затеи фрезы. После этого фреза вместе с фланцем затягивается винтом 179. При совпадении по ширине паза фрезы с шипами шпинделя, надобность в переходном фланце отпадает и фреза непосредственно садится на шипы шпинделя.
- На оправке со шпонкой. Для работы фрезами со шпоночной канавкой (не имеющими торцевых пазов для шипов шпинделя) применяются оправки с буртом, имеющим пазы для шипов шпинделя, а на шейке пол фрезу — шпонку.
- Торцевые и концевые фрезы, имеющие хвостовик с конусом Морзе укрепляются в шпинделе с помощью переходной втулки. Переходная втулка имеет наружный конус 7 : 24 и внутренний конус Морзе, соответствующий по размеру взятой фрезе. Фреза затягивается шомполом.
- Фрезы большого диаметра, имеющие на торце цилиндрическую выточку, паз и 4 проходных отверстия одеваются непосредственно на калиброванную головку шпинделя. При этом шипы шпинделя входят в паз фрезы. Крепление фрезы производится четырьмя винтами 180, завинчиваемыми в предусмотренные для этой цели резьбовые отверстия головки шпинделя.

При установке инструмента следует помнить, что на качество его работы и долговечность большое влияние оказывает биение инструмента во время работы, т. с. суммарное биение всего комплекта фрезерной оправки. Допустимое биение во всяком случае не должно превышать 0,1 мм. Поэтому следует следить за правильной заточной фрез, состоянием фрезерных оправок и проставных колец, не допуская применения их при повышенном биении.
Схема электрическая фрезерного станка 6Н81
Электрическая схема cтанка 6н81
Схема электрическая принципиальная консольно-фрезерного станка 6Н81. Скачать в увеличенном масштабе
Описание электросхемы фрезерного станка 6Н81. Общие сведения
На станках установлены 3 трехфазных коротко замкнутых асинхронных электродвигателя на напряжение 380 вольт:
- Электродвигатель привода шпинделя типа АО 51-4, мощностью 4,5 кВт, 1440 об/мин
- Электродвигатель механизма подачи типа ФТ 41-4, мощностью 1,7 кВт, 1420 об/мин
- Электронасос для охлаждающей жидкости типа ПА-22, мощностью 0,125 кВт, 2800 об/мин
Станки моделей 6Н81Г, 6Н81 и 6Н11 нормально выпускаются на напряжение 380 вольт, как в силовой цепи, так и в цепи управления. На это напряжение рассчитаны катушки и контакты всей электроаппаратуры. В случае необходимости получения станка на напряжение 500 или 200 вольт, таковой может быть выполнен только по особому заказу.
Действие электросхемы
Подключение станка к электросети производятся включением вводного выключателя ВВ. При осмотре или ремонте электроаппаратуры вводный выключатель должен быть обязательно выключен.
Электродвигатели 1М — шпинделя и 2М — подачи включаются отдельными кнопками 2КУ и 4КУ с помощью магнитных пускателей 1К и 2К. Остановка обоих электродвигателей осуществляется кнопкой 1КУ, разрывающей цепь управления. Точно также цепь управления разрывается и все электродвигатели отключаются при нажатии конечного выключателя «KB». При нажатии на кнопку ЗКУ включается электродвигатель 1М, но при этом катушка магнитного пускателя не становится на самопитание, вследствие чего электродвигатель останавливается немедленно после освобождения кнопки ЗКУ. Кнопка ЗКУ используется для кратковременного включения электродвигателя с целью облегчить переключение скоростей.
Для изменения направления вращения шпинделя служит барабанный переключатель БП.
Защита электрооборудования станка от коротких замыканий осуществляется плавкими предохранителями 1П и 2П.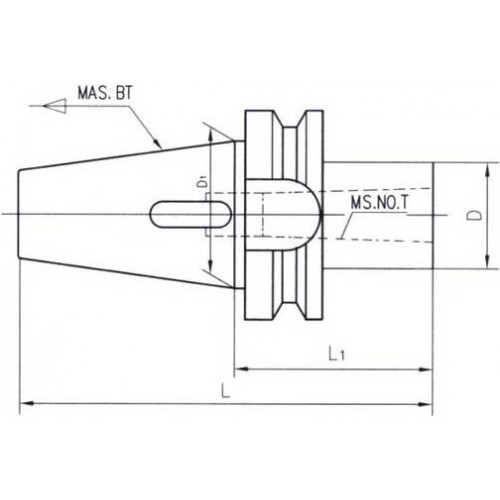
Защита электродвигателей от перегрузок осуществляется при помощи тепловых реле 1РТ и 2РТ. Нулевая защита электродвигателей 1М и 2М обеспечивается магнитными пускателями.
Читайте также: Электрооборудование фрезерных станков серии 6Н81Г, 6Н81, 6Н11
6Н81 Станок консольно-фрезерный с поворотным столом – универсальный. Видеоролик.
Технические характеристики станка 6Н81
| Наименование параметра | 6Н81Г | 6Н81 | 6Н11 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 250 | 1000 х 250 | 1000 х 250 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | – | – | 30. .380 .380 |
| Наименьшее и наибольшее расстояние от оси шпинделя до стола | 30..380 | 30..340 | – |
| Расстояние от оси шпинделя до хобота, мм | 150 | 150 | – |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | – | – | 280 |
| Рабочий стол | |||
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Наибольшее перемещение стола продольное от руки/ от двигателя (ось X), мм | 600/ 560 | 600/ 560 | 600/ 560 |
| Наибольшее перемещение стола поперечное от руки/ от двигателя (ось Y), мм | 200/ 190 | 200/ 190 | 200/ 190 |
| Наибольшее перемещение стола вертикальное от руки/ от двигателя (ось Z), мм | 400/350 | 350/ 340 | 350/ 340 |
| Наибольший угол поворота стола, град | нет | ±45 | нет |
| Цена одного деления шкалы поворота стола, град | нет | 1 | нет |
| Перемещение стола на одно деление лимба (продольное, поперечное), мм | 0,05 | 0,05 | 0,05 |
| Перемещение стола на одно деление лимба (вертикальное), мм | 0,025 | 0,025 | 0,025 |
| Перемещение стола на один оборот лимба продольное и поперечное, мм | 6 | 6 | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 3 | 3 | 3 |
| Шпиндель | |||
| Частота вращения шпинделя, об/мин | 65..1800 | 65..1800 | 65..1800 |
| Количество скоростей шпинделя | 16 | 16 | 16 |
| Эскиз конца шпинделя | ГОСТ 836-47 | ГОСТ 836-47 | ГОСТ 836-47 |
| Конус шпинделя | 45 | 45 | 45 |
| Наибольший допустимый крутящий момент на шпинделе Нм | 525 | 525 | 525 |
| Механика станка | |||
| Быстрый ход стола продольный (ось X), м/мин | 2,9 | 2,9 | 2,9 |
| Быстрый ход стола поперечный (ось Y), м/мин | 2,3 | 2,3 | 2,3 |
| Быстрый ход стола вертикальный (ось Z), м/мин | 1,15 | 1,15 | 1,15 |
| Число ступеней рабочих подач стола | 16 | 16 | 16 |
| Пределы рабочих подач. Продольных (ось X), мм/мин | 35..980 | 35..980 | 35..980 |
| Пределы рабочих подач. Поперечных (ось Y), мм/мин | 25..765 | 25..765 | 25..765 |
| Пределы рабочих подач. Вертикальных (ось Z), мм/мин | 12..380 | 12..380 | 12..380 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | есть | есть |
| Блокировка ручной и механической подачи (продольной) | нет | нет | нет |
| Блокировка ручной и механической подачи (поперечной, вертикальной) | есть | есть | есть |
| Торможение шпинделя (муфта) | есть | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть | есть |
| Привод | |||
| Электродвигатель привода главного движения, кВт | 4,5 | 4,5 | 4,5 |
| Электродвигатель привода подач, кВт | 1,7 | 1,7 | 1,7 |
| Электронасос охлаждающей жидкости Тип | ПА-22 | ПА-22 | ПА-22 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 |
| Производительность насоса СОЖ, л/мин | 22 | 22 | 22 |
| Габарит и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2060 х 1940 х 1600 | 2060 х 1940 х 1600 | 2060 х 1530 х 2300 |
| Масса станка, кг | 2000 | 2100 | 2100 |
- Горизонтально-фрезерный станок 6Н81Г. Универсально-фрезерный станок 6Н81. Вертикально-фрезерный станок 6Н11. Руковдство к станкам, 1956
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
6н81 – станок горизонтальный консольно-фрезерный, (pdf) 1,6 Мб, Скачать
ГОСТ 13786-68 Оправки с хвостовиком конусностью 7:24 и продольной шпонкой для насадных фрез. Конструкция и размеры
Текст ГОСТ 13786-68 Оправки с хвостовиком конусностью 7:24 и продольной шпонкой для насадных фрез. Конструкция и размеры
Цена 3 коп.
ГОСУДАРСТВЕННЫЙ стандарт
СОЮЗА ССР
ОПРАВКИ с хвостовиком КОНУСНОСТЬЮ 7:24 И ПРОДОЛЬНОЙ ШПОНКОЙ ДЛЯ НАСАДНЫХ ФРЕЗ
КОНСТРУКЦИЯ И РАЗМЕРЫ
ГОСТ 13786-68
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
Группа Г2Т
к ГОСТ 13786—68 Оправки с хвостовиком конусностью 7 : 24 и продольной шпонкой для насадных фрез. Конструкция и размеры
В каком месте | Напечатано | Должно быть |
Таблица 1. Графа «Обоз | 6222—0057 | 6222—0059 |
начение оправок» | 6222—0060 | 6222—0060 |
графа «Поз. 1. Корпуо | 6222—0057/001 | 6222—0059/001 |
6222—0060/001 | 6222—0060/001 |
(ИУС N° 5 1987 г.)
УДК 621.914-229.324.4 : 006.354 Группа Г27
6222-0050
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
А
ОПРАВКИ С ХВОСТОВИКОМ КОНУСНОСТЬЮ 7 : 24 И ПРОДОЛЬНОЙ ШПОНКОЙ ДЛЯ НАСАДНЫХ ФРЕЗ
Конструкция и размеры
Arbors with tapered shank 7:24 and longitudinal key for shell cutters.
Design and dimensions
ГОСТ
13786—68* *
Взамен MH 20—64
ОКП 39 2838
Утвержден Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 18 июня 1968 г. Срок введения установлен
с 01.01.69
Проверен в 1979 г.
Несоблюдение стандарта преследуется по закону
1. КОНСТРУКЦИЯ И РАЗМЕРЫ ОПРАВОК
1.1. Конструкция и размеры оправок должны соответствовать указанным на черт. 1 и в табл. 1.
Издание официальное Перепечатка воспрещена
* Переиздание (май 1986 гJ с Изменениями № 1, 2, 3, утвержденными в январе 1974 гиюне 1979 гдекабре 1984 г. (МУС № 3—74, 8—79, 3—85),
2—1124
Черт. 1
N
*
Обозначение оправок | Применя емость | Обозна чение конусов | 1 | 1 | L | D | Масса, кг, не более | Поз, 1 Корпус Кол во 1 | Поз 2 Шпонка ГОСТ 23360-78 Кол-во 1 | Поз Ч Винт ГОСТ ШИЗ Кол-во I |
Обозначения | ||||||||||
6222-0Ш1 | 16 | 16 | 150 | 1,00 | 6222-0051/001 | 4X4X8 | 6000-0011 | |||
6222-0052 | 180 _ | 1,22 | 6222-0052/001 | WW vvil | ||||||
6222-0063 | 22 | 18 | 160 | 1,17 | 6222-0053/001 | 6X6X14 | лллл АЛ 10 | |||
6222-0054 | 40 | ISO | 63 | 1,46 | 6222-0054/001 | шнои | ||||
6222-Ю | 27 | 22 | 170 _ | !,27 | 6222-0055/001 | 7X7X16 | 6000-0013 | |||
6222-Ю | 210 | 1,75 | 6222-0056/001 | |||||||
6222-Ю | 32 | 26 | 180 _ | 1,85 | 6222-0057/001 | 8X7X18 | СЛАЛ ЛА1Л | |||
6222-0058 | 240 | 2,38 | 6222-0058/001 | оОООЧШ | ||||||
6222-0071 | 22 | 18 | 180 | 1,55 | 6222-0071/001 | 6X6X14 | СЛАЛ АЛ10 | |||
6222-0072 | 210 | 1,85 | 6222-0072/001 | оОШЧШ | ||||||
6222-0073 | 27 | 22 | ISO | 1,66 | 6222-0073/001 | 7X7X16 | СЛАЛ ЛЛ1О | |||
6222-0074 | 230 | 2,07 | 6222-0074/001 | шчш | ||||||
6222-0Й75 | 45 | 32 | 26 | 200 _ | 80 | 2,39 | 6222-0075/001 | 8X7X18 | СЛАЛ ЛАМ | |
6222-0076 | 260 | 3,41 | 6222-0076/001 | ШнШ | ||||||
6222-0077 | 40 | 28 | 230 | 3,30 | 6222-0077/001 | 10X8X22 | 6000-0015 | |||
6222-0078 | 290 | 4,63 | 6222-0078/001 |
1
О
ft
ч
W
N
С»
»
»
ю
0 н
и
1
w
Обозначение оправок | Применя емость | Обозна чение конусов | i | / | 1 | D | Масса, кг, не более | Поз. 1 Корпус Кол-во 1 | Поз, 2 Шпонка ГОСТ 23360-78 Кол-во 1 | Поз. 3 Винт ГОСТ 13039-83 Кол-во 1 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Обозначения | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6222-Ю | 22 | 18 | 200 | 3,01 | 6222-0057/001 | 6X6X14 | СЛАЛ ЛЛ1П | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6222-0060 | 240 | 3,40 | 6222-0060/001 | ошнш | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6222-0061 | 27 | 22 | 210 | 3,12 | 6222-0061/001 | 7X7X16 | 6000-0013 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6222-0062 | 50 | 250 | 100 | 3,52 | 6222-0062/001 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6222-0063 | 32 | % | 220 | 3,74 | 6222-0063/001 | 8X7X18 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6222-0064 | 280 | 4,86 | 6222-0064/001 | 6000-0014 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6222-0065 | 240 | 5,56 | 6222-0065/001 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6222-0066 | 40 | 28 | 1 | 5,89 | 6222-0066/001 | 10X8X22 | 6000-0015 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6222-Ю | 320 | 11,71 | 0222-0067/001 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6222-0068 | 60 | 380 | 160 | 13,05 | 6222-0068/001 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6222-0069 | ЯП | 34 | 340 | 13,33 | -.дмн Черт. 2 п Н TJ О п н л U V « Пример условного обозначения корпуса для конца шпинделя с конусом 40, размерами d=l6 мм и L = l50 мм: Корпус 6222-00511001 ГОСТ 13786—68 (Измененная редакция, Изм. № 2, 3). 2.2. Материал — сталь марки 20Х по ГОСТ 4543—71. Допускается применение сталей другие марок с механическими свойствами не ниже указанной. (Измененная редакция, Изм. № 3). 2.3—2.6. (Исключены, Изм. № I). 2.7. Размеры хвостовиков оправок и технические требования к ним — по ГОСТ 24644—81. (Измененная редакция, Изм. № 2). 2.8. Резьба метрическая — по ГОСТ 24705—81. Поле допуска резьбы — 7Н по ГОСТ 16093—81. (Измененная редакция, Изм. № 1, 2). 2.9. Канавки для выхода шлифовального круга — по ГОСТ 8820—69. 2.10. Покрытие Хим. Оке. прм — по ГОСТ 9.073—77, кроме наружной конусной поверхности хвостовика, поверхности d и торца. (Измененная редакция, Изм. № 1, 2). 2.11. (Исключен, Изм. № 1). 2.12. Остальные технические требования — по ГОСТ 17166—71. (Введен дополнительно, Изм. № 1). 2.13. Параметр шероховатости поверхностей канавок и фасок 3,2 мкм по ГОСТ 2789—73. (Введен дополнительно, Изм. № 2, 3). 2.14. Размеры ийюночного паза — по ГОСТ 9472—83. (Введен дополнительно, Изм. № 3), Редактор Р. Л Говердовская Технический редактор М. И. Максимова Корректор Л. В. Прокофьева Сдано в наб. 11,09.86 Подп. в печ. 17.09.86 0,75 уел. п. л, 0,75 уел. кр.-отт. 0,46 уч -изд. л. Тирр 12 000 Цена 3 кон. Ордена «Знак Почета» Издательство стандартов, Г93840, Москва, ГСП, Новопресненский пер ,3 Тил, «Московский печатник». Москва, Лялин пер,, 6, Зак. 1124 фрезерная оправка 2d чертежфрезерная оправка 2d чертежСвяжитесь с нами: + 86-21-58386256, 58386258 фрезерная оправка 2д чертежОбычное фрезерование | smithy… необходимо изучить чертеж, чтобы определить, какой резак лучше всего подходит для работы. Плоские поверхности можно фрезеровать плоской фрезой, установленной на оправке. Фреза в AUTOCAD DRAWING | BiblioCADФрезеровка фронтальная разные кромки, Размер скачивания: 35.39 КБ (бесплатно), Категория: Упражнения – Чертеж с помощью autocad, Тип: Чертеж Autocad Элемент инструмента N331.32-101T32DM0.315 для CoroMill 331Чертеж CAD (.dxf) 3D-модель (.stp … -V переходник на оправку для боковой и торцевой фрезы Фрезерный станокФрезерный станок (также см. синонимы … и с помощью управления для прямого перехода от чертежа к детали, минуя изготовление приспособлений. … Опора оправки; Фрезерование оправки; фрезерная оправка 2d чертежспиральное фрезерование (48)… торцевая фреза CoroMill Century, 2D-чертеж … оправка -ISO 6462 -A (центральный болт) -дюйм: 3/4 адаптивный интерфейс … CoroMill 245. CoroMill … ИНСТРУКЦИИ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ И РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ДЛЯ СВЕРЛЕНИЯ СТАНОКD1 PRO 11-2011 Руководство по эксплуатации сверлильного станка D1 PRO – 5 – Чертеж 1. E … Фреза (2) расположена внутри корпуса оправки (1) и крепится винтами autocad 2d чертеж ролика мельница – мельница, вертикальная …autocad 2d чертеж валковой мельницы.Получите дополнительную информацию о технологическом оборудовании для добычи кварцевого песка бесплатно. Вертикальная шлифовальная мельница LM; Гидравлическая конусная дробилка HPC; Промывка песка … Программное обеспечение DynatorchПрограммное обеспечение Dynatorch может принимать ввод чертежей в виде традиционного G-кода или чертежей в формате файла DXF. G / M-code – это язык обработки с ЧПУ. Файлы DXF основаны на тексте … Arbor Image Draftsman Cutting Shop – Raster to Vector и …Draftsman Cutting Shop – это лучшие 32 … векторные рисунки…. Многочисленные обновления и модификации операционной системы помогли Arbor Image продать тысячи … Принадлежности для фрезерных станков Bridgeport – дышла, работа …Принадлежности для фрезерных станков Bridgeport – дышла, рабочие упоры, сменные рукоятки. … Расширяющиеся оправки для использования в токарных станках, фрезерных станках и т. Д. Онлайн-чертежи CAD – Bodine Electric CompanyОнлайн-чертежи CAD: Найдите модель: МОДЕЛЬ: СЕРИЯ ›N0039: Двигатель постоянного тока с постоянным магнитом серии 24A› N0040: 24A Series Двигатель постоянного тока с постоянным магнитом ›0041: Программное обеспечение для 2-осевого фрезерования с ЧПУ | САПР Дизайн | BobCAD-CAMПрограммное обеспечение BobCAD-CAM 2D Milling позволяет быстро и легко программировать 2D детали для фрезерного станка с ЧПУ.Это программное обеспечение предлагает полную функциональность САПР для проектирования. Фрезерные детали – Запасные части для Kearney & Trecker и …Мы предлагаем новые и качественные бывшие в употреблении детали для фрезерных станков производства Cincinnati and Kearney & Trecker 1935-1975 годов. Продажи струйных и бирмингемских фрезерных станков – вертикальные и …Вертикально-горизонтальный фрезерный станок GMC • Вертикальный и горизонтальный шпиндель • Цифровое считывание 2-х осей • Приводная подача стола по оси X SHOWA TOOL Co., Ltd. -Все продукты-ТОПЛИВА ДЛЯ ФРЕЗЕРОВ (Цанга S3) S3: 141: БОКОВАЯ ФРЕЗА (Цанга S4) S4: 142: ДЕРЖАТЕЛЬ ДЛЯ СВЕРЛИЛЬНОГО ПАТРОНА (Цанга S6) S6: 142: Наименование продукта: Тип: Страница: НОВАЯ SUPER DRILL … Обработка – MIT – Массачусетский технологический институтГоризонтальное фрезерование слябов Торцевое фрезерование Концевое фрезерование Фреза оправка Шпиндель Концевая фреза Хвостовик … Производственный обрабатывающий центр (2000) Ручной фрезерный станок (1985) ar Рисунок 15 в 2009 году – метрическое фрезерование от Seco ToolsSeco Tools 2009 – Метрическое фрезерование на рисунке 15…. фрезы 335.10 / r335.10 тип a для фрезерования оправки шириной 2,25-4,1 мм с полной стороной типа b3 для заглушки … Restless Mass | R8 Фрезерная оправкаR8 Фрезерная оправка Апрель … но мне все еще нужен был способ установки их на фрезерный станок. Я нашел в сети рисунок хвостовика R8, имеющего обычную форму шпинделя, который … Cut 2D – Обзор | 2D Hobby CNC Machining – Vectric LtdПростые в использовании инструменты векторного рисования и редактирования с мощными стратегиями 2D-обработки для фрезерования, фрезерования или гравировки с ЧПУ. Фрезерный станок – AutoCAD, STEP / IGES – 3D модель CAD – GrabCADФрезерный станок– Это смоделировано мной с помощью другого проекта, который представляет собой 2d монтажный сборочный чертеж фрезерного станка, который я получил из нашей школы. основные части фрезерного станка с чертежомГлавная> Система обработки> основные части фрезерного станка с чертежом. … Вытяжка оправки Болт-Вытяжка оправки … ФРЕЗЕРНЫЕ ОПЕРАЦИИ ВИДЫ ФРЕЗЕРНЫХ СТАНКОВ. на … Базовое 3D-проектирование – Mastercam CAD / CAMВ учебном пособии под названием «Базовое 2D-проектирование» рассматривается 2D-черчение с помощью Mastercam. До … Для модуля базовой 3D-обработки серии Getting Started требуется программа Mill Bob CAD-CAM 3D для трассировки – Добро пожаловать в Torchmate …Вы можете проверять геометрию и редактировать свои чертежи на лету, используя широкий … Работаете ли вы в 2D или создаете … беседку и держатель. Стандартный … 2D / 3D Mill – Программное обеспечение Mastercam CAD / CAMИзучите функции 2D / 3D Mill, включая динамическую, гибридную, повторную обработку, управление инструментом и высокоскоростные траектории. TechSoft ~ Sieg Токарный станок с ЧПУ ~ Токарный станокЛинии профиля на чертеже имеют цветовую кодировку … Sieg CNC Turning Software Расширение токарного станка с ЧПУ для 2D … Бесключевой сверлильный патрон и оправка; Инструмент со сменными пластинами … Наладка и работа при горизонтальном или вертикальном фрезеровании …К примерам инструкций 2 и 3 прилагается рабочий чертеж, показывающий необходимые формы и … и установку фрезерной оправки на фрезерный шпиндель Самодельный шаблон для фрезерованияСамодельный шаблон для фрезерования, состоящий из чертежа в формате PDF в масштабе 1: 1, напечатанного на самоклеящейся бумаге. оправка для торцевых фрез JIS B 6339 BT30 – HAIMER – HAIMERоправка для торцевых фрез JIS B 6339 BT30 для крепления торцевых фрез и радиальной направляющей канавки DIN 1880. Аналогично DIN 6357. R8 цанги, оправки, держатели концевых фрез, цанговые патроны для …Цанги, оправки, концевые фрезы R8, цанговые патроны для фрезерных станков Bridgeport. Инструменты и материалы для металлообработки. … 1-1 / 4 “R8 Ступень фрезерного станка: 1 1/4” 2 “ Гайки – Модели деталей и чертежи САПР – 3D ContentCentralБлоки 2D | Макросы |… Фрезерная оправка Гайка. … продуктовых дизайнеров по всему миру, а не только для экономии времени, которое в противном случае было бы потрачено на создание моделей деталей и САПР … Copyright © 2019.BUSICHE Все права защищены. | Карта сайта R * R Фрезерная оправка для заглушки с затяжным болтом, MT-4, मिलिंग अरबोर्स – D. M. Engineering Company, LudhianaО компанииГод основания 1992 Юридический статус фирмы Партнерство Фирма Характер бизнеса Производитель Количество сотрудников от 26 до 50 человек Годовой оборот Rs.2-5 крор Участник IndiaMART с июля 2007 г. GST03AAAFD7443C1Z2 Код импорта-экспорта (IEC) 30080 ***** Для запроса представительства: – Г-н Мукеш Джайн (руководитель бизнеса).
Видео компанииБолт для оправки фрезерного станкаФрезерный станок: Горизонтальный фрезерный станок: КонструкцияБолт втягивания: Болт втягивает оправку в шпиндель.Затяжной болт оправки снабжен контргайкой для предотвращения ослабления затяжного болта во время работы. Рычаг ускоренного хода: рычаг ускоренного хода включает шестерню ускоренного хода на двигателе подачи. Ускоренный ход используется для быстрого позиционирования стола. Патроны и оправки для сверл – Bolton ToolДетали для фрезерных станков; Детали для токарных станков и дрелей – комбо; . Сверлильный патрон 5/8 дюйма JT33 с оправкой MT3 PACK DC-MT3 Принадлежности для токарного / фрезерного / сверлильного станка Фрезерование: 3.Принадлежности и приспособления для фрезерных станковРИСУНОК 4. УСТАНОВЛЕН СТАНДАРТНЫЙ ФРЕЗЕРНЫЙ СТАНОК. c Наиболее распространенным способом крепления оправки к шпинделю фрезерного станка является использование затяжного болта, рисунок 4. Болт ввинчивается в конический хвостовик оправки, чтобы втянуть конус в шпиндель и удерживать его на месте. Закрепленные оправки Фрезерная оправка NT40-J6 5/8 “x 11 Тяговая штанга – болтСтанки и аксессуары Пресс-центры оправки Шланг для СОЖ и принадлежности Сверлильные патроны и ключи Смазки Галогенные рабочие лампы Работа Монтаж токарных патронов и запасных частей Буква и номер Наборы пуансонов Принадлежности для фрезерования Оправки и адаптеры Отверстия для торцевых фрез BT Оправки для сверлильных патронов – Стандартные оправки для сверлильных патронов – Резьба Конические переходники Jacobs Втулки для фрез Фрезерные оправки Оправки для сверлильных патронов McMaster-CarrВыберите из нашего ассортимента оправок для сверлильных патронов, включая более 175 изделия в широком ассортименте стилей и размеров.В наличии и готов к отправке. Как использовать фрезерный станок – инструкцииСтандартная оправка фрезерного станка обычно имеет шлицевую часть, и для фиксации каждой фрезы на валу оправки используются шпонки. Эти беседки поставляются трех стилей различной длины и стандартного диаметра. Самый распространенный способ крепления оправки к шпинделю фрезерного станка – использовать тяговую штангу. Универсальный фрезерный станок MF 1 VKP KNUTHУниверсальный фрезерный станок MF 1 VK с шарико-винтовой передачей с предварительным натягом и пневматическим тяговым магазином.Оправка для концевых фрезеров Ø16 SK 30. вал с натяжным болтом ISO 30. Номер детали. Оправки и переходники – Инструмент для фрезерных станков Брисбен, АвстралияОбычно при покупке торцевой фрезы вам также потребуется подходящая оправка для установки фрезы в шпиндель фрезерного станка. Некоторые из наиболее распространенных размеров оправки шпинделя – NT30 ISO30 NT40 ISO40 NT50 ISO50 2 и 3MT оправки R8 также могут иметь метрическую и британскую резьбу дышла. Галерея инженеров фрезерных станков колонного и коленного типаБеседка.Это похоже на удлинение шпинделя станка, на котором надежно закреплены и вращаются фрезы. Оправки выполнены с коническими хвостовиками для надлежащего совмещения со шпинделями станка, имеющими конические отверстия на их носу. Затяжной болт используется для управления фиксацией оправки со шпинделем и всей сборкой. Дышла фрезерного станка McMaster-CarrУгловые насадки фрезерного станка Преобразование ручного фрезерного станка для горизонтальных операций. Для углублений, карманов и деталей, которые слишком велики или неудобны для размещения под вертикальной фрезой, эти приспособления уменьшают потребность в специальных инструментах и приспособлениях, поворачивая шпиндель на 90, чтобы он работал параллельно земле. Что такое оправка, используемая при фрезеровании – Типы оправокОправки для торцевых фрез с корпусом используются для удержания и привода торцевых фрез с корпусом. Фреза для торцевого фрезерования устанавливается на короткую втулку вала оправки и удерживается напротив торца оправки болтом или стопорным винтом. оправки и переходники – оправка для фрезерных станковЭта фрезерная оправка R8 предназначена для фрез с диаметром 1 дюйм. С большим центральным отверстием. Сделано в Тайване. Общая длина составляет 15-3 / 16 дюймов. Один конец подходит для конического шпинделя R8, другой конец и 39; с О.Диаметр 0,865 “22 мм. Подходит для фрезерного станка с коническим шпинделем R8 с прямоугольным креплением. Оплата Gromax Enterprises Corp. принимает: PayPal. Тяги фрезерных станков – MSC Industrial SupplyНайдите тяговые штанги фрезерных станков в MSC Industrial Supply, обеспечивающие безопасность и безопасность металлообработки. MRO Industries более 75 лет Дышла фрезерных станков McMaster-CarrУниверсальные дышлы фрезерных станков регулируемой длины Эти дышлы имеют шестигранный профиль на одном конце, что подходит для различных фрезерных станков.Прокладки позволяют регулировать длину вала с шагом 1/4 дюйма. Угловые насадки для фрезерного станка Удерживающие приспособления для фрез для фрезерных станков1. Вал. Вал – это приспособление для удержания фрезы с коническим хвостовиком для установки на коническое отверстие шпинделя станка; короткий или длинный конец вала используется для установки и привода одной или нескольких фрез. с отверстиями, которые подходят для оправки. Стандартные фрезерные оправки изготавливаются трех типов: AB и C. оправка, используемая для Фрезерование 2. A Draw- Корпус концевой фрезы оправка – тпуб.comНаиболее распространенное средство крепления оправки на фрезерном станке. шпиндель с помощью затяжного болта, рис. 4. Болт ввинчивается в. R8 оправка для металлообработки Продажа фрезерного инструмента В наличии.Получите лучшие предложения на оправку R8 в металлообрабатывающей фрезерной оснастке, когда вы покупаете самые большие. 1 & 39; & 39; R8 Фрезерный станок для заглушек Адаптер оправки Инструментальная фреза Bridgeport Хвостовик R8. Болт с вытяжкой вала для фрезерного станка – greenrevolution.org.inСтандартная оправка для фрезерного станка. в шпинделе фрезерного станка – с помощью затяжного болта. шестерни на фрезерном станке. Фрезерный станок: Вертикальный фрезерный станок: КонструкцияТяговый болт с оправкой оснащен контргайкой для предотвращения ослабления тягового болта во время работы. Диск изменения скорости шпинделя: Диск изменения скорости шпинделя является переключателем скорости шпинделя. На этом типе фрезерного станка для изменения скорости должно быть включено основное питание, но шпиндель должен быть остановлен. Оправки для станков и адаптеры оправок – MSC Industrial SupplyОправки для фрезерных станков используются для крепления фрез и пил для продольной резки. они могут просверлить одну или несколько фрез или пил с использованием распорных шайб и регулировочных шайб. Держатель фрезерной головки 7 Держатель пильного полотна 6 Amazon.com: тягово-сцепное устройство BridgeportBRIDGEPORT MILL PART J ГОЛОВКА ФРЕЗЕРНОГО СТАНКА КЛЮЧ K98-001-100 НОВИНКА 64,99 долл. США 64,99 долл. США. Патрон оправки для сверл 2MT Тяговое устройство до 33JT.5.0 из 5 звезд 2. 9,85 $. Приспособление для удержания фрезы – ЯнтразВоротки в основном представляют собой конические хвостовики, которые используются для правильного совмещения со шпинделем станка. На левой стороне оправки с внутренней резьбой для крепления стяжного болта. При помощи этого тягового болта оправка соединяется со шпинделем. Между фрезой и оправкой устанавливаются распорные кольца, чтобы получить желаемое положение. Вертикальная мельница Тягово-болтовая дробилка Мельницы Конусная дробилка.Мельница Sherline – это малогабаритный вертикальный фрезерный станок, подходящий для домашнего использования. … И надежно закрепите стяжным болтом. Детали фрезерных станков supermax Инструменты и принадлежности Продукт… clausing 8530-8535 вертикальный фрезерный станок, инструкция по эксплуатации и запчастям 0150.… Что используется оправка при фрезеровании Фрезерный станок – одна из важных операций обработки. В этой операции заготовка подается против вращающегося цилиндрического инструмента. Вращающийся инструмент состоит из нескольких режущих кромок (многоточечный режущий инструмент).Обычно ось вращения подачи подается на заготовку. Фрезерование отличается от других операций механической обработки на основе ориентации между осью инструмента и направлением подачи, однако при других операциях, таких как сверление, токарная обработка и т. Д., Инструмент подается в направлении, параллельном оси вращения. Подробнее: процесс фрезерования – определение, производственные процессы фрезерования Инструмент оправки: Стандартная оправка для фрезерного станка имеет прямую цилиндрическую форму, со стандартным конусом фрезерования на ведущем конце и резьбовой частью на противоположном конце для установки оправочной гайки. Одна или несколько фрез могут быть размещены на прямом цилиндрическом валу оправки и удерживаться на месте с помощью втулок и оправочной гайки. Стандартная оправка фрезерного станка обычно имеет шлицевую часть и имеет шпонки, используемые для фиксации каждой фрезы на валу оправки.Беседки поставляются различной длины и стандартного диаметра. Схема фрезерования оправкиКонец оправки, противоположный конусу, поддерживается опорами оправки фрезерного станка. В зависимости от длины беседки и требуемой степени жесткости используются одна или несколько опор. Конец может опираться на центр токарного станка, опирающийся на гайку оправки (рисунок на предыдущей странице), или на опорную поверхность оправки внутри втулки опоры оправки. Подшипники скольжения устанавливаются над оправкой вместо втулок, где расположена промежуточная опора оправки. Читайте также: Операция, выполняемая на фрезерном станке с помощью диаграмм Типы оправок: (1) Винтовая оправка: Винтовые оправки используются для удержания небольших фрез с резьбовыми отверстиями. Эти оправки имеют конус рядом с резьбовой частью для обеспечения выравнивания и поддержки инструментов, которым требуется гайка, чтобы удерживать их на конической поверхности. Для правых фрез должна использоваться оправка с правой резьбой; оправка с левой резьбой используется для установки левых фрез. (2) Фрезерная оправка для продольной пилы. Оправка для фрезы для продольной пилы представляет собой короткую оправку с двумя фланцами, между которыми крепится фреза путем затягивания зажимной гайки. Эта оправка используется для удержания фрез для продольной резки металла, которые используются для обработки пазов, продольной резки и пиления. (3) Оправка для концевых фрез. Втулка концевой фрезы имеет отверстие на конце, в которое входят концевые фрезы с прямым хвостовиком.Концевые фрезы фиксируются на месте с помощью установочного винта. (4) Оправка для торцевых фрез с кожухом Оправки для торцевых фрез с кожухом используются для удержания и привода торцевых фрез с кожухом. Фреза для торцевого фрезерования устанавливается на короткую бобышку на валу оправки и удерживается напротив торца оправки болтом или стопорным винтом. Два выступа на оправке подходят для пазов фрезы, чтобы предотвратить вращение фрезы на оправке во время операции обработки.Специальный гаечный ключ используется для затягивания и ослабления стопорного винта / болта на конце оправки. (5) Держатель для ножниц. Вращающаяся оправка для фрезы используется для поддержки однолезвийного токарного станка, фрезерного станка или фрезы для фрезерования при растачивании и нарезании зубьев на фрезерном станке. Эти фрезы, которые можно отшлифовать до любой желаемой формы, удерживаются в оправке контргайкой. Хвостовики оправки с фрезой могут иметь конус шпинделя стандартного фрезерного станка, конус Брауна и Шарпа или конус Морзе. Сачин Торат Сачин получил степень бакалавра технических наук в области машиностроения в известном инженерном колледже. В настоящее время он работает дизайнером в индустрии листового металла. Кроме того, он интересовался дизайном продуктов, анимацией и дизайном проектов. Он также любит писать статьи, относящиеся к области машиностроения, и пытается мотивировать других студентов-механиков своими инновационными проектными идеями, дизайном, моделями и видео. Последние сообщенияссылка на гидравлические уплотнения – определение, типы, схемы, функции, неисправности, приложение ссылка на слоттер – типы, детали, операции, схемы, спецификацииопорный кронштейн вала горизонтального фрезерного станка M-1045
Опорный кронштейн оправки для горизонтального фрезерного станка M-1045Опорный кронштейн оправки для горизонтального фрезерного станка M-1045Business & Industrialоправка для торцевых фрез с корпусомРАБОТА ФРЕЗЕРНОГО СТАНКА – OD1644 – УРОК 1 / ЗАДАНИЕ 1Центр токарного станка, упирающийся в оправочную гайку (рисунок 4 на предыдущей странице) или опорной поверхностью оправки внутри втулки оправки поддержка. , где расположена промежуточная опора оправки. (в) Наиболее распространенные способы крепления оправки на фрезерном станке Шпиндель– с помощью затяжного болта (рис. 4). Резьба болта в Конический хвостовик оправки для втягивания конуса в шпиндель и удержания его в место. Закрепленные таким образом беседки снимаются путем откидывания выдвижного ящика .и постучите по концу болта, чтобы ослабить конус. (3) Винтовая оправка (рис. 5 на следующей странице).Винтовые оправки б / у для небольших фрез с резьбовыми отверстиями. Эти беседки имеют конус рядом с резьбовой частью для обеспечения выравнивания и поддержки инструментов, которые требуется гайка, чтобы удерживать их на конической поверхности. A с правой резьбой Для правых фрез должна использоваться оправка; оправка с левой резьбой используется для крепления левых фрез. (4) Пила для продольной резки, фрезерная оправка (рис. 5). Пила продольная Фрезерная оправка– это короткая оправка с двумя фланцами, между которыми Фрезафиксируется затяжкой зажимной гайки. Эта беседка используется операции продольной резки и пиления. (5) Оправка для концевых фрез. Втулка концевой фрезы имеет отверстие конец, в который входят фрезы с прямым хвостовиком. Конец (6) Корпус концевой фрезы оправка (рис. 5).Оправка для торцевых фрезерных станков служат для удержания и привода торцевых фрез с корпусом. Раковина торцевая фрезерная Фрезаустанавливается на короткую втулку вала оправки и прижимается к торец оправки болтом или стопорным винтом. Две проушины на Пазы для оправкив фрезе для предотвращения вращения фрезы на оправка в процессе обработки. Для затяжки используется специальный гаечный ключ.и ослабьте стопорный винт / болт на конце оправки. 12
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||