2Г942 станок фрезерно-центровально-обточной описание, характеристики, схемы
Сведения о производителе центровального обточного станка 2Г942
Производителем центровального обточного станков 2Г942 является Костромской завод автоматических линий КЗАЛ, основаннный в 1968 г.
Уже в 1969 году были выпущены первые 4 агрегатных станка.
В 1972 году завод освоил выпуск фрезерно-центровальных полуавтоматов. После сдачи в эксплуатацию новых цехов и специализированных участков, в 1975 году выпущены первые автоматические линии.
2Г942 станок фрезерно-центровально-обточной. Назначение и область применения
Станок 2Г942 предназначен для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтомате:
- фрезерование торцов и сверление центровых отверстий с двух сторон
- обточка шеек на концах валов
- Может производиться также сплошная цековка до диаметра 40 мм
- кольцевая подрезка
- расточка
Особенности конструкции фрезерно-центровально-обточного станка 2г942
Фрезерные и сверлильные шпиндели расположены горизонтально.
Загрузка, фрезерование, зацентровка и выгрузка обрабатываемых деталей производится последовательно. Обрабатываемая деталь неподвижна, перемещаются фрезерные и сверлильные головки.
Левые и правые сверлильные и фрезерные головки не снабжены механизмами синхронизации. Одновременность работы левых и правых шпинделей обеспечивается гидроприводом.
Приводы подач сверлильных и фрезерных шпинделей, зажима деталей, упора заготовок — гидравлические.
Обработка на станке за одну установку торцов обрабатываемой детали, сверление на них центровых отверстий, обточка базовых шеек обеспечивает высокую точность баз для дальнейшей обработки, причем обработка торцов является окончательной.
Транспортер полуавтомата — шнековый. Диаметр шнека — 150 мм.
Класс точности полуавтомата Н по ГОСТ 8—77.
Категория качества — высшая.
Корректированный уровень звуковой мощности LpA не должен превышать 102 дБА.
Уровень вибрации, возникающий на рабочем месте при работе станков в эксплуатационном режиме в соответствии с ГОСТ 12.2009—80.
Пределы длины обрабатываемых деталей, мм:
- 2Г942.04 – 100-500
- 2Г942.00 – 100-1000
- 2Г942.08 – 100-2000
Габарит рабочего пространства сверлильного центровального станка 2Г942
Посадочные и присоединительные базы сверлильного центровального станка 2Г942
Общий вид сверлильного центровального станка 2Г942
Габаритный план сверлильного центровального станка 2Г942
Чертеж фундамента сверлильного центровального станка 2Г942
2Г942 станок фрезерно-центровально-обточной. Видеоролик.
Технические характеристики сверлильного станка 2Г942
| Наименование параметра | 2Г942 | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станка | Н | |
| Пределы длины обрабатываемых деталей, мм: | 100..1000 | |
| Пределы диаметров устанавливаемых в тисках деталей, мм: | 20..160 | |
| Наибольшее усилие зажима детали, Н | 25500 | |
| Диаметры применяемых центровочных сверл, мм: | ||
| Стандартные центровочные сверла типа типа А и R, мм | 3,15..10,12 | |
| Стандартные центровочные сверла типа B, мм | 2..8 | |
| Специальные центровочные сверла, мм | до 12 | |
| Наибольший диаметр сверления, мм | 16 | |
| Наибольший диаметр фрезерования, мм | 150 | |
| Наибольший диаметр устанавливаемой фрезы, мм | 160 | |
| Наибольший диаметр подрезаемого торца (по стали 45, НВ 207), мм | 50 | |
| Наибольший диаметр подрезаемой кольцевой поверхности (по стали 45, НВ 207), мм | 100/ 80 | |
| Наибольший диаметр обточки шеек, мм | 100 | |
| Наибольший диаметр растачиваемых отверстий, мм | 100 | |
| Длина обточек шеек, мм | 40 | |
| Шпиндели | ||
| Количество шпинделей | 4 | |
| Количество скоростей сверлильного шпинделя: об/мин | 8 | |
| Количество скоростей фрезерного шпинделя: об/мин | 6 | |
| Пределы частот вращения сверлильного шпинделя: об/мин | 290..2300 | |
| Пределы частот вращения фрезерного шпинделя: об/мин | 125..712 | |
| Пределы бесступенчатых подач сверлильного шпинделя, мм/мин | 20..2000 | |
| Пределы бесступенчатых подач фрезерного шпинделя, мм/мин | 20..2000 | |
| Ход пиноли сверлильного шпинделя, мм | 100 | |
| Ускоренный ход продольный, м/мин | 6,0 | |
| Ускоренный ход поперечный, м/мин | 4,5 | |
| Электрооборудование. Привод | ||
| Питающая электросеть, В | 380±38 | |
| Количество электродвигателей на станке | 8 | |
| Электродвигатель привода фрезерных головок, кВт | 11 х 2 | |
| Электродвигатель привода сверлильно-обточных головок, кВт | 4 х 2 | |
| Электродвигатель привода гидронасоса, кВт | 5,5 | |
| Электродвигатель привода станции смазки, кВт | 0,08 | |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | |
| Электродвигатель транспортера стружки, кВт | 0,55 | |
| Суммарная мощность установленных электродвигателей, кВт | 36.28 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 3970…5470 х 1750 х 2000 | |
| Масса станка, кг | 6500 |
Связанные ссылки
Каталог-справочник центровального обточного станков
Паспорта к радиально-сверлильным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Полуавтомат фрезерно-центровально-обточной 2Г942 | Станочный Мир
Если Вам необходимо купить Полуавтомат фрезерно-центровально-обточной 2Г942 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Полуавтомат фрезерно-центровально-обточной 2Г942 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Станок фрезерно-центровально-обточный 2а9111

Рисунок 16 – Общий вид фрезерно-центровально-обточного автомата 2А911-1
Предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтоматах: фрезерование торцов и сверление центровых отверстий с двух сторон.
Кроме того на полуавтоматах может производится обточка шеек; снятие фасок на концах валов, сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Приводы подач сверлильных и фрезерных шпинделей и зажима деталей, а также упоры заготовок гидравлические.
Фрезерование торцов, сверление центровых отверстий и обточка базовых шеек производится за одну установку обрабатываемой детали, что обеспечивает высокую точность баз для дальнейшей обработки.
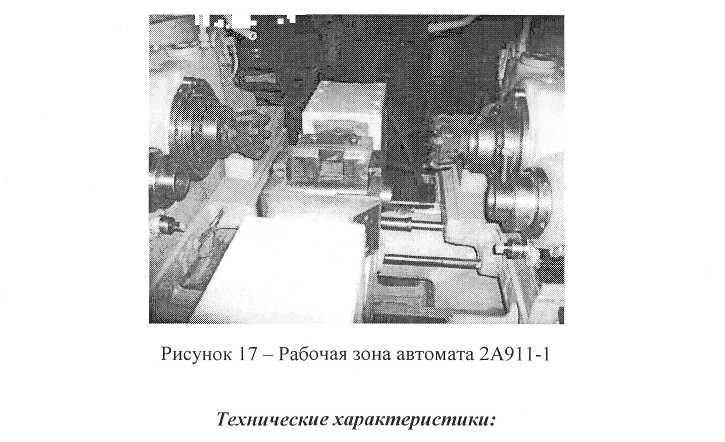

Рисунок 17 – Рабочая зона фрезерно-центровально-обточного автомата 2А911-1
Технические характеристики:
Диаметр устанавливаемого в тисках изделия, мм | наименьший: 8 наибольший: – при центровке: 50 – при подрезке торцев: 25 |
Наибольший диаметр изделия, устанавливаемого между тисками, мм | 150 |
Длина устанавливаемого изделия, мм | – наибольшая: 500 – наименьшая: 130 |
Номинальный диаметр устанавливаемого центровочно- | – наибольший: 5 |
го инструмента, мм | – наименьший: 1,6 |
– наименьший при вы- | |
полнении подрезных ра- | |
бот: 2,5 | |
Диаметр цилиндрического отверстия в переднем конце | 40Н6 |
шпинделя, мм | |
Количество шпинделей | 2 |
Максимальный ход пиноли, мм | 80 |
Мощность привода главного движения, кВт | 1,5×2 |
Суммарная мощность установленных электродвигате- | 3,9 |
лей, кВт | |
Габарит станка, мм | длина: 2790 |
ширина: 2300 | |
высота: 1670 | |
Масса, кг: 1900 |
Компактный вертикально-фрезерный станок с чпу m3hs cnc
Фрезерный станок предназначен для обработки с помощью фрезы плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т.п. в металлических и других заготовках. Технологические возможности станков фрезерной группы определяются конструкцией, компоновкой, классом точности станка. Типоразмеры станков отличаются площадью рабочей поверхности стола или размерами обрабатываемой заготовки.
Универсальные вертикально фрезерные станки с ЧПУ предназначены для выполнения всех видов фрезерных работ, сверления, зенкерования и растачивания отверстий на деталях из черных и цветных металлов, их сплавов и пластмасс.

Рисунок 18 – Вертикально-фрезерный станок с ЧПУ M3HS CNC
Краткое описание:
Качественный и производительный станок по очень хорошей цене.
Предназначен для высокоскоростного фрезерования концевыми фрезами и сверления.
Эргономичная система управления от Siemens.
Дружественный интерфейс управления сверлильными и фрезерными работами.
Шариковые винты HIWIN на всех осях.
Очень большой диапазон скоростей от 150 до 8600 оборотов в минуту.
Точные и надежные направляющие типа “ласточкин хвост”, регулируемые клиновыми планками.
Защита направляющих от попадания стружки.
Компактная надежная конструкция, поворотный пульт управления.
10.Электронный маховик ручного перемещения по осям сокращает до минимума установочное время.
11.Управление оборотами шпинделя с помощью частотного преобразователя Siemens Micromaster.
12.Центральная система смазки.
13.Рабочая зона отлично просматривается с 3 сторон через прозрачные окна из ударопрочного материала Macrolon.
14.Интегрированная система подачи СОЖ в зону резания.
15.Сигнальный индикатор работы станка.
Технические характеристики:
Наименование параметров | M3HS CNC |
Электропитание: Привод шпинделя Насос подачи СОЖ | 3 кВт 380В50 Гц 40 Вт |
Параметры инструмента: Максимальный диаметр концевой фрезы, мм Вылет оси шпинделя, мм | 20 220 |
Параметры точности: Повторяемость, мм Погрешность позицирования, мм | 0,01 0,02 |
Конец шпинделя: Конец шпинделя | ER32 |
Фрезерная головка: Перемещение по оси Z, мм Скорость перемещения по оси Z, мм/мин | 460 2000 |
Число оборотов: Частота вращения шпинделя об/мин | 150-8600 |
Координатный стол: Размер стола, мм Перемещение по оси Y, мм Скорость перемещения по оси Y, мм/мин Перемещение по оси X, мм Скорость перемещения по оси X, мм/мин Максимальное расстояние шпиндель – стол, мм Размер Т-образных пазов стола, мм Расстояние между пазами, мм | 750×210 200 2000 450 2000 470 12 63 |
Габаритные размеры: Длина, мм Ширина, мм Высота, мм Масса станка, кг | 1900 1160 1900 760 |
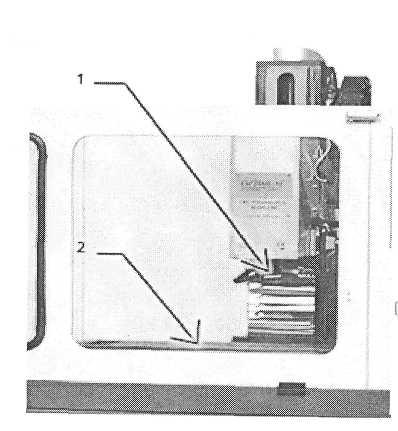
 Рисунок
19 – Рабочая зона станка с ЧПУ M3HS
CNC
1
– Фреза; 2 – Координатный стол (3 степени
свободы)
Рисунок
19 – Рабочая зона станка с ЧПУ M3HS
CNC
1
– Фреза; 2 – Координатный стол (3 степени
свободы)
studfile.net
Фрезерно-центровочная операция.
Оборудование: фрезерно-центровочный станок XZK8230-3000 с ЧПУ.
Приспособления: призма.
Инструмент: центровочное сверло, фреза торцевая.
А. Установить заготовок-штамповку в призме.
 1. Фрезеровать торцы.
1. Фрезеровать торцы.
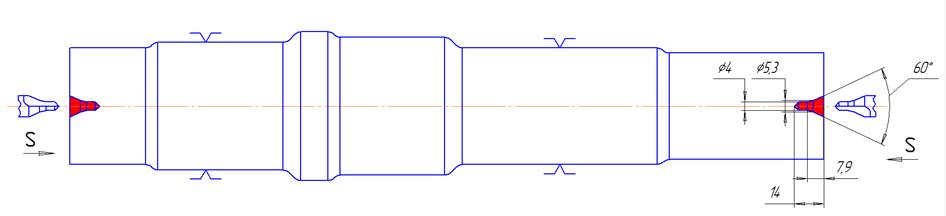








 2. Сверлить центровочное отверстие.
2. Сверлить центровочное отверстие.
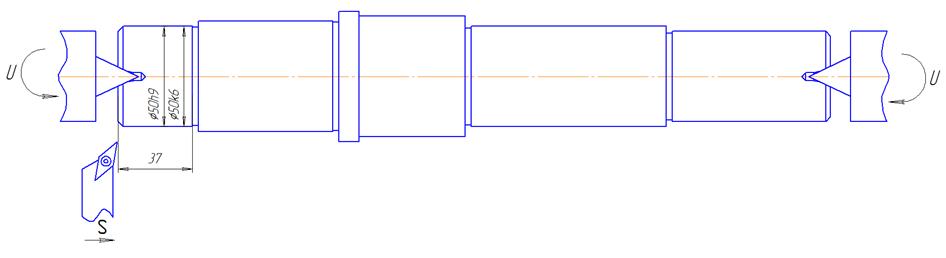
Токарная операция.
Оборудование: Токарный станок с ЧПУ с противошпинделем US300TSMY.
Приспособления: центр вращающийся.
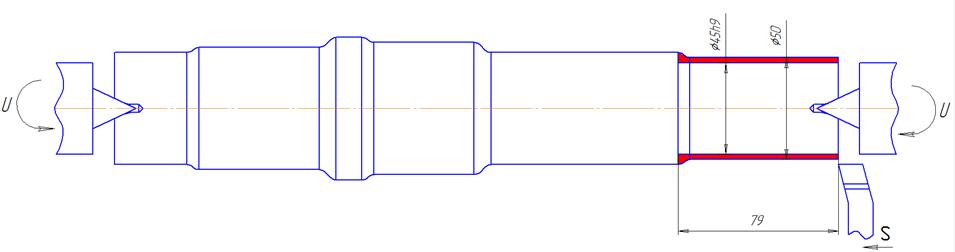
Инструмент: проходной отогнутый, проходной упорный, подрезной, отрезные.
А. Установить заготовку в центрах вращаются.

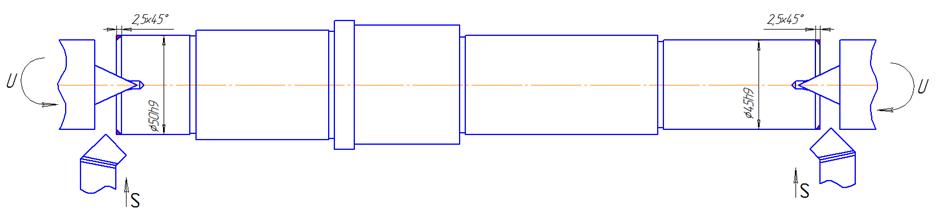
 1. Точить поверхность от Ø 50 мм до Ø 45h9 мм на длину 79 мм.
1. Точить поверхность от Ø 50 мм до Ø 45h9 мм на длину 79 мм.
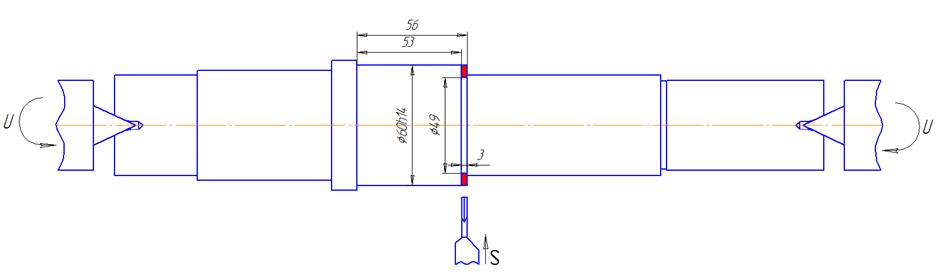
 2. Точить по 2. Поверхность от Ø 55 мм до Ø 50h9 мм на длину 100 мм.
2. Точить по 2. Поверхность от Ø 55 мм до Ø 50h9 мм на длину 100 мм.

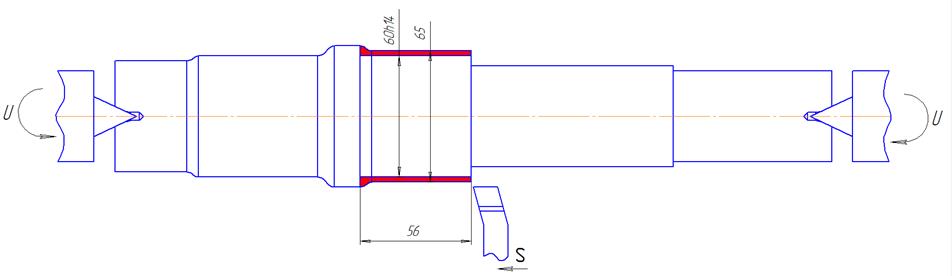 3. Точить поверхность от Ø 65 мм до Ø 60h24 мм на длину 56 мм.
3. Точить поверхность от Ø 65 мм до Ø 60h24 мм на длину 56 мм.
 4. Точ
4. Точ
4,4. Поверхность от Ø 55 мм до Ø 50h9 мм на длину 40 мм.
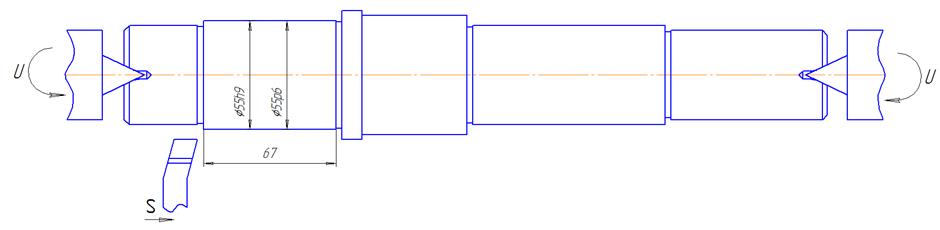
 5.
5.  Точить поверхность от Ø 60 мм до Ø 55h9 мм на длину 67 мм.
Точить поверхность от Ø 60 мм до Ø 55h9 мм на длину 67 мм.

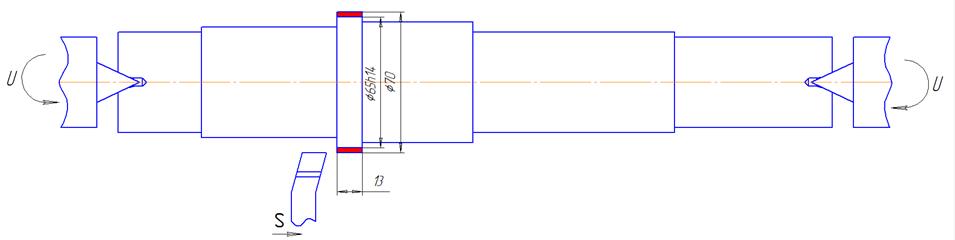
6. Точить поверхность от Ø 70 мм до Ø 65h24 мм на длину 13 мм.







 7. Точить канавку на 3 мм из Ø 50 мм на длину 100 мм.
7. Точить канавку на 3 мм из Ø 50 мм на длину 100 мм.

8. Точить канавку на 3 мм из Ø 60 мм на длину 56 мм.
 9. Точить канавку на 3 мм из Ø 50 мм на длину 40 мм.
9. Точить канавку на 3 мм из Ø 50 мм на длину 40 мм.

10. Точить канавку на 3 мм из Ø 65h24 мм на длину 13 мм.

 Шлифовальная операция.
Шлифовальная операция.
Оборудование: Токарный станок с ЧПУ с противошпинделем US300TSMY.
Приспособления: центр вращающийся.
Инструмент: пластина, подрезные торцевые, проходные отогнутые.
10,11. Точить фаску 2,5х45° на диаметр Ø 50h9 мм и Ø 45h9 мм.
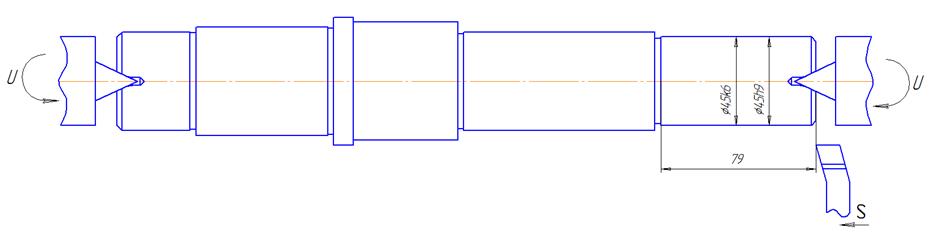 12. Точить поверхность от Ø 45h9 мм до Ø 45k6 мм на длину 79 мм.
12. Точить поверхность от Ø 45h9 мм до Ø 45k6 мм на длину 79 мм. 13. Точить поверхность от Ø 60h24 мм до Ø 60h9 мм на длину 53 мм.
13. Точить поверхность от Ø 60h24 мм до Ø 60h9 мм на длину 53 мм.

Длдлд14. Точить поверхность от Ø 50h9 мм до Ø 50k6 мм на длину 97 мм.
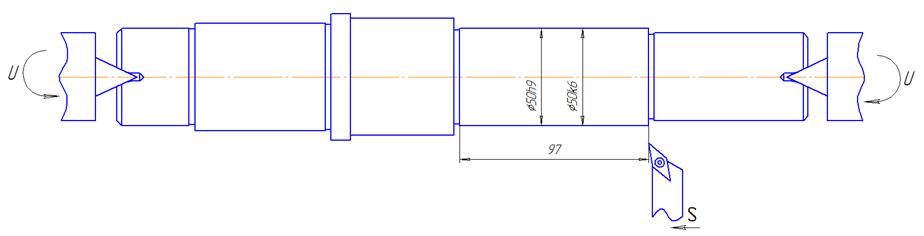
 15. Точить поверхность от Ø 50h9 мм до Ø 50k6 мм на длину 37 мм.
15. Точить поверхность от Ø 50h9 мм до Ø 50k6 мм на длину 37 мм.
16. Точить поверхность от Ø 65h24 мм до Ø 65h9 мм на длину 10 мм.

 17. Точить поверхность от Ø 55h9 мм до Ø 55p6 мм на длину 67 мм.
17. Точить поверхность от Ø 55h9 мм до Ø 55p6 мм на длину 67 мм.
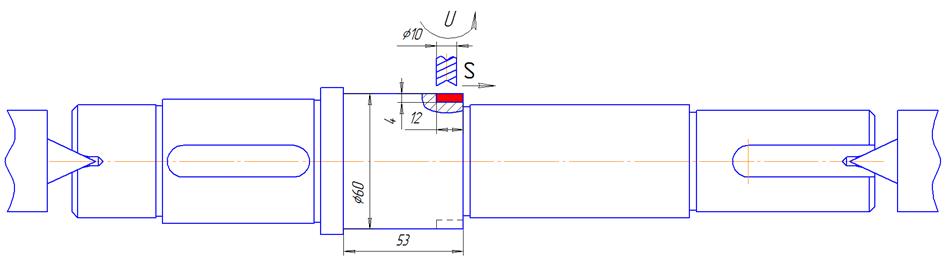
 Фрезерная операция.
Фрезерная операция.
Оборудование: Токарный станок с ЧПУ с противошпинделем US300TSMY.
Приспособления: центр невращающийся.
Инструмент: фрезы шпоночные, спиральное сверло.
18. Фрезеровать закрытый паз Ø 55p6 мм из шпоночного фреза Ø16х10 на длину 63 мм.

 19. Фрезеровать открытую пазу Ø 45k6 мм из шпоночного фреза Ø14х9 на длину 63 мм.
19. Фрезеровать открытую пазу Ø 45k6 мм из шпоночного фреза Ø14х9 на длину 63 мм.

20, 21. Фрезеровать двойную открытую пазу Ø 60 мм из шпоночного фреза Ø10х4 на длину 12 мм.

 22. Сверлить отверстие Ø 9 мм из Ø 45k6 мм на длину 60 мм.
22. Сверлить отверстие Ø 9 мм из Ø 45k6 мм на длину 60 мм.
Расчет припусков на обработку.
Суммарное пространственное отклонение исходной заготовки рассчитывают по формуле.
Ø50k6 
1. ρ0 =  = 622 мкм,
= 622 мкм,
где ρкор= 1 мм,
тогда ρц= 0,25 *  = 0,25*
= 0,25*  = 622 мкм.
= 622 мкм.
2. ρ1=0,06*ρ0 = 37,74 мкм,
ρ2=0,05*ρ1 = 1,887 мкм,
ρ3=0,04*ρ2 = 0,075 мкм,
ρ4=0,03*ρ3 = 0,002 мкм.
3. 2П1 ном=2(RZ0 + Т0деф + ρ0)+Т0 – Т1 =2(240+250+622)+620-350=2494, мкм
2П2 ном=2(RZ1+ Т1деф + ρ1)+Т1– Т2 =2(60+50+37,74)+350-250=395,48,
2П3 ном=2(RZ2+ Т2деф + ρ2)+Т2– Т3 =2(20+25+1,887)+250-22=320,36,
2П4 ном=2(RZ3+ Т3деф + ρ3)+Т3– Т4 =2(6,3+15+0,075)+22-19=45,74.
4. 2ПΣ=2П1 ном+2П2 ном+2П3 ном+2П4 ном=3219,58 мкм,
Следовательно максимальный припуск на обработку составляет 2ПΣ = 3,219 мм.
 |
 2.7 Характеристика материала изделия.
2.7 Характеристика материала изделия.
Для изготовления изделия применяют качественную углеродистую сталь 45 ГОСТ 1050 – 88, поскольку ее характеристики полностью удовлетворяют все требованиям обработки и эксплуатации изделия.
Качественные углеродистые стали выполняют в электропечах, кислородных конвертах и мартеновских печах по ГОСТ 1050-88. Качественные стали поставляют по химическому составу и механическим свойствам.
К качественным сталям предъявляют более жесткие требования по содержанию вредных примесей (серы не более 0,04%, фосфора не более 0,0035%).
| Марки стали | Химический состав, % | Механические свойства | ||||||||||
| С | Fe | Ni | Mn | P | S | Cr, не более | σо.г., МПа | σв. МПа | σ,% | ᴪ,% | KCU, Дж/см2 | |
| 45 ГОСТ 1050 -88 | 0,42…0,5 | до 99,9 | 0,25 | 0,5…0,8 | 0,04 | 0,04 | 0,25 |
2.8 Выбор и характеристика оборудования. 
Токарный станок с ЧПУ с противошпинделем модели US-300TSMY
Рис. 2 Токарный станок
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
Зона обработки
Наибольший диаметр обрабатываемой заготовки основным шпинделем …………………….450 мм
Наибольший диаметр обрабатываемой заготовки субшпинделем ………..……………………375 мм
Наибольшая длина обрабатываемой детали ………………..……………………………………610 мм
Основной шпиндель
Максимальная частота вращения шпинделя ………………..………………………………3500 об/мин
Диаметр отверстия в шпинделя …………….………………………………………………………86 мм
Диаметр отверстия в шпинделе при использовании барфидера …………………………………75 мм
Диаметр гидравлического патрона ……………………………………………………….…..……250 мм
Мощность главного двигателя …………………….………………………………………….15/18,5 кВт
Конус шпинделя ………………………………………………………………………………………A2-8
Субшпиндель
Максимальная частота вращения шпинделя ………………………………..………………6000 об/мин
Диаметр отверстия в шпинделе ……………………………………………………………………..56 мм
Диаметр отверстия в шпинделе при использовании барфидера …………………………………45 мм
Мощность главного двигателя ……………………………………….………………………..5,5/7,5 кВт
Диаметр гидравлического патрона ………………………………………………………………..150 мм
Конус шпинделя ………………………………………………………………………………………A2-5
Перемещения
Перемещение по оси Х …………………………………………………………………………….275 мм
Перемещение по оси Z ……………………….…………………………………………………….750 мм
Перемещение по оси B …………………………………………………………………………….660 мм
Перемещение по оси Y……………………………………………………………………………. ±50 мм
Подачи
Ускоренное перемещение по оси X …………………………………………………………….20 м/мин
Ускоренное перемещение по оси Z …………………………………………………………….24 м/мин
Ускоренное перемещение по оси B …………………………………………………………….24 м/мин
Ускоренное перемещение по оси Y …………………………………………………………….10 м/мин
 Револьверная головка
Револьверная головка
Количество позиций револьверной головки ………………………………….……………………12 шт
Сечение резца ……………………………………………….……………………………………VDI40 мм
Мощность привода оси «С» ……………………………….……………………………………3/3,7 кВт
Максимальная скорость вращения инструмента ……………………………………..4000/5000 об/мин
Угол индексации оси «С» …………………………………………….…………………………0,015 град
Точность
Точность позиционирования …………………………………………….……………………..±0,005 мм
Повторяемость ……………………………………………………………………………………0,005 мм
Масса и габариты
Масса станка ………………….…………………………………………………………………….6500 кг
Длина …………………….…………………………………………………………………………3500 мм
Ширина …………………………………………………………………………………………….2000 мм
Высота ………………………………………….………………………………………….………1800 мм
Фрезерно-центровальный станок XZK8230-3000 с ЧПУ

Рис. 3 Фрезерно-центровальный станок
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
Размер обрабатываемой детали
Диаметр обработки × Длина обработки …………………………………………………Ø300×3000 мм
Область обработки
Макс. диаметр фрезеруемого торца ……………………………………………….……………..Ø300 мм
Диаметр отверстия ……………………………………………………………….………Ø5.3/6.3/8/10 мм
Макс. длина детали………………………………………………………….…………………….2700 мм
Мин. длина детали……………………………………………………..……………………………350 мм
Расстояние от осевой линии сверлильного и фрезерного шпинделей до поверхности направляющих………………………….…………………………………..……………………….400 мм
Расстояние между сверлильным и фрезерным шпинделями…………………………………….350 мм
Расстояние от сверлильного и фрезерного шпинделей до пола………………………………..1200 мм
Диаметр зажима ………………………………………………………………..…………Ø200 – Ø350 мм
Диаметр зажима поддерживающих суппортов с V-образными зажимами …….……..Ø220- Ø320 мм
Контроль скорости фрезерного шпинделя (коробкой скоростей) – бесступенчато (частотным преобразователем двигателя) – опция
 Контроль скорости сверлильного шпинделя (коробкой скоростей) – бесступенчато (частотным преобразователем двигателя) – опция
Контроль скорости сверлильного шпинделя (коробкой скоростей) – бесступенчато (частотным преобразователем двигателя) – опция
Диапазон подач сверлильного и фрезерного шпинделей…………….0.03-0.1 (бесступенчато) м/мин
Макс. ход фрезерного шпинделя…………………………………………………………..………345 мм
Макс. ход сверлильного шпинделя……………………….…………………………………….…..45 мм
Макс. припуск на обработку при фрезеровании (на одну сторону) ……………………………8-10 мм
Диаметр фрезы ……………………………………………………………………….…………..Ø350 мм
Ускоренная подача сверлильного шпинделя, суппорта и тисков ……..……………………..2.5 м/мин
Суммарная мощность двигателей ……………………………………….…………………………28 кВт
Мощность двигателя фрезерного шпинделя ……………………………………………………11×2 кВт
Мощность двигателя сверлильного шпинделя ………………………………………………….3×2 кВт
Мощность двигателя гидростанции ……………………………………………………………….1.5 кВт
Мощность двигателя системы охлаждения ……………………………………………………..0.12 кВт
Габаритные размеры в плане (Д х Ш х В) …………………………………………4930×2300×1850 мм
Вес станка ………………………………………………………..………………………………..18000 кг
Точность обработки (при обработке деталей из закаленной стали Ст45)
биение между центральным отверстием и наружным диаметром…………………….…………0.2 мм
– параллельность торцов…………………………………………………………………………………..……………0.15 мм
– биение между торцами и общей длиной осевой линии отверстий …………………..…0.05 / Ø50 мм
– соответствие глубины отверстий ………………………………………………………….………0.1 мм
– шероховатость торцов ………………………………………………………………………….……..6,3
– шероховатость конуса 60° центрального отверстия ………………………………………………..3,2
 2.9 Выбор и характеристика технологической оснастки.
2.9 Выбор и характеристика технологической оснастки.
Фреза шпоночная (ГОСТ 9140-78) с конические хвостиком.
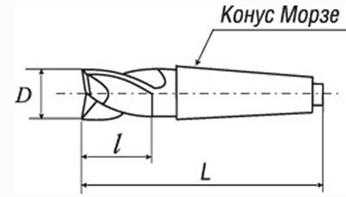
Рис. 4 Фреза шпоночная.
| D | L | l | Конус Морзе |
Спиральное сверло (ГОСТ 18202-72) с коническим хвостиком.
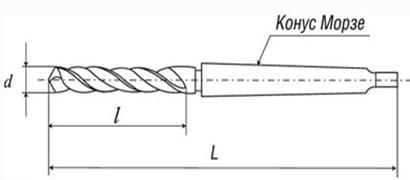
Рис. 5 Сверло спиральное
| d | L | l | Конус Морзе |
| 8,8 |
Центровочное сверло (ГОСТ 14952-75).
Рис. 6 Сверло центровочное
 Проходные отогнутые, правые и левые (ГОСТ 18877-73).
Проходные отогнутые, правые и левые (ГОСТ 18877-73).
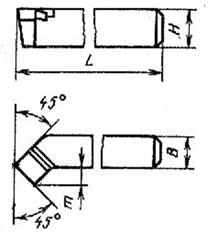
Рис. 7 Резец токарный проходной.
 Подрезные торцевые, правые и левые (ГОСТ 18877-73).
Подрезные торцевые, правые и левые (ГОСТ 18877-73).


Рис. 8 Резец токарный проходной
Отрезные правые (ГОСТ18877-73)

Рис. 9. Резец токарный канавочный.
 Пластина, правые и левые(CCMT 09T04)
Пластина, правые и левые(CCMT 09T04)
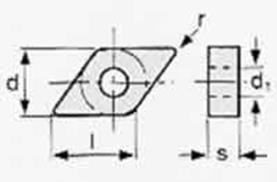
Рис. 10. Пластина из твердого сплава.
| l | d | s | d1 | r |
| 9,70 | 9,53 | 3,97 | 4,40 | 0,40 |
Расчет режимов резания.
infopedia.su
ГОСТ 9886-73
ГОСТ 9886-73*
Группа Г81
________________
** Текст соответствует оригиналу. – Примечание изготовителя базы данных.
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 5 июля 1973 г. N 1662 срок введения установлен с 01.01.75
ПРОВЕРЕН в 1980 г.
ВЗАМЕН ГОСТ 9886-61
* ПЕРЕИЗДАНИЕ (февраль 1987 г.) с Изменением N 1, утвержденным в январе 1981 г. (ИУС 4-81).
1. Настоящий стандарт распространяется на горизонтальные двухсторонние центровальные, центровально-подрезные и фрезерно-центровальные станки-полуавтоматы для обработки торцов и центрования*.
________________
* Текст соответствует оригиналу. – Примечание изготовителя базы данных.
Стандарт не распространяется на фрезерно-центровальные станки барабанного типа и другие специализированные станки.
2. Основные размеры станков-полуавтоматов должны соответствовать указанным на черт.1, 2 и в таблице.
Центровальные и центровально-подрезные станки
Центровальные и центровально-подрезные станки
Черт.1
Фрезерно-центровальные станки
Черт.2
Примечания:
1. Черт.1 и 2 не определяют конструкции станков.
2. Размер1060 – рекомендуемый.
Размеры в мм
Наименование основных размеров | Величины | |||
Наибольший диаметр устанавливаемого изделия | между тисками | 125 | 250 | 500 |
в тисках | 50 | 100 | 200 | |
Наибольшая длина устанавливаемого изделия | 500 | 1000 | 2000 | |
Наибольший диаметр режущих кромок устанавливаемых резцовых головок, не менее | 32 | 80 | – | |
Наибольший диаметр устанавливаемой фрезы, не менее | 63 | 125 | 250 | |
Наибольший номинальный диаметр устанавливаемого комбинированного центровочного инструмента | 5 | 10 | 16 | |
Диаметр цилиндрического отверстия в переднем конце центровального (центровально-подрезного) шпинделя | 40 | 40; 50 | 50 | |
Конец фрезерного шпинделя по ГОСТ 24644-81 | 40 | 50 | ||
3. Допускается изготовление станков:
а) с увеличенной или уменьшенной наибольшей длиной устанавливаемого изделия; при этом величина должна выбираться из ряда 20 по ГОСТ 6636-69 путем отбора каждого третьего члена, считая от указанных в таблице настоящего стандарта значений;
б) в одностороннем исполнении;
в) с инструментальными бабками, обеспечивающими установку фрезы и центровочного инструмента в одном и том же шпинделе.
2, 3. (Измененная редакция, Изм. N 1).
4. Допускается исполнение передних концов центровально-подрезных шпинделей с конусами 40 и 50 по ГОСТ 15945-82.
5. Станки-полуавтоматы должны удовлетворять условиям встраивания в автоматические линии.
Станки могут оснащаться устройствами для автоматической смены обрабатываемой заготовки, в том числе автоматическими манипуляторами.
(Измененная редакция, Изм. N 1).
Электронный текст документа
подготовлен ЗАО “Кодекс” и сверен по:
официальное издание
М.: Издательство стандартов, 1987
docs.cntd.ru
Полуавтомат фрезерно-центровально-обточной 2Г942.00 | Станочный Мир
Если Вам необходимо купить Полуавтомат фрезерно-центровально-обточной 2Г942.00 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Полуавтомат фрезерно-центровально-обточной 2Г942.00 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
Станок фрезерно-центровальный ЕМ535М | Станочный Мир
Если Вам необходимо купить Станок фрезерно-центровальный ЕМ535М звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок фрезерно-центровальный ЕМ535М звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru