Токарно-фрезерные станки Forest-Liné серии Mill Turn
Версия для печати
- Высокая грузоподъёмность
- Гидростатическая опора
- Высокопрочная конструкция
Описание
Поворотный стол среднего или большого диаметра для фрезерной или токарно-фрезерной механообработки проектируется и изготавливается компанией Forest-Liné. Токарно-фрезерные станки Forest-Liné серии Mill Turn успешно применяются в различных отраслях для изготовления самых разных деталей, начиная с деталей разливочных установок и заканчивая компонентами ракетоносителей.
| Отрасли и области применения | Материалы |
|---|---|
Промышленное оборудование, энергетика, | Твёрдые металлы, алюминий |
Преимущества
- Станки собственной разработки и изготовления
- Возможность установки под стационарный или подвижный портал
- Стабильно высокая производительность
- Двухголовочная конфигурация для токарно-фрезерной механообработки
- Общая система приводов без зубчатой передачи
Технические характеристики
- Диаметр — от 2 до 7 м
- Мощность — до 160 кВт
- Скорость вращения — до 280 об/мин
- Грузоподъёмность стола — до 150 тонн
Реализованные проекты
Более 10 токарно-фрезерных станков поставлено в разные страны мира, в том числе таким компаниям, как CASC, ITP, KRONES
Технологии и оборудование:
⇒ Если вас интересует трудоустройство (вакансии и т. д.), не используйте эту форму обратной связи, а отправляйте свои заявки с этой страницы.
д.), не используйте эту форму обратной связи, а отправляйте свои заявки с этой страницы.
Сведения касательно обработки данных
Как ответственная за обработку данных, компания FIVES осуществляет обработку персональных данных для работы с вашим запросом контактных данных. Собранные в этом случае данные подлежат обработке и хранятся при отсутствии возражений с вашей стороны на протяжении 6 месяцев с момента вашего последнего общения с компанией FIVES. Если сведения неполные, компания FIVES не сможет дать ответ на вашу жалобу.
Собранные данные предназначены исключительно для компании FIVES.
Собранные данные предназначены для компании FIVES и ее контрагентов или партнеров, в том числе редактора решения о регулировании приема на работу, уполномоченного Управлением персоналом компании FIVES. Этот редактор находится за пределами территории Европы, однако страна-получатель (Канада) обеспечивает достаточный уровень защиты в соответствии с решением Европейской комиссии (Решение Комиссии 2002/2/CE от 20 декабря 2001 г. ).
).
В соответствии с действующим законодательством вы имеете право на запрос доступа к касающимся вас данным для их исправления, удаления, переноса, а также право на ограничение возможностей обработки ваших данных.
Вы можете воспользоваться этими правами, обратившись к Уполномоченному по вопросам защиты данных по электронному адресу [email protected] или простым почтовым путем по следующему адресу: FIVES, 3 Rue Drouot, 75009 Paris (Франция). Ваше обращение должно быть сопровождено копией документа, удостоверяющего личность.
В случае возникновения спора касательно обработки ваших персональных данных вы имеете право подать жалобу в Национальную комиссию по информатике и свободам (CNIL).
Чтобы узнать больше о нашей политике защиты персональных данных, кликните здесь.
Sorry, we encountered a problem, your message was not sent
Dental mills | Planmeca
Dental mills | Planmeca
Planmeca использует cookies (куки) для наилучшей работы с нашими web ресурсами. Продолжив, Вы соглашаетесь с хранением и доступом к cookies (куки) на Вашем устройстве.
Я соглашаюсь
Продолжив, Вы соглашаетесь с хранением и доступом к cookies (куки) на Вашем устройстве.
Я соглашаюсь
Фрезерные станки Planmeca PlanMill® являются ведущим решением для быстрого и точного фрезерования. Благодаря высокой производительности и многочисленным интеллектуальным функциям станки обеспечивают максимально плавный процесс фрезерования.
Пошаговый мастер технического обслуживания
Простота использования
Какой фрезерный станок вам нужен?
Planmeca PlanMill® 40 S
Быстрый и точный двухшпиндельный станок — изготовление одной реставрации всего за 8–10 минут Устройство автоматической смены инструментов на 10 фрез.
Подробнее
Planmeca PlanMill® 30 S
Экономичный одношпиндельный фрезерный станок для изготовления высококачественных реставраций.
Подробнее
Planmeca PlanMill 50 S
5-осевой фрезерный станок, предназначенный для лабораторий. Фрезерование дисков и блоков. Устройство автоматической смены инструментов на 12 фрез.
Подробнее
Автоматическая смена инструментов
Все наши фрезерные станки оснащены устройствами автоматической смены инструментов, которые автоматически заменяют изношенные или сломанные фрезы. Интеллектуальные траектории перемещения инструментов были оптимизированы с учетом индивидуальных характеристик материалов. Поскольку оптимальная толщина рассчитывается автоматически, реставрации, изготовленные на фрезерных станках Planmeca, долговечны.
Быстрое и точное фрезерование
Фрезерные станки Planmeca обеспечивают исключительную скорость и эффективность фрезерования непосредственно в клинике благодаря высокоскоростным шпинделям, которые изготавливают реставрации быстрее, чем вы обычно выпиваете чашку кофе.
ирокий диапазон применений
Ш Фрезерные станки Planmeca поддерживают различные материалы для фрезерования, такие как керамика, гибридная керамика и циркониевые материалы. Такая гибкость позволяет врачам всегда предлагать своим пациентам наилучший индивидуальный план лечения. Фрезерные станки можно использовать для изготовления абатментов, коронок, вкладок, накладок, виниров и мостовидных протезов из шести единиц — Planmeca PlanMill 50 S обеспечивает еще более широкий диапазон применения.
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
д.
Конструкции фрезерных станков многообразны. В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
Основными формообразующими движениями фрезерных станков являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе.
Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы механизмов станков унифицированы.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)
- а — станок универсальный консольный горизонтально-фрезерный
- б — станок широкоуниверсальный консольный горизонтально-фрезерный
- в — станок широкоуниверсальный бесконсольно-фрезерный
- г — станок консольный вертикально-фрезерный
- д — станок бесконсольный вертикально-фрезерный
- е — станок бесконсольный горизонтально-фрезерный
- ж — станок продольно-фрезерный
- з — станок карусельно-фрезерный
- и — станок барабанно-фрезерный
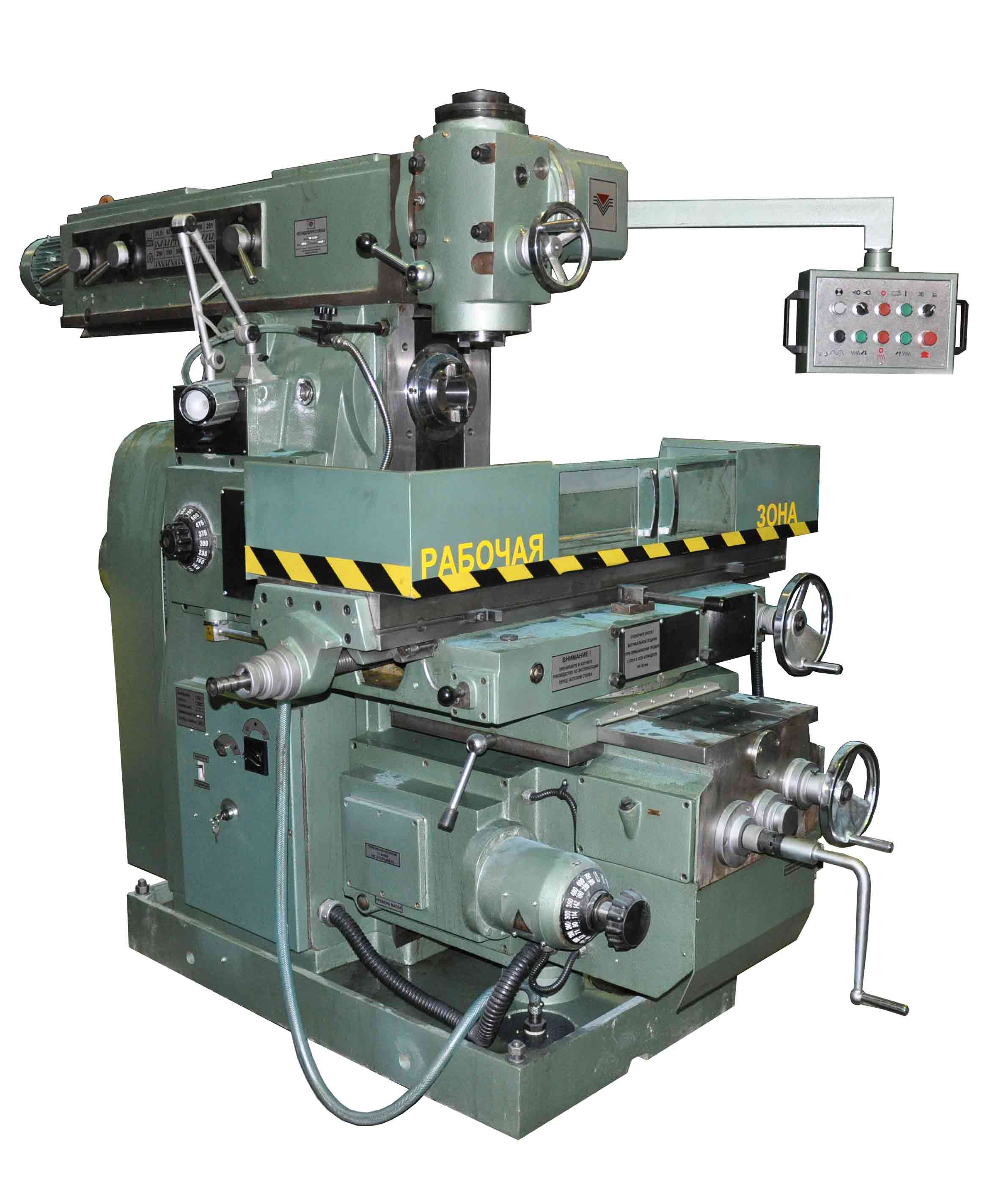
Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис.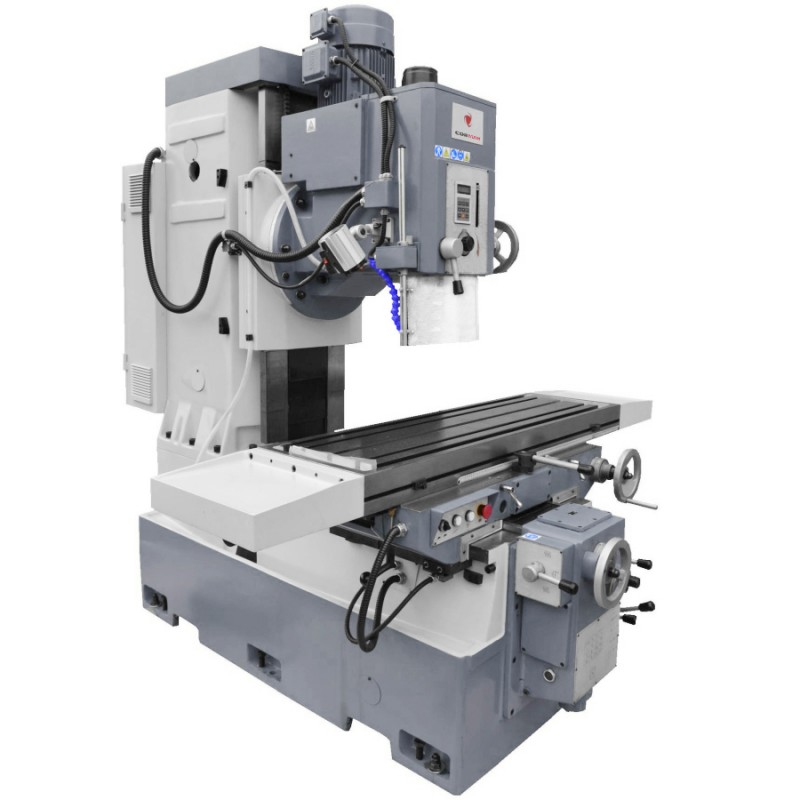 119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается вертикально по направляющей стойки 5. На консоли расположены салазки 6 и поворотный стол 7.
Горизонтальный консольно-фрезерные станки (рис. 119, а) имеют горизонтально расположенный, не меняющий своего места шпиндель 2. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от Универсального консольного фрезерного станка рабочий стол не поворачивается вокруг вертикальной оси.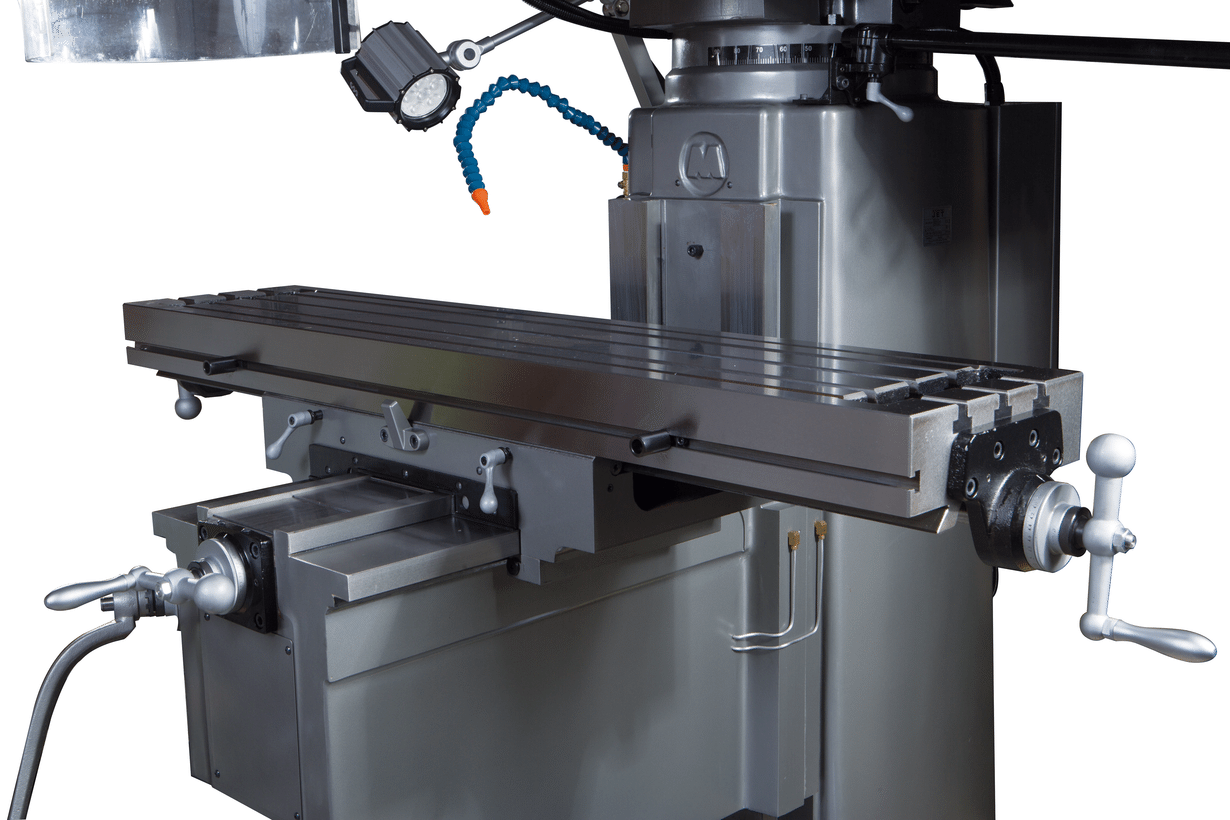
ШирокоУниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы. Стол перемещается только в продольном и поперечном направлениях.
Стол перемещается только в продольном и поперечном направлениях.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
Станки консольно-фрезерные
Консольно-фрезерные станки – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Консольно-фрезерные станки, выпускаемые в СССР и СНГ
| Серия | Размер | Изготовитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6Н | 0 | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | 0 | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | 0 | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6Т | 0 | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
ВМЗ – Воткинский машиностроительный завод. В настоящее время – Воткинский Завод, ОАО
В настоящее время – Воткинский Завод, ОАО
ГЗФС – Горьковский завод фрезерных станков. В настоящее время – Завод Фрезерных Станков ЗФС, ООО
ДЗФС – Дмитровский завод фрезерных станков. В настоящее время – Дмитровский завод фрезерных станков ДЗФС, ООО
УЗТС – Ульяновский завод тяжелых и уникальных станков УЗТС. В настоящее время – Ульяновский завод тяжелых и уникальных станков УЗТС, ООО
ВСЗ – Воронежский станкостроительный завод.
Жальгирис – Вильнюсский станкостроительный завод “Жальгирис”
Обозначение фрезерных станков
6 – фрезерный станок (номер группы по классификации ЭНИМС)
Д – серия (поколение) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 – горизонтально-фрезерный)
1 – исполнение станка – типоразмер (0, 1, 2, 3, 4) (1 – размер рабочего стола – 250 х 1000)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, повышенная мощность двигателя главного движения).
П – повышенная точность станка – (н, п, в, а, с) по ГОСТ 8-82
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Полезные ссылки по теме
Паспорта и схемы к вертикальным фрезерным станкам и оборудованию
Каталог справочник вертикальных фрезерных станков и их аналогов
Рубикон, ООО
Фрезерные станки с ЧПУ – точность, эффективность, экономия
Фрезерное оборудование с программным обеспечением – это лучшее решение для каждого мастера, занимающегося деревообработкой. В первую очередь станок ценится за точность и скорость работы. Главная задача – правильный подбор ключевых элементов и установка специальной программы.
Сам процесс фрезерования заключается в том, что станок обрабатывает древесину, при этом движение осуществляется по трем осям и более. Каждая деталь проходит по строгому алгоритму в соответствии с заданными параметрами. Современный станок с ЧПУ по дереву использует в работе от 4-х направляющих, которые предоставляют больше возможностей. Примером такого оборудования являются фрезерные станки с ЧПУ по дереву от отечественного производителя MULTICUT. Вся продукция и ее характеристики представлены на странице https://www.multicut.ru/catalog/frezery/filter/material-is-wood/apply/ их интернет-магазина.
Практически каждое крупное и мелкосерийное производство не обходится без фрезерного станка, поскольку с его помощью можно легко выточить даже самую сложную деталь.
Технические особенности
Чаще всего рабочая часть станка основана на станине. Конструкция установки сформирована из плиты стола, суппорта и консоли. Предусмотрены шпиндельные головки и различные инструменты для деревообработки. Высокая точность достигается за счет увеличенного числа осей, используемых в работе.
Высокая точность достигается за счет увеличенного числа осей, используемых в работе.
Большинство современных моделей оснащены планкой со специальной разметкой. Это необходимо для контроля обработки. Также к оборудованию прилагаются удобные пылесосы, удаляющие сор и пыль.
Обратите внимание! Ключевым элементом при работе является анализатор, который оборудован контроллером.
Нередко станки по дереву с ЧПУ используются для изготовления фресок, фигурных рамок, мебельной фурнитуры и многого другого. Также большим спросом пользуются шахматы, трости, фигурки и прочее. Быстрота и точность процесса позволяет значительно снизить стоимость работы, чего не сказать о ручной обработке.
Дополнительные элементы
Сегодня большинство производителей стараются полностью автоматизировать процесс. Например, благодаря системе АТС легко заменяются режущие детали, при этом не потребуется участия оператора.
Также широко распространены устройства для защиты направляющих, автоматизирована раздача смазывающей жидкости и охлаждения.
Особенности работы
Основной рабочей частью является вращающийся вал. Он оснащается сменными фрезами, в зависимости от требований. Резцы способны передвигаться и вращаться вокруг заготовки, а также отклоняться под заданным градусом. Для быстрого и удобного перемещения предусмотрена каретка.
Консоль применяется для надежного закрепления детали на рабочей поверхности. С помощью подвижной фрезы она обрабатывается на всех этапах. Если консоль подвижна, то шпиндель остается на месте. Модели, оснащенные подвижными шпинделями, не имеют консоли. Для перемещения стола предусмотрено два строгих типа осей – вертикальная и горизонтальная.
Технические параметры
Удобство работы, объемы и скорость напрямую зависят от определенных параметров оборудования, в число которых входят следующие:
- Вид шпинделя. Для современного оборудования применяются разные типы шпинделей. При 3D обработке используются определенные головки с охлаждением за счет СОЖ.
- Конструкция рабочей поверхности.
 Она должна быть крепкой. Требуется, чтобы стол выдерживал вибрации разной силы и был изготовлен из цельного металла.
Она должна быть крепкой. Требуется, чтобы стол выдерживал вибрации разной силы и был изготовлен из цельного металла. - Электродвигатель. Более качественный результат получается при использовании сервоприводов и контроллеров. Намного ниже показатели у устройств с шаговым мотором.
- Режущая часть. Чем больше вариантов обработки с помощью определенного реза, тем выше производительность и возможности.
- Диапазон размеров и форм деталей, которые сможет обработать фрезерный станок. Слишком крупные заготовки потребуют постоянной подстройки и перемещения. Это ухудшит результат и может негативно повлиять на качество работы станка.
 Она должна быть крепкой. Требуется, чтобы стол выдерживал вибрации разной силы и был изготовлен из цельного металла.
Она должна быть крепкой. Требуется, чтобы стол выдерживал вибрации разной силы и был изготовлен из цельного металла.Самые распространенные виды станков
Существуют разные типы фрезерных станков с ЧПУ. Одни модели могут выполнять больше операций, другие рассчитаны на определенную обработку.
Универсальный
Такой фрезерный станок с ЧПУ по дереву применяется в основном на крупных производствах, которые профессионально занимаются деревообработкой и изготавливают сложные конструкции. Универсальные станки имеют широкий функционал и подходят для торцевой и концевой обработки.
Универсальные станки имеют широкий функционал и подходят для торцевой и концевой обработки.
Также с их помощью можно легко выполнить расточку, сверление, зенкование и многое другое. Помимо дерева такие модели способны работать с металлическими, каменными и прочими заготовками.
Портальный
Портальные модели отлично подходят для обработки металла. Конструкция оборудования оснащена подвижными поверхностями и поворотными фрезами, позволяющими наклонить их по отношению к заготовке под любым углом. Благодаря этому можно фрезеровать уступы, изготовить аккуратные пазы и многое другое.
Оборудование имеет специальный автоматический модуль для определения габаритов заготовки на всех этапах. Также предусмотрена регулировка позиционирования подвижных деталей и контроль износа фрезы.
Вертикально-фрезерный
С помощью таких моделей можно выполнять самые простые действия. Например, сверление, зенкерование или расточить деталь из дерева. Чаще всего устройства используются для изготовления разноразмерных пазов, штампов, карнизов и других элементов.
Чаще всего устройства используются для изготовления разноразмерных пазов, штампов, карнизов и других элементов.
Обратите внимания! Вертикально-фрезерные станки подходят для производства деталей в промышленных масштабах и часто применяются в мебельной сфере.
Токарно-фрезерный
Такие станки работают с заготовками в горизонтальной плоскости. Обработка со всех сторон возможна при столешнице с поворотной конструкцией.
Фрезерный станок 3D
С каждым днем 3D технологии становятся все востребованней. Благодаря им можно изготовить объемные конструкции любых форм и сложности. Перед работой над основным проектом необходимо создание мини-3D детали. И только после этого можно приступать к исполнению проекта в реальных размерах.
При возникновении недочетов оператор может легко скорректировать задачу. Чаще всего станки функционируют в нескольких координатах.
Фрезерно-расточной
Главное отличие фрезерно-расточного станка от других – это ход по множеству координат. Оборудование решает большинство задач в автоматическом режиме. Например, перемещение шпинделей, изменение скорости, зажим и разжимание, а также охлаждение с помощью СОЖ.
Оборудование решает большинство задач в автоматическом режиме. Например, перемещение шпинделей, изменение скорости, зажим и разжимание, а также охлаждение с помощью СОЖ.
Мини-фрезерный
Мини-станки имеют куда меньшие размеры конструкции, чем обычные стационарные. Для их размещения достаточно пространства стола. При этом не стоит подвергать устройство большой нагрузке, поскольку станок не рассчитан на обработку в промышленных масштабах.
Сверлильно-фрезерный
Данная модель способна выступать в роли замены многих других деревообрабатывающих станков. С ее помощью можно легко создать нарезку резьб, выполнить обработку торцов, шлифование или высверлить различные отверстия на детали.
Фрезерно-гравировальный
Такие модели являются самыми сложными и предназначены для работ, которые требуют высокой точности исполнения. Например, гравирование печатных плат, изготовление изделий из металла, пластика, камня и прочих материалов. Габариты оборудования небольшие и не подходят для крупных заготовок.
Габариты оборудования небольшие и не подходят для крупных заготовок.
Особенности эксплуатации станков
Прежде чем приступить к работе, стоит ознакомиться со всеми инструкциями, которые прилагаются к оборудованию с ЧПУ. Также существуют определенные правила, необходимые к соблюдению. Сборка устройства осуществляется в соответствии с рекомендациями производителя. Как только оборудование подготовлено, потребуется пробный запуск без использования заготовок. Это необходимо во избежание порчи материалов, если конструкция собрана неправильно.
Стоимость фрезерного станка по дереву с ЧПУ
Сегодня на рынке предлагаются различные виды станков, подходящих под любые требования. Главный нюанс только в том, какими средствами вы располагаете. Если нужно купить многофункциональный фрезерный станок, то модели дешевле 150 тысяч найти практически невозможно. Стоимость напрямую зависит от возможностей и качества оборудования.
Видео Фрезеровка на станке MULTICUT 3000 серии с ЧПУ
 youtube.com/embed/cRV4TsZch5A” frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
youtube.com/embed/cRV4TsZch5A” frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
| Материал |
Режим работы |
Тип фрезы и параметры |
Частота, об/мин |
Подача (XY), мм/сек |
Подача (Z), мм/сек |
Примечание |
|---|---|---|---|---|---|---|
|
Акрил |
Гравировка V-гравером |
V-образный гравер D1=32 мм., a=90, 60 град., D2=0.2 мм |
Max18000 |
5 |
1-2 |
Один проход 5 мм |
|
Раскрой Фрезеровка |
1-зубая фреза D1=3 или 6 мм |
Max 18000 |
15 |
5-6 |
Фрезерование встречное. Один проход не более 3мм. Использование СОЖ |
|
|
ПВХ до 10 мм |
Раскрой Фрезеровка |
1-зубая фреза D1=3 или 6 мм |
18000-24000 |
10-20 |
5-6 |
Встречное фрезерование. |
|
2-слойный пластик |
Гравировка |
Плоский гравер |
18000-24000 |
15-20 |
5-6 |
0,3-0,5 мм за 1 проход. Max шаг 50% от диаметра режущий части. |
|
Композит |
Раскрой Фрезеровка |
1-зубая фреза D1=3 или 6 мм |
15000-18000 |
10-12 |
1-2 |
Встречное фрезерование |
|
Дерево ДСП |
Раскрой Фрезеровка |
1-зубая фреза D1=3 или 6 мм |
18000-22000 |
10-15 |
2-3 |
Встречное фрезерование. 5 мм за проход. |
|
2-зубая компрессионная фреза D1=6 мм |
20000-21000 |
15-17 |
3-4 |
Max 10 мм за проход. |
||
|
Гравировка |
2-зубая сферическая фреза D1=3 мм |
Max 15000 |
10 |
2-3 |
Max 5 мм за проход. |
|
|
Плоский гравер D1=3 или 6 мм |
18000-24000 |
15-20 |
5-6 |
Max 5 мм за проход в зависимости от материала Max Шаг не более 50% диаметра режущий части. |
||
|
V-гравировка |
V-образный гравер D1=32 мм. |
Max 15000 |
10-12 |
2-3 |
Max 3 мм за проход. |
|
|
МДФ |
Раскрой Фрезеровка |
1-зубая фреза с удалением стружки вниз d=6 мм |
20000-21000 |
15-17 |
3-4 |
Max 10 мм за проход. При выборке шаг не более 45% от диаметра режущий части. |
|
2-зубая компрессионная фреза D1=6 мм |
20000-21000 |
18-20 |
4-5 |
Max 10 мм за проход. |
||
|
Латунь ЛС 59 Л-63 Бронза БрАЖ |
Раскрой Фрезеровка |
2-зубая фреза D1=2 мм |
15000 |
12 |
1-2 |
Max 0. Желательно использовать СОЖ. |
|
Гравировка |
Гравер a=90, 60, 45, 30 град. |
24000 |
4 |
1-2 |
По 0.3 мм за проход. Max шаг не более 50% от диаметра режущей части. Желательно использовать СОЖ. |
|
|
Дюралюминий, Д16, АД31 |
Раскрой Фрезеровка |
Фреза 1 зубая d=3 или 6 мм |
15000-18000 |
12-20 |
1-2 |
По 0.2-0.5 мм за проход. Желательно использовать СОЖ. |
|
Магний |
Гравировка |
Гравер A=90, 60, 45, 30 град. |
12000-15000 |
12 |
2-3 |
По 0. Шаг не более 50% от диаметра режущий части. |

 , a=90, 60 град., D2=0.2 мм
, a=90, 60 град., D2=0.2 мм 5 мм за проход.
5 мм за проход. 5 мм за проход.
5 мм за проход.Отличия обычных станков от оборудованных системой ЧПУ
Сравнение традиционных и фрезерных автоматов с ЧПУ выглядит следующим образом:
- Обычные фрезерные станки отличаются по креплению инструмента от машин с ЧПУ.
- Микрофрезерный станок поставляется с отдельным блок питания.
- Движение оси в фрезере осуществляется системой ЧПУ. В то время, как при обычном фрезеровании, ось управляется вручную или автоматически.
- Все оси фрезерного CNC могут быть объединены с одной системой, при том что в обычном фрезерном станке автоматическая комбинация осей невозможна.
- При фрезеровании на станке с ЧПУ может быть оказана большая нагрузка, что в обычных условиях практически исключается.
- Устройства для работы оснащены гидравлической или пневматической системой в ЧПУ, а в обычном станке эта система отсутствует.
- Обратная связь с осями доступна при фрезеровании на автомате, и отсутствует в обычном.
- Предохранительные устройства (концевые выключатели) предусмотрены в фрезерном станке с ЧПУ, а в обычном их нет.
- Точность и высокое качество готовой поверхности присутствуют при обработке с системой ЧПУ, чего сложно добиться от обычного фрезерного автомата, особенно при работе с такими хрупкими материалами, как стекло и камень.
- Массовое производство с большей точностью является основным преимуществом станка с ПУ, по сравнению с традиционными машинами.
| Какая фреза для какого материала | 1-заходная | 2-заходная | 3-заходная | |||
|---|---|---|---|---|---|---|
| грубо | чисто | грубо | чисто | грубо | чисто | |
| Древесные материалы | ||||||
| Мягкая древесина (сосна) | ++ | 0 | +(+) | 0 | 0 | – |
| Твердая (дуб,бук), фанера, МДФ | +(+) | 0 | ++ | 0 | +(-) | – |
| Пластмассы | ||||||
| ПВХ, Полистирол, Тефлон, Пены | ++ | + | + | 0 | – | — |
| Дюропласт, Материалы с бакелитом (ДСП) | + | + | ++ | + | + | – |
| Плексиглас налитой | ++ | + | +(+) | – | 0 | – |
| Металлы | ||||||
| Мягкий алюминий (Alucobond) | ++ | + | + | 0 | – | — |
| Жесткий алюминий (Floxal) | 0 | + | + | ++ | 0 | + |
| Латунь,бронза, медные сплавы | — | – | 0 | +(-) | + | ++ |
| Конструкционная сталь | — | — | – | + | – | ++ |
| Высококачественная сталь | — | — | — | – | — | + |
| ++ Очень хорошо + Хорошо 0 Удовлетворительно |
– Плохо — Не подходит |
|||||
Горизонтальные фрезерные станки
Горизонтальные консольно-фрезерные станки
Фрезерные станки незаменимы при обработке зубчатых деталей и элементов устройств с гладкой поверхностью. Они широко распространены в металлообрабатывающей сфере и промышленной области производства. Горизонтальные фрезерные станки отлично подходят для обработки некрупных деталей и отличаются горизонтально расположенным шпинделем. Сама конструкция позволяет обрабатывать фасонные, винтовые, горизонтальные и вертикальные поверхности пазов и углов. Завод Фрезерных Станков предлагает купить горизонтальные консольно-фрезерные станки напрямую от производителя, что позволяет рассчитывать на высокое качество продукта и, конечно же, на приемлемую цену.
Они широко распространены в металлообрабатывающей сфере и промышленной области производства. Горизонтальные фрезерные станки отлично подходят для обработки некрупных деталей и отличаются горизонтально расположенным шпинделем. Сама конструкция позволяет обрабатывать фасонные, винтовые, горизонтальные и вертикальные поверхности пазов и углов. Завод Фрезерных Станков предлагает купить горизонтальные консольно-фрезерные станки напрямую от производителя, что позволяет рассчитывать на высокое качество продукта и, конечно же, на приемлемую цену.
Конструкция
В основе горизонтального типа фрезерного станка находится станина. Именно на ней располагаются все узлы и механические элементы станка, а именно:
- Коробка скоростей;
- Консоль;
- Поверхность (столешница), предназначенная для установки болванки;
- Горизонтальный шпиндель, как основная вращающаяся часть;
- Коробка подач;
- Хобот для дальнейшего закрепления болванки;
- Фрезерная отправка.

Столешница станка подразумевает движение в трёх направлениях:
- Продольное перемещение по направляющим салазок;
- Поперечное перемещение при передвижении салазок;
- Вертикальное перемещение при движении консоли по направляющим станины.
Применение
Область применения горизонтальных фрезерных станков достаточно широка. Обрабатывать на этом оборудовании можно следующие материалы:
- Чугун;
- Чёрные металлы;
- Драгоценные металлы;
- Цветные металлы;
- Пластикат и полимеры.
Как выбрать устройство?
Параметры станка, как и любого подобного оборудования, задаются технологическим процессом производства. Выбирать модель стоит вдумчиво, обращая внимание на самые важные параметры, среди которых:
- Точность выполнения операций;
- Скорость подач;
- Режимы;
- Потребляемая мощность;
- Режимы нагрузки и резания;
- Максимальные перемещения по координатам;
- Возможность установки дополнений;
- Наличие консоли.

Важно: В случае, если самостоятельный выбор станка вызывает затруднения, вы можете обратиться к нашим консультантам и они окажут вам помощь при выборе необходимого оборудования.
Правила эксплуатации
Горизонтально-фрезерный станок подразумевает ряд правил эксплуатации, что позволяет избежать травматизма и порчи как устройства, так и обрабатываемых материалов. При работе важно соблюдать исключительно паспортные режимы.
Важно: Пренебрежение правилами эксплуатации может привести к травматизму оператора и окружающих, а также вывести станок из строя.
Важным моментом в использовании станка является изучение его предельных характеристик. Их соблюдение позволит содержать устройство в исправности максимально длительно.
Также при использовании станка очень важно учитывать следующие факторы:
- Для защиты органов зрения во время работы необходимо использовать очки.
- В течение работы требуется постоянная проверка уровня подачи СОЖ.
- Ношение защитных перчаток или рукавиц при работе на станке может привести к травматизму.
- По окончанию работы со станка требуется убрать всю металлическую стружку.
- В случае, если масса заготовки составляет более 20 кг, её установка на рабочий стол должна осуществляться при помощи подъёмных механизмов.
Соблюдение этих простых правил позволит избежать быстрого износа оборудования и умалит вероятность возникновения опасных для здоровья ситуаций.
Покупка и спецзаказы
Купить горизонтальный консольно-фрезерный станок можно на множестве сайтов, однако, мы рекомендуем покупать устройства напрямую от завода-изготовителя. Завод Фрезерных Станков – отличное решение вопроса, где купить фрезерный станок от производителя? Завод был основан в 1940 году и успел зарекомендовать себя не только в странах бывшего СССР, но и далеко за рубежом.
На сайте вы можете ознакомиться с ценами на устройства, а также сравнить характеристики двух понравившихся товаров при помощи специальной функции «Сравнить товары».
Мы также работаем с индивидуальными заказами. Все пожелания клиента будут учтены и воссозданы в необходимом оборудовании или оснастке. Если вы не отыскали необходимую модель в каталоге сайте, то просто позвоните по нашим номерам или оставьте заявку, воспользовавшись нашим электронным адресом: [email protected]
Электроник – Фрезерные станки
Фрезерные станки предназначены для обработки плоских и фасонных поверхностей с помощью фрез – многолезвийных инструментов с режущими кромками, расположенными на поверхности тела вращения или на его торце.
Фрезы могут быть самых различных конструкций, из которых наиболее распространенными являются цилиндрические, дисковые, концевые, торцевые, фасонные.
Главным движением во фрезерных станках является вращение фрезы, а движением подачи – относительное перемещение фрезы и заготовки.
Согласно классификации, фрезерные станки относятся к 6-ой группе.
В зависимости от расположения узлов станка (компоновки) различают консольные и бесконсольные фрезерные станки.
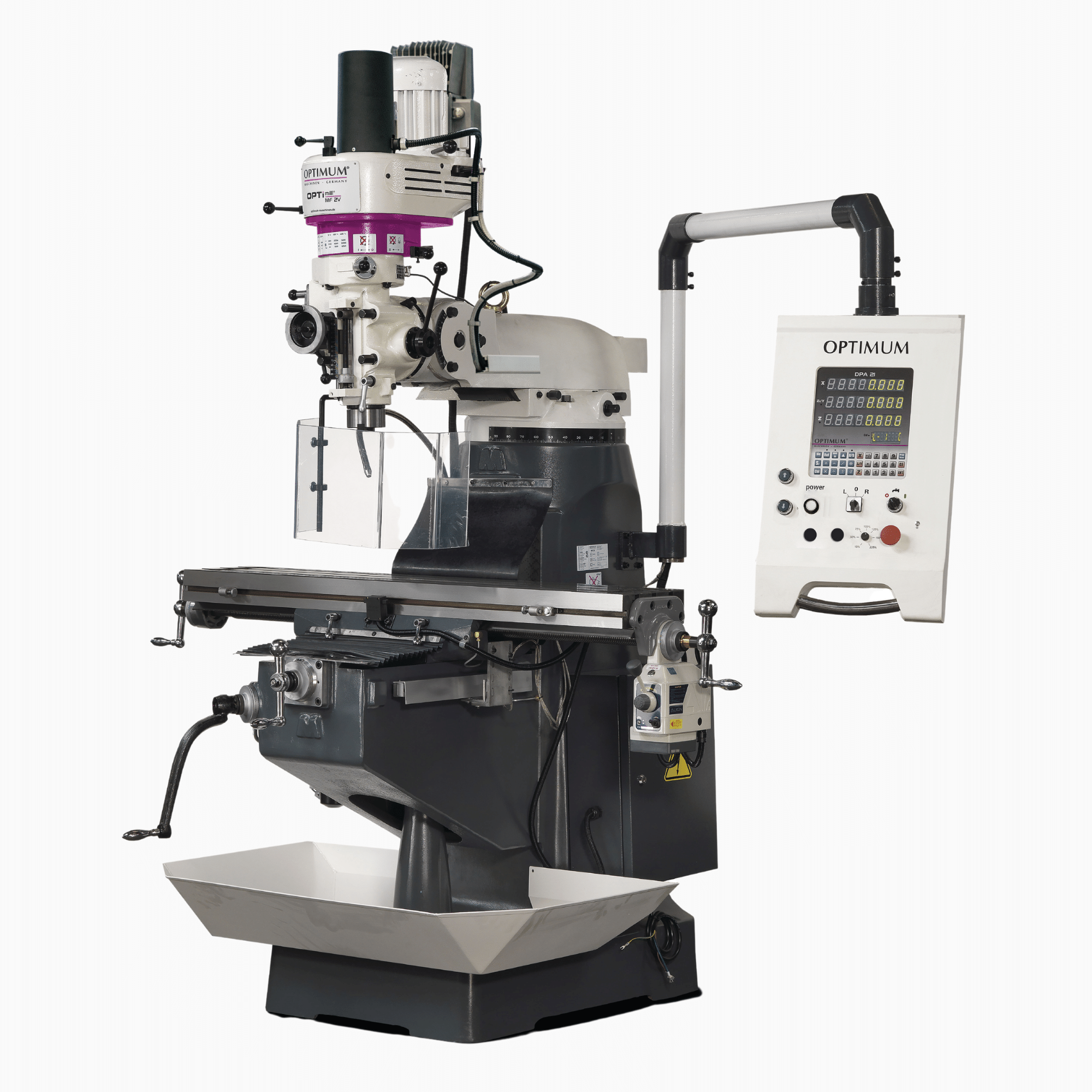
Наиболее распространенными типами фрезерных станков являются консольно-, горизонтально-, универсально- и вертикально-фрезерные, а также широкоуниверсальные.
На консольных горизонтально-фрезерных (рис.Ф.1) и универсально-фрезерных станках можно обрабатывать горизонтальные и вертикальные плоские поверхности, пазы, углы, рамки, зубчатые колеса и другое. Универсальные фрезерные станки, имеющие поворотный стол, могут служить для фрезерования всевозможных винтовых поверхностей. Технологические возможности этих станков расширяются с применением делительных, долбежных, накладных универсальных головок, поворотных столов и др.
На вертикально-фрезерных станках (рис.Ф.2) можно обрабатывать горизонтальные и наклонные плоские поверхности, пазы, углы, рамки и др.
Широкоуниверсальные консольные фрезерные станки (рис.Ф.3) служат для обработки заготовок сложных деталей, таких, как штампы, пресс-формы, шаблоны, кулачки, модели и др. На этих станках обработку можно осуществлять с большей точностью, чем на консольных горизонтально- и вертикально-фрезерных, так как широкоуниверсальные станки имеют классы точности П.
На этих станках обработку можно осуществлять с большей точностью, чем на консольных горизонтально- и вертикально-фрезерных, так как широкоуниверсальные станки имеют классы точности П.
Для точной и сложной обработки используют широкоуниверсальные инструментальные фрезерные станки (рис.Ф.4). Наличие горизонтального и вертикального шпинделей, а также большого количества приспособлений позволяет выполнять на станке (кроме фрезерования) сверление, долбление, растачивание, подрезку торцов, нанесение рисок, фрезерование винтовых канавок и другие работы.
Кроме того, в промышленности широко используются следующие станки: продольно-фрезерные – для обработки крупных и тяжелых заготовок с большой длиной обрабатываемой поверхности; копировально-фрезерные – для обработки заготовок, имеющих различный сложный профиль наружных и внутренних поверхностей: гравировальные – для гравирования надписей и узоров, а также для выполнения мелких копировально-фрезерных работ; специализированные резьбо-фрезерные (шпоночно-фрезерные – для фрезерования шпоночных пазов; карусельно- и барабанно-фрезерные – для непрерывной обработки), с числовым программным управлением – для обработки заготовок деталей сложных плоскостных и пространственных форм. Применение этих станков дает возможность намного сократить время обработки и время на подготовку производства, так как отпадает необходимость в изготовлении специальной дорогостоящей оснастки (шаблонов, копиров, специальных приспособлений и инструмента), а также в трудоемкой ручной доработке и доводке деталей.
Применение этих станков дает возможность намного сократить время обработки и время на подготовку производства, так как отпадает необходимость в изготовлении специальной дорогостоящей оснастки (шаблонов, копиров, специальных приспособлений и инструмента), а также в трудоемкой ручной доработке и доводке деталей.
В станках с числовым программным управлением коробки передач отсутствуют, и вращение от высоко-моментного двигателя с широким диапазоном регулирования передается непосредственно (или через несложный редуктор) на тяговое устройство (ходовой винт). Требуемая частота вращения шпинделя и подача во фрезерных станках обеспечиваются относительно сложным, но удобным в эксплуатации механизмом управления. Назначение этих механизмов – предварительный выбор требуемой частоты или подачи во время работы станка на предыдущей операции и, после остановки станка, включение новой частоты или подачи одной рукояткой. Очевидно, такой механизм должен обеспечивать перемещение блоков и включение кулачковых муфт в определенной, наперед заданной комбинации.
Приспособления, применяемые во фрезерных станках, можно разделить на приспособления для закрепления заготовок, приспособления для закрепления фрез и приспособления, расширяющие технологические возможности фрезерных станков.
Для закрепления заготовок непосредственно на столе станка служат прихваты различной формы, подставки и угловые плиты (простые и универсальные). Нередко заготовки крепят в различного вида машинных тисках. Тиски могут иметь ручной или гидравлический (пневматический) привод. Заготовки можно закреплять также на накладных столах, поворотных и неповоротных, в патронах и на оправках, в универсальных сборных приспособлениях.
Широкоуниверсальный консольный горизонтально-фрезерный станок мод.6Р82Ш
Фрезерные станки Roland (Роланд).
На фрезерных станках Roland воплощаются в жизнь самые смелые технические замыслы и создаются реалистичные полнофункциональные модели будущих изделий. Каждая модель из широкого модельного ряда фрезерных станков Roland укомплектована набором программ, обеспечивающими качественное создание изделий практически любым пользователем, в том числе и тем, который не имеет опыта работы с фрезерными станками. Интуитивно понятное меню ПО позволит каждому пользователю быстро освоить станок с ЧПУ и поможет решить любую из поставленных задач: моделирование изделий, фрезерование, гравировка, сверление, раскрой материала, изготовление штампов и пресс-форм, изготовление вывесок, указателей, ювелирных изделий, рекламных сувениров и т.п.
Каждая модель из широкого модельного ряда фрезерных станков Roland укомплектована набором программ, обеспечивающими качественное создание изделий практически любым пользователем, в том числе и тем, который не имеет опыта работы с фрезерными станками. Интуитивно понятное меню ПО позволит каждому пользователю быстро освоить станок с ЧПУ и поможет решить любую из поставленных задач: моделирование изделий, фрезерование, гравировка, сверление, раскрой материала, изготовление штампов и пресс-форм, изготовление вывесок, указателей, ювелирных изделий, рекламных сувениров и т.п.
Технология SRP (субтрактивное быстрое прототипирование), используемая на фрезерных станках Roland, основана на удалении из заготовки «лишнего» материала. В сравнении с технологией ARP (аддитивное быстрое прототипирование – послойное «выращивание» изделия), SRP отличается более низкой себестоимостью изготовления изделий и более широким выбором исходных материалов, среди которых: модельный пластик, полиамиды, цветные и драгоценные металлы, воск, вспененный полиуретан, мягкие породы древесины.
Корпорация Roland занимает лидирующие позиции в сфере разработки и применения передовых инновационных технологических решений. Комания Роланд активно поставляет гравировальные и фрезерные станки для личного пользования, а также для целого ряда отраслевых производств, например, для машиностроения, медицины, строительства, полиграфии, рекламы, для ювелирного дела и сувенирного производства. Высокая надежность и качество оборудования Roland, сделанного с уважением к потребителю, завоевали всеобщее признание. Фрезерно-гравировальные станки Roland по праву является отраслевым стандартом в соотношении цена-качество.
Из модельного ряда Roland компания РДМ предлагает широкий выбор разноплановых фрезерных станков, способных стать незаменимым помощником для всех, кто увлечен процессом моделирования и изготовлением высокоточных изделий: iModela, SRM-20 серии monoFab, MDX-40A серии MODELA, MDX-540 и MDX-540S серии MODELA PRO II, JWX-30 серии JEWELA.
iModela iM-01– доступный по цене и простой в эксплуатации ультракомпактный фрезерный станок, предназначенный для гравирования различных форм, сверления отверстий и фрезерования материалов, используемых для моделирования и хобби. Компактный универсальный фрезерный станок SRM-20 подойдет тем, кто нуждается в оборудовании для трехкоординатного фрезерования изделий из модельного воска, дерева, оргстекла, пластика и легких металлов.
Компактный универсальный фрезерный станок SRM-20 подойдет тем, кто нуждается в оборудовании для трехкоординатного фрезерования изделий из модельного воска, дерева, оргстекла, пластика и легких металлов.
Отличительной особенностью MDX-40A является наличие дополнительной четвертой поворотной оси, позволяющей выполнять круговую обработку изделий. Благодаря этой особенности значительно сокращается время на изготовление сложных изделий. Конструкцией MDX-40A также предусмотрена возможность установки 3D-сканера. Фрезерные станки серии MODELA PRO II используются для изготовления высокоточных рабочих прототипов, мелкосерийных партий деталей и пресс-форм. Станки MDX-540S укомплектованы прецизионными ШВП, обеспечивающие повышенную точность механобработки и высокое качество поверхности.
Четырехосевой фрезерно-гравировальный станок JWX-30 спроектирован для ювелирного производства. Программные и аппаратные средства JWX-30 позволяют создавать восковые мастер-модели и сложные ювелирные изделия: броши, браслеты, подвески, кольца и т. п. JWX-30 способен обрабатывать серебро, золото, алюминий, медь и другие цветные металлы.
Практически все станки поддерживают язык программирования G-code промышленного стандарта и комплектуются CAM-программой SRP Player, определяющей оптимальную траекторию фрез и параметры резания.
п. JWX-30 способен обрабатывать серебро, золото, алюминий, медь и другие цветные металлы.
Практически все станки поддерживают язык программирования G-code промышленного стандарта и комплектуются CAM-программой SRP Player, определяющей оптимальную траекторию фрез и параметры резания.
При использовании высокотехнологичного оборудования Roland отсутствует необходимость привлечения сторонних организаций для разработки и изготовления прототипов серийных изделий, а это гарантия конфиденциальности ваших идей. Простые в управлении, не требующие профессиональных навыков в моделировании и фрезеровании малогабаритные фрезерные станки Roland обеспечат возможность изготовления высокоточных рабочих прототипов и серийных моделей на профессиональном уровне и в максимально сжатые сроки. Главное – правильно выбрать нужную модель станка и уметь генерировать идеи.
Функциональные возможности фрезерно-гравировальных станков с ЧПУ позволяют выполнять целый ряд различных операций. Настольные фрезерные станки Roland используются при изготовлении сувенирной и рекламной продукции, при создании приборных панелей и восковых мастер-моделей, при изготовлении матриц для термовакуумной формовки и электродов для электроэрозии. На фрезерных станках Roland быстро и с высокой точностью создаются пресс-формы и клише для тиснения, осуществляется объемная фрезеровка различных рельефных моделей и гравировка листовых материалов, проводятся операции по раскрою, сверлению, снятию фасок и формированию пазов. Высокая точность изготовления прототипов и изделий (до 1 микрона) позволяет переносить на изделие мельчайшие детали исходного макета. Высокооборотистые шпиндели обеспечивают идеальную обработку материалов любой плотности и структуры. Причем, готовые изделия практически не нуждаются в финишной шлифовке.
На фрезерных станках Roland быстро и с высокой точностью создаются пресс-формы и клише для тиснения, осуществляется объемная фрезеровка различных рельефных моделей и гравировка листовых материалов, проводятся операции по раскрою, сверлению, снятию фасок и формированию пазов. Высокая точность изготовления прототипов и изделий (до 1 микрона) позволяет переносить на изделие мельчайшие детали исходного макета. Высокооборотистые шпиндели обеспечивают идеальную обработку материалов любой плотности и структуры. Причем, готовые изделия практически не нуждаются в финишной шлифовке.
Программное обеспечение фрезерных станков Roland позволяет использовать ПК в качестве виртуального пульта управления для настройки рабочих параметров станка, а также для контролирования и управления всего рабочего процесса, в том числе, для регулировки скорости обработки изделия с одновременным диагональным контролем по осям X и Y при помощи курсора.
Купить фрезерный станок с ЧПУ производства японской корпорации Roland, ознакомиться с детальными техническими характеристиками выбранной модели и получить всю исчерпывающую информацию всегда можно в нашей компании – ООО «РДМ». В демо-зале нашей компании мы предоставляем своим клиентам возможность ознакомиться с практическими аспектами использования выбранного фрезерного станка и пройти курс обучения для последующей самостоятельной работы на нем. Наши квалифицированные специалисты помогут подобрать необходимую технологию производства для реализации ваших целей и сделать тестовое изделие. Фрезерные станки Roland, предлагаемые компанией РДМ, имеют все необходимые сертификаты и заводскую гарантию.
В демо-зале нашей компании мы предоставляем своим клиентам возможность ознакомиться с практическими аспектами использования выбранного фрезерного станка и пройти курс обучения для последующей самостоятельной работы на нем. Наши квалифицированные специалисты помогут подобрать необходимую технологию производства для реализации ваших целей и сделать тестовое изделие. Фрезерные станки Roland, предлагаемые компанией РДМ, имеют все необходимые сертификаты и заводскую гарантию.
качественных фрезерных станков по доступным ценам
2017 самые продаваемые фрезерные станки с ЧПУ в Китае & amp; techincal параметр высокое качество и отличное послепродажное обслуживание конкурентоспособная цена быстрое время доставки Различные типы спецификаций продуктов: Модель 3H Размеры стола 254 раза; 1270 мм нагрузка стола 300 кг X / Y / Z перемещение 890/384/407 мм Вертикальный ход шпинделя 127 мм Автоматическая подача шпинделя 0,04 / 0,08 / 0,15 мм / об. Конус шпинделя R8, NT30 Двигатель шпинделя 3HP От центра шпинделя к поверхности колонны 172-756 мм Носик шпинделя начинается до поверхности стола 0-458 мм Угол поворота головки 45 & amp; deg; (F / B, L / R) Растянуто ход рычага 458 мм Скорость вращения шпинделя 80-5440,16 шагов Вес нетто машины 1250 кг Модель 4S Размеры стола 254 раза; 1270 мм Нагрузка на стол 300 кг Ход по осям X / Y / Z 890/385/407 мм Вертикальный ход шпинделя 127 мм Шпиндель автоматически подает 0. 04 / 0,08 / 0,15 мм / об. Конус шпинделя R8, NT30 Двигатель шпинделя 3HP Центр шпинделя к поверхности колонны 172-756 мм Носик шпинделя начинается до поверхности стола 0-458 мм Угол поворота головки 45 & deg; (F / B, L / R) Растянуто ход рычага 458 мм Скорость вращения шпинделя 80-5440,16 Шагов Вес нетто машины 1250 кг Модель 5H Размеры стола 254 раза; 1270 мм Нагрузка стола 340 кг Ход по осям X / Y / Z 890/407/407 мм Вертикальный ход шпинделя 127 мм Шпиндель автоматически подает 0,04 / 0,08 / 0,15 мм / об Конус шпинделя IS O 40 Двигатель шпинделя 5HP От центра шпинделя до поверхности колонны 172-756 мм Нос шпинделя начинается с поверхности стола 0-458 мм Угол поворота головки 45 & amp; deg; (F / B, L / R) Ход вытянутого рычага 458 мм Скорость вращения шпинделя 60-3600, 10 шагов Вес нетто машины 1450 кг Модель 6H Размеры стола 305 & amp; раз; 1370 мм Нагрузка на стол 340 кг Перемещение по осям X / Y / Z 780/400/450 мм Вертикальный ход шпинделя 125 мм Шпиндель автоматически подает 0.04 / 0,08 / 0,15 мм / об.
04 / 0,08 / 0,15 мм / об. Конус шпинделя R8, NT30 Двигатель шпинделя 3HP Центр шпинделя к поверхности колонны 172-756 мм Носик шпинделя начинается до поверхности стола 0-458 мм Угол поворота головки 45 & deg; (F / B, L / R) Растянуто ход рычага 458 мм Скорость вращения шпинделя 80-5440,16 Шагов Вес нетто машины 1250 кг Модель 5H Размеры стола 254 раза; 1270 мм Нагрузка стола 340 кг Ход по осям X / Y / Z 890/407/407 мм Вертикальный ход шпинделя 127 мм Шпиндель автоматически подает 0,04 / 0,08 / 0,15 мм / об Конус шпинделя IS O 40 Двигатель шпинделя 5HP От центра шпинделя до поверхности колонны 172-756 мм Нос шпинделя начинается с поверхности стола 0-458 мм Угол поворота головки 45 & amp; deg; (F / B, L / R) Ход вытянутого рычага 458 мм Скорость вращения шпинделя 60-3600, 10 шагов Вес нетто машины 1450 кг Модель 6H Размеры стола 305 & amp; раз; 1370 мм Нагрузка на стол 340 кг Перемещение по осям X / Y / Z 780/400/450 мм Вертикальный ход шпинделя 125 мм Шпиндель автоматически подает 0.04 / 0,08 / 0,15 мм / об. Конус шпинделя I.S. O 40 Двигатель шпинделя 5HP От центра шпинделя до поверхности колонны 172-756 мм Нос шпинделя начинается с поверхности стола 10-540 мм Угол поворота головки 45 & amp; deg; (L / R) Ход вытянутого рычага 500 мм Скорость вращения шпинделя 60-3600,10 Шагов Вес нетто машины 1800 кг
Конус шпинделя I.S. O 40 Двигатель шпинделя 5HP От центра шпинделя до поверхности колонны 172-756 мм Нос шпинделя начинается с поверхности стола 10-540 мм Угол поворота головки 45 & amp; deg; (L / R) Ход вытянутого рычага 500 мм Скорость вращения шпинделя 60-3600,10 Шагов Вес нетто машины 1800 кг
2502000 МОЩНОСТЬ Сверления (макс.) И Oslash; 20 мм Режущая способность фрезерной головки (макс.) & Oslash; 63 мм Производительность фрезерования концевой фрезы (макс.
4. Горизонтальное фрезерование с 4-мя скоростями вала (другое производителей для 2-х шестерен вала), широкий диапазон вариатора, крутящего момента.Наша основная продукция: токарный станок с ЧПУ, фрезерный станок с ЧПУ, вертикальный обрабатывающий центр, токарный станок, сверлильный станок, фрезерный станок и другие металлорежущие станки. Вы также можете прислать нам чертеж продукции, мы подберем для вас наиболее подходящие станки.
Каждый фрезерный станок Sumore подходит как для черновой, так и для черновой обработки; более быстрая ручная работа, точная & amp; более медленная работа турбины. Sumore Machinery всегда настаивает на концепции предоставления нашим клиентам самых приятных впечатлений от металлообработки.- Sumore Machinery ценит взаимоотношения между нашими клиентами по всему миру и надеется, что каждое уникальное требование наших клиентов будет удовлетворено.
Sumore Machinery всегда настаивает на концепции предоставления нашим клиентам самых приятных впечатлений от металлообработки.- Sumore Machinery ценит взаимоотношения между нашими клиентами по всему миру и надеется, что каждое уникальное требование наших клиентов будет удовлетворено.
100-2500,95-1500об. / Мин. 100-2500,95-1500об. / Мин. 100-2500,95-1500об. / Мин.
– один из ведущих производителей и экспортеров станков в провинции Шаньдун в Китае. Послепродажное обслуживание * Обучение установке машины, обучение ее использованию. * Инженеры доступны для обслуживания машин за рубежом.
Фрезерный станок ZX45: ОСНОВНЫЕ ХАРАКТЕРИСТИКИ популярного фрезерного станка ZX45 с зубчатым приводом: 1.Зубчатая и квадратная колонна. 2. Фрезерование, сверление, нарезание резьбы, растачивание и развертывание. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Фрезерного станка ZX45 с зубчатым приводом: Позиция Параметр Макс.
Параметры фрезерного станка с ЧПУ серии MVP 866 Центр: Модель Блок MVP-866D MVP-866E Ход X мм 800 800 Y мм 600 600 Z мм 600 600 От носа шпинделя до рабочего стола мм 120-720 120-720 Рабочий стол Размер рабочего стола мм 900 * 550 900 * 550 Макс. нагрузка на рабочий стол кг 600 600 Номер Т-образного паза / ширина / расстояние (мм) мм 5 * 18 * 110 5 * 18 * 110 Шпиндель Конус шпинделя BT40 Технические характеристики BT40 BT40 45 & deg; BT40 45 & deg; Максимум.
нагрузка на рабочий стол кг 600 600 Номер Т-образного паза / ширина / расстояние (мм) мм 5 * 18 * 110 5 * 18 * 110 Шпиндель Конус шпинделя BT40 Технические характеристики BT40 BT40 45 & deg; BT40 45 & deg; Максимум.
Советы для ручного фрезерного станка
В своей октябрьской колонке я объяснил, как можно улучшить конструкцию ручных фрезерных станков. В этом месяце я делюсь некоторыми советами по улучшению работы ручной мельницы:
- Достаньте индикатор с вертикальным циферблатом. Это лучше, чем вытягивать шею, как птица, охотящаяся на червя по мельнице при обнулении детали.
- Для перемещения головки сделайте несколько длинных полос держателя индикатора, чтобы охватить большую дугу. Если у вас возникли проблемы с указанием отверстия, которое, по вашему мнению, должно быть круглым, проверьте состояние трамвая.Как правило, вы увидите более длинное направление или одинаковые, но не совпадающие числа. Если голова вылетает, значит, вы теряете голову.
Использование индикатора с вертикальным циферблатом – это лучше, чем вытянуть шею при обнулении детали. Все изображения любезно предоставлены Т. Липтон.
Все изображения любезно предоставлены Т. Липтон.
- Кнопочные индикаторы скользят по Т-образным пазам легче, чем контрольный индикатор при проталкивании.
- Используйте высококачественный комбинированный угольник на мельнице. Вы будете удивлены, насколько близко вы сможете подойти.Я проверил один из своих комбинированных квадратов с помощью компаратора мастер-квадратов и был рад обнаружить, что он находится в пределах 0,002 дюйма от квадрата на расстоянии 10 дюймов от поверхности пластины.
- До того, как открыть клинья со специальными зубьями, я, как и все остальные, использовал установочные штифты диаметром 5/8 дюйма в качестве упоров на мельнице. Но клинья плотно входят в Т-образный паз любой ширины. Вы можете легко изменять высоту и даже использовать их для специальных зажимных работ.
Клинья со специальными зубьями эффективны в качестве ограничителей обратного хода на мельнице.
- Отрежьте длинные хвостовики сверлильных патронов. Цанга R-8 имеет внутреннюю длину всего 1 дюйм. Сколько хвостовика вам понадобится наверху? Примите во внимание все время, которое вы тратите на то, чтобы сгибать колено вверх и вниз, чтобы вставить и вынуть патрон из этого длинного стержня. В этом отношении потеряйте хвостовик R-8 на сверлильном патроне. Если у вас диаметр 5/8 “. с прямым хвостовиком сверлильного патрона, вы сэкономите сотни замен цанговых патронов в год, если купите несколько концевых фрез обычного размера с таким же размером хвостовика, как и сверлильный патрон.
- Купите два сверлильных патрона с хвостовиками разного диаметра на них. Это позволяет сэкономить время на замене инструмента, если диаметр хвостовика совпадает с диаметром режущего инструмента.
- Не вставляйте концевую фрезу в быстросменный сверлильный патрон. Временами это заманчиво, но это чистый ход новичка. Если концевая фреза вибрирует в течение миллиардной доли секунды, патрон расшатывается, и все черт побери!
 Цанга R-8 имеет внутреннюю длину всего 1 дюйм. Сколько хвостовика вам понадобится наверху? Примите во внимание все время, которое вы тратите на то, чтобы сгибать колено вверх и вниз, чтобы вставить и вынуть патрон из этого длинного стержня. В этом отношении потеряйте хвостовик R-8 на сверлильном патроне. Если у вас диаметр 5/8 “. с прямым хвостовиком сверлильного патрона, вы сэкономите сотни замен цанговых патронов в год, если купите несколько концевых фрез обычного размера с таким же размером хвостовика, как и сверлильный патрон.
Цанга R-8 имеет внутреннюю длину всего 1 дюйм. Сколько хвостовика вам понадобится наверху? Примите во внимание все время, которое вы тратите на то, чтобы сгибать колено вверх и вниз, чтобы вставить и вынуть патрон из этого длинного стержня. В этом отношении потеряйте хвостовик R-8 на сверлильном патроне. Если у вас диаметр 5/8 “. с прямым хвостовиком сверлильного патрона, вы сэкономите сотни замен цанговых патронов в год, если купите несколько концевых фрез обычного размера с таким же размером хвостовика, как и сверлильный патрон. Осторожно держите руку за деталь при использовании сложных или рискованных установок, потому что ваша рука обнаружит смещение детали раньше вашего глаза.
- Периодически снимайте дышло и капните каплю масла или легкой монтажной смазки на резьбу. Вы должны уметь крутить это своим мизинцем. Если он не вращается свободно, купите новый.
- Используйте двигатель шпинделя для ускоренного перемещения цанги после того, как вы открутите ее гаечным ключом. Слегка удерживайте пальцами только дышло и ловите цангу при ее падении.
- Еще лучше инвестируйте в тягово-сцепное устройство, которое имеет быструю окупаемость.Если вы не используете прямоугольную нить ежедневно, аргумент о медленной переналадке не выдерживает критики. После того, как вы попробуете тягово-сцепное устройство, вы удивитесь, как вы обходились без него. Больше никаких сломанных пальцев или гаечных ключей над головой.
Всегда калибруйте стопку мерных блоков, чтобы подтвердить свои вычисления.
- Держите руку за деталь при использовании сложных или рискованных настроек. Ваша рука обнаружит смещение детали раньше вашего глаза, мгновенно передавая обратную связь другой руке, которая проворачивает ручку подачи.
- Используйте синусоидальную линейку с комфортом. Это простые в использовании и смертельно точные инструменты для настройки углов. Синусоидальная планка должна соответствовать стандартным тискам для фрезерования. Не считайте эти инструменты слишком ценными для повседневной работы. Меньшие синусоиды удобны для ручной фрезерной работы. Идеально подходит тот, у которого расстояние между центрами от 3 до 5 дюймов.
- Используйте синусоидальную линейку для установки углов головки или тисков. Вы также можете провести лицевую часть прутка так же, как при перемещении головы, чтобы установить точный угол.
- Используйте измерительный штифт, чтобы быстро настроить синусоидальную планку. Это может устранить математические ошибки наложения при использовании калибровочных блоков. В качестве меры безопасности всегда измеряйте стопку блоков, чтобы подтвердить свои вычисления.
 Ваша рука обнаружит смещение детали раньше вашего глаза, мгновенно передавая обратную связь другой руке, которая проворачивает ручку подачи.
Ваша рука обнаружит смещение детали раньше вашего глаза, мгновенно передавая обратную связь другой руке, которая проворачивает ручку подачи.
Глобальный отчет по аналитике рынка фрезерных станков с анализом воздействия COVID-19 | Прогнозы мирового рынка, анализ 2021-2025 гг.
- Информация о том, как определить стратегические и тактические уровни переговоров, которые помогут достичь лучших цен.
- Получите информацию о соответствующих уровнях ценообразования, подробное объяснение плюсов и минусов распространенных моделей ценообразования.
- Методы, помогающие взаимодействовать с нужными поставщиками и определять ключевые показатели эффективности для оценки действующих поставщиков.
Получите бесплатный образец отчета для получения дополнительной информации
Анализ стратегий покупателя и тактических рычагов переговоров:
В отчете объясняется несколько стратегических и тактических рычагов переговоров, чтобы помочь покупателям достичь лучших цен на рынке фрезерных станков. Отчет также помогает покупателям узнать о соответствующих уровнях ценообразования на фрезерные станки, о плюсах и минусах распространенных моделей ценообразования, таких как ценообразование на основе объема, спотовое ценообразование, ценообразование с учетом затрат и стратегии управления категориями, а также передовые методы для достижения целей их категорий.
Для получения дополнительной информации о стратегиях покупателей и тактических рычагах переговоров, Щелкните здесь.
Ключевые факторы и тенденции, способствующие росту рынка:
Давление со стороны заменителей и умеренный уровень угрозы со стороны новых участников привели к низкой рыночной силе поставщиков.
Прогнозы цен полезны при планировании закупок, особенно когда они дополняются постоянным мониторингом факторов, влияющих на цену. В прогнозируемом периоде рынок ожидает изменения на 7.00% -8,00%.
- Определите благоприятные возможности для фрезерных станков TCO (общая стоимость владения).
- Ожидаемые изменения в прогнозе цен и факторы, влияющие на текущие и будущие изменения цен.
- Определите модели ценообразования, которые предлагают наиболее выгодные возможности.
Некоторые из ведущих поставщиков фрезерных станков, перечисленные в этом отчете:
В этом аналитическом отчете о закупках фрезерных станков перечислены ведущие поставщики и их структура затрат, условия SLA, лучшие критерии выбора и стратегии переговоров.
- DMG MORI Co. Ltd.
- Doosan Corp.
- JTEKT Corp.
- AMADA Co. Ltd.
- Георг Фишер Лтд.
- Komatsu Ltd.
- Okuma Corp.
- Yamazaki Mazak Corp.
- Dalian Machine Tool Group Corp.
- ZAYER SA
Чтобы получить мгновенный доступ к более чем 1000 готовым к использованию на рынке отчетам о закупках без каких-либо дополнительных затрат или обязательств, подпишитесь сейчас бесплатно.
Содержание
- Краткое содержание
- Обзор рынка
- Анализ цен на категории
- Возможности экономии
- Лучшие Лрактики
- Категория Экосистема
- Стратегия управления категориями
- Факторы, способствующие управлению категориями
- Выбор поставщиков
- Поставщики с покрытием
- Обзор рынка США
- Область применения категории
- Приложение
Получите доступ к регулярной информации о поставщиках и закупках на нашей цифровой платформе закупок – Свяжитесь с нами .
О SpendEdge:
SpendEdge разделяет вашу страсть к совершенствованию поиска и закупок. Мы являемся предпочтительным партнером по анализу рынка закупок для более чем 120 фирм из списка Fortune 500 и других ведущих компаний во многих отраслях. Наша сила заключается в предоставлении надежных аналитических отчетов и решений о рынке закупок в режиме реального времени.
Чтобы узнать больше: https://www.spendedge.com/request-for-demo
Контакты
SpendEdge
Анирбан Чоудхури
Менеджер по маркетингу
Тел .: +1 (872) 206-9340
https : // www.spendedge.com/contact-us
SOURCE SpendEdge
Фрезерные станки – обзор
Учитывая характер взаимодействия между режущими кромками и материалом заготовки, в процессах фрезерования всегда присутствуют вибрации. Последствия вибрации всегда отрицательны как для срока службы инструмента, так и для срока службы станка, а также для целостности заготовки. Следовательно, они представляют собой явление, которого следует избегать. Можно найти три типа вибрации: свободная вибрация, вынужденная вибрация и самовозбуждающаяся вибрация (Weck, 1984):
Можно найти три типа вибрации: свободная вибрация, вынужденная вибрация и самовозбуждающаяся вибрация (Weck, 1984):
3.7.1 Вынужденная вибрация
При фрезеровании всегда присутствуют вынужденные колебания, так как при удалении материала на гибкую систему, состоящую из станка, инструмента, шпинделя, заготовки, действуют динамические, изменяющиеся во времени силы. Силы резания, вызывающие такую вибрацию, имеют следующие характеристики:
- ■
Переменная величина : величина силы резания на режущей кромке пропорциональна толщине стружки, которую она режет.Следовательно, величина прилагаемой силы резания меняется, поскольку толщина стружки изменяется в зависимости от углового положения зуба.
- ■
Переменное направление : Вращение инструмента непрерывно изменяет проекцию сил резания на зубья на оси станка.
- ■
Прерывистый характер : Даже при фрезеровании с полным погружением при каждом обороте зубья входят в зону резания и выходят из нее, поэтому силы резания над этими зубьями становятся равными нулю.
Чем меньше радиальное погружение, тем меньше времени зубы проводят в пропиле.- ■
Multi – нарезание зуба : Обычно в резе одновременно несколько зубьев, и общая сила, действующая на станок, инструмент и систему заготовки, является вкладом всех них.
- ■
Периодический характер : Силы резания при фрезеровании стандартными инструментами являются периодическими с частотой прохода зубьев, f TPF = NZ / 60 .Анализируя частотный состав, обычно несколько верхних гармоник, как показано на рисунках 3.35–3.37. Если есть проблемы с биением или несоосность, также появляется несколько пиков частотного содержимого, кратных частоте вращения. Однако для нарушения этой периодичности часто используются инструменты с переменным шагом или переменным углом наклона спирали, поскольку периодичность ударов зубьев является одной из причин появления регенерирующей вибрации.
 Чем меньше радиальное погружение, тем меньше времени зубы проводят в пропиле.
Чем меньше радиальное погружение, тем меньше времени зубы проводят в пропиле. В зависимости от частоты прохождения зуба может возникнуть вынужденная вибрация или резонанс элементов станка.![]() На более низких частотах, обычно ниже 150 Гц, можно обнаружить резонанс конструктивных элементов машины. На более высоких частотах, обычно выше 500 Гц, может возникнуть резонанс системы шпиндель-инструмент и заготовки. Фактически, резонанс не является нежелательной ситуацией при фрезеровании, потому что он является необходимым условием для предотвращения регенерирующей вибрации, которая является более разрушительным видом вибрации. Однако верно, что чрезмерная вибрация из-за резонанса или вынужденной вибрации также может быть проблемой, и ее величина должна поддерживаться в определенных пределах.Критерии, позволяющие определить, является ли она чрезмерной, зависят от операции фрезерования, то есть для чернового фрезерования может допускаться большая вынужденная вибрация, чего нельзя сказать о чистовом фрезеровании.
На более низких частотах, обычно ниже 150 Гц, можно обнаружить резонанс конструктивных элементов машины. На более высоких частотах, обычно выше 500 Гц, может возникнуть резонанс системы шпиндель-инструмент и заготовки. Фактически, резонанс не является нежелательной ситуацией при фрезеровании, потому что он является необходимым условием для предотвращения регенерирующей вибрации, которая является более разрушительным видом вибрации. Однако верно, что чрезмерная вибрация из-за резонанса или вынужденной вибрации также может быть проблемой, и ее величина должна поддерживаться в определенных пределах.Критерии, позволяющие определить, является ли она чрезмерной, зависят от операции фрезерования, то есть для чернового фрезерования может допускаться большая вынужденная вибрация, чего нельзя сказать о чистовом фрезеровании.
С точки зрения инструмента чрезмерная вынужденная вибрация в основном снижает стойкость инструмента. С точки зрения обрабатываемой детали, особенно фрезерования тонких деталей, чрезмерная вынужденная вибрация означает плохую чистоту поверхности и шум, который может стать проблемой для здоровья операторов станков. Более того, это также может создать геометрическую ошибку, известную как ошибка определения местоположения на поверхности .Ошибка определения поверхности – это разница между положением поверхности, оставленной инструментом, и положением желаемой поверхности, то есть она указывает, резал ли инструмент больше или меньше материала, чем требуется. На рис. 3.38 ошибка расположения поверхности, вызванная инструментом с прямыми режущими кромками, получена путем сравнения поведения инструмента как твердого тела и как гибкого тела. Следуя по траектории зуба, который режет в обоих случаях, инструмент с твердым телом и инструмент с гибким корпусом, достигаемое положение различается, поэтому поверхность, созданная инструментом, будет находиться в другом положении.Погрешность расположения поверхности в инструментах с углом наклона спирали изменяется по осевой глубине резания из-за запаздывания режущей кромки из-за спирали (Schmitz and Mann, 2006).
Более того, это также может создать геометрическую ошибку, известную как ошибка определения местоположения на поверхности .Ошибка определения поверхности – это разница между положением поверхности, оставленной инструментом, и положением желаемой поверхности, то есть она указывает, резал ли инструмент больше или меньше материала, чем требуется. На рис. 3.38 ошибка расположения поверхности, вызванная инструментом с прямыми режущими кромками, получена путем сравнения поведения инструмента как твердого тела и как гибкого тела. Следуя по траектории зуба, который режет в обоих случаях, инструмент с твердым телом и инструмент с гибким корпусом, достигаемое положение различается, поэтому поверхность, созданная инструментом, будет находиться в другом положении.Погрешность расположения поверхности в инструментах с углом наклона спирали изменяется по осевой глубине резания из-за запаздывания режущей кромки из-за спирали (Schmitz and Mann, 2006).
Есть исключения при фрезеровании, когда сила резания может быть приблизительно постоянной. Первый – при фрезеровании с полным погружением с помощью инструмента с четырьмя режущими кромками, когда векторная сумма сил на зубьях резания остается постоянной. Вторая ситуация, когда силы резания постоянны, возникает при использовании инструментов с заданным углом наклона спирали.Если осевая глубина резания равна или кратна высоте спирали шага инструмента, всегда задействована одна и та же часть режущей кромки, что приводит к постоянной силе резания. Этот эффект был продемонстрирован в третьем примере раздела 3.6.3.
Первый – при фрезеровании с полным погружением с помощью инструмента с четырьмя режущими кромками, когда векторная сумма сил на зубьях резания остается постоянной. Вторая ситуация, когда силы резания постоянны, возникает при использовании инструментов с заданным углом наклона спирали.Если осевая глубина резания равна или кратна высоте спирали шага инструмента, всегда задействована одна и та же часть режущей кромки, что приводит к постоянной силе резания. Этот эффект был продемонстрирован в третьем примере раздела 3.6.3.
3.7.2 Самовозбуждающиеся колебания при фрезеровании
При фрезеровании, а также в некоторых процессах обработки, таких как токарная обработка, сверление и т. Д., Зубья инструмента должны резать поверхность, которая была предварительно обработана, в случае фрезерования, предыдущим зубом.Реальная толщина стружки, которую режет зуб, зависит от положения предыдущего зуба и текущего положения. Следовательно, поскольку силы резания и вибрация связаны толщиной стружки, процесс фрезерования представляет собой систему, которая может самовозбуживаться, что приводит к вибрации около модальной частоты, называемой вибрацией. Связь между толщиной стружки, силами резания и разницей положения может быть представлена блок-схемой замкнутого контура с обратной связью, как на рис. 3.39 (Merrit, 1965).
Связь между толщиной стружки, силами резания и разницей положения может быть представлена блок-схемой замкнутого контура с обратной связью, как на рис. 3.39 (Merrit, 1965).
Рисунок 3.39. Представление динамики фрезерования в виде замкнутого контура обратной связи
Дребезжание при фрезеровании – очень распространенная проблема в обрабатывающей промышленности. Он появляется, когда системе не хватает динамической жесткости, захватывающих режимов структурных компонентов станка, режимов шпинделя и инструмента или режимов от заготовки, когда у нее тонкие стены или пол. Основные характеристики этих проблем:
- ■
Дребезжание станка – инструмент : Обычно это наблюдается при черновой обработке больших стальных листов инструментами диаметром более 80 мм и более 6 зубцов.Дребезжание сильно возбуждает моды структуры, проявляющиеся на низкой частоте ниже 100 Гц. Это проблема для машинистов, но также и для производителей станков, которым необходимо сосредоточить свои усилия на разработке надежных и динамически жестких станков.
- ■
Дребезжание шпинделя и инструментальной системы : Этот вид дребезга появляется при фрезеровании на высоких скоростях шпинделя, как правило, при обработке алюминиевых деталей для авиационной промышленности инструментами диаметром от 12 до 32 мм и от 2 до 4 зубы.Это высокочастотная вибрация, обычно создающая характеристический шум выше 500 Гц. Это сильно сокращает срок службы инструмента, даже ломает его, а также подшипников шпинделя, замена которых очень дорога.
- ■
Обработка тонких деталей с вибрацией : Подходит для чистового фрезерования тонких стен и полов конструктивных элементов и компонентов турбин для авиационной промышленности, как из алюминия, так и из титана. Это также высокочастотная вибрация, выше 600 Гц, которая влияет на целостность и качество детали.Несколько следов дребезга можно увидеть на рис. 3.40.
Рисунок 3.40. Следы вибрации при фрезеровании

Основными типами самовозбуждающейся вибрации во время процесса фрезерования являются регенеративная вибрация и удвоение периода или повторяющаяся вибрация при ударе. Регенеративная вибрация возникает, когда режущая кромка режет поверхность, ранее обработанную другим зубом. Если предыдущий зуб вибрировал, поверхность будет волнистой, поэтому текущая кромка будет резать стружку переменной толщины, и в процессе будут создаваться переменные силы резания.Эти изменения силы возбуждают моды системы, увеличивая вибрацию и волнистость, оставшуюся на поверхности. Следующий зуб будет резать более толстую и изменяемую толщину стружки, еще больше захватывая режимы системы станка. Этот порочный круг, в котором толщина стружки и вибрация становятся выше, известен как регенеративный механизм. Этот механизм представлен на рис. 3.41, где показана концевая фреза с одним зубом, режущая деталь. Разница фаз между вибрацией и волнистостью, оставшейся в предыдущем обороте или периоде резания, приводит к переменной толщине стружки, которая будет постепенно увеличиваться.
Регенеративная вибрация возникает, когда режущая кромка режет поверхность, ранее обработанную другим зубом. Если предыдущий зуб вибрировал, поверхность будет волнистой, поэтому текущая кромка будет резать стружку переменной толщины, и в процессе будут создаваться переменные силы резания.Эти изменения силы возбуждают моды системы, увеличивая вибрацию и волнистость, оставшуюся на поверхности. Следующий зуб будет резать более толстую и изменяемую толщину стружки, еще больше захватывая режимы системы станка. Этот порочный круг, в котором толщина стружки и вибрация становятся выше, известен как регенеративный механизм. Этот механизм представлен на рис. 3.41, где показана концевая фреза с одним зубом, режущая деталь. Разница фаз между вибрацией и волнистостью, оставшейся в предыдущем обороте или периоде резания, приводит к переменной толщине стружки, которая будет постепенно увеличиваться.
Рисунок 3.41. Представление механизмов регенеративного дребезга и удвоения периода
С другой стороны, удвоение периода или повторяющееся ударное дребезжание может происходить, когда соотношение между частотой прохождения зуба и собственной частотой или частотой дребезга составляет f c = n · f TCF / 2 где n = 1, 2, 3… Обычно появляется в системах с очень низкой динамической жесткостью, таких как фрезерование инструментами с отношением вылет / диаметр более 7, и в условиях сильно прерывистого резания, то есть с малым радиальным погружением. Механизм дребезга удвоения периода представлен на рисунке 3.41. Когда инструмент вибрирует в упомянутых условиях, зубья попеременно режут стружку большой и малой толщины, поочередно создавая высокую и низкую силу резания. Однако высокое усилие резания выполняется синхронно со скоростью вибрации, тогда как низкое усилие резания – противоположно ему. В результате в процессе процесса альтернативно в инструмент передается больше кинетической энергии, чем вычитаемая, поэтому вибрация нарастает очень быстро (Zatarain et al., 2006). Такая вибрация наносит еще больший вред инструменту, чем регенеративная вибрация.
Механизм дребезга удвоения периода представлен на рисунке 3.41. Когда инструмент вибрирует в упомянутых условиях, зубья попеременно режут стружку большой и малой толщины, поочередно создавая высокую и низкую силу резания. Однако высокое усилие резания выполняется синхронно со скоростью вибрации, тогда как низкое усилие резания – противоположно ему. В результате в процессе процесса альтернативно в инструмент передается больше кинетической энергии, чем вычитаемая, поэтому вибрация нарастает очень быстро (Zatarain et al., 2006). Такая вибрация наносит еще больший вред инструменту, чем регенеративная вибрация.
Однако для обоих случаев вибрации начало самовозбуждения зависит от условий резания. Если процесс нестабильный, вибрация нарастает до тех пор, пока амплитуда вибрации не станет настолько большой, что зубья выскочат из детали. Сила резания немедленно спадает, поэтому нарастающее самовозбуждение прерывается (Tlusty and Ismail, 1981). Затем вибрация снова будет нарастать, пока снова не появятся скачки. В этой ситуации амплитуда вибрации достигает точки насыщения. Один из методов искусственного прерывания регенеративного механизма – это нарушение периодичности ударов зубьев с помощью инструмента с переменным шагом или переменной спирали или непрерывного изменения скорости шпинделя (Bediaga et al., 2007).
В этой ситуации амплитуда вибрации достигает точки насыщения. Один из методов искусственного прерывания регенеративного механизма – это нарушение периодичности ударов зубьев с помощью инструмента с переменным шагом или переменной спирали или непрерывного изменения скорости шпинделя (Bediaga et al., 2007).
Ключевым параметром, определяющим стабильность фрезерования, является ширина резания b , хотя чаще используется осевая глубина резания a p .Пороговое значение, ниже которого вибрация не возникает, называется критической глубиной резания a pcrit . Это значение зависит от модальных параметров системы, геометрии и количества зубьев инструмента, материала заготовки и других условий резания, таких как радиальная глубина резания. Если есть доминирующий режим, критическая глубина резания может быть получена как функция модальной жесткости k , коэффициента демпфирования ξ , количества зубьев Z, тангенциального коэффициента резания K t и средний коэффициент направленности α, который может быть положительным или отрицательным и связывает модальное направление, направление подачи и направление регенерации толщины стружки.
[3.15] α> 0 → apcris = 2πZ · Kt · 4kξ1 − ξαα <0 → apcris = 2πZ · Kt · 4kξ1 − ξα
Другой ключевой параметр – скорость шпинделя или частота прохождения зуба, поскольку оба связаны к количеству зубцов. Это определяет разность фаз между волнистостью, оставленной предыдущим зубом, и вибрацией текущего зуба. При фрезеровании разность фаз, скорость шпинделя, количество режущих кромок и частота вибрации связаны. Фактически, они определяют количество волн, оставшихся на поверхности детали за каждый период резания:
[3.16] n + ε2π = fc · 60NZ
, где f c – частота дребезга в Гц, N скорость вращения шпинделя в об / мин, n – количество полных волн, оставшихся на поверхности и ε /2 π – доля волны до завершения одного периода резания. Как показано на рисунке 3.42, когда разность фаз близка к нулю, стабильность процесса выше, поскольку толщина стружки остается примерно постоянной. Возможно фрезерование на глубине резания выше критического параметра.Как ни парадоксально, глядя на уравнение. 3.16, это происходит, когда фрезерование находится в резонансе. Для других значений разности фаз толщина чипа меняется, что приводит к возбуждению режимов системы. Что касается регенеративной вибрации, наихудшие условия возникают при разности фаз 90 ° (Tlusty, 2000).
Возможно фрезерование на глубине резания выше критического параметра.Как ни парадоксально, глядя на уравнение. 3.16, это происходит, когда фрезерование находится в резонансе. Для других значений разности фаз толщина чипа меняется, что приводит к возбуждению режимов системы. Что касается регенеративной вибрации, наихудшие условия возникают при разности фаз 90 ° (Tlusty, 2000).
Рисунок 3.42. Влияние разности фаз между вибрацией инструмента и ранее обработанной поверхностью на толщину стружки
Диаграммы лепестков устойчивости
Диаграммы лепестков устойчивости представляют границу между стабильными и нестабильными режимами резания.При фрезеровании для каждого значения радиальной глубины резания есть диаграмма, которая показывает, какова предельная глубина резания при каждой скорости шпинделя. Лепестковая форма границы – вот что дало им название. На рис. 3.43 приведен пример диаграммы лепестков устойчивости. По оси абсцисс указана частота вращения шпинделя, а также отношение собственной частоты к частоте прохождения зуба. Основные стабильные области могут быть найдены там, где частота прохождения зуба или ее гармоники совпадают с собственной частотой или частотой дребезга, как показано в уравнении.3.16. На правой стороне лепестка первого порядка есть еще одна стабильная область, которая работает на более высоких скоростях шпинделя. Там повышенная стабильность связана с разностью фаз, стремящейся к нулю. Более широкие стабильные области всегда находятся между лопастями нижнего порядка с более высокой скоростью вращения шпинделя. При более низких скоростях вращения шпинделя, где находятся лепестки более высокого порядка, стабильные области становятся более узкими, более чувствительными и более сложными в использовании.
Основные стабильные области могут быть найдены там, где частота прохождения зуба или ее гармоники совпадают с собственной частотой или частотой дребезга, как показано в уравнении.3.16. На правой стороне лепестка первого порядка есть еще одна стабильная область, которая работает на более высоких скоростях шпинделя. Там повышенная стабильность связана с разностью фаз, стремящейся к нулю. Более широкие стабильные области всегда находятся между лопастями нижнего порядка с более высокой скоростью вращения шпинделя. При более низких скоростях вращения шпинделя, где находятся лепестки более высокого порядка, стабильные области становятся более узкими, более чувствительными и более сложными в использовании.
Рисунок 3.43. Диаграммы лепестков устойчивости
Еще одна стабильная область, которую можно использовать, – это область, создаваемая эффектом демпфирования процесса при скоростях шпинделя ниже, чем лепесток 8 порядка, не представленная на рисунке 3.44. В таких условиях поверхность зубов очень волнистая. Во время вибрации задний угол режущих кромок может быть нулевым или даже отрицательным, что означает, что кромка сталкивается с поверхностью. Возникающее трение рассеивает некоторую кинетическую энергию, стабилизируя вибрацию. Это представлено на рисунке 3.44. Этот эффект имеет большое значение при обработке титана и других сплавов с низкой обрабатываемостью, когда скорость резания ограничена целостностью инструмента и, следовательно, допустимые скорости вращения шпинделя низки по сравнению с теми, которые необходимы для использования преимуществ широких стабильных областей ( Altintas et al., 2008).
Во время вибрации задний угол режущих кромок может быть нулевым или даже отрицательным, что означает, что кромка сталкивается с поверхностью. Возникающее трение рассеивает некоторую кинетическую энергию, стабилизируя вибрацию. Это представлено на рисунке 3.44. Этот эффект имеет большое значение при обработке титана и других сплавов с низкой обрабатываемостью, когда скорость резания ограничена целостностью инструмента и, следовательно, допустимые скорости вращения шпинделя низки по сравнению с теми, которые необходимы для использования преимуществ широких стабильных областей ( Altintas et al., 2008).
Рисунок 3.44. Представление механизма «демпфирования процесса»: изменение эффективного угла наклона инструмента из-за волнистости поверхности
Что касается лепестков диаграммы устойчивости, можно найти два типа: лепестки Хопфа, которые возникают из-за регенеративной вибрации и имеют более гладкая форма и перевернутые доли из-за дребезга удвоения периода. На рис. 3.45 показан пример диаграммы устойчивости с лепестками переворота первого нижнего порядка и пятью лепестками Хопфа.
Рисунок 3.45. Диаграмма лепестков устойчивости и диаграмма частот вибрации: лепестки переворота и Хопфа при фрезеровании с двумя режущими кромками, при фрезеровании и радиальном погружении на 10% диаметра инструмента
Вместе с диаграммой лепестков устойчивости можно составить диаграмму частоты вибрации. быть полученным. Для каждой скорости шпинделя он представляет собой частоту вибрации, если используется глубина резания выше предельной. На рисунке 3.45 можно увидеть, как частота дребезга, связанная с регенерирующими лепестками дребезга, близка к модальной частоте системы, тогда как частота дребезга в дребезжании удвоения периода составляет 1/2 частоты прохождения зуба в первом лепестке переворота. , 3/2 во втором лепестке переворота, 5/2 в третьем и т. Д.
Есть два варианта получения диаграммы лепестков устойчивости:
- ■
Экспериментально : проводя испытания резания с использованием нескольких значений скорости шпинделя и глубины резания, можно составить экспериментальную диаграмму устойчивости.
Главный недостаток заключается в том, что проверка большого количества инструментов и материалов деталей может быть дорогостоящей.- ■
Путем моделирования : Это может быть более дешевая и более универсальная альтернатива, хотя требуется более глубокое знание процесса.Могут использоваться два типа моделей:
- –
Численные модели во временной области : они основаны на численном интегрировании уравнений движения и позволяют ввести точную кинематику процесса, а также некоторые нелинейности, например, выпад кромок из детали. Они могут предоставить много информации о процессе, помимо областей устойчивости: силы резания, смещения, шероховатость поверхности и т. Д. Наиболее распространенным методом является численное интегрирование уравнения движения, где силы зависят от толщины стружки и толщины стружки на смещения.Из исследований, в которых используется этот метод, стоит упомянуть исследования, проведенные (Tlusty and Ismail, 1981), (Montgomery and Altintas, 1991), а также работы, выполненные (Sánchez, 1998) для предсказания вибрация инструмента и ее влияние на поверхность.
- –
Аналитические модели : они изучают устойчивость уравнений, которые представляют динамику процесса фрезерования. Они предоставляют только диаграмму устойчивости, хотя они намного быстрее, чем численные методы.Доли рассчитываются в секундах. Наиболее популярными методами являются одночастотные и многочастотные методы Будака и Алтинтаса и метод полудискретизации Инспергера и др., Хотя существуют альтернативы, такие как использование полиномов Чебышева или метод конечных элементов во времени (Budak и Altintas I, 1998; Insperger et al., 2003).
 Главный недостаток заключается в том, что проверка большого количества инструментов и материалов деталей может быть дорогостоящей.
Главный недостаток заключается в том, что проверка большого количества инструментов и материалов деталей может быть дорогостоящей.
Влияние параметров процесса на стабильность
Здесь представлена схема влияния основных параметров процесса измельчения на стабильность.
Во-первых, очевидно, что стабильность определяется параметрами резания; следующие из них имеют наибольшее влияние на стабильность
- ■
Осевая глубина резания / ширина стружки : это работает как усиление в замкнутом контуре управления, то есть увеличение осевой глубины резания разрез может сделать процесс нестабильным.
- ■
Скорость вращения шпинделя : изменяет разность фаз между волнистостью, оставленной предыдущим зубом, и вибрацией текущего зуба в резании, тем самым влияя на стабильность.Кроме того, более высокие скорости шпинделя означают более высокие частоты прохождения зубьев, поэтому будут возбуждены более высокочастотные моды, и наоборот. С другой стороны, если скорость шпинделя очень низкая по сравнению с основной модальной частотой, может возникнуть демпфирование процесса.
- ■
Радиальная глубина резания : более высокие радиальные глубины резания увеличивают вероятность возникновения вибрации. Лепестки устойчивости смещены вниз. Полное иммерсионное фрезерование обычно является наиболее ограничивающим условием в том, что касается регенеративной вибрации, хотя при прерывистом резании откидные лепестки могут быть еще более ограничивающими.
- ■
Фрезерование вниз / фрезерование : вместе с радиальной глубиной резания и диаметром инструмента режим фрезерования напрямую влияет на радиальное погружение, углы, под которыми зуб входит и выходит из зоны резания, и косвенно направленные факторы.
На лепестках устойчивости эффект нисходящего или повышающего фрезерования влияет на форму лепестков, которые могут быть ориентированы на стабильные скорости вращения шпинделя или нет, изменяя форму устойчивых участков, как показано на рисунке 3.46. Рисунок 3.46. Лепестки устойчивости при нисходящем (слева) и повышающем фрезеровании (справа): видно изменение формы около первой стабильной скорости (пунктирная линия)
- ■
движение подачи : подача на зуб не имеет прямого влияние на стабильность. Фактически, модели устойчивости не учитывают этот параметр. С другой стороны, при вибрации станка решающим параметром является направление подачи. Форма и предельная глубина лепестков устойчивости резко меняется в зависимости от направления подачи, поскольку структурные режимы станка очень сложны и не обладают осевой симметрией относительно оси инструмента.Чтобы изучить этот эффект, разработчики станков используют диаграмму полярной стабильности, которая связывает критическую глубину резания как функцию направления подачи и показывает, в каком направлении станок ведет себя лучше.
На рис. 3.47 сравниваются две конструкции машин. Можно использовать лепестки устойчивости как функцию направления подачи (слева), но полярная диаграмма (справа) лучше описывает поведение станка независимо от скорости шпинделя. На рис. 3.47 видно, что машина, представленная серым цветом, будет работать лучше во всех направлениях подачи.Рисунок 3.47. Лепестки устойчивости и диаграммы для двух станков

 На лепестках устойчивости эффект нисходящего или повышающего фрезерования влияет на форму лепестков, которые могут быть ориентированы на стабильные скорости вращения шпинделя или нет, изменяя форму устойчивых участков, как показано на рисунке 3.46.
На лепестках устойчивости эффект нисходящего или повышающего фрезерования влияет на форму лепестков, которые могут быть ориентированы на стабильные скорости вращения шпинделя или нет, изменяя форму устойчивых участков, как показано на рисунке 3.46. Что касается материала заготовки, обрабатываемость имеет прямое влияние на стабильность, так как предельная глубина резания на границе устойчивости зависит от тангенциального коэффициента резания при сдвиге K tc , как формула. [3.15] показал. Фактически, предельная глубина резания обратно пропорциональна коэффициенту резания. Обрабатываемость также имеет косвенное влияние.Чем тверже материал, обычно тем ниже скорость резания, поэтому требуются более низкие скорости шпинделя, и возбуждаемые моды будут более низкочастотными.
Режущий инструмент – еще один ключевой фактор:
- ■
Количество режущих кромок : Тенденция к нестабильности увеличивается с увеличением количества режущих зубьев, как уравнение [3.
15] показал. С другой стороны, частота прохождения зубов зависит от количества зубов. Для данной собственной частоты лепестки устойчивости перемещаются влево по мере увеличения числа зубцов.- ■
Угол наклона спирали : Этот угол имеет очень важное влияние на вибрацию удвоения периода, поскольку он может подавить ее, когда осевая глубина резания совпадает с кратной высотой спирали, деленной на количество зубцов, что когда силы резания постоянны, как было показано в разделе 3.6.3. На этих глубинах лепестки переворота фрагментируются на серию нестабильных островов.
- ■
Диаметр инструмента : Вместе с радиальной глубиной резания и типом фрезерования он определяет начальный и конечный углы зоны резания.Если все остальные параметры равны, лепестки устойчивости для инструментов разного диаметра, но с одинаковыми начальным и выходным углами одинаковы.
- ■
Форма режущих кромок : Форма режущих кромок: тороидальная, сферическая, передние углы, задний угол, износ кромок, также влияют на стабильность за счет резки коэффициенты, характеризующие пару инструмент и материал заготовки.
 15] показал. С другой стороны, частота прохождения зубов зависит от количества зубов. Для данной собственной частоты лепестки устойчивости перемещаются влево по мере увеличения числа зубцов.
15] показал. С другой стороны, частота прохождения зубов зависит от количества зубов. Для данной собственной частоты лепестки устойчивости перемещаются влево по мере увеличения числа зубцов.
Наконец, одним из ключевых факторов точного прогнозирования долей устойчивости является оценка модальных параметров.Собственная частота доминирующих мод определяет, где находятся стабильные области, тогда как коэффициент демпфирования и жесткость определяют, какова предельная глубина резания, см. Уравнение. [3.15]. Системы в виде инструментов или шпинделей с низким коэффициентом демпфирования, приблизительно 0,003, обычно имеют узкие, но все же высокие стабильные области, в то время как системы, такие как конструкции станков с высоким демпфированием, обычно 0,02, имеют более широкие и более низкие стабильные области.
7 самых быстрых фрезерных станков – Phoenix Specialty
Вы когда-нибудь задумывались, как делают сложные игрушки, кухонные принадлежности, клавиатуры и другие предметы повседневного обихода? Они начинаются как проекты в программе и преобразуются в физические детали на фрезерных станках.Фрезерные станки являются неотъемлемой частью обрабатывающей промышленности по всему миру. На современном рынке передовые компании и продавцы предлагают оборудование с возможностями ЧПУ и другими специфическими функциями для достижения точного машиностроения. В Phoenix Specialty наша цель – предоставить вам лучшие продукты с использованием только высококачественных процессов и оборудования. И мы достигаем этого, не отставая от стремительных технологических изменений.
На современном рынке передовые компании и продавцы предлагают оборудование с возможностями ЧПУ и другими специфическими функциями для достижения точного машиностроения. В Phoenix Specialty наша цель – предоставить вам лучшие продукты с использованием только высококачественных процессов и оборудования. И мы достигаем этого, не отставая от стремительных технологических изменений.
Факторы, определяющие скорость работы
При покупке машины, которая будет одновременно впечатляющей и эффективной, примите во внимание следующие характеристики: фрезы, скорость подачи, пространство стола, размер, число оборотов прядильной детали в минуту и терморегулятор.Учитывая цену, которую обычно стоит это фрезерное оборудование, важно понимать, как каждая из этих функций влияет на производительность и скорость.
Во-первых, знайте, что существует несколько типов ориентации. Машины с вертлюгами, вероятно, будут работать быстрее, поскольку они могут переключаться между горизонтальным и вертикальным положениями по мере необходимости для отдельных деталей и оставляют оператору больше места. У нас есть широкий выбор машин, способных удовлетворить огромное количество запросов, которые мы получаем от клиентов.
У нас есть широкий выбор машин, способных удовлетворить огромное количество запросов, которые мы получаем от клиентов.
При обработке деталей могут использоваться разные фрезы в зависимости от материала деталей. Например, металл и дерево нельзя резать одним и тем же методом фрезерования. Обычно резак, проходящий сквозь дерево, должен двигаться с меньшей скоростью, чем резец по металлу. Подача – это термин, обозначающий, насколько быстро фрезерный инструмент будет проходить через деталь. На скорость подачи могут влиять глубина резания и острота режущего инструмента. Иногда слова «скорость резания» и «скорость подачи» объединяются, чтобы сформировать определение «скорости шпинделя» в инструментальной практике.
Пока деталь вращается, чтобы сделать ее более доступной для различных осей станка, она совершает определенное количество оборотов в минуту. Эта частота вращения будет определять, насколько быстро что-то будет изготовлено, но также зависит от диаметра инструмента. Между тем, чем быстрее вращается изделие, тем больше тепла уходит в окружающую среду. Чтобы уменьшить тепло, выделяемое при трении режущего инструмента о заготовку, на протяжении всей обработки следует использовать охлаждающую жидкость. Те, кто недооценивает ценность охлаждающих жидкостей, столкнутся с падением скорости подачи, качества и своевременности.
Чтобы уменьшить тепло, выделяемое при трении режущего инструмента о заготовку, на протяжении всей обработки следует использовать охлаждающую жидкость. Те, кто недооценивает ценность охлаждающих жидкостей, столкнутся с падением скорости подачи, качества и своевременности.
Какие сейчас самые лучшие?
Даже с большим количеством категорий и характеристик нетрудно определить лучшие на сегодняшний день фрезерные станки по металлу. Что делает машину лучшей, так это не просто овладение одной из функций, связанных со скоростью, а, скорее, включение многих из них в свою систему. В приведенном ниже списке подробно рассказывается о том, какие бренды делают именно это.
- Brother предлагает потрясающий выбор оборудования.Их фрезерные станки созданы надежно и работают исключительно для обеспечения точности и повторяемости. Станок TC-20B работает с максимальной скоростью шпинделя 30 000 об / мин из-за его мощности ускорения / замедления и высокой скорости подачи.

- Согласно Hurco, их машина VMXHSi достигает высоких скоростей благодаря преимуществам своих тщательно подобранных характеристик. VMXHSi может похвастаться большими линейными направляющими для повышения точности, отличной стратегией терморегулирования и является единственным в своем роде на рынке устройством управления с двумя экранами.Благодаря преимуществам системы с двумя экранами операторы могут получить доступ к своему CAD-проекту, начать производство на фрезерном станке и даже начать рисовать новую деталь. Этот станок достигает скорости вращения шпинделя 18 000 об / мин.
- Не менее известными в отрасли являются станки Phoenix Specialty. Мы работаем с множеством различных брендов, чтобы удовлетворить наших клиентов и соблюсти наши строгие сроки поставки – обычно в течение двух недель для малых и средних продуктов. Предоставив ou •% 09http: / www.phoenixspecialty.com/resources/our-machine-equipmentr возможность выбора из спектра фрезерных станков, доступных в нашем магазине, мы можем получить лучшую скорость и производительность. 5-осевой электроэрозионный станок Charmilles, который мы используем, обеспечивает безупречную обработку поверхности и бесстрашно развивает скорость 12 000–54 000 об / мин.
 5-осевой электроэрозионный станок Charmilles, который мы используем, обеспечивает безупречную обработку поверхности и бесстрашно развивает скорость 12 000–54 000 об / мин.
5-осевой электроэрозионный станок Charmilles, который мы используем, обеспечивает безупречную обработку поверхности и бесстрашно развивает скорость 12 000–54 000 об / мин.- Рядом с Phoenix Specialty есть производитель Bridgeport. Их фрезерные станки бывают разных видов – от ручных до автоматических и даже с 5-осевыми.Таким образом, тем, кто пытается добиться более широкого диапазона движений, может быть выгодно использовать осевой станок GX250-5. GX250 также имеет скорость вращения шпинделя 15 000 об / мин по сравнению с другими станками серии GX, максимальная скорость которых составляет 10 000 об / мин.
- На переднем крае отрасли находятся продукты Grizzly. Фрезерные станки Grizzly по металлу могут резать латунь, бронзу, алюминий и сталь и имеют вращающиеся головки, высокую скорость вращения шпинделя и множество опций стола для облегчения процесса. Благодаря смазке с помощью насоса вы редко проверяете, не перегревается ли ваша деталь или не перегревается ли ваша машина. Вертикальный фрезерный станок G0747 допускает 16 вариантов скорости и максимальную скорость шпинделя около 5500 об / мин.
 Вертикальный фрезерный станок G0747 допускает 16 вариантов скорости и максимальную скорость шпинделя около 5500 об / мин.
Вертикальный фрезерный станок G0747 допускает 16 вариантов скорости и максимальную скорость шпинделя около 5500 об / мин.Следующие две марки также обратили внимание на скорость проектирования и обладают исключительными качествами: JET Tools JTM-55 и Fox Vertical Mill. JTM-55 может работать в 3-осевом режиме, использует обратную связь с обратной связью в программировании ЧПУ для получения уникальных уровней точности и плавно направляет движения стола с помощью Jog Control. Скорость шпинделя составляет 10–3800 об / мин. Между тем, станок Fox имеет максимальную скорость шпинделя 2760 об / мин с наклонами головки и однократной смазкой.
Чтобы иметь возможность постоянно обеспечивать качество, компаниям необходимо быть в курсе технологических изменений в обрабатывающей промышленности. Phoenix Specialty осознает важность никогда не жертвовать качеством ради цены, поэтому наша команда полностью оснащена всем самым современным оборудованием, необходимым для поддержания нашего производственного процесса на высшем уровне.
Важные факторы, о которых следует помнить
Проект фрезерования может различаться по сложности, размеру, стоимости и методу.Фрезерные станки по металлу могут обладать всеми функциями для выполнения поставленной задачи, но именно оператор должен знать об ограничениях и преимуществах станка. Машина по конкурентоспособной цене или без всех необходимых вам возможностей может означать, что вам придется вкладывать деньги в покупку отдельных деталей, чтобы машина работала так, как вы хотите. Следовательно, очень важно знать, что вы покупаете, от чего вы можете отказаться и сколько больше вы готовы заплатить за обновление машины.
Дополнительно размер значения не имеет. Меньшие фрезерные станки, выставленные на продажу, обычно могут работать так же быстро, как и более крупные конкуренты. И различные требования к табличному пространству могут принять решение за вас. Например, военные и авиастроители могут захотеть нанять тех, кто способен обрабатывать относительно большие сборки, в то время как бизнесмены, ищущие прототип своего изобретения, могут легко работать с производителем, который стремится строить с помощью мини-фрезерных станков.
Наша команда в Phoenix Specialty готова предоставить вам звездное обслуживание клиентов, чтобы помочь вам принять решение!
Источники:
высококачественных фрезерных станков, дающих результат – NIIGATA
Мы производим фрезерные станки с традициями, превосходящими ожидания
Niigata Machine Techno USA, Inc. производит фрезерные станки, которые отличаются скоростью, точностью и производительностью, чтобы добиться результатов для вашего бизнеса. В результате вы можете рассчитывать на наше наследие инженерного мастерства и опыт, восходящий к 1895 году.Если ваша компания не справляется с требованиями рабочего места, подумайте о том, как наши фрезерные станки могут помочь:
- Высококачественные технологии – Наши машины обеспечивают элитный уровень качества и точности, чтобы сделать ваше производство более эффективным.
- Экономьте время с повышенной эффективностью – Время – деньги. Наши машины позволяют операторам беспрепятственно производить работу без необходимости часто останавливать машину для регулировки.
- Высокая производительность – наши станки отличаются большим ходом и широким диапазоном обработки, а также выдающейся стабильностью и гашением вибрации для увеличения производительности.
- Power – Наша прочная основа станка подходит для многократного интенсивного использования тяжелых материалов.

Ознакомьтесь с нашим оборудованием
Niigata Machine Techno USA, Inc. производит несколько фрезерных станков и другую продукцию в соответствии с вашими потребностями. Поскольку мы знаем, что вам интересно узнать о наших предложениях, вот список типов наших машин и категорий продукции:
- Горизонтальные обрабатывающие центры
- Обрабатывающие центры с ЧПУ
- Горизонтально-расточные станки
- Гибкие производственные системы
- Heavy Duty Boxway – модели включают HN50E, HN63E, HN63-Ti, HN800V, HM800V-II-Ti, HN100D-II, HN100D-II-Ti, HN130D, HN1600D
- High Speed Linear – модели включают SPN503, SPN701, SPN901, N7
- Boxway / Linear Hybrid – модели включают HN1000S, HN1250S, HN1600S
- Многозадачность и 5 осей – модели включают HN50E-5X, HN63E-5X, HN800V-II-FC, HN100D-II-FC, HN1600D-FC, HN800V-II-BAR, HN100D-II-BAR, HN1000S-BAR , HN1250S-BAR, HN1600S-BAR
- Ячейки и системы
- Новая общая панель управления
- HN-FC Двухсторонняя инструментальная головка
- Труднообрабатываемый материал
Узнать больше о нас
Niigata Machine Techno USA, Inc. гордится своим расположением по адресу 1501 Landmeier Road в Elk Grove Village, штат Иллинойс. Хотя наша компания была образована в 2016 году как дочернее предприятие, полностью принадлежащее Niigata Machine Techno Co., Ltd из города Ниигата, Япония, наши продажи в Америке начались в 1980 году. Благодаря нашим более чем 120-летним традициям превзойти ожидания наших клиентов. клиентов, мы производим фрезерные станки, которые повышают ваше качество, производительность и рентабельность. Поскольку мы знаем, что вы хотели бы узнать о нас больше, мы приглашаем вас воспользоваться нашим разделом «О нас».Кроме того, для нас было бы честью, если бы вы хотели, чтобы мы были на Facebook.
гордится своим расположением по адресу 1501 Landmeier Road в Elk Grove Village, штат Иллинойс. Хотя наша компания была образована в 2016 году как дочернее предприятие, полностью принадлежащее Niigata Machine Techno Co., Ltd из города Ниигата, Япония, наши продажи в Америке начались в 1980 году. Благодаря нашим более чем 120-летним традициям превзойти ожидания наших клиентов. клиентов, мы производим фрезерные станки, которые повышают ваше качество, производительность и рентабельность. Поскольку мы знаем, что вы хотели бы узнать о нас больше, мы приглашаем вас воспользоваться нашим разделом «О нас».Кроме того, для нас было бы честью, если бы вы хотели, чтобы мы были на Facebook.
Свяжитесь с нами сегодня
Вы можете использовать нашу быструю и удобную онлайн-форму для связи, чтобы найти ответы на вопросы, которые могут у вас возникнуть по фрезерным станкам, запчастям, обслуживанию или другим вещам. Поскольку мы хотим упростить покупку нашей продукции, в нашу дилерскую сеть входит компания Methods Machine Tools, Inc.
Объем рынка фрезерных станков, рост
Объем мирового рынка фрезерных станков составлял 13 долларов США.22 млрд долларов США в 2018 году и по прогнозам достигнет 16,01 млрд долларов США к 2026 году, при этом среднегодовой темп роста составит 2,4% в течение прогнозируемого периода.
Мы находимся в процессе обновления рынка фрезерных станков с учетом воздействия COVID-19.
Запросить образецОжидается, что фрезерные станки будут демонстрировать умеренные темпы роста благодаря их функциональной универсальности при работе в нескольких отраслях. Некоторые из функций, которые они могут выполнять, – это сверление, снятие фасок, токарная обработка, нарезание пазов, изготовление скруглений и другие.Фрезерные станки – очень важные инструменты, используемые при резке металлов. Их способность эффективно и действенно выполнять различные задачи делает их наиболее критически важными машинами, необходимыми в различных отраслях для различных операций.
ТЕНДЕНЦИИ РЫНКА
Растущий спрос на снижение эксплуатационных расходов и повышение производительности для ускорения роста рынка
Растущий спрос со стороны конечных пользователей заставляет отрасли расширять производственный процесс. С увеличением производственного процесса компании стремятся снизить эксплуатационные расходы, связанные с этими станками, что еще больше способствует росту рынка фрезерных станков. Фрезерные станки обеспечивают высокое качество продукции при меньшем времени производства, что помогает компаниям снизить затраты и минимизировать потери. Кроме того, спрос на простые в установке и многофункциональные машины также будет стимулировать рыночный спрос. Более того, фрезерные станки используются в основном в промышленном производстве, поскольку они обеспечивают различные функции, когда они требуются для различных целей.
С увеличением производственного процесса компании стремятся снизить эксплуатационные расходы, связанные с этими станками, что еще больше способствует росту рынка фрезерных станков. Фрезерные станки обеспечивают высокое качество продукции при меньшем времени производства, что помогает компаниям снизить затраты и минимизировать потери. Кроме того, спрос на простые в установке и многофункциональные машины также будет стимулировать рыночный спрос. Более того, фрезерные станки используются в основном в промышленном производстве, поскольку они обеспечивают различные функции, когда они требуются для различных целей.
Запросите бесплатный образец , чтобы узнать больше об этом отчете.
ДРАЙВЕРЫ РЫНКА
Растущий спрос на массовое производство по индивидуальному заказу будет способствовать росту рынка
Фрезерные станки производят продукцию по индивидуальному заказу в больших количествах. Потребительский рынок ищет продукты, отличающиеся друг от друга и оснащенные последними обновлениями оборудования и технологий. Это привело к расширению и непрерывности производственного процесса для различных отраслей, таких как электроника, автомобили, общее производство и т. Д.Более того, компании стремятся использовать любую возможность для увеличения доли рынка; следовательно, они стремятся к постоянному совершенствованию своего производственного предприятия для увеличения выпуска продукции. Более того, связанная промышленность, индустрия 4.0, автоматизация и робототехника подчеркивают, что компании должны иметь автоматизированный производственный процесс, что приводит к спросу на фрезерные станки.
Это привело к расширению и непрерывности производственного процесса для различных отраслей, таких как электроника, автомобили, общее производство и т. Д.Более того, компании стремятся использовать любую возможность для увеличения доли рынка; следовательно, они стремятся к постоянному совершенствованию своего производственного предприятия для увеличения выпуска продукции. Более того, связанная промышленность, индустрия 4.0, автоматизация и робототехника подчеркивают, что компании должны иметь автоматизированный производственный процесс, что приводит к спросу на фрезерные станки.
ОГРАНИЧЕНИЕ РЫНКА
Однофункциональность и стоимость, связанная с установкой и техническим обслуживанием, чтобы ограничить рост
Фрезерные станки являются важным аспектом рынка станков, но обеспечивают ограниченные функции фрезерования, такие как сверло, токарный станок и т. Д.Из-за этого ограничения промышленные предприятия должны также устанавливать другие машины, что увеличивает требуемые капитальные вложения. Более того, несколько машин имеют разные графики износа, что приводит к увеличению затрат на техническое обслуживание для компании. С другой стороны, другие типы станков, такие как обрабатывающие центры, предоставляют множество функций, в которые также входит фрезерование; следовательно, клиенты предпочитают обрабатывающие центры вместо фрезерных станков. Ожидается, что эти факторы ограничат рост рынка.
Более того, несколько машин имеют разные графики износа, что приводит к увеличению затрат на техническое обслуживание для компании. С другой стороны, другие типы станков, такие как обрабатывающие центры, предоставляют множество функций, в которые также входит фрезерование; следовательно, клиенты предпочитают обрабатывающие центры вместо фрезерных станков. Ожидается, что эти факторы ограничат рост рынка.
СЕГМЕНТАЦИЯ
Анализ по типу
Чтобы узнать, как наш отчет может помочь оптимизировать ваш бизнес, поговорите с аналитиком
Сегмент вертикальных заводов, чтобы обеспечить умеренный рост за счет их множества функций типа, рынок делится на вертикальные мельницы, горизонтальные мельницы и другие. Ожидается, что сегмент вертикальных мельниц в течение ожидаемого периода будет умеренно расти благодаря его многочисленным функциям в различных отраслях.Кроме того, этот тип мельниц можно быстро установить, они обладают высокой энергоэффективностью и превосходной производительностью по сравнению с горизонтальными мельницами. Кроме того, горизонтальные фрезы обеспечивают более качественную обработку поверхности, что ограничивает их использование в точном машиностроении и автомобильной промышленности. Горизонтальные фрезы используются для систематических целей и сложных деталей; следовательно, они имеют сравнительно увеличенный срок службы инструмента. Кроме того, другие типы фрез, которые входят в объем поставки, включают фрезы с различными вариантами осей, портальные фрезы и т.. Эти типы мельниц сравнительно компактны по размеру, поэтому их устанавливают и эксплуатируют малые и средние предприятия.
Кроме того, горизонтальные фрезы обеспечивают более качественную обработку поверхности, что ограничивает их использование в точном машиностроении и автомобильной промышленности. Горизонтальные фрезы используются для систематических целей и сложных деталей; следовательно, они имеют сравнительно увеличенный срок службы инструмента. Кроме того, другие типы фрез, которые входят в объем поставки, включают фрезы с различными вариантами осей, портальные фрезы и т.. Эти типы мельниц сравнительно компактны по размеру, поэтому их устанавливают и эксплуатируют малые и средние предприятия.
По анализу приложений
Прецизионное машиностроение демонстрирует высокий CAGR, поддерживаемый растущим спросом в странах с развивающейся экономикой
В зависимости от области применения рынок делится на автомобильное, общее машиностроение, точное машиностроение, транспортное оборудование и другие. Ожидается, что сегмент приложений точного машиностроения будет расти со значительным среднегодовым темпом роста в течение прогнозируемого периода по сравнению с другими приложениями. Это связано с функцией как горизонтальных, так и вертикальных типов мельниц в промышленности. Более того, ожидается, что растущий спрос на потребительские товары и инструменты со стороны развивающихся стран также будет стимулировать рост. Ожидается, что в прогнозируемом периоде в сегментах транспортного и общего машиностроения будут наблюдаться медленные темпы роста. Оба приложения предъявляют постоянные требования к фрезерному станку, но из-за медленных темпов роста отрасли это влияет на рост рынка.Ожидается, что автомобильное применение фрезерных станков будет расти медленными, но устойчивыми темпами. В автомобильной промышленности происходят изменения, которые также повлияют на спрос на фрезерные станки. Другие приложения включают в себя электрическое и строительное оборудование, а также электроэнергетику, которые составляют незначительную часть рынка.
Это связано с функцией как горизонтальных, так и вертикальных типов мельниц в промышленности. Более того, ожидается, что растущий спрос на потребительские товары и инструменты со стороны развивающихся стран также будет стимулировать рост. Ожидается, что в прогнозируемом периоде в сегментах транспортного и общего машиностроения будут наблюдаться медленные темпы роста. Оба приложения предъявляют постоянные требования к фрезерному станку, но из-за медленных темпов роста отрасли это влияет на рост рынка.Ожидается, что автомобильное применение фрезерных станков будет расти медленными, но устойчивыми темпами. В автомобильной промышленности происходят изменения, которые также повлияют на спрос на фрезерные станки. Другие приложения включают в себя электрическое и строительное оборудование, а также электроэнергетику, которые составляют незначительную часть рынка.
РЕГИОНАЛЬНЫЙ АНАЛИЗ
Рынок фрезерных станков в Европе, 2018 г. (млрд долларов США)
Чтобы получить более подробную информацию о региональном анализе этого рынка, запросите бесплатный образец
В региональном разрезе рынок сегментирован по Северной Америке, Европе, Азиатско-Тихоокеанскому региону, Ближнему Востоку, Африке и Латинской Америке.
Ожидается, что европейский рынок фрезерных станков продемонстрирует значительный рост рынка по сравнению с Северной Америкой, MEA и LATAM. В регионе сосредоточены на разработке энергоэффективных фрезерных станков и технологически оснащенной линейки продукции. Более того, повышенный спрос на производственные и перерабатывающие предприятия также подпитывает спрос на европейском рынке. Кроме того, ожидается, что в Северной Америке в прогнозируемом периоде будет наблюдаться застойный рост благодаря принятию этой машины для промышленного применения, где эти машины устанавливаются для эффективного производства компонентов.Производители расширяют бизнес-направления в развивающихся регионах, сосредотачиваясь на своих производственных мощностях наряду с слияниями и поглощениями.
Ожидается, что Азиатско-Тихоокеанский регион будет занимать доминирующую долю рынка в течение прогнозируемого периода из-за присутствия различных отраслей обрабатывающей промышленности в таких странах, как Китай, Япония, Индия, Южная Корея и т. Д. Такие факторы, как повышение осведомленности об энергоэффективности производственный процесс, рост в экономически развивающихся странах и быстрая индустриализация подпитывают рост рынка фрезерных станков.Кроме того, ключевые производители сосредотачиваются на создании своих производственных мощностей в Азиатско-Тихоокеанском регионе, поскольку этот регион обеспечивает дешевую рабочую силу, землю и расходы. Ожидается, что такие страны, как Индия, Япония и Южная Корея, будут иметь самый высокий доход на рынке фрезерных станков из-за роста спроса на продукцию с высокой производительностью и меньшим временем простоя.
Д. Такие факторы, как повышение осведомленности об энергоэффективности производственный процесс, рост в экономически развивающихся странах и быстрая индустриализация подпитывают рост рынка фрезерных станков.Кроме того, ключевые производители сосредотачиваются на создании своих производственных мощностей в Азиатско-Тихоокеанском регионе, поскольку этот регион обеспечивает дешевую рабочую силу, землю и расходы. Ожидается, что такие страны, как Индия, Япония и Южная Корея, будут иметь самый высокий доход на рынке фрезерных станков из-за роста спроса на продукцию с высокой производительностью и меньшим временем простоя.
Ожидается, что в течение прогнозируемого периода рост на Ближнем Востоке и в Африке и Латинской Америке будет замедляться. Это связано с медленным ростом производственного сектора.Более того, компании сосредотачиваются на переносе производственных мощностей либо в Азиатско-Тихоокеанский регион, либо в Европу.
КЛЮЧЕВЫЕ ИГРОКИ В ОТРАСЛИ
Выдающиеся производители стремятся укрепить свой существующий рынок с помощью обширного портфеля продуктов
Игроки, такие как DATRON Dynamics, Inc. , Haas Automation, Inc., YAMAZAKI MAZAK CORPORATION, YAMAZAKI MAZAK CORPORATION, доминируют на рынке. Рост этих компаний объясняется их сильным региональным присутствием и обширным портфелем продуктов.Приблизительно на долю этих производителей машин приходится 27% мирового рынка.
, Haas Automation, Inc., YAMAZAKI MAZAK CORPORATION, YAMAZAKI MAZAK CORPORATION, доминируют на рынке. Рост этих компаний объясняется их сильным региональным присутствием и обширным портфелем продуктов.Приблизительно на долю этих производителей машин приходится 27% мирового рынка.
Более того, эти компании сосредоточивают свои усилия на инвестировании в новые технологии и предоставлении уникальных функций машин, таких как установка нескольких режущих лезвий для быстрой и более высокой производительности.
СПИСОК КЛЮЧЕВЫХ КОМПАНИЙ:
- DATRON Dynamics, Inc. (Милфорд, Нью-Гэмпшир)
- Haas Automation, Inc. (Окснард, Калифорния)
- YAMAZAKI MAZAK CORPORATION (АЙМАЗАКИ, Япония)
- Amera-Seiki (Хьюстон, Техас)
- FANUC CORPORATION (Яманаши, Япония)
- ANDERSON EUROPE GMBH (Детмольд, Германия)
- Hurco Companies, Inc.(Индианаполис, Индиана)
- Okuma Corporation (Аити, Япония)
- KNUTH Werkzeugmaschinen GmbH (Васбек, Германия)
- Группа EMCO (Халлейн, Австрия)
компаний: 905 9002 КЛЮЧЕВЫЕ ОТРАСЛЕВЫЕ РАЗВИТИЯ участвуют в стратегических слияниях и поглощениях для расширения своей дистрибьюторской сети по всему миру. Например,
- Январь 2018 г. – UNHInnovation добавила фрезерный станок Datron в свой UNH ECenter.Станок предназначен для фрезерования дерева, пенопласта, акрила и металла. Это позволит факультетам и студентам построить настоящий рабочий прототип. UNH ECenter – это управляемая студентами организация, расположенная в Дареме, штат Нью-Хэмпшир.
- Май 2017 – Компания Baker Industries установила на 5-осевой фрезерный станок EcoMill производства EMCO group. Компания установила его для производства крупногабаритных рам, инструментов для укладки и т.д. к надежной работе, улучшенной отделке, удобству обслуживания и увеличенной производственной мощности.
Фрезерные станки выполняют важные функции в различных отраслях промышленности, что делает их критически важным аспектом производственного процесса. Кроме того, они используют несколько технологий, таких как ручное, полуавтоматическое и ЧПУ, что делает их идеальным решением для различных отраслей промышленности. Ожидается, что с увеличением количества установок в различных отраслях промышленности рынок фрезерных станков будет демонстрировать устойчивый рост в течение прогнозируемого периода. В ближайшем будущем эта машина может стать идеальным решением в фармацевтической, пищевой и других отраслях промышленности.
ПОКРЫТИЕ ОТЧЕТА
Инфографическое представление рынка фрезерных станков
Чтобы получить информацию по различным сегментам, поделитесь с нами своими запросами
Отчет о мировом рынке фрезерных станков предлагает качественную и количественную информацию о решениях и услугах, а также подробный анализ размера и темпов роста рынка для всех возможных сегментов рынка.
Наряду с этим, в отчете о рынке содержится подробный анализ динамики рынка, новых тенденций и конкурентной среды.Ключевые идеи, предлагаемые в отчете, включают тенденции внедрения решений для фрезерных станков отдельными сегментами, последние события в отрасли, такие как партнерства, слияния и поглощения, консолидированный SWOT-анализ ключевых игроков, анализ пяти сил Портера, бизнес-стратегии ведущих игроков рынка, макро и микроэкономические показатели и основные тенденции в отрасли фрезерных станков.
Объем отчета и сегментация
АТРИБУТ
ДЕТАЛИ 26 9038
Базовый год
2018
3
3
9087
Исторический период
2015-2017
Единица измерения
9 0980 Сегментация
По типу
- Вертикальные фрезы
- Горизонтальные фрезы
- Прочее (портальные мельницы и т. Д.)
По заявке
- Автомобилестроение
- Общее машиностроение
- Точное машиностроение
- Транспортное оборудование
- и т.
 Например,
Например, Фрезерные станки выполняют важные функции в различных отраслях промышленности, что делает их критически важным аспектом производственного процесса. Кроме того, они используют несколько технологий, таких как ручное, полуавтоматическое и ЧПУ, что делает их идеальным решением для различных отраслей промышленности. Ожидается, что с увеличением количества установок в различных отраслях промышленности рынок фрезерных станков будет демонстрировать устойчивый рост в течение прогнозируемого периода. В ближайшем будущем эта машина может стать идеальным решением в фармацевтической, пищевой и других отраслях промышленности.
Ожидается, что с увеличением количества установок в различных отраслях промышленности рынок фрезерных станков будет демонстрировать устойчивый рост в течение прогнозируемого периода. В ближайшем будущем эта машина может стать идеальным решением в фармацевтической, пищевой и других отраслях промышленности.
ПОКРЫТИЕ ОТЧЕТА
Инфографическое представление рынка фрезерных станков
Чтобы получить информацию по различным сегментам, поделитесь с нами своими запросами
Отчет о мировом рынке фрезерных станков предлагает качественную и количественную информацию о решениях и услугах, а также подробный анализ размера и темпов роста рынка для всех возможных сегментов рынка.
Наряду с этим, в отчете о рынке содержится подробный анализ динамики рынка, новых тенденций и конкурентной среды.Ключевые идеи, предлагаемые в отчете, включают тенденции внедрения решений для фрезерных станков отдельными сегментами, последние события в отрасли, такие как партнерства, слияния и поглощения, консолидированный SWOT-анализ ключевых игроков, анализ пяти сил Портера, бизнес-стратегии ведущих игроков рынка, макро и микроэкономические показатели и основные тенденции в отрасли фрезерных станков.
Объем отчета и сегментация
АТРИБУТ | ДЕТАЛИ 26 9038 | 9038 -2026
Базовый год | 2018 |
Исторический период | 2015-2017 |
Единица измерения | млрд. По типу
|
По заявке
|
