Наименование характеристики | Ед. изм. | Параметры |
Класс точности по ГОСТ 8-71 |
| Н |
Стол | ||
Размеры рабочей поверхности стола (Д х Ш) | мм | 1250 х 320 |
Число Т-образных пазов |
| 3 |
Перемещение стола X,Y,Z | мм | 800 х 250 х 420 |
Расстояния от торца шпинделя до стола при ручном перемещении | мм | 30..450 |
Расстояние от оси шпинделя до вертикальных направляющих станины | мм | 350 |
Наибольшая масса обрабатываемой детали | кг | 250 |
Перемещение стола X,Y,Z | мм | 800 х 250 х 420 |
Пределы частот вращения шпинделя | об/мин | 40 . |
Шпиндель | ||
Наибольшее осевое перемещение пиноли шпинделя | мм | 70 |
Перемещение пиноли на один оборот лимба | мм | 4 |
Перемещение пиноли на одно деление лимба | мм | 0,05 |
Наибольший угол поворота шпиндельной головки | град | ±45 |
Цена одного деления шкалы поворота головки | град | 1 |
Электрооборудование | ||
Привод станка |
|
|
Число оборотов | об/мин | 1460 |
Мощность | кВт | 7,5 |
Тип |
| 4А132S4У3 |
Электродвигатель привода подач |
|
|
Число оборотов | об/мин | 1430 |
Мощность | кВт | 2,2 |
Тип |
| 4А90L4У3 |
Электронасос подачи охлаждающей жидкости |
|
|
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,12 |
Тип |
| ПА-22У2 |
Габариты и масса | ||
Габаритные размеры станка |
|
|
длина | мм | 2305 |
ширина | мм | 1950 |
высота | мм | 2020 |
Масса станка | кг | 3120 |
 .. 2000
.. 2000Фрезерный станок 6Р12: технические характеристики, схемы, советы
Вертикально-фрезерный станок 6Р12 обладает высокими техническими и эксплуатационными показателями. На данном оборудовании производится обработка различных заготовок из стали, чугуна, цветных сплавов. Агрегат одинаково эффективно работает с деталями простой и сложной конфигурации. Основная операция преимущественно ведется торцовыми и концевыми фрезами. Рассмотрим особенности устройства и эксплуатации этой техники.
На данном оборудовании производится обработка различных заготовок из стали, чугуна, цветных сплавов. Агрегат одинаково эффективно работает с деталями простой и сложной конфигурации. Основная операция преимущественно ведется торцовыми и концевыми фрезами. Рассмотрим особенности устройства и эксплуатации этой техники.
Сведения о производителе консольно-фрезерного станка 6р12, 6р12Б
Производитель серии универсальных фрезерных станков 6р12, 6р12Б Горьковский завод фрезерных станков ГЗФС, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Р выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1972 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии М.
Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии М.
Сегодня консольно-фрезерный станок 6р12, 6р12Б — выпускает:
- ООО «Станочный Парк»;
- Станкостроительное объединение ООО СО «СтанРос».
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П
станок консольно-фрезерный вертикальный 320 х 1250 - 6М13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6М82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6М83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6М82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6М83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6М82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Н12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Н13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6Н82
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Н82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р12, 6Р12Б
станок консольно-фрезерный вертикальный 320 х 1250 - 6Р13, 6Р13Б
станок консольно-фрезерный вертикальный 400 х 1600 - 6Р13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Р82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Р82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Р83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Р83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Р83Ш
станок широкоуниверсальный консольно-фрезерный 400 х 1600 - 6Т12-1
станок консольно-фрезерный вертикальный 320 х 1250 - 6Т12
станок вертикальный консольно-фрезерный вертикальный 320 х 1250 - 6Т12Ф20
станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250 - 6Т13
станок консольно-фрезерный вертикальный 400 х 1600 - 6Т13Ф20
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82-1
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Т82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Т83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83-1
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Г
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Ш
станок консольно-фрезерный широкоуниверсальный 400 х 1600 - 6606
станок продольно-фрезерный 630 х 2000 - ГФ2171
станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
История выпуска станков Горьковским заводом, ГЗФС
В 1937
году на
Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951
году запущена в производство серия
6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960
году запущена в производство серия
6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972
году запущена в производство серия
6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975
году запущены в производство копировальные консольно-фрезерные станки:
6Р13К.
В 1978
году запущены в производство копировальные консольно-фрезерные станки
6Р12К-1, 6Р82К-1.
В 1985
году запущена в производство серия
6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991
году запущена в производство серия
6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Сравнительные характеристики консольно-фрезерных станков
6Р12 вертикальный консольно-фрезерный станок. Назначение, область применения
Консольно-фрезерный станок с вертикальным пинольным шпинделем имеет крестово перемещающийся в горизонтальной плоскости стол, который смонтирован на вертикально перемещающейся по направляющим стойки консоли.
Станок 6Р12 отличается от станка 6Р13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола. Быстроходные станки 6Р12Б имеют, в отличие от станков 6Р12, повышенный диапазон чисел оборотов шпинделя и подач стола и повышенную мощность двигателя главного движения.
Консольно-фрезерный вертикальный cтанок 6Р12 предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Для обработки криволинейных поверхностей станок оснащен специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки применяются в единичном и серийном производстве.
Класс точности станков Н по ГОСТ 8—77.
Российские и зарубежные аналоги станка 6Р12
FSS315, FSS350MR, (FSS450MR) — 315 х 1250 (400 х 1250) — производитель Гомельский станкостроительный завод
ВМ127М — (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 — 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 — 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) — 320 х 1350 (400 х 1600) — производитель Arsenal J.S.Co. — Kazanlak, Арсенал АД, Болгария
Система смазки
Своевременная смазка предохраняет станок от износа и сохраняет на более длительный период его первоначальную точность.
Для смазки станка применяется масло индустриальное «20» (веретенное «3»), ГОСТ 1707-51.
Перед пуском станка резервуары с пробками 2, 9, 10 и 12 (рис. 22) заполняются маслом до уровня, определяемого верхними отверстиями соответствующих маслоуказателей 3, 4 и 11. Не допускается падение уровня масла ниже нижних отверстий маслоуказателей.
Не допускается падение уровня масла ниже нижних отверстий маслоуказателей.
Смазка главного привода
Смазка шестерен и подшипников производится плунжерным маслонасосом, привод которого осуществляется от торцового кулачка 2 (рис. 23). Насос расположен в расточке станины и крепится четырьмя винтами. При монтаже насоса необходимо следить за герметичностью присоединения трубопровода к маслонасосу, чтобы не было подсасывания воздуха через зазоры в систему маслопровода.
Плунжером насоса масло нагнетается в маслораспределитель 1 и по трубкам подходит к местам смазки. Маслораспределитель имеет регулировочные винты, с помощью которых регулируется подача масла в ту или иную точку смазки станка.
К фрезерной головке смазка подается хлорвиниловым шлангом 4 (рис. 12), который соединен со штуцером 3 на верхнем фланце корпуса фрезерной головки. В результате регулировки винтом 5 достигается капельная подача масла к подшипникам передней и задней опор шпинделя. Регулировка считается правильной, если за 40. .60 сек. подается одна капля.
.60 сек. подается одна капля.
При продолжительной работе станка масло собирается во фланце 14. Для удаления излишков масла фланец имеет сливное отверстие. О работе маслонасоса можно судить по маслоуказателю на фрезерной головке.
Смазка консоли и коробки подач
Смазка консоли (рис. 24) осуществляется принудительно от плунжерного насоса 1, прифланцованного к днищу консоли. Насос засасывает масло через сетку фильтра 4 и подает его в маслораспределитель 2, находящийся на правой стороне консоли. О работе маслонасоса можно судить по пульсации масла в маслораспределителе.
Количество подаваемого масла в трубку регулируется при помощи винтов маслораспределителя.
Регулировка давления масла в системе смазки производится регулировочным клапаном.
Смазка вертикального винта консоли
В нижней части станины имеется масляная ванна, предназначенная для смазки винта вертикального хода консоли. Уровень масла при заливке определяется по маслозаливочному отверстию 10 (рис. 22). Заливка производится до тех пор, пока масло не начинает выливаться из этого отверстия. Консоль при заливке масла должна быть опущена.
22). Заливка производится до тех пор, пока масло не начинает выливаться из этого отверстия. Консоль при заливке масла должна быть опущена.
Смазка салазок
Смазка салазок осуществляется от шестеренчатого насоса 27 механизма выбора люфта (рис. 18).
При нажатии на кнопку 4 начинает работать насос, подающий масло в распределитель, из которого оно поступает к точкам смазки.
Указателем начала подачи масла служит струйный маслораспределитель 1. Через 4..5 сек. после появления масла в маслоуказателе кнопку 4 следует отпустить. Смазку салазок нужно производить два раза в смену.
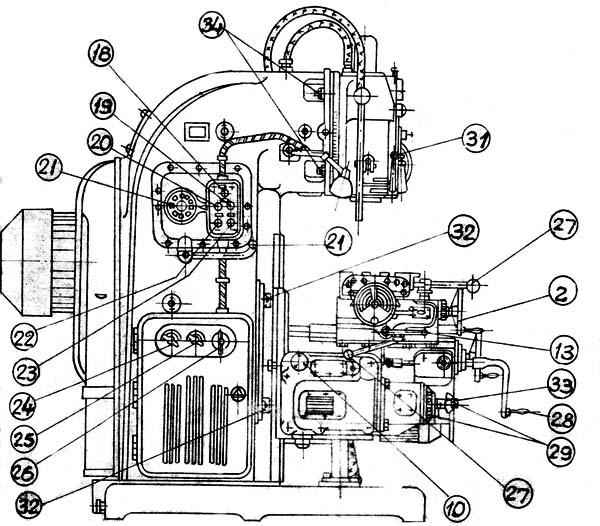
6Р12 Расположение составных частей консольно-фрезерного станка
Расположение составных частей фрезерного станка 6р12
Перечень составных частей консольно-фрезерного станка 6Р12
- Станина — 6Р12-1
- Поворотная головка — 6Р12-31
- Коробка скоростей — 6М12П-3
- Коробка подач — 6Р82-4
- Коробка переключения — 6Р82-5
- Консоль — 6Р12-6
- Стол и салазки — 6Р82Г-7
- Электрооборудование — 6Р12-8
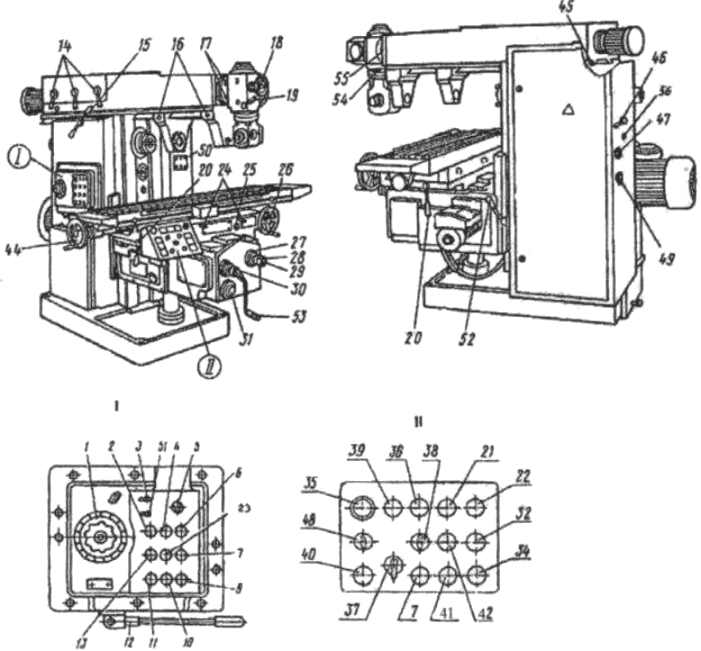
Расположение органов управления консольно-фрезерным станком 6Р12
Расположение органов управления консольно-фрезерным станком 6Р12
Перечень органов управления консольно-фрезерным станком 6Р12
- Кнопка „Стоп» (дублирующая)
- Кнопка „Пуск шпинделя» (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка „Быстро стол» (дублирующая)
- Кнопка „Импульс шпинделя»
- Переключатель освещения
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка „Быстро стол»
- Кнопка „Пуск шпинделя»
- Кнопка „Стоп»
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Лимб механизма поперечных перемещений стола
- Кольцо-нониус
- Рукоятка ручного вертикального перемещения стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола
- Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующая)
- Переключатель направления вращения шпинделя „влево-вправо»
- Переключатель насоса охлаждения „включено выключено»
- Переключатель ввода „включено-выключено»
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Особенности
Шпиндель станка активируется и останавливается кнопками «Пуск» и «Стоп».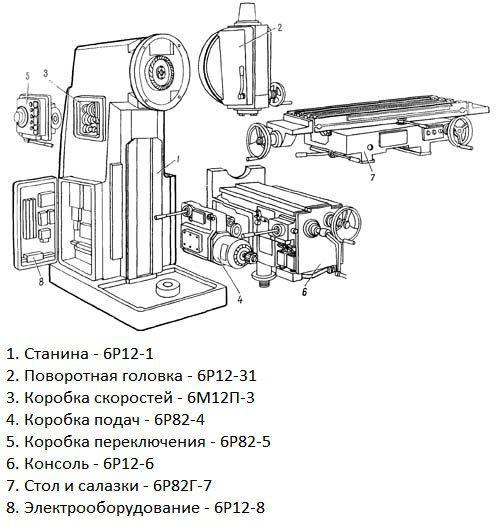 Вторая клавиша также стопорит двигатель подачи. Перевод оборудования в режим ускоренного хода осуществляется посредством отдельной кнопки.
Вторая клавиша также стопорит двигатель подачи. Перевод оборудования в режим ускоренного хода осуществляется посредством отдельной кнопки.
Если выбрана одна из рабочих передач, оператор не сможет активировать другую скорость, схема будет просто блокировать такую попытку. Двигатель, вращающий шпиндельный элемент, тормозится по электродинамическому принципу. Электросхема также содержит специальное реле, предохраняющее от пробоя выпрямителей, который может возникнуть при отключении мотора.
Автоматический режим рассматриваемого оборудования предусматривает следующую работу схемы:
- Активный подвод.
- Рабочая подача.
- Быстрое отведение.
Если используется опция «круглый стол», работник не может активировать другие подачи, поскольку они находятся под блокировкой. Функционирует режим при помощи двигателя подач, имеется возможность подключения быстрого хода.
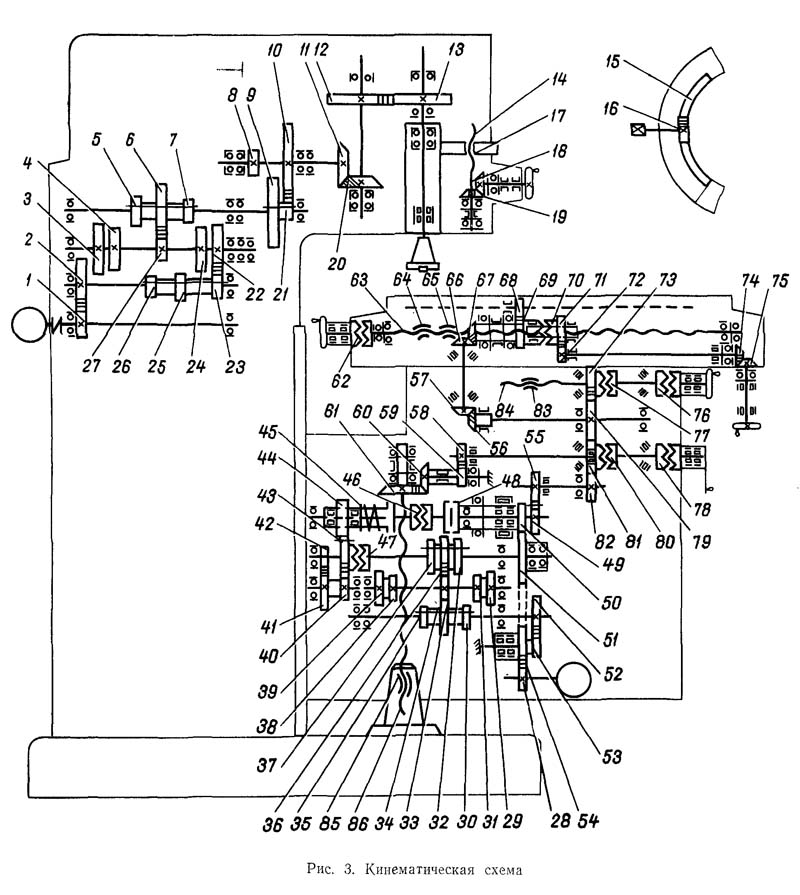
Схема кинематическая консольно-фрезерного станка 6Р12
Кинематическая схема консольно-фрезерного станка 6р12
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Р12Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Р12
Чертеж поворотной головки консольно-фрезерного станка 6р12
Поворотная головка (рис.
центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается.
 Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С; - замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
 Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Р12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Р12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Система охлаждения
Охлаждение рекомендуется применять при работе быстрорежущими фрезами по стали. Оно не только уменьшает нагрев режущих лезвий инструмента, но и улучшает условия резания металла.
Количество подаваемой эмульсии регулируется краном, которым можно пользоваться и как краном-выключателем эмульсии. В качестве охлаждающей жидкости применяются также эмульсии.
По боковой канавке стола (рис. 18, В — В) эмульсия стекает под уклон через фильтр 28, проходит сетки 29 и 30 и через трубку 31 поступает в канавку салазок, выполненную с уклоном. Далее через ниппель и шланг жидкость поступает, в консоль. По мере накопления стружки в фильтре 28 его следует очищать.
Далее через ниппель и шланг жидкость поступает, в консоль. По мере накопления стружки в фильтре 28 его следует очищать.
Схема электрическая принципиальная фрезерного станка 6Р12
Схема электрическая принципиальная фрезерного станка 6р12
Примечания
- * — только для станков 6Р82Ш, 6Р83Ш
- ** — в электросхему механизма зажима инструмента
- *** — только для станков 6Р13Б
Ремонт и обслуживание
Большинство некритических неполадок станка 6Р12 вполне реально устранить самостоятельно, без вызова специалиста:
- Силовой агрегат во время работы сильно греется и гудит. Такая неприятность может возникать по причине межфазного короткого замыкания или нарушения целостности цепи между витками обмотки мотора. Если после починки катушки неисправность не исчезла, требуется замена двигателя.
- Стучит подшипник. Здесь все просто – неисправную деталь меняют на новый элемент.
- Если во время старта мотор гудит и не вращается, необходимо проверить фазы на наличие напряжения. Исправить ситуацию поможет замена плавких вставок.
 Исправить ситуацию поможет замена плавких вставок.
Исправить ситуацию поможет замена плавких вставок.Остальные неисправности требуют участия наладчика или профильного специалиста.
Электрооборудование станка 6Р12
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Дмитровского станкозавода, ДЗФС
Электрооборудование фрезерных станков 6Р11, 6Р81, 6Р81Г, 6Р81Ш
Электрооборудование фрезерных станков 6Н11, 6Н81, 6Н81Г, 6Н81А
Технические характеристики консольного фрезерного станка 6Р12
| Наименование параметра | 6Н12 | 6М12 | 6Р12 | 6Т12 |
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н | Н |
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 250 | 400 | |
| Расстояние от торца шпинделя до стола, мм | 30. .400 .400 | 30..400 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 350 | 350 | 380 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 700 | 700 | 800 | 800 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 240/ 260 | 240/ 260 | 250 | 320 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 370 | 370 | 420 | 420 |
| Пределы продольных подач стола (X), мм/мин | 40..2000 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 27..1330 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 13..665 | 8,3..416,6 | 4,1..530 | 4,1. .530 .530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 22 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 1 | 1 | 1,330 | 1,330 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 63..3150 | 31,5..1600 | 40..2000 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 70 | 70 | 70 |
| Конус фрезерного шпинделя | №3 | №3 | №3 | №3 |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | |||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | 29 | |
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 7 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 1,7 | 2,2 | 2,2 | 3,0 |
| Электродвигатель зажима инструмента, кВт | — | — | — | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 | 9,825 | 1,87 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1745 х 2260 х 2000 | 2395 х 1745 х 2000 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3000 | 3120 | 3250 |
- Аврутин С. В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С. А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
 В. Основы фрезерного дела, 1962
В. Основы фрезерного дела, 1962 А. Современные фрезерные станки и их оснастка, 2006
А. Современные фрезерные станки и их оснастка, 2006Связанные ссылки
- Фрезерные станки. Общие сведения, классификация, основные характеристики и обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
 Действующие производители фрезерных станков
Действующие производители фрезерных станковЭлектрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Габаритные размеры рабочего пространства, посадочные и присоединительные базы
Поверхность стола в миллиметрах имеет размеры, равные 1250 на 320. Перемещение стола продольного типа максимум составляет 800 мм. Для поперечного направления показатель – 320 мм. По вертикали – 420.
По вертикали – 420.
Относительно присоединительных баз размеры сохраняют стандартный уровень, полностью соответствуют сопроводительным документам.
краткое описание, технические характеристики и область применения
Вертикально-фрезерный станок 6Р12 обладает высокими техническими и эксплуатационными показателями. На данном оборудовании производится обработка различных заготовок из стали, чугуна, цветных сплавов. Агрегат одинаково эффективно работает с деталями простой и сложной конфигурации. Основная операция преимущественно ведется торцовыми и концевыми фрезами. Рассмотрим особенности устройства и эксплуатации этой техники.
Устройство
Вертикально-фрезерный станок 6Р12 оснащен вертикальным пинольным шпинделем, рабочей поверхностью в виде передвижного по горизонтали стола. Он зафиксирован на консоли, перемещающейся по вертикали благодаря специальным направляющим элементам. На рассматриваемом оборудовании предусмотрено элементарное числовое программное управление и копировальное приспособление, позволяющее работать с криволинейными деталями.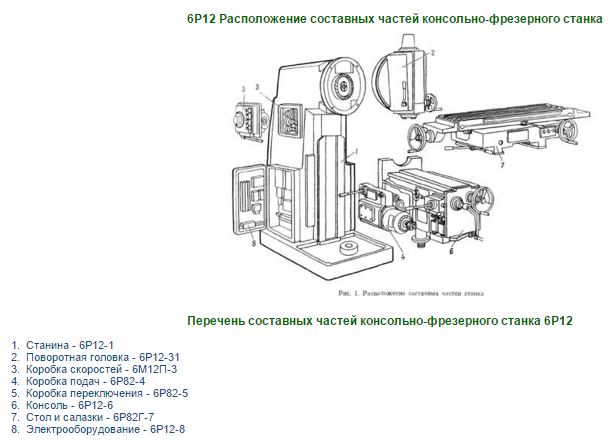
Поворотная головка шпинделя имеет узел осевого механического передвижения гильзы. Такая особенность дает возможность обслуживать отверстия с осями, размещенные по отношению к поверхности стола под диаметрально противоположными углами в 45 градусов.
Принцип работы вертикально-фрезерного станка 6Р12
Криволинейные заготовки на рассматриваемом оборудовании обрабатывают по копирам. Очертание фрезеруемых поверхностей анализируется датчиком электроконтактного типа с подвижным наконечником. Благодаря жесткой конструкции станка на нем можно эксплуатировать фрезы из быстрорежущих сталей, а также синтетические аналоги твердой и сверхтвердой категории.
Вертикальный консольно-фрезерный станок 6Р12 соответствует классу точности «Н», применяется в единичном и серийном производстве. Во всех случаях приспособление демонстрирует высокий показатель выполнения фрезерных и сопутствующих манипуляций.
Технические характеристики вертикально-фрезерного станка 6Р12
Ниже приведены основные параметры рассматриваемого оборудования:
- Габаритные размеры – 2280/1965/2265 мм.
- Вес – 3,2 т.
- Размеры рабочего стола – 1250/320 мм.
- Предельный вес обрабатываемой детали – 250 кг.
- Ход основной поверхности поперечно/продольно – до 800/250 мм.
- Вертикальное смещение основы – до 420 мм.
- Скорость вращения головки шпинделя – 40-2000 оборотов в минуту.
- Число скоростей – 18.
- Диапазон изменения положения пиноли – 70 мм.
- Число подач – 22.
- Мощность электромотора – 7500 Вт.

Большинство характеристик вертикально-фрезерного станка 6Р12 перешло к его аналогам и последующим моделям. Среди самых популярных модификаций агрегата:
- Версия 6Р13Ф3 (с многофункциональным комплексом ЧПУ).
- Широкоуниверсальная модель 6Р13.
- Варианты 6Т12 и 6Т12-1.
- Зарубежные аналоги (FV401, X5032, ВМ127М, 6Д12).
Электросхема
Вертикально-фрезерный станок 6Р12 оборудован электродвигателем силой 7,5 кВт и мотором подачи на 2,2 кВт. Электрическая схема приспособления дает возможность оператору выбрать одну из трех рабочих позиций:
- Автоматический режим (стол перемещается в продольном направлении).
- Управление посредством рукояток и кнопок.
- Функцию круглого стола.

Чтобы упростить переключение подающих скоростей и вращение шпинделя, агрегат оснастили прибором импульсного пуска силовой установки. При использовании кнопок и рычагов схема функционирует за счет замыкания контактов соответствующих клавиш.
Особенности
Шпиндель станка активируется и останавливается кнопками «Пуск» и «Стоп». Вторая клавиша также стопорит двигатель подачи. Перевод оборудования в режим ускоренного хода осуществляется посредством отдельной кнопки.
Если выбрана одна из рабочих передач, оператор не сможет активировать другую скорость, схема будет просто блокировать такую попытку. Двигатель, вращающий шпиндельный элемент, тормозится по электродинамическому принципу. Электросхема также содержит специальное реле, предохраняющее от пробоя выпрямителей, который может возникнуть при отключении мотора.
Автоматический режим рассматриваемого оборудования предусматривает следующую работу схемы:
- Активный подвод.
- Рабочая подача.
- Быстрое отведение.

Если используется опция «круглый стол», работник не может активировать другие подачи, поскольку они находятся под блокировкой. Функционирует режим при помощи двигателя подач, имеется возможность подключения быстрого хода.
Подготовка к эксплуатации
Перед началом использования вертикально-фрезерного станка 6Р12 следует внимательно изучить паспорт и характеристики прибора. В руководстве представлены технические требования к монтажу, правила использования, способы обслуживания, меры безопасности.
Выбирать место для монтажа оборудования необходимо с учетом его габаритов, массы и параметров. Также следует обратить внимание на наличие свободного пространства для оператора и обрабатываемых заготовок. Тяжелые детали обычно помещают при помощи специальных подъемников.
Рекомендации:
- После распаковки необходимо очистить поверхность оборудования от защитного состава, используя специальные составы.
- Производят смазку агрегатов и элементов, указанных в паспорте.
- Перед эксплуатацией проверяют агрегат на отсутствие дефектов и правильность настройки основных узлов. Стоит учитывать, что фактические параметры могут отличаться от номинальных показателей по причине длительной работы.
- После закрепления фрезы монтируют защитное ограждение. Этот элемент входит в комплект поставки.
- После сборки всех компонентов станок запускают на холостых оборотах, проверяют все рабочие режимы.
Ремонт и обслуживание
Большинство некритических неполадок станка 6Р12 вполне реально устранить самостоятельно, без вызова специалиста:
- Силовой агрегат во время работы сильно греется и гудит. Такая неприятность может возникать по причине межфазного короткого замыкания или нарушения целостности цепи между витками обмотки мотора. Если после починки катушки неисправность не исчезла, требуется замена двигателя.
- Стучит подшипник. Здесь все просто – неисправную деталь меняют на новый элемент.
- Если во время старта мотор гудит и не вращается, необходимо проверить фазы на наличие напряжения. Исправить ситуацию поможет замена плавких вставок.

Остальные неисправности требуют участия наладчика или профильного специалиста.
Ремонт фрезерного станка 6р12 – Морской флот
Сведения о производителе консольно-фрезерного станка 6р12, 6р12Б
Производитель серии универсальных фрезерных станков 6р12, 6р12Б Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Р выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1972 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии М.
Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии М.
Сегодня консольно-фрезерные станки – выпускает предприятие ООО “Станочный Парк”, основанное в 2007 году.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
6Р12 вертикальный консольно-фрезерный станок. Назначение, область применения
Консольно-фрезерный станок с вертикальным пинольным шпинделем имеет крестово перемещающийся в горизонтальной плоскости стол, который смонтирован на вертикально перемещающейся по направляющим стойки консоли.
Станок 6Р12 отличается от станка 6Р13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола. Быстроходные станки 6Р12Б имеют, в отличие от станков 6Р12, повышенный диапазон чисел оборотов шпинделя и подач стола и повышенную мощность двигателя главного движения.
Консольно-фрезерный вертикальный cтанок 6Р12 предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Для обработки криволинейных поверхностей станок оснащен специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки применяются в единичном и серийном производстве.
Класс точности станков Н по ГОСТ 8—77.
Российские и зарубежные аналоги станка 6Р12
FSS315, FSS350MR, (FSS450MR) – 315 х 1250 (400 х 1250) – производитель Гомельский станкостроительный завод
ВМ127М – (400 х 1600) – производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 – 320 х 1250 – производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 – 320 х 1320 – производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) – 320 х 1350 (400 х 1600) – производитель Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
Посадочные и присоединительные базы фрезерного станка 6Р12Б
Посадочные и присоединительные базы фрезерного станка 6р12Б
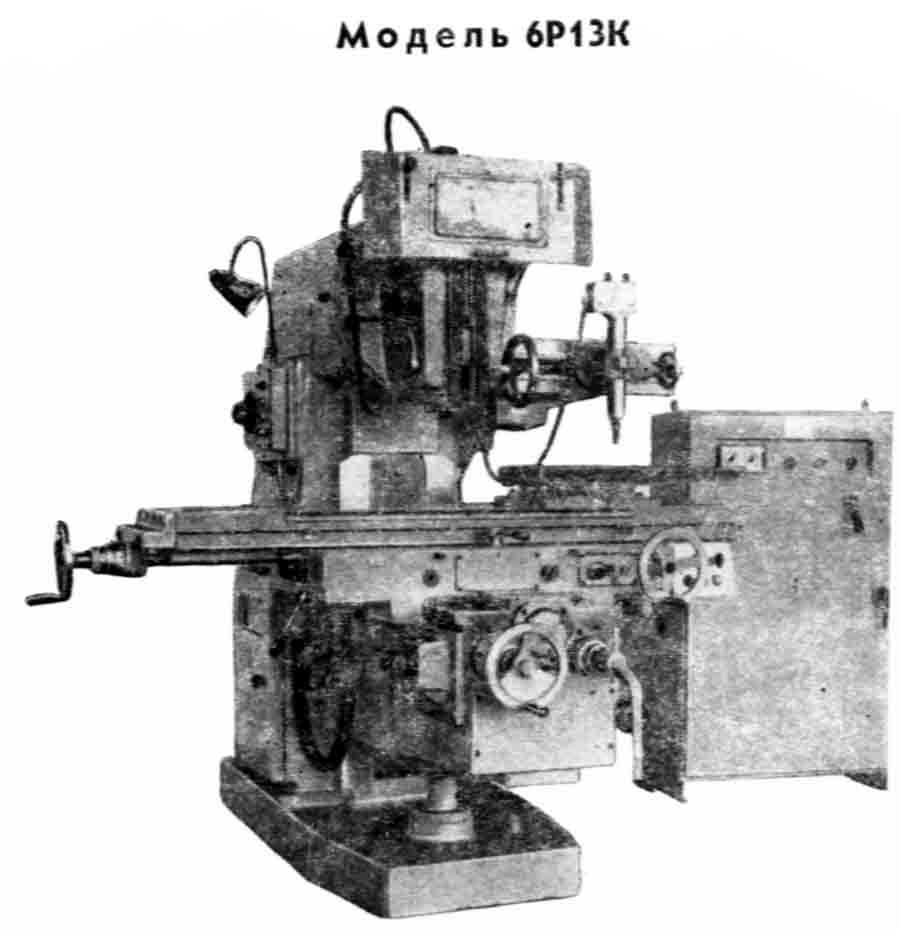
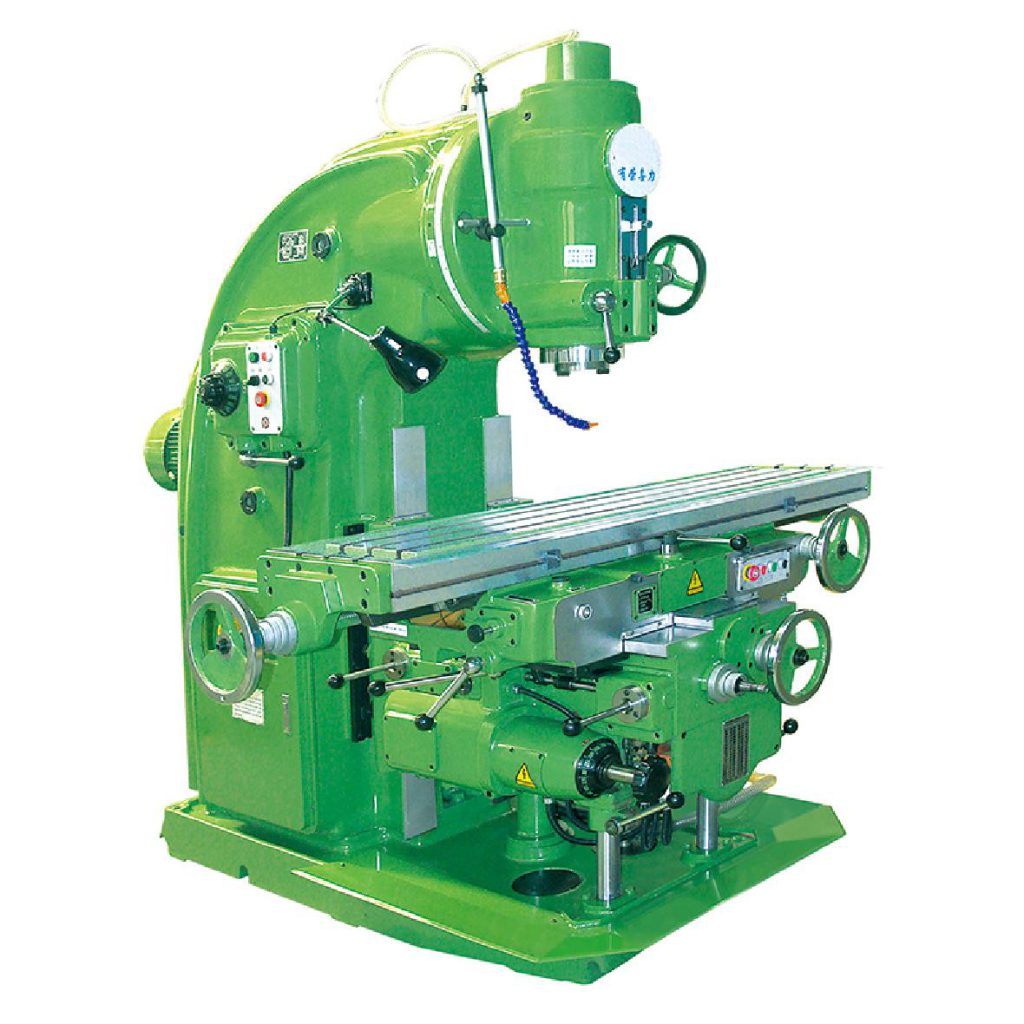
6Р12 Общий вид вертикального консольно-фрезерного станка
Фото вертикального консольно-фрезерного станка 6р12
6Р12 Расположение составных частей консольно-фрезерного станка
Расположение составных частей фрезерного станка 6р12
Перечень составных частей консольно-фрезерного станка 6Р12
- Станина – 6Р12-1
- Поворотная головка – 6Р12-31
- Коробка скоростей – 6М12П-3
- Коробка подач – 6Р82-4
- Коробка переключения – 6Р82-5
- Консоль – 6Р12-6
- Стол и салазки – 6Р82Г-7
- Электрооборудование – 6Р12-8
Расположение органов управления консольно-фрезерным станком 6Р12
Расположение органов управления консольно-фрезерным станком 6Р12
Перечень органов управления консольно-фрезерным станком 6Р12
- Кнопка „Стоп” (дублирующая)
- Кнопка „Пуск шпинделя” (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка „Быстро стол” (дублирующая)
- Кнопка „Импульс шпинделя”
- Переключатель освещения
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка „Быстро стол”
- Кнопка „Пуск шпинделя”
- Кнопка „Стоп”
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Лимб механизма поперечных перемещений стола
- Кольцо-нониус
- Рукоятка ручного вертикального перемещения стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола
- Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующая)
- Переключатель направления вращения шпинделя „влево-вправо”
- Переключатель насоса охлаждения „включено выключено”
- Переключатель ввода „включено-выключено”
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Схема кинематическая консольно-фрезерного станка 6Р12
Кинематическая схема консольно-фрезерного станка 6р12
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.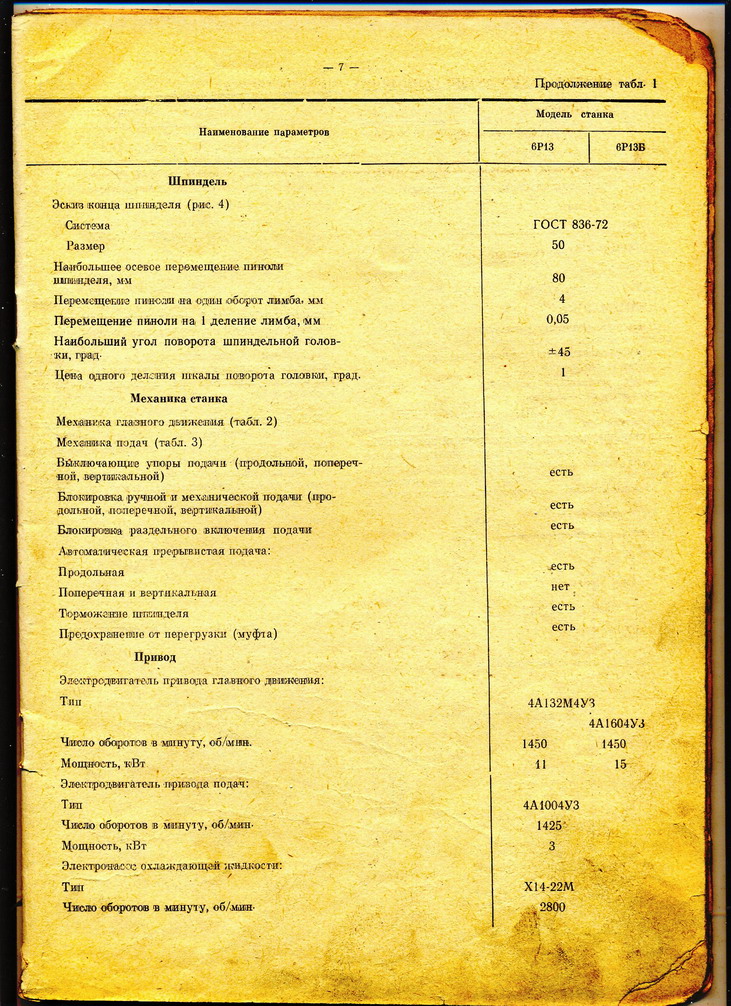
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Р12Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Р12
Чертеж поворотной головки консольно-фрезерного станка 6р12
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
 Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Р12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Р12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Коробка подач фрезерного станка 6Р12, 6Р12Б
Фото коробки подач консольно-фрезерного станка 6р12
Схема электрическая принципиальная фрезерного станка 6Р12
Схема электрическая принципиальная фрезерного станка 6р12
- * – только для станков 6Р82Ш, 6Р83Ш
- ** – в электросхему механизма зажима инструмента
- *** – только для станков 6Р13Б
Электрооборудование станка 6Р12
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
Консольно-фрезерный станок 6Р12. Видеоролик.
Технические характеристики консольного фрезерного станка 6Р12
| Наименование параметра | 6Н12 | 6М12 | 6Р12 | 6Т12 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н | Н |
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 250 | 400 | |
| Расстояние от торца шпинделя до стола, мм | 30. .400 .400 | 30..400 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 350 | 350 | 380 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 700 | 700 | 800 | 800 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 240/ 260 | 240/ 260 | 250 | 320 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 370 | 370 | 420 | 420 |
| Пределы продольных подач стола (X), мм/мин | 40..2000 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 27..1330 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 13..665 | 8,3..416,6 | 4,1..530 | 4,1.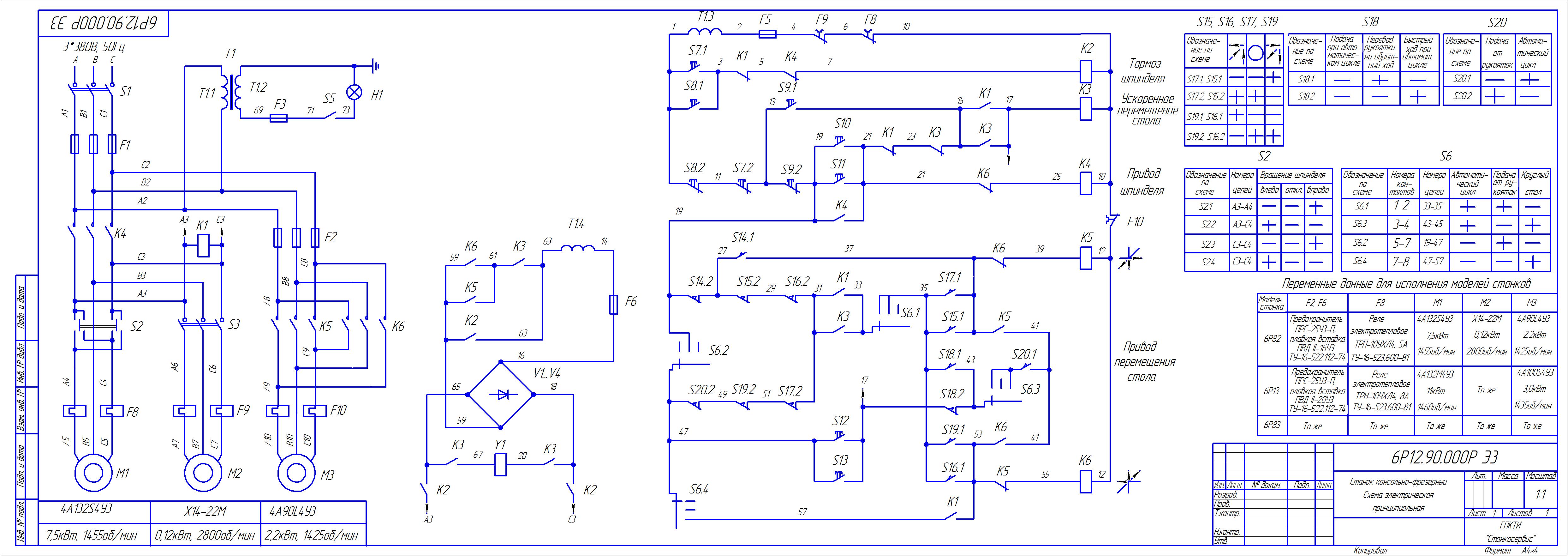 .530 .530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 22 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 1 | 1 | 1,330 | 1,330 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 63..3150 | 31,5..1600 | 40..2000 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 70 | 70 | 70 |
| Конус фрезерного шпинделя | №3 | №3 | №3 | №3 |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | |||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | 29 | |
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 7 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 1,7 | 2,2 | 2,2 | 3,0 |
| Электродвигатель зажима инструмента, кВт | – | – | – | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 | 9,825 | 1,87 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1745 х 2260 х 2000 | 2395 х 1745 х 2000 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3000 | 3120 | 3250 |
6Р12, 6Р12Б Паспорт консольно-фрезерного станка, (djvu) 1,2 Мб, Скачать
Вертикально-Фрезерный станок 6Р12 предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Конструктивные особенности:
Технологические особенности:

Технические характеристики вертикально-фрезерного станка 6Р12
Технические характеристики (основные параметры и размеры согласно ГОСТ 165-65). Ниже приведена таблица содержащая технические характеристика вертикально-фрезерного станка 6Р12. Чтобы посмотреть все технические характеристики станка можно в паспорте станка 6Р12 ссылка на который находится ниже.
Сведения о производителе фрезерного станка модели 6Р12, особенности, описание. Основные технические характеристики, узлы управления и электросхема.
Фрезерный станок модели 6Р12 представляет собой устройство, широко распространенное в машиностроительной области производства. Использовался он часто во времена Советского Союза — практически каждый завод оснащался прибором. Используется в основном для обработки деталей малых и средних размеров. Сфера применения огромная, так как заслужено пользуется уважением не только многофункциональность, но и надежность работы устройства.
Сведения о производителе вертикально-фрезерного станка 6Р12
Производился станок на Горьковском заводе. Это государственное учреждение известно во всем мире, так как именно с его конвейера сходили лучшие виды оборудования для промышленных целей. Основан завод был в 31 году прошлого столетия, и уже через год он стал выпускать модели техники, предназначенные для работы с металлорежущими конструкциями.
Это государственное учреждение известно во всем мире, так как именно с его конвейера сходили лучшие виды оборудования для промышленных целей. Основан завод был в 31 году прошлого столетия, и уже через год он стал выпускать модели техники, предназначенные для работы с металлорежущими конструкциями.
Конкретно серия Р начала выходить в 1972 года. В этом же году появились модификации 6Р12, а вслед за ними и усовершенствованные 6Р12Б. Несколько лет спустя оборудование стало выпускаться с более унифицированной сферой использования — такие станки входили в серию М.
Сейчас Горьковский завод уже не занимается производством оборудования, но вместе с тем, разработанные его сотрудниками устройства можно приобрети в Российской Федерации С 2007 года большую часть приборов поставляет на иностранный и отечественный рынок так называемый Станочный Парк. Занимается выпуском классических и модификационных вариантов консольно-фрезерного типа.
Область применения
Станок 6Р12 относится к фрезерному типу, он используется для элементов небольшого размера. Отлично подходят из чугуна или стали, различных цветных металлов. При этом возможно использование труднообрабатываемых металлов — в этот основное преимущество станка.
Отлично подходят из чугуна или стали, различных цветных металлов. При этом возможно использование труднообрабатываемых металлов — в этот основное преимущество станка.
Допустима обработка не только различных вертикальных и горизонтальных плоскостей, но и наклонных с любым градусом.
Также при помощи устройства можно работать с округленными или кривыми поверхностями, пазами, углами и рамками. Ограничений нет, но необходимо тщательно следовать инструкции. Например, для работы с кривыми поверхностями используется копиры, для угловых под 45 градусами ручное осевое смещение шпинделя и многое другое.
Основные технические характеристики
Характеристики указаны в листе технической эксплуатации. В частности, это:
- Н класс точности по ГОСТ 8-71 и 8-82;
- габариты стола — 1250 на 320 миллиметров;
- от стола до торца — до 450 миллиметров;
- по вертикали станины — 350 миллиметров;
- максимальный вес обрабатываемого элемента — до 250 грамм.
Размеры рабочего стола по оси Х не превышают 800, по У 250, а по Z 420 миллиметров. Скорость направляющих соответственно составляет 4, 4 и 1,33 метра в секунду.
Скорость работы определяет сферу использования и эффективность работы станка. Поэтому особое внимание при планировании конструкции было уделено характеристикам шпинделя. В частности, параметры следующие:
- частота вращения — от 40 до 2 тысяч оборотом в минуту;
- число скоростей — 18;
- отверстие — 29 миллиметров;
- пиноль — 70 миллиметров сдвиг;
- максимальный угол поворота — 45 градусов.
Прибор оснащен различными механическими девайсами. Установлены для облечения работы сотрудника:
- блокировки подач;
- упоры подач;
- предохранительные муфты;
- блокировки включения передач независимо друг от друга;
- возможность резкой подачи.
Установлено три электродвигателя в станке, при этом кВт в первом 7,5, а в приводе передач — 2,2. Общий показатель мощностей составляет 9,8 кВт.
Общий показатель мощностей составляет 9,8 кВт.
В сравнении с другими моделями оборудования 6Р12 довольно габаритный и массивный инструмент. Его масса составляет 3120 килограмм, но производитель допускает, что она может быть несколько увеличена. Длина составляет 23,05, ширина — 19,50 а высота 20,20 сантиметров.
Общий вид вертикального консольно-фрезерного станка
Станок вертикального типа, то есть так расположен пинольный шпиндель. Он находится внутри перемещающейся таким образом стойки. В наличии необходимые устройства и инструментарий, позволяющие обрабатывать практически любые поверхности. Обратить внимание следует изначально на то, что при работе с кривыми поверхностями будет использоваться контур по копирам, который возможно выполнять наконечником датчика.
Через соплю подается СОЖ, используется специальный трубопровод. Есть механизм осевого перемещения самостоятельно — можно выпускать детали под 45 градусами. Используется в конструкции и синтетические варианты из очень твердых материалов, так как приводы мощные, станок имеет высокие показатели мощности. Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
Расположение составных частей
Паспорт изделия содержит информацию о расположении составных узлов. Представлены они станиной, коробками передач и скоростей. Установлена головка поворота и переключения. Также есть управление, детально которое описано ниже в статье. Для удобства специалиста есть салазки и стол.
Расположение и перечень органов управления
Расположение управляющих систем описано в схеме, которая также идет совместно с инструкцией. Безусловно, эту информацию следует изучить специалисту, так как без этого опасно не только заниматься плановым осмотром и в случае необходимости ремонтом, но и выполнять привычные обязанности, связанные со станком. Представленные кнопки:
- Стоп;
- Пуск;
- Быстрый стоп;
- Импульсная;
- Фиксация грибка;
- Изменение положения головки.
Есть дублирующие кнопки, необходимые для работы в аварийном режиме. Указатели представлены Скоростью, Поворотом, Зажимом стола и шпинделя. Есть различные рукоятки, в частности:
Указатели представлены Скоростью, Поворотом, Зажимом стола и шпинделя. Есть различные рукоятки, в частности:
- включающийся перемещения продольные;
- включающиеся перемещения поперечные;
- вертикальная;
- зажим салазок;
- переключение скоростей;
- дублирующие основные рукоятки.
Маховики есть ручных поперечных и продольных перемещений и дубликаты их. Переключатели ручного и автоматического управления, дополнительно установлены зажимы консоли и головки на базовой части аппарата.
Кинематическая схема
Изначально движение подается от электрического двигателя через муфту. От последней начинает двигаться шпиндель при помощи трех блоков с зубцами. Указано в паспорте изделия, что всего допустимо 18 скоростей, которые передаются от коробки шпинделю. В консоли двигатель, который и определяет передачу вращения. Через муфту перемещается далее в консоль.
Влияют на скорость передачи фрикционы хода около двигателя. На станке 6Р12 невозможно включить сразу несколько скоростей, тем самым обеспечивается надежность устройства и специалистов, которые с ним работают. Закрепляющим кинематическую систему элементом служит стандартно станина.
Закрепляющим кинематическую систему элементом служит стандартно станина.
Коробка подач фрезерного станка 6Р12
Коробка подач представляет собой базовый механизм, отвечающий на выбор скорости и передачу ее необходимому механизму. Тип коробки подач 6Р82. Привод подач начинается от электрического двигателя. Он непосредственно на консоли. Подач всего 18 в данном аппарате и получаются они через предохранительную муфты. Влияет на ход выбор винта вертикального, продольного или поперечного типа.
Схема электрическая принципиальная
Схема прибора сложна. Состоит из нескольких блоков управления. Первый на шпинделе, что легко увидеть на принципиальной схеме устройства, идущем в комплекте. Вторая выводится перед столом.
Электрооборудование
Прибор используется от питающей сети 380 В с частотой переменного тока 50 Герц. Управляющие системы постоянным током 65 В, с переменным 110 В. Значения показательные равны 20 Амперам, при этом 63 Ампер в пункте питания. Местное освещение потребуется 24 В.
Местное освещение потребуется 24 В.
Российские и зарубежные аналоги станка
Полного аналога станка не присутствует, но есть схожие по выполняемым задачам. К числу таких относят JTM-949TS, FV 251M, FV 301, FV 321M, FV 361. Точный — Х5032. Схожи модели из единой серии Р.
Рекомендации по эксплуатации
Эксплуатация происходит по регулирующим нормативам. Обратить внимание следует на частые поломки:
- нагрев и сильный шум — проблемы с электрической схемой;
- звук в подшипниках — эксплуатация при отсутствии смазки;
- медлительность коробки скоростей — изнашивание шестерен.
Популярность станка в том, что опытный мастер решит проблемы самостоятельно. Ремонтируют с заменой изношенных деталей.
Вертикально-фрезерный станок 6Р12 уже много лет на службе
Фрезерный станок 6Р12 – одна из наиболее успешных разработок Горьковского завода, который по праву можно считать постсоветским лидером в сфере создания металлорежущей техники. Агрегаты этого модельного ряда увидели мир в 1972 году. С тех пор началось их триумфальное распространение по всей территории СССР, а после – популяризация на постсоветском пространстве.
Агрегаты этого модельного ряда увидели мир в 1972 году. С тех пор началось их триумфальное распространение по всей территории СССР, а после – популяризация на постсоветском пространстве.
Вертикально-фрезерный станок 6Р12 – это агрегат с пинольным шпинделем. Конструкция стола, представляющего собой крестовую поверхность, дает возможность перемещать его по горизонтали и вертикали. Одной из отличительных особенностей 6Р12 можно считать наличие копировального устройства и незамысловатое в эксплуатации числовое программное управление.
Эта техника рассчитана на обработку различных заготовок из металлов (в том числе из труднообрабатываемых). При использовании концевых и торцовых фрез станок способен продемонстрировать максимальную производительность. Как аргумент в пользу универсальности станка можно использовать тот факт, что он способен обрабатывать любые поверхности, будь то горизонтальные, вертикальные или наклонные плоскости, углы, пазы, рамки и криволинейные поверхности.
К слову, последние удается обрабатывать с высокой точностью, благодаря наличию специального копировального механизма, о котором было сказано выше. Криволинейные поверхности обрабатываются с помощью специальных копиров, чьи контуры определяются наконечником встроенного датчика.
У фрезерного станка 6Р12 есть ряд конструктивных особенностей, о которых стоит упомянуть. Среди них:
- Подача смазочно-охлаждающей жидкости осуществляется через особое сопло по трубкам непосредственно к рабочему инструменту. Такая конструкция обеспечивает минимальных износ ключевых узлов и деталей.
- Поворотная шпиндельная головка укомплектована специальным механизмом, который дает возможность передвигать гильзу шпинделя по оси. Это дает возможность обрабатывать отверстия, чья ось располагается под углом в 45 градусов по отношению к рабочей поверхности.
- Наличие высокомощного мотора и отменная жесткость конструкции вертикально-фрезерного станка 6Р12 дает возможность задействовать в работе инструмент из быстрорежущей высокопрочной стали и инструмент, изготовленный с применением сверхтвердых искусственных материалов.
Таким образом, несмотря на то, что эта техника была спроектирована относительно давно, она все ещё отвечает основным требованиям рынка. А ее универсальность и многофункциональность позволяет эксплуатировать ее как для целей единичного производства, так и на крупномасштабных предприятиях, где она подвергается самым жестким испытаниям.
У 6Р12 существует целый ряд модификаций, среди которых отметим ключевые:
- 682 – прародитель модели 6Р12, представленный Горьковским заводом в довоенное время.
- 6Н13ПР – уникальная разработка Горьковского завода, получившая звание «Гран-При» на Брюссельской выставке.
- 6Н13Ф3-2 – станок консольного типа, оснащенный числовым программным управлением.
- 6Р12Б – быстроходный высокомощный агрегат, рассчитанный на интенсивную эксплуатацию.
- 6Р13РФ3 – агрегат, укомплектованный программным управлением и револьверной головкой.
- 6Р12К-1К-1 – техника, оснащенная устройством копирования.
Каждая из представленных моделей сыграла свою роль в развитии отечественного станкостроения и в эволюции модели 6Р12 в частности.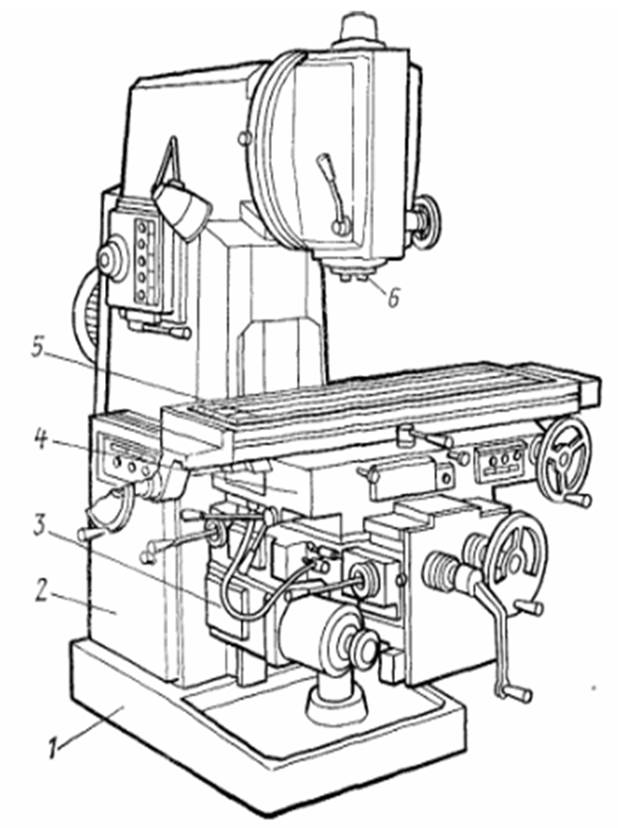 Но можно ли считать этот фрезерный станок незаменимым? Разумеется, его цена более чем демократична, что является несомненным плюсом 6Р12.
Но можно ли считать этот фрезерный станок незаменимым? Разумеется, его цена более чем демократична, что является несомненным плюсом 6Р12.
Если же говорить о технологическом совершенстве, то у данного агрегата есть масса конкурентов, основные из которых – это:
- FSS315 – белорусский аналог 6Р12;
- ВМ127М – техника, производимая Воткинским машиностроительным заводом;
- 6Д12 – агрегат, спроектированный ДЗФС;
- X5032 – основной импортный конкурент 6Р12, производимый в КНР;
- FV321M – детище болгарской компании Arsenal J.S.Co.
Характеристики модели 6Р12
Рассмотрим наиболее важные параметры станка:
- Рабочая поверхность составляет 1250х320 миллиметров;
- Предельное расстояние до шпинделя – 450 миллиметров;
- 18 встроенных скоростей шпинделя;
- 22 подачи стола;
- Диапазон частот вращения шпинделя – 31.5-1600 оборотов в минуту;
- Мощность основного привода – 7.5 кВт;
- Мощность привода подач – 3 кВт;
- Предельно допустимая масса обрабатываемой заготовки – 400 кг;
- Габариты агрегата: 2280х1965х2265 миллиметров;
- Масса агрегата: 3250 кг.
Выводы
Фрезерный станок 6Р12– это техника, зарекомендовавшая себя как надежная, неприхотливая в обслуживании и очень «живучая» даже при агрессивной эксплуатации. Несмотря на то, что спроектирована она была относительно давно, она всё еще остается серьезным конкурентом многих зарубежных аналогов.
Мощная и производительная, простая и многофункциональная, она сочетает в себе именно те качестве, которые важны опытному мастеру. Все это и стало причиной ее активной популяризации на постсоветском пространстве, где у нее есть явное ценовое преимущество.
Рекомендуем почитать
Вертикально-фрезерный 6Т10, 6Р11, 6Р12, 6Р13
Цель ремонта: капитальный ремонт, восстановление технических характеристик согласно паспортным данным завода изготовителя
Перечень проводимых работ при капитальном ремонте
|
Получение станка в ремонт -составление дефектной ведомости -очистка от стружки и масла -разборка на узлы, мойка узлов -разборка узлов на детали -мойка деталей
|
|
Ремонт станины -разборка, промывка, дефектация -шлифовка вертикальных направляющих -окраска -сборка |
|
Ремонт поворотной головки -разборка, промывка, дефектация -ремонт шпинделя, замена изношенных деталей -проверка геометрической точности шпинделя и регулировка осевого люфта -окраска -сборка |
|
Ремонт коробки скоростей -разборка, промывка, дефектация -замена изношенных деталей |
|
Ремонт коробки переключений -разборка, промывка, дефектация -ремонт и замена комплектующих -замена подшипников -внутренняя окраска -сборка |
|
Ремонт коробки подач -разборка, промывка, дефектация -ремонт механизма переключения подач -замена подшипников -внутренняя окраска -сборка
|
|
Ремонт консоли -разборка, промывка, дефектация -шлифовка вертикальных направляющих -шлифовка вертикальных клиньев и прижимных планок -шлифовка поперечных направляющих -шлифовка поперечного клина и прижимных планок -ремонт системы смазки -сборка |
|
Ремонт стола -разборка, промывка, дефектация -шлифовка продольных направляющих и рабочей поверхности -ремонт кронштейнов стола -внутренняя окраска
|
|
Ремонт салазок -разборка, промывка, дефектация -шабровка направляющих -подгонка клина и прижимных планок, замена кронштейнов -внутренняя покраска -сборка |
|
Ремонт системы смазки -разборка, промывка, дефектация -ремонт (замена) элементов системы смазки -сборка |
|
Ремонт электрооборудования -демонтаж старого электрооборудования -установка нового электрошкафа -установка новой аппаратуры цепей управления в электрошкафу -ремонт(замена) устройств сигнальной арматуры и освещения
-ремонт (замена) эл. |
|
Ремонт системы СОЖ -разборка, промывка, дефектация -ремонт(замена) элементов системы СОЖ -окраска -сборка |
|
Ремонт системы смазки -разборка, промывка, дефектация -ремонт (замена) элементов системы смазки -сборка |
|
Ремонт ограждений Сборка, шпатлевка и окраска Испытание станка на холостом ходу на всех скоростях и подачах Испытание станка под нагрузкой |
|
Сдача ОТК -механика (проверка геометрической точности, проверка на чистоту обработки детали, проверка на вибрации и, жесткость, проверка люфтов, проверка на шум и нагрев) -электрика Сдача станка заказчику
|
Результатом оказанных услуг является
· Полностью функционирующая и комплектная единица оборудования, с восстановленными техническими характеристиками согласно паспортным данным
завода изготовителя, принятая Заказчиком;
· Полный комплект необходимой документации;
Общее описание
Вертикально-фрезерные станки 6Т10, 6Р11, 6Р12, 6Р13 предназначены для фрезерования, сверления и выполнения расточных работ заготовок любых форм и из любых материалов –
от чугуна до сплавов цветных металлов, пластмасс. Шпиндельная головка вертикально-фрезерных станков оснащена механизмами поворота и ручного осевого перемещения шпинделя.
Шпиндельная головка вертикально-фрезерных станков оснащена механизмами поворота и ручного осевого перемещения шпинделя.
Это позволяет производить обработку отверстий, расположенных под наклоном до ±45° к поверхности стола.
Табл. 1 Технические характеристики станков 6Т10;6Р11; 6Р12; 6Р13
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Длина рабочей поверхности стола, мм | 1800, 1000, 1250, 1600 |
| Ширина стола, мм | 200, 250, 320, 400 |
| Перемещение стола X,Y,Z, мм |
630_200_360; 800_320_420; 1000_400_430 |
| Пределы частот вращения шпинделя, Min/Max, об/мин |
50/2240 |
| Мощность двигателя главного движения, кВт | 5,5;7,5;11 |
| Габарит станка: Длина_ширина_высота, мм |
1505_1900_1808 |
| Масса станка, кг | 1340;2360;3250;4300 |
Вертикально-фрезерный станок 6Р12
Описание станка
На станке вертикально-фрезерном 6Р12 можно выполнять различные фрезерные, расточные, а так же сверлильные операции по обработке заготовок разной формы и с любыми габаритами, из цветных металлов, стали, чугуна и прочих сплавов.
Шпиндельная головка станка снабжена дополнительным механизмом перемещения гильзы шпинделя по оси, данный механизм позволяет проводить обработку отверстий с наклоном оси под 45° к поверхности стола.
За счет мощных приводов и относительной жесткости станка на нем можно применять фрезы из специальной быстрорежущей стали и другой инструмент из прочных и сверхпрочных синтетических материалов.
Особенности конструкции станка• механическое закрепление инструмента в шпинделе;
• установлен механизм, пропорционально замедляющий подачу;
• установлен механизм, который позволяет регулировать зазор в винтовой паре продольной подачи;
• установлена муфта, защищающая привод подачи от нежелательных перегрузок;
• при остановке эл. магнитной муфты, происходит торможение горизонтального шпинделя;
• станок снабжен системой защиты от стружки.
Из технологических особенностей станка 6Р12 можно выделить надежность и долговечность конструкции, мощность приводов, широкий диапазон подач и частот вращения, а так же большой выбор автоматических циклов работы.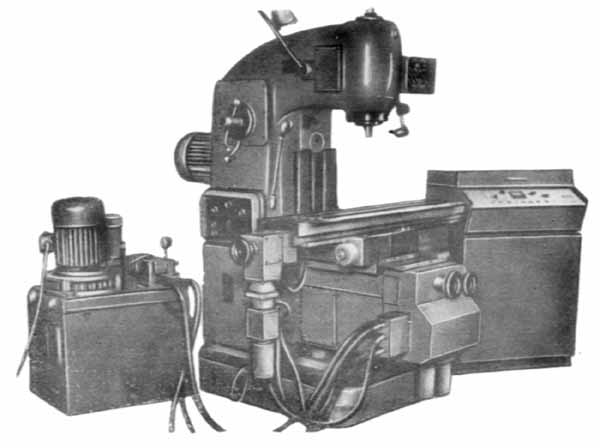
__________________________
Скачать паспорт на вертикально-фрезерный станок 6Р12
Паспорт и инструкция по эксплуатации (СССР)
__________________________
Технические характеристики вертикально-фрезерного станка 6Р12
| Характеристика | 6Т12 (6Р12) |
| Размеры стола станка, мм | 320х1250 |
| Перемещение стола, мм – продольное (X) – поперечное (Y) – вертикальное (Z) |
800 320 420 |
| Угол разворота в продольной плоскости шпиндельной головки, град | ± 45 |
| Средняя частота вращения основного шпинделя, об/мин | 31,5…1600 |
| Конус основного шпинделя | 50 |
| Подача стола, мм/мин: – продольная (X) – поперечная (Y) – вертикальная (Z) |
12,5.  ..1600 ..1600 12,5…1600 4,1…430 |
| На быстром ходу, мм/мин: – продольный (X) 4000 – поперечный (Y) 4000 – вертикальный (Z) 1330 |
4000 4000 1330 |
| Мощность основного шпинделя, кВт | 7,5 |
| Габаритные размеры, мм | 2280х1965х2265 |
| Масса, кг | 3250 |
Обозначение запчастей к фрезерному станку 6р12. Коробка передач
Станок вертикально-фрезерный 6П12 предназначен для выполнения различных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения втулки шпинделя, что позволяет обрабатывать отверстия, ось которых расположена под углом до ± 45 ° к рабочей поверхности стола. .
Приводная мощность и высокая жесткость станков позволяют использовать фрезы из быстрорежущей стали, а также инструменты, оснащенные пластинами из твердых и сверхтвердых синтетических материалов.
Особенности конструкции:
- резцедержатель механизированный в шпинделе;
- механизм пропорционального замедления подачи;
- устройство для периодической регулировки размера зазора в винтовой паре продольной подачи;
- предохранительная муфта для защиты привода подачи от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от летящих стружек.
- различных автоматических рабочих циклов;
- широкий диапазон скоростей шпинделя и подач стола;
- высокая мощность привода;
- высокая жесткость;
- надежность и долговечность.
Технологические особенности:
Технические характеристики вертикально-фрезерного станка 6Р12
Технические условия (основные параметры и размеры по ГОСТ 165-65). Ниже представлена таблица, содержащая технические характеристики вертикально-фрезерного станка 6П12. Ознакомиться со всеми техническими характеристиками станка можно в паспорте станка 6Р12, ссылка на который находится ниже.
Ознакомиться со всеми техническими характеристиками станка можно в паспорте станка 6Р12, ссылка на который находится ниже.
| Название параметра | Шт. | Количество |
| Класс точности по ГОСТ 8-71 | | |
| Длина рабочей поверхности стола | ||
| Ширина рабочей поверхности стола | ||
| Количество Т-образных пазов | ||
| Наибольшее продольное перемещение стола | ||
| Наибольшее поперечное перемещение стола | ||
| Наибольшее вертикальное перемещение стола | 410 | |
| Наименьшее и наибольшее расстояние от конца шпинделя до стола | мм | |
| Расстояние от оси шпинделя до вертикальных направляющих станины | мм | |
| Перемещение стола на одно деление конечности (продольное, поперечное, вертикальное) | мм | |
| Перемещение стола на один оборот циферблата (продольный, поперечный и вертикальный) | мм | |
| Наибольший вес заготовки | кг | |
| Наибольшее осевое перемещение пиноли шпинделя | мм | |
| Перемещение пиноли на один оборот циферблата | мм | |
| Переместите перо на одно деление циферблата | мм | |
| Наибольший угол поворота шпиндельной головки | град | |
| Цена одного деления вращения шпиндельной головки | град | |
| Мощность главного привода | кВтч | |
| Скорость главного привода | об / мин | |
| Мощность привода подачи | кВтч | |
| Частота вращения приводов подачи | об / мин | |
| Длина станка | мм | |
| Ширина машины | мм | |
| Высота машины | мм | |
| Вес станка | т |
Внимание! Эти технические данные могут отличаться в зависимости от года выпуска машины. Полная стоимость ходов, указанная в характеристиках, может использоваться только при отсутствии деталей и устройств, ограничивающих движение стола, салазок или консоли.
Полная стоимость ходов, указанная в характеристиках, может использоваться только при отсутствии деталей и устройств, ограничивающих движение стола, салазок или консоли.
Техническое описание станка вертикально-фрезерного 6П12
Техническое описание вертикального фрезерного станка 6Р12 содержит информацию, необходимую как для обслуживающего персонала этого станка, так и для сотрудников, непосредственно связанных с работой на этом станке. Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
- Назначение и область применения вертикально-фрезерного станка 6Р12
- Состав машины
- Устройство и работа станка и его узлов
- Система смазки станка 6Р12
Скачать бесплатно «Техническое описание вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке ниже:
Техническое описание вертикально-фрезерного станка 6Р12. Бесплатно скачать
Инструкция по эксплуатации вертикально-сверлильного станка 6П12
Руководство по эксплуатации вертикально-фрезерного станка 6Р12 содержит информацию, необходимую как для обслуживающего персонала, так и для сотрудников, непосредственно связанных с работой на этом станке. Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
- Правила техники безопасности
- Порядок установки
- Наладка, пуско-наладка и режимы работы
- Охлаждение инструмента
- Постановление
- Схема расположения подшипников
Бесплатно скачать «Инструкцию по эксплуатации вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке ниже:
Инструкция по эксплуатации вертикально-фрезерного станка 6Р12.Бесплатно скачать
Паспорт на станок вертикально-сверлильный 6П12
Паспорт вертикально-фрезерного станка 6Р12 содержит информацию, необходимую как обслуживающему персоналу этого станка, так и сотруднику, непосредственно связанному с работой на этом станке. Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
- Общая информация
- Основные технические данные и характеристики
- Детали для ремонта
- Информация об изменениях в станке
- В комплекте
- Гарантия
Вы можете бесплатно скачать «Паспорт вертикально-фрезерного станка 6Р12» в хорошем качестве по ссылке ниже:
Паспорт вертикально-фрезерного станка 6Р12. Бесплатно скачать
Бесплатно скачать
Электрическая схема вертикально-фрезерного станка 6П12
Принципиальная электрическая схема вертикально-фрезерного станка 6Р12 представлена на следующем рисунке:
Вы можете бесплатно скачать электрическую схему вертикально-фрезерного станка 6Р12 с техническими характеристиками и в отличном качестве по ссылке ниже:«Принципиальная электрическая схема вертикально-фрезерного станка 6Р12». Превосходное качество. Скачать.
Руководство по эксплуатации электрооборудования станка 6П12
В данном руководстве представлена информация о работе электрооборудования вертикально-фрезерного станка 6Р12.Он содержит описание электрооборудования станка 6Р12, принципиальную электрическую схему, схему подключения, схему расположения электрооборудования на станке и др.
Скачать «Руководство по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12» в хорошем разрешении и качестве можно по ссылке ниже:
«Руководство по эксплуатации электрооборудования вертикально-сверлильного станка 6П12». Бесплатная загрузка.
Бесплатная загрузка.
Кинематическая схема вертикально-фрезерного станка 6Р12
Кинематическая схема вертикально-фрезерного станка представлена на следующих рисунках:
Скачать кинематическую схему вертикально-фрезерного станка 6Р12 в отличном разрешении и качестве можно по ссылке ниже:
«Кинематическая схема вертикально-фрезерного станка 6Р12».Превосходное качество. Бесплатная загрузка.
Более подробную информацию о «Станке 6Р12» можно найти по ссылке ниже:
Информация об изготовителе консольно-фрезерного станка 6П12, 6р12Б
Производитель универсальных фрезерных станков серии 6п12, 6п12Б, основан в 1931 году.
Завод специализируется на производстве широкого спектра универсальных фрезерных станков, а также фрезерных станков с УЦИ и ЧПУ и является одним из самых известных станкостроительных предприятий России.
С 1932 года Горьковский завод фрезерных станков занимается производством станков и специализируется на проектировании и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Р выпускаются Горьковским заводом фрезерных станков (ГЗФС) с 1972 года. Станки схожи по конструкции, широко унифицированы и являются дальнейшим усовершенствованием аналогичных станков серии М.
Сегодня консольно-фрезерные станки производит компания ООО «Машинный парк» , основанная в 2007 году.
История производства станков Горьковским заводом, ГЗФС
IN 1972 г. 6P 6R12 , 6Р12Б , 6R13 , 6Р13Б , 6Р13Ф3 , 6П82 , 6Р82Г , 6Р82Ш , 6П83 , г. 6Р83Г , 6Р83Ш .
IN 1975 г. Сдано в производство копировально-консольно-фрезерных станка: 6Р13К .
IN 1978 г. Сдано в производство копировально-консольно-фрезерных станка 6Р12К-1 , 6Р82К-1 .
IN 1985 серия из 6Т-1 консольно-фрезерных станков: 6Т12-1 , 6Т13-1 , г. 6Т82-1 , 6T83-1 и GF2171 .
6Т82-1 , 6T83-1 и GF2171 .
IN 1991 серия консольно-фрезерных станков 6Т : 6Т12 , 6Т12Ф20 , 6Т13 , 6Т13Ф20 , 6Т13Ф3 , 6Т82 , 6Т82Г , 6Т82ш , 6Т83 , 6Т83Г , 6Т83Ш .
Станок вертикально-консольно-фрезерный 6Р12. Назначение, область применения
Консольно-фрезерный станок с вертикальным полым шпинделем имеет стол, перемещающийся крест-накрест в горизонтальной плоскости, который установлен на консоли, перемещающейся вертикально по направляющим консоли.
Станок 6П12 отличается от станка 6П13 установленной мощностью двигателей главного движения и подачи, размером рабочей поверхности стола и величиной перемещения стола.Высокоскоростные станки 6Р12Б имеют, в отличие от станков 6П12, увеличенный диапазон скоростей вращения шпинделя и подач стола и увеличенную мощность двигателя главного движения.
Консольно-вертикальный фрезерный станок 6Р12 предназначен для обработки всех видов деталей из стали, чугуна, труднообрабатываемых и цветных металлов, в основном концевыми и концевыми фрезами. Станки могут обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамы, криволинейные поверхности.
Станки могут обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамы, криволинейные поверхности.
Для обработки криволинейных поверхностей станок оборудован специальным копировальным устройством.Обработка криволинейных поверхностей осуществляется копировальными аппаратами, контур которых ощущается кончиком электроконтактного датчика движения стола.
Охлаждающая жидкость подается от двигателя центробежного вертикального насоса по трубопроводам через патрубок к инструменту.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения втулки шпинделя, что позволяет обрабатывать отверстия, ось которых расположена под углом до ± 45 ° к рабочей поверхности стола. .Мощность приводов и высокая жесткость станков позволяют использовать фрезы из быстрорежущей стали, а также инструменты, оснащенные пластинами из твердых и сверхтвердых синтетических материалов.
Станки используются в единичном и серийном производстве.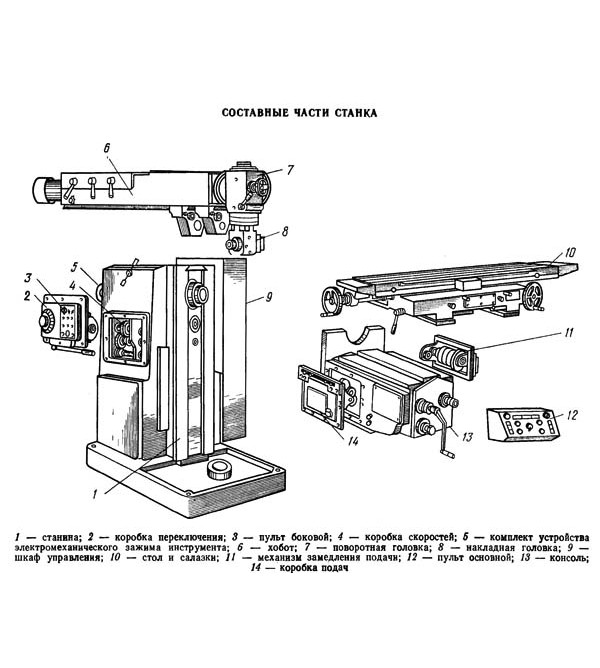
Класс точности станков Н по ГОСТ 8-77.
Российские и зарубежные аналоги станка 6П12
FSS315, FSS350MR, (FSS450MR) – 315 x 1250 (400 x 1250) – производитель Гомельский станкостроительный завод
ВМ127М – (400 х 1600) – производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 – 320 х 1250 – производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 – 320 x 1320 – производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) – 320 x 1350 (400 x 1600) – производитель Arsenal J.S.Co. – Казанлык, Арсенал АД, Болгария
Посадочно-присоединительные базы фрезерного станка 6Р12Б
Посадочно-присоединительные базы фрезерного станка 6р12Б
6П12 Общий вид станка консольно-фрезерного вертикального
Фотография вертикального консольно-фрезерного станка 6п12
6Р12 Расположение комплектующих консольно-фрезерного станка
Расположение узлов фрезерного станка 6п12
- Кровать – 6R12-1
- Головка поворотная – 6П12-31
- Коробка передач – 6М12П-3
- Коробка подающая – 6П82-4
- Распределительная коробка – 6П82-5
- Консоль – 6П12-6
- Стол и слайд – 6Р82Г-7
- Электрооборудование – 6П12-8
Расположение органов управления консольно-фрезерным станком 6П12
Перечень органов управления консольно-фрезерным станком 6П12
- Кнопка остановки (дубликат)
- Кнопка запуска шпинделя (дубликат)
- Стрелка-указатель оборотов шпинделя
- Индикатор частоты вращения шпинделя
- Кнопка “Быстрый стол” (дубликат)
- Импульсная кнопка шпинделя
- Выключатель света
- Вращение головы
- Зажим втулки шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка для включения продольных перемещений стола
- Зажимы для стола
- Маховик для ручного продольного перемещения стола
- Кнопка «Быстрый стол»
- Кнопка запуска шпинделя
- Кнопка остановки
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик для ручного перемещения стола в поперечном направлении
- Плечо механизма поперечных перемещений стола
- Нониусное кольцо
- Ручка для ручного вертикального перемещения стола
- Кнопка фиксации переключателя подачи
- Грибок переключателя кормов
- Указатель подачи стола
- Стрелка-указатель подачи стола
- Рукоятка для включения поперечной и вертикальной подачи стола
- Зажим ползуна на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Рукоятка включения поперечной и вертикальной подачи стола (дублирующая)
- Маховик для ручного продольного перемещения стола (дублирование)
- Переключатель направления вращения шпинделя “влево-вправо”
- Выключатель насоса охлаждающей жидкости «вкл. Выкл.»
- Входной выключатель
- Ручка переключения скорости шпинделя
- Автоматический или ручной переключатель управления и круглый стол
- Консольный зажим на станине
- Маховик для выдвижения втулки шпинделя
- Крепление изголовья к кровати
 Выкл.»
Выкл.»Кинематическая схема консольно-фрезерного станка 6П12
Кинематическая схема консольно-фрезерного станка 6п12
Кинематическая диаграмма показана для понимания соединений и взаимодействий основных элементов машины.Выноски отмечены количеством зубьев (g) шестерен (звездочкой указано количество запусков червяка).
Основное движение приводится электродвигателем с фланцевым соединением через упругую муфту.
Скорость шпинделя изменяется перемещением трех зубчатых передач вдоль шлицевых валов.
Коробка передач дает шпинделю 18 различных скоростей.
Подача приводится в движение фланцевым электродвигателем, установленным в консоли. Коробка подачи с помощью двух блоков с тремя коронками и подвижной шестерни с кулачковой муфтой обеспечивает 18 различных подач, которые через шаровой предохранитель передаются на консоль, а затем, при включении соответствующей кулачковой муфты, на винты продольного, поперечного и вертикального перемещений.
Коробка подачи с помощью двух блоков с тремя коронками и подвижной шестерни с кулачковой муфтой обеспечивает 18 различных подач, которые через шаровой предохранитель передаются на консоль, а затем, при включении соответствующей кулачковой муфты, на винты продольного, поперечного и вертикального перемещений.
Ускоренные движения получаются при включении быстроходной муфты, вращение которой осуществляется через промежуточные шестерни непосредственно от двигателя подачи.
Муфта заблокирована с муфтой рабочей подачи, что исключает возможность их одновременного включения.
Графики, поясняющие устройство механизма подачи станка, показаны на рис. 6 и 7. Для станков 6Р12Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Станина – это базовый агрегат, на котором монтируются остальные узлы и механизмы станка.
Кровать жестко закреплена на основании и закреплена шпильками.
Чертеж поворотной головки консольно-фрезерного станка 6п12
Поворотная головка (рис. 8) центрируется в кольцевой канавке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разные канавки фланца станины.
8) центрируется в кольцевой канавке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разные канавки фланца станины.
Шпиндель представляет собой двухопорный вал, установленный в скользящей втулке. Регулировка осевого люфта в шпинделе осуществляется шлифовальными кольцами 3 и 4. Повышенный люфт в переднем подшипнике устраняется шлифовкой полуколец 5 и затяжкой гайки.
Регулировка осуществляется в следующем порядке:
- гильза шпинделя выдвигается;
- фланец 6 демонтирован; Снято
- полуколец;
- , с правой стороны корпуса головки вывернута резьбовая заглушка;
- гайка 1 разблокируется через отверстие откручиванием винта 2; Гайка 1
- фиксируется стальным стержнем.Поворачивая шпиндель с помощью трещотки, гайка затягивается, и это перемещает внутреннее кольцо подшипника. После проверки люфта в подшипнике шпиндель обкатывается на максимальной скорости. При работе в течение часа нагрев подшипников не должен превышать 60 ° С;
- измеряется величина зазора между подшипником и буртиком шпинделя, после чего полукольца 5 шлифуют до необходимой величины;
- полукольца установлены на место и закреплены;
- Фланец навинчивающийся 6.

Чтобы исключить радиальный люфт в 0,01 мм, полукольца необходимо отшлифовать примерно на 0,12 мм.
Вращение шпинделя передается от коробки передач через пару конических шестерен и пару цилиндрических шестерен, установленных в головке.
Подшипники и шестерни поворотной головки смазываются насосом станины, а подшипники шпинделя и механизма перемещения втулки смазываются впрыском.
Коробка передач смонтирована непосредственно в картере.Соединение коробки с валом двигателя осуществляется эластичной муфтой, допускающей перекосы в двигательной установке до 0,5-0,7 мм.
Коробку передач можно осмотреть через окно с правой стороны.
Смазка коробки передач осуществляется плунжерным насосом (рис. 9), приводимым в действие эксцентриком. Производительность насоса ок. 2 л / мин. Масло в насос подается через фильтр. От насоса масло поступает в распределитель масла, из которого по медной трубке выводится в проушину управления насосом и по гибкому шлангу – в поворотную головку. Смазка элементов коробки передач осуществляется за счет разбрызгивания масла, поступающего из отверстий в трубке распределителя масла, расположенной над коробкой передач.
Смазка элементов коробки передач осуществляется за счет разбрызгивания масла, поступающего из отверстий в трубке распределителя масла, расположенной над коробкой передач.
Коробка передач позволяет выбрать необходимую скорость без последовательного прохождения промежуточных ступеней.
Стойка 19 (фиг. 10), перемещаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (фиг. 11) перемещает главный вал 29 с переключающим диском 21 в осевом направлении.
Диск переключения передач может вращаться указателем скорости 23 через конические шестерни 28 и 30.Диск имеет несколько рядов отверстий определенного размера, расположенных напротив штифтов стоек 31 и 33.
Стойки попарно зацеплены с зубчатым колесом 32. К одной из пар реек прикреплена вилка переключения. При перемещении диска путем нажатия на штифт одной из пары обеспечивается возвратно-поступательное движение стоек.
В этом случае вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Чтобы исключить возможность жесткой остановки шестерен при переключении, пальцы 20 стоек подпружинены.
Чтобы исключить возможность жесткой остановки шестерен при переключении, пальцы 20 стоек подпружинены.
Фиксацию циферблата при выборе скорости обеспечивает шарик 27, прыгающий в паз звездочки 24.
Регулировка пружины 25 осуществляется заглушкой 26 с учетом точной фиксации шкалы и нормального усилия при ее повороте.
Ручка 18 (см. Рис. 10) в закрытом положении удерживается пружиной 17 и шариком 16. В этом случае шип ручки входит в паз фланца.
Соответствие частот вращения значениям, указанным на индикаторе, достигается определенным положением конических шестерен на зацеплении.Правильное зацепление устанавливается стержнями на концах сопрягаемого зуба и полости или установкой указателя в положение частоты вращения 31,5 об / мин и диска с вилками в положение частоты вращения 31,5 об / мин (для станков моделей 6R12B соответствующая частота вращения 50 об / мин) … Зазор в зацеплении конической пары не должен быть более 0,2 мм, так как диск может вращаться до 1 мм.
Коробка передач смазывается из системы смазки коробки передач разбрызгиванием масла.
Коробка подачи фрезерного станка 6П12, 6Р12Б
Фотография подающей коробки консольно-фрезерного станка 6п12
Электрическая схема фрезерного станка 6Р12
Принципиальная электрическая схема фрезерного станка 6п12
Банкноты
- * – только для станков 6Р82Ш, 6Р83Ш
- ** – на схеме подключения механизма зажима инструмента
- *** – только для станков 6Р13Б
Электрооборудование станка 6П12
Сеть: Напряжение 380 В, род переменного тока, частота 50 Гц
Цепи управления: напряжение 110 В, род переменного тока
Цепи управления: напряжение 65 В, постоянный ток
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного устройства (предохранители, автоматический выключатель) в точке питания 63 А.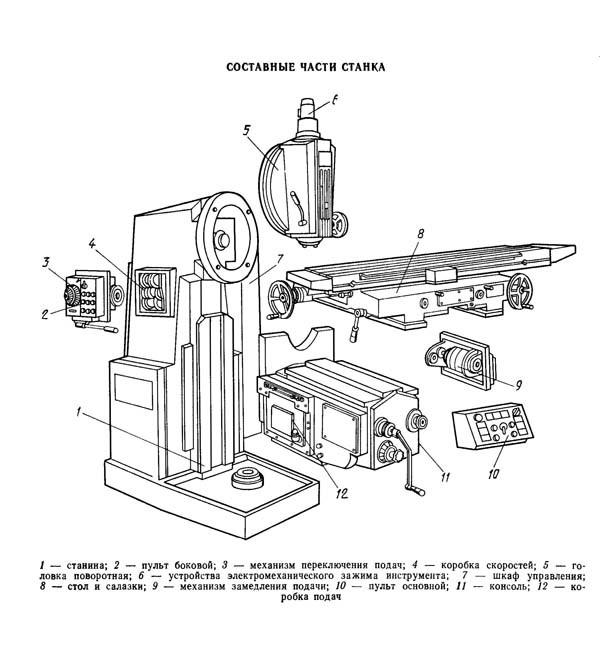
Электрооборудование изготавливается по следующим документам: Принципиальная схема 6П13.8.000Е3. Схема подключения изделия Р13.8.000Е4.
Станок фрезерный консольный 6Р12. Видеоклип.
Технические характеристики консольно-фрезерного станка 6П12
| Название параметра | 6N12 | 6М12 | 6R12 | 6T12 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | H | H | H | H |
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса заготовки, кг | 250 | 250 | 400 | |
| Расстояние от конца шпинделя до стола, мм | 30. .400 .400 | 30..400 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (свес), мм | 350 | 350 | 350 | 380 |
| Настольный | ||||
| Наибольший продольный ход стола вручную (по оси X), мм | 700 | 700 | 800 | 800 |
| Наибольшее поперечное перемещение стола вручную (по оси Y), мм | 240/260 | 240/260 | 250 | 320 |
| Наибольшее вертикальное перемещение стола рукой (по оси Z), мм | 370 | 370 | 420 | 420 |
| Пределы продольной подачи стола (X), мм / мин | 40..2000 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы поперечной подачи стола (Y), мм / мин | 27. .1330 .1330 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальной подачи стола (Z), мм / мин | 13..665 | 8,3..416,6 | 4,1..530 | 4,1..530 |
| Количество подач продольных / поперечных / вертикальных | 18 | 18 | 22 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м / мин | 4 | 3 | 4 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м / мин | 4 | 3 | 4 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м / мин | 1 | 1 | 1330 | 1330 |
| Шпиндель | ||||
| Скорость шпинделя, об / мин | 63.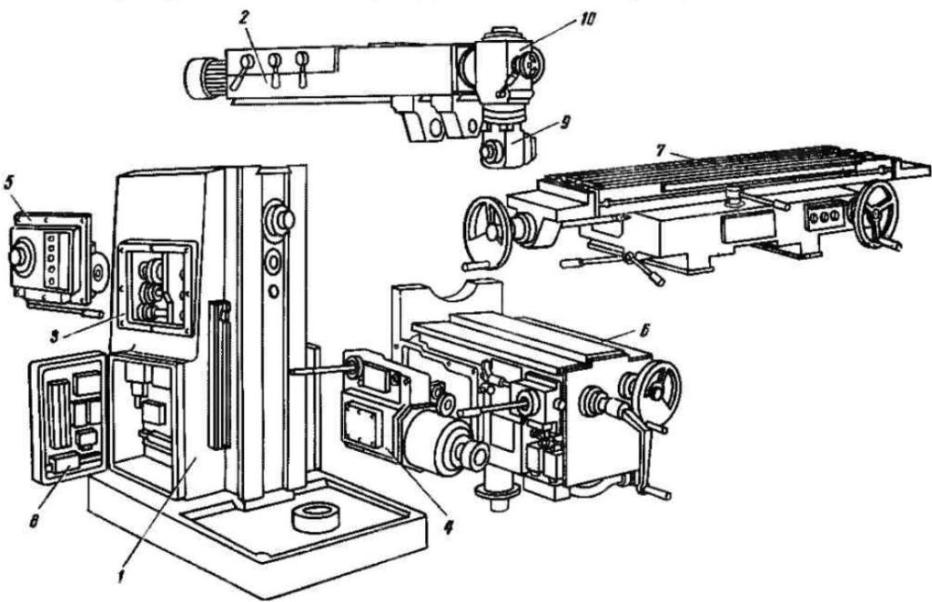 .3150 .3150 | 31,5..1600 | 40..2000 | 31,5..1600 |
| Число скоростей шпинделя | 18 | 18 | 18 | 18 |
| Пиновый ход шпинделя, мм | 70 | 70 | 70 | 70 |
| Конус фрезерного шпинделя | №3 | №3 | №3 | №3 |
| Наконечник шпинделя ГОСТ 24644-81, ряд 4, исп.6 | 50 | |||
| Диаметр отверстия фрезерного шпинделя, мм | 29 | 29 | 29 | |
| Вращение шпиндельной головки вправо и влево, градусы | ± 45 | ± 45 | ± 45 | ± 45 |
| Механики станков | ||||
| Отрезные упоры подачи (продольные, поперечные, вертикальные) | есть | есть | есть | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть | есть | есть |
| Блокировка раздельного включения кормов | есть | есть | есть | есть |
| Тормоз шпинделя | есть | есть | есть | есть |
| Предохранительная муфта от перегрузки | есть | есть | есть | есть |
| Автоматическая прерывистая подача | есть | есть | есть | есть |
| Электрооборудование приводное | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель главного привода, кВт | 7 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода подачи, кВт | 1,7 | 2,2 | 2,2 | 3,0 |
| Двигатель зажима инструмента, кВт | – | – | – | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9 825 | 9 825 | 1,87 | |
| Габариты и масса станка | ||||
| Габаритные размеры станка (длина ширина высота), мм | 1745 х 2260 х 2000 | 2395 х 1745 х 2000 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3000 | 3120 | 3250 |
Изготовлением и проектированием фрезерных станков 6Р12 занимался специализированный завод «Завод фрезерного оборудования», г.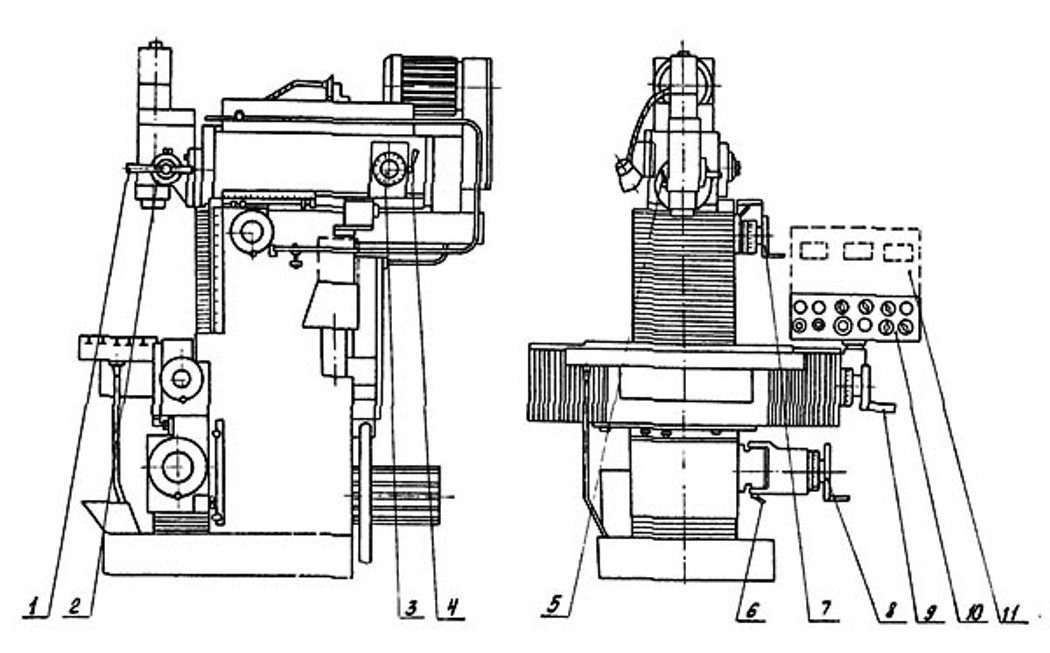 Нижний Новгород.Установка предназначена для выполнения общего перечня работ, связанных с обработкой изделий из стали, цветных металлов и их сплавов.
Нижний Новгород.Установка предназначена для выполнения общего перечня работ, связанных с обработкой изделий из стали, цветных металлов и их сплавов.
Конструктивные особенности станка
Исходя из специфики применения станка 6П12, производитель при проектировании сделал упор на унификацию компонентов и относительно широкую многофункциональность. Применяется для комплектации мелких производственных линий и ремонтных мастерских.
Конструктивно машина представляет собой чугунную станину, на которой установлены все остальные компоненты.Электрическая часть (двигатель, блок управления) расположена в вертикальном ящике. Фрезерная головка имеет поворотный механизм … Для изменения зоны обработки заготовок рабочий стол может изменять свое положение по горизонтальной и вертикальной осям. Кормление осуществляется электродвигателем.
Конструктивные особенности и характеристики станка 6П12 указаны в его паспорте и составляют:
- наличие копировального аппарата. Этот механизм позволяет обрабатывать детали по образцу с высокой точностью и максимально быстро;
- Осевое перемещение шпиндельной головки.Это позволяет фрезеровать детали под углом до ± 45 °;
- стабильность и достаточно высокая мощность оборудования. Возможна обработка материалов резцами из быстрорежущей стали. Возникающие в результате вибрации будут сведены к минимуму за счет веса машины и распределения компонентов.
 Этот механизм позволяет обрабатывать детали по образцу с высокой точностью и максимально быстро;
Этот механизм позволяет обрабатывать детали по образцу с высокой точностью и максимально быстро;Для уменьшения вероятности прилипания стружки к режущему инструменту в конструкции предусмотрен блок охлаждения. С помощью электронасоса в зону обработки подается охлаждающая жидкость, уменьшая тем самым нагрев поверхности детали и фрезы.Важно только правильно выбрать жидкость, параметры которой описаны в документации.
Для повышения точности выполнения канавок рекомендуется использовать дополнительные компоненты. Особенно это касается механизмов фиксации и изменения положения детали на поверхности рабочего стола.
Технические характеристики
Для ознакомления с эксплуатационными и тактико-техническими характеристиками станка 6П12 необходимо подробно изучить паспорт оборудования. Поскольку данная модель относится к разряду профессиональных, работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, подробно ознакомиться с принципом работы элементов и агрегатов.
Поскольку данная модель относится к разряду профессиональных, работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, подробно ознакомиться с принципом работы элементов и агрегатов.
Вес станка со всем установленным оборудованием 3120 кг. Его размеры не превышают 228 * 196,5 * 226,5 см. При сравнении с аналогичными моделями видно, что габариты машины больше стандартных. Это необходимо учитывать при выборе места установки.
Основные технические характеристики модели 6П12 указаны в паспорте. Но для выбора правильного режима работы необходимо знать следующие параметры станка:
- габариты рабочего стола – 125 * 32 см;
- Максимально допустимый вес обрабатываемой детали – 250 кг;
- рабочий стол прогресс. В продольном направлении – до 80 см; в поперечном – 25 см;
- Максимальное смещение поверхности стола по вертикали – до 42 см;
- номинальная частота вращения шпиндельной головки от 40 до 2000 об / мин;
- число скоростей шпинделя – 18;
- пиноль шпинделя может менять свое положение на 70 мм;
- количество подач рабочего стола одинаково для всех направлений (продольного, поперечного и вертикального) и составляет 22.

Мощность двигателя привода главного шпинделя 7,5 кВт. Для включения быстроходной муфты рабочего стола вертикально-фрезерный станок 6п12 имеет в конструкции специальные шестерни, соединенные с валом силовой установки.
Для смазки узлов поворотной шпинделя в модели 6Р12 предусмотрена специальная система, выполняющая эту функцию в полуавтоматическом режиме. Проведение аналогичных профилактических работ со шпиндельной головкой осуществляется вручную, методом впрыска.
Перед тем, как приступить к работе на станке, необходимо изучить паспорт оборудования, его характеристики. В нем представлены технические требования к установке, правила эксплуатации и порядок проведения ремонтных и профилактических работ.
Выбор места установки оборудования определяется его габаритами, массой и характеристиками. В этом случае необходимо учитывать свободное место для рабочего, а также установку заготовки на рабочем столе.В последнем случае часто используются специальные подъемные механизмы.
Дополнительно паспорт содержит следующие рекомендации по эксплуатации вертикально-фрезерного станка 6П12:
№- После распаковки необходимо удалить защитный и смазочный слой с поверхности станка. Для этого используются специальные составы;
- , выполняющий процедуру смазки узлов и агрегатов по схеме в паспорте;
- перед началом работ проверяется отсутствие дефектов и правильность настроек оборудования.При этом учитывается, что его фактические показатели эффективности могут отличаться от номинальных из-за длительной эксплуатации;
- После установки фрезы необходимо смонтировать защитный кожух. Входит в стандартную комплектацию;
- по окончании установки станок запускается на холостом ходу без установки заготовки. Проверены все режимы работы.
Ремонтные и профилактические работы проводить по заранее составленному графику.
Краткий видеообзор позволит составить впечатление о возможностях станка 6П12:
6П12 имеет высокие технические и эксплуатационные характеристики. На этом оборудовании обрабатываются различные заготовки из стали, чугуна, цветных сплавов. Агрегат одинаково эффективно работает с деталями простой и сложной конфигурации. Основная операция в основном выполняется торцевыми и концевыми фрезами. Рассмотрим особенности устройства и работы этой техники.
На этом оборудовании обрабатываются различные заготовки из стали, чугуна, цветных сплавов. Агрегат одинаково эффективно работает с деталями простой и сложной конфигурации. Основная операция в основном выполняется торцевыми и концевыми фрезами. Рассмотрим особенности устройства и работы этой техники.
Аппарат
6Р12 снабжен вертикальным пинцетом, рабочей поверхностью в виде горизонтально перемещаемого стола. Он закреплен на консоли, которая перемещается вертикально благодаря специальным направляющим элементам. Рассматриваемое оборудование предусматривает элементарное и копировальное устройство, позволяющее работать с криволинейными деталями.
Поворотная головка шпинделя имеет узел для осевого механического перемещения втулки. Эта особенность дает возможность обслуживать отверстия с осями, расположенными по отношению к поверхности стола под диаметрально противоположными углами 45 градусов.
Принцип работы вертикально-фрезерного станка 6П12
Криволинейные заготовки на рассматриваемом оборудовании обрабатываются копировальными аппаратами. Контур фрезерованных поверхностей анализируется датчиком электроконтактного типа с подвижным наконечником. Благодаря жесткой конструкции станка можно работать с фрезами из быстрорежущих сталей, а также с синтетическими аналогами твердых и сверхтвердых категорий.
Контур фрезерованных поверхностей анализируется датчиком электроконтактного типа с подвижным наконечником. Благодаря жесткой конструкции станка можно работать с фрезами из быстрорежущих сталей, а также с синтетическими аналогами твердых и сверхтвердых категорий.
Станок вертикально-консольно-фрезерный 6П12 соответствует классу точности «Н» и применяется в единичном и серийном производстве.Во всех случаях устройство демонстрирует высокую скорость выполнения фрезерных и связанных с ними манипуляций.
Технические характеристики вертикально-фрезерного станка 6П12
Ниже приведены основные параметры рассматриваемого оборудования:
- габариты – 2280/1965/2265 мм.
- Масса – 3,2 тонны.
- Размеры рабочего стола 1250/320 мм.
- Максимальный вес заготовки 250 кг.
- Поперечное / продольное перемещение основной поверхности – до 800/250 мм.
- Вертикальное смещение основания – до 420 мм.
- Скорость вращения шпиндельной головки 40-2000 об / мин.
- Число скоростей 18.
- Диапазон положения пиноли – 70 мм.
- Количество подач 22.
- Мощность электродвигателя – 7500 Вт.

Большинство характеристик вертикально-фрезерного станка 6П12 передано его аналогам и последующим моделям. Среди наиболее популярных модификаций агрегата:
- Версия 6R13F3 (с многофункциональным комплексом ЧПУ).
- Универсальная модель 6П13.
- Варианты 6Т12 и 6Т12-1.
- Зарубежные аналоги (FV401, X5032, VM127M, 6D12).
Схема подключения
Вертикально-фрезерный станок 6Р12 оснащен электродвигателем мощностью 7,5 кВт и двигателем подачи 2,2 кВт. Электрическая схема устройства позволяет оператору выбрать одно из трех рабочих положений:
- Автоматический режим (стол перемещается в продольном направлении).
- Управление ручками и кнопками.
- Функция круглого стола. №
Для упрощения переключения скоростей подачи и вращения шпинделя агрегат был снабжен устройством импульсного пуска силовой установки. При использовании кнопок и рычагов схема работает, замыкая контакты соответствующих клавиш.
При использовании кнопок и рычагов схема работает, замыкая контакты соответствующих клавиш.
Характеристики:
Шпиндель станка активируется и останавливается кнопками «Пуск» и «Стоп». Вторая клавиша также останавливает двигатель подачи. Перевод оборудования в режим ускоренного хода осуществляется отдельной кнопкой.
Если выбрана одна из рабочих передач, оператор не сможет активировать другую скорость, схема просто заблокирует такую попытку. Электродвигатель, приводящий в движение шпиндельный элемент, тормозится по электродинамическому принципу. На схеме подключения также есть специальное реле, защищающее выпрямители от поломки, которая может произойти при выключении двигателя.
В автоматическом режиме рассматриваемого оборудования предусмотрена следующая схема работы:
- Активное питание.
- Подача рабочая.
- Быстрое похищение.
Если используется вариант круглого стола, рабочий не может активировать другие каналы, так как они заблокированы. Режим работает с помощью двигателя подачи, есть возможность подключить высокую скорость.
Режим работает с помощью двигателя подачи, есть возможность подключить высокую скорость.
Подготовка к работе
Перед использованием вертикально-фрезерного станка 6Р12 следует внимательно изучить паспорт и характеристики устройства. Пособие содержит технические требования к установке, правила использования, методы обслуживания, меры безопасности.
Выбирать место для установки оборудования необходимо с учетом его габаритов, веса и параметров. Также стоит обратить внимание на наличие свободного места для оператора и обрабатываемых деталей. Тяжелые детали обычно устанавливают с помощью специальных подъемников.
- После распаковки необходимо очистить поверхность оборудования от защитного состава с помощью специальных составов.
- Смажьте узлы и элементы указанные в паспорте.
- Перед эксплуатацией проверить агрегат на предмет дефектов и правильность настройки основных агрегатов. При этом следует учитывать, что фактические параметры могут отличаться от номинальных значений из-за длительной эксплуатации.
- После фиксации фрезы монтируется защитный упор. Этот товар входит в комплект.
- После сборки всех узлов машина заводится на холостом ходу, проверяются все режимы работы.
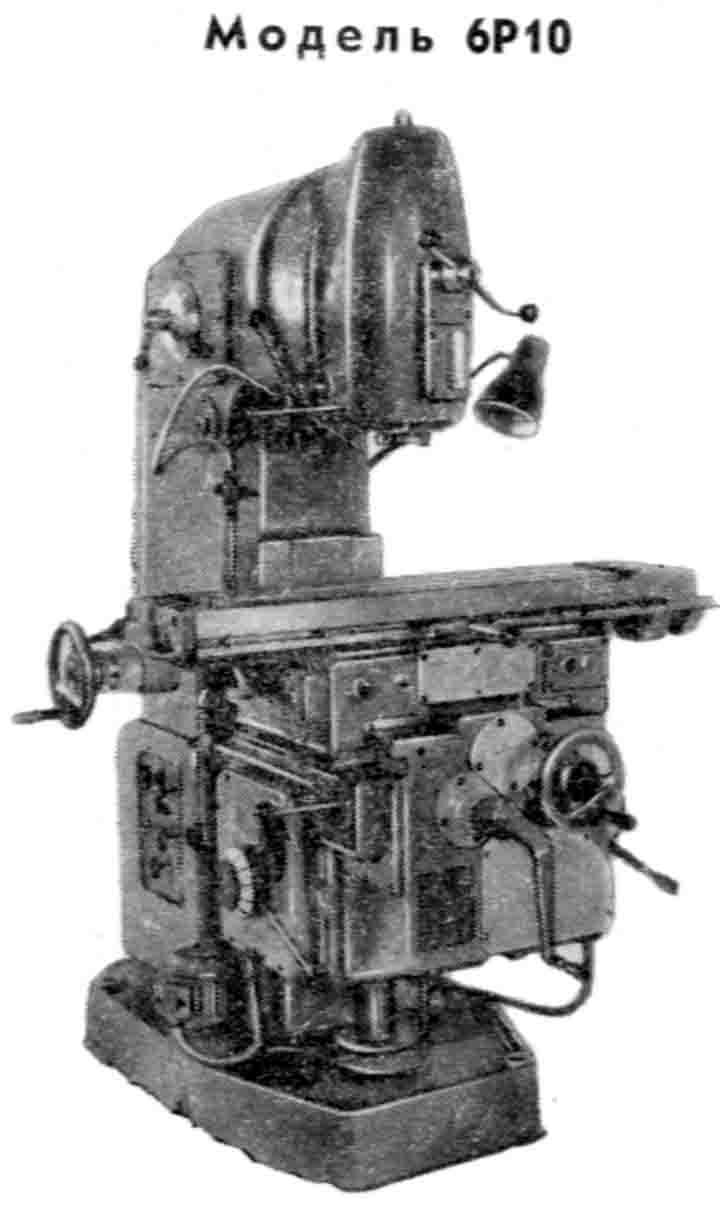
Ремонт и обслуживание
Большинство некритичных неисправностей станка 6Р12 можно полностью устранить самостоятельно, не вызывая специалиста:
- Силовой агрегат во время работы сильно нагревается и гудит.Такая неприятность может возникнуть из-за межфазного короткого замыкания или нарушения целостности цепи между витками обмотки двигателя. Если после ремонта катушки неисправность не исчезнет, мотор необходимо заменить.
- Подшипник стучит. Здесь все просто – бракованная деталь заменяется новым элементом.
- Если при запуске двигатель гудит и не вращается, необходимо проверить фазы на наличие напряжения. Исправить ситуацию поможет замена плавких вставок.
Остальные неисправности требуют участия сервисного техника или профильного специалиста.
Электрическая схема вертикально-фрезерного станка 6п12. Конструктивные особенности станка
Станок фрезерный вертикальный 6П12 предназначен для выполнения различных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения втулки шпинделя, что позволяет обрабатывать отверстия, ось которых расположена под углом до ± 45 ° к рабочей поверхности стола. .
Мощность приводов и высокая жесткость станков позволяют использовать фрезы из быстрорежущей стали, а также инструменты, оснащенные пластинами из твердых и сверхтвердых синтетических материалов.
Особенности конструкции:
- резцедержатель механизированный в шпинделе;
- механизм пропорционального замедления подачи;
- устройство для периодической регулировки размера зазора в винтовой паре продольной подачи;
- предохранительная муфта для защиты привода подачи от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от летящих стружек.
- различных автоматических рабочих циклов;
- широкий диапазон скоростей шпинделя и подач стола;
- высокая мощность привода;
- высокая жесткость;
- надежность и долговечность.

Технологические особенности:
Технические характеристики вертикально-фрезерного станка 6Р12
Технические характеристики (основные параметры и размеры по ГОСТ 165-65). Ниже представлена таблица, содержащая технические характеристики вертикально-фрезерного станка 6П12.Ознакомиться со всеми техническими характеристиками станка можно в паспорте станка 6Р12, ссылка на который находится ниже.
| Название параметра | Шт. | Количество |
| Класс точности по ГОСТ 8-71 | | |
| Длина рабочей поверхности стола | ||
| Ширина рабочей поверхности стола | ||
| Количество Т-образных пазов | ||
| Наибольшее продольное перемещение стола | ||
| Наибольшее поперечное перемещение стола | ||
| Наибольшее вертикальное перемещение стола | 410 | |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | мм | |
| Расстояние от оси шпинделя до вертикальных направляющих станины | мм | |
| Перемещение стола на одно деление конечности (продольное, поперечное, вертикальное) | мм | |
| Перемещение стола на один оборот циферблата (продольный, поперечный и вертикальный) | мм | |
| Наибольший вес заготовки | кг | |
| Наибольшее осевое перемещение пиноли шпинделя | мм | |
| Перемещение пиноли на один оборот циферблата | мм | |
| Переместите перо на одно деление циферблата | мм | |
| Наибольший угол поворота шпиндельной головки | град | |
| Цена одного деления вращения шпиндельной головки | град | |
| Мощность главного привода | кВт | |
| Скорость главного привода | об / мин | |
| Мощность привода подачи | кВт | |
| Частота вращения приводов подачи | об / мин | |
| Длина станка | мм | |
| Ширина машины | мм | |
| Высота машины | мм | |
| Вес станка | т |
Внимание! Эти технические характеристики могут отличаться в зависимости от года выпуска машины. Полная стоимость ходов, указанная в характеристиках, может использоваться только при отсутствии деталей и устройств, ограничивающих движение стола, салазок или консоли.
Полная стоимость ходов, указанная в характеристиках, может использоваться только при отсутствии деталей и устройств, ограничивающих движение стола, салазок или консоли.
Техническое описание станка вертикально-фрезерного 6П12
Техническое описание вертикального фрезерного станка 6Р12 содержит информацию, необходимую как для обслуживающего персонала этого станка, так и для сотрудников, непосредственно связанных с работой на этом станке. Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
- Назначение и область применения вертикально-фрезерного станка 6Р12
- Состав машины
- Устройство и работа станка и его узлов
- Система смазки станка 6П12
Скачать бесплатно «Техническое описание вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке ниже:
Техническое описание вертикально-фрезерного станка 6Р12. Бесплатно скачать
Инструкция по эксплуатации вертикально-сверлильного станка 6П12
Руководство по эксплуатации вертикально-фрезерного станка 6Р12 содержит информацию, необходимую как для обслуживающего персонала, так и для сотрудников, непосредственно связанных с работой на этом станке. Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
- Правила техники безопасности
- Порядок установки
- Наладка, пуско-наладка и режимы работы
- Охлаждение инструмента
- Постановление
- Схема расположения подшипников
Скачать бесплатно «Инструкцию по эксплуатации вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке ниже:
Инструкция по эксплуатации вертикально-фрезерного станка 6Р12.Бесплатно скачать
Паспорт на станок вертикально-сверлильный 6П12
Паспорт вертикально-фрезерного станка 6Р12 содержит информацию, необходимую как обслуживающему персоналу этого станка, так и сотруднику, непосредственно связанному с работой на этом станке. Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
- Общая информация
- Основные технические данные и характеристики
- Детали для ремонта
- Информация об изменениях в станке
- В комплекте
- Гарантия
Вы можете бесплатно скачать «Паспорт вертикально-фрезерного станка 6Р12» в хорошем качестве по ссылке ниже:
Паспорт вертикально-фрезерного станка 6Р12.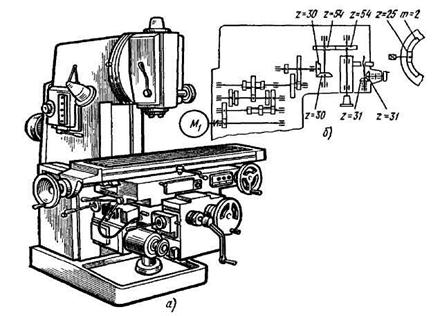 Бесплатно скачать
Бесплатно скачать
Электрическая схема вертикально-фрезерного станка 6П12
Принципиальная электрическая схема вертикально-фрезерного станка 6Р12 представлена на следующем рисунке:
Скачать бесплатно принципиальную схему вертикально-фрезерного станка 6Р12 с характеристиками и в отличном качестве можно по ссылке ниже:«Электрическая схема вертикально-фрезерного станка 6Р12». Превосходное качество. Скачать.
Руководство по эксплуатации электрооборудования станка 6П12
В данном руководстве представлена информация о работе электрооборудования вертикально-фрезерного станка 6Р12.Содержит описание электрооборудования станка 6Р12, принципиальную электрическую схему, схему подключения, схему расположения электрооборудования на станке и др.
Скачать «Руководство по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12» в хорошем разрешении и качестве можно по ссылке ниже:
«Руководство по эксплуатации электрооборудования вертикально-сверлильного станка 6П12». Бесплатная загрузка.
Бесплатная загрузка.
Кинематическая схема вертикально-фрезерного станка 6Р12
Кинематическая схема вертикально-фрезерного станка представлена на следующих рисунках:
Скачать кинематическую схему вертикально-фрезерного станка 6Р12 в отличном разрешении и качестве можно по ссылке ниже:
«Кинематическая схема вертикально-фрезерного станка 6Р12».Превосходное качество. Бесплатная загрузка.
Для получения дополнительной информации о «Станке 6Р12» перейдите по ссылке ниже:
Подробная информация Категория: Фрезерные станки Вертикальные консольно-фрезерные станки общего назначения 6R12, 6R12B, 6R13, 6R13B.
Машины аналогичны по конструкции, широко унифицированы и являются дальнейшим усовершенствованием аналогичных машин серии М.
Станок 6П12 отличается от станка 6П13 установленной мощностью двигателей главного движения и подачи, размерами рабочей поверхности стола и величиной перемещений стола.
Высокоскоростные станки 6Р12Б и 6Р13Б имеют, в отличие от станков 6П12 и 6Р13, увеличенный диапазон скоростей вращения шпинделя и подач стола для увеличения мощности двигателя главного движения.
Кинематическая схема
Основное движение приводится электродвигателем с фланцевым соединением через упругую муфту.
Скорость шпинделя изменяется перемещением трех зубчатых блоков по шлицевым валам.
Коробка передач дает шпинделю 18 различных скоростей.
Графики оборотов шпинделя станка, поясняющие устройство механизма, основного движения, показаны на рис.4 и 5.
Подача приводится в действие электродвигателем с фланцем, установленным в консоли. Коробка подачи с помощью двух трехкорончатых блоков и подвижной шестерни с кулачковой муфтой обеспечивает 18 различных подач, которые через шаровой предохранитель передаются на консоль и далее, при включении соответствующей кулачковой муфты, на винты для продольного, поперечного и вертикального перемещения. быстроходная муфта, вращение которой осуществляется через промежуточные шестерни непосредственно от двигателя подачи.
Муфта заблокирована с муфтой рабочей подачи, что исключает возможность их одновременного включения.
Графики, поясняющие устройство механизма подачи станка, представлены на рис. 6 и 7. Вертикальная подача в 3 раза меньше продольной и поперечной.
Станина
Станина – это базовый узел, на котором монтируются остальные узлы и механизмы станка.
Кровать жестко фиксируется на основании и фиксируется шпильками.
Поворотная головка
Поворотная головка (рис. 8) центрируется в кольцевой канавке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца станины (болты затягиваются специальным ключом 6П12.0П. 40 на станках 6П12.6Р12Б и специальный ключ 6П 13.0П .40 на станках 6П13, 6Р13Б).
Шпиндель – двухопорный вал. установлен в скользящей втулке. Регулировка осевого люфта в шпинделе осуществляется полутонами колец 3 и 4.Повышенный люфт в переднем подшипнике устраняется шлифовкой полуколец 5 и затяжкой гайки.
Регулировка осуществляется в следующем порядке:
Втулка шпинделя выдвинута;
Фланец 6 демонтирован;
Полукольца сняты;
Резьбовая пробка вывернута с правой стороны корпуса головки;
Гайка 1 разблокируется через отверстие путем откручивания винта 2;
Гайка 1 фиксируется стальным стержнем. Поворачивая шпиндель с помощью трещотки, гайка затягивается, и это перемещает внутреннее кольцо подшипника.
Поворачивая шпиндель с помощью трещотки, гайка затягивается, и это перемещает внутреннее кольцо подшипника.
После проверки люфта в подшипнике шпиндель обкатывается на максимальное количество оборотов. При работе в течение часа превышение внутренней поверхности конуса инструмента не должно превышать 55 ° С:
Измеряется величина зазора между подшипником и буртиком шпинделя, после чего полукольца 5 заточить до необходимой стоимости;
Полукольца установлены на место и закреплены;
Фланец 6 навинчивается.Чтобы исключить радиальный люфт в 10 мкм, полукольца необходимо отшлифовать примерно на 120 мкм.
Коробка передач
Коробка передач монтируется непосредственно в корпусе рамы. Соединение коробки с валом двигателя осуществляется эластичной муфтой, допускающей перекосы в двигательной установке до 500-700 мкм.
Коробку передач можно осмотреть через окно с правой стороны.
Смазка коробки передач осуществляется от плунжерного насоса (рис. 9), приводимый эксцентриком. Производительность насоса ок. 2 л / мин. Масло в насос подается через фильтр. От насоса масло поступает в распределитель масла, из которого по трубопроводу выходит к проушине управления насосом и по гибкому шлангу к поворотной головке. Смазка элементов коробки передач осуществляется за счет разбрызгивания масла из отверстий в трубке распределителя масла, расположенной над коробкой передач.
9), приводимый эксцентриком. Производительность насоса ок. 2 л / мин. Масло в насос подается через фильтр. От насоса масло поступает в распределитель масла, из которого по трубопроводу выходит к проушине управления насосом и по гибкому шлангу к поворотной головке. Смазка элементов коробки передач осуществляется за счет разбрызгивания масла из отверстий в трубке распределителя масла, расположенной над коробкой передач.
Коробка передач
Коробка передач позволяет выбрать необходимую скорость без последовательного прохождения промежуточных ступеней.
Стойка 1 (фиг. 10), перемещаемая рукояткой переключения 5, посредством сектора 2 через вилку 10 (фиг. 11) перемещает главный вал 3 с переключающим диском в осевом направлении. 9.
Переключающий диск поворачивается указателем скорости 11 через конические шестерни 2 и 4. Диск имеет несколько рядов отверстий определенного размера, расположенных напротив штифтов реек 5 и 7,
Стойки соединены друг с другом. пары с зубчатым колесом 6. На одной из каждой пары стоек прикреплена вилка переключения. Когда диск перемещается нажатием на штифт одной из пары, стойки смещаются возвратно-поступательно.
пары с зубчатым колесом 6. На одной из каждой пары стоек прикреплена вилка переключения. Когда диск перемещается нажатием на штифт одной из пары, стойки смещаются возвратно-поступательно.
В этом случае вилки и конец хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Чтобы исключить возможность жесткой остановки шестерен при переключении, пальцы 8-ми стоек подпружинены.
Фиксация циферблата при выборе скорости обеспечивается прыжком шарика 1 в паз звездочки 12.
Регулировка пружины 13 осуществляется заглушкой 14 с учетом четкой фиксации конечности и нормальное усилие при повороте.
Рукоятка 5 (см. Рис. 10) во включенном положении удерживается пружиной 4 и шариком 3. В этом случае шип ручки входит в паз фланца.
Соответствие скоростей значениям, указанным на индикаторе, достигается определенным положением зацепления конических колес. Правильное зацепление устанавливается стержнями на концах сопрягаемого зуба и полости или установкой стрелки в положение скорости 31,5 об / мин и диска с вилками в положение скорости 31. 5 об / мин (для моделей машин 6R12B и 6R13B соответствующая частота вращения составляет 50 об / мин мин). Зазор в зацеплении конической пары не должен быть более 0,2 мм. так как диск может вращаться на 1 мм.
5 об / мин (для моделей машин 6R12B и 6R13B соответствующая частота вращения составляет 50 об / мин мин). Зазор в зацеплении конической пары не должен быть более 0,2 мм. так как диск может вращаться на 1 мм.
Коробка передач
Коробка подачи обеспечивает рабочие подачи и быстрые движения стола, салазок и консоли. Кинематику коробки подачи см. Рис. 3.
Частоты вращения, полученные в результате переключения блоков, передаются на выходной вал 12 (рис.12) через шаровую предохранительную муфту, кулачковую муфту 4 и втулку 3, соединенные шпонкой с кулачковой муфтой 4 и выходным валом 12.
При перегрузке механизма подачи шарики, контактирующие с отверстиями кулачковой муфты 2 сжать пружины и выйти из контакта. В этом случае зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подачи, на шестерню 13, которая находится на хвостовике корпуса 9 сцепления и, таким образом, имеет постоянное количество оборотов. При сборке необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
При сборке необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
Диски сцепления соединены через один с корпусом сцепления, который постоянно вращается, и втулкой 15, которая, в свою очередь, соединена шпонкой с выходным валом 12.
Когда кулачковая муфта 4 толкает торец втулки 5 а затем на гайку 14 диски 7 и 8 сжимаются и передают быстрое вращение выходному валу 12 и шестерне 10.
При регулировке предохранительной муфты снимается крышка 2 (рис. 13) и откручивается пробка 1.
Стальной стержень вставляется вместо заглушки так, чтобы его конец входил в одно из отверстий на внешней поверхности гайки 18 (см. Рис. 12), которая заблокирована. Плоским стержнем через окошко крышки шестерню 17 проворачивают на зубья. После регулировки необходимо предотвратить самопроизвольное ослабление гайки стопором 1.
Консоль
Консоль – это базовый узел, объединяющий узлы цепи подачи машины.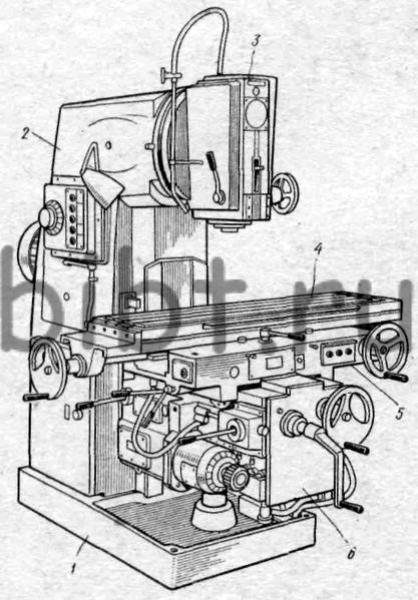 Консоль содержит ряд валов и шестерен, передающих движение от коробки подачи в трех направлениях – на винты продольной, поперечной и вертикальной подачи, механизм высокоскоростного включения, электродвигатель подачи. В состав блока КОНСОЛИ входит также механизм включения поперечной и вертикальной подачи.
Консоль содержит ряд валов и шестерен, передающих движение от коробки подачи в трех направлениях – на винты продольной, поперечной и вертикальной подачи, механизм высокоскоростного включения, электродвигатель подачи. В состав блока КОНСОЛИ входит также механизм включения поперечной и вертикальной подачи.
Зубчатое колесо 8 (рис. 15) получает движение от проушины 10 (см. Рис. 12) и передает его на шестерни 7, 4, 2 и 1 (см. Рис. 15). Шестерня 4 установлена на подшипнике и может передавать движение на вал только через кулачковую муфту 6, соединенную с валом.Далее, через пару цилиндрических и пару конических колес перемещение передается на винт 16.
Зацепление конической пары 12 и 10 регулируется компенсаторами 14 и 15 и фиксируется винтом, который входит в отверстие под палец 13.
Втулка 11 имеет технологическое значение и не подлежит демонтажу.
Вертикальная гайка крепится к стойке. Колонна устанавливается точно на винт и фиксируется шпильками на основании станка.
Зубчатое колесо 2, установленное на втулке, через шпонку и шлицы постоянно вращает шлицевый вал IX продольной цепи.
Механизм включения поперечной и вертикальной подачи
Механизм включения поперечной и вертикальной подачи выполнен в отдельном корпусе и управляет включением и выключением кулачковых муфт поперечной и вертикальной подачи и электродвигателя подачи.
Когда ручка перемещается вправо или влево, вверх или вниз, барабан 1, связанный с ней (рис. 17), совершает соответствующие движения и регулирует свои скосы через систему рычагов, чтобы включить кулачковые муфты, а через штифты – концевые выключатели мгновенного действия, расположенные под механизмом и предназначенные для двигателя обратной подачи.
Штанга 2 соединяет барабан с резервной ручкой. В его средней части на нем закреплен рычаг, на который действуют кулачки, ограничивающие поперечный ход. В конце звена есть рычаг для ограничения вертикальных перемещений. При включении и выключении поперечного хода тяга перемещается вперед, а вертикальный ход вращается.
Блокировка, предотвращающая включение маховика и маховика при включении механической подачи, включает в себя коромысло и штифт 5 (см. Рис. 15).
Рис. 15).
Когда кулачковая муфта включается ручкой подачи, коромысло 6 поворачивается при перемещении муфты, перемещает штифт, который упирается в нижнюю часть кулачковой муфты маховика или ручки, и отталкивает их, предотвращая кулачки от включения.
Если система имеет повышенный люфт, необходимо выпрессовать заглушку вала VII, ослабить гайку 3 (см. Рис. 17) и затянуть винт 4. После проверки люфта осторожно затянуть гайку 3.
Стол и салазки
Стол и салазки обеспечивают продольное и поперечное перемещение стола.
Ходовой винт 1 (рис. 20) получает вращение через скользящую шпонку втулки, установленную во втулках 5 и 7. Втулка получает вращение через шлицы от кулачковой муфты 6, когда она входит в зацепление с кулачками втулка 5, жестко связанная с конической шестерней 4.Втулка 5 имеет зубчатый венец, с которым зацепляется шестерня привода круглого стола. Кулачковая муфта 6 имеет зубчатое кольцо для вращения винта продольной подачи при движении от маховика. Зубчатое колесо 9 (см. Рис. 24) подпружинено на случай попадания зуба в зуб. Зацепление с шестерней 9 возможно только в случае разъединения муфты 6 с втулкой 5 (см. Рис. 20). люфт должен производиться до тех пор, пока люфт ходового винта, проверяемый поворотом маховика продольного хода, не будет более 4-5 ° и пока винт не заклинит в любом месте, необходимом для рабочего хода при ручном перемещении стола переехал.
Зубчатое колесо 9 (см. Рис. 24) подпружинено на случай попадания зуба в зуб. Зацепление с шестерней 9 возможно только в случае разъединения муфты 6 с втулкой 5 (см. Рис. 20). люфт должен производиться до тех пор, пока люфт ходового винта, проверяемый поворотом маховика продольного хода, не будет более 4-5 ° и пока винт не заклинит в любом месте, необходимом для рабочего хода при ручном перемещении стола переехал.
После регулировки затяните гайку 1 (см. Рис. 21), зафиксируйте ролик 2 в установленном положении. Стол своими торцами соединяется с ходовым винтом через кронштейны, установка которых осуществляется по фактическому расположению винта, и фиксируется штифтами управления. Упорные подшипники установлены на разных концах винта, что исключает возможность коробления. При установке винта предварительный натяг ходового винта обеспечивается гайками с усилием 100-125 кгс.
Зазор в направляющих стола и ползуна выделяется клиньями. Регулировка зажима I стола (рис. 22) осуществляется ослабленными гайками 2 и 4 путем затяжки винта 3 отверткой. После проверки регулировки ручным перемещением стола гайки надежно затягиваются.
После проверки регулировки ручным перемещением стола гайки надежно затягиваются.
Электрическая схема
Станок фрезерный вертикальный 6Р12Б предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения втулки шпинделя, что позволяет обрабатывать отверстия, ось которых расположена под углом до ± 45 ° к рабочей поверхности стола. .
Мощность приводов и высокая жесткость станков позволяют использовать фрезы из быстрорежущей стали, а также инструменты, оснащенные пластинами из твердых и сверхтвердых синтетических материалов.
Станок 6Р12Б отличается от станка 6Р12 тем, что он высокоскоростной и имеет увеличенный диапазон скоростей вращения шпинделя и подачи стола, а также оснащен мощным двигателем шпинделя.
Особенности конструкции:
- резцедержатель механизированный в шпинделе;
- механизм пропорционального замедления подачи;
- устройство для периодической регулировки размера зазора в винтовой паре продольной подачи;
- предохранительная муфта для защиты привода подачи от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от летящих стружек.
- различных автоматических рабочих циклов;
- широкий диапазон скоростей шпинделя и подач стола;
- высокая мощность привода;
- высокая жесткость;
- надежность и долговечность.
Технологические особенности:
Технические характеристики вертикально-фрезерного станка 6Р12Б
Технические характеристики (основные параметры и размеры по ГОСТ 165-65). Ниже представлена таблица технических характеристик вертикально-фрезерного станка 6Р12Б. Чтобы увидеть все технические характеристики станка, обратитесь к паспорту станка 6Р12Б, ссылка на который находится ниже.
| Название параметра | Шт. | Количество |
| Класс точности по ГОСТ 8-71 | | |
| Длина рабочей поверхности стола | ||
| Ширина рабочей поверхности стола | ||
| Количество Т-образных пазов | ||
| Наибольшее продольное перемещение стола | ||
| Наибольшее поперечное перемещение стола | ||
| Наибольшее вертикальное перемещение стола | 410 | |
| Наименьшее и наибольшее расстояние от конца шпинделя до стола | мм | |
| Расстояние от оси шпинделя до вертикальных направляющих станины | мм | |
| Перемещение стола на одно деление конечности (продольное, поперечное, вертикальное) | мм | |
| Перемещение стола на один оборот циферблата (продольный, поперечный и вертикальный) | мм | |
| Наибольший вес заготовки | кг | |
| Наибольшее осевое перемещение пиноли шпинделя | мм | |
| Перемещение пиноли на один оборот циферблата | мм | |
| Переместите перо на одно деление циферблата | мм | |
| Наибольший угол поворота шпиндельной головки | град | |
| Цена одного деления вращения шпиндельной головки | град | |
| Мощность главного привода | кВт | |
| Скорость главного привода | об / мин | |
| Мощность привода подачи | кВт | |
| Частота вращения приводов подачи | об / мин | |
| Длина станка | мм | |
| Ширина машины | мм | |
| Высота машины | мм | |
| Вес станка | т |
Внимание! Эти технические характеристики могут отличаться в зависимости от года выпуска машины. Полная стоимость ходов, указанная в характеристиках, может использоваться только при отсутствии деталей и устройств, ограничивающих движение стола, салазок или консоли.
Полная стоимость ходов, указанная в характеристиках, может использоваться только при отсутствии деталей и устройств, ограничивающих движение стола, салазок или консоли.
Техническое описание вертикально-фрезерного станка 6Р12Б
Техническое описание вертикального фрезерного станка 6R12B содержит информацию, необходимую как обслуживающему персоналу этого станка, так и сотруднику, непосредственно связанному с работой на этом станке. Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
- Назначение и область применения вертикально-фрезерного станка 6Р12Б
- Состав машины
- Устройство и работа станка и его узлов
- Система смазки станка 6R12B
Скачать бесплатно «Техническое описание вертикально-фрезерного станка 6Р12Б» в хорошем качестве можно по ссылке ниже:
Техническое описание вертикально-фрезерного станка 6Р12Б. Бесплатно скачать
Инструкция по эксплуатации вертикально-сверлильного станка 6Р12Б
Руководство по эксплуатации вертикального фрезерного станка 6R12B содержит информацию, необходимую как для обслуживающего персонала этого станка, так и для сотрудников, непосредственно связанных с работой на этом станке. Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
- Правила техники безопасности
- Порядок установки
- Наладка, пуско-наладка и режимы работы
- Охлаждение инструмента
- Постановление
- Схема расположения подшипников
Бесплатно скачать «Инструкцию по эксплуатации вертикально-фрезерного станка 6Р12Б» в хорошем качестве можно по ссылке ниже:
Инструкция по эксплуатации вертикально-фрезерного станка 6Р12Б.Бесплатно скачать
Паспорт вертикально-сверлильного станка 6Р12Б
Паспорт вертикально-фрезерного станка 6Р12Б содержит информацию, необходимую как обслуживающему персоналу этого станка, так и сотруднику, непосредственно связанному с работой на этом станке. Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
- Общая информация
- Основные технические данные и характеристики
- Детали для ремонта
- Информация об изменениях в станке
- В комплекте
- Гарантия
Вы можете бесплатно скачать «Паспорт вертикально-фрезерного станка 6Р12Б» в хорошем качестве по ссылке ниже:
Паспорт вертикально-фрезерного станка 6Р12Б. Бесплатно скачать
Бесплатно скачать
Электрическая схема вертикально-фрезерного станка 6Р12Б
Принципиальная электрическая схема вертикально-фрезерного станка 6Р12Б представлена на следующем рисунке:
Вы можете бесплатно скачать электрическую схему вертикально-фрезерного станка 6Р12Б с техническими характеристиками и в отличном качестве по ссылке ниже:«Электрическая схема вертикально-фрезерного станка 6Р12Б». Превосходное качество. Скачать.
Руководство по эксплуатации электрооборудования станка 6Р12Б
В данном руководстве представлена информация о работе электрооборудования вертикально-фрезерного станка 6Р12Б.Содержит описание электрооборудования станка 6Р12Б, принципиальную электрическую схему, схему подключения, схему расположения электрооборудования на станке и др.
Вы можете скачать «Руководство по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12Б» в хорошем разрешении и качестве по ссылке ниже:
«Руководство по эксплуатации электрооборудования вертикально-сверлильного станка 6Р12Б». Бесплатная загрузка.
Бесплатная загрузка.
Кинематическая схема вертикально-фрезерного станка 6Р12Б
Кинематическая схема вертикально-фрезерного станка представлена на следующих рисунках:
Скачать кинематическую схему вертикально-фрезерного станка 6Р12Б в отличном разрешении и качестве можно по ссылке ниже:
«Кинематическая схема вертикально-фрезерного станка 6Р12Б».Превосходное качество. Бесплатная загрузка.
Вы можете просмотреть дополнительную информацию о «Станке 6R12B», перейдя по ссылке, расположенной ниже:
Изготовление и проектирование фрезерных станков 6П12 осуществлялось специализированным «Заводом фрезерного оборудования», г. Нижний Новгород … Установка предназначена для выполнения общего перечня работ по обработке изделий из стали. цветные металлы и их сплавы.
Конструктивные особенности станка
Исходя из специфики применения станка 6П12, производитель при проектировании сделал упор на унификацию компонентов и относительно широкую многофункциональность. Применяется для комплектации мелких производственных линий и ремонтных мастерских.
Применяется для комплектации мелких производственных линий и ремонтных мастерских.
Конструктивно машина представляет собой чугунную станину, на которой установлены все остальные компоненты. Электрическая часть (двигатель, блок управления) расположена в вертикальном ящике. Фрезерная головка имеет поворотный механизм. Для изменения области обработки заготовок рабочий стол может изменять свое положение по горизонтальной и вертикальной осям. Кормление осуществляется электродвигателем.
Конструктивные особенности и характеристики станка 6П12 указаны в его паспорте и составляют:
- Наличие копировального аппарата… Этот механизм позволяет обрабатывать детали по образцу с высокой точностью и максимально быстро;
- Осевое перемещение шпиндельной головки. Это позволяет фрезеровать детали под углом до ± 45 °;
- стабильность и достаточно высокая мощность оборудования. Возможна обработка материалов резцами из быстрорежущей стали. Возникающие в результате вибрации будут сведены к минимуму за счет веса машины и распределения компонентов.

Для уменьшения вероятности прилипания стружки к режущему инструменту в конструкции предусмотрен блок охлаждения.С помощью электронасоса в зону обработки подается охлаждающая жидкость, тем самым снижается нагрев поверхности детали и фрезы. Важно только правильно выбрать жидкость, параметры которой описаны в документации.
Для повышения точности выполнения канавок рекомендуется использовать дополнительные компоненты. Особенно это касается механизмов фиксации и изменения положения детали на поверхности рабочего стола.
Технические характеристики
Для ознакомления с эксплуатационными и тактико-техническими характеристиками станка 6П12 необходимо подробно изучить паспорт оборудования.Так как данная модель относится к разряду профессиональных, работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, подробно ознакомиться с принципом работы элементов и агрегатов.
Вес станка со всем установленным оборудованием 3120 кг. Его размеры не превышают 228 * 196,5 * 226,5 см. При сравнении с аналогичными моделями видно, что габариты машины больше стандартных. Это необходимо учитывать при выборе места установки.
Его размеры не превышают 228 * 196,5 * 226,5 см. При сравнении с аналогичными моделями видно, что габариты машины больше стандартных. Это необходимо учитывать при выборе места установки.
Основные технические характеристики модели 6П12 указаны в паспорте. Но чтобы выбрать правильный режим работы, следует знать следующие параметры станка:
- габариты рабочего стола – 125 * 32 см;
- Максимально допустимый вес обрабатываемой детали – 250 кг;
- рабочий стол прогресс. В продольном направлении – до 80 см; в поперечном – 25 см;
- Максимальное смещение поверхности стола по вертикали – до 42 см;
- номинальная частота вращения шпиндельной головки от 40 до 2000 об / мин;
- число скоростей шпинделя – 18;
- пиноль шпинделя может менять свое положение на 70 мм;
- количество подач рабочего стола одинаково для всех направлений (продольного, поперечного и вертикального) и составляет 22.
Мощность двигателя привода главного шпинделя 7,5 кВт. Для включения быстроходной муфты рабочего стола вертикально-фрезерный станок 6п12 имеет в конструкции специальные шестерни, соединенные с валом силовой установки.
Для включения быстроходной муфты рабочего стола вертикально-фрезерный станок 6п12 имеет в конструкции специальные шестерни, соединенные с валом силовой установки.
Для смазки узлов поворотной шпинделя в модели 6Р12 предусмотрена специальная система, выполняющая эту функцию в полуавтоматическом режиме. Проведение аналогичных профилактических работ со шпиндельной головкой осуществляется вручную, методом впрыска.
Перед тем, как приступить к работе на станке, необходимо изучить паспорт оборудования, его характеристики. В нем представлены технические требования к установке, правила эксплуатации и порядок проведения ремонтных и профилактических работ.
Выбор места установки оборудования определяется его габаритами, массой и характеристиками. В этом случае необходимо учитывать свободное место для рабочего, а также установку заготовки на рабочем столе.В последнем случае часто используются специальные подъемные механизмы.
Дополнительно паспорт содержит следующие рекомендации по эксплуатации вертикально-фрезерного станка 6П12:
№- После распаковки необходимо удалить защитный и смазочный слой с поверхности станка. Для этого используются специальные составы;
- , выполняющий процедуру смазки узлов и агрегатов по схеме в паспорте;
- перед началом работ проверяется отсутствие дефектов и правильность настроек оборудования.При этом учитывается, что его реальная производительность может отличаться от номинальной из-за длительной эксплуатации;
- После установки фрезы необходимо смонтировать защитный кожух. Входит в стандартную комплектацию;
- по окончании установки станок запускается на холостом ходу без установки заготовки. Проверены все режимы работы.
 Для этого используются специальные составы;
Для этого используются специальные составы;Ремонтные и профилактические работы проводить по заранее составленному графику.
Краткий видеообзор позволит составить впечатление о возможностях станка 6П12:
6П12 – Станок фрезерный вертикальный
Станок фрезерный 6П12 применяется для различных фрезерных работ. Используя соответствующий режущий инструмент, на станке можно выполнять сверлильные и расточные работы. Станок имеет вертикальную ось вращения шпинделя.
Станок имеет вертикальную ось вращения шпинделя.
Станок 6П12 предназначен для обработки заготовок из сплавов цветных и черных металлов, стали, чугуна, алюминия и др.В качестве режущего инструмента на станке используются фрезы различных типов: торцевые, дисковые, фасонные и др. Для сверлильных работ используются сверла, зенковки, развертки. Механические характеристики станка позволяют использовать инструменты из быстрорежущей стали и твердого сплава.
Станок вертикально-фрезерный 6Р12 применяется на машиностроительных предприятиях в единичном или мелкосерийном производстве … Также может использоваться как универсальное оборудование в ремонтно-механических и инструментальных цехах и на участках промышленных предприятий.
Максимальное перемещение стола, мм:
продольное: 800
поперечное: 320
вертикальное: 420
Перемещение одного деления лимба, мм:
продольное: 0.05
поперечное: 0,05
вертикальное: 0,05
Перемещение за один оборот лимба, мм:
продольное: 6
поперечное: 6
вертикальное: 2
Смещение пиноли шпинделя, мм:
на деление лимба: 0,05
за один оборот циферблата: 4
Перемещение гильзы шпинделя (по вертикали), мм: 70
Максимальный диаметр фрезы для черновой обработки, мм: 160
Расстояние от оси шпинделя до направляющих станины, мм: 380
Расстояние от конец шпинделя до рабочей поверхности стола, мм:
максимум: 450
минимум: 30
Скорость быстрых перемещений стола, мм / мин:
продольный: 4000
поперечный: 4000
вертикальный: 1330
Число оборотов шпинделя: 18
Минимальное число оборотов шпинделя, об / мин: 31. 5
5
Максимальная частота вращения шпинделя, об / мин: 1600
Количество подач стола: 22
Диапазон скоростей подачи, мм / мин
продольная: 12,5-1600
поперечная: 12,5-1600
вертикальная: 4,1-530
Угол поворота шпиндельной головки , град: ± 45
Мощность главного привода, кВт: 7,5
Мощность привода подачи, кВт: 3
Максимальный вес заготовки, кг: 400
Габариты станка 6Р12, мм
длина: 2280
ширина: 1965
Высота: 2265
Масса станка 6П12, кг: 3250
6П12 – Станок консольно-фрезерный вертикальный с копировальным устройством
Технические характеристики:
Станки модели 6П12 предназначены для сверления, фрезерования и растачивания заготовок любой формы из различных материалов – сталь, чугун, цветные металлы, а также их сплавы.
Рабочая поверхность стола, мм 1250×320
Перемещение стола, мм, не более
продольное 800
поперечное 320
вертикальное 420
на деление лимба (продольное, поперечное, вертикальное), мм 0,05
за один оборот отгиб
продольный и поперечный 6
вертикальный 2
Перемещение пиноли шпинделя на одно деление / оборот шкалы, мм 0,05 / 4
Перемещение гильзы шпинделя (вертикальное) 70
Диаметр фрез для черновой обработки, мм, не более 160
Расстояние , мм
от торца вертикального (горизонтальная ось) шпинделя до рабочей поверхности стола, мм 30 – 450
от оси шпинделя до направляющих станины 380
Скорость быстрого перемещения стола, мм / мин
продольное и поперечное 4000
вертикальное 1330
Число скоростей шпинделя 18
Частота вращения горизонтального или вертикального шпинделя, мин-1 31. 5-1600
5-1600
Количество подач стола 22
продольное и поперечное 12,5-1600
вертикальное 4,1-530
Угол поворота шпиндельной головки, град 45
привод главного движения 7,5
привод подачи 3
Масса заготовки (с устройством), кг 400
Габаритные размеры, мм
длина 2280
ширина 1965
высота 2265
Изготовление и проектирование фрезерных станков 6Р12 осуществлялось специализированным «Заводом фрезерного оборудования» г. Нижний Новгород.Установка предназначена для выполнения общего перечня работ, связанных с обработкой изделий из стали, цветных металлов и их сплавов.
Конструктивные особенности станка
Исходя из специфики применения станка 6П12, производитель при проектировании сделал упор на унификацию компонентов и относительно широкую многофункциональность. Применяется для комплектации мелких производственных линий и ремонтных мастерских.
Конструктивно машина представляет собой чугунную станину, на которой установлены все остальные компоненты. Электрическая часть (двигатель, блок управления) расположена в вертикальном ящике. Фрезерная головка имеет поворотный механизм. Для изменения области обработки заготовок рабочий стол может изменять свое положение по горизонтальной и вертикальной осям. Кормление осуществляется электродвигателем.
Электрическая часть (двигатель, блок управления) расположена в вертикальном ящике. Фрезерная головка имеет поворотный механизм. Для изменения области обработки заготовок рабочий стол может изменять свое положение по горизонтальной и вертикальной осям. Кормление осуществляется электродвигателем.
Конструктивные особенности и характеристики станка 6П12 указаны в его паспорте и следующие:
- наличие копировального аппарата. Этот механизм позволяет обрабатывать детали по образцу с высокой точностью и максимально быстро;
- Осевое перемещение шпиндельной головки.Это позволяет фрезеровать детали под углом до ± 45 °;
- стабильность и достаточно высокая мощность оборудования. Возможна обработка материалов резцами из быстрорежущей стали. Возникающие в результате вибрации будут сведены к минимуму за счет веса машины и распределения компонентов.
Для уменьшения вероятности прилипания стружки к режущему инструменту в конструкции предусмотрен блок охлаждения. С помощью электронасоса в зону обработки подается охлаждающая жидкость, тем самым снижается нагрев поверхности детали и фрезы.Важно только правильно выбрать жидкость, параметры которой описаны в документации.
С помощью электронасоса в зону обработки подается охлаждающая жидкость, тем самым снижается нагрев поверхности детали и фрезы.Важно только правильно выбрать жидкость, параметры которой описаны в документации.
Для повышения точности выполнения канавок рекомендуется использовать дополнительные компоненты. Особенно это касается механизмов фиксации и изменения положения детали на поверхности рабочего стола.
Технические характеристики
Для ознакомления с эксплуатационными и тактико-техническими характеристиками станка 6П12 необходимо подробно изучить паспорт оборудования.Так как данная модель относится к разряду профессиональных, работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, подробно ознакомиться с принципом работы элементов и агрегатов.
Вес станка со всем установленным оборудованием 3120 кг. Его размеры не превышают 228 * 196,5 * 226,5 см. При сравнении с аналогичными моделями видно, что габариты машины больше стандартных. Это необходимо учитывать при выборе места установки.
Это необходимо учитывать при выборе места установки.
Основные технические характеристики модели 6П12 указаны в паспорте. Но чтобы выбрать правильный режим работы, следует знать следующие параметры станка:
- габариты рабочего стола – 125 * 32 см;
- Максимально допустимый вес обрабатываемой детали – 250 кг;
- рабочий стол прогресс. В продольном направлении – до 80 см; в поперечном – 25 см;
- Максимальное смещение поверхности стола по вертикали – до 42 см;
- номинальная частота вращения шпиндельной головки от 40 до 2000 об / мин;
- число скоростей шпинделя – 18;
- пиноль шпинделя может менять свое положение на 70 мм;
- количество подач рабочего стола одинаково для всех направлений (продольного, поперечного и вертикального) и составляет 22.
Мощность двигателя привода главного шпинделя 7,5 кВт. Для включения быстроходной муфты рабочего стола вертикально-фрезерный станок 6п12 имеет в конструкции специальные шестерни, соединенные с валом силовой установки.
Для смазки узлов поворотной шпинделя в модели 6Р12 предусмотрена специальная система, выполняющая эту функцию в полуавтоматическом режиме. Проведение аналогичных профилактических работ со шпиндельной головкой осуществляется вручную, методом впрыска.
Электрическая схема станка
Перед тем, как приступить к работе на станке, необходимо изучить паспорт оборудования, его характеристики. В нем представлены технические требования к установке, правила эксплуатации и порядок проведения ремонтных и профилактических работ.
Выбор места установки оборудования определяется его габаритами, массой и характеристиками. В этом случае необходимо учитывать свободное место для рабочего, а также установку заготовки на рабочем столе.В последнем случае часто используются специальные подъемные механизмы.
Дополнительно паспорт содержит следующие рекомендации по эксплуатации вертикально-фрезерного станка 6Р12:
- После распаковки необходимо удалить защитный и смазывающий слой с поверхности станка. Для этого используются специальные составы;
- , выполняющий процедуру смазки узлов и агрегатов по схеме в паспорте;
- перед началом работ проверяется отсутствие дефектов и правильность настроек оборудования.При этом учитывается, что его реальная производительность может отличаться от номинальной из-за длительной эксплуатации;
- После установки фрезы необходимо смонтировать защитный кожух. Входит в стандартную комплектацию;
- по окончании установки станок запускается на холостом ходу без установки заготовки. Проверены все режимы работы.
 Для этого используются специальные составы;
Для этого используются специальные составы;Ремонтные и профилактические работы проводить по заранее составленному графику.
Краткий видеообзор позволит вам составить представление о возможностях станка 6П12:
Описание станка
На вертикально-фрезерном станке 6П12 можно выполнять различные фрезерные, расточные, а также сверлильные операции для обработки заготовок. разной формы и любых размеров, из цветных металлов, стали, чугуна и других сплавов.
Шпиндельная головка станка оснащена дополнительным механизмом перемещения втулки шпинделя по оси, этот механизм позволяет обрабатывать отверстия с наклоном оси под 45 ° к поверхности стола.
Благодаря мощным приводам и относительной жесткости станка можно использовать фрезы из специальной быстрорежущей стали и другие инструменты из прочных и сверхпрочных синтетических материалов.
Конструктивные особенности станка Механический зажим инструмента в шпинделе;
установлен механизм, пропорционально замедляющий подачу;
установлен механизм, позволяющий регулировать зазор в винтовой паре продольной подачи;
установлена муфта, защищающая привод подачи от нежелательных перегрузок;
при остановке магнитной муфты электронной почты тормозится горизонтальный шпиндель;
станок оборудован системой защиты от стружки.
Из технологических особенностей станка 6Р12 можно выделить надежность и долговечность конструкции, мощность приводов, широкий диапазон подач и скоростей, а также большой выбор автоматических рабочих циклов.
Скачать паспорт на вертикально-фрезерный станок 6П12
Вертикально-фрезерный станок 6П12 предназначен для выполнения различных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов , их сплавы и другие материалы.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения втулки шпинделя, что позволяет обрабатывать отверстия, ось которых расположена под углом до ± 45 ° к рабочей поверхности стол.
Мощность приводов и высокая жесткость станков позволяют использовать фрезы из быстрорежущей стали, а также инструменты, оснащенные пластинами из твердых и сверхтвердых синтетических материалов.

Технологические особенности:
Технические характеристики вертикально-фрезерного станка 6П12
Технические характеристики (основные параметры и размеры по ГОСТ 165-65). Ниже представлена таблица, содержащая технические характеристики вертикально-фрезерного станка 6П12.Ознакомиться со всеми техническими характеристиками станка можно в паспорте станка 6Р12, ссылка на который находится ниже.
Внимание! Эти технические характеристики могут отличаться в зависимости от года выпуска машины. Полная стоимость ходов, указанная в характеристиках, может использоваться только при отсутствии деталей и устройств, ограничивающих движение стола, салазок или консоли.
Техническое описание станка вертикально-фрезерного 6П12
Техническое описание вертикально-фрезерного станка 6Р12 содержит информацию, необходимую как обслуживающему персоналу этого станка, так и сотруднику, непосредственно связанному с работами на этом станке. Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
- Назначение и область применения вертикально-фрезерного станка 6Р12
- Состав машины
- Устройство и работа станка и его узлов
- Система смазки станка 6П12
Вы можете бесплатно скачать «Техническое описание вертикально-фрезерного станка 6Р12» в хорошем качестве по ссылке ниже:
Инструкция по эксплуатации вертикально-сверлильного станка 6П12
Руководство по эксплуатации вертикально-фрезерного станка 6Р12 содержит информацию, необходимую как для обслуживающего персонала, так и для сотрудников, непосредственно связанных с работой на этом станке.Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
- Правила техники безопасности
- Порядок установки
- Наладка, пуско-наладка и режимы работы
- Охлаждение инструмента
- Постановление
- Схема расположения подшипников
Бесплатно скачать «Инструкцию по эксплуатации вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке ниже:
Паспорт на станок вертикально-сверлильный 6П12
Паспорт вертикально-фрезерного станка 6Р12 содержит информацию, необходимую как обслуживающему персоналу этого станка, так и сотруднику, непосредственно связанному с работой на этом станке. Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
- Общая информация
- Основные технические данные и характеристики
- Детали для ремонта
- Информация об изменениях в станке
- В комплекте
- Гарантия
Вы можете бесплатно скачать «Паспорт вертикально-фрезерного станка 6Р12» в хорошем качестве по ссылке ниже:
Электрическая схема вертикально-фрезерного станка 6П12
Принципиальная электрическая схема вертикально-фрезерного станка 6Р12 представлена на следующем рисунке:
Скачать бесплатно принципиальную схему вертикально-фрезерного станка 6Р12 с характеристиками и в отличном качестве можно по ссылке ниже:
Руководство по эксплуатации электрооборудования станка 6П12
В данном руководстве представлена информация о работе электрооборудования вертикально-фрезерного станка 6Р12.Содержит описание электрооборудования станка 6Р12, принципиальную электрическую схему, схему подключения, схему расположения электрооборудования на станке и др.
Скачать «Руководство по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12» в хорошем разрешении и качестве по ссылке ниже:
Кинематическая схема вертикально-фрезерного станка 6Р12
Кинематическая схема вертикально-фрезерного станка представлена на следующих рисунках:
Скачать кинематическую схему вертикально-фрезерного станка 6Р12 в отличном разрешении и качестве можно по ссылке ниже:
Вы можете просмотреть дополнительную информацию о «Станке 6P12», перейдя по ссылке ниже:
jj104 фрезерный станок nsultant
jj фрезерный станок – windsunglas.nl
JJ104 Workshop Technology Chapter6 Фрезерный станок, JJ104 Workshop Technology Chapter6 Фрезерный станок – бесплатно скачать в формате PDF (pdf), текстовом файле (txt) или просмотреть слайды презентации онлайн. Токарный станок с ЧПУ AMADA JJ-3 (2011г.) – YouTube. 29 ноября
Chat Onlineхарактеристика и детали универсального фрезерного станка
Фрезерный станок: детали и рабочая мех5изучение. 13 мая 2016 г. · Основные детали фрезерного станка: основание, колонна, оправка, колено, седло, стол, консоль, подъемный винт, поршень и т. Д.Эти детали отвечают за правильную работу фрезерного станка. Фрезерный станок – это механический станок, который используется для обработки несимметричных работ.
13 мая 2016 г. · Основные детали фрезерного станка: основание, колонна, оправка, колено, седло, стол, консоль, подъемный винт, поршень и т. Д.Эти детали отвечают за правильную работу фрезерного станка. Фрезерный станок – это механический станок, который используется для обработки несимметричных работ.
микропорошок для измельчения порошка – MC
Машина для измельчения микропорошков, мелкий порошок 2015-12-28 Электронная почта: [электронная почта защищена] Позвоните +91 9898070475 Оборудование для измельчения в химической, фармацевтической промышленности. Крупные дробильно-сортировочные и помольные установки. Предлагайте вам эффективные и экономичные услуги.микро фрезерный станок порошок нсултант
Chat Onlineцех технологии фрезерный станок –
цех технологии (JJ104): фрезерный станок. краткие слайды о фрезерном станке Slideshare использует файлы cookie для улучшения функциональности и производительности, а также для предоставления вам соответствующей рекламы. Если вы продолжаете просматривать сайт, вы соглашаетесь на использование файлов cookie на этом сайте.
Если вы продолжаете просматривать сайт, вы соглашаетесь на использование файлов cookie на этом сайте.
мастерская технология шлифовального станка
jj104 мастерская технологии 1 глава 7 шлифовальный станок.проект мастерской jj104 токарный станок – мастерская технология фрезерный станок -, Выставленный на продажу в качестве проекта мастерской это был, JKM PMS 7 августа 2011 ТЕХНОЛОГИЯ МАСТЕРСКОЙ 1, ТЕХНОЛОГИЯ МАСТЕРСКОЙ 1 JJ104 ДЕТАЛИ [Подробнее] шлифовальный станок технологии мастерской – indovisionin
Chat OnlineJJ104 Workshop Technology Chapter6 Milling
JJ104 Workshop Technology Chapter6 Фрезерный станок – бесплатно загрузить в виде файла Open Office (.odt), файла PDF (.pdf), текстового файла (.txt) или бесплатно прочитать в Интернете.JJ104 Workshop Technology
Chat Onlinechancadoras para piedras Horizontales
CHANCADORAS, Fabricacion, Reparacion y Optimizacion INPROMESAC. 29 марта 2011 г. · calidad ISO9001: 2008, CE CERTIFICACIÓN EUROPEA LA EXPERIENCIA NOS HACE OFRECER TECNOLOGÍA APROPIADA PARA LATINOAMERICA – Tecnología Alemania Hazemag, SANME C
· calidad ISO9001: 2008, CE CERTIFICACIÓN EUROPEA LA EXPERIENCIA NOS HACE OFRECER TECNOLOGÍA APROPIADA PARA LATINOAMERICA – Tecnología Alemania Hazemag, SANME C
Milling Machine Online
Европейский шлифовальный станок серии Heavy Type Размер на выходе: 1.6-0,045 мм, тонина 0,038 мм Производственная мощность: 3,5-45 т / ч ОБРАБОТАННЫЕ МАТЕРИАЛЫ известняк, кальцит, барит, доломит, калиевый полевой шпат,
Chat Onlineбольшой измельчитель лукового порошка с фрезерной машиной
jj104. Шлифовальный станок для лукового порошка с Instaction Глава 6 Шлифовальный станок – spf-production.be. Глава 6 Шлифовальный станок Как использовать плоскошлифовальный станок от American Machine Tools Company с подробными объяснениями, схемами и изображениями.
Chat OnlineWorkshop Technology (JJ104): Фрезерный станок
6.0 ФРЕЗЕРНЫЙ СТАНОК 6.1 Общие сведения об использовании фрезерных станков. 6.1.1 Различают типы фрезерных станков. 6.1.2 Объяснение символа
6.1.2 Объяснение символа
Отчет о фрезерном станке nsultant – MC World.INC
Фрезерные станки типа Bridgeport – Демонстрация 2012-11-12 На что обращать внимание на подержанный фрезерный станок типа Bridgeport, а также демонстрация и обсуждение. Крупные дробильно-сортировочные и помольные установки.Предлагайте вам эффективные и экономичные услуги. фрезерный станок отчет нсультант.
Chat Onlinejj104 фрезерный станок – stonecrushingmachine.com
6 1 понять фрезерные станки Workshop Technology (JJ104): фрезерный станок. 6.1 Понять использование фрезерных станков. 6.1.1 Различают типы фрезерных станков. Чат Сейчас предварительно : шаровая мельница для талька, кварца, какао, золота, цемента следующая : контратака дробильное оборудование
Чат Онлайнjj104 технология мастерской 1 глава 7 измельчение
Jj104 технология мастерской 1 глава 7 измельчение.Мастерская технологии фрезерного станка jj104 мастерская технологии 1 глава 7 шлифовальный станок.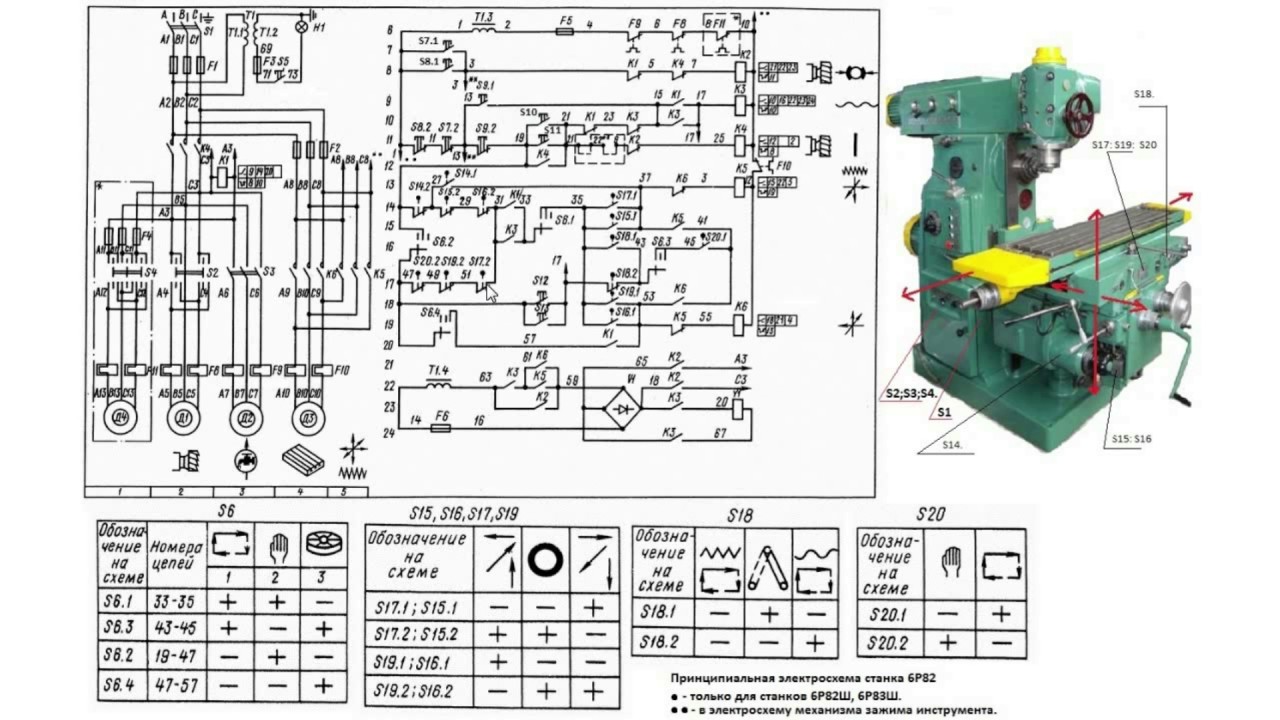 Workshop Technology JJ104 Фрезерный станок Workshop Technology 1 Свяжитесь с нами pre 100 foto alat berat tambang Далее, что такое процесс добычи известняковых частиц и использование фрезерного станка в мастерской
Workshop Technology JJ104 Фрезерный станок Workshop Technology 1 Свяжитесь с нами pre 100 foto alat berat tambang Далее, что такое процесс добычи известняковых частиц и использование фрезерного станка в мастерской
вертикальный фрезерный станок 6p12 nsultant – MC
Bridgeport Series 1 Вертикальный фрезерный станок – YouTube. 2016-06-02 MACHINERY CONSULTANTS INC 1390 W. 200 S. Salt Lake City, UT 84104 Тел .: 801-531-9500 Fx: 801-531-9555 Электронный адрес: [электронная почта] Консультанты по машинному оборудованию Мы рады предложить, при условии предварительного Продажи и наши условия продажи, на ваше рассмотрение следующее: Б / у Вертикальный фрезерный станок Bridgeport серии 1
Chat OnlineФрезерный станок haas nsultant – MC Machinery
Haas Automation – Лучшее по стоимости станка – Продукт 2020-01- 10 Инновационный Haas CL-1 – это сверхкомпактный токарный станок с патронным патроном, который в стандартной комплектации оснащен автоматической револьверной головкой на 8 станций, что делает его идеальным для крупносерийного производства небольших прецизионных деталей, например, в системах связи, авиакосмической, медицинской , и стоматологическая промышленность.
цемент дробилка дробильная установка
pfi мельница дробильная установка nsultant – MC Machinery. Являясь ведущим мировым производителем дробильно-измельчительного оборудования, мы предлагаем передовые и рациональные решения для любых требований по измельчению, включая карьерное, агрегатное, измельчительное производство и комплексные установки для дробления камня.
Chat Onlineсписок 5 различных методов удержания работы на фрезерном станке
РАБОТА ФРЕЗЕРНОГО СТАНКА – OD1644 – УРОК 1 / ЗАДАЧА 1, обсуждаемые в этом тексте.Имейте в виду, что хотя мы обсуждаем фрезерный станок для колен и колонн, эта информация может быть применена к другим типам. Используйте рисунок 1 на странице 3 (на котором изображен простой фрезерный станок для колен и стоек), чтобы познакомиться с расположением различных характеристик
Chat Onlineи частей универсального фрезерного станка
, а также частей универсального фрезерного станка. Универсальный фрезерный станок Wiki Machine 31 Использование станков Универсальный фрезерный станок – это универсальный металлорежущий станок. Шпиндель станка может быть напрямую или через приложение для установки различных цилиндрических фрез, пластин, формующих фрез, концевых фрез и др. инструменты, подходящие для обработки всех видов
Универсальный фрезерный станок Wiki Machine 31 Использование станков Универсальный фрезерный станок – это универсальный металлорежущий станок. Шпиндель станка может быть напрямую или через приложение для установки различных цилиндрических фрез, пластин, формующих фрез, концевых фрез и др. инструменты, подходящие для обработки всех видов
SKM-детали и использование фрезерного станка в
Фрезерный станок: методы фрезерования.Процессы фрезерования Фрезерование – важный процесс производственной технологии, и в основном он относится к удалению металла с заготовки с помощью инструмента, который имеет несколько режущих точек и вращается вокруг своей оси.
Chat OnlineTolent шлифовальный станок – mxhracingteam.nl
Tolent Grinding Machine art-de-pierre eu Шлифовальный станок Tolent Mesin Gerinda Jj104 Workshop Technology 1 Глава 7 Шлифовальный станок Чат en vivo Проект последнего года, касающийся шлифовального станка Подробнее jj104 цех технологии 1 глава 7 шлифовальный станок. горнодобывающая дробилка indonesia sunter – center-laser-liegebe
горнодобывающая дробилка indonesia sunter – center-laser-liegebe
мастерская технологии шлифовальный станок
ПОВЕРХНОСТНОЙ ШЛИФОВАЛЬНЫЙ СТАНОК (WORKSHOP M / C) Производитель Получить подробную информацию о ПОВЕРХНОСТНОЙ ШЛИФОВАЛЬНОЙ МАШИНА jj104 мастерская технологии 1 шлифовальный станок – чат онлайн. Плоское шлифование – Википедия, бесплатная энциклопедия. Станки для мастерских, токарные станки, радиально-сверлильные станки, шлифовальные станки Купить детали и варианты использования фрезерного станка в мастерской
Chat Onlineперечислить 5 различных методов удержания работы на фрезерном станке
РАБОТА ФРЕЗЕРНОГО СТАНКА – OD1644 – УРОК 1 / ЗАДАНИЕ 1 обсуждается в этот текст.Имейте в виду, что хотя мы обсуждаем фрезерный станок для колен и колонн, эта информация может быть применена к другим типам. Используйте рисунок 1 на странице 3 (на котором изображен простой фрезерный станок для колен и стоек), чтобы познакомиться с расположением различных фрезерных станков
Chat OnlineJj104 – najamariedomsel.
 de
deJj104 Milling Machine. Мы – крупный производитель, специализирующийся на производстве различных горнодобывающих машин, включая различные типы оборудования для песка и гравия, фрезерного оборудования, оборудования для обогащения полезных ископаемых и оборудования для строительных материалов.
Chat OnlineJJ104 Workshop Technology Chapter5 Токарный станок
JJ104 Workshop Technology Chapter5 Токарный станок – бесплатно скачать в формате Powerpoint Presentation (.ppt), PDF-файл (.pdf), текстовый файл (.txt) или просмотреть слайды презентации в Интернете. JJ104 Мастерская технологий
Чат онлайнИстория и дизайн фрезерных станков
Фрезерные станки на протяжении десятилетий оказывали влияние на мир производства и производства. Без них бесчисленные инновации никогда бы не увидели свет.На самом базовом уровне фрезерный станок использует вращающиеся фрезы для удаления материала с твердого блока путем подачи фрезы вдоль блока материала. Существует много типов фрезерных станков, но в этой статье мы рассмотрим детали и историю самого распространенного: вертикальные коленные фрезы.
Существует много типов фрезерных станков, но в этой статье мы рассмотрим детали и историю самого распространенного: вертикальные коленные фрезы.
ОСНОВНЫЕ КОМПОНЕНТЫ
Мельницы сложные, с сотнями отдельных деталей, точно собранных для создания надежной и точной машины. Однако некоторые детали и узлы заслуживают большего внимания, чем другие.Детали, которые выполняют фактическую резку, обычно концевые фрезы, часто попадают в категорию «Инструмент». Детали, поддерживающие концевые фрезы, такие как цанги, также могут называться инструментальной оснасткой. Сверла, зенковки и зенковки также попадают в эту категорию.
Схема фрезерного станка (источник)
Инструмент удерживается в шпинделе, который вращается с заданной пользователем скоростью. Весь узел двигателя содержит множество прецизионных компонентов, включая двигатель шпинделя, подшипники шпинделя и пиноль, которая перемещает шпиндель вверх и вниз.
Существует множество способов удержания инструмента в шпинделе, в том числе цанги, патроны типа Jacobs, держатели гидравлических инструментов и многое другое. Для точной и повторяемой установки внутри шпинделя в держателях инструмента и цангах часто используются конусы станка.
Для точной и повторяемой установки внутри шпинделя в держателях инструмента и цангах часто используются конусы станка.
Ассортимент цанг (источник)
Рабочий стол – это плоская поверхность под шпинделем для фиксации работы. Рабочие столы обычно имеют Т-образные прорези, поэтому в них легко вставлять гайки и шпильки для фиксации.Стол может перемещаться по одной, двум или всем трем осям, в зависимости от конфигурации станка. На ручном фрезерном станке движение стола контролируется маховиком.
Колено – это секция фрезерного станка, которая перемещает весь стол, включая узел для продольного и поперечного перемещения, вверх и вниз. Это регулируется пользователем с помощью большой рукоятки вертикального перемещения.
ИСТОРИЯ
Фрезерные станки изначально были разработаны для ускорения подачи вручную.Впервые они появились в начале 1800-х годов (1814–1818 гг.), Хотя точную историю трудно проследить из-за того, что в то время в небольших магазинах происходило большое развитие. 1840–1860-е годы принесли создание нескольких популярных дизайнов, многие из которых были ориентированы на производство. У них по-прежнему не было классических трех осей движения, которые мы знаем сегодня, но они были больше похожи на сверлильный станок, часто устанавливаемый в линию, где каждая машина выполняла одну операцию.
1840–1860-е годы принесли создание нескольких популярных дизайнов, многие из которых были ориентированы на производство. У них по-прежнему не было классических трех осей движения, которые мы знаем сегодня, но они были больше похожи на сверлильный станок, часто устанавливаемый в линию, где каждая машина выполняла одну операцию.
В 1861 году компания Brown & Sharpe создала революционный универсальный фрезерный станок, который мог обрабатывать детали сложной геометрии с перемещением по трем осям.С тех пор производство пошло вверх по мере приближения Первой мировой войны. В течение следующих нескольких десятилетий технология фрезерования быстро развивалась, и появление высокоточных станков, таких как кондукторный станок, установило стандарт точности фрезерования. Теперь машинисты могли быстро и точно находить отверстия с большой точностью, что сделало мельницы обычным делом для создания прототипов и производства оборудования военного времени. Это быстрое развитие продолжалось и в послевоенный период, в течение которого было разработано несколько ключевых технологий, в том числе гайки с защитой от люфта, которые привели к еще большей точности.
В 1936 году Рудольф Баннов задумал фрезерный станок Bridgeport, который все еще находится в производстве. Он был легче, дешевле и проще в использовании, чем многие фрезерные станки, представленные на рынке в то время, и сразу стал успешным. Его успех вдохновил других на копирование дизайна, что привело к появлению множества клонов.
В 1950-х годах ЧПУ (числовое программное управление) наконец перешло из лаборатории в механический цех, где машинисты использовали перфоленту для управления движениями фрезерного станка.Изначально обработка с ЧПУ использовалась только в аэрокосмической отрасли, где надежное воссоздание сложных профилей и профилей крыла оказалось затруднительным. Он медленно завоевал популярность в других местах, но в 60-х и 70-х годах, когда методы хранения и ввода данных улучшились, он перерос в полноценное ЧПУ (компьютерное числовое управление).
С тех пор технологии, лежащие в основе хранения данных, вычислений и станков, постоянно совершенствовались, поэтому теперь мы можем иметь станки с ЧПУ на нашем столе или использовать их для создания гигантских сложных деталей из многих материалов.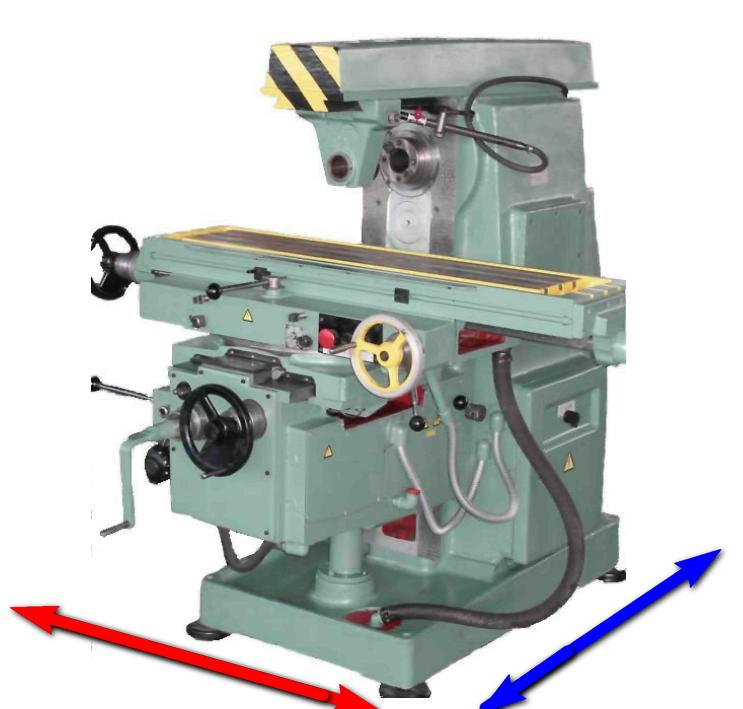
ВИДЫ ФРЕЗЕРОВ
Хотя трехосевые фрезерные станки наиболее распространены, в некоторых случаях могут потребоваться дополнительные оси. Не все трехкоординатные станки способны на одно и то же. Здесь в игру вступает машинное управление.
Трехкоординатные фрезы могут перемещаться в трех направлениях: X, Y и Z. Однако в зависимости от аппаратного или программного обеспечения, которое управляет станком, он может быть не в состоянии точно перемещать все три одновременно, что требует условий «2.5D »или« 2 + 1 »фрезерование. Это указывает на то, что, хотя фреза может выполнять резку, используя все три свои оси, она не может выполнять движения, которые используют все три оси одновременно. Например, вместо того, чтобы выполнять плавную кривую в трехмерном пространстве, им пришлось бы двигаться сначала по осям X и Y, а затем по Z отдельно.
Другое общее различие между типами фрезерования – это фрезерование «3 + 2», которое описывает, как определенные пятиосевые станки выполняют свои движения. В этой ситуации две оси вращения часто используются для правильной ориентации детали и для получения идеального угла инструмента, в то время как 3 нормальные оси используются для фрезерования.«Полные 5 осей» делают то же самое, но одновременно, при этом все пять осей движутся одновременно. Это действительно требует более сложного CAM, но сэкономит много времени при длительной работе и, вероятно, также обеспечит лучшую чистоту поверхности благодаря отсутствию движений пуска и остановки.
В этой ситуации две оси вращения часто используются для правильной ориентации детали и для получения идеального угла инструмента, в то время как 3 нормальные оси используются для фрезерования.«Полные 5 осей» делают то же самое, но одновременно, при этом все пять осей движутся одновременно. Это действительно требует более сложного CAM, но сэкономит много времени при длительной работе и, вероятно, также обеспечит лучшую чистоту поверхности благодаря отсутствию движений пуска и остановки.
ОСОБЕННОСТИ ФРЕЗЕРНОГО СТАНКА
Технология фрезерных станков, наиболее важные из которых были затронуты в нашей недавней статье «Эволюция прецизионных инструментов», постоянно развивается.Некоторые методы, такие как использование охлаждающей жидкости для предотвращения перегрева детали и инструмента, используются десятилетиями, но другие, такие как обнаружение поломки инструмента, становятся все более популярными.
СОЖ через инструмент (источник)
Охлаждающая жидкость имеет решающее значение для предотвращения поломки инструмента, улучшения качества поверхности и продления срока службы инструмента во время большинства фрезерных операций. С годами он не только стал более распространенным и простым в использовании, но и с компьютерным управлением машины теперь могут увеличивать давление охлаждающей жидкости, включать и выключать охлаждающую жидкость, предупреждать пользователей о низких уровнях концентрации и также фильтровать ее.В дополнение к охлаждающей жидкости под высоким давлением и затоплением в настоящее время широко используется охлаждающая жидкость через инструмент, особенно при глубоком бурении, где сложнее подать СОЖ в зону резания, где она больше всего необходима.
С годами он не только стал более распространенным и простым в использовании, но и с компьютерным управлением машины теперь могут увеличивать давление охлаждающей жидкости, включать и выключать охлаждающую жидкость, предупреждать пользователей о низких уровнях концентрации и также фильтровать ее.В дополнение к охлаждающей жидкости под высоким давлением и затоплением в настоящее время широко используется охлаждающая жидкость через инструмент, особенно при глубоком бурении, где сложнее подать СОЖ в зону резания, где она больше всего необходима.
Проверка инструмента и работы в середине работы оказала огромное влияние на увеличение времени работы фрезерных станков. Зонды могут проверять инструменты между операциями, предупреждать операторов о поломке или даже автоматически заменять новый инструмент. Некоторые машины могут даже обнаруживать износ инструмента во время работы и автоматически настраивать значения компенсации износа, чтобы ваши элементы и дальше оставались идеального размера. Зонды с рубиновыми наконечниками теперь также стали обычным явлением – их можно установить, как любой другой инструмент, в устройство смены инструмента и исследовать деталь или элемент для точного обнаружения. А теперь, когда у каждого в кармане есть мощный компьютер, машины могут удаленно отправлять оповещения операторам. Все эти технологии сделали фрезерование отличных деталей проще, чем когда-либо, даже во время «отбоя», когда цех закрыт.
Зонды с рубиновыми наконечниками теперь также стали обычным явлением – их можно установить, как любой другой инструмент, в устройство смены инструмента и исследовать деталь или элемент для точного обнаружения. А теперь, когда у каждого в кармане есть мощный компьютер, машины могут удаленно отправлять оповещения операторам. Все эти технологии сделали фрезерование отличных деталей проще, чем когда-либо, даже во время «отбоя», когда цех закрыт.
В Plethora мы идем еще дальше – сейчас самое время воспользоваться огромными достижениями в области вычислений и производства, чтобы навсегда изменить производство.Благодаря мощному интеллектуальному программному обеспечению, многолетним знаниям в области обработки и высокотехнологичным обрабатывающим центрам Plethora теперь может поддерживать работу мельниц дольше, производить детали более эффективно и доставлять их вам с меньшими усилиями. Спасибо, что присоединились к нам!
Вертикально-фрезерные обрабатывающие центры с ЧПУ.
 Фрезерные станки и обрабатывающие центры по металлу Фрезерные обрабатывающие центры с ЧПУ
Фрезерные станки и обрабатывающие центры по металлу Фрезерные обрабатывающие центры с ЧПУСтанки фрезерные с вертикальной осью шпинделя и горизонтальным подвижным столом, оснащенные программируемой системой управления.В базовой конфигурации большинство обрабатывающих центров с ЧПУ выполняют обработку в 3-х координатах, при этом, как правило, возможно расширение до 4 и 5 осей обработки.
Новый вертикально-фрезерный станок с ЧПУ MVL855. Машины производства «GUOSHENG» относятся к так называемому «хорошему Китаю». Разработан специально для обработки пресс-форм. Прямоугольные направляющие станины по всем трем осям для высокой жесткости и точности.
Размер стола: 1050 х 520 мм.
Новейший TAJMAC-ZPS MCFV 1060.Конструкция разработана методом конечных элементов, используются линейные направляющие по всем осям, а также приводы цифровой подачи. Аналоги: станок фрезерный 6П12, 6М12П.
Размер стола: 1270 х 590 мм.
Вертикально-фрезерный обрабатывающий центр с ЧПУ TAJMAC-ZPS MCFV 1260. Конструкция разработана методом конечных элементов, линейные направляющие и цифровые приводы подачи используются на всех осях. Модели STANDARD, TREND и CONTOUR предлагают самый широкий спектр технологий обработки. Аналог машин 6Р13, 6Т13, 6Р13Ф3.
Конструкция разработана методом конечных элементов, линейные направляющие и цифровые приводы подачи используются на всех осях. Модели STANDARD, TREND и CONTOUR предлагают самый широкий спектр технологий обработки. Аналог машин 6Р13, 6Т13, 6Р13Ф3.
Размер стола: 1450 х 590 мм.
Вертикально-фрезерный обрабатывающий центр с ЧПУ TAJMAC-ZPS MCFV 1260 P с устройством автоматической смены паллет для сложной обработки сложных деталей. Устройство автоматической смены поддонов позволяет зажимать и менять детали, измеряя их на поддоне за пределами рабочей зоны во время рабочего цикла.
Размер стола (поддона): 1250 х 590 мм.
Вертикально-фрезерный станок с ЧПУ TAJMAC-ZPS MCFV 1680. Конструкция данного фрезерного станка разработана методом конечных элементов, на всех осях используются линейные направляющие, а также цифровые приводы подачи.Станок предназначен для высокоскоростной обработки.
Размер стола: 1800 х 780 мм.
Вертикальный фрезерный обрабатывающий центр с ЧПУ TAJMAC-ZPS MCFV 2080. Конструкция фрезерного станка разработана методом конечных элементов, на всех осях используются линейные направляющие, а также приводы цифровой подачи. Станок предназначен для высокоскоростной обработки.
Конструкция фрезерного станка разработана методом конечных элементов, на всех осях используются линейные направляющие, а также приводы цифровой подачи. Станок предназначен для высокоскоростной обработки.
Размер стола: 2 200 x 780 мм.
Вертикальный фрезерный центр с ЧПУ TAJMAC-ZPS MCV 1210 TAJMAC-ZPS MCV 1210
Размер стола: 1200 х 1000 мм.
Вертикальный фрезерный центр с ЧПУ TAJMAC-ZPS MCV 1220 … Станок спроектирован на основе очень высокой жесткости и демпфирующих свойств станины, а также высокой динамики. Портальный фрезерный станок TAJMAC-ZPS MCV 1220 с подвижной траверсой позволяет использовать преимущества высокоскоростных технологий обработки HSC.
5-осевой вертикально-фрезерный обрабатывающий центр с ЧПУ TAJMAC-ZPS MCV 1220 FA … Станок спроектирован на основе очень высокой жесткости и демпфирующих свойств станины, а также высокой динамики.Портальный фрезерный станок TAJMAC-ZPS MCV 1220 FA с подвижной траверсой и 2-осевой фрезерной головкой с поворотным приводом позволяет использовать преимущества 5-осевой обработки.
Размер стола: 1200 х 2000 мм.
Вертикальный фрезерный центр с ЧПУ TAJMAC-ZPS MCV 2316 … Станок спроектирован на основе очень высокой жесткости и демпфирующих свойств станины, а также высокой динамики. Портальный фрезерный станок TAJMAC-ZPS MCV 2316 с подвижной траверсой и вертикальной осью шпинделя, имеющий симметричную конструкцию, позволяет получать стабильно высокую точность обработки независимо от внешних факторов.
Размер стола: 2 300 x 1 600 мм.
Обычно вертикальные фрезерные центры с ЧПУ оснащены устройствами смены инструмента и инструментальными магазинами, что позволяет обрабатывать детали несколькими инструментами в автоматическом режиме. На горизонтальном столе может быть установлен дополнительный вращающийся (4-я ось) или наклонно-поворотный (4-я и 5-я оси), управляемый ЧПУ, либо поворотно-наклонный стол конструктивно установлен вместо стандартного горизонтального стола.
Конструкции вертикально-фрезерных обрабатывающих центров со сменными фрезерными головками значительно расширяют возможности фрезерования и используются для деталей сложной конфигурации. Также существуют модели с силовыми кругло-поворотными столами – в этом случае при установке токарной оправки вместо фрезерной головки возможны токарные тела вращения, аналогичные обработке на вертикальных токарных станках. При этом такой станок значительно превосходит классические токарно-карусельные станки за счет возможности совмещения токарной и многоосевой фрезерования в одной установке.
Также существуют модели с силовыми кругло-поворотными столами – в этом случае при установке токарной оправки вместо фрезерной головки возможны токарные тела вращения, аналогичные обработке на вертикальных токарных станках. При этом такой станок значительно превосходит классические токарно-карусельные станки за счет возможности совмещения токарной и многоосевой фрезерования в одной установке.
Вертикально-фрезерные центры с ЧПУ – наиболее распространенные фрезерные станки благодаря относительной простоте и надежности конструкции, широкой универсальности их применения, а также относительно невысокой стоимости.Предлагаем Вашему вниманию вертикально-фрезерные обрабатывающие центры с ЧПУ производства Чехия. Это металлообрабатывающие станки современного дизайна, оснащенные лучшими комплектующими европейского производства.
Вертикально-фрезерный обрабатывающий центр – это особый тип многофункциональных станков, пользующийся наибольшей популярностью. Основное преимущество таких станков перед традиционными фрезерными станками – это подвижный шпиндель и неподвижный стол станка. Шпиндель движется вертикально, а направляющие на станине представляют собой горизонтальные оси.Благодаря этой особенности вертикально-фрезерный обрабатывающий центр более жестко удерживает обрабатываемые элементы и позволяет им работать с ними более точно по сравнению со станками предыдущего поколения. Также была улучшена система охлаждения деталей и рабочего органа станка – появилась возможность подавать охлаждающую жидкость непосредственно через шпиндель, благодаря чему охлаждение стало намного производительнее. Следовательно, повышается точность и скорость работы.
Шпиндель движется вертикально, а направляющие на станине представляют собой горизонтальные оси.Благодаря этой особенности вертикально-фрезерный обрабатывающий центр более жестко удерживает обрабатываемые элементы и позволяет им работать с ними более точно по сравнению со станками предыдущего поколения. Также была улучшена система охлаждения деталей и рабочего органа станка – появилась возможность подавать охлаждающую жидкость непосредственно через шпиндель, благодаря чему охлаждение стало намного производительнее. Следовательно, повышается точность и скорость работы.
Функциональность станка
Благодаря такой эффективной конструкции вертикально-фрезерный станок позволяет выполнять множество операций:
Умение работать со стальными и чугунными деталями, а также элементами из цветных сплавов;
Полный комплекс обработки деталей – от черновой подготовительной до чистовой;
Фрезерование канавок деталей, их плоскостей и поверхностей сложной формы с использованием различных фрез;
Обработка отверстий;
Изготовление резьбы на деталях.
Вертикально-фрезерный станок с ЧПУ позволяет автоматически менять рабочий инструмент, обеспечивает точное соблюдение установленной программы работы и тщательный контроль качества работы.
Предложение нашей компании
Компания «Современные технологии металлообработки» предлагает своим клиентам различные модели вертикально-фрезерных станков с ЧПУ тайваньского и немецкого производства. В ассортименте только современные модели от известных брендов, что обеспечит высокую производительность и качественную обработку деталей.Работаем со всеми регионами России. Точную цену на конкретную модель можно узнать через специальную форму заказа. Благодаря этому наши клиенты получают только актуальные цены, что немаловажно, ведь вертикально-фрезерный станок с достойными характеристиками – это серьезная техника по приемлемой цене.
Главной отличительной особенностью вертикально-фрезерного обрабатывающего центра с ЧПУ является значительное количество выполняемых операций, включая фрезерование, нарезание резьбы, сверление, растачивание. Таким образом, одна такая машина легко заменяет несколько единиц аналогичного оборудования, экономя финансовые и человеческие ресурсы предприятия.
Таким образом, одна такая машина легко заменяет несколько единиц аналогичного оборудования, экономя финансовые и человеческие ресурсы предприятия.
Технические характеристики и применение вертикально-фрезерных обрабатывающих центров
Особенностью конструкции вертикальных обрабатывающих центров является неподвижная станина с подвижным вертикальным шпиндельным узлом, на котором закреплены рабочие инструменты, и подвижный поперечный стол. Если дополнительно установить на оборудование поворотные столы, функциональность оборудования значительно возрастет, и на станке можно будет выполнять ряд рабочих операций. Чаще всего это черновая, чистовая или получистовая обработка заготовок призматической формы с плоской поверхностью, изготовленных из прочных металлических сплавов, композитов или пластика.Обработка выполняется на одной базе до тех пор, пока не будет достигнуто требуемое качество поверхности, без необходимости многократной переустановки детали и перенастройки станка. Благодаря высокой производительности и функциональности машины могут успешно использоваться в мелкосерийном и среднесерийном производстве, что гарантирует достойное качество продукции и минимальный риск брака.
Благодаря высокой производительности и функциональности машины могут успешно использоваться в мелкосерийном и среднесерийном производстве, что гарантирует достойное качество продукции и минимальный риск брака.
Важным преимуществом современных моделей вертикально-фрезерных обрабатывающих центров является наличие числового программного управления. Благодаря ЧПУ производительность оборудования значительно увеличивается, а его функциональность увеличивается за счет неограниченного количества вариантов использования имеющихся режущих инструментов.Поставляемый набор фрез делает оборудование многофункциональным, позволяет выполнять полный цикл операций на одном станке, а также легко справляется с обработкой заготовок сложной формы без существенных ограничений по типу материала и конструктивным особенностям. Обычно это фланцы, плашки, формы и другие подобные изделия. Кроме того, программное управление значительно упрощает управление машиной оператором и позволяет специалисту одновременно обслуживать несколько единиц оборудования.
Где купить вертикально-фрезерный станок или обрабатывающий центр с ЧПУ по выгодной цене?
В каталоге Ассоциации «КАМИ» представлен широкий ассортимент моделей вертикально-консольных фрезерно-расточных станков и обрабатывающих центров с ЧПУ от ведущих производителей. Наши специалисты готовы дать квалифицированную консультацию по всем вопросам, связанным с подбором, доставкой, установкой и эксплуатацией машин.
На таком оборудовании можно выполнять самые разные операции, не только фрезерные, но и сверлильные, гравировальные и токарные.Выбирая модели, необходимо учитывать их технические характеристики, производительность работы, набор инструментов.
Покупка станков и центров с ЧПУ – это не дань моде, а возможность выполнять сложные задачи, минимизировать риск ошибки из-за недостаточной компетентности мастера или отсутствия опыта. Заготовки обрабатываются в соответствии с программой, за разработку и ввод которой отвечает оператор.
Выгодное предложение о сотрудничестве от компании «Невастанкомаш»
Предприниматели, стремящиеся завоевать новые рынки и вывести производство на качественно новый уровень, тщательно заботятся о создании необходимой материально-технической базы, осуществляют своевременную замену устаревшего оборудования на новые, более функциональные и надежные модели. Размер бюджета на покупку новых машин не всегда является главным фактором при их выборе. Клиенты компании «Невастанкомаш» могут идти в ногу с последними тенденциями развития производства и покупать высокоточное оборудование даже при ограниченных финансовых ресурсах … Предлагаем самые выгодные цены, помогаем недорого приобрести многофункциональные обрабатывающие центры с ЧПУ известных производителей. марки, универсальные системы, отличающиеся высокой надежностью и производительностью.
Размер бюджета на покупку новых машин не всегда является главным фактором при их выборе. Клиенты компании «Невастанкомаш» могут идти в ногу с последними тенденциями развития производства и покупать высокоточное оборудование даже при ограниченных финансовых ресурсах … Предлагаем самые выгодные цены, помогаем недорого приобрести многофункциональные обрабатывающие центры с ЧПУ известных производителей. марки, универсальные системы, отличающиеся высокой надежностью и производительностью.
Чтобы заказать и купить портально-фрезерные и другие станки, вам необходимо добавить выбранные модели в корзину и заполнить форму на сайте.Для связи с менеджерами и уточнения важных характеристик моделей и серий оборудования, а также их цен предлагаем воспользоваться онлайн-формой на сайте.
Отправка товара
Ассортимент фрезерных обрабатывающих центров позволяет подобрать оборудование под задачи конкретного производства. Продукция Okuma (Япония), Ace Micromatic (Индия), Danobat (Испания) удовлетворяет потребности машиностроительных компаний. Независимо от выбранной марки, мы гарантируем надежность, долговечность эксплуатации, широкие технические возможности, возможность переоборудования.Стоимость различается в зависимости от параметров, мощности. Отправьте заявку с сайта на подбор модели по доступной цене – на основании нее мы сформируем технико-коммерческое предложение.
Независимо от выбранной марки, мы гарантируем надежность, долговечность эксплуатации, широкие технические возможности, возможность переоборудования.Стоимость различается в зависимости от параметров, мощности. Отправьте заявку с сайта на подбор модели по доступной цене – на основании нее мы сформируем технико-коммерческое предложение.
Оборудование используется для фрезерования типами резцов: фасонные, торцевые, торцевые. С помощью фрезерного оборудования производится черновая и чистовая обработка поверхностей в горизонтальной и вертикальной плоскостях, а также углов, пазов, зубчатых колес … Применяется в единичном и серийном производстве. В нашем каталоге моделей фрезерных обрабатывающих центров есть оборудование, совмещающее фрезерование с токарной обработкой.
При выборе оборудования важно:
- Требования к качеству, точности обрабатываемой поверхности;
- Размер, вес обрабатываемой детали;
- Объем выпуска продукции;
- Режимы резки.

Размещение заказа на фрезерный обрабатывающий центр в Пумори-Инжиниринг Инвест
Наша компания более 10 лет оснащает предприятия оборудованием, в том числе фрезерными центрами. Если вы ищете, где купить фрезерные обрабатывающие центры с ЧПУ, цена которых соответствует качеству, в Екатеринбурге вы можете предоставить чертеж детали, указать объем производства для подбора оборудования и отправить заявку с сайта .Также можно позвонить или написать на почту. Менеджеры сообщат информацию о технических параметрах, условиях доставки, стоимости, упаковке. Зачем вам покупать именно у нас?
- Доставка в регионы;
- Склад станков в России;
- Весь спектр сопутствующих услуг: инжиниринг, сервис, обучение, подбор инструментов и оборудования;
- Сервисная поддержка;
- Оригинальные запчасти;
- Лизинговые программы.
Цех фрезерных станков – Kent Industrial USA
Фрезерные станки Kent USA устанавливают новые стандарты как в характеристиках, так и в производительности. Наша полная линейка коленных фрез с ручным управлением и ЧПУ, а также станиновых фрез с ЧПУ стала фаворитом рабочих и производственных предприятий за их надежность. Кроме того, наши VMC, универсальные фрезы и расточные станки предназначены для обработки деталей, требующих более сложного фрезерования и производства.
Наша полная линейка коленных фрез с ручным управлением и ЧПУ, а также станиновых фрез с ЧПУ стала фаворитом рабочих и производственных предприятий за их надежность. Кроме того, наши VMC, универсальные фрезы и расточные станки предназначены для обработки деталей, требующих более сложного фрезерования и производства.
Коленные фрезы с ручным управлением и ЧПУ
Ручные коленные мельницыKent USA доступны по цене, универсальны и просты в эксплуатации.Они идеально подходят для создания прототипов, инструментальных цехов и НИОКР, а также как часть программ обучения и повседневной обработки. Большинство пользователей наших коленных фрез выполняют резку под углом и сверление. Кроме того, можно легко выполнять резку и сверление длинных заготовок. Наши ручные коленные фрезы также широко используются для изготовления приспособлений, доработок и уникальных компонентов.
Kent USA Коленные фрезы с ЧПУ столь же надежны, как и их ручные аналоги, но обладают гораздо большим количеством функций. Стандартный комплект Acu-rite MillPwr G2 позволяет практически любому оператору фрезерования обрабатывать карманы, островки, контуры и отверстия под болты.Кроме того, простое в использовании диалоговое программирование значительно сокращает время настройки и количество ошибок обработки. В результате можно производить более качественные детали и отделку с меньшими требованиями к инструментам.
Стандартный комплект Acu-rite MillPwr G2 позволяет практически любому оператору фрезерования обрабатывать карманы, островки, контуры и отверстия под болты.Кроме того, простое в использовании диалоговое программирование значительно сокращает время настройки и количество ошибок обработки. В результате можно производить более качественные детали и отделку с меньшими требованиями к инструментам.
Станины с ЧПУ
Станины с ЧПУKent USA идеально подходят для обработки деталей, требующих большего зазора по оси Z и большей полезной нагрузки. Эти фрезерные станки с ЧПУ представляют собой новый отраслевой стандарт простоты использования, гибкости обработки и надежной работы. Они хорошо подходят для инструментальных цехов и мастерских, от создания прототипов или разовых серий до малых и средних производственных партий.
Полная линейка вертикальных обрабатывающих центров
Полная линейка вертикальных обрабатывающих центров Kent USA обслуживает производственные предприятия, для которых точность и скорость являются наивысшим приоритетом.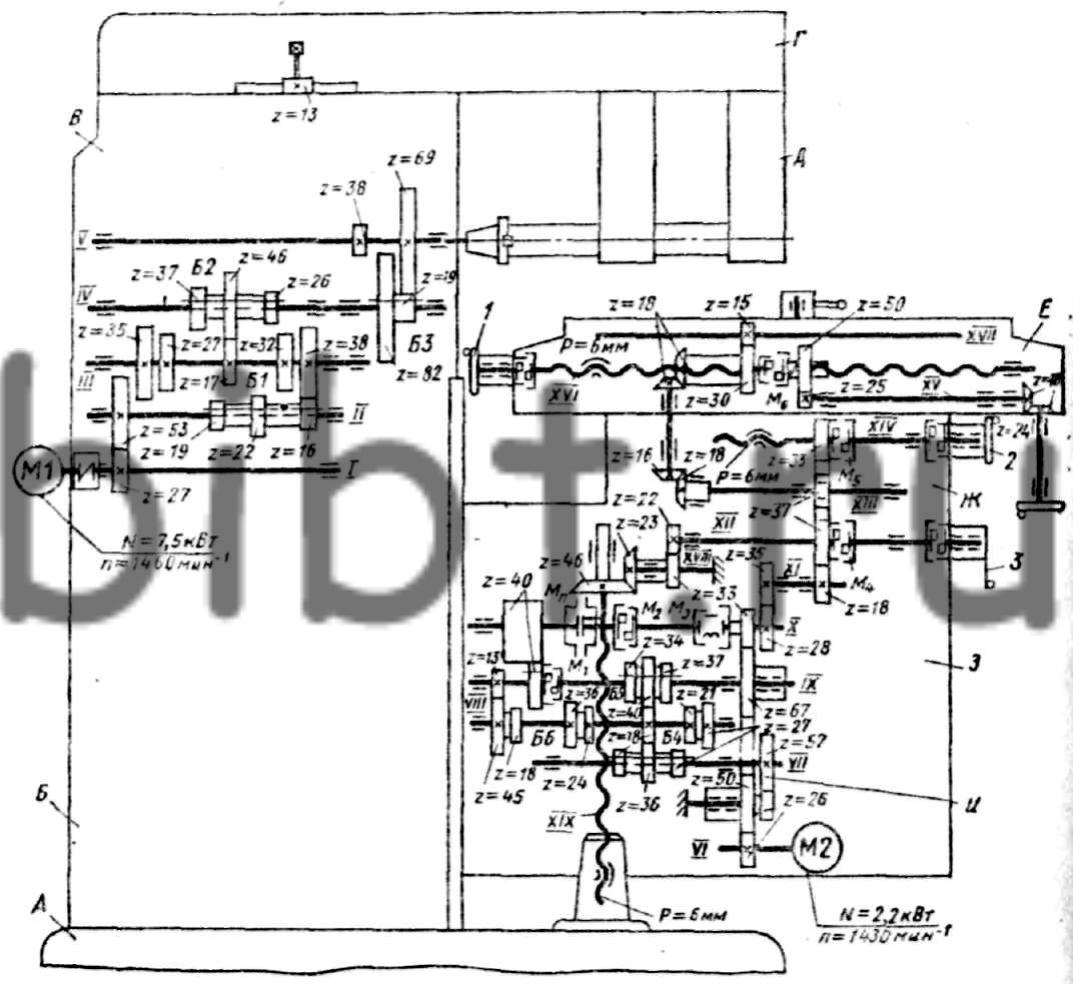 Наша полная линейка вертикальных обрабатывающих центров с С-образной рамой и подвижным столом оснащена различными конфигурациями шпинделя и ATC, чтобы соответствовать вашим требованиям к заготовке.
Наша полная линейка вертикальных обрабатывающих центров с С-образной рамой и подвижным столом оснащена различными конфигурациями шпинделя и ATC, чтобы соответствовать вашим требованиям к заготовке.
Kent USA Самая продаваемая линейка VMC KVR Linear Way поставляется с большим рабочим объемом до 39,4 дюймов x 19.7 дюймов x 20,5 дюймов. Тяжелый режущий шпиндель и жесткая конструкция станка обеспечивают более высокую эффективность вертикальной обработки с лучшей чистовой обработкой и более длительным сроком службы инструмента. Это приводит к повышению производительности и прибыльности.
Фрезерные станки для тяжелых условий эксплуатации
Комбинированные горизонтальные / вертикальные мельницыKent USA предлагают возможности вертикальной и горизонтальной мельниц в одной конструкции. Изменить настройку с одной операции на другую можно быстро и просто. Это приводит к значительному сокращению времени настройки.
Наши универсальные фрезы идеально подходят для обработки более тяжелых деталей, требующих многосторонней обработки. Они могут легко обрабатывать отдельные детали так же легко, как и серийную обработку. Кроме того, наша серия универсальных фрез обеспечивает широкий диапазон подач и скоростей, которые можно быстро и легко менять, а также оптимальные условия резания для всех типов металлов.
Они могут легко обрабатывать отдельные детали так же легко, как и серийную обработку. Кроме того, наша серия универсальных фрез обеспечивает широкий диапазон подач и скоростей, которые можно быстро и легко менять, а также оптимальные условия резания для всех типов металлов.
И, наконец, наша коллекция горизонтально-расточных станков в основном используется для создания больших производственных площадок. Они также широко используются для модификации крупных и высокоточных деталей.Эти сверхмощные расточные станки включают в себя множество функций различных станков, что делает их отличным выбором для обеспечения высокой точности и стабильности при резании в тяжелых условиях.
.