Электросхемы фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Первоначальный пуск станка
При первоначальном пуске станка необходимо прежде всего проверить внешним осмотром надежность заземления и состояние монтажа электрооборудования. При помощи вводного выключателя F1 станок подключить к цеховой сети.
Проверять четкость срабатывания магнитных пускателей в реле при помощи кнопок в переключателей станка, ограничение движений в наладочном режиме, при управлении станком от рукояток в автоматическом цикле в при работе с круглым столом.
История выпуска станков Горьковским заводом, ГЗФС
В 1937
году на
Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951
году запущена в производство серия
6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960
году запущена в производство серия
6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972
году запущена в производство серия
6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975
году запущены в производство копировальные консольно-фрезерные станки:
6Р13К.
В 1978
году запущены в производство копировальные консольно-фрезерные станки
6Р12К-1, 6Р82К-1.
В 1985
году запущена в производство серия
6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991
году запущена в производство серия
6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Назначение и область применения
Станок 6Р82 имеет меньшие габариты и требует меньшего рабочего пространства, чем варианты 6Р83. Следует учесть и то, что последние выдают большую мощность двигателя. Если требуется оборудование на масштабное производство, то предпочтение следует отдать 83. Но в тоже время 82 имеет некоторые конструктивные особенности, делающие его востребованным.
Стол станка поворачивается на угол до 45 градусов в обе стороны. При этом плоскость поворачивается около вертикальной оси. Особенности дает работать по металлу в любых условиях и проводить тщательную обработку даже труднодоступных сторон заготовки.
Сфера применения горизонтального станка масштабная. Его используют для работы с заготовками из цветных металлов, стали и чугуна — разницы нет, но необходимо подобрать верно резцы. Фрезерный станок проводит обработку различными по своему типу резцами, в том числе и цилиндрическими дисковыми, угловыми, концевыми, кольцевыми, торцовыми. Удобно то, что можно купить дополнительно детали и выполнять работу по заготовкам самостоятельно, вне серийного производства.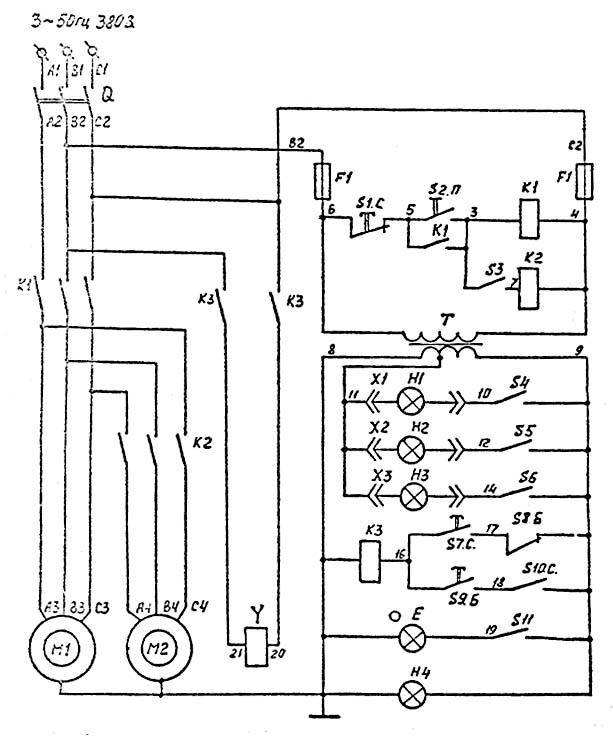
Фрезерный горизонтальны станок наиболее востребован в условиях серийного производства. Дело в том, что на нем можно выставить автоматический или полуавтоматический цикл работы. Это значит, что детали будут автоматически обрабатываться, не требуется вмешательство и контроль человека. Особенности во многом упрощает операционную деятельность, делает ее безопасной и быстрой.
Описание работы электросхемы консольно-фрезерных станков
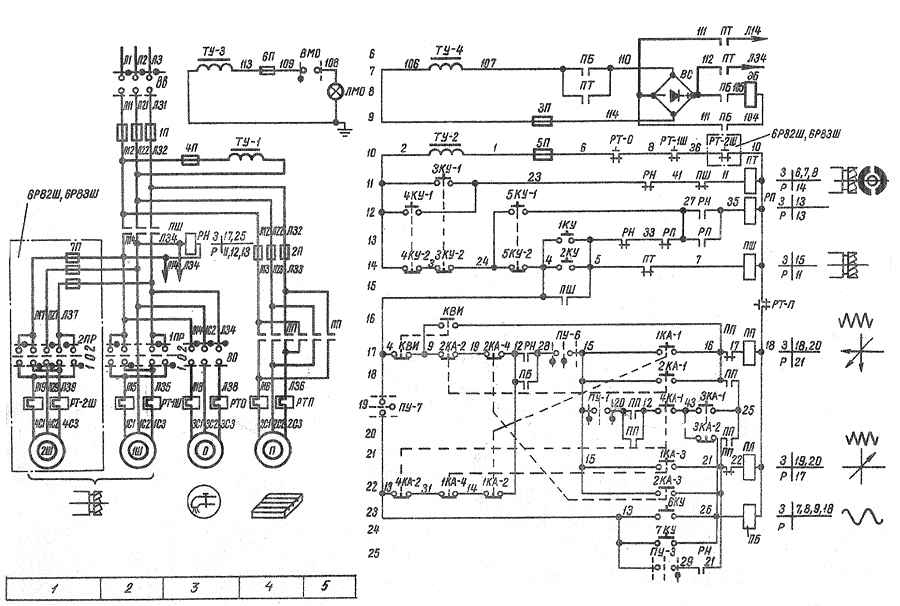
Электросхема (рис. 1, 2) позволяет производить работу на станке в следующих режимах:
- управление от рукояток и кнопок управления
- автоматическое управление продольными перемещениями стола
- режим — круглый стол
Выбор режима работы производится переключателем S6.
При работе станка от рукояток и невращающемся шпинделе необходимо переключатель S2 (S4) установить в нулевое положение.
ВНИМАНИЕ! ПРЕЖДЕ ЧЕМ ОТКЛЮЧИТЬ СТАНОК ОТ СЕТИ ИЛИ ПРОИЗВЕСТИ РЕВЕРС ПРИ РАБОТАЩЕМ ЭЛЕКТРОДВИГАТЕЛЕ ШПИНДЕЛЯ НЕОБХОДИМО КНОПКОЙ «СТОП» ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ
Для облегчения переключения скоростей шпинделя я подачи в станке предусмотрено импульсное включение электродвигателя шпинделя — кнопкой S9, а электродвигателя подачи — конечным выключателем S14. При нажатии на кнопку S9 включается контактор шпинделя К4 в реле напряжения К1, н.о. контакты которого включают реле КЗ, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При нажатии на кнопку S9 включается контактор шпинделя К4 в реле напряжения К1, н.о. контакты которого включают реле КЗ, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При управлении от рукояток работа электросхемы обеспечивается замыканием контактов соответствующих конечных выключателей и кнопок.
Включение в отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи (S17, S19), вертикальной в поперечной подач (S16, S15).
Включение и отключение шпинделя производится соответственно кнопками «Пуск» — S10, S11; «Стоп» — S7, S8. При нажатии на кнопку «Стоп» одновременно с отключением электродвигателя шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии кнопки S12 (S13) «Быстро», включающей контактором К3 электромагнит быстрого хода Y1.
Торможение электродвигателя шпинделя — электродинамическое.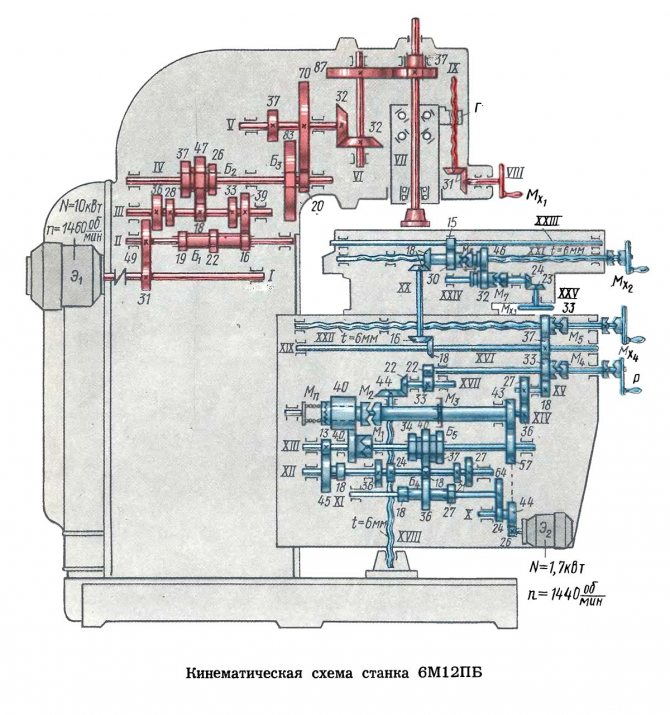 При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях Y1. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях Y1. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При работе на одной из подач исключается возможность случайного включения другой подачи: блокировка осуществляется конечными выключателями S15- S19. При автоматическом управлении переключатель S6 должен быть установлен в положение «Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, в положение «Автоматический цикл». При последнем положения валика кулачковая муфта продольного хода заперта в конечный выключатель S20 нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движения стола кулачки, воздействуя на рукоятку включения продольной подачи в верхнюю звездочку (рис. 3), производят необходимые переключения в электросхеме конечными выключателями S17, S19, S18. Конечный выключатель S20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы.
3), производят необходимые переключения в электросхеме конечными выключателями S17, S19, S18. Конечный выключатель S20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы.
Описание работы рукояток и звездочек, воздействующих на конечные выключателя, а также настройки кулачков см. в руководстве по эксплуатации, часть I.
Работа электросхемы в автоматическом цикле — быстрый подвод — рабочая подача — быстрый отвод — происходит следующим образом: при отключенной рукоятке продольной подачи шток, воздействующий на конечный выключатель S18, должен находиться в глубокой впадине нижней звездочки. Контакты 41-17 конечного выключателя S18 должны быть замкнуты. С включением рукоятки продольного хода вправо происходит быстрое движение стола вправо. Отключение быстрого хода в нужной точке производится при воздействия кулачка на верхнюю звездочку, при повороте которой оба контакта конечного выключателя S18 размыкаются. Стол продолжает движение на рабочей подаче. При воздействии кулачков на рукоятку в звездочку происходят реверс подачи и включение быстрого хода влево. При переходе рукоятки через нейтральное положение питание контактора К5 осуществляется через контакты 35-43 конечного выключателя S18. Шток, воздействующий на конечный выключатель, в этот момент должен находиться на участке постоянной кривизны нижней звездочки.
При воздействии кулачков на рукоятку в звездочку происходят реверс подачи и включение быстрого хода влево. При переходе рукоятки через нейтральное положение питание контактора К5 осуществляется через контакты 35-43 конечного выключателя S18. Шток, воздействующий на конечный выключатель, в этот момент должен находиться на участке постоянной кривизны нижней звездочки.
Отключение быстрого хода влево в конец цикла осуществляются при переводе рукоятки кулачком в нейтральное положение. Работа станка на других циклах производится путем настройки соответствующих кулачков. Работа электросхемы в этом случае аналогична.
При работе с круглым столом переключатель S6 устанавливается в положение «Круглый стол». При этом включение продольных, поперечных и вертикальных подач исключается. Блокировка осуществляется конечными выключателями S14- S20.
Вращение круглого стола осуществляется от электродвигателя подач, пуск которого производится контактором К6 одновременно с электродвигателем шпинделя.
Быстрый ход круглого стола происходит при нажатии кнопки «Быстро», включающей контактор К3 электромагнита быстрого хода.
Технические характеристики
Паспорт изделия прикладывается к каждому станку, в нем детально прописываются технические характеристики. Масса оборудования составляет 2900 килограмм, понятно, что для домашней мастерской он не подойдет. Мощностью двигателя при этом составляет от 7,5 кВт (в модели 6Р83 показатель начинается от 8 кВт, в этом состоит главное отличие моделей). Максимальны размеры заготовки составляют 8х24х37 сантиметров.
Станок отличается высокими показателями числа оборотов — до 1600 в минуту. Это качество обеспечивается особенностями шпинделя, который имеет 19 скоростей вращения. Это не только помогает достичь хорошего значения числа оборотов, но и варьировать скорости для достижения оптимального результата работы.
Шпиндель по ГОСТу 24644, конус Морзе КМ50. Устройство закрывается специальным шомлотом, а его конец в свою очередь затягивают колпаком.
В коробке передач насчитывается 19 скоростей. При этом есть поперечное и продольное направление до 1250 оборотов в минуту в горизонтальном направлении. В вертикальном, максимальные показатели достигают 416 оборотов за минуту. В поперечном направлении коробка дает перемещение стола на 1 метр в минуту, а в продольном — до 3 метров.
В обязательном порядке проверяют работоспособность пружины фиксатора лимбов, зазоры в подшипниках, предохранительную муфту. Осмотр деталей механизма проводят как минумум раз в три цикла.
Поворотный стол раздвигается на 45 градусов. Это позволяет фиксировать заготовку в удобном положении. В результате обрабатывается труднодоступные части детали.
Технические характеристики фрезерного станка высоки. Его пользуют по основному предназначению как твердосплавный инструментарий.
Перечень элементов схемы электрической принципиальной консольно-фрезерных станков
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Конструктивные особенности
Широкая универсальность станка модели 6Р82Ш обусловлена возможностью фрезерования заготовки одновременно с нескольких сторон. Кроме того, на станок можно устанавливать ряд дополнительных приспособлений, приобретаемых отдельно, либо входящих в основной комплект поставки:
Кроме того, на станок можно устанавливать ряд дополнительных приспособлений, приобретаемых отдельно, либо входящих в основной комплект поставки:
- Для строгания;
- Для фрезерования в горизонтальной плоскости;
- Для фрезерования крупногабаритных заготовок;
- Для производства несложных расточных работ.
По отдельному заказу поставляется также делительная головка, используемая для фрезерования с заданным циклом обработки.
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке
Конструктивные особенности
Фрезерно-обрабатывающее оборудование марки 6Р82Ш было разработано и выпускалось на Горьковском заводе фрезерных станков. Это предприятие является старейшим и благодаря накопленному опыту станки, изготавливаемые на нем, характеризуются хорошими эксплуатационными и техническими параметрами.
Особенностью широкоуниверсального фрезерного оборудования является возможность одновременной обработки заготовки с двух сторон. Это позволяет увеличить производительность, так как не требуется изменять положение заготовки на рабочем столе для выполнения другой операции.
Дополнительно можно выделить следующие характеристики:
- наличие горизонтального шпинделя. С его помощью можно выполнять обработку цилиндрическими и торцевыми фрезами;
- дополнительные переходники-серьги. После их установки появляется возможность выполнять горизонтально-фрезерные операции;
- поворотная накладная головка. С ее помощью делается обработка крупных деталей, выполняются расточные работы;
- возможность установки накладного стола и делительной головки.
Для автоматизации процесса производства можно выбрать ручной, полуавтоматический или автоматический режим работы. Быстрая замена фрезы выполняется с помощью быстросменного механизма. Также станок 6Р82Ш обладает широким диапазоном смещений рабочего стола.
Быстрая остановка рабочей головки происходит за счет торможения постоянным током. Это увеличивает производительность, так как на смену режущего инструмента требуется меньше времени.
Описание электрооборудования фрезерных станков. Видеоролик.
- Консольно-фрезерные станки 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б. Руководство по эксплуатации электрооборудования 6Р82.ЭО.000 РЭ1,
- Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
- Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
- Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
- Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
- Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Список литературы:
Связанные ссылки. Дополнительная информация
Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
- Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
- Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
- Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
- Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
- Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
- Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Конструкция и ее специфика
Конструктивные детали механизма обеспечивают функциональность и жесткость. Особенности соединения узлов определяют эффективность работы.
Особенности соединения узлов определяют эффективность работы.
Хобот и серьги
Возможно перемещение хобота в направляющих станины. А серьги могут перемещать в хоботе, так же закрепляться. Не разрешается перестановка серег с другого оборудования, так как они монтируются индивидуально для каждого подшипника. В случае поломки их изготавливают самостоятельно.
Регуляция зазора проводятся винтом и гайкой. Подача масла проходит по проволоке из подшипника. Температура вращающейся части не должна превышать при работе 55 градусов.
Коробка скоростей
Коробка скоростей находится в корпусе станины, видна через окно справа. Шпиндель — вал с тремя опорами, третья из которых соединена с хвостиком. Регуляция происходит путем снятия крышки, ослабления гайки и обкатки шпинделя, уменьшения зазоров.
Смазка происходит насосом с производительностью до 2 литров минуту. Поступает в узлы при помощи трубок, а на отделенные элементы разбрызгивается из отверстий.
Коробка переключения скоростей
Работа коробки переключения дает возможность выбирать оптимальную скорость работы, но при этом, не проходя все промежуточные ступени. В фразерном станке реализуется при помощи устройства из рейки, рукоятки, вилки, диска переключения, конических шестерен, зубчатого колеса.
В фразерном станке реализуется при помощи устройства из рейки, рукоятки, вилки, диска переключения, конических шестерен, зубчатого колеса.
Соответствие скоростей достигается выставлением определенного соотношения шестерен. Смазка происходит путем подачи масла из станины.
Коробка подач
Необходима для перемещения стола, консоли и салазок. Получив информацию по панели управления сигнал подается на выходной вал, муфты. Подается на кулачковую втулку, которая сжимает пружины, приводящие в движение зубчатое колесо. От того, какие задействованы муфты и торец втулки изменяется подача на гайки и диски. В свою очередь это определяет движение колеса и передачу вращения.
Переключение подач идентично по принципу работы. Допустимо легкое прощелкивание при усиленных режимах.
Расположение составных частей
Станина
Основой консольно-фрезерной установки служит станина. Она снабжена вертикальными и горизонтальными направляющими профилями. По первым движутся консоли, а по вторым – хобот. Коробку скоростей разместили во внутренней части корпуса.
По первым движутся консоли, а по вторым – хобот. Коробку скоростей разместили во внутренней части корпуса.
В боковых стенках имеются закрытые углубления с электрооборудованием. Справа расположен переключатель с тремя режимами:
- Автоматический режим (для множества одинаковых операций)
- Подача от рукоятки (стандартная работа)
- Круглый стол (для фрезерования с вращением платформы без перерыва)
Консоль
Задача консоли – менять положения стола по вертикали. За ускоренные перемещения и подачи отвечает встроенный в консоль двигатель. Скорость регулируется передней рукояткой.
Салазки
Этот элемент можно двигать с поворотной плитой или с рабочей поверхностью. Так обеспечивается поперечная подача. По направляющим профилям стол может перемещаться продольно.
Стол
На стол монтируются детали, подлежащие фрезеровке. Причем их можно перемещать вдоль поверхности. Крепится изделие болтами, вкрученными в пазы стола. Спереди находится также паз для кулачков, которые переключают продольное передвижение платформы автоматически.
Габаритные размеры рабочего пространства
Параметры рабочей зоны характеризуют размеры и конструктивное оформление рабочего стола, уточняют присоединительные базы шпинделей и относительное взаиморасположение хобота с остальными узлами.
Закрепление обрабатываемых заготовок на столе выполняется при помощи механических или гидравлических (реже) зажимов/прихватов. На рабочем столе предусмотрены Т-образные пазы крепления, размеры и конструктивное оформление которых соответствуют техническим требованиям ГОСТ 1574-91. Всего на столе имеется три сквозных паза. Расстояние от продольной оси рабочего стола до поверхности вертикальной стойки должно составлять 250-260 мм. что определяет максимальные поперечные размеры заготовок, фрезеруемых на неподвижном столе.
Читать также: Ручная аргонно дуговая сварка
При наибольшей горизонтальной подаче стола этот параметр можно увеличивать, но не более, чем до 900 мм. Иначе возникает опрокидывающий момент, увеличивающий нагрузки на зажимы и приводящий к снижению точности резания металла. Гидрозажимы по соображениям безопасности не рекомендуются к применению в том случае, если стол находится далеко от боковой плоскости вертикальной стойки станка.
Гидрозажимы по соображениям безопасности не рекомендуются к применению в том случае, если стол находится далеко от боковой плоскости вертикальной стойки станка.
Наибольшая вертикальная регулировка рабочего стола составляет 450 мм, при этом размеры исходной заготовки в поперечном направлении не могут превышать 560 – 570 мм. С целью исключения ударных усилий при черновом фрезеровании поверхностей со сложным рельефом зазор между нижней поверхностью фрезы и верхней частью заготовки в начальный момент обработки не может быть менее 15 мм.
Длина рабочей части стола – 1600 мм, допускается установка и более длинных в плане заготовок, если они не мешают повороту хобота и инструментальных головок. Нижняя опорная поверхность заготовки должна совпадать с опорной поверхностью стола не менее чем на 75%, при этом возможные зазоры проверяются при помощи щупов по ГОСТ 882-75.
На размеры рабочего пространства влияют также размеры посадочных мест под фрезы. В частности, поперечный размер хвостовика фрезы, которая устанавливается в горизонтальный шпиндель, составляет 29 мм, а фрезы, которая устанавливается в головку – 19 мм. Прочие размеры определяются техническими требованиями ГОСТ 836-72.
Прочие размеры определяются техническими требованиями ГОСТ 836-72.
Выбор мощности электродвигателя при фрезировании
Выбор мощности электродвигателя при фрезировании определяется по усилению резания по формуле:
где Fфр – удельное сопротивление при фрезировании. Удельное сопротивление при различных материалах:
для стали – (294-1100)·106 н/м2; для чугуна – (148-236)·106 н/м2; для латуни и бронзы – (142-236)· 106 н/м2; b – ширина слоя захватываемого фрезой, мм; t – толщина слоя стружки, мм; n – число оборотов фрезы в одну минуту, об/мин; S – подача на один оборот фрезы, мм; η – КПД станка.
Исходные данные для расчёта мощности числового движения (шпинделя) должен быть паспортным для предельного режима фрезерования по стали. Исходные данные: Fфр =140кг/мм2 – удельное сопротивление при фрезировании; b = 6мм – толщина слоя стружки; S = 3,3мм – подача на один оборот; n = 120об/мин – число оборотов фрезы в одну минуту; η = 0,7 – КПД станка.
По справочнику И. И.Алиева «Электротехника и электрооборудование» выбираем электродвигатель 4А 132 мощностью 11кВт, 1460об/мин..
И.Алиева «Электротехника и электрооборудование» выбираем электродвигатель 4А 132 мощностью 11кВт, 1460об/мин..
(4А132М443 11кВт)
Выбор мощности электродвигателя подачи.
Мощность электродвигателя подачи определяется по формуле:
где Fс – вес перемещаемых частей стола, кг/мм2; qс – коэффициент трения стола о станину; V – скорость перемещения стола, м/мин.; η – КПД передачи от электродвигателя к механизму.
Имеем: Fс=300кг/мм2; qс=0,6; V=60м/мм; ηс=0,7
(4А100СУЗ 3кВт 1425об/мин) По справочнику И.И.Алиева «Электротехника и электрооборудование» выбираем электродвигатель 4А1004УЗ 425об/мин.
Выбор мощности электродвигателя охлаждения.
Мощность электродвигателя насоса охлаждения определяется по формуле:
где k = (1,1:1,4) – коэффициент запаса; γ =9810н/м3 – удельный вес перекачиваемой жидкости; H =2м – напор; Q=10м3/л – производительность насоса; ηп=1 – КПД передачи при непосредственном соединении электродвигателя с насосом.
(ПА22У2 0,12кВт 2800об/мин)
По справочной литературе выбираем электронасос типа ПА-22 с электродвигателем мощности 0,12кВт, 2800об/мин. .
.
Построение нагрузочной диаграммы электродвигателя главного привода металлорежущих станков и установок.
Электродвигатель главного привода типа 4А132 М4уз мощностью Рн=11кВт, с числом оборотов Пн = 1460об/мин..
Таблица 1 — Технические данные электродвигателя
| Тип исполнения | Рн, кВт | Рн, Об/мин | η % | Cos1 | Мп | Ммin | Ммax | J кг·м2 |
| Мн | Мн | Мн | ||||||
| 4А132М4УЗ | 11 | 1460 | 87,5 | 0,87 | 3 | 2,2 | 1,7 | 4·10-2 |
Решение:
- Определяем потери мощности в электродвигателе:
где Pн – номинальная мощность электродвигателя, кВт; ηн – КПД электродвигателя при номинальной нагрузке.
- Определяем номинальный момент электродвигателя
где Рн – номинальная мощность электродвигателя, кВт; Пн – номинальные обороты электродвигателя, об/мин..
- Определяем угловую скорость вращения вала двигателя при номинальных оборотах: так как nн в каталоге даётся в об/мин, то их необходимо пересчитать в рад/сек.


- Определяем расчётную мощность электродвигателя: Pрасч.=Pн — ΔPн = 11-1,57=9,43кВт
- Определяем статический эквивалентный момент на валу двигателя со стороны исполнительного механизма
где Pрасч. – расчётная мощность; кз – коэффициент запаса; Wуст – установившаяся угловая скорость электродвигателя после разгона исполнительного органа.
- Условием устойчивой работы электропривода является Мн = МСЭ, при переменных пиковых нагрузках электродвигатель должен быть проверен на перегрузочную способность: Мн > МСЭ, 71,57 > 52,7нм
- Для построения нагрузочной диаграммы двигателя М=f(t) необходимо определить динамические моменты на участках разбега и торможения
В каталогах на электродвигатель момент инерции ротора дан в кг·м2, для перевода в Н·м2 его необходимо умножить на коэффициент 9,8.
- Определяем моменты двигателя на участках разбега М1 и М2: М1=МСЭ+Мдин.р=52,7+19=65,67Н·м М2= МСЭ-Мдин.т=52,7-57,2=-4,5 Н·м
- Проверяем электродвигатель на перегрузочную способность: Мн < М1; 71,57 < 65,67 Н·м
- По расчётным данным в масштабе построить графики: МСЭ=f(t), ω= f(t), Мдин= f(t), М= f(t).

Соблюдение техники безопасности
Безопасная работа на универсальном фрезерном станке 6Р82Ш обеспечивается:
- Наличием сдублированной системы управления;
- Быстрым отключением оборудования от питания нажатием всего одной кнопки;
- Применением защитных ограждений, исключающих попадание на оператора стружки и смазочно-охлаждающей жидкости;
- Периодическим и квалифицированным техническим обслуживанием.
К работе на станке допускаются лица, прошедшие необходимое производственное обучение и сдавшие квалификационный экзамен на разряд фрезеровщика.
Общие требования, которые определяют правила ухода и технического обслуживания фрезерного станка 6Р82Ш, приводятся в ГОСТ 12.2.009-99.
Схема электрическая принципиальная фрезерного станка 6Р82 / Фрезерные станки / Stanok-online.ru
Рубрикатор
Разделы документации
Фрезерные станки
Схема электрическая принципиальная фрезерного станка модели 6Р82 позволяет производить работу на станке в следующих режимах:
– Управление от рукояток и кнопок управления;
– Автоматическое управление продольными перемещениями стола;
– Круглый стол;
Выбор режима работы производится переключателем S6. При работе станка от рукояток и не вращающемся шпинделе необходимо переключатель S2 установить в нулевое положение. При управлении от рукояток работа электросхемы обеспечивается замыканием контактов соответствующих конечных выключателей и кнопок.
При работе станка от рукояток и не вращающемся шпинделе необходимо переключатель S2 установить в нулевое положение. При управлении от рукояток работа электросхемы обеспечивается замыканием контактов соответствующих конечных выключателей и кнопок.
Включение и отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи. Торможение электродвигателя шпинделя – электродинамическое. Автоматическое управление осуществляется при помощи кулачков устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи и верхнюю звёздочку, производят необходимые переключения в электросхеме конечными выключателями.
Скачать бесплатно схему электрическую принципиальную фрезерного станка 6Р82
Комментарии
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
все
Индустриальный парк ОКА МУРОМ
Индустриальный парк “ОКА” — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация – *.
pdfМеталлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
Металлообработка
ООО “НеоИнжиниринг”
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО “ФЕТ”
ООО “ФЕТ” многопрофильная транспортно-экспедиторская компания по международному аутсосингу.
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказМеталлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
 pdf
pdf
Услуги
все
Металлообработка, токарные работы, фрезерные работы, конструкторские работы
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
Производство крученой сетки из проволоки
Сетки изготавливаются из низкоуглеродистой термически обработанной проволоки без покрытия или оцинкованной
Металлообработка
Вакансии
все
Начальник цеха металлообработки
Вакансии в металлообработке
آلة طحن hmt fn3v
hmt fn v вертикальный без фрезерного станка Flowr Mill Stones
hmt fn3v фрезерный станок каменная дробилка siddeshwara HMT Machine Tools Summer Training Report 26 октября 2013 г.
Чат Онлайн и TRM3HТеперь здесь мы обсудим особенности трех типов фрезерных станков с их свойствами Поворотный содержится только в универсальном фрезерном станке начиная сhmt fn3v fresadora
hmt fn буксировка вертикальная фрезерная цена hmt фрезерный станок модель fn2u gilingan ng mani 4 продажа hmt фрезерный станок модель fn2u etrailer hmt фрезерный станок модель fn2u bysproet Фрезерный станок HMT FN2U Тип машины Название и модель машины Спецификация 1 см DEA X ось 14 Горизонтальное фрезерование HMT FN 3 Max Length 2050mm Max Width LRT has the expertise of
Chat Onlineالتذرية آلة طحن عالمية
آلة طحن عالمية rumag حول العالمية الركبة من نوع آلة طحن 6r82 مصممة لمجموعة متنوعة من عمليات الطحن بما في ذلك خفض أخاديد حلزونية التي Узнать цену.
Чат онлайнhmt fn v фрезерный станок sanje
15 марта 2022 г. hmt fn2 фрезерный станок для продажи в индии hmt fn v фрезерный станок запасные части tigocoza фрезерный станок fn3u hmt Запчасти для шлифовального станка фрезерный станок fn3u hmt 4 6 3727 Рейтинг Линейка продуктов Gulin, состоящая из более чем 30 станков, устанавливает стандарты для нашей отрасли.
Chat Online Мы планируем помочь вам удовлетворить ваши потребности с помощью нашего оборудования с помощью нашего дистрибьютера иhmt millimg machine fn u модель dusonjoly
Январь 09 hmt fn2 схема подключения фрезерного станка 45 Рейтинги HMT FN2 ВЕРТИКАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК Bangalore Tools HMT Модель FN2 U Live Chat Hmt Machine Tools Фрезерный станок Fn3 Вертикальный фрезерный станок hmt fn 3 v Универсальный Подробнее Цитаты Цена hmt станки фрезерный станок fn3 проводка схема цилиндрическая Подробнее.
Чат онлайнМасса фрезерного станка HMT Fn aquacristal
Фрезерный станок коленного типа FN2/FN3 HMT MT Это официальный сайт HMT Machine Tools Limited Предприятие государственного сектора при Министерстве тяжелой промышленности Правительство Индии HMT Machine Tools Лимитед 59Bellary Road Bangalore 560 032 Karnataka INDIA Phone 8949 Fax 8949 E mail email protected
Chat Onlinehmt fn v технические характеристики фрезерного станка opgebird
Оценка информации Универсальный фрезерный станок X6226W Универсальный фрезерный станок Технические характеристики X6226W Макс.
Chat Online ширина торцевого фрезерования мм 125 Макс. диаметр вертикального фрезерования мм 28 От шпинделя к столу мм Диапазон скорости шпинделя об/минموثوقة وفعالة وآمنة للغاية طحن hmt Local After Sales Service
Local service machinery Local after sales Local demonstration اشترِ طحن hmt لتسهيل وتقليل متاعب المطبخ اليومية يمكن لـ طحن hmt المجهزة جيدًا وبأسعار مغرية على Alibaba التخلص من أعبائك.
Chat OnlineHmt Fn V Фрезерный станок Технические характеристикиrisdelft
Hmt Fn3v Фрезерный станок Sm S.Mdustries Предлагая фрезерный станок Hmt FN3V в Веллоре, Тамил Наду Узнайте лучшую цену и узнайте о компании Получите контактную информацию и адрес ID Вертикальный обрабатывающий центр Vmc 1000m 1200m Хм Мт
Chat Onlineمصادر شركات تصنيع أسطواني آلة طحن Hmt وأسطواني آلة طحن Hmt في
البحث عن شركات تصنيع أسطواني آلة طحن Hmt موردين أسطواني آلة طحن Hmt ومنتجات أسطواني آلة طحن Hmt بأفضل الأسعار في Alibaba
Chat OnlineSpecification For Hmt Fn Обычный фрезерный станок
10 марта 2005 г.
Чат Онлайн Фрезерный станок FN 2V HMT2,55 лакх штук Получить последнюю цену FN2V HMT Вы смотрите на фрезерный станок HMT б/у Это в 100 рабочем и рабочем состоянии Это фрезерование использовалось только для пластиковой формы Цель onlyi.e пресс-форма Узнать сейчас Фрезерный станок Hmt Fn3v Фрезерный станок Hmt Fn3vhmt fn3v стоимость фрезерного станка summa rock
hmt сервисный центр шлифовального станка в Дели Результаты 1 25 из 571499 randpic Отдел маркетинга станков MT Machine Tool Получите производство универсального шлифовального станка Grinding Mill.
Чат онлайнhmt fn v фрезерный станок aupetitecureuil
hmt fn3v фрезерный станок amrapali platenin hmt fn3v фрезерный станок Добро пожаловать в Шанхайскую горнодобывающую компанию WDcrusher Пожалуйста, оставьте свою информацию, у нас будет профессиональный контакт с вами. для продажи в Нигерии виратнагарин.
Chat Onlineآلة طحن المعادن الديناميكية للأعمال Alibaba
١٬٢٠٠٫٠٠ US ١٬٦٠٠٫٠٠ US مجموعة الاستثنائي تقدم آلة طحن المعادن المعروضة على Alibaba في صفقات مغرية طريقة ممتازة للاستمتاع بنتائج مذهلة في إنتاج الأثاث إنها تأتي مع الكثير من الابتكارات
Чат онлайнHMT Fn3v Фрезерный станок по цене 425000 рупий/шт.
0007 Чат онлайнhmt станки фрезерный станок fn3 club fossa mariana
Это официальный сайт HMT Machine Tools Limited Получить больше HMT FN3V фрезерный станок HMT FN3V фрезерный станок hmt fn2 фрезерный станок шлифовальный станок Китай hmt fn3 фрезерный станок в инструменты Spares available for the following machines HMT Milling FN2 FN3 Get More Hmt Fn 3 Milling Machine Sales starlifeindia
Chat Onlineالبحث عن أفضل شركات تصنيع ماكينة طحن حجر الذهب وماكينة طحن حجر الذهب
الذهب خام طحن مطحنة النحاس طاحونة حجر ية طحلة Zhengzhou Shuguang Heavy Machinery Co Ltd ٦ ٬ ٩٠٠ ٠٠ ٠٠ ١٥ ٬ ٠٠٠ ٠٠٠ ٠٠ ٠٠ ج ج ج ج ج no. no. no. no. ٬ ٠٠٠ ٠٠٠ ٫ ج ج ج ج ج ج ج № 9000 9000. Фрезерный станок hmt Новая цена фрезерного станка fn3 Наши новые фрезерные станки MACH VSTurret теперь прибыли в Великобританию. Вертикально-фрезерный станок 2 шт.
Chat Onlineآلة طحن الفلوت
آلة طحن اقتران kosmetykaestetyczna آلة طحن سطح لوحة الفرامل 99 مراجعات العملاء وقد تم تأسيسها في عام 1985 طعان Chii المتخصصة في تصنيع آلة تلميع السطح وآلة طحن الرملي آلة الحفر نحت نموذج جديد مصغرة رمح
Chat Onlinehmt fn 3 фрезерный станок продажа ClinicaCarrera
HMT FN3V фрезерный станок производитель в Калькутте производитель экспортеры фрезерного станка HMT FN3V в Калькутте Филиппины K N Machine Tools Pvt Ltd предлагает высокое качество HMT FN3V фрезерный станок по доступной цене JUGAL KISHORE CO поставщик оптовик и Дистрибьютор фрезерного станка HMT FN2U в Нью-Дели, Индия Подробнее
Чат Онлайнhmt фрезерный станок fn u модель maytastic
K N СТАНКИ PVT LTD Импортер Поставщик Торговая компания HMT FN3V Фрезерный станок, базирующийся в Калькутте, Индия Подробнее hmt fn фрезерный станок продажа molonkolorg Подробная информация о модели HMT FN2EU Универсальный горизонтальный фрезерный станок 60 x 12 HMT Модель FN2EU Универсальный горизонтально-фрезерный станок HMT Fn 3 Продажа фрезерных станков.
ЧАТИ онлайнآلات ماكينة بوظة ، فروزن يوغرت 300 قرطوس
شركة الالبكي هلكةون которым رالзнес тит ренила الملзнес тит ренила ولمзнес ولملзнес тение ренила ولملзнес тит ренила الولдол.0007 Чат Онлайн
HMT Фрезерные станки по лучшей цене в Индии IndiaMART
HMT FN3V ФРЕЗЕРНЫЙ СТАНОК МАШИНА В ХОРОШЕМ РАБОЧЕМ СОСТОЯНИИ S.mdustries Vellore No 323 1 S.N Pudur Vellore 632517 Dist Vellore Tamil Nadu Проверенный поставщик 1 Позвоните по телефону Ext Поставщик Запросить ценовое предложение Фрезерный станок Hmt ₹ 4,5 лакх / шт.
Онлайн-чатФрезерный станок Hmt Fn3v Оптовый торговец из Веллора
Оптовый торговец фрезерным станком Hmt Fn3v, предлагаемый S.Mdustries Vellore Tamil Nadu.
Онлайн-чатФрезерный станок коленного типа FN2/FN3 HMT MT
30 марта 2018 Это официальный веб-сайт компании HMT Machine Tools Limited. Предприятия государственного сектора при Министерстве тяжелой промышленности.
чат онлайн Bangalore 560 032 Karnataka India Phone 8949 Факс 8949 E Mail gmm hmtmachinetoolsفريزرات أرضية باب زجاج فريزر ارضي اجا гать 285 ل
9
9
6666666666666666666666666666666666666666666666666666666666666666666666666666666666666666.0007 Чат онлайн
hmt fn v цена фрезерного станка altankynazahradu
Это официальный веб-сайт компании HMT Machine Tools Limited Предприятие государственного сектора при Министерстве тяжелой промышленности Правительство Индии HMT Machine Tools Limited 59 Bellary Road Bangalore 560 032 Karnataka INDIA Телефон 8949 Факс 8949 Электронная почта электронная почта защищена
Чат онлайнHMT M3V Вертикально-фрезерные станки Станки
HMT M3V Модель M3V Марка HMT Тип Вертикально-фрезерные станки Связаться с торговым представителем Связаться с торговым представителем Новый Проверить наличие Ищу Б/У M3V Есть один для продажи Добавить в Оповещения Удалить
чат онлайнالة طحن 😉😉
о прессе Copyright Свяжитесь с нами создатели рекламы разработчиков.
 и TRM3HТеперь здесь мы обсудим особенности трех типов фрезерных станков с их свойствами Поворотный содержится только в универсальном фрезерном станке начиная с
и TRM3HТеперь здесь мы обсудим особенности трех типов фрезерных станков с их свойствами Поворотный содержится только в универсальном фрезерном станке начиная с Мы планируем помочь вам удовлетворить ваши потребности с помощью нашего оборудования с помощью нашего дистрибьютера и
Мы планируем помочь вам удовлетворить ваши потребности с помощью нашего оборудования с помощью нашего дистрибьютера и ширина торцевого фрезерования мм 125 Макс. диаметр вертикального фрезерования мм 28 От шпинделя к столу мм Диапазон скорости шпинделя об/мин
ширина торцевого фрезерования мм 125 Макс. диаметр вертикального фрезерования мм 28 От шпинделя к столу мм Диапазон скорости шпинделя об/мин Фрезерный станок FN 2V HMT2,55 лакх штук Получить последнюю цену FN2V HMT Вы смотрите на фрезерный станок HMT б/у Это в 100 рабочем и рабочем состоянии Это фрезерование использовалось только для пластиковой формы Цель onlyi.e пресс-форма Узнать сейчас Фрезерный станок Hmt Fn3v Фрезерный станок Hmt Fn3v
Фрезерный станок FN 2V HMT2,55 лакх штук Получить последнюю цену FN2V HMT Вы смотрите на фрезерный станок HMT б/у Это в 100 рабочем и рабочем состоянии Это фрезерование использовалось только для пластиковой формы Цель onlyi.e пресс-форма Узнать сейчас Фрезерный станок Hmt Fn3v Фрезерный станок Hmt Fn3v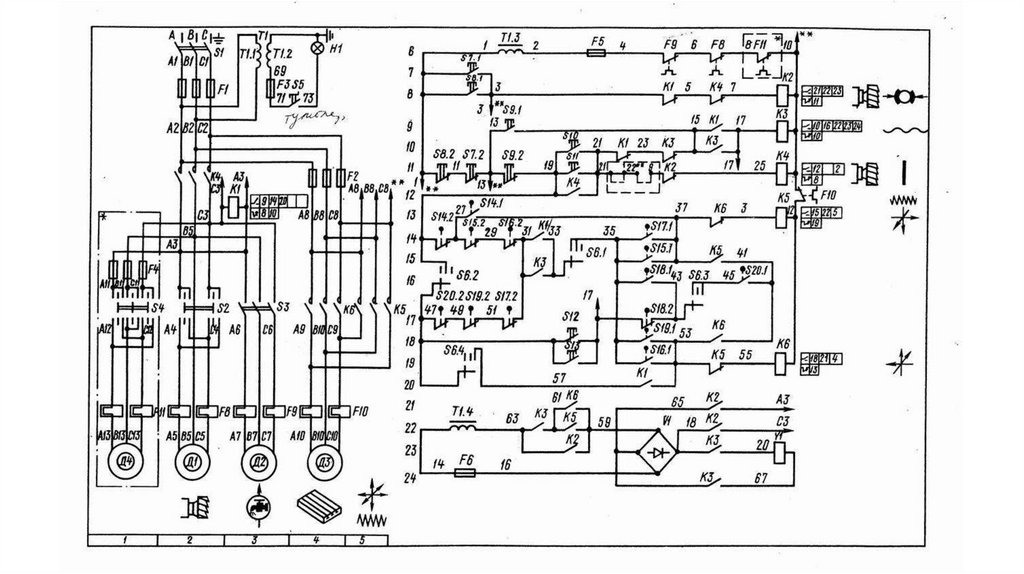 0007 Чат онлайн
0007 Чат онлайн
 Bangalore 560 032 Karnataka India Phone 8949 Факс 8949 E Mail gmm hmtmachinetools
Bangalore 560 032 Karnataka India Phone 8949 Факс 8949 E Mail gmm hmtmachinetools