Фрезерный станок марки 6Р82Ш был разработан почти полвека тому назад. Однако выпуск данной модели, с незначительными конструктивными изменениями, производится и по сей день, что свидетельствует о большом резерве жизнеспособности и функциональности всех узлов данного оборудования. Эксплуатационные преимущества станка более всего проявляются при единичном и мелкосерийном типе выпуска продукции, а также в ремонтно-машиностроительном производстве.
Назначение и область применения
Процесс фрезерования на рассматриваемом оборудовании реализуется при получении преимущественно плоских поверхностей, кромок или пазов на металлических заготовках. При высокой номенклатуре изготавливаемых деталей целесообразность применения универсально-фрезерного оборудования обосновывается рядом причин:
- Относительно несложной переналадкой станка и технологической оснастки к нему.
- Высокой стойкостью основного инструмента – фрез (при условии, что выбранная марка инструментальной стали и режим термообработки соответствуют общепринятым рекомендациям).
- Компактностью металлорежущей машины и малым ее энергопотреблением.
- Возможностью выполнения на станке 6Р82Ш иных операций, наиболее распространенными из которых являются строгание, шлифование, размерная отрезка.
- Удобствами при техническом обслуживании, а также сравнительно высокими параметрами точности конечной продукции.

Широкоуниверсальный фрезерный станок 6Р82Ш, как это следует из наличия буквы Ш в обозначении модели, адаптирован для обработки различных марок стали и чугуна, а также для таких металлов как медь и алюминий.
Инвестиционный портфель всегда должен быть достаточно диверсифицирован, ликвиден и приносить доход. Личный финансист подберет активы и составит из них портфель, который будет отвечать выбранному инвестиционному курсу, а страхование инвестиций поможет снизить риски.
В инструментальном производстве станок используется для изготовления корпусных деталей штамповой и литейной оснастки, а также прочих изделий, имеющих плоские поверхности. Ограничения по предельным размерам заготовок принципиального значения не имеют, поскольку конструкцией рассматриваемого оборудования предусмотрена возможность фрезерных работ на изделиях, размеры которых превышают габариты рабочего стола.
Повышенная универсальность станка 6Р82Ш подчеркивается возможностью установки различного типа фрез.
Закрепленные в своих шпиндельных головках, они могут вести обработку различных участков заготовки одновременно, что увеличивает производительность фрезерования. Привод каждой головки осуществляется собственным двигателем.

Технические характеристики
Базовая модель оборудования обладает следующими эксплуатационными возможностями:
- Габаритами стола для заготовок в плане, мм: 1250×320.
- Промежутком между шпинделем и столом, мм: 30 – 450.
- Технологическим вылетом стойки, мм: 260 – 820.
- Расстоянием от шпинделя до хобота, мм: 155.
- Регулировкой положения инструментальной головки, мм: 35 – 535.
- Ходом рабочего стола, мм: 420 – 800.
- Наибольшей осевой нагрузкой на рабочий стол, кг: 250.

- Практическим диапазоном интенсивности подачи, мм/мин: 25-1250 (в горизонтальном направлении), 8,3 – 418,6 (в вертикальном направлении).
- Частотой оборотов шпинделя инструментальных головок, мин-1: 50 – 1600.
- Наибольшим крутящим моментом, кН·мм: 1,07.
- Наибольшим диаметром применяемых фрез, мм: 160 (предварительное фрезерование), 100 (окончательное фрезерование).
- Суммарной установочной мощностью при водных двигателей, кВт: 12,25.
- Габаритами в плане, мм: 2470×1850.
- Массой в сборе, кг: 3300.
Разные производители могут вносить в характеристики станка непринципиальные изменения, которые не ухудшают технологические возможности.
Сообщения о таких изменениях вносятся в паспорт оборудования. Данные, касающиеся производительности и скорости выполнения всех необходимых рабочих перемещений деталей и узлов приведены при условии использования соответствующих марок смазочно-охлаждающих рабочих сред, и при строгом соблюдении правил регламентного обслуживания универсально-фрезерного станка 6Р82Ш.

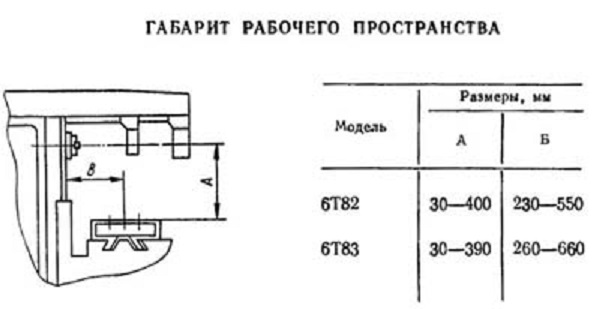
Габаритные размеры рабочего пространства
Параметры рабочей зоны характеризуют размеры и конструктивное оформление рабочего стола, уточняют присоединительные базы шпинделей и относительное взаиморасположение хобота с остальными узлами.
Закрепление обрабатываемых заготовок на столе выполняется при помощи механических или гидравлических (реже) зажимов/прихватов. На рабочем столе предусмотрены Т-образные пазы крепления, размеры и конструктивное оформление которых соответствуют техническим требованиям ГОСТ 1574-91. Всего на столе имеется три сквозных паза. Расстояние от продольной оси рабочего стола до поверхности вертикальной стойки должно составлять 250-260 мм. что определяет максимальные поперечные размеры заготовок, фрезеруемых на неподвижном столе.
При наибольшей горизонтальной подаче стола этот параметр можно увеличивать, но не более, чем до 900 мм. Иначе возникает опрокидывающий момент, увеличивающий нагрузки на зажимы и приводящий к снижению точности резания металла. Гидрозажимы по соображениям безопасности не рекомендуются к применению в том случае, если стол находится далеко от боковой плоскости вертикальной стойки станка.

Наибольшая вертикальная регулировка рабочего стола составляет 450 мм, при этом размеры исходной заготовки в поперечном направлении не могут превышать 560 – 570 мм. С целью исключения ударных усилий при черновом фрезеровании поверхностей со сложным рельефом зазор между нижней поверхностью фрезы и верхней частью заготовки в начальный момент обработки не может быть менее 15 мм.
Длина рабочей части стола – 1600 мм, допускается установка и более длинных в плане заготовок, если они не мешают повороту хобота и инструментальных головок. Нижняя опорная поверхность заготовки должна совпадать с опорной поверхностью стола не менее чем на 75%, при этом возможные зазоры проверяются при помощи щупов по ГОСТ 882-75.
На размеры рабочего пространства влияют также размеры посадочных мест под фрезы. В частности, поперечный размер хвостовика фрезы, которая устанавливается в горизонтальный шпиндель, составляет 29 мм, а фрезы, которая устанавливается в головку – 19 мм. Прочие размеры определяются техническими требованиями ГОСТ 836-72.

Конструктивные особенности
Широкая универсальность станка модели 6Р82Ш обусловлена возможностью фрезерования заготовки одновременно с нескольких сторон. Кроме того, на станок можно устанавливать ряд дополнительных приспособлений, приобретаемых отдельно, либо входящих в основной комплект поставки:
- Для строгания;
- Для фрезерования в горизонтальной плоскости;
- Для фрезерования крупногабаритных заготовок;
- Для производства несложных расточных работ.
По отдельному заказу поставляется также делительная головка, используемая для фрезерования с заданным циклом обработки.
Перечень и расположение основных частей
Фрезерный станок 6Р82Ш состоит из следующих базовых узлов:
- Фундаментной плиты, комплектуемой виброопорами серии ОВ с резинометаллическими элементами по ТУ 4192-003-96952067-13.
- Вертикальной станины с направляющими.
- Инструментальной консоли с подвижными салазками.
- Электродвигателей привода главных движений и привода станции подачи смазочно-охлаждающей жидкости.
- Поворотной плиты (хобота).
- Рабочего стола.
- Механизма коробки скоростей, который располагается во внутренней части полой станины.
- Механизма коробки подач.
- Поворотной и (или) дополнительной накладной головки.
- Органов управления работой станка.
- Ёмкости под смазочно-охлаждающую жидкость.


При такой компоновке станок имеет возможность для передвижения рабочего стола по всем трем координатам. Все органы управления вынесены на поворотную приборную панель, сбоку которой устанавливается лампа местного освещения под напряжение 24 В. Для достижения необходимой жесткости и исключения вибраций (особенно при силовом фрезеровании) центр тяжести станка располагается ниже рабочей поверхности подвижного стола.
Перечень органов управления
Станок 6Р82Ш может работать в ручном и автоматическом режимах. В последнем случае дополнительно может быть осуществлено перемещение фрез по замкнутому прямоугольнику, замедление подачи инструмента или заготовки, включение привода подачи смазки и смазочно-охлаждающей жидкости.
В состав органов управления входят:
- Рукоятки для переключения режимов действия механизма подач и коробки скоростей;
- Кнопки включения и выключения узлов;
- Маховички ручного перемещения стола;
- Панель управления режимами вращения шпинделей;
- Рукоятки перемещения подвижной панели;
- Панель управления движением подвижных салазок;
- Кнопки аварийного отключения станка.
Принцип управления работой фрезерного станка марки 6Р82Ш основан на комбинированном использовании показаний цифровых индикаторов (положения стола, шпинделей) и ручного управления основными узлами при помощи градуированных маховичков. Рукоятки предусмотрены на обеих боковых поверхностях стойки. Схема станка допускает его модернизацию с установкой системы автоматизированного управления.


Основные узлы и механизмы
При включении главного электродвигателя включается электромагнитная муфта, и движение через систему зубчатых передач передается инструментальной головке со шпинделями. Вращением маховика выполняют перемещение хобота, в котором смонтирована коробка скоростей. Установка нужной скорости производится последовательным включением отдельных ступеней, для чего служит механизм реечной передачи. Далее, через кулачковую муфту, движение сообщается поворотной головке станка.
Для включения коробки подач поступают так. Включают электродвигатель привода механизма подачи. Через систему зубчатых колес крутящий момент передается на входной вал, который сблокирован с фрикционной муфтой, предохраняющей механизм от перегрузки. Вал начинает перемещение рабочего стола.
Для объединения всех основных улов станка предназначена консоль, через которую производится управление всеми изменяемыми координатами. Включение механизмов – жесткое, при помощи раздельных на каждый узел кулачковых муфт. При необходимости может выполняться реверсирование всех приводов.

Кинематическая схема
Последовательность движений всех частей привода фрезерного станка 6Р82Ш определяется взаимодействием его основных узлов. Основными рабочими движениями являются движение инструментальной головки со шпинделями и движение подачи стола. Для коробки подач станка характерно определенное сочетание ступеней частоты вращения (всего 18). При этом наименьшая частота вращения составляет 0,52 с-1, а наибольшая – 26,6 с-1. В свою очередь, шпиндели станка приводятся во вращение от собственного электродвигателя, используя зубчатые передачи. Число скоростей -12, при наименьшей и наибольшей соответственно 0,83 с-1 и 26,6 с-1.
Отдельной ветвью кинематической схемы является привод механизма движения стола в поперечном и продольном направлениях. Движение от отдельного электродвигателя через муфту передается на зубчатые передачи. Из-за наличия различных комбинаций пар шестерен диапазон возможных скоростей горизонтальной подачи составляет от 25 до 2500 мм/мин. Возможна также ускоренная подача – 3000 мм/мин. В вертикальном направлении наибольшая скорость подачи составляет 416 мм/мин, а наименьшая – 8,3 мм/мин, при скорости подачи в установочном (наладочном) режиме 1000 мм/мин.
Кинематическая схема станка предусматривает электромеханическую блокировку от одновременного включения нескольких подач рабочего стола.

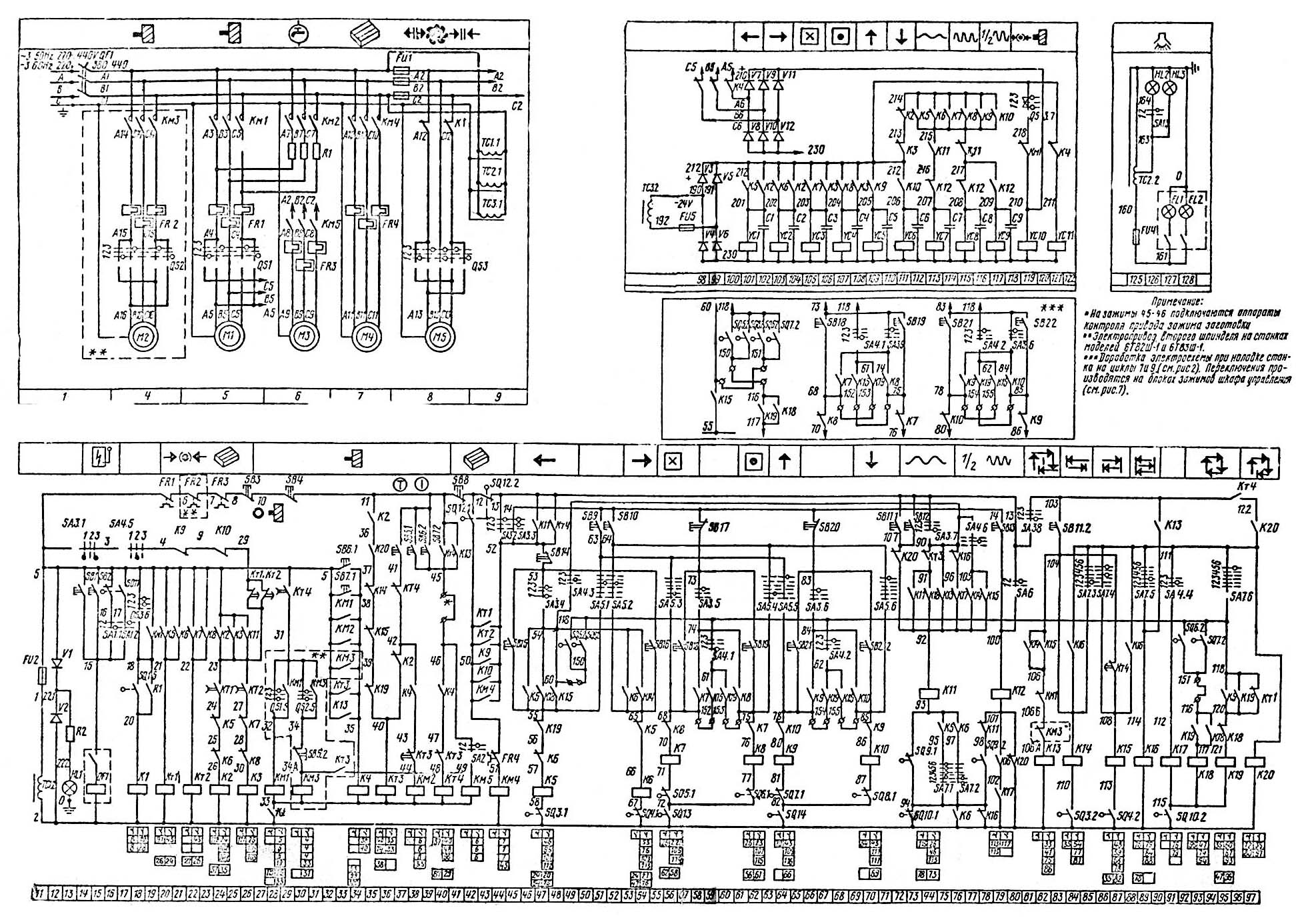
Схема электрическая
Основная электросхема управления станком рассчитана на использование трехфазной сети напряжением 380 В. От пускового рубильника напряжение подается в цепи питания всех электродвигателей, а также в заземляющий контур. Вторичная цепь включает в себя систему двухконтакторных переключателей, управляя которыми, можно последовательно приводить в движение соответствующие узлы оборудования. Отдельно устроена цепь аварийного отключения привода в случае перегрузки узлов по крутящему моменту или усилию.
Цепь управления использует также пониженное напряжение 110 В постоянного и переменного тока, предназначенное для работы переключателей и датчиков контроля. Автоматические предохранители рассчитаны на предельный ток в 20 А.
Органы электроуправления расположены на боковых поверхностях стойки, внизу подвижного стола и с тыльной части оборудования. Заземляющий болт выведен вниз стойки.

Соблюдение техники безопасности
Безопасная работа на универсальном фрезерном станке 6Р82Ш обеспечивается:
- Наличием сдублированной системы управления;
- Быстрым отключением оборудования от питания нажатием всего одной кнопки;
- Применением защитных ограждений, исключающих попадание на оператора стружки и смазочно-охлаждающей жидкости;
- Периодическим и квалифицированным техническим обслуживанием.
К работе на станке допускаются лица, прошедшие необходимое производственное обучение и сдавшие квалификационный экзамен на разряд фрезеровщика.
Общие требования, которые определяют правила ухода и технического обслуживания фрезерного станка 6Р82Ш, приводятся в ГОСТ 12.2.009-99.
Содержание статьи:
Универсальный фрезерный станок 6Р82Ш предназначен для выполнения различных операций. Благодаря продуманной конструкции и дополнительным компонентам он может использоваться как в серийном, так и в штучном производстве. Главным отличием от аналогичных моделей является увеличенная площадь стола и мощный электродвигатель главного привода.
Конструктивные особенности
Внешний вид
Фрезерно-обрабатывающее оборудование марки 6Р82Ш было разработано и выпускалось на Горьковском заводе фрезерных станков. Это предприятие является старейшим и благодаря накопленному опыту станки, изготавливаемые на нем, характеризуются хорошими эксплуатационными и техническими параметрами.
Особенностью широкоуниверсального фрезерного оборудования является возможность одновременной обработки заготовки с двух сторон. Это позволяет увеличить производительность, так как не требуется изменять положение заготовки на рабочем столе для выполнения другой операции.
Дополнительно можно выделить следующие характеристики:
- наличие горизонтального шпинделя. С его помощью можно выполнять обработку цилиндрическими и торцевыми фрезами;
- дополнительные переходники-серьги. После их установки появляется возможность выполнять горизонтально-фрезерные операции;
- поворотная накладная головка. С ее помощью делается обработка крупных деталей, выполняются расточные работы;
- возможность установки накладного стола и делительной головки.
Для автоматизации процесса производства можно выбрать ручной, полуавтоматический или автоматический режим работы. Быстрая замена фрезы выполняется с помощью быстросменного механизма. Также станок 6Р82Ш обладает широким диапазоном смещений рабочего стола.
Быстрая остановка рабочей головки происходит за счет торможения постоянным током. Это увеличивает производительность, так как на смену режущего инструмента требуется меньше времени.
Основные характеристики
Элементы станка
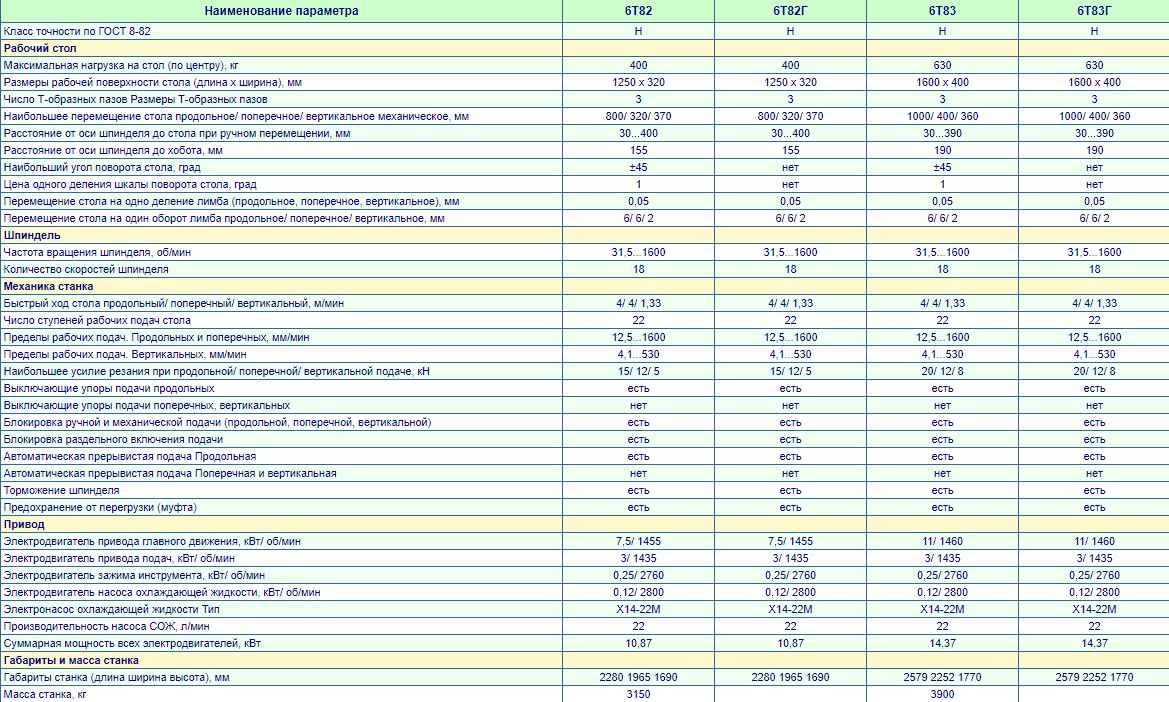
Станок разрабатывался для выполнения тонких фрезерных операций. Поэтому ему присвоили класс точности «П» согласно ГОСТ 8-82. Общая масса оборудования составляет 3300 кг, габариты – 247*185*195 см.
Для обработки массивных заготовок производитель предусмотрел большую площадь стола 125-32 см. Расстояние от шпинделя до поверхности детали может варьироваться от 3 до 45 см. Этот параметр изменяется при установке круглого поворотного стола и дополнительного оборудования — накладной и делительной головки.
Параметры станка:
- удаление оси шпинделя от хобота – 15,5 см;
- расстояние от поворотного шпинделя до рабочего стола может составлять от 3,5 до 53,5 см;
- удаление от поворотного шпинделя до станины – от 26 до 82 см.
Для работы станка в конструкции предусмотрено четыре электродвигателя. Функционирование главного привода происходит с помощью силовой установки мощностью 7,5 кВт. Для шпинделя поворотной головки установлен отдельный двигатель 2,2 кВт. Такой же мощностью обладает устройство для работы привода подач. Дополнительно присутствует электронасос для подкачки охлаждающей жидкости.
В период одновременной работы всех электродвигателей суммарный номинальный ток составляет 20 А. Это необходимо учитывать при подключении оборудования и обеспечения его работоспособности.
Параметры рабочего стола
Кинематическая схема
Рабочий стол предназначен для фиксации заготовки и ее дальнейшей подаче к поверхности режущего инструмента – фрезы. Основными характеристиками этого компонента универсально-фрезерного станка 6Р82Ш является степень смещения детали.
Изменение положения рабочего стола может осуществляться в двух режимах – механическом и ручном. При этом максимальные и минимальные параметры будут одинаковыми. Максимальная нагрузка на стол составляет 250 кг. Это относится только к центру. При смещении центра тяжести заготовки этот параметр будет меньше.
Основные характеристики рабочего стола станка 6Р82Ш:
- максимальное перемещение. Продольное — 80 см, поперечное — 24 см. Максимально возможное вертикальное перемещение составляет 41 см;
- количество пазов Т-образной формы — 3;
- смещение стола на один лимб. На один продольный или поперечный оборот составляет 6 мм. Для вертикального перемещения значение равно 2 мм;
- количество рабочих подач — 18;
- пределы подачи (продольных и поперечных) — от 25 до 1250 мм/мин.
При механическом смещении положения рабочего стола с помощью рукояти направление ее поворота совпадает с направлением движения всей конструкции. Это уменьшает трудоемкость работы, минимизирует вероятность появление ошибок.
Для оперативного изменения скорости подачи предусмотрены однорукояточные механизмы. Благодаря их конструкции можно установить любой режим работы без активации промежуточных ступеней.
Описание шпинделя
Вертикальная головка шпинделя
Преимуществом станка 6Р82Ш является наличие двух шпинделей. Для анализа возможностей работы оборудования следует узнать характеристики поворотной и накладной головок. Практически все параметры одинаковы. Разница заключается в направлении движения режущей части – горизонтальное или вертикальное.
Технические характеристики шпиндельных головок:
- частота вращения головок, об/мин – от 50 до 1600;
- количество скоростей – 11;
- максимальный поворот шпинделя — 45°;
- крутящий момент – 1070 Н.м;
- перемещение на один оборот лимба – 6.
В накладной головке максимальный поворот режущей части инструмента равен 360°. Это дает возможность обрабатывать сложные детали без их демонтажа. При этом допустимый диаметр фрезы может составлять 16 см для горизонтального и 10 см вертикального шпинделя. Согласно ГОСТ 836-72 эскиз этой части станка соответствует цифре «3».
Во время работы на универсально-фрезерном станке 6Р82Ш обязательно необходимо активировать систему смазки заготовки. В противном случае ее отсутствие может привести к недопустимому нагреву поверхностей детали и фрезы.
В видеоматериале наглядно показаны основные узлы оборудования:
Российский широкоуниверсальный фрезерный станок 6К82Ш предназначен для выполнения всех видов фрезерных работ, сверления, зенкерования и растачивания отверстий на деталях из черных и цветных металлов, их сплавов и пластмасс в условиях единичного, мелкосерийного и серийного производства.
Уверенный привод главного движения и тщательно подобранные передаточные отношения обеспечивают оптимальные режимы обработки при различных условиях резания и полное использование возможностей режущего инструмента.
Простота обслуживания и быстрая переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве. Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
| Сравнительная техническая характеристика фрезерного станка мод. 6К82Ш | |
|---|---|
| Характеристика | Значение |
| Размеры рабочей поверхности стола, мм | 320×1250 |
| Наибольшее перемещение стола, мм | |
| – продольное | 850 |
| – поперечное | 250 |
| – вертикальное | 400 |
| Количество подач | 16 |
| Конус шпинделя гор/верт | SO 50 /ISO 40 |
| Мощность электродвигателей приводов, кВт | |
| – подач | 1,5 |
| – вертикального шпинделя | 2,2 |
| – горизонтального шпинделя | 5,5 |
| Габаритные размеры станка, мм | 2135 x 1865 x 2015 |
| Масса 6К82Ш , кг | 2560 |
| Класс точности | П |
Горизонтальный консольно-фрезерный станок 6Р82 начал выпускаться Горьковским заводом фрезерных станков с 1970 года. С тех пор, когда начали выпускаться такие станки, прошло больше 40 лет, но горизонтально-фрезерный станок 6Р82 продолжает работать на многих предприятиях. На нем с высокой точностью выполняются работы по обработке металлов различной сложности. Эта модель фрезеровочных станков причисляется к патриархам отечественного станкостроения, и она до сих пор числится одной из самых распространенных и общедоступных моделей.
 Горизонтально-фрезерный станок 6Р82
Горизонтально-фрезерный станок 6Р82Завод и сегодня выпускает горизонтальные универсальные станки, но уже спроектированные по новым технологиям. Массово начали развиваться системы числовых программных управлений (ЧПУ). Современный фрезерный станок с ЧПУ по металлу 6Р82 получил широкое применение в малом бизнесе.
Расшифровка названия станка означает:
- 6 — фрезерные станки;
- Р – модификация станка;
- 8 – этой цифрой принято обозначать горизонтально-фрезерные станки;
- 2 – указывается на типоразмер (габариты) рабочего стола.
Консольные фрезерные станки 6Р82 относятся к самым популярным агрегатам, используемым для фрезерования. Им дали определение как «консольно-фрезерные» благодаря своим конструктивным решениям.
Роль консоли выполняют специальные кронштейны, которые являются опорами стола. Габариты размеры станка составляют 320х1250 мм.
Горизонтально-фрезерный станок 6Р82 входит в группу горизонтальных агрегатов. Это связано с тем, что шпиндель на таком станке во время его работы, всегда остается в неизменном положении. Он всегда расположен в горизонтальном положении. На станках рабочие столы можно устанавливать в перпендикулярном положении по отношению к шпинделю.
Предназначение станка 6Р82
Назначение фрезерного станка 6Р82 прописано в его паспорте. Эти станки разрабатывались с целью выполнения на них различных видов фрезеровальных работ. На них можно фрезеровать, используя различные типы фрез.
Технические характеристики станков предусматривают расширение их потенциальных возможностей. Для этого следует использовать дополнительное оборудование и приспособления, которые могут поставляться в комплекте со станком.
Станки применяются на предприятиях различных отраслей промышленности, начиная от мелких мастерских и заканчивая крупными машиностроительными гигантами. Они очень высокотехнологичны, и способны производить обработку деталей с высоким качеством, а главное с высокой точностью.
Техническая компоновка разработана с условием создания оператору максимальных удобств в обслуживании станка.
Фрезерный станок 6Р82, технические характеристики которого дают возможность пользователю легко настраивать его для работы в автоматическом или полуавтоматическом режиме, а, следовательно, это дает возможность применять такой агрегат для комплектации единой автоматизированной линии.
Устройство станка – основные узлы и механизмы

- Кинематическая схема станка 6Р82

- Перечень к кинематической схеме станка 6Р82

Паспорт и схема станка 6Р82 предусматривает следующие важные конструктивные детали, узлы и механизмы:
Станина
Станина относится к фундаменту станка, на котором устанавливаются все его рабочие детали, узлы и механизмы. Станина крепится на опорную плиту фрезерного станка. Чтобы придать ей жесткости она фиксируется штифтами.
Хобот и серьги
Эти детали размещаются на станине. Хобот закрепляется и скользит по направляющим. Серьги монтируются на других направляющих, которые располагаются на хоботе. Внутри хобота расположена коробка скоростей, посредством которой передается вращение шпинделю.

Хобот с серьгами станка 6Р82
Серьги устанавливаются в специально предусмотренных для этих целей отверстиях. Размер отверстий выбирается по индивидуальному принципу, на каждом станке отверстия разные. Следовательно, серьги не могут быть взаимозаменяемые.
Для регулировки зазоров в подшипниках серьги, предусмотрена специальная гайка. Регулировка проводится с контролем по результатам температуры нагрева серьги. Измерение температуры нагрева должна производиться после обкатки станка. Время обкатки должно быть не менее одного часа, а число оборотов шпинделя устанавливается максимальным. Перед обкаткой следует убедиться в том, что поверхностная часть опорной втулки в хорошем состоянии и в ней находится достаточное количество смазки. Если температура подшипников находится в пределах 50 — 60 °C, то можно начинать регулировку.
Масло, которым смазываются подшипники, находится в специальных углублениях (нишах), расположенных на серьге. Масло поступает в подшипник через втулочные оконные проемы.
Коробка подач
Коробка подач 6Р82 предназначена для обеспечения перемещения всех движущихся частей и агрегатов станка.

Коробка подач станка 6Р82
Главное движение обеспечивается приводом, в состав которого входит фланцевый электрический двигатель и соединительная муфта. Электродвигатель привода подач устанавливается внутри консоли станка. Консольно-фрезерные станки 6Р82, паспорт которых предусматривает изменение скорости шпиндельного узла, могут работать на 18 фиксированных скоростях. Регулировка осуществляется посредством зубчатых колесных блоков. Порядок переключения скоростей устанавливает инструкция по эксплуатации и паспорт станка.
В коробке подач предусмотрен режим быстрого перемещения. Такой режим перемещения возможен только после приведения в действие фрикциона форсированного хода. Фрикционная передача позволяет передавать вращающий момент от электродвигателя главного хода на консоль, а уже потом к винтам перемещений.
Консоль
Описание консоли дает паспорт. Конструкция консоли изготовлена в виде металлической коробчатой отливки. Она передвигается по вертикальным направляющим, которые соединены со станиной.
Внутри консоли расположены основные механизмы коробки подач. Эти механизмы предназначены для передачи движения от коробки подач к винтовым валам.
Коробка переключения скоростей
Коробка скоростей на фрезерном станке 6Р82 расположена непосредственно на станине (в хоботе) и предназначена для установки необходимого скоростного режима обработки детали. Конечным узлом коробки скоростей является ее шпиндель, который представляет собой вал, удерживающийся на трех опорах. Роль опор выполняют подшипники.

Разрез по шпинделю станка 6Р82
Шпиндель предназначен для передачи вращательного момента от силовой коробки передач, к закрепленному в нем инструменту. Вращательный момент коробка передач получает от вала электродвигателя главного хода станка, соединенных между собой соединительной муфтой.
Для перехода от одной оптимальной величины вращения шпинделя к другой нет необходимости последовательного перехода по скоростным промежуточным ступеням. Основными деталями коробки скоростей являются: рейка, рукоятка переключателя, зубчатые колеса и шестерни.
Для осмотра внутренних деталей коробки, на ней установлено смотровое окно. Переключение скоростей осуществляется рукояткой. Необходимая скорость выбирается по указателю оборотов шпинделя. С помощью коробки скоростей можно устанавливать 19 различных скоростей вращения шпинделя.
Стол и салазки
Эти конструктивные узлы предназначены для передвижения стола в продольных и поперечных плоскостях. Стол фиксируется на направляющих салазок и в рабочем цикле скользит по ним. Его площадка является основанием для крепления на ней подвергающихся обработке деталей, зажимных устройств и технологических приспособлений. Чтобы все это оборудование было надежно закреплено и при работе удерживалось на столе, он снабжен продольными пазами, выполненными в виде Т-образного профиля. Стол приводится в движение от ходового винта, через механизм передачи вращательного движения винта в поступательное движение стола.

Внешний вид фрезерного станка 6Р82
Стол и ходовой винт соединяются по торцам стола с помощью кронштейнов. Кронштейны, после установки фиксируются штифтами. Места для крепления кронштейнов определяются по реальному размещению винта. Для предотвращения продольного изгиба, винт размещают на опорных подшипниках. Необходимое натяжение ходового винта регулируется специальной гайкой.
Механизм разворота стола обеспечивает установку его на угол в 45° от его первоначального положения. Механизм разворота размещается в промежутке между рабочим столом и салазками. Чтобы развернуть стол на оптимальный угол, необходимо выполнить следующее: переместить салазки в крайнее переднее местоположение; снять хвостовой кулачок, ограничивающий поперечный ход, и уже только затем разворачивать стол.
Салазки выполняют функцию буферной части между консолью и столом. Они передвигаются по горизонтальным направляющим, которые расположены на консоли.
Электрооборудование станка
Электроснабжение горизонтально-фрезерного станка 6Р82 определяет его паспорт. В станке предусмотрены два основных привода: привод главного хода и привод механизма подач. Приводы главного хода и механизма подач приводятся в действие электрическими асинхронными двигателями.

Электрическая схема станка 6Р82
Кроме этого электрическая схема предусматривает работу других технологических систем, таких как система охлаждения.
Консольно-фрезерные станки 6Р82, руководство по эксплуатации которых предусматривает электроснабжение на переменном напряжении, поставляются заказчику с различными классами напряжения.
Фрезерный станок 6Р82, электрическая схема которого может работать от источника 3-фазного напряжения следует размещать на участках, где есть классы напряжения от 220 В до 440 В.
Все электрические двигатели, в зависимости от индивидуального исполнения, могут работать на напряжениях от 220 В до 440 В.
Электрическая схема разработана на применение следующих классов напряжения: для рабочего освещения — 24, 36 или 110 В, в зависимости от индивидуального исполнения; для цепей управления — 110-220 В; для цепей электродинамического торможения – 56 В. Местное освещение осуществляется от светильников, которые распложены на станине.
Эксплуатация станка 6Р82
Эксплуатация горизонтально-фрезерных станков определяется руководством по эксплуатации, которое поставляется заказчику в комплекте со станком. В руководстве приводится основная характеристика каждого станка, а также подробная инструкция по его эксплуатации. Кроме этого в руководстве по эксплуатации прописываются основные правила безопасности, которые необходимо выполнять при работе со станком.
Скачать паспорт (инструкцию по эксплуатации) горизонтально-фрезерного станка 6Р82
В руководстве прописаны также правила управления станком и порядок поддержания его в рабочем состоянии.
Управление станком осуществляется от аппаратов управления, которые расположены сбоку и на передней части станка. Для управления используются специальные рукоятки, кнопочные станции и переключатели.
Уход за станком может осуществлять только его оператор, который закреплен за данным станком и хорошо знает его устройство.
Перед каждым пуском станка необходимо убедиться в том, что на направляющих отсутствует пыль, грязь или стружка. Проверить работу системы смазки и охлаждения, обратив особое внимание на наличие масла и охлаждающей жидкости.
Для выколачивания оправки или фрезы из шпинделя следует применять молоток, изготовленный из латуни или меди.
Особое внимание следует уделять столу. Загружать на стол инструмент, приспособления или заготовки можно только тогда, когда его поверхность очищена от посторонних предметов, а также от сгустков промасленной грязи и стружки.
Для того чтобы детали станка проработали как можно дольше, следует вовремя проводить смазку трущихся и вращающихся деталей. Порядок и сроки смазки прописаны в специальном разделе руководства по эксплуатации. Наличие смазки в агрегатных узлах станка контролируется по маслоуказателям.
Следует помнить, что станок будет надежно работать только тогда, когда будут в установленные сроки проводиться текущие регламентные работы, а также капитальные ремонты его отдельных агрегатов.

Получение станка в ремонт -составление дефектной ведомости -очистка от стружки и масла -разборка на узлы, мойка узлов -разборка узлов на детали -мойка деталей
|
|
Ремонт станины -разборка, промывка, дефектация -шлифовка вертикальных направляющих -окраска -сборка |
|
Ремонт консоли -разборка, промывка, дефектация -шлифовка вертикальных направляющих -шлифовка вертикальных клиньев и прижимных планок -шлифовка поперечных направляющих -шлифовка поперечного клина и прижимных планок -ремонт системы смазки -сборка |
|
Ремонт салазок -разборка, промывка, дефектация -шабровка направляющих -подгонка клина и прижимных планок, замена кронштейнов -внутренняя покраска -сборка |
|
-разборка, промывка, дефектация -шлифовка продольных направляющих и рабочей поверхности -ремонт кронштейнов стола -внутренняя окраска |
|
Ремонт поворотной и накладной головок -разборка, промывка, дефектация -ремонт шпинделя, замена изношенных деталей -проверка геометрической точности шпинделя -окраска -сборка
|
|
Ремонт горизонтального шпинделя -разборка, промывка, дефектация -ремонт шпинделя, замена изношенных деталей -проверка геометрической точности шпинделя -сборка |
|
Ремонт коробки скоростей -разборка, промывка, дефектация -замена изношенных деталей -замена подшипников -сборка |
|
Ремонт коробки переключений -разборка, промывка, дефектация -ремонт и замена комплектующих -замена подшипников -внутренняя окраска -сборка |
|
Ремонт коробки подач -разборка, промывка, дефектация -ремонт механизма переключения подач -замена подшипников -внутренняя окраска -сборка |
|
-установка нового электрошкафа -установка новой аппаратуры цепей управления в электрошкафу -ремонт(замена) светосигнальных и осветительных устройств -ремонт (замена) эл. двигателей -электромонтаж по станку |
|
Ремонт системы СОЖ -разборка, промывка, дефектация -ремонт(замена) элементов системы СОЖ -окраска -сборка |
|
Ремонт системы смазки -разборка, промывка, дефектация -ремонт (замена) элементов системы смазки -сборка |
|
Ремонт ограждений Сборка, шпатлевка и окраска Испытание станка на холостом ходу на всех скоростях и подачах Испытание станка под нагрузкой |
|
Сдача ОТК -механика (проверка геометрической точности, проверка на чистоту обработки детали, проверка на вибрации и, жесткость, проверка люфтов, проверка на шум и нагрев) -электрика Сдача станка заказчику
|
 Ремонт стола
Ремонт стола Ремонт электрооборудования
Ремонт электрооборудованияНазначение консольно-фрезерного станка 6Т82Г — обработка деталей в механических цехах, мастерских и т. д. возможно изготовление деталей из черного и цветных металлов и сплавов. Выполняет любые виды работ своего класса. Используется инструмент, который можно использовать для оборудования данного класса.

Сведения о производителе
Консольно-фрезерный станок 6Т82Г разработан на Горьковском заводе фрезерных станков. Он заменил станок 6Р82 в 1985 году. Производит ряд различного металлообрабатывающего оборудования, а также оборудование с УЦИ и ЧПУ. Известен как один из крупнейших станкостроительных заводов в России. Также аналогичное оборудование производится на Орском станкостроительном заводе и Ростовском Станкостроительном объединении ООО СО «СтанРос».
Сфера применения и эксплуатационные возможности
Консольно-фрезерный станок 6Т82Г обладает высокой жесткостью, что влияет на точность. Мощный привод и тяговое усилие позволяет показать высокую производительность. Доступны и применяются все преимущества твердосплавного и быстрорежущего инструмента. Выполняет практически любые виды фрезерных работ.
Станок используются в единичном, так и в крупносерийном производстве. Станок легко настроить на полуавтоматический или автоматический цикл. В производстве не надо использовать высококвалифицированную рабочую силу. Есть возможность быстрой замены инструмента. Оборудование легко встраивается в поточную или автоматическую линию. Можно использовать многостаночное обслуживание.
Преимущества
Основным преимуществом являются:
- вариации подач;
- быстрое снятие и установка инструмента;
- смазка без участия человека;
- возможно подключить индикацию.
Даже сейчас станок очень востребован несмотря на широкий ассортимент разноплановых станков. Легко применяется стандартные технологическую оснастку, такие как поворотный стол, делительная головка, накладная фрезерная вертикальная головка и нестандартного специализированного оборудования.
Особенности конструкции
Конструкция имеет много решений, которые выгодно отличают ее от аналогов. Это:
- плавный перебор подач стола;
- быстрая замена инструмента;
- устройство замедления подачи;
- автоматическая работа по настроенному циклу;
- система смазки подшипников и шестерен;
- управление подачей электромагнитными муфтами;
- точность за счет массивности и жесткости;
- перемещение стола по двум и трем координатам одновременно;
- возможность автоматизации за счет применения УЦИ и ЧПУ;
- улучшенная эргономика в связи с дублированием управления;
- быстрые ходы станка при помощи кнопок;
- эргономичное управление стола от рукояток, направление поворота которых согласованное с направлением движения стола;
- торможение шпинделя подачей постоянного тока.
Масса и габаритные размеры
Масса станка равна 3100 кг.
Габаритные размеры: 2280 х 1965 х 1690 мм.
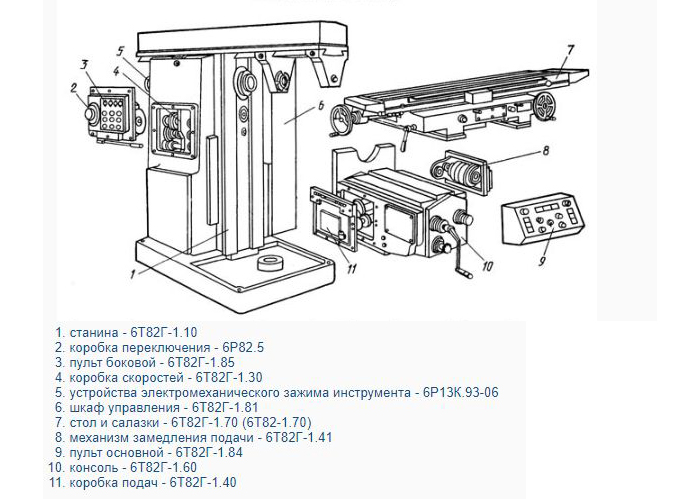
Перечень составных частей
Основа всего массивная станина. В верхней части коробка скоростей шпинделя. Стол на салазках управляются коробкой подач. Два пульта основной и боковой для управления и настройки. Механизм зажима инструмента. Шкаф управления содержит электрическую часть станка. Устройство замедления подачи на салазках стола. Консоль для крепления инструментов. Система охлаждения инструмента и детали расположена в станине.
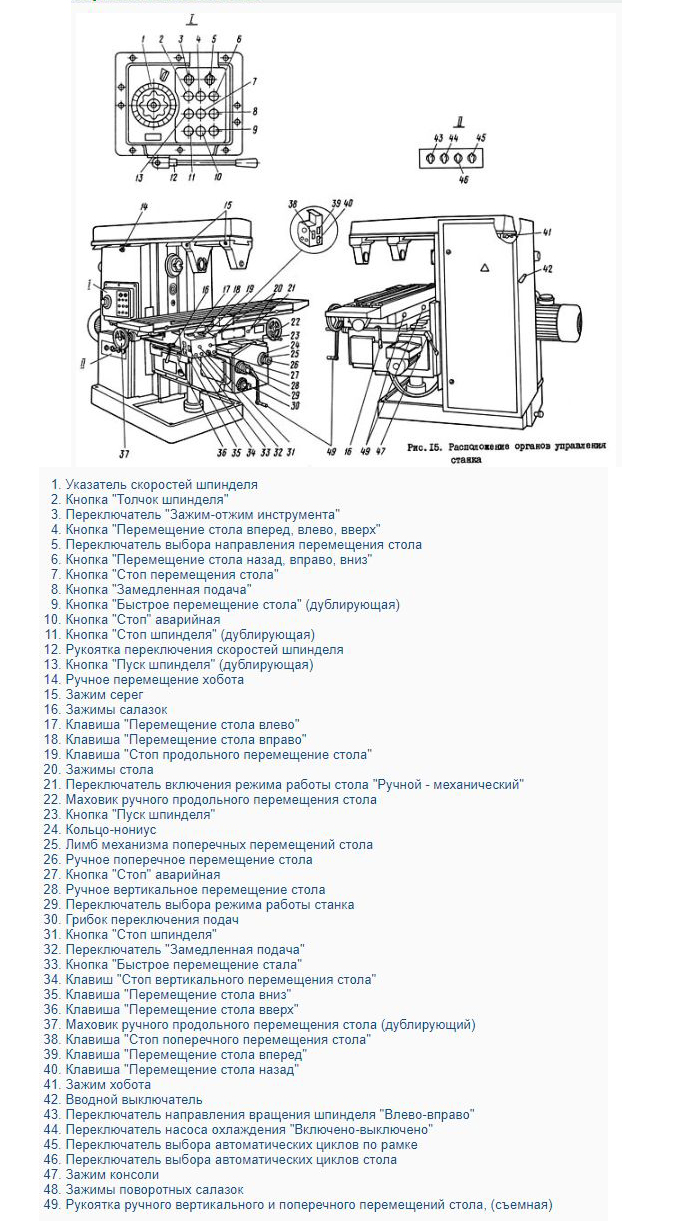
Расположение органов управления
Привод шпинделя включается кнопкой пуск на пусковой панели коробки скоростей. Привод стола включается рукоятками дублирующих командоаппаратов. При включенном движении стола при нажатой кнопки включается «быстрый ход». («быстрый ход» действует и при выключенном шпинделе). Останавливается станок при нажатии кнопки «стоп» в любом месте. (на салазках и на пусковой панели)
Кинематическая схема
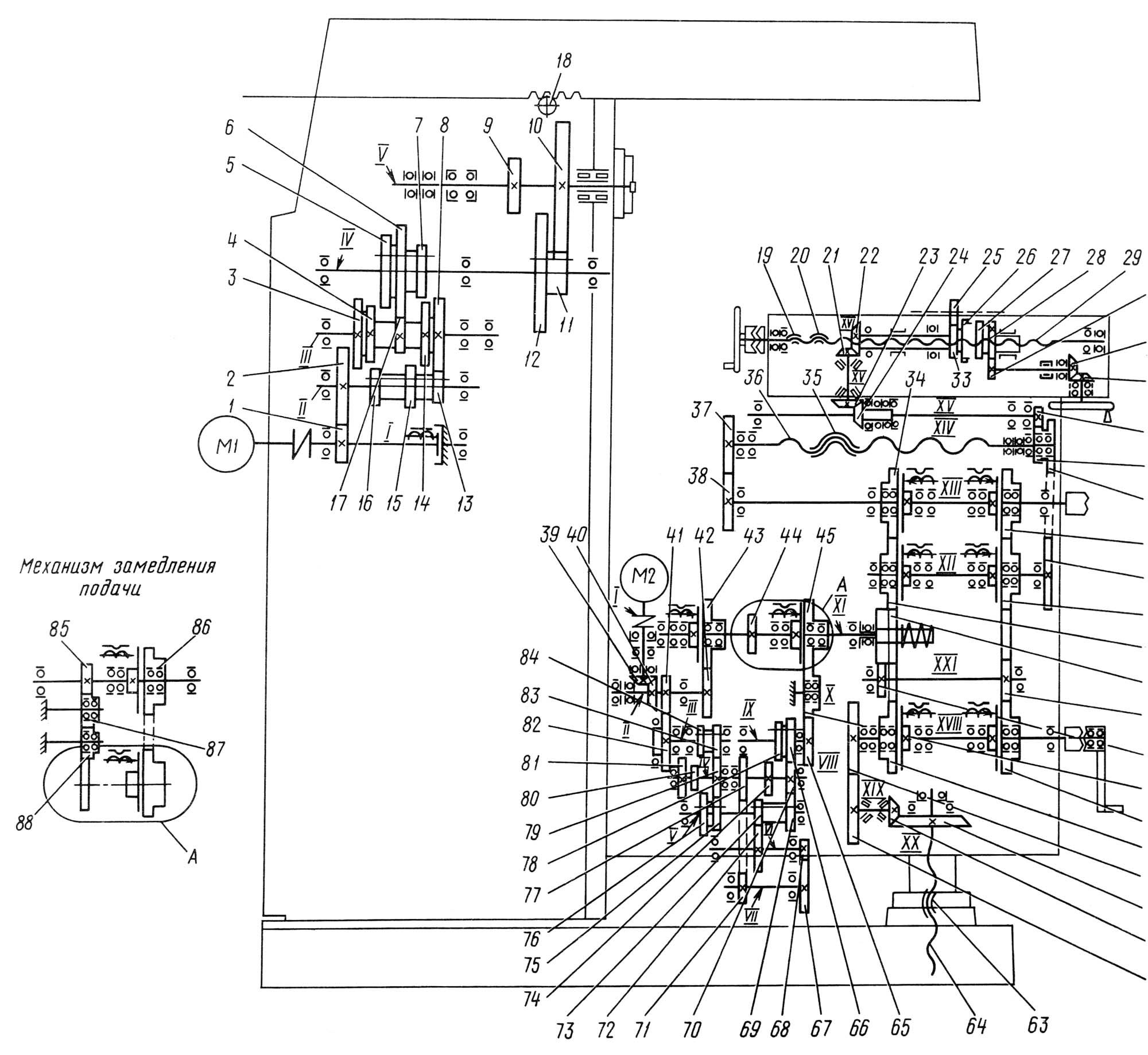
Схема электрическая
Схема электрическая состоит из:
- двигатель привода шпинделя;
- двигателя привода стола;
- двигателя ускоренной подачи;
- двигатель масляного насоса;
- двигатель насоса подачи СОЖ.
Аппаратуры освещения, двух командоаппаратов, кнопок, электрических муфт, реле управления, элементов защиты, пускателей.
Технические характеристики
- Размеры стола, мм 1250х320
- Максимально перемещение продольно — 800 мм.
- Максимальное перемещение поперечно — 320 мм.
- Максимальное перемещение вертикально — 420 мм.
- Расстояние от поверхности стола, до оси шпинделя мм — 30-450.
- Шпиндель вращается с частотой об/мин. 31,5-1600.
- Мощность электродвигателя основного шпинделя 7,5 КВт:
- Мощность электродвигателя подач стола 3 КВт
- Конус шпинделя по ГОСТ 30064-93 ISO 50
Эксплуатация и обслуживание, паспорт
Станок 6Т82Г достаточно прост в эксплуатации и обслуживании. Стандартные опции расширяются дополнительными устройствами. Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт ируководство по эксплуатации горизонтального консольно-фрезерного станка 6Т82Г.
Эксплуатация и обслуживание
Станок 6Т82Г достаточно прост в эксплуатации и обслуживании. Стандартные опции расширяются дополнительными устройствами:
- Тиски.
- Поворотный стол.
- Делительная головка.
- Долбежная головка.
- Накладная фрезерная головка.
- Специальные кондукторы для фиксации определенных деталей в массовом и крупносерийном производстве.
- Устройства жестко крепятся на столе в пазах.
Большой ход стола по всем осям, жесткость и большое тяговое усилие дает возможность выполнять любые работы для данного класса станков.
Диапазон скоростей вращения шпинделя и скоростей подачи стола позволяет подобрать оптимальные режимы обработки деталей с нужными параметрами:
- производительность;
- заданной шероховатости поверхности;
- износостойкости инструмента.
Хорошая система защиты от перегрузок надежно работает в аварийных ситуациях и защищает станок от повреждения.
Обслуживание включает в себя поддержание станка в чистоте, своевременное поддержание достаточного количества масла и охлаждающей эмульсии.
Ремонтные работы
Станки обладают высокой надежностью и долговечностью и ломаются нечасто, но требуют квалифицированного специалиста для ремонта и восстановления.
Зарубежные и отечественные аналоги
Аналогами станка 6Т82Г являются:
- Широкоуниверсальный фрезерный станок 6К82Ш — производство Россия
- Широкоуниверсальный фрезерный станок FU350MRApUG-03 — производство Белорусия по лицензии немецкой фирмы «Хеккерт».
- Широкоуниверсальный фрезерный станок ARSENAL FUV321M с VFG 323 — производство Болгария.
- Широкоуниверсальный фрезерный станок STALEX MUF150 Servo — производство Китай (комплектующие электрооборудования Siemens).
Отзывы
По отзывам данный станок является настоящей «рабочей лошадкой». Достаточно жесткий, производительный, долговечный, прост в обслуживании.
Из недостатков отмечают «ретростиль» внешнего вида и избыточную мощность двигателей электроприводов шпинделя и привода подач. Но здесь можно поспорить. Если производство единичное или мелкосерийное, то да может быть и так. Если серия большая, то излишняя мощность — это страховка от выхода из строя при перегрузке.
Поделиться в социальных сетях
90000 Tips For Buying Your First Milling Machine 90001 90002 If you’re interested in making things (and since you’re reading this, we’re going to assume you are), you’ve almost certainly felt a desire to make metal parts. 3D printers are great, but have a lot of drawbacks: limited material options, lack of precision, and long printing times. If you want metal parts that adhere to even moderately tight tolerances, a milling machine is your only practical option. There is, after all, a very good reason that they’re essential to manufacturing.90003 90002 However, it can be difficult to know where to start for the hobbyist who does not have machining experience. What kind of milling machine should you get? Should you buy new or used? What the heck is 3-phase power, and can you get it? These questions, among many others, can be positively overwhelming to the uninitiated. Luckily, we – your friends at Hackaday – are here to help give you some direction. So, if you’re ready to learn, then read on! Already an expert? Leave some tips of your own in the comments! 90003 90006 What Kind of Milling Machine Do You Need? 90007 This is a vertical milling machine, with a head that rotates, tilts, and swivels (photo courtesy of Wikipedia) 90002 Before we get into the details of what configuration of milling machine you’ll most likely want to buy, let us first point out that we’re only going to be talking about 90009 manual 90010 milling machines in this guide.CNC mills are a whole other beast, and they’re going to get a guide all to themselves. Manual and CNC mills share a lot in common (CNC mills are often just converted manual mills), but CNC mills have additional requirements that would over-complicate this article. So, we’re just covering manual machines in this post. 90003 90002 Modern milling machines are divided into two basic types: horizontal and vertical. This determines whether the machine’s spindle axis runs up and down, or side to side.Both types of machine will often have heads, columns, and tables that tilt or swivel, which means both kinds can be used for a lot of the same tasks. However, certain jobs will be easier on one machine than the other. 90003 90002 The difference between the machines, in practice, is more pronounced than just which way they’re oriented. A vertical machine will have the table mounted perpendicular to the spindle’s zero-tilt position, while a horizontal machine will have the spindle mounted parallel to the plane of the table.This introduces a fundamental difference in what kinds of jobs are practical on each type of machine. 90003 Notice how the overhead arm of the horizontal milling machine braces the spindle arbor on both sides (photo courtesy of Kent USA) 90002 A horizontal milling machine’s primary strength is the over arm, which constrains the rotating arbor on two sides. This gives it incredible rigidity, and allows the machinist to take very heavy cuts that would introduce more side load then a vertical machine could handle.The strength is so high that it’s entirely possible (and common) to stack multiple cutters on the arbor in order to cut, for example, a flat table with slots all in a single pass. This makes it well suited to surfacing jobs, cutting grooves and slots, and similar tasks where the part is flat in one axis. 90003 90002 The downside, of course, is that it’s much more cumbersome (and sometimes impossible) to make parts that have cuts in all axes. This is where a vertical milling machine excels: in versatility.You’d be hard pressed to find a job that a vertical mill can not do – though it’s sometimes a lot more time-consuming than a horizontal mill, depending on the part geometry. 90003 90002 Now that you know the difference, you probably already know which one you want. But, just in case, we’ll say that you almost certainly want a vertical mill. Horizontal mills are great for a small portion of tasks, but those are also tasks that most hobbyists will not often perform. The versatility of a vertical mill lends itself well to the varied and diverse tasks that hobbyists lean towards, in contrast to the specialty production work horizontal mills are generally used for.90003 90006 Vertical Mill Features That Matter 90007 90002 Hopefully, you’ve decided that a vertical mill is the best choice for you, otherwise this section is not going to be very useful. Assuming you have decided on a vertical mill, you’re probably curious about which features to look for, and are wondering what actually matters. Covering every detail on the subject would take an entire book, but we’re going to go over some of the most important things to consider. 90003 90026 Should you buy brand name? 90027 90002 This is a question that drives a lot of purchasing decisions, and milling machines are no different.So, does it matter? Yes and no. Milling machines have been around for a 90029 long 90030 time, and there really are not any trade secrets when it comes to their construction. It’s well-known what makes a good machine, and what does not. Theoretically then, any manufacturer can follow these design principles and make a high quality machine. 90003 90002 Reality, unfortunately, does not live up to that promise. There are two reasons for this: manufacturing quality and cost. In order to keeps costs down, many manufacturers will cut corners.They might use poor quality materials, under-powered motors, and so on. Even if the manufacturer is not purposefully cutting corners, it’s entirely possible that they might just be incapable of high-quality manufacturing. Poorly made lead screws, imprecise machining, and loose tolerances can all leave you with a mill that is frustrating to use and which can not hold tolerable precision. 90003 90002 Therefore, it’s a good idea to buy a proven machine. Usually, that means going with a respected brand.But, some less expensive brands still produce quality machines (often clones of more expensive models). They may have fewer features, or less robust motors, but could be enough for your needs. Just be sure to read some reviews from people doing real work with them. 90003 90026 Size Matters 90027 90002 Small desktop milling machines can be tempting, but it’s best to avoid them if you’re planning to mill metal. Think about the last time you had to drill a hole in steel, or had to cut off a piece with a hacksaw.It’s difficult work, and takes a lot of force. Your milling machine needs to be able to apply that kind of force without flexing at all – even a little bit of flex with ruin any chances of milling a part with respectable tolerances. 90003 90002 For that reason, the frame of the mill needs to be as heavy and rigid as possible. A small desktop machine will almost certainly be unable to mill anything harder than aluminum, and even then it’ll be imprecise. The wisest choice, if you want even moderate precision, is to buy a mill that’s as large and heavy as you have space for.90003 90026 DRO and Power Feed 90027 90002 A DRO (digital readout) is a module that can be added to each axis of a milling machine. Some machines come with them, others have them available as upgrade packages. Kits are often available to retrofit mills that did not originally have them as an option as well. A DRO gives you a display that tells you how far you’ve moved the table (or quill), which makes pretty much every operation much easier. 90003 A 3-axis DRO display and control panel (photo courtesy of Wikipedia) 90002 Using a DRO is not strictly necessary, as all mills have dials for measuring movement.However, reading them can be cumbersome and time-consuming. This is especially true when you consider backlash (slop in the screws), which is easy to compensate for when you have a DRO, since it only tells you how much the table has actually moved, as opposed to how much the handle has moved. 90003 90002 Like a DRO, power feed is something that can be added to each axis, and which many mills come with from the factory. It allows you to toggle a small motor which moves the table for you, so that you do not have to crank the handle yourself.This can dramatically lower fatigue, but can also give you a better surface finish on your cut as the speed stays consistent throughout the cut. 90003 90026 Spindle Motor Horsepower 90027 90002 Like car enthusiasts, machinists make a big deal about horsepower. And, this is not completely unwarranted – the last thing you want is the motor stalling in the middle of a cut. That said, virtually all mills will have some way to gear down the motor to gain torque at the cost of speed. Milling steel requires high torque and low-speed, while aluminum needs the opposite.90003 90002 So, you can certainly compensate for a motor without a ton of power. That may be a good idea, as motor horsepower makes a huge difference when it comes to cost. That said, you should probably avoid a mill that has any less than 1HP. It’s also difficult to find high horsepower electric motors that are not 3-phase. 90003 90026 3-Phase? Huh? 90027 90002 We do not have the room to get into how multi-phase power works, and what it’s advantages and disadvantages are. But, suffice it to say that you almost certainly do not have 3-phase power at home.If you’ve got an industrial space, you may have 3-phase power available, but even then you may not. The point is, many industrial-grade tools have 3-phase motors, which can not be run on standard household single-phase power on their own. 90003 90002 That means that most of you will be limited to mills with single-phase motors. However, that often makes it possible to find 3-phase machinery for significantly cheaper than single-phase machinery. If you find such a machine that strikes your fancy, it is possible to replace the spindle motor with a single-phase unit, or to buy or build a phase converter.90003 90026 What about a mill / drill machine? 90027 90002 A mill / drill machine is basically a drill press that has had a 2-axis table strapped onto it. They’re significantly cheaper than true milling machines, but that’s for a reason. They really do not have the rigidity necessary for real milling, and are really only good for precise hole drilling and very light milling. Other than saving a little cash, there is no reason to buy one, as an actual milling machine can certainly drill too. 90003 90006 Buying Your Mill 90007 90002 By this point, you should have a pretty good understanding of what matters in a milling machine.Now it’s time to dive into how you should go about buying one. 90003 90026 New or Used? 90027 90002 You should seriously consider buying used. Quality mills are machines that are designed to stand up to serious abuse for decades, and you can save a lot by buying used. Local industrial auctions and Craigslist are good places to look. Inspecting used machinery is kind of like inspecting a used car: make sure everything is working, that there is not excessive wear, and that you can see it’s been taken care of.90003 90002 Dirt and grime are okay, that can be cleaned, as long as the important bits are clean, lubricated, and not too worn. Make sure the spindle spins smoothly, has no play (measure run out if possible), and sounds good. Grab the table and jiggle it as hard as you can, and make sure you can not feel any play. Take a look at the screws to see if they’re clean and unmarred. Make sure the ways (the smooth metal that the table slides on) are clean, lubricated, and do not have gouges. If all of those things are good, and you do not notice any other red flags like cracked castings, the machine is probably solid and entirely usable.Age is not generally considered a problem as long as it’s been maintained and serviced. 90003 90026 Getting it Home 90027 90002 Milling machines are heavy; they can be anywhere from several hundred pounds on the light side, to several thousand pounds on the hefty side. Getting one back to your home or shop is not a trivial task. If you’re transporting it yourself, make sure your truck or trailer can handle the load, and that it’s securely strapped down. You’ll also need a forklift of some kind of both sides of the delivery (to load and unload the machine).90003 90002 If, like most hobbyists, you do not have a heavy flatbed truck and your own forklift, you can hire riggers to move the machine for you. Expect to pay at least a few hundred dollars (and sometimes a lot more) to have it moved, even over a short distance. If you know anyone who has this kind of equipment, it’s definitely worth calling in some favors – you’ll need that money for tooling. 90003 90026 Accessories and Tooling to Purchase 90027 90002 Once you’ve got your milling machine home, there are a number of purchases still to make.First and foremost, you’re going to need a decent machinist’s vise. You do not necessarily need to spend hundreds of dollars on a Kurt vise, but you’ll want something that is well machined and which is not going to loosen. A swivel mount is nice to have, but is not a necessity. 90003 90002 Next, you’ll need a way to hold your end mills. For this, you’ll need collets or end mill holders that match the arbor on your mill (this information should be readily available in the specs). You’ll probably want to start with two or three of them in various sizes, so that you can use end mills with different shank sizes.90003 A set of R8 collets for a variety of shank diameters (photo courtesy of Enco) 90002 Speaking of end mills, you’ll want to order a bunch. You can buy them in bulk cheaply via eBay, which is a good idea when you first get started. Buy carbide, and a handful in a few different sizes. Make sure the shank sizes match the collets / end mill holders you bought. Generally, 2 flutes are recommended for aluminum and 4 flutes are recommended for steel. If you’re not sure what you’ll be cutting, you can get some of each, or get some 3 flute end mills as a compromise.Expect to pay $ 10 and up per end mill (yes, tooling gets expensive). 90003 90002 Finally, you may want to consider a coolant system. These come in a few different variations, but flood coolant is usually the easiest to get setup. Despite the name, coolant does a lot more than just cool; it also lubricates and flushes away chips. Coolant systems can fairly easily be added to any milling machine, and many come with them from the factory. 90003 90006 Start Milling! 90007 90002 Now the fun finally starts! You’re going to want to do a lot of experimenting in the beginning.Do research on feeds and speeds (and get a decent calculator for them), what different end mills are good for, and how to perform specific kinds of operations. Do not get discouraged if you break an end mill, that’s why you bought extras. Practice, practice, practice, and soon you’ll be coming up with excuses to make precision metal parts for all of your projects. 90003 .90000 Portal Milling Machine / Milling Machine Lathe Multi-purpose Machine / milling Machine For Metal 90001 90002 portal milling machine / milling machine lathe multi-purpose machine / milling machine for metal 90003 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 CNC milling is a form of computer controlled machining. Similar in operation to drilling and cutting, it is able to create various hole styles and shapes by using a rotating cutting tool to bore into the object.90005 90018 Mainly used for plastic, aluminium die-cast, and aluminium extrusion material types, Able to perform milling for various shapes and sizes, Recommended for small quantity customization. 90005 90004 90005 90004 90005 90004 Product Description 90005 90004 90005 90028 90029 90030 90031 90004 Model 90005 90034 90031 90004 ND4040 90005 90034 90039 90030 90031 90004 Application 90005 90034 90031 90004 plastic, aluminium die-cast, and aluminium extrusion material, etc 90005 90034 90039 90030 90031 90004 Working Area 90005 90034 90031 90004 405 * 510 * 200mm 90005 90034 90039 90030 90031 90004 Spindle Power 90005 90034 90031 90004 2.2kw high speed spindle 90005 90034 90039 90030 90031 90004 Spindle Speed 90005 90034 90031 90004 0-24000RPM 90005 90034 90039 90030 90031 90004 Spindle Clamp Size 90005 90034 90031 90004 80mm 90005 90034 90039 90030 90031 90004 Moving Processing Accuracy 90005 90034 90031 90004 0.018 / 300mm 90005 90034 90039 90030 90031 90004 Repeatability Positioning Accuracy 90005 90034 90031 90004 0.001mm 90005 90034 90039 90030 90031 90004 Max Moving Speed 90005 90034 90031 90004 9m / min 90005 90034 90039 90030 90031 90004 Max Machining Speed 90005 90034 90031 90004 6m / min 90005 90034 90039 90030 90031 90004 Lubrication System 90005 90034 90031 90004 Automatic Oil Feeding 90005 90034 90039 90030 90031 90004 Spindle Cooling System 90005 90034 90031 90004 Water 90005 90034 90039 90030 90031 90004 Drive System 90005 90034 90031 90004 Panasonic Servo Motor and Driver 90005 90034 90039 90030 90031 90004 Weight 90005 90034 90031 90004 1300kg 90005 90034 90039 90030 90031 90004 Machine Bed Material 90005 90034 90031 90004 “Jinanqing” marble body 90005 90034 90039 90180 90181 90004 90005 90004 90005 90004 90187 Features and Advantage: 90188 90005 90004 1.”Jinan qing” marble body with high accuracy. 90005 90004 2.XYZ driver system is Japan PANASONIC servo motor and driver, the famous driver system brand in the world. 90005 90004 3.XYZ use PMI / HIWIN P level linear square rails and C3 level ball screw, repeatability positioning accuracy is 0.001mm. 90005 90004 4.Gantry fixed and table moving design, make machine faster and more precise. 90005 90004 5.High speed and anti-shake spindle, make produce fine more detail. 90005 90004 6.Automatic oil feeding system make the machine keep precise and long life 90005 90004 7.Professional engineer assembling machine, guarantee machine quality. 90005 90004 8.The professional team provide better solution for you. 90005 90004 90005 90004 90005 90004 90187 Machine detailes: 90188 90005 90004 90005 90004 90005 90004 90187 Sample: 90188 90005 90004 90005 90004 90005 90004 90005 90004 90187 Certificate: 90188 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 Packaging & Shipping 90005 90004 90005 90004 Firstly, the machine is to be packed with plastic sheet for cleaning and damp proofing.90005 90004 Secondly, fasten the machine into the wood case for safety and against clashing. 90005 90004 Thirdly, transport the wood case into the container. 90005 90004 90005 90004 Packing size 1650 * 1700 * 1700MM 90005 90004 Packing Weight: 1300KG 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 After-Sales Service 90005 90004 90005 90004 1.12months guarantee of the whole machine, we will provide the consumable parts at an agency price when you need replacement.90005 90004 2.English manual and CD video for machine using and maintaining will send you with the machine. 90273 a.Hardware: 1year on all parts and labor. 90273 b.Software:Whole life on update for free. 90273 c.Maintenance and technology support: whole life. 90005 90004 90005 90004 3.Our engineer could service you 24 hours online by Skype, YAHOO, MSN, QQ, WEIXIN, or cellphone, on weekend even on vacation 90005 90004 4.Our engineer could support you technology to your country if necessary.90005 90004 Our engineer supplied technology support in our customers ‘factory. 90005 90004 90005 90004 90005 90004 Our engineer has gone to many countries for our customers to supply technology support. 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 Company Information 90005 90004 90005 90004 ND Group is a high-tech enterprise specialized in R & D, production, sales, service of high precision CNC industrial system.Our key business includes high precision CNC machine, NDT (Non Destructive Testing) and Granite business.15 years experience in set-up and operation of production machines. Ability to determine machine is functioning properly and tooling is installed correctly. High degree of skill in inspection and working with Quality control equipment. Inspects parts against engineering prints to ensure tolerances have been maintained and promote world-class precision. Responsible for a high rate of proficiency with setup and operation of machine cell, cleanliness and organization of work area.Able to set up, operate and control quality on one or more machines. Demonstrate the ability to produce first qualified parts in a proficient manner. Proven ability to maintain a positive attitude and good work ethic. 90005 90004 90005 90004 “Machinery, Control, Inspection, Measurement, Testing – Technology Solution Expert” — NDCNC Group. 90005 90004 90005 90004 90005 90004 90187 Factory Show: 90188 90005 90004 90005 90004 90005 90004 90187 Customer Visiting: 90188 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 Customer Plant Show 90005 90004 90005 90004 Most of our customers purchased many sets cnc from us.90005 90004 Following are our customers ‘factory: 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 Customer Feedback 90005 90004 90005 90004 We always try our best to serve our customers well and received good evaluations. 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 Related Products 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 Contact Information 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90187 Fannie Wang 90188 90005 90004 90005 90004 ND Group 90005 90004 90005 90004 90187 MOB / Whatsapp / Wechat / Viber: + 86-18560139370 90188 90005 90004 90187 Email / Skype: fannie.wang (at) nd-cnc.com fannie.wang (at) sh-nd.com 90188 90005 90004 90005 90004 Website: www.nd-cnc.com 90005 90004 Yoube: https://www.youtube.com/channel/ UC1AOSmI0lRq8U-of2XY5KKA 90005 90004 Facebook: https://www.facebook.com/ndcnc20170107/ 90005 90004 90005 .90000 Cnc Milling Machining Cast Steel Ball Mill Double Customized Gear Cutting Advantages And Disadvantages Of Helical Gears 90001 90002 Cnc Milling Machining Cast Steel Ball Mill Double Customized Gear Cutting Advantages And Disadvantages Of Helical Gears 90003 90004 Cnc Milling Machining Cast Steel Ball Mill Double Customized Gear Cutting Advantages And Disadvantages Of Helical Gears 90005 90004 Our predominant products: large module girth gear / gear ring , pinion, pinion shaft, rolling ring tyre, end cover, mill head, flange, and other relative products.90005 90004 90005 90004 Our essential equipments: 90005 90004 90005 90014 90015 90016 90017 90018 Essential Equipment 90019 90020 90017 90018 Brand & Model No. 90019 90020 90017 90018 Quantity 90019 90020 90029 90016 90017 CNC Vertical Lathe 90020 90017 D15160, D15120, D15100, SMVT800X31 / 50, DVT500X31 / 32 90020 90017 8 90020 90029 90016 90017 Heavy Duty Vertical Lathe 90020 90017 15110,1580,1563,1540 90020 90017 6 90020 90029 90016 90017 CNC Hobbing Machine 90020 90017 D5316, D5314, D5310, D5308, D5305, D5304 90020 90017 7 90020 90029 90016 90017 Hobbing Machine 90020 90017 5380,5343,5353, ZFWZ50, 90020 90017 4 90020 90029 90016 90017 Double Helical Gear Milling Machine 90020 90017 DXC12, DXC10, DXC08, DXC06 90020 90017 6 90020 90029 90016 90017 Floor Mounted Boring and Milling Machine 90020 90017 W260, WD250, WD220,265B, TX6213A, 2636 90020 90017 7 90020 90029 90016 90017 Heavy Duty Horizontal Lathe 90020 90017 W2010, & Oslash; 2000 * 10000mm 90020 90017 1 90020 90029 90016 90017 Drilling Machine 90020 90017 Z30100, & Oslash; 100 * 3150mm 90020 90017 1 90020 90029 90016 90017 Bevel Gear Planing Machine 90020 90017 ZSTTK , Y2380, F2320 90020 90017 3 90020 90029 90016 90017 Bridge Cranes 90020 90017 100MT, 150MT, 260MT 90020 90017 10 90020 90029 90016 90017 Gantry Crane 90020 90017 40MT 90020 90017 2 90020 90029 90118 90119 90004 90005 90004 90123 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 QUALITY CONTROL: 90005 90004 90005 90004 We have the advanced casting equipment, strictly follows the national lever-2 detection standards, and executes 360 & deg; all-round nondestructive testing system, to ensure the reliable quality and long service life of large diameter metal ring gears.90005 90004 90005 90004 QA DOC: 90005 90004 90005 90004 Chemical Composition Report, Mechanical Properties Report, UT Report, Heat Treatment Report, Dimensions Check Report 90005 90004 The data on chemical composition report and mechanical properties report are approved by third party 90005 90004 UT test : 100% ultrasonic test according to EN10228-3, SA388, Sep 1921 C / c etc. 90005 90004 Heat Treatment Report: provide original copy of heat treatment curve / time table. 90005 90004 90005 90014 90015 90016 90017 90018 Testing Device 90019 90020 90017 90018 Brand & Model No.90019 90020 90017 90018 Quantity 90019 90020 90029 90016 90017 Micrometer Tester 90020 90017 1.2m, 1.6m, 3m 90020 90017 11 90020 90029 90016 90017 Inside Micrometer 90020 90017 6m 90020 90017 2 90020 90029 90016 90017 Angle Gauge 90020 90017 No information 90020 90017 5 90020 90029 90016 90017 Ultrasonic Flaw Detector 90020 90017 CTS-22A 90020 90017 1 90020 90029 90016 90017 Hardness Tester 90020 90017 Mh420, HLN-11A 90020 90017 1 90020 90029 90016 90017 Magnetic Tester 90020 90017 CJE-12/220 90020 90017 1 90020 90029 90016 90017 Roughness Tester 90020 90017 TR200 90020 90017 1 90020 90029 90118 90119 90004 90123 90005 90004 90005 90004 90005 90004 PACKING & DELIVERY 90005 90004 90005 90004 Packaging Details: Anti-rust surface protection, non-fumigation wooden case OR per customer’s requirement 90005 90004 90005 90004 Delivery Detail: 90-180days according to the order 90005 90004 90005 90004 90005 90004 90005 90004 90 005 90004 Production capacity: 90005 90004 90005 90014 90015 90016 90017 Product Name 90020 90017 Production Line Capacity 90020 90017 Actual Units Produced (Previous Year) 90020 90029 90016 90017 Gear and Gear Shaft 90020 90017 8000 Tons Per Year 90020 90017 6300 Tons 90020 90029 90016 90017 Mining Machinery Parts 90020 90017 10000 Tons Per Year 90020 90017 7500 Tons 90020 90029 90016 90017 Casting and Forging 90020 90017 10000 Tons Per Year 90020 90017 9000 Tons 90020 90029 90118 90119 90004 90005 90004 90005 90014 90015 90016 90309 Process & Technology of Steel Castings 90020 90029 90016 90017 Item 90020 90017 Introduction 90020 90029 90016 90017 Process 90020 90017 Sand Casting 90020 90029 90016 90017 Machining 90020 90017 rough machining, semi-finished machining, finished machining 90020 90029 90016 90017 Test 90020 90017 Chemical composition, mechanical property, UT, MT 90020 90029 90016 90017 Heat Treatment 90020 90017 No rmalized, Normalized and Tempered, Quench and Tempered 90020 90029 90118 90119 90004 90005 90004 Nowadays our products can be found in many places worldwide, like West Europe, South America, Middle East, Australia, Southeast Asia.90005 90004 90123 90005 90004 90005 90004 90005 90004 Luoyang Zhongding Heavy-Duty Machinery Co., Ltd. is located in Luoyang, the famous heavy industry base in China, is in the field of mines, metallurgy, building materials, nonferrous metals, chemicals, machinery and other industrial customers to provide technical equipment and engineering design of the professional enterprise. 90005 90004 90005 90004 Company was founded in 1991 року, the total area of 48000 square meters, the existing staff of 255 people, including senior engineering and technical personnel 69 people.90005 90004 90005 90004 The company has complete testing equipment and testing means, and based on ISO9001 2000 standard established a perfect quality management system, on the formation of the quality of the products in the whole process control to ensure that the user’s quality requirements are fully guaranteed. 90005 90004 90005 .90000 CNC Secret Weapon [2018 Complete Guide] 90001 90002 90003 What is Plunge Milling? 90004 90005 90006 Have you got a tough job ahead, either because your machine is too lightweight or because of challenging geometry on the part (deep pockets, for example)? If so, maybe Plunge Milling (also called Plunge Roughing) is the answer. 90007 90006 Plunge Milling is a type of CAM Toolpath, though it can be programmed manually as we will see. The idea, is to rough out a pocket, profile, or 3D surface by plunging either a twist drill, an endmill, or a special-purpose tool straight down into the material.Here’s a typical example: 90007 90006 90011 90007 90006 Plunge Milling a Pocket – Image courtesy of BobCAD … 90007 90006 The graphic shows a typical plunge milling operation for a square pocket, courtesy of BobCAD. As you can see, a chain of holes are plunged vertically with the tool to rough out most of the pocket area. A subsequent finish pass will complete the pocket. 90007 90006 Some good plunge milling video here: 90007 90006 90020 90021 90007 90002 90003 What are Plunge Milling’s Advantages? 90004 90005 90006 I called Plunge Milling a “Secret Weapon” above because it can really save your bacon in some situations.It is designed to take advantage of two important properties: 90007 90029 90030 Twist drills often have much higher material removal rates than endmills. 90031 90030 Most CNC Machines have Z as their stiffest axis. By changing forces from side forces (XY plane) to axial (Z) up and down forces, we get much more rigid cutting. 90031 90034 90006 Taken together, it’s pretty easy to see where Plunge Milling could turn into your Secret Weapon. 90007 90006 Perhaps you have a relatively lightweight or less rigid machine.By taking advantage of the greater rigidity your machine will have in the Z direction, you may be able to get higher Material Removal Rates. Or, you may be able to overcome a chatter problem that’s due to a lack of rigidity. 90007 90006 Older (or cheaper) CNC milling machines that have more slop in the XY axes, less precise interpolation, or slower spindle speeds may also benefit from exercising the Z-axis more via Plunge Milling. Plunge Milling seems tailor-made for the limited rigidity and performance of Hobby CNC machines too, for example.90007 90006 And speaking of a lack of rigidity, Plunge Milling can be ideal for those really deep pockets where side forces are causing so much tool deflection you can hardly make progress at all. Sandvik says Plunge Milling is advantageous any time overall Tool Stick out is more than 4 x Tool Diameter. 90007 90006 How about a Mill-Turn situation where your live tooling is not nearly as rigid as on a pure milling machine? Here again, you may find Plunge Milling is just the ticket. 90007 90006 Plunge Milling can also be just the ticket when your machine’s spindle power is limited, according to Sandvik.90007 90006 90048 90007 90006 Talk about a lack of rigidity-long reach and thin walls make Plunge Milling a natural for this 5-axis turbine application. Image courtesy of Hypermill. 90007 90006 Another way Plunge Milling can help overcome a machine’s limitations is when spindle speed is limited. Plunge Feeds and Speeds may be a little slower than straight up high speed machining. But, if your spindle rpm is the limiting factor, you may not be able to take full advantage of HSM. If that’s the case, Plunge Milling is even more likely to give you the best Material Removal Rates.90007 90006 How about machining a tall thin wall? This is a notoriously chatter-prone situation that may be partially amenable to Plunge Milling. It’s not a total cure, because you’ll still have to manage a finish pass that removes the scallops, but it might allow higher Material Removal Rates without chatter for the roughing pass. 90007 90006 In fact, consider Plunge Milling any time chatter becomes a big problem on a job. 90007 90006 One last special case for Plunge Milling would be corner clearing.When the depth of the corner is greater than about 4 x the cutter diameter that fits into the corner, rigidity issues develop. 90007 90006 Aside from special cases, some shops report that Plunge Milling allows them to do roughing on older machines in the shop that might otherwise go unused. They keep their newer machine centers busy on jobs the older machines can not do, and over shop spindle utilization goes up. That means more profit. 90007 90006 I like the idea of Plunge Milling for Lights Out Machining too.It seems inherently more conservative and less prone to problems like whether coolant is aimed properly or not. 90007 90006 Plunge Milling can be applied to help maintain rigidity in these difficult cases: 90007 90006 90067 90007 90006 Plunge Milling Corners. Image courtesy of Sandvik. 90007 90006 One could imagine doing most of the roughing with an HSM Toolpath and an endmill that is much to large in diameter to get into the corners. Depending on pocket shape, this can clear most of the material without leaving much scalloping.90007 90006 As part of the final finish or an intermediate Semi-Finish pass, we use a much smaller diameter endmill to clear the area of the corner and then we can make an overall finish pass of the entire wall of the pocket or profile. 90007 90002 90003 Plunge Milling Disadvantages 90004 90005 90006 90080 90007 90006 Plunge Milling leaves scalloped edges which may take a fair amount of cleanup or a semi-finishing pass before a true finish pass can be applied. Image courtesy of Sandvik-Coromant.90007 90029 90030 90003 Scalloped Edges 90004: Plunge cutting leaves a scalloped edge (see diagram above) that will have to be cleaned up by a finish pass. Depending on your X and Y stepover amounts, the amount of scallop to be removed could be significant. If it’s more than a single finish pass can remove, an optional semi-roughing pass will be needed to clean up the scallops before the final finish pass can be applied. 90031 90030 90003 Center Cut 90004: The tool used must either be center cutting (leaves out many types of indexable endmill) or the toolpath must allow for a ramp or helix entry to create enough space to start taking partial plunge cuts.If the tool is not center cutting, it also can not cut on a down slope where the feature gets deeper in some places. 90031 90030 90003 2D vs 3D Plunge Milling 90004: Some Plunge Milling toolpaths only support 2D features where the floor is at the same Z, while others can do full 3D Profiling via Plunge Milling. 90031 90034 90006 90099 90007 90006 3D Plunge Milling. Image courtesy of SprutCAM. 90007 90029 90030 90003 Conventional Twist Drills 90004: The point angle on conventional twist drills makes them wander when plunge roughing if the holes overlap too much.You also wind up with a scalloped floor, which is less desirable. This may require flat-bottom tooling such as endmills or twist drills that are specially made for Plunge Milling. 90031 90030 90003 Not the Best Under Favorable Conditions 90004: Plunge Milling is not a general-purpose strategy that replaces all other strategies. It’s best use is when you need Plunge Milling’s advantages: more rigidity and less power required. If those are not problems you need to solve, then Plunge Milling is probably less optimal than other Roughing Strategies such as a High Speed Machining (HSM) Toolpath.90031 90034 90002 90003 Plunge Milling Feeds and Speeds 90004 90005 90006 Our first task is to decide on the X and Y stepovers. 90007 90006 Sandvik recommends starting with a stepover (Cut Width in G-Wizard) of 80% of cutter diameter for the sideways motion of a single pass. 90007 90006 The stepover to move deeper into the material for the next pass is limited by the insert diameter or the maximum Cut Width of any non-center cutting tool. 80% of that value is a good choice as well. Keep an eye out so there’s no skinny stalks sticking up in the corners between the holes.If you see stalks, you need less stepover in one dimension or the other. 90007 90006 Now we need Feeds and Speeds. Our G-Wizard Feeds and Speeds Calculator has special features to help with Plunge Milling. 90007 90006 Let’s work through an example that shows the strengths of Plunge Milling. Suppose we are handed the task of roughing out a pocket that has 1/8 “corner radii, which dictates and endmill no larger than 1/4” in diameter. Next, suppose that pocket is 1 1/2 “deep. 90007 90006 I can already hear the groans out there in the audience-a pocket that deep with such a small endmill is likely to be a bear! 90007 90006 Just to keep things simple, I’m going to choose X and Y stepovers of 0.0625 “for this job. Let’s check Feeds and Speeds with G-Wizard and assume we want to use an HSM roughing strategy like Adaptive Clearing or Volumill: 90007 90006 90132 90007 90006 MRR is not bad at 3 cubic inches / min, but deflection is way too high … 90007 90006 The MRR is not bad at 3 cubic inches / min, but deflection is way too high. This approach is going to chew up tools very quickly with almost 3 thousandths of deflection. 90007 90006 We can use G-Wizard’s Cut Optimizer to see how much stepover is allowable to keep things within deflection allowances: 90007 90006 90141 90007 90006 Cut is almost impossible without too much deflection … 90007 90006 A quick click on the “Cut Width” label has Cut Optimizer taking us all the way down to a Cut Width of only 1.4 thousandths and there’s still a bit too much deflection. We could probably live with that, but MRR is down to a lousy 1.1 cubic inches a minute. 90007 90006 We’re going to lose our shirts on this job if we do not find another way. What about Plunge Roughing? 90007 90006 Click the “Plunge” button to bring up the Plunge Milling Mini-Calc: 90007 90006 90152 90007 90006 G-Wizard’s Plunge Milling Calculator … 90007 90006 G-Wizard’s Plunge Milling Calculator let’s us enter a Step Up (amount to move into material at start of each pass) and a Step Over (amount to move laterally from prior hole on the same pass) and adjusts the feedrate based on those parameters .90007 90006 Here is the result: 90007 90006 90161 90007 90006 Here’s a case where Plunge Milling shines … 90007 90006 Here’s a case where Plunge Milling shines: our MRR is back in the 3 cubes a minute territory of the original HSM scenario, and while the Deflection error is still red, we can ignore it because we’re plunging and there will be no significant deflection while doing that. 90007 90006 Problem solved! 90007 90002 90003 Which CAM Packages have Plunge Milling? 90004 90005 90006 Here is a list of the most popular software from our last CAM Package Survey that shows whether each package has Plunge Milling or not: 90007 90006 90176 90007 90006 As far as differences in Plunge Milling toolpath quality, it’s worth checking on whether your CAM package supports two capabilities.90007 90006 First, does it do true 3D or just 2D Plunge Milling? 3D is obviously much more general while 2D will only work for flat-bottomed features. 90007 90006 Second does the plunge cycle retract away from the wall during the overall retract? This reduces chatter and increases tool life when machining tough materials. Here’s the Plunge Rough retract style jointly developed by WorkNC and Ingersoll: 90007 90006 90185 90007 90006 Retracting from the Wall slightly during Plunge Rough … 90007 90006 Retracting from the Wall slightly during each Plunge Rough stroke can improve tool life by 10 to 15 percent, according to the developers of the technique.90007 90002 90003 What Can I do if my CAM Software will not Plunge Rough? 90004 90005 90006 Normally if your CAM software does not support a particular kind of toolpath, you’re just out of luck. But Plunge Milling may be different, depending on how adventurous you are. A basic strategy for creating your own Plunge Milling toolpath works like this: 90007 90197 90030 Use your CAD Software to generate a grid of holes (circles or whatever you like) within the contours of the pocket or other feature’s outline.Be sure to leave some finish allowance, so you may need to inset the outline by the finish allowance. Depending on how easy it is to keep the circles entirely within the outline, you may have to inset further to leave enough allowance. Your CAD software does most of the work, so you’re relying on its sophistication to pull off the creation of the hole grid. Even if the package is a bit weak in this area, most of them should be able to lay down a grid within a rectangular region or perhaps in a line so you can Plunge Mill a slot.90031 90030 Given the grid of circles, you create a g-code program to plunge the cutter at each circle’s coordinates. This can be as simple as taking a canned drilling cycle and feeding it the list of circle coordinates. 90031 90202 90006 There are certainly embellishments. For example, you could do the fancy wall retract move with a little bit more hand coding. You may also need to deal with entering the pocket, though you could use just have your CAM package generate its entry and then cut and paste that gcode to create a starting point for your Plunge Milling routine.90007 90006 With a little bit of gcode programming familiarity and some decent chops with your CAD software, this is not hard nor does it need to take very long. 90007 90006 Here’s an example I partially worked through in Rhino3D: 90007 90197 90030 Start with the outline of your pocket. Inset that outline by a finish allowance. Here is the contour with an inset: 90031 90202 90006 90214 90007 90006 The contour of a pocket wall with an inset for a Finish Allowance … 90007 90006 2.Drop a circle of the endmill’s diameter down and make it tangent to somewhere convenient on the inset contour: 90007 90006 90221 90007 90006 3. Create an array of the circles with the X and Y stepover you want to use: 90007 90006 90226 90007 90006 I did not get the grid quite large enough! 90007 90006 4. Trim any excess circles that extend too far out-of-bounds: 90007 90006 90233 90007 90006 5. Adjust remaining circles at the edges so they’re tangent to any inset contour edges they intersect: 90007 90006 90238 90007 90006 That’s about all there is to it.You now have a CAD drawing that shows where the holes for the plunge strokes need to go. 90007 90006 Import it into your CAM package and treat just like trying to drill all those holes. It’ll generate the gcode which you can then further tweak as needed. 90007 90006 I did not finish with the CAM part, but the CAD work only took 10 minutes and I did not use any shortcuts. It’s not hard to do if you want to play with Plunge Milling a bit. Programming something like this to clear a corner or two would be even easier.90007 90002 90003 Plunge Milling Cutters 90004 90005 90006 You have multiple choices of cutter when Plunge Milling: 90007 90029 90030 Conventional End Mills and Indexable Tools 90031 90030 Twist Drills 90031 90030 Specialty Cutters made for Plunge Milling 90031 90034 90006 G-Wizard makes it easy for you to evaluate which one will perform best for your jobs given all the variables that are in play. 90007 90006 One shop found that button cutters (round insert indexable tooling) worked especially well for their needs.Normally, Plunge Milling Specialty Cutters use flat-bottomed inserts, but the round inserts were much less prone to chatter than the flat-bottom inserts. 90007 90006 One thing to be careful of when Plunge Milling is any cutting near the center of the tool. Many indexable tools can not cut in the center and many end mills are also not center-cutting. That means you’ll have to plan your stepovers so no center cutting is called for. You may need to create a starter hole with a drill (indexable or otherwise) to avoid center cutting issues.90007 90266 Plunge Milling with Twist Drills: Chain Drilling 90267 90006 Back in the days of Manual Machining, chain drilling was pretty common with tough materials: 90007 90006 90271 90007 90006 Image courtesy of Home Shop Machinist … 90007 90006 The technique worked and allowed a Bridgeport to open up a lot of material quickly. But, there are disadvantages. Twist Drills do not like overlapping holes and interrupted cutting too much, so mind your stepovers accordingly. No more than 40% overlap can be tolerated if the drill has a conical point, and even this much can lead to a lot more wear.This may or may not lead to good Material Removal Rates, so this is another case where experimenting with a few scenarios in G-Wizard can really help refine your approach. Also carbide twist drills do not like the shock associated with plunging too much. HSS or indexable tooling may be a better bet. 90007 90006 Another issue with Twist Drills is the holes are not flat bottomed. There are versions available that are flat bottomed, both indexable and solid, so consider those. Otherwise, you either want a through situation (a hole not a pocket) or you’ll have quite a lot of finish work to do on the scalloped floor of the pocket.90007 90002 90003 I want to know more! 90004 90005 90006 Like I said, Plunge Milling can be a powerful secret weapon in your CNC arsenal. It’s still not in wide use, so your competition may not have this secret weapon. We’ve seen its advantages graphically via G-Wizard in the case of a pocket that’s too deep relative to tool diameter. 90007 90006 Take advantage of our free 30-day G-Wizard Trial so you can work on your own scenarios too! 90007 90006 To learn more about Plunge Milling, try these articles: 90007 90006 90290 Do you use Plunge Milling? Tell us your experiences and thoughts on Plunge Milling in the comments.90291 90007 90006 90003 Join 100,000+ CNC’ers! 90004 Get our latest blog posts delivered straight to your email inbox once a week for free. Plus, we’ll give you access to some great CNC reference materials including: 90007.