6Р12 или 6Т82Ш? – Фрезерные 6р10, 6Р11, 6Р12, 6Р80, 6Р81, 6Р82, 6Р83…
Viktor Ulala,
Нормально фрезерует и нетолько их.Для домашней мастерской, это мое мнение,я отдал предпочтение 6р82ш,тоесть два в одном.Как сказано выше,6?12 конечно жесче и силовое фрезерование это его достоинство перед 6?82ш,мне больше нравиться универсал,работаю обоими шпинделями. .Вот несколько фоток.я имел ввиду как головки автомобильние фризирует.
.Мой станок.
.обработка гбц. .
.обработка кллекторов
многое делаю горизонтальным шпинделем
.проточка маховиков
.изготовления РД
.Станок работает в домашней мастерской,план на нем негоню.
www.chipmaker.ru
Фрезерный станок 6Р82Ш: технические характеристики, схемы
Фрезерный станок марки 6Р82Ш был разработан почти полвека тому назад. Однако выпуск данной модели, с незначительными конструктивными изменениями, производится и по сей день, что свидетельствует о большом резерве жизнеспособности и функциональности всех узлов данного оборудования. Эксплуатационные преимущества станка более всего проявляются при единичном и мелкосерийном типе выпуска продукции, а также в ремонтно-машиностроительном производстве.
Назначение и область применения
Процесс фрезерования на рассматриваемом оборудовании реализуется при получении преимущественно плоских поверхностей, кромок или пазов на металлических заготовках. При высокой номенклатуре изготавливаемых деталей целесообразность применения универсально-фрезерного оборудования обосновывается рядом причин:
- Относительно несложной переналадкой станка и технологической оснастки к нему.
- Высокой стойкостью основного инструмента – фрез (при условии, что выбранная марка инструментальной стали и режим термообработки соответствуют общепринятым рекомендациям).
- Компактностью металлорежущей машины и малым ее энергопотреблением.
- Возможностью выполнения на станке 6Р82Ш иных операций, наиболее распространенными из которых являются строгание, шлифование, размерная отрезка.
- Удобствами при техническом обслуживании, а также сравнительно высокими параметрами точности конечной продукции.

Широкоуниверсальный фрезерный станок 6Р82Ш, как это следует из наличия буквы Ш в обозначении модели, адаптирован для обработки различных марок стали и чугуна, а также для таких металлов как медь и алюминий.
Инвестиционный портфель всегда должен быть достаточно диверсифицирован, ликвиден и приносить доход. Личный финансист подберет активы и составит из них портфель, который будет отвечать выбранному инвестиционному курсу, а страхование инвестиций поможет снизить риски.
В инструментальном производстве станок используется для изготовления корпусных деталей штамповой и литейной оснастки, а также прочих изделий, имеющих плоские поверхности. Ограничения по предельным размерам заготовок принципиального значения не имеют, поскольку конструкцией рассматриваемого оборудования предусмотрена возможность фрезерных работ на изделиях, размеры которых превышают габариты рабочего стола.
Повышенная универсальность станка 6Р82Ш подчеркивается возможностью установки различного типа фрез.
Закрепленные в своих шпиндельных головках, они могут вести обработку различных участков заготовки одновременно, что увеличивает производительность фрезерования. Привод каждой головки осуществляется собственным двигателем.

Технические характеристики
Базовая модель оборудования обладает следующими эксплуатационными возможностями:
- Габаритами стола для заготовок в плане, мм: 1250×320.
- Промежутком между шпинделем и столом, мм: 30 – 450.
- Технологическим вылетом стойки, мм: 260 – 820.
- Расстоянием от шпинделя до хобота, мм: 155.
- Регулировкой положения инструментальной головки, мм: 35 – 535.
- Ходом рабочего стола, мм: 420 – 800.
- Наибольшей осевой нагрузкой на рабочий стол, кг: 250.

- Практическим диапазоном интенсивности подачи, мм/мин: 25-1250 (в горизонтальном направлении), 8,3 – 418,6 (в вертикальном направлении).
- Частотой оборотов шпинделя инструментальных головок, мин-1: 50 – 1600.
- Наибольшим крутящим моментом, кН·мм: 1,07.
- Наибольшим диаметром применяемых фрез, мм: 160 (предварительное фрезерование), 100 (окончательное фрезерование).
- Суммарной установочной мощностью при водных двигателей, кВт: 12,25.
- Габаритами в плане, мм: 2470×1850.
- Массой в сборе, кг: 3300.
Разные производители могут вносить в характеристики станка непринципиальные изменения, которые не ухудшают технологические возможности.
Сообщения о таких изменениях вносятся в паспорт оборудования. Данные, касающиеся производительности и скорости выполнения всех необходимых рабочих перемещений деталей и узлов приведены при условии использования соответствующих марок смазочно-охлаждающих рабочих сред, и при строгом соблюдении правил регламентного обслуживания универсально-фрезерного станка 6Р82Ш.

Габаритные размеры рабочего пространства
Параметры рабочей зоны характеризуют размеры и конструктивное оформление рабочего стола, уточняют присоединительные базы шпинделей и относительное взаиморасположение хобота с остальными узлами.
Закрепление обрабатываемых заготовок на столе выполняется при помощи механических или гидравлических (реже) зажимов/прихватов. На рабочем столе предусмотрены Т-образные пазы крепления, размеры и конструктивное оформление которых соответствуют техническим требованиям ГОСТ 1574-91. Всего на столе имеется три сквозных паза. Расстояние от продольной оси рабочего стола до поверхности вертикальной стойки должно составлять 250-260 мм. что определяет максимальные поперечные размеры заготовок, фрезеруемых на неподвижном столе.
При наибольшей горизонтальной подаче стола этот параметр можно увеличивать, но не более, чем до 900 мм. Иначе возникает опрокидывающий момент, увеличивающий нагрузки на зажимы и приводящий к снижению точности резания металла. Гидрозажимы по соображениям безопасности не рекомендуются к применению в том случае, если стол находится далеко от боковой плоскости вертикальной стойки станка.

Наибольшая вертикальная регулировка рабочего стола составляет 450 мм, при этом размеры исходной заготовки в поперечном направлении не могут превышать 560 – 570 мм. С целью исключения ударных усилий при черновом фрезеровании поверхностей со сложным рельефом зазор между нижней поверхностью фрезы и верхней частью заготовки в начальный момент обработки не может быть менее 15 мм.
Длина рабочей части стола – 1600 мм, допускается установка и более длинных в плане заготовок, если они не мешают повороту хобота и инструментальных головок. Нижняя опорная поверхность заготовки должна совпадать с опорной поверхностью стола не менее чем на 75%, при этом возможные зазоры проверяются при помощи щупов по ГОСТ 882-75.
На размеры рабочего пространства влияют также размеры посадочных мест под фрезы. В частности, поперечный размер хвостовика фрезы, которая устанавливается в горизонтальный шпиндель, составляет 29 мм, а фрезы, которая устанавливается в головку – 19 мм. Прочие размеры определяются техническими требованиями ГОСТ 836-72.

Конструктивные особенности
Широкая универсальность станка модели 6Р82Ш обусловлена возможностью фрезерования заготовки одновременно с нескольких сторон. Кроме того, на станок можно устанавливать ряд дополнительных приспособлений, приобретаемых отдельно, либо входящих в основной комплект поставки:
- Для строгания;
- Для фрезерования в горизонтальной плоскости;
- Для фрезерования крупногабаритных заготовок;
- Для производства несложных расточных работ.
По отдельному заказу поставляется также делительная головка, используемая для фрезерования с заданным циклом обработки.
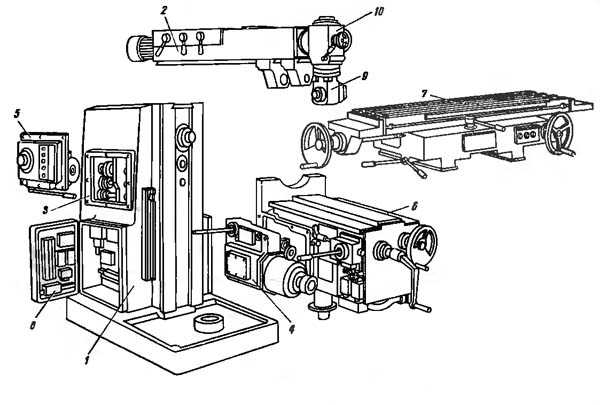
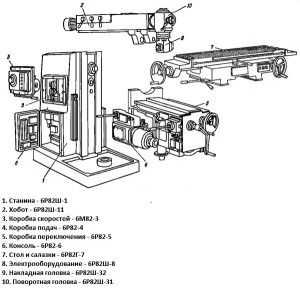
Перечень и расположение основных частей
Фрезерный станок 6Р82Ш состоит из следующих базовых узлов:
- Фундаментной плиты, комплектуемой виброопорами серии ОВ с резинометаллическими элементами по ТУ 4192-003-96952067-13.
- Вертикальной станины с направляющими.
- Инструментальной консоли с подвижными салазками.
- Электродвигателей привода главных движений и привода станции подачи смазочно-охлаждающей жидкости.
- Поворотной плиты (хобота).
- Рабочего стола.
- Механизма коробки скоростей, который располагается во внутренней части полой станины.
- Механизма коробки подач.
- Поворотной и (или) дополнительной накладной головки.
- Органов управления работой станка.
- Ёмкости под смазочно-охлаждающую жидкость.
При такой компоновке станок имеет возможность для передвижения рабочего стола по всем трем координатам. Все органы управления вынесены на поворотную приборную панель, сбоку которой устанавливается лампа местного освещения под напряжение 24 В. Для достижения необходимой жесткости и исключения вибраций (особенно при силовом фрезеровании) центр тяжести станка располагается ниже рабочей поверхности подвижного стола.
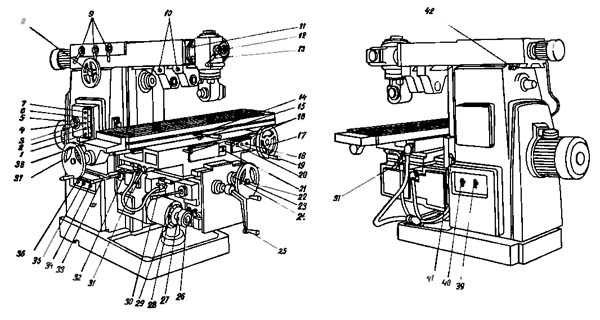
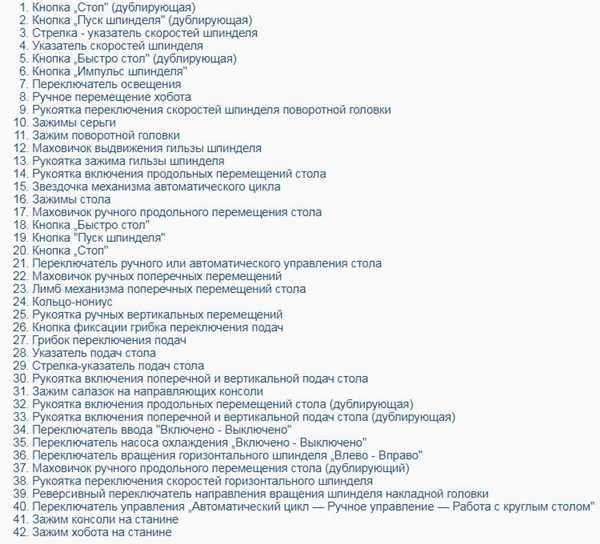
Перечень органов управления
Станок 6Р82Ш может работать в ручном и автоматическом режимах. В последнем случае дополнительно может быть осуществлено перемещение фрез по замкнутому прямоугольнику, замедление подачи инструмента или заготовки, включение привода подачи смазки и смазочно-охлаждающей жидкости.
В состав органов управления входят:
- Рукоятки для переключения режимов действия механизма подач и коробки скоростей;
- Кнопки включения и выключения узлов;
- Маховички ручного перемещения стола;
- Панель управления режимами вращения шпинделей;
- Рукоятки перемещения подвижной панели;
- Панель управления движением подвижных салазок;
- Кнопки аварийного отключения станка.
Принцип управления работой фрезерного станка марки 6Р82Ш основан на комбинированном использовании показаний цифровых индикаторов (положения стола, шпинделей) и ручного управления основными узлами при помощи градуированных маховичков. Рукоятки предусмотрены на обеих боковых поверхностях стойки. Схема станка допускает его модернизацию с установкой системы автоматизированного управления.
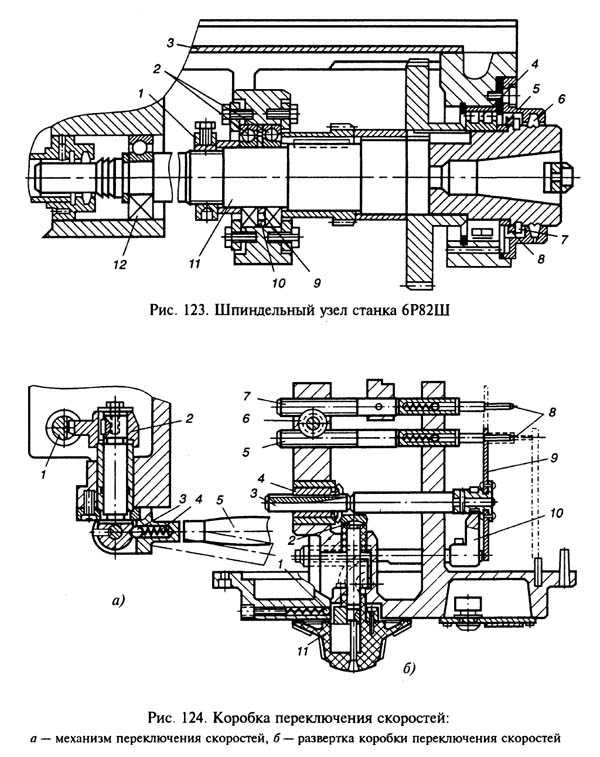
Основные узлы и механизмы
При включении главного электродвигателя включается электромагнитная муфта, и движение через систему зубчатых передач передается инструментальной головке со шпинделями. Вращением маховика выполняют перемещение хобота, в котором смонтирована коробка скоростей. Установка нужной скорости производится последовательным включением отдельных ступеней, для чего служит механизм реечной передачи. Далее, через кулачковую муфту, движение сообщается поворотной головке станка.
Для включения коробки подач поступают так. Включают электродвигатель привода механизма подачи. Через систему зубчатых колес крутящий момент передается на входной вал, который сблокирован с фрикционной муфтой, предохраняющей механизм от перегрузки. Вал начинает перемещение рабочего стола.
Для объединения всех основных улов станка предназначена консоль, через которую производится управление всеми изменяемыми координатами. Включение механизмов – жесткое, при помощи раздельных на каждый узел кулачковых муфт. При необходимости может выполняться реверсирование всех приводов.
Кинематическая схема
Последовательность движений всех частей привода фрезерного станка 6Р82Ш определяется взаимодействием его основных узлов. Основными рабочими движениями являются движение инструментальной головки со шпинделями и движение подачи стола. Для коробки подач станка характерно определенное сочетание ступеней частоты вращения (всего 18). При этом наименьшая частота вращения составляет 0,52 с-1, а наибольшая – 26,6 с-1. В свою очередь, шпиндели станка приводятся во вращение от собственного электродвигателя, используя зубчатые передачи. Число скоростей -12, при наименьшей и наибольшей соответственно 0,83 с-1 и 26,6 с-1.
Отдельной ветвью кинематической схемы является привод механизма движения стола в поперечном и продольном направлениях. Движение от отдельного электродвигателя через муфту передается на зубчатые передачи. Из-за наличия различных комбинаций пар шестерен диапазон возможных скоростей горизонтальной подачи составляет от 25 до 2500 мм/мин. Возможна также ускоренная подача – 3000 мм/мин. В вертикальном направлении наибольшая скорость подачи составляет 416 мм/мин, а наименьшая – 8,3 мм/мин, при скорости подачи в установочном (наладочном) режиме 1000 мм/мин.
Кинематическая схема станка предусматривает электромеханическую блокировку от одновременного включения нескольких подач рабочего стола.
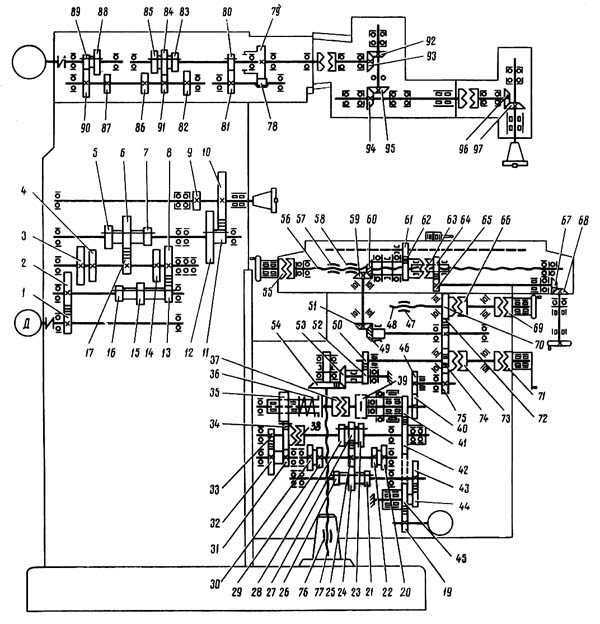
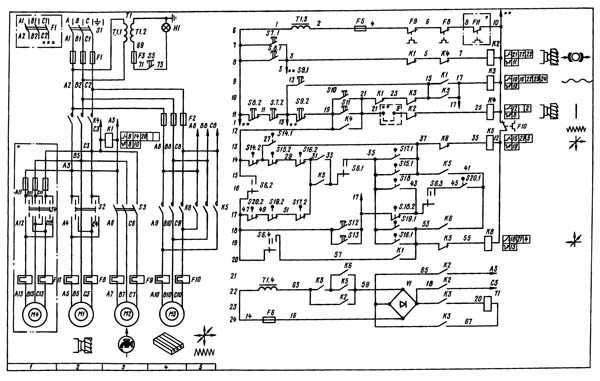
Схема электрическая
Основная электросхема управления станком рассчитана на использование трехфазной сети напряжением 380 В. От пускового рубильника напряжение подается в цепи питания всех электродвигателей, а также в заземляющий контур. Вторичная цепь включает в себя систему двухконтакторных переключателей, управляя которыми, можно последовательно приводить в движение соответствующие узлы оборудования. Отдельно устроена цепь аварийного отключения привода в случае перегрузки узлов по крутящему моменту или усилию.
Цепь управления использует также пониженное напряжение 110 В постоянного и переменного тока, предназначенное для работы переключателей и датчиков контроля. Автоматические предохранители рассчитаны на предельный ток в 20 А.
Органы электроуправления расположены на боковых поверхностях стойки, внизу подвижного стола и с тыльной части оборудования. Заземляющий болт выведен вниз стойки.
Соблюдение техники безопасности
Безопасная работа на универсальном фрезерном станке 6Р82Ш обеспечивается:
- Наличием сдублированной системы управления;
- Быстрым отключением оборудования от питания нажатием всего одной кнопки;
- Применением защитных ограждений, исключающих попадание на оператора стружки и смазочно-охлаждающей жидкости;
- Периодическим и квалифицированным техническим обслуживанием.
К работе на станке допускаются лица, прошедшие необходимое производственное обучение и сдавшие квалификационный экзамен на разряд фрезеровщика.
Общие требования, которые определяют правила ухода и технического обслуживания фрезерного станка 6Р82Ш, приводятся в ГОСТ 12.2.009-99.
vseochpu.ru
первый фрезер 6р81 1986 (r@99) – Фрезерные 6р10, 6Р11, 6Р12, 6Р80, 6Р81, 6Р82, 6Р83…
Доброго дня, братья по съему стружки :spiteful:
взял 6р81 (первый фрезер) у местного в барахолке. приехал, разгрузили, поставил поближе к гаражу во дворе. да нормуль станок. направляйки живые. более менее комплектный и не убитый.
сейчас фото продавана прикрепил.
электрошкаф не как атомная война но с приколами) завтра фотку для сравнения с простым шкафом скину.
электромеханический зажим инструмента надо потрошить ибо неотжимается концевик при зажиме, соответственно блочится запуск шпинделя. не сразу эту козявку нашел.
сегодня знакомился с нутром станка. скинул две боковые крышки станины. маслоподача рабит но трубка подачи как-то оказалась протертой. снимать ее геммор еще тот (снимать хобот требуется), ограничился пайкой на месте. масла было мало. наверно вытекло потихому за время простоя. я не ожидал что в этот тазик залезет почти 20 литров масла. залил И-40 + М-10Г2К. завел шпиндель, покрутил, остановил. слышно было четко как масло стекает вниз. вскрыл вновь крышку-убедился что все рабит корректно.
значит полез я в консоль. и тут меня ждала первая печалька. масла нету, на дне местами говно, видно мелкие опилки. ну да ладно. почистил контрольное окно, лоток к нему. слил говно. залил свежак. покрутил. окно сухое. засада (((.бла бла бла привод насоса рабит, не рабит насос. скрутил подающую трубку, продул, помыл фильтр.
подумал тогда-а ведь нету в станке магнитных уловителей. и нет нормального фильтра для ловли мелкого говна. сетка ацстой.
посмотрел входной клапан. почистил (хоть и был чистый), поставил…нерабит насос((( и тут я осознал что надо все разбирать и что делать это я буду зимой.
разбирать консоль придется в любом случае-надо будет ревизировать места появления опилок…
оправы к45 потихому собираются. все находится, надо лишь немного терпения :spiteful: .
крутятся мыслишки взять в пару к нему 6р11.
собственно все описалово начала фрезерного квеста. :crazy:
www.chipmaker.ru
Фрезерный станок 6Р82Ш: технические характеристики
Содержание статьи:
Универсальный фрезерный станок 6Р82Ш предназначен для выполнения различных операций. Благодаря продуманной конструкции и дополнительным компонентам он может использоваться как в серийном, так и в штучном производстве. Главным отличием от аналогичных моделей является увеличенная площадь стола и мощный электродвигатель главного привода.
Конструктивные особенности
Внешний вид
Фрезерно-обрабатывающее оборудование марки 6Р82Ш было разработано и выпускалось на Горьковском заводе фрезерных станков. Это предприятие является старейшим и благодаря накопленному опыту станки, изготавливаемые на нем, характеризуются хорошими эксплуатационными и техническими параметрами.
Особенностью широкоуниверсального фрезерного оборудования является возможность одновременной обработки заготовки с двух сторон. Это позволяет увеличить производительность, так как не требуется изменять положение заготовки на рабочем столе для выполнения другой операции.
Дополнительно можно выделить следующие характеристики:
- наличие горизонтального шпинделя. С его помощью можно выполнять обработку цилиндрическими и торцевыми фрезами;
- дополнительные переходники-серьги. После их установки появляется возможность выполнять горизонтально-фрезерные операции;
- поворотная накладная головка. С ее помощью делается обработка крупных деталей, выполняются расточные работы;
- возможность установки накладного стола и делительной головки.
Для автоматизации процесса производства можно выбрать ручной, полуавтоматический или автоматический режим работы. Быстрая замена фрезы выполняется с помощью быстросменного механизма. Также станок 6Р82Ш обладает широким диапазоном смещений рабочего стола.
Быстрая остановка рабочей головки происходит за счет торможения постоянным током. Это увеличивает производительность, так как на смену режущего инструмента требуется меньше времени.
Основные характеристики
Элементы станка
Станок разрабатывался для выполнения тонких фрезерных операций. Поэтому ему присвоили класс точности «П» согласно ГОСТ 8-82. Общая масса оборудования составляет 3300 кг, габариты – 247*185*195 см.
Для обработки массивных заготовок производитель предусмотрел большую площадь стола 125-32 см. Расстояние от шпинделя до поверхности детали может варьироваться от 3 до 45 см. Этот параметр изменяется при установке круглого поворотного стола и дополнительного оборудования — накладной и делительной головки.
Параметры станка:
- удаление оси шпинделя от хобота – 15,5 см;
- расстояние от поворотного шпинделя до рабочего стола может составлять от 3,5 до 53,5 см;
- удаление от поворотного шпинделя до станины – от 26 до 82 см.
Для работы станка в конструкции предусмотрено четыре электродвигателя. Функционирование главного привода происходит с помощью силовой установки мощностью 7,5 кВт. Для шпинделя поворотной головки установлен отдельный двигатель 2,2 кВт. Такой же мощностью обладает устройство для работы привода подач. Дополнительно присутствует электронасос для подкачки охлаждающей жидкости.
В период одновременной работы всех электродвигателей суммарный номинальный ток составляет 20 А. Это необходимо учитывать при подключении оборудования и обеспечения его работоспособности.
Параметры рабочего стола
Кинематическая схема
Рабочий стол предназначен для фиксации заготовки и ее дальнейшей подаче к поверхности режущего инструмента – фрезы. Основными характеристиками этого компонента универсально-фрезерного станка 6Р82Ш является степень смещения детали.
Изменение положения рабочего стола может осуществляться в двух режимах – механическом и ручном. При этом максимальные и минимальные параметры будут одинаковыми. Максимальная нагрузка на стол составляет 250 кг. Это относится только к центру. При смещении центра тяжести заготовки этот параметр будет меньше.
Основные характеристики рабочего стола станка 6Р82Ш:
- максимальное перемещение. Продольное — 80 см, поперечное — 24 см. Максимально возможное вертикальное перемещение составляет 41 см;
- количество пазов Т-образной формы — 3;
- смещение стола на один лимб. На один продольный или поперечный оборот составляет 6 мм. Для вертикального перемещения значение равно 2 мм;
- количество рабочих подач — 18;
- пределы подачи (продольных и поперечных) — от 25 до 1250 мм/мин.
При механическом смещении положения рабочего стола с помощью рукояти направление ее поворота совпадает с направлением движения всей конструкции. Это уменьшает трудоемкость работы, минимизирует вероятность появление ошибок.
Для оперативного изменения скорости подачи предусмотрены однорукояточные механизмы. Благодаря их конструкции можно установить любой режим работы без активации промежуточных ступеней.
Описание шпинделя

Вертикальная головка шпинделя
Преимуществом станка 6Р82Ш является наличие двух шпинделей. Для анализа возможностей работы оборудования следует узнать характеристики поворотной и накладной головок. Практически все параметры одинаковы. Разница заключается в направлении движения режущей части – горизонтальное или вертикальное.
Технические характеристики шпиндельных головок:
- частота вращения головок, об/мин – от 50 до 1600;
- количество скоростей – 11;
- максимальный поворот шпинделя — 45°;
- крутящий момент – 1070 Н.м;
- перемещение на один оборот лимба – 6.
В накладной головке максимальный поворот режущей части инструмента равен 360°. Это дает возможность обрабатывать сложные детали без их демонтажа. При этом допустимый диаметр фрезы может составлять 16 см для горизонтального и 10 см вертикального шпинделя. Согласно ГОСТ 836-72 эскиз этой части станка соответствует цифре «3».
Во время работы на универсально-фрезерном станке 6Р82Ш обязательно необходимо активировать систему смазки заготовки. В противном случае ее отсутствие может привести к недопустимому нагреву поверхностей детали и фрезы.
В видеоматериале наглядно показаны основные узлы оборудования:
stanokgid.ru
ВФГ на 6Р81 – Фрезерные станки
Прикупил я как-то фрезер 6Р81 по цене металла но в очень приличном состоянии.Основная его работа – фрезеровка ГБЦ и коллекторов.Но на горизонталке фрезеровка ГБЦ еще та морока,пришлось преобрести ВФГ.Она удачно была куплена у нас в барахолке,вот только не от 6Р81 ,а от 6Р82.Вид у нее был не ахти,но после разборки и промывки стало понятно,что голова в отличном состоянии,что подшипники,что шестерни.
Но так,как колоны и крышки передних подшипников у этих станков разные,пришлось заняться переделками.
Вот плоскость к колоне до и после фрезеровки
Была проточена крышка подшипника,она же и посадочное для ВФГ. .А также проточено посадочное в ВФГ (на втором фото),со 160 мм на 190. Это сделано для того,чтобы можно было эту головку установить,при надобности ,на 6Р82.Была изготовлена шестерня.К сожалению фото только одно.
В колоне были высверлены новые отверстия
Ну и все вместе выглядит вот так
Ну и в работе
Изменено пользователем спиртометрwww.chipmaker.ru
Вопросы по фрезерному 6М82Ш 1969 г.в. – Фрезерные 6р10, 6Р11, 6Р12, 6Р80, 6Р81, 6Р82, 6Р83…
Добрый день Уважаемые форумчане! Предложили станок 6М82Ш. Вчера съездил посмотрел, фото прилагаются. Как смог проверил индикатором направляющие этого станка.
1. Вертикальная подача консоли, вверху выставлял на 0, вниз опускался показания 0,04, по индикатору. На ощупь и визуально износа на вертикальных направляющих нет.
2. Движение верхней консоли относительно вертикальных направляющих, по индикатору 0 по всему ходу.
3. Консоль нижняя. Движение стола продольное на себя с 0 до 0,03. На ощупь и визуально износа на направляющих нет.
4. Движение стола прошу посмотреть по фото ( последовательно: точка нахождение стола, показания индикатора ) Износ напраляющих есть видно на глаз и на ощупь.
5. Подачи стола и консоли работают в ручном и ускоренных режимах. В ручном движении премещения без рывком и заеданий.
6. В ускоренном режиме вертикальной подачи консоли на середине движения происходит срыв движения несколько раз, но движение продолжается дальше без срывов.
7. Движение вниз на ускоренной плавное без срывов.
8. На той же самой середине выбивает рычаг вертикальной подачи, при нажатии на рычаг движение продолжается.
9. Сгорел двигатель верхней консоли, со слов продовца не отвел фрезу от детали и выключил станок.
10. Горизонтальный шпиндель вращается без шума.
11. Вертикальную голову переберали, меняли подшипники.
Прошу совета Уважаемых форумчан по выбору этого станка. Станок планируется для создания предприятия по металлообработки, в дополнение в токарному и маленькому фрезерному.
www.chipmaker.ru
СТАНОК широкоуниверсальный фрезерный 6Р82Ш (1250х320) 1990г из НИИ, 6Р82Ш (1250х320)
Описание
Станок широкоуниверсальный фрезерный 6Р82Ш 1990 года выпуска, Горьковского станкостроительного завода. Рабочий стол-1250х320 мм., мало эксплуатировался (стол без зарезов, направляющие без выработки и задиров), стоял в НИИ, подключен, комплектен, работает тихо, можно проверить в работе, + серьга (новая) , + электро-зажим инструмента , + сож, + штревель, + техническая документация.
Связаться с продавцом
– Размеры рабочей поверхности стола, мм 1250х320
– Перемещение стола, мм,: продольное 800,поперечное 240,вертикальное 420
– Угол поворота оси вертикального шпиндели, град: к станине 45
– от станины 90
– в продольной плоскости ±90
– Подача стола, мм/мин: продольная 35-1020
– поперечная 26-790
– вертикальная 13-390
– Мощность двигателя, кВт: подач 7,5
– вертикального шпинделя 2,2
– горизонтального шпинделя 5,5
– Габарит, мм: длина 2470, ширина 1950, высота 1950
– Масса станка, кг 3300
Лицензии и сертификаты
Связаться с продавцомДоставка и оплата
по договоренности
Связаться с продавцомwww.equipnet.ru