Устройство фрезерного станка: схема конструкции и строение
Фрезерные станки представляют основной парк станочного оборудования для обработки деталей. Они выпускаются в разных модификациях и способны выполнять различные операции. Несмотря на разнообразие конструкций, общее устройство фрезера остается неизменным.
- Классификация фрезерных станков
- Общее устройство фрезерного станка
Классификация фрезерных станков
С учетом определенных параметров фрезерные станки подразделяются на несколько типов. По тому, где расположен шпиндель и в каком направлении он перемещается, выделяются такие разновидности:
- Вертикальные. Шпиндель располагается и перемещается в вертикальной плоскости.
- Горизонтальные. По отношению к заготовке шпиндель располагается в горизонтальной плоскости.
- Комбинированные. Они имеют универсальную фрезерную головку, которую можно расположить как вертикально, так и горизонтально.
По возможности использования станки подразделяются на такие типы:
- Универсальные, рассчитанные на осуществление нескольких операций.

- Специализированные. Они предназначены для проведения конкретных операций (продольно-фрезерные, шпоночно-фрезерные, зубофрезерные).
По наличию консоли выделяются:
- Консольные. В них рабочий стол закреплен на подвижных консолях, обеспечивающих возможность перемещения в 3 направлениях.
- Бесконсольные. Стол размещен на станине и может перемещаться только по направляющим.
Тип управления дает такую классификацию:
- С ручным управлением.
- Полуавтоматические.
- Автоматические или с ЧПУ.
Выбираются станки с учетом потребности производства в проведении определенных работ. Каждый из видов имеет свои преимущества и недостатки.
Общее устройство фрезерного станка
Каждый вид фрезерного станка имеет свои специфические нюансы в конструкции, но общее устройство у них аналогично. Можно выделить наиболее важные узлы и механизмы, обеспечивающие важнейшие функции.
Схема фрезерного станка
Большинство фрезерных станков имеет унифицированную конструкцию. В них задействована универсальная кинематическая схема. Вращательное движение обеспечивает асинхронный электродвигатель достаточной мощности. Крутящий момент на вал передается цепной передачей через муфту полужесткого типа. Далее предусмотрена коробка передач, включающая до 8 зубчатых колес. Она позволяет обеспечить вращение рабочего вала по нескольким схемам. Вертикальная подача имеет диапазон от 8 до 267 мм/мин, а поперечная и продольная – от 25 до 800 мм/мин.
В них задействована универсальная кинематическая схема. Вращательное движение обеспечивает асинхронный электродвигатель достаточной мощности. Крутящий момент на вал передается цепной передачей через муфту полужесткого типа. Далее предусмотрена коробка передач, включающая до 8 зубчатых колес. Она позволяет обеспечить вращение рабочего вала по нескольким схемам. Вертикальная подача имеет диапазон от 8 до 267 мм/мин, а поперечная и продольная – от 25 до 800 мм/мин.
Универсальность конструкции создает обгонная муфта на реверсную коробку. Крутящие моменты поступают на шариковую предохранительную муфту, настроенную на максимально допустимую скорость. В конструкцию станков входят нижеследующие основные узлы.
Основание
Агрегат устанавливается на чугунное цельнолитое основание, обеспечивающее его устойчивость при работе. В нем предусмотрено корыто для сбора отработанной охлаждающей жидкости. На основании устанавливается электронасос для подачи жидкости к рабочему инструменту. Данная деталь имеет простую форму для удешевления производства.
Данная деталь имеет простую форму для удешевления производства.
Станина
На основании с помощью болтов надежно закрепляется станина. Это важнейшая деталь (по сути, корпус), на которой монтируются основные узлы. Часть узлов установлена внутри станины (шпиндель, электродвигатель, коробка передач), а некоторые детали станка размещены снаружи. Вверху располагаются горизонтальные направляющие для передвижения ползуна, а спереди – вертикальные направляющие консоли или бабки шпинделя. Для повышения жесткости конструкции внутренняя полость усилена ребрами. Обычно станина изготавливается из стали или чугуна. Она может быть литой или сварной.
Ползун
Для фиксации и поддержки оснастки применяется ползун или хобот. В горизонтальных и универсальных станках он является обязательным элементом, а на вертикальных может отсутствовать. Узел устанавливается на конце горизонтальных направляющих станины. В вертикальных станках хобот может являться подвижной частью фрезерной головки для перемещения фрезы в вертикальном направлении.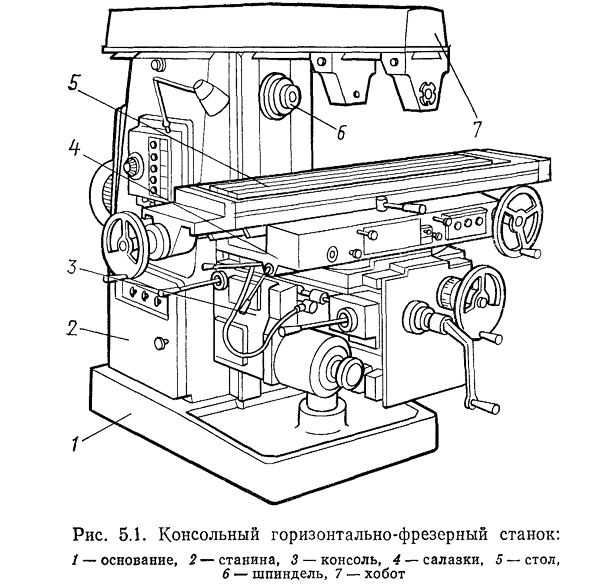
Консоль
Работа всего фрезера во многом зависит от качества изготовления консоли. Эта деталь изготавливается из чугуна методом литья. Устанавливается на вертикальных направляющих станины. В задачу консоли входит перемещение горизонтальных направляющих для салазок. Прочность узла обеспечивается стойкой с винтом телескопического типа, регулирующим высоту, а также боковыми поддержками.
Салазки
Взаимосвязь между осями X и Y устанавливают салазки. На них крепятся верхние направляющие для передвижения рабочего стола в продольном направлении. Снизу монтируются направляющие для перемещения самих салазок по консоли. В горизонтальных станках салазки используются для горизонтального перемещения детали.
Стол
На столе установлены зажимы для обрабатываемой детали. Он монтируется на салазках и перемещается на них. Вместе с консолью и салазками стол отвечает за подачу заготовки в рабочую зону. Он может двигаться в продольном, поперечном и вертикальном направлении. На станках, как правило, обеспечивается ручное и механическое управление подачей. У большинства станков предусмотрена функция ускорения движения стола (быстрый ход). Рабочие подачи регулируются многоступенчатым переключателем (коробка переключения). Их режим выбирает работник с учетом типа материала и вида фрезы.
На станках, как правило, обеспечивается ручное и механическое управление подачей. У большинства станков предусмотрена функция ускорения движения стола (быстрый ход). Рабочие подачи регулируются многоступенчатым переключателем (коробка переключения). Их режим выбирает работник с учетом типа материала и вида фрезы.
Шпиндель
Один из главных узлов – шпиндель. Он предназначен для крепления фрезы и передачи ей вращающего движения. Крутящий момент на вал шпинделя передается с коробки скоростей. Данный узел должен обладать высокой прочностью и жесткостью, а также точностью размеров. Изготавливается из высоколегированной стали, прошедшей закалку. Шпиндель при изготовлении тщательно шлифуется и проходит балансировку. В вертикальных станках регулируется по высоте и углу наклона относительно заготовки.
Электродвигатели
Фрезерный станок обладает несколькими электродвигателями. Главный мотор имеет наибольшую мощность. Он устанавливается в шпиндельной бабке или колонне станины. На коробке подач закрепляется двигатель, обеспечивающий рабочую и ускоренную подачу. На консоли в станке консольного типа устанавливается отдельный двигатель, отвечающий за ее перемещения. Предусмотрен также специальный двигатель небольшой мощности для подачи охлаждающей жидкости к инструменту. Размещается в поддоне основания или емкости для сбора стружки.
На коробке подач закрепляется двигатель, обеспечивающий рабочую и ускоренную подачу. На консоли в станке консольного типа устанавливается отдельный двигатель, отвечающий за ее перемещения. Предусмотрен также специальный двигатель небольшой мощности для подачи охлаждающей жидкости к инструменту. Размещается в поддоне основания или емкости для сбора стружки.
Фрезерные станки выпускаются нескольких типов в зависимости от расположения шпинделя, способа перемещения заготовки и управления. Они имеют определенную специфику исполнения, но составляются из двигательной, передаточной и исполнительной частей. При различии компоновки станки обладают аналогичными по назначению деталями.
- 06 сентября 2020
- 14921
Получите консультацию специалиста
Электросхемы фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Сведения о производителе консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6P13
Производитель универсальных фрезерных станков – Горьковский завод фрезерных станков, основанный в 1931 году.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
Серия 6Р Горьковского завода фрезерных станков ГЗФС
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный, 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный, 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный, 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
Электросхемы консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Общие сведения
В настоящем руководстве приведены сведения по эксплуатация электрооборудования станков моделей 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б.
На каждом из указанных станков могут применяться следующие величины напряжений переменного тока:
- силовая цепь 3х50 Гц, 60 Гц – 220, 380, 400, 415, 440 В;
- цепь управления 50 Гц, 60 Гц – 110 или 220 В;
- цепь местного освещения 50 Гц, 60 Гц – 36, 24 или 110 В;
- цепь электродинамического торможения -56-60 В (для сети 380-440 В) и 36 В (для сети 220 В).
Конкретно для каждого станка питающее напряжение указывается в свидетельстве о приемке (см. руководство к станкам, ч. III).
Освещение рабочего места производится светильником местного освещения, смонтированным слева на станине станка.
В консоли рассоложен электромагнит Y1 для быстрых перемещений.
Кнопки управления смонтированы на пультах – на консоли и левой стороне станины.
Все аппараты управления размещены на четырех панелях, встроенных в нишах с дверками, на лицевую сторону которых выведены рукоятки следующих органов управления:
- F1 – вводный выключатель;
- S2 (S4) – реверсивный переключатель шпинделя;
- S6 – переключатель режимов;
- S3 – выключатель охлаждения.

Станки 6Р82Ш и 6Р83Ш в отличие от других станков имеют два электродвигателя для привода горизонтального и поворотного шпинделей.
Завод-изготовитель оставляет за собой право вносить в электрооборудование станков дальнейшие изменения и усовершенствования.
При уходе за электрооборудованием необходимо периодически проверять состояние пусковой и релейной аппаратуры.
При осмотрах релейной аппаратуры особое внимание следует обращать на надежное замыкание и размыкание контактных мостиков.
Во время эксплуатация электродвигателей следует систематически производить их технические осмотры в профилактические ремонты. Периодичность технически осмотров устанавливается в зависимости от производственных условий, но не реже одного реза в два месяца. При профилактических ремонтах должна производиться разборка электродвигателя, внутренняя в наружная чистка, замена смазки подшипников. Смену смазки подлинников при нормальных условиях работы следует производить через 4000 часов работы, но при работе электродвигателя в пыльной в влажной среде ее следует производить чаще -по мере необходимости.
Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином. Камеру заполняют смазкой на 2/3 ее объема.
Первоначальный пуск станка
При первоначальном пуске станка необходимо прежде всего проверить внешним осмотром надежность заземления и состояние монтажа электрооборудования. При помощи вводного выключателя F1 станок подключить к цеховой сети.
Проверять четкость срабатывания магнитных пускателей в реле при помощи кнопок в переключателей станка, ограничение движений в наладочном режиме, при управлении станком от рукояток в автоматическом цикле в при работе с круглым столом.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
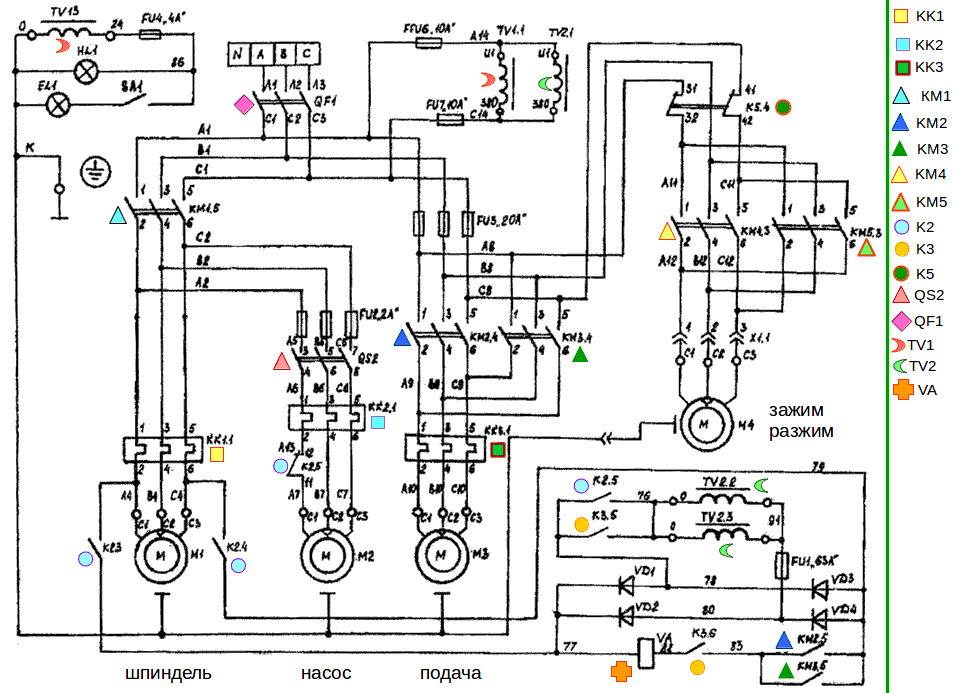
Описание работы электросхемы консольно-фрезерных станков
Электросхема (рис. 1, 2) позволяет производить работу на станке в следующих режимах:
- управление от рукояток и кнопок управления
- автоматическое управление продольными перемещениями стола
- режим – круглый стол
Выбор режима работы производится переключателем S6.
При работе станка от рукояток и невращающемся шпинделе необходимо переключатель S2 (S4) установить в нулевое положение.
ВНИМАНИЕ! ПРЕЖДЕ ЧЕМ ОТКЛЮЧИТЬ СТАНОК ОТ СЕТИ ИЛИ ПРОИЗВЕСТИ РЕВЕРС ПРИ РАБОТАЩЕМ ЭЛЕКТРОДВИГАТЕЛЕ ШПИНДЕЛЯ НЕОБХОДИМО КНОПКОЙ “СТОП” ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ
Для облегчения переключения скоростей шпинделя я подачи в станке предусмотрено импульсное включение электродвигателя шпинделя – кнопкой S9, а электродвигателя подачи – конечным выключателем S14. При нажатии на кнопку S9 включается контактор шпинделя К4 в реле напряжения К1, н.о. контакты которого включают реле КЗ, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При нажатии на кнопку S9 включается контактор шпинделя К4 в реле напряжения К1, н.о. контакты которого включают реле КЗ, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При управлении от рукояток работа электросхемы обеспечивается замыканием контактов соответствующих конечных выключателей и кнопок.
Включение в отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи (S17, S19), вертикальной в поперечной подач (S16, S15).
Включение и отключение шпинделя производится соответственно кнопками “Пуск” – S10, S11; “Стоп” – S7, S8. При нажатии на кнопку “Стоп” одновременно с отключением электродвигателя шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии кнопки S12 (S13) “Быстро”, включающей контактором К3 электромагнит быстрого хода Y1.
Торможение электродвигателя шпинделя – электродинамическое. При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях Y1. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях Y1. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При работе на одной из подач исключается возможность случайного включения другой подачи: блокировка осуществляется конечными выключателями S15- S19. При автоматическом управлении переключатель S6 должен быть установлен в положение “Автоматический цикл”. Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, в положение “Автоматический цикл”. При последнем положения валика кулачковая муфта продольного хода заперта в конечный выключатель S20 нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движения стола кулачки, воздействуя на рукоятку включения продольной подачи в верхнюю звездочку (рис.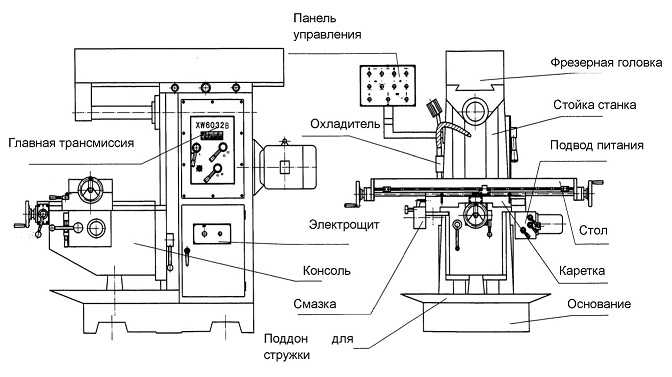
Описание работы рукояток и звездочек, воздействующих на конечные выключателя, а также настройки кулачков см. в руководстве по эксплуатации, часть I.
Работа электросхемы в автоматическом цикле – быстрый подвод – рабочая подача – быстрый отвод – происходит следующим образом: при отключенной рукоятке продольной подачи шток, воздействующий на конечный выключатель S18, должен находиться в глубокой впадине нижней звездочки. Контакты 41-17 конечного выключателя S18 должны быть замкнуты. С включением рукоятки продольного хода вправо происходит быстрое движение стола вправо. Отключение быстрого хода в нужной точке производится при воздействия кулачка на верхнюю звездочку, при повороте которой оба контакта конечного выключателя S18 размыкаются. Стол продолжает движение на рабочей подаче.
Отключение быстрого хода влево в конец цикла осуществляются при переводе рукоятки кулачком в нейтральное положение. Работа станка на других циклах производится путем настройки соответствующих кулачков. Работа электросхемы в этом случае аналогична.
При работе с круглым столом переключатель S6 устанавливается в положение “Круглый стол”. При этом включение продольных, поперечных и вертикальных подач исключается. Блокировка осуществляется конечными выключателями S14- S20.
Вращение круглого стола осуществляется от электродвигателя подач, пуск которого производится контактором К6 одновременно с электродвигателем шпинделя.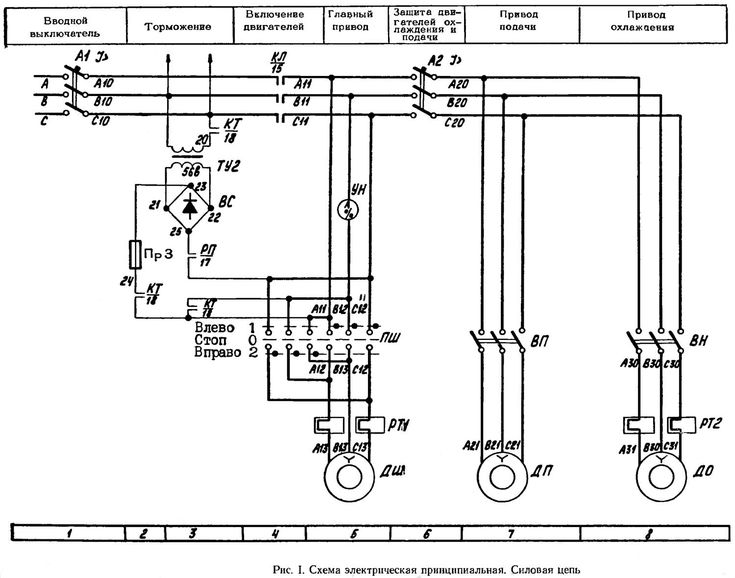
Быстрый ход круглого стола происходит при нажатии кнопки “Быстро”, включающей контактор К3 электромагнита быстрого хода.
Cхема электрическая консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Электрическая схема консольно-фрезерных станков серии 6Р
1. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
2. Схема электрическая принципиальная фрезерных станков 6Р. Скачать в увеличенном масштабе
2. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
3. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
4. Cхема электрических соединений консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
Диаграммы переключателей. Назначение путевых выключателей
Диаграммы переключателей. Назначение путевых выключателей
Циклограмма работы станка. Диаграммы переключателей. Назначение путевых выключателей. Скачать в увеличенном масштабе
Назначение путевых выключателей. Скачать в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерных станков
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка. Скачать в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка. Скачать в увеличенном масштабе
Характеристики электродвигателей и нагревательных элементов консольно-фрезерных станков
Характеристики электродвигателей и нагревательных элементов фрезерных станков
Характеристики электродвигателей и нагревательных элементов станков. Скачать в увеличенном масштабе
Перечень элементов электрооборудования консольно-фрезерных станков
Перечень элементов электрооборудования консольно-фрезерных станков
Перечень элементов электрооборудования консольно-фрезерных станков. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
Cхема расположения электрооборудования на фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
Cхема расположения электрооборудования на фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б
Cхема расположения электрооборудования на фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б
Cхема расположения электрооборудования на фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р82Ш, 6Р83Ш
Cхема расположения электрооборудования на фрезерных станках 6Р82Ш, 6Р83Ш
Cхема расположения электрооборудования на фрезерных станках 6Р82Ш, 6Р83Ш. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Читайте также: Технология ремонта фрезерных станков
Описание электрооборудования фрезерных станков. Видеоролик.
 youtube.com/embed/iG9TJO38XSM” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/iG9TJO38XSM” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> - Консольно-фрезерные станки 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б. Руководство по эксплуатации электрооборудования 6Р82.ЭО.000 РЭ1,
- Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
- Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
- Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
- Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
- Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Список литературы:
Связанные ссылки. Дополнительная информация
Определение, части, типы, операции, применение, преимущества и недостатки [PDF]
Актуальные темы
Фрезерный станок — это станок, который используется для удаления материала с плоских и неровных поверхностей. Он обычно используется для создания шестерен.
Он обычно используется для создания шестерен.
Различные типы станков:
- Токарный станок
- Сверлильный станок
- Шлифовальный станок
На сегодняшнем занятии мы обсудим определение, части, типы, применение, преимущества и недостатки Фрезерный станок в деталях.
Итак, теперь давайте начнем с определения фрезерного станка.
Определение фрезерного станка:
Фрезерный станок — это станок, в котором используется многоточечный режущий инструмент для удаления слоя материала в виде канавок с поверхности заготовки.
Некоторые ключевые моменты фрезерного станка:
- Обработка плоских поверхностей, пазов, карманов, шпоночных канавок и профилей.
- Достигаемая чистота поверхности (значение RA в микронах): 3.2
- Используемые режущие инструменты изготовлены из материала HSS CARBIDE.
- Станок фрезерный может быть выполнен как обычного типа, так и с ЧПУ.

Детали горизонтально-фрезерного станка:
Детали горизонтально-фрезерного станка следующие.
- Основание
- Колонна
- Колено
- Седло
- Стол
- Траверса
- Опора оси и
- Подъемный винт.
Пояснение к деталям горизонтально-фрезерного станка :
Расшифровка деталей горизонтально-фрезерного станка следующая.
Основание:
Обеспечивает опору для всех частей станка и может поглощать вибрации, возникающие при фрезеровании, а также служит резервуаром для смазочно-охлаждающей жидкости.
Стойка:
Стойка представляет собой основную опорную раму, установленную вертикально с одной стороны основания, имеющую коробчатую форму и имеющую внутри все механизмы для подачи шпинделя и стола.
Колено:
- Колено представляет собой жесткую отливку, закрепленную на передней поверхности колонны.
- Колено движется вертикально по направляющим, и это движение регулирует расстояние между установленной на столе заготовкой и резаком.
- Эта регулировка может выполняться вручную или автоматически с помощью подъемного винта, расположенного под коленом.

Седло:
Седло опирается на колено и перемещается поперечно, т. е. крест-накрест (внутрь или наружу) по направляющим, предусмотренным на колене.
Стол:
Чугунный стол опирается в седло на направляющие и обеспечивает поддержку работы.
Рабочий стол и, следовательно, работа, установленная на нем, приводятся в движение в трех направлениях:
- Перекрестное или поперечное движение (внутрь или наружу), обеспечиваемое перемещением седла относительно колена.
- Вертикальное движение (вверх и вниз), обеспечиваемое подъемом или опусканием колена.
- Продольное движение (назад и вперед) обеспечивается маховиком, установленным сбоку подающего винта.
Overarm:
Overarm устанавливается в верхней части колонны и служит опорой для вала.
Опора оправки:
Оправка представляет собой обработанный вал, который удерживает и приводит в движение фрезы. Опорная опора устанавливается на стрелу и может быть зажата в любом месте. Его функция заключается в поддержке различных беседок.
Подъемный винт:
Движение вверх и вниз к колену и столу может быть обеспечено с помощью подъемного винта, который управляется либо вручную, либо автоматически.
Типы фрезерных станков:
Существуют следующие типы фрезерных станков.
- Горизонтально-фрезерный станок.
- Вертикально-фрезерный станок.
- Фрезерный станок с колонной и коленом
- Симплексный фрезерный станок.
- Дуплексный фрезерный станок
- Фрезерный станок Triplex.
- Фрезерный станок с фиксированной станиной.
- Универсальный фрезерный станок.
Горизонтально-фрезерный станок:
горизонтальный фрезерный станок. Источник: Indiamart Горизонтально-фрезерный станок — это тип станка, который может удерживать и вращать шпиндель в горизонтальной ориентации, что позволяет удалять материал с поверхности неподвижной заготовки.
Горизонтально-фрезерный станок имеет более короткие и толстые режущие инструменты.
Вертикально-фрезерный станок:
Вертикально-фрезерный станок. Источник: IndiamartВертикально-фрезерный станок — это тип станка, который может удерживать и вращать шпиндель в вертикальной ориентации, что позволяет удалять материал с поверхности неподвижной заготовки.
Вертикально-фрезерный станок имеет более длинные и тонкие режущие инструменты.
Фрезерный станок с колонной и коленом:
В этом фрезерном станке с колонной и коленом вертикальная колонна прикреплена к станине, которая состоит из зубчатых приводов, которые могут вращать седло и колено.
На вертикальной колонне расположено колено, которое может двигаться вверх и вниз с помощью подъемного винта, который может поднимать или опускать заготовку.
На верхнюю часть колена надевается седло, которое может двигаться в поперечном направлении и которое позволяет рабочему столу двигаться вдоль него.
Симплексный фрезерный станок:
Симплексный фрезерный станок. Источник: IndiamartВ этом симплексном фрезерном станке шпиндель или шпиндельная головка может двигаться только в одном направлении, и в основном он может двигаться только в вертикальном направлении.
Дуплексный фрезерный станок: Дуплексный фрезерный станок
. Источник: IndiamartВ этом дуплексном фрезерном станке шпиндель или шпиндельная головка могут перемещаться в двух направлениях, то есть в горизонтальном и вертикальном направлениях.
Триплексный фрезерный станок:
Триплексный фрезерный станок.Источник:IndiamartВ этом тройном фрезерном станке шпиндель или головка шпинделя могут перемещаться в трех направлениях, то есть вдоль оси X, оси Y и оси Z.
Фрезерный станок с фиксированной станиной:
Фрезерный станок с фиксированной станиной.Источник:Indiamart Как следует из названия, станина станка фиксированного типа и отсутствует расположение седла и колена в поперечном и вертикальном направлениях.
Рабочий стол расположен на неподвижной кровати.
Шпиндель установлен в шпиндельной головке, которая может перемещаться в горизонтальном и вертикальном направлениях для выполнения операции обработки.
Универсальный фрезерный станок:
универсальный фрезерный станок. Источник: IndiamartАналогичен горизонтально-фрезерному станку, но имеет возможность поворота стола до 45 градусов по осям X и Y.
Это различные типы фрезерных станков, которые можно использовать для выполнения различных операций.
Операции фрезерного станка:
Ниже перечислены операции, которые мы можем выполнять на фрезерном станке:
- Торцевое фрезерование
- Фрезерование пазов или плит
- Торцевое фрезерование
- Угловое фрезерование торца и торца
- 0 9
- Операция фрезерования
- Операция продольной резки
- Фрезерование шпоночного паза
- Фрезерование зубчатого колеса
- Фрезерование профиля
- Фрезерование спирали
Подробное объяснение различных типов фрезерных операций приведено ниже.
Операции торцевого фрезерования:
Если операция фрезерования используется для удаления слоя материала со всей поверхности заготовки, это называется торцовым фрезерованием.
Фрезерование пазов/плит:
Если Операция Фрезерования используется для создания пазов в компоненте, это называется Операцией Фрезерования плиты или паза.
Как правило, оба типа фрезерных работ будут выполняться с использованием обоих типов фрез, но предпочтительнее выполнять операции торцевого фрезерования с помощью концевой фрезы, а операции фрезерования плит с помощью периферийной фрезы.
При использовании периферийной фрезы для выполнения операции фрезерования используются два метода фрезерования.
Операции концевого фрезерования:
С помощью концевой фрезы мы можем выполнить операцию концевого фрезерования.
Для обработки пазов, карманов, шпоночных пазов и т. д.
Угловые фрезерные операции:
Угловая фреза или установка шпиндельной головки в вертикальном положении.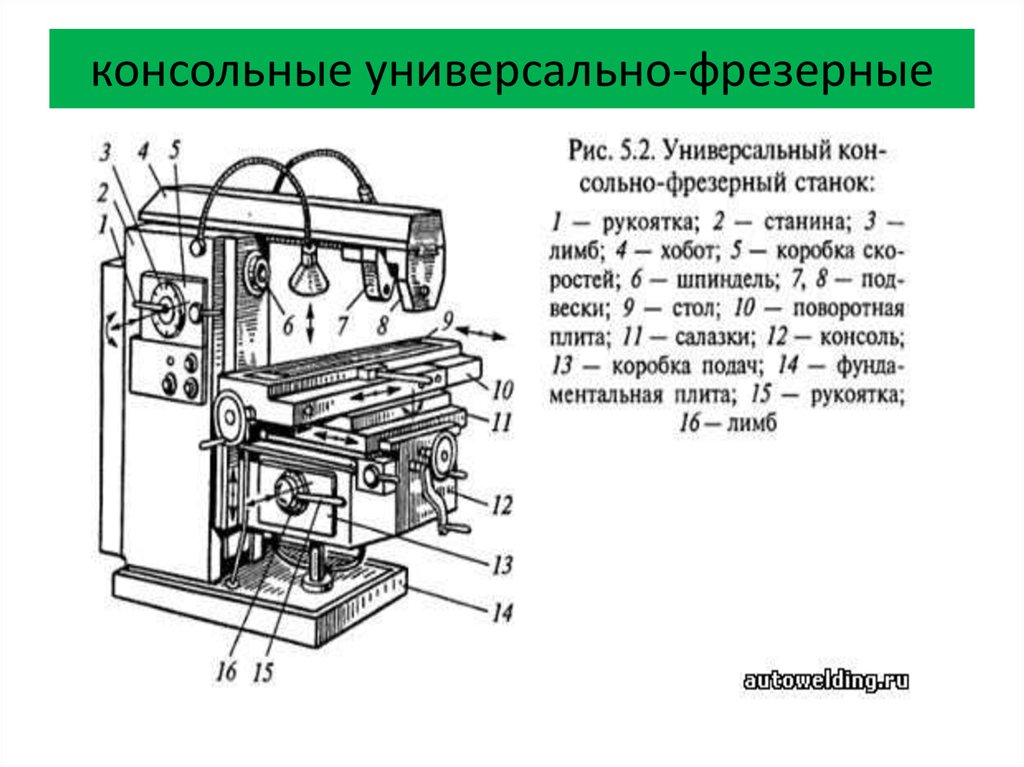
Боковые и торцевые фрезы:
Боковые и торцевые фрезы, мы можем выполнить эту операцию.
Операции фасонного фрезерования:
С помощью фасонного фрезера мы можем выполнить эту операцию.
Операция продольной резки:
По металлу, продольная пила.
Фрезерование шпоночного паза:
Эту операцию можно выполнить плоской или концевой фрезой.
Зуборезная операция:
С помощью фрезы с формованными зубьями и делительной головкой.
Операция фрезерования профиля:
Сферической фрезой на фрезерном станке с ЧПУ (профили 3D и 2D)
Операция фрезерования спирали:
Производит канавки и процветание цилиндрической работы.
Эти фрезерные операции выполняются на различных фрезерных станках.
Применение фрезерного станка:
Фрезерный станок применяется следующим образом.
- Фрезерный станок предназначен для изготовления различных видов зубчатых колес.
- Обычно используется для изготовления пазов или канавок в заготовках.
- Он также может обрабатывать плоские и неровные поверхности.
- Используется в промышленности для изготовления изделий сложной формы.
- Он используется в учреждениях или колледжах для проведения лабораторных испытаний на фрезерном станке.

Преимущества фрезерного станка:
Преимущества фрезерного станка заключаются в следующем.
- Он может очень легко изготавливать сложные формы с помощью многогранного режущего инструмента.
- Производительность также высока.
- Время выполнения заказа будет сокращено.
- Можно получить высокую точность детали.
- С помощью различных фрез оператор может выполнять работу быстро.
- Также может управляться станками с ЧПУ.
Недостатки фрезерного станка:
Недостатки фрезерного станка следующие.
- Во время работы может потреблять больше электроэнергии.
- Для точного выполнения операций фрезерования требуется опытный оператор.

Некоторые часто задаваемые вопросы по этой теме:
Какие фрезерные операции выполняются на фрезерных станках?
Торцевое фрезерование
Фрезерование пазов или плит
Торцевое фрезерование
Фрезерование торца и торца
Фрезерование фасонных частей
Операция продольного фрезерования
Операция фрезерования углов
Фрезерование шпоночного паза
Операция нарезания зубьев
Фрезерование профиля
Фрезерование спирали
Сколько типов фрезерования Машины есть?
Горизонтально-фрезерный станок.
Вертикально-фрезерный станок.
Станки плоскофрезерные.
Фрезерный станок поршневого типа.
Универсальный фрезерный станок.
Станок станочный фрезерный.
Какие части горизонтально-фрезерного станка?
Основание
Колонна
Колено
Седло
Стол
Траверса
Опора оси и
Подъемный винт.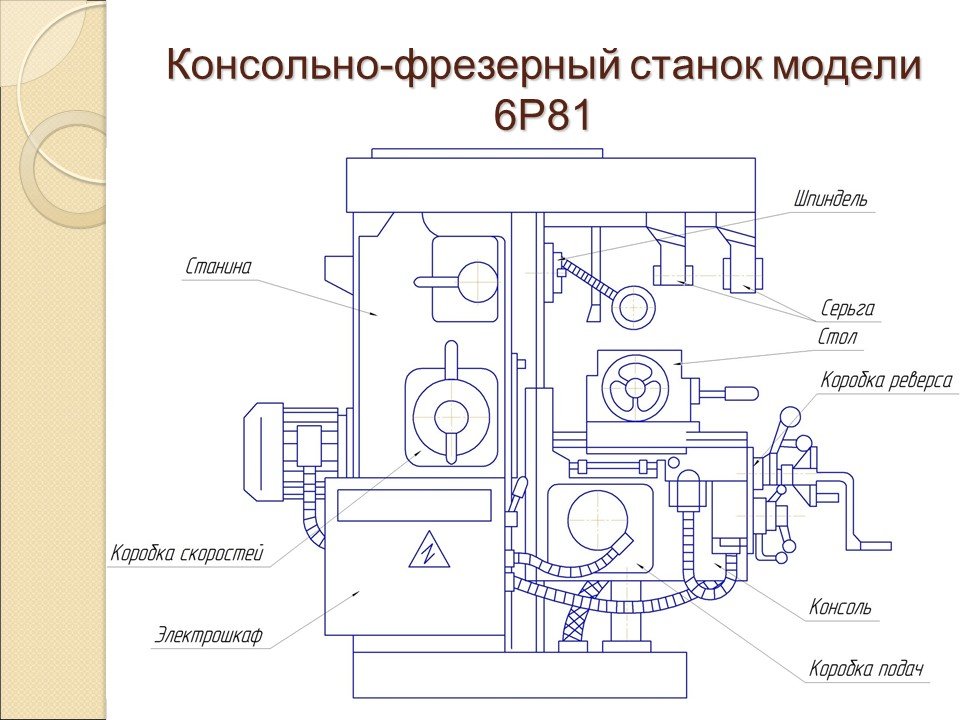
Что такое универсальный фрезерный станок?
Аналогичен горизонтально-фрезерному станку, но имеет возможность откидывания стола до 45 градусов по осям X и Y.
Для чего используется фрезерование?
Фрезерный станок — станок, использующий многоточечный режущий инструмент для удаления слоя материала в виде канавок с поверхности заготовки.
Дополнительные ресурсы:
буровой машины
Радиальная буровая машина
Токарная машина
Поверхностная шлифовальная машина
СПИСУАТЫ [Внешнее звено]:
- 0010
Части фрезерного станка и их типы, Операция
Камаль Двиведи 27 апреля 2021
Здравствуйте друзья, Сегодня мы поговорим о фрезеровке
машина, в которой мы будем знать все аспекты, связанные с фрезерным станком, такие как детали
фрезерного станка, типы фрезерных станков, а также охватывает работу
фрезерный станок.
Наиболее часто используемая машина после токарный станок — это фрезерный станок.
Это также тип производственной машины, такой как сверлильный станок, строгальный станок, строгальный станок и т. д.
В основном фрезерный станок используется для изготовления плоских поверхностей, пазов, шлицев, шпоночные пазы, звездочки и шестерни.
Прорези и шпоночные канавки также могут быть выполнены на долбежном станке которые я уже обсуждал.
Но в настоящее время фрезерование с ЧПУ наиболее широко используется в промышленности, потому что этот тип фрезерования полностью автоматизирован.
Что такое фрезерование?
Фрезерование — это метод, при котором материал режется путем подачи заготовки под вращающуюся фрезу с несколькими зубьями и получения обработанной поверхности, которая может быть плоской, угловатой или изогнутой.
Режущее действие зубьев на фрезах может быть быстро
обработанный.
Детали фрезерного станка
Основные части фрезерного станка следующие:
- База
- Колонна
- Колено
- Седло
- Рабочий стол
- Шпиндель
- Надплечье
- Беседка
- Скоба
- Фреза
Покажите на рисунке детали фрезерного станка, описанные ниже.
| Детали фрезерного станка |
Основание
Он изготовлен из серого чугуна, верхняя и нижняя поверхности которого обработаны в точности и выступает в качестве фундамента для всех остальных частей машина.
Столбец
Колонна – это вертикальный элемент, отлитый с база.
Эти части фрезерного станка имеют приводной механизм для шпинделя и питание стола.
Его передняя вертикальная поверхность обработана с высокой точностью, а верхняя часть колонны обработана, чтобы удерживать перекладину.
Колено
Это прочная отливка из серого чугуна, которая скользит вверх и вниз по вертикальный клин колонны.
Состоит из механизма подачи стола и различных элементов управления.
Колено используется для поддержки седел, рабочих столов и устройств для зажима заготовок.
Седло
Верхняя часть колена снабжена седлом, который скользит по поверхности колонны по набору направляющих ровно под 90°.
Верх седла обработан с высокой точностью, чтобы обеспечить направляющие для стола.
Рабочий стол
Рабочий стол — самая важная часть фрезерного станка станок, на котором заготовка или работа держится крепко и выполняет множество операций.
Верхняя часть стола обработана с высокой точностью, и сделаны Т-образные пазы для зажима изделия и других приспособлений.
Шпиндель
Шпиндель расположен в верхней части колонны и вращается, получая мощность от ремней, шестерен и муфт и передавая ее на вал.
Надплечье
Он монтируется в верхней части колонны и возвышается перед лицом колонны.
Обычно используется для поддержки оправки и шпинделя.
Беседка
Это удлинители шпинделей, на которых держатся фрезы или вращается.
Ортез
Ортез – это дополнительная опора, которая устанавливается между коленом и плечом для обеспечения большей прочности руки и колена.
Фреза
Это самая важная часть фрезерного станка, так как с помощью фрез выполняются различные виды фрезерных операций.
Многолезвийный режущий инструмент фрезерного станка.
Типы фрезерных станков
Используются следующие типы фрезерных станков:
- Тип колонны и колена
- Тип фиксированной кровати
- Тип планировщика
- Специальный тип
Тип колонны и колена
Выше на рисунке показаны фрезерные станки типа колонны и колена.
Фрезерные станки колонного и коленного типа можно разделить на
три категории.
- Плоский/горизонтальный фрезерный станок
- Вертикально-фрезерный станок
- Универсально-фрезерный станок.
Плоский/горизонтальный фрезерный станок
Он сильнее, чем многие другие типы фрезерных станков.
В этих типах фрезерных станков подача стола может осуществляться в трех направлениях продольные, вертикальные и поперечные.
Вертикально-фрезерный станок
Вертикально-фрезерный станок отличается от горизонтально-фрезерного станка в соответствии с положением шпинделя, потому что его шпиндель вращается по вертикали ось.
Универсальный фрезерный станок
Универсальный фрезерный станок по форме похож на плоскофрезерный станок.
Но кроме движения в трех направлениях,
стол также можно поворачивать по горизонтальной оси.
На данных типах фрезерных станков можно выполнять все виды фрезерных работ.
Применяется для нарезания косозубых колес, различных видов прямых и ленточных работ и т.д.
Фрезерный станок с фиксированной станиной
Он очень тяжелый, а его стол прямо привязан к клину неподвижной кровати.
Его стол может совершать возвратно-поступательные движения под прямым углом вдоль ось шпинделя.
Нет системы поперечной или вертикальной регулировки.
В этих типах фрезерных станков фреза установлена на шпиндельной головке, которая может перемещаться вертикально по колонне, а шпиндель также может регулироваться по горизонтали для обеспечения поперечной регулировки.
Фрезерный станок строгального типа (Plano – Miller)
Он большой по форме и используется для тяжелых работ.
Шпиндельные головки можно регулировать по вертикали и в поперечном направлении.
Фрезерный станок специального типа
Используются следующие специальные типы фрезерных станков:
- Плоско-фрезерный станок
- Резьбофрезерный станок
- Зубофрезерный станок
- Копировально-фрезерный станок
Плоско-фрезерный станок
Этот фрезерный станок используется для многопроизводственных работ.
Его шпиндельная головка может регулироваться по вертикали с помощью фреза.
В этих типах фрезерных станков движение подачи указано в таблице.
Резьбофрезерный станок
A Фрезерование резьбы машина используется для фрезерования резьбы.
Зубофрезерный станок
Зубофрезерный станок используется для фрезерования различных типов зубчатых колес.
Зубья шестерни часто нарезают фрезерованием с помощью разделительная головка.
Фрезерование малых зубчатых колес можно производить и на горизонтально-фрезерном станке, но
Для фрезерования больших шестерен требуются специальные зубчатые станки.
Копировально-фрезерный станок
Используется для изготовления заготовок с неровными поверхностями.
Удерживающие устройства для фрезерного станка
Существуют следующие удерживающие устройства, которые часто используются для удержания работы на
стол фрезерного станка.
- Т-образные болты и хомуты
- Угловые пластины
- V-образные блоки
- Тиски
- Специальные приспособления
Вы также можете прочитать Рабочие удерживающие устройства на токарном станке, которые я говорили в предыдущем посте.
Теперь мы обсудим работу фрезерного станка,
Но прежде чем узнать это, прежде всего, я предлагаю вам прочитать типы фрез и их использование, которые я уже обсуждал, чтобы мы могли лучше понять работу фрезерного станка машина.
Эксплуатация фрезерного станка
Обычно используемые операции фрезерования описаны ниже.
- Простые фрезерные фрезерование
- Смешанка на поверхности
- боковой фрезерование
- Straddle Melling
- Агловое фрезерование
- Банг -фрезерование
- Формирование фрезерования
- профиль.
- Зубонарезное
- Спиральное фрезерование
- Cam Melling
- Перетекание нить
Показ в рисунке Melling Machine,
. Плоское фрезерование Плоское фрезерованиеПлоское фрезерование — операция фрезерного станка, при которой плоская горизонтальная поверхность проводится параллельно оси вращения плоской фрезы. Это также называется фрезерованием плит. Торцевое фрезерованиеЭти виды фрезерных работ выполняются торцевой фрезой, которая вращается в вертикальном направлении вдоль оси рабочей поверхности. Боковое фрезерование Боковое фрезерование – это операция фрезерного станка, при которой плоская поверхность обрабатывается на боковой стороне заготовки с помощью боковой фрезы. Фрезерование с двух сторонФрезерование с двух сторон — это операция фрезерного станка, при которой плоские вертикальные поверхности выполняются с обеих сторон заготовки с использованием две боковые фрезы, закрепленные на одной оправке. Угловое фрезерование Угловое фрезерование — операция фрезерного станка, при которой угловая поверхность
формируется на заготовке под углом, отличным от
прямой угол вдоль оси шпинделя
фрезерный станок. Теперь см. на рисунке групповое фрезерование, фасонное фрезерование, концевое фрезерование, фрезерование пилы, которые описаны ниже.
Групповое фрезерование Групповое фрезерование — это тип фрезерования, при котором несколько поверхностей обрабатываются. обрабатывается на заготовке фрезами одного или разных диаметров вместе на станочной беседке. Фрезерование формыФасонное фрезерование — это вид фрезерования, при котором неровные контуры обрабатываются. изготавливается с помощью форморезов. Неправильные контуры, которые могут быть выпуклыми, вогнутыми или любой другой формы. Профильное фрезерование Это операция, при которой на заготовке создается контур шаблона или шаблона сложной формы. Концевая фрезаТорцевое фрезерование – это операция, при которой создается плоская поверхность, которую можно вертикально, горизонтально или под любым углом. Пилорама Фрезерование пилой — это тип фрезерной операции, при котором узкие пазы или пазы изготавливаются на заготовке с помощью пильного фрезера. Фрезерование шпоночных канавок, канавок, пазовШпоночные канавки, канавки и прорези могут быть выполнены на фрезерный станок с плоской фрезой, продольная пила, концевая фреза или боковая фреза. ЗуборезкаНарезание зубьев можно выполнять на фрезерном станке с помощью фрезы для снятия формы. Резак может быть цилиндрического типа или концевой тип мельницы. Спиральное фрезерование Спиральное фрезерование — это операция фрезерного станка, при которой на периферии цилиндрических или конических заготовок выполняются винтовые канавки или канавки. |