Фрезерование на сверлильном станке – Морской флот
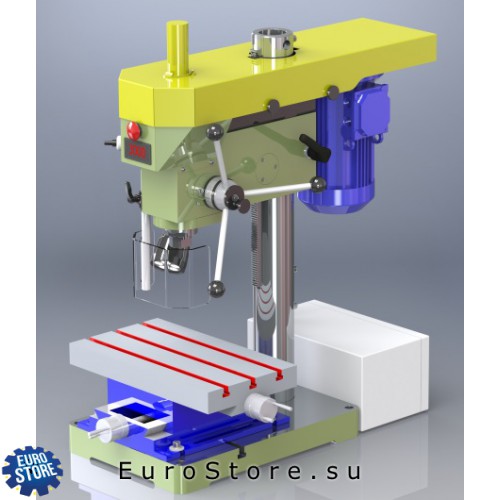
Любому предприятию, изготавливающему детали из металла, необходим сверлильно-фрезерный станок. Он позволяет с одной установки производить сверловку и фрезерные операции. Для домашних и ремонтных мастерских выпускаются настольные модели. Компактный сверлильно-фрезерный агрегат занимает мало место и заменяет сразу 2 станка. Для производства сложных и однотипных деталей подойдет модель с ЧПУ.
Устройство оборудования
Совместить воедино сверлильный и фрезерный станки несложно. Конструкция одностоечных моделей обоих видов оборудования одинаковая. Инструмент вращается и обрабатывает деталь, закрепленную на столе. Основные узлы:
У сверлильно-фрезерного станка настольного основание низкое и плоское. Напольные типы имеют тумбы. По вертикальной колонне поднимается и опускается суппорт со шпинделем. На стойке зубчатая рейка, шестерня установлена на шпиндельном узле. Вращательный момент передается от электродвигателя на инструмент. Вертикальное перемещение вращающегося инструмента происходит за счет движения суппорта по колонне. Горизонтальное движение шпиндельной головки осуществляется по направляющим суппорта перпендикулярно движением стола. Инструмент, фрезы и сверла крепятся к шпинделю с помощью патрона.
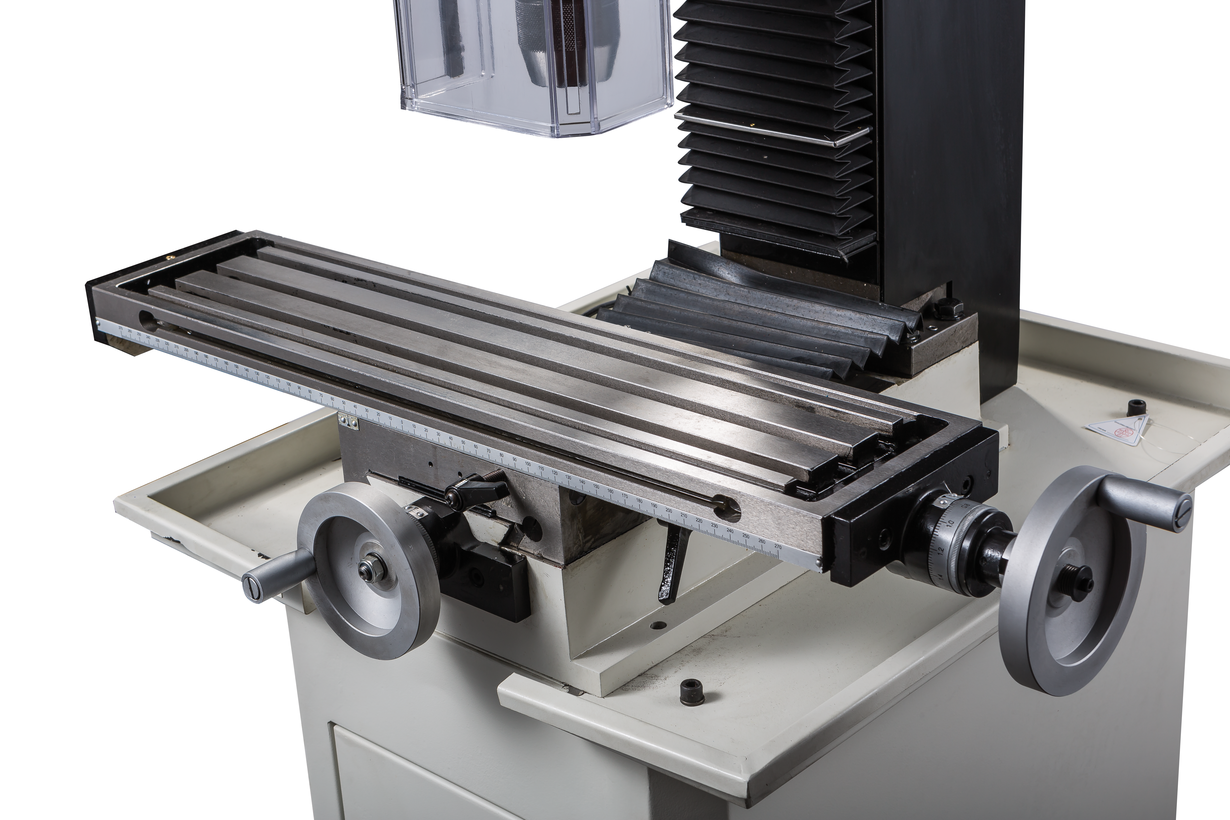
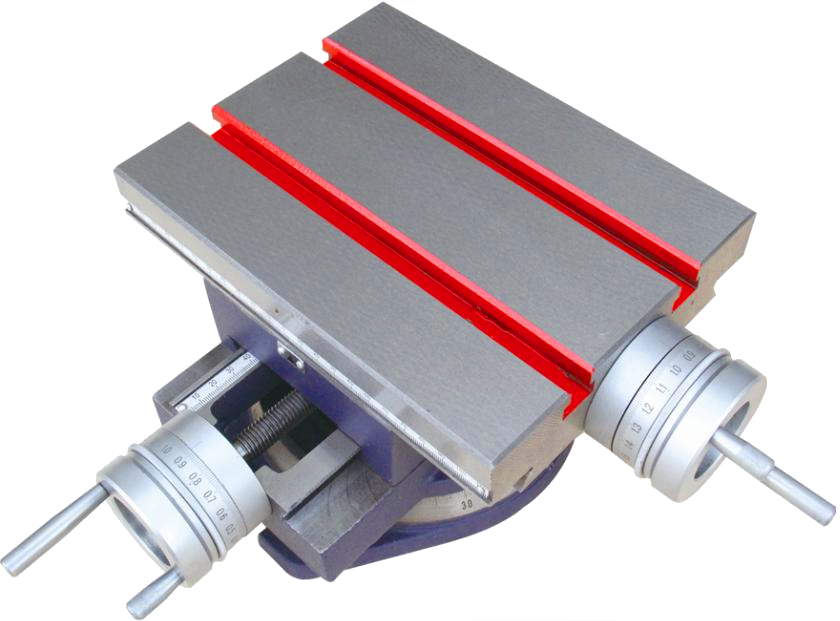
Заготовка устанавливается на столе и фиксируется болтами и гайками. Используются Т-образные пазы в плите. Мелкие и сложные по форме заготовки фиксируются в тисках, которые входят в комплект сверлильно фрезерного оборудования.
Для выполнения однотипных операций и изготовления большого количества сложных деталей подходит сверлильно-фрезерный станок с ЧПУ. Оператор набирает программу, по которой затем самостоятельно работает станок. Подключить компьютер можно к маленькому настольному сверлильно-фрезерному оборудованию. Числовое программное управление расширяет возможности станка. Деталь обрабатывается по 3-м сторонам. Производится нарезка шлицев и гребней. Нарезка шлицев на длинных деталях типа вал осуществляется с помощью шпинделя и суппорта, установленных на столе.
Назначение сверлильно-фрезерных станков
На фрезерно-сверлильном станке с одной установки осуществляется обработка детали, производятся операции сверления и фрезерования по плоскости. Оборудование предназначено для производства запчастей, востребованных при ремонте машин и различных механизмов, самостоятельного создания оригинальных приспособлений. В частных мастерских возможно изготовление небольших партий деталей. На предприятиях с массовым производством продукции совмещенные модели типа сверлильно-фрезерного оборудования не применяются, или устанавливаются напольные агрегаты с ЧПУ.
На фрезерно-расточных станках выполняются следующие операции:
- сверление;
- фрезерование;
- расточка;
- зенкование;
- нарезка резьбы;
- выборка пазов;
- фрезерование шлицев;
- нарезка гребней.
Использование лепестковых шлифовальных кругов конической и дисковой формы позволяет производить на сверлильно фрезерном оборудовании шлифовку по плоскости и внутри отверстий. Устанавливаются круги, предназначенные для болгарок и фрезеров.
Для выполнения операций меняется инструмент, в зависимости от вида обработки. В ремонтных мастерских и у частных предпринимателей популярностью пользуется ФС 1 – станок настольный сверлильно-фрезерный. Он предназначен для обработки заготовок высотой до 200 мм и длиной 450 мм. На нем производят сверление, нарезку резьб метчиком и фрезерование по плоскостям, включая торцы. Управление у ФС 1 ручное. Вращение от двигателя на шпиндель передается ремнями.
На сверлильно фрезерном оборудовании изготавливаются детали типа:
Точность выполнения фрезерования и чистота обработки позволяют делать шаблоны различной конфигурации для обработки металлических и деревянных деталей с применением копиров. Фигурными фрезами выполняются пазы:
При подключении к станку ЧПУ, нарезаются шлицы не валах, изготавливаются зубчатые рейки крепежные болты с фигурными головками под пазы на плитах.
Станки сверлильно-фрезерные могут кроме металла обрабатывать гипс, камень, дерево. Их используют на строительстве при прокладке трасс коммуникаций. Оборудование подходит для вырезания вентиляционных отверстий, нарезания в фитингах резьбы, выборке углублений в кирпиче.
Рекомендации по выбору
Для домашнего творчества и небольших мастерских, включая ремонтные организации, подойдут настольные сверлильно фрезерные станки по металлу с ручным управлением. Они полностью справятся с реставрацией старых и изготовлением новых деталей для ремонта автомобилей, мотоблоков, других домашних механизмов. С помощью настольного оборудования можно изготавливать различные конструкции и приспособления для увеличения количества выполняемых операций настольными и ручными станками.
Популярным является настольное оборудование серии СФ-16. Сверлильно-фрезерные станки модернизировались, и каждая новая модель является более удобной, с большими возможностями по обработке.
У настольного агрегата СФ-16 скорость шпинделя переключается перекидыванием ремней. Всего положений 6. При этом на нем можно обрабатывать детали высотой до 400 мм. Данная модель имеет самый большой стол 320×900 мм.
Следующая модель СФ-16-02 сверлильно-фрезерный станок, в котором для переключения количества оборотов шпинделя имеется коробка передач и 9 скоростей. Стол меньше, всего 250×650 мм. Максимальная высота обрабатываемой заготовки 200 мм.
СФ-16-05 отличается от 02 модели обработка высокого качества и наклоняемая шпиндельная головка. Сверление и другие операции могут проводиться под углом до 45 градусов.
На всех моделях серии СФ-16 выполняются операции:
- фрезерование;
- сверление;
- нарезание резьб;
- развертывание;
- зенкование.
Первые модели настольного оборудования СФ-16 выпускалось Стерлитамакским машиностроительным предприятием еще в 1941 году. В настоящее время завод производит несколько моделей сверлильно фрезерных станков с ЧПУ.
В настоящее время завод производит несколько моделей сверлильно фрезерных станков с ЧПУ.
Зарубежное настольное сверлильно-фрезерное оборудование широко представлено в магазинах белорусскими моделями ВМС-029. Модели с ручным управлением, контролируемой на пиноли глубиной сверления. Скорости переключаются перекидыванием клинового ремня. Основное предназначение – несложная обработка стальных, бронзовых и дюралевых заготовок.
Установки с ЧПУ поставляются в основном компанией Ajan Tlektronik. Выпускаются несколько моделей настольного и напольного размещения. Они могут работать самостоятельно и подключаться к конвейеру. Отличаются высокой производительностью. Отдельно поступают от компании и сверлильные малогабаритные агрегаты с ЧПУ.
Сильно отличается внешне и своим назначением серия 164 фрезерных станков. Трехшпиндельный агрегат предназначен для изготовления водоотводящих каналов и вентиляционных отверстий в трубах. Используется при прокладке систем вентиляции и водопроводов.
Модели серии WS-164 напольные с ручным управлением. Габариты по площади 1250×1150 мм. Расстояние от пола до верхней точки примерно 1900 мм.
Высокооборотистые шпинделя вращаются каждый от своего двигателя, установленного на шпиндельной головке. Они синхронизированы и запускаются с одной кнопки. В начальной точке обработки упоры фиксируются пружинами. Упоры в стартовой точке поджимаются и фиксируются пружинами. Регулировка расстояния режущей кромки инструмента от оси обрабатываемой трубы производится независимо на каждом шпинделе.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Верхний окончание вала проточен до диаметра 16 мм — это наибольший диаметр инструмента, какой может быть поджат в трехкулачковом патроне нашего сверлильного станка, а нижний—до 17 мм, под внутренний диаметр подшипника 80203.
Подшипник с противопыльными защитными шайбами с двух сторон сделан в корпусе и закрыт крышкой с войлочным сальником. Сам корпус закрепляется к столу станка 2-мя болтами М6 таким способом, чтобы ось оправки стала абсолютно вертикальна и совпадала с осью шпинделя. Для выверки этого состояния верхний конец оправки зажимают в патроне, станок включают на маленькой скорости и, определив точное место корпуса на столе, затягивают гайки его болтов.
Сам корпус закрепляется к столу станка 2-мя болтами М6 таким способом, чтобы ось оправки стала абсолютно вертикальна и совпадала с осью шпинделя. Для выверки этого состояния верхний конец оправки зажимают в патроне, станок включают на маленькой скорости и, определив точное место корпуса на столе, затягивают гайки его болтов.
Чуть выше места установки подшипника на валу (цапфы) имеется буртик, который служит ограничителем при установке режущего инструмента и дополнительной защитой подшипнику от излишнего попадания в него опилок и древесной пыли.
Режущий инструмент при помощи колец и шайб устанавливают на необходимой высоте над буртиком и, подложив сверху еще кольцо либо шайбу, затягивают детали гайкой М20. Для получения нужной поверхности заготовки а также различные фрезы: дисковые, цилиндрические, фасонные. Чтобы на оправку можно было установить режущий инструмент с посадочным диаметром 27 или 32 мм, необходимо выточить переходные втулки.Для удобства обработки длинномерных заготовок на столе сверлильного станка смонтирована рабочая доска длиной около 1500 и шириной 300 мм. Толщина доски выбрана такой, чтобы ее верх немного возвышался над защитным буртиком. В нашем варианте данный размер составил 35 мм. В срединной области доски с одной ее стороны выполнена полукруглая выборка под корпус подшипника и буртик оправки. На столе станка доска закрепляется 2-мя болтами М6 с утопленными в ее тело головками.
На доске, по обе стороны от оправки, смонтированы две направляющие (подводящая и отводящая) из алюминиевого уголка 25×25 мм. Каждая из направляющих крепится к доске двумя болтами М5 или шурупами. Чтобы направляющие можно было перемещать на доске в поперечном направлении, в нижних полках уголков вместо крепежных отверстий выполнены продолговатые пазы. С их помощью регулируется глубина резания.
Поскольку заготовки на станке обрабатываются при максимальной скорости вращения шпинделя, то есть на повышенной передаче, то из-за недостаточной мощности двигателя необходимо следить за его нагревом и при необходимости работать с перерывами.
Шлифовать лучше с помощью наждачной шкурки, закрепленной на деревянном цилиндре высотой 70—80 мм с внутренним диаметром 22 и наружным — 40—50 мм.
ВНИМАНИЕ ЖЕЛАЮЩИМ ЗАРЕГИСТРИРОВАТЬСЯ НА ФОРУМЕ.
Проблема с активацией аккаунта? Напишите на ( ignel(гав)mail.ru, ICQ 50389649 ), указав свой ник и адрес, с которого регистрировались.
Не забываем заглядывать в правила форума . Незнание правил не освобождает от ответственности!
Не забываем заглядывать в Раздел ТБ . Знание правил может спасти жизнь.
Есть вопросы по использованию форума? Ищите ответы в FAQ (ЧаВО) . Там много полезного.
Ищете интересные материалы? Путеводитель по мастер-классам от наших форумчан
- Мастеровой »
- Инструмент, приспособления и мастерская »
- Станки »
- Фрезерные станки (Модератор: art-master,ovoй) »
- Тема: Превращение радиально-сверлильного в фрезерный. Все доводы “за” и “против”?
Автор Тема: Превращение радиально-сверлильного в фрезерный. Все доводы “за” и “против”? (Прочитано 37262 раз)
0 Пользователей и 1 Гость просматривают эту тему.
Фрезы фасонные с затылованным зубом — Режущий инструмент
Рассмотрим процесс изготовления фрез фасонных с затылованным зубом. Необходимо выполнить следующие операции:
- Отрезка заготовки на одну штуку.
- Ковка заготовки.
- Отжиг.
- Очистка песком. Эта операция необходима, так как окалина, попадая на направляющие станины станка, быстро выводит станок из строя.
- Револьверная операция состоит из следующих переходов: а) центрования; б) сверления; в) рассверливания; отверстия диаметром 50 мм и выше обрабатывают двумя сверлами; первое сверло выбирают диаметром 25 мм, а диаметр второго сверла устанавливают ‘в зависимости от принятых припусков на обработку; г) подрезания торца; д) растачивания отверстия; е) растачивания выточки в отверстии; ж) развертывания отверстия.
 Можно ,перед развертыванием производить снятие фасок в отверстии.
Можно ,перед развертыванием производить снятие фасок в отверстии. - Подрезание второго торца в трехкулачковом патроне на токарном станке в случае изготовления фрез из поковок. На этой операции ·снимают слой металла для облегчения шлифования этого торца на плоскошлифовальном станке у фрез длиной ДО 1,25 D.
- Шлифование второго торца на плоскошлифовальном станке сегментным шлифовальным кругом.
- Растачивание выемки с двух сторон на вертикально-сверлильном станке. Эту операцию производят при наличии ее на рабочем чертеже.
- Снятие фасок с двух сторон зенковкой на вертикально-сверлильном станке.
- Протягивание шпоночной канавки.
- Снятие фаски у шпоночной канавки с двух сторон и заусенцев вдоль отверстия по шпоночной канавке.
- Обтачивание по диаметру предварительное и окончательное
- Обтачивание профиля фасонным резцом на токарном станке. На оправку насаживают несколько заготовок.
- Фрезерование зубьев на горизонтально-фрезерном станке. На оправке одновременно фрезеруют несколько штук.
- Фрезерование боков зубьев с двух сторон на горизонтально фрезерном станке.
- Затылование профиля на токарно-затылочном станке. Несколько фрез устанавливают на оправке. Этим сокращается вспомогательное время по сравнению с обработкой одной фрезы на оправке.
- Клеймение на ручном винтовом прессе.
- Термическая обработка.
- Шлифование отверстия и первого торца.
- Шлифование второго торца на плоскошлифовальном станке.
- Затачивание по передней грани универсально-заточном станке. В процессе изготовления эти фрезы подвергают проверке теми же инструментами, что и при изготовлении двухугловых фрез
 Можно ,перед развертыванием производить снятие фасок в отверстии.
Можно ,перед развертыванием производить снятие фасок в отверстии.Памятка при работе на сверлильном станке
ИНСТРУКЦИЯ ПО ОХРАНЕ ТРУДА при работе на сверлильном станке.
1. Общие требования безопасности.
К работе на сверлильном станке допускаются лица, знающие устройство станка и имеющие элементарные знания по электротехнике и слесарному делу, обученные безопасным методам работы, прошедшие проверку знаний инструкций по охране труда.
Лица, виновные в нарушении данной инструкции привлекаются к дисциплинарной ответственности согласно правил внутреннего трудового распорядка.
2. Требования безопасности перед началом работы.
Перед началом работы необходимо произвести внешний осмотр станка, опробовать и убедиться в его исправности.
Спецодежда должна облегать тело работающего, полы пиджака должны обязательно застегиваться, длинные волосы необходимо убрать под головной убор.
Отрегулировать местное освещение станка так, чтобы рабочая зона была достаточно освещена и свет не слепил глаза.
Проверить заземление станка.
3. Требования безопасности во время работы.
Производить сверление на станке разрешается в защитных очках и надежно закрытой кожухом ременной передач.
Во время работы не наклоняться близко к шпинделю и режущему инструменту.
Все детали, предназначенные для обработки, должны устанавливаться в соответствующие приспособления (тиски, кондукторы и т.п.), закрепляемые на столе (плите) сверлильного станка, и крепиться в них. Для крепления тонкого листового металла следует применять специальные приспособления.
Установку деталей на станок и снятие их со станка производить в том случае, когда шпиндель с режущим инструментом находится в исходном положении.
При установке режущих инструментов внимательно следить за надежностью и прочностью их крепления и правильностью центровки. Установку инструментов производить при полной остановке станка.
Установку инструментов производить при полной остановке станка.
Удалять сверла из шпинделя следует специальным клином, который нельзя оставлять в пазу шпинделя.
Использовать на станках инструмент с забитыми или изношенными конусами и хвостовиками запрещается.
Во время работы станка проверять рукой остроту режущих кромок инструмента, глубину отверстия и выход сверла из отверстия в детали, охлаждать сверло мокрыми концами или тряпкой – запрещается.
Стружка из просверленных отверстий должна удаляться только после остановки станка и отвода инструмента.
Сверлить отверстия в вязких металлах следует спиральными сверлами со стружкодробильными каналами.
Для съема инструмента должны применяться специальные молотки и выколотки, изготовленные из материала, от которого не отделяются частицы при ударе.
В случае заедания инструмента, поломки хвостовика сверла, метчика или другого инструмента выключить станок.
При сверлении глубоких отверстий периодически выводить сверло из отверстия для удаления стружки.
Режущий инструмент подводить к обрабатываемой детали постепенно, плавно, без удара.
При ручной подаче сверла и при сверловке напроход или мелкими сверлами не нажимать сильно на рычаг.
Работать на сверлильных станках в рукавицах запрещается. Установка и снятие крупногабаритных деталей должна производиться в рукавицах после остановки станка.
Перед остановкой станка отвести инструмент от обрабатываемой детали.
4. Требования безопасности при аварийных ситуациях.
В случае недомогания или несчастного случая прекратить работу, известить мастера, оказать первую помощь и, при необходимости вызвать врача. Мастер или механик, или лицо его заменяющее, обязан сообщить об этом администрации предприятия для своевременного составления акта о происшедшем несчастном случае и принятия мер, предупреждающих повторение подобных случаев.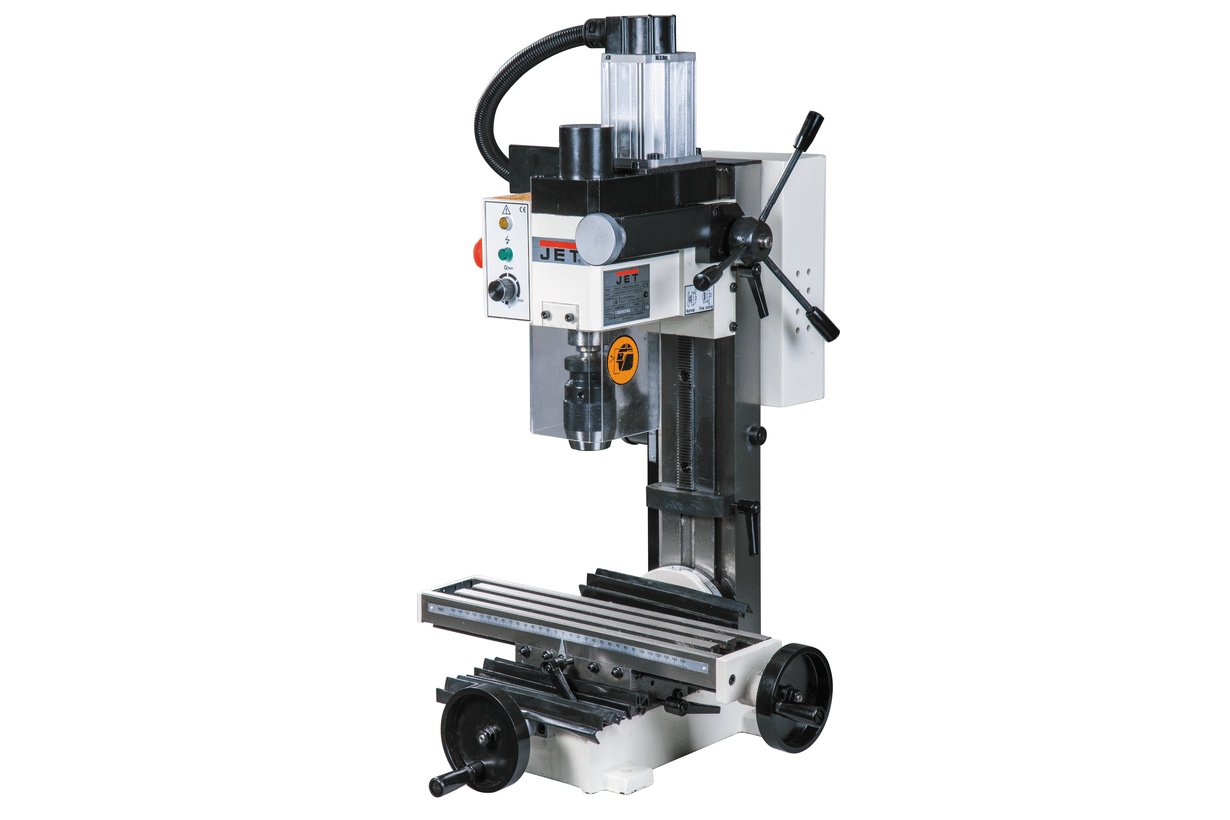
5. Требования безопасности по окончании работы.
Отключить сверлильный станок.
Убрать заготовки, сверла, инструмент.
Рабочее место привести в порядок.
Снять и убрать спецодежду.
Вымыть руки теплой водой с мылом.
Главный инженер _______________/ /
СОГЛАСОВАНО:
Инженер по охране труда _______________/ /
типов сверлильных станков
Дата публикации: 28 ноября 2009 | Обновлено: 28-Nov-2009 | Категория: Образование | Автор: niranjan | Уровень пользователя: Gold | Баллов: 15 |
В этой статье описываются различные типы буровых машин. Прочтите эту статью, чтобы узнать типы сверлильных станков, переносного сверлильного станка, чувствительного сверлильного станка, вертикального, радиального, бурового сверлильного станка, многошпиндельного сверлильного станка и автоматического сверлильного станка.
сверлильные станки
Сверлильный станок – это станок для сверления отверстий. Сверлильный станок играет важную роль в работе цеха. Он расположен рядом с токарным станком в терминале токарного станка в мастерской. Сверлильный станок может в основном применяться для сверления отверстий. Кроме этого, он также может выполнять все операции, выполняемые на токарном станке, но с небольшими трудностями. Сверление отверстий может быть сделано очень легко, эффективно и с низкой стоимостью и высокой скоростью с помощью операции бурения.Все современные металлорежущие сверлильные станки изготовлены из носовых сверл, используемых египтянами в 1200 году до нашей эры.
Типы сверлильных станков
Сверлильные станки бывают различных типов в зависимости от размера, скорости резания, глубины резания и задания, на которых выполняется операция обработки.
Различные типы сверлильных станков:
1) Переносная сверлильная машина
2) Чувствительная сверлильная машина
a) Настольный монтаж
b) Установка на полу
3) Вертикально-сверлильный станок
a) Секция круглой колонны
b) Секция колонной коробки
4 ) Радиально-сверлильный станок
а) Обычный радиально-сверлильный станок
б) Полууниверсальный радиально-сверлильный станок
в) Универсальный радиально-сверлильный станок
5) Многофункциональный сверлильный станок
6) Групповой сверлильный станок
7) Автоматический сверлильный станок
а) Вертикальное сверление станок
б) Станок для глубокого сверления
1) Переносной сверлильный станок
Переносные сверлильные станки – это те, которые можно использовать очень легко и могут сверлить отверстия в любом месте в мастерской. Этот тип сверлильного станка используется для сверления отверстий на объектах, которые нельзя перемещать. Переносные сверлильные станки приводятся в действие как от руки, так и от отдельного двигателя. Все детали этого сверлильного станка маленькие и компактные. Используемый здесь двигатель имеет универсальный тип, что означает, что ему может быть дана мощность постоянного тока или А. С. Глубина отверстий, которые могут быть получены с помощью переносного сверлильного станка, составляет от 12 мм до 18 мм. Ширина отверстия, получаемого с помощью переносного бурильщика, очень мала по размеру.Используются высокие скорости и небольшие сверла. В некоторых случаях эти буровые машины могут также работать на пневматической мощности.
Этот тип сверлильного станка используется для сверления отверстий на объектах, которые нельзя перемещать. Переносные сверлильные станки приводятся в действие как от руки, так и от отдельного двигателя. Все детали этого сверлильного станка маленькие и компактные. Используемый здесь двигатель имеет универсальный тип, что означает, что ему может быть дана мощность постоянного тока или А. С. Глубина отверстий, которые могут быть получены с помощью переносного сверлильного станка, составляет от 12 мм до 18 мм. Ширина отверстия, получаемого с помощью переносного бурильщика, очень мала по размеру.Используются высокие скорости и небольшие сверла. В некоторых случаях эти буровые машины могут также работать на пневматической мощности.
2) Чувствительный сверлильный станок
Эти сверлильные станки обычно используются для сверления небольших отверстий на высоких скоростях на легких работах. Основание машины либо монтируется на скамейке (или) на полу. Различные части чувствительного сверлильного станка
а. Вертикальная колонна
б. Горизонтальный стол
c. Опорная головка двигателя
d.Буровой механизм
эл. Вертикальный шпиндель
В чувствительном сверлильном станке вся подача должна осуществляться вручную, так как нет специального положения для автоматической подачи. Отверстия сверлятся только вручную. Это имеет много преимуществ. Ручная подача помогает оператору почувствовать (или) ощутить ход сеялки, если возникает какой-либо застревание (или) блока, и сеялку можно легко освободить, что предотвращает разрушение (или) разрушения сверла. Чувствительный сверлильный станок можно использовать для сверления небольших отверстий с использованием высоких скоростей ручной подачи.Диаметры, полученные с помощью чувствительного сверлильного станка, составляют от 1,5 до 15,5 мм. Сверхчувствительные сверлильные станки могут легко получить даже маленькие отверстия размером до 0,35 мм. Скорость, используемая для этой операции, может достигать 20000 об / мин.
3) Вертикально-сверлильный станок
Вертикально-сверлильный станок имеет сходную конструкцию по сравнению с чувствительным сверлильным станком. Эта машина также имеет вертикальную колонну, установленную над основанием. Но конструкция более прочная.Он содержит механизм подачи питания, а также имеет отличную таблицу для рабочей нагрузки. Большое количество скоростей шпинделя и подач возможно через вертикально-сверлильный станок. Этот станок наиболее подходит для обработки средних работ. Вертикально-сверлильные станки в основном бывают двух типов.
а. Круглый столбик сечения
б. Сверлильный станок с колонной
4) Радиально-сверлильный станок
Радиально-сверлильный станок можно использовать для сверления деталей среднего и большого размера. Радиально-сверлильный станок имеет большее круглое основание, над которым установлена тяжелая круглая колонна.Радиальный рычаг, который позволяет свободно перемещаться по всей длине колонны. Механизм сверлильной головки установлен над этим рычагом. Этот механизм сверлильной головки может свободно перемещаться по всей длине руки. Не только эти два, но и радиальный рычаг могут качаться 3600. Таким образом, благодаря этим трем особенностям, радиально-сверлильный станок может выполнять бурение больших работ. Если задание маленькое, его можно закрепить на столе, а если задание большое, его можно сверлить, держа его на полу. Существует три типа радиально-сверлильных станков
а.Обычный сверлильный станок
б. Полу универсальный сверлильный станок
c. Универсальный сверлильный станок
а. Горизонтально-сверлильный станок
В этой машине предусмотрены положения для
a. Горизонтальное перемещение буровой головки
б. Вертикальный рычаг регулировки
c. Горизонтальное перемещение бурильной головки вдоль стрелы
d. Круговое движение горизонтального плеча вокруг вертикальной колонны.
б. Полууниверсальный сверлильный станок
В этих станках по всем функциям сверлильного станка с гладкой головкой сверлильная головка может качаться вдоль горизонтальной плоскости, перпендикулярной рычагу. Благодаря этому движению отверстия могут быть просверлены на заготовке под многими углами, отличными от нормального сверления.
в. Универсальный сверлильный станок
В дополнение ко всем функциям полууниверсального сверлильного станка рычаг, на котором установлена сверлильная головка, может вращаться по горизонтальным осям, это свойство позволяет машине сверлить отверстие под любым углом
5) Gang сверлильный станок
В этом типе число колонн одношпиндельного сверлильного станка расположено рядом, но имеет общую базу и общий рабочий стол.Этот тип машины называется буровой станок. В некоторых случаях невозможно выполнить какие-либо регулировки, поскольку они зафиксированы на постоянной основе, но большинство станков смогли изменить подачу и скорость каждого шпинделя, и даже шпиндель можно перемещать. Этот тип буровых машин используется для производственных работ. У них есть гибкость смены инструментов также.
6) Многошпиндельный сверлильный станок
В этом станке количество шпинделей соединено с одним двигателем и приводится в движение.Этот сверлильный станок широко используется для производственных работ. В этих машинах движение подачи обычно достигается поднятием стола. Работа может быть даже надежно выполнена путем перемещения сверлильной головки вниз. Шпиндели сконструированы таким образом, что расстояние между центрами каждого шпинделя можно регулировать. Шпиндель обычно крепится с помощью сверла. Основным недостатком является то, что скорость не может контролироваться для одного шпинделя. Все шпиндели обычно подключаются к главному приводу с помощью универсального шарнира для облегчения регулировки межосевого расстояния между шпинделями.
7) Автоматические сверлильные станки
В этом методе весь процесс происходит автоматически, начиная с загрузки работы до выгрузки готового продукта, без каких-либо ручных требований. Эта машина чаще всего используется в производственных целях. Кроме сверления могут быть выполнены другие операции, такие как обработка, фрезерование, хонингование, нарезание резьбы.
Кроме сверления могут быть выполнены другие операции, такие как обработка, фрезерование, хонингование, нарезание резьбы.
8) Станки для глубокого сверления
Этот тип сверлильных станков в основном используется для сверления глубоких отверстий.Этот тип машины обычно используется в буровых стволах, коленчатых валах, длинных валах и т. Д. Обычно эти машины используются на высоких скоростях и с низкой подачей. Жидкости для резки строго используются для охлаждения кромок инструмента и удаления стружки с места резания. Долгая работа, естественно, поддерживается многими опорами, чтобы предотвратить любое отклонение в работе. Вращение работы и бурение сделано, чтобы получить точность. Эти машины могут быть горизонтальными (или) вертикальными и использоваться таким образом, что инструмент выполнен с возможностью возвратно-поступательного перемещения от точки резания к внешней стороне корпуса, что помогает в удалении стружки
2. Сверлильный станок. 2.1 Введение. 2.2 Конструкция сверлильного станка. 2.3 Типы сверлильных станков Переносной сверлильный станок
Думай аккуратно
Подумайте о точности, подумайте о HSS РЕЗЮМЕ ОБРАБОТКИ ИНСТРУМЕНТОВ 2 Увеличьте развертку 3 Какой HSS для максимальной эффективности? 4 Покрытия для лучшей производительности 5 Словарь 6 Выберите правильный дизайн 7 Типы скоса
Дополнительная информацияВведение в JIGS И FIXTURES
Введение в JIGS И КРЕПЛЕНИЯ Введение Успешный запуск любого массового производства зависит от взаимозаменяемости, что облегчает сборку и снижает удельные затраты.Массовое производство
Дополнительная информацияТокарный фрезерный станок
Токарно-фрезерное навесное оборудование L C. MASON BY CLEVERLY, укладывающее холоднокатаный плоский прокат вместе, Т-образные пазы и ползун для этого токарно-фрезерного навесного оборудования изготавливаются без дорогостоящего оборудования. На самом деле только два инструмента,
Дополнительная информацияИнструмент Bonelle и шлифовальный станок
Инструмент и режущий инструмент Bonelle Измельчитель был построен примерно в 1987 году и экспонировался на 89-й выставке модельного машиностроения, где был награжден бронзовой медалью (см.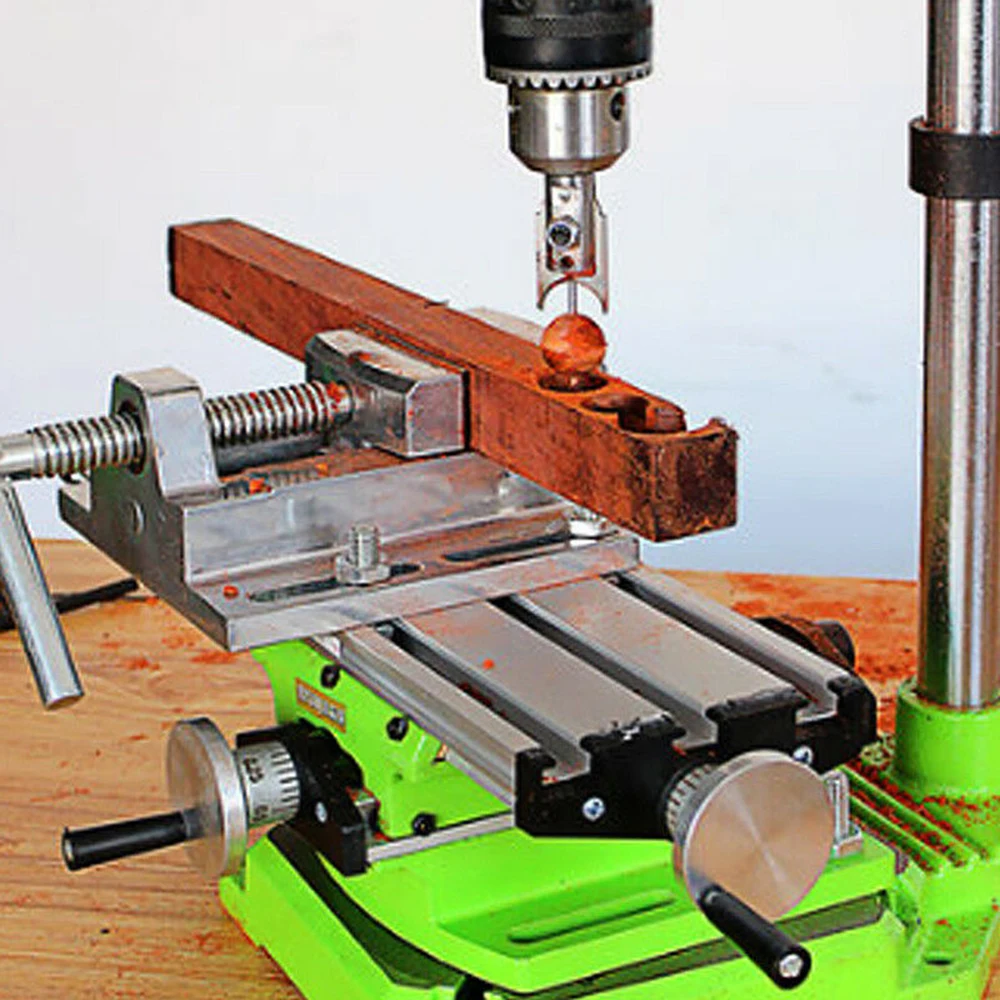 ME Vol164 № 3868, стр. 273).Впоследствии
ME Vol164 № 3868, стр. 273).Впоследствии
СТАНОК ДЛЯ ТОЧКИ ZFWZ 8000×40
Инвентарный номер 416/635 Год выпуска 1973 Серийный номер 7160 HOBBING MACHINE TYPE ZFWZ 8000×40 Применение Станок предназначен для фрезерования цилиндрических, винтовых и спиральных зубчатых колес. Зуб
Дополнительная информацияОбщие термины машиностроения
Общие термины для машиностроения Шар и фиксатор (n) Простое механическое устройство, используемое для удержания движущейся части во временно фиксированном положении относительно другой детали.Мяч скользит внутри скучно
Дополнительная информацияРуководство по продукту SaraDrill
Руководство по эксплуатации SaraDrill SARADRILL / БЫСТРОЕ РУКОВОДСТВО Сверление по твердой поверхности – проверенная технология для сверления отверстий большого диаметра на станках с малой мощностью. Сверление отверстий диаметром от 49 до 270 мм из цельного
Дополнительная информацияИзготовление зубчатых колес и реек шестерни
Изготовление ножей с зубчатым колесом и шестерней При изготовлении часов ручной работы или при ремонтных работах иногда требуется резак нечетного размера.Иногда требуется только одна шестерня, которая не оправдывает стоимость рекламы
Дополнительная информацияCOMPACT. Бурение КОМПАКТ
КОМПАКТ Наша новейшая разработка машин все еще производится здесь, на нашей собственной фабрике. Эта машина сочетает в себе весь наш предыдущий опыт и знания в области строительства буровых машин, но с меньшими затратами.
Дополнительная информацияФрезерные и обрабатывающие центры
Цель обучения После просмотра программы и просмотра печатного материала зритель получит знания и понимание основных теорий и процедур фрезерования.Кроме того, зритель будет
Дополнительная информацияMACHINE TOOLS LAB РУКОВОДСТВО
ИНСТРУМЕНТ МАШИНОСТРОЕНИЯ LAB РУКОВОДСТВО 3-Й ГОД B.TECH I-SEMESTER МЕХАНИЧЕСКИЙ ИНЖЕНЕРНЫЙ ОТДЕЛ МАЛАНДЕРИЙСКОГО КОЛЛЕДЖА ТЕХНОЛОГИЧЕСКОГО СЕКУНДАРАБАДА 14. ИНДЕКС А.П. Дополнительная информация
ИНДЕКС А.П. Дополнительная информация
Съемные алюминиевые столбы
Post Solent Sail Shades Ltd 120 Биллингтон Гарденс Хедж Энд Саутгемптон SO30 2RT Тел. / Факс: 01489 788243 www.solentsailshades.co.uk Электронная почта: [email protected] Съемные алюминиевые стойки Однополюсный
Дополнительная информацияиндексируемый центр Drill
Наш инновационный дизайн оснастки повышает производительность и конкурентоспособность, одновременно снижая производственные требования в различных отраслях промышленности. Система оснастки разработана, чтобы помочь пользователям обработки
Дополнительная информацияЗаточка Компаньон
Повторное заточение Companion 10950 Правильные углы, рисунки и пошаговые инструкции Resharpening Companion призван стать руководством и кратким справочным пособием, которое поможет вам повысить резкость.Он не предназначен для замены
Дополнительная информацияТехническая информация
касание Техническая информация Руководство по поиску и устранению неисправностей 115 КНОПКА НЕ НАЧИНАЕТСЯ Глубина программы: Размер сверла по методу: Острота метчика: Ход сжатия может использовать всю глубину программы. Проверьте размер сверла.
Дополнительная информацияФрезерный патрон
Особенности фрезерного патрона С момента своего первого появления в отрасли в 1963 году Nikken продала более 2 000 000 человек по всему миру и никогда не прекращала совершенствовать свой оригинальный дизайн.Благодаря роликовым подшипникам
Дополнительная информациядля ручных фрезерных станков
УПРАВЛЕНИЕ МАШИНОСТРОЕНИЯ МАШИНОСТРОЕНИЯ МАШИНЫ МАШИНЫ СТАНДАРТНОГО УПРАВЛЕНИЯ МАШИНОСТРОИТЕЛЬНЫМ МАШИНОСТРОЕНИЕМ РУССКОЙ ПЕРСПЕКТИВЫ ПЕРЕСМОТРЕНИЯ: V5 ДАТА: 11-15-2011 СОДЕРЖАНИЕ РАЗДЕЛ РАЗДЕЛ ТЕМА (И) СТРАНИЦА Основные возможности
Дополнительная информацияИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ДЛЯ
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ДЛЯ КЛЮЧЕВЫХ МАШИН MEDECO ДЛЯ ОРИГИНАЛА MEDECO, BIAXIAL, MEDECO 3, KEYMARK CLASSIC & KEYMARK X4 ЗАМКИ ВЫСОКОЙ БЕЗОПАСНОСТИ MEDECO НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ЗА ТРАВМУ ИЛИ СОБСТВЕННОСТЬ
Дополнительная информацияЧИСТЯЩАЯ РЕШЕТКА ДЛЯ ДУБЛИКАТОРА
Положите плоскую поверхность фрезы или долота на плоскую верхнюю поверхность фрезы, а остальную часть фрезы нависайте над краем. Протрите резак или долото вверх и вниз по хону (Рисунок 24-44). Обязательно проведите
Протрите резак или долото вверх и вниз по хону (Рисунок 24-44). Обязательно проведите
ОБОРУДОВАНИЕ С ЧПУ И ОСНОВЫ ИНСТРУМЕНТА
Computer Aided Manufacturing (CAM) ОБОРУДОВАНИЕ ДЛЯ ОБОРУДОВАНИЯ И ОБОРУДОВАНИЯ ЧПУ Assoc. Assoc. Профессор, доктор Тамер С. Махмуд 1. Детали станков с ЧПУ Любой станок с ЧПУ состоит в основном из следующих частей: Программа обработки деталей,
Дополнительная информацияТруборезные и скошенные раскладушки
Раскрой труборезов и раскосные грейферы Кто мы – одна компания, полная поддержка, комплексные решения На протяжении более чем столетия Hydratight предоставляет решения для болтовых соединений мирового класса и продолжает устанавливать международные
Дополнительная информацияФрезерный центр
Фрезерный центр TR BED TYPE Фрезерный центр TR BED ТИПОВЫЙ ЦЕНТР BED TYPE ВЫСОКАЯ ЭФФЕКТИВНОСТЬ В КОМПАКТНОМ СТАНКЕ, ПРЕДОСТАВЛЯЮЩИХ ТОЧНЫЙ КОМПЛЕКС ФРЕЗЕРНЫЙ Фрезерный центр TR BED Фрезерный центр TR
Дополнительная информацияL I V E T O O L F O R O K U M A
L I V E T O O L F O R O K U M A Путь к успеху [Heimatec штаб-квартира-Германия] Heimatec – международная производственная компания со штаб-квартирой в Ренхене, Германия.Heimatec S 40000 квадратных футов,
Дополнительная информацияТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ Модели № 2012NB Описание 304-мм (12 “) Автоматический рейсмусовый станок КОНЦЕПЦИЯ И ОСНОВНЫЕ ПРИМЕНЕНИЯ * Компактный и легкий (27 кг. / 59 фунтов) автоматический рейсмусовый станок для облегчения
Дополнительная информациядля ручных инструментальных комнат
УПРАВЛЕНИЕ МАШИНОСТРОЕНИЯ МАШИНОСТРОЕНИЯ МАШИНЫ МАГАЗИНА СТАНДАРТА РАБОТЫ РУЧНОГО ИНСТРУМЕНТАЛЬНОГО ОБОРУДОВАНИЯ ДЛЯ ИНСТРУМЕНТАЛЬНЫХ ИНСТРУМЕНТОВ: V5 ДАТА: 11-28-2011 СОДЕРЖАНИЕ РАЗДЕЛ ТЕМА (И) СТРАНИЦА Основные возможности
Дополнительная информацияTA-A BED ТИП ФРЕЗЕРНЫЙ ЦЕНТР
TA-A BILL TYPE MILLING CENTER TA-A BILL MILLING CENTER ФРЕЗЕРНЫЙ ЦЕНТР ВЫСОКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ В КОМПАКТНОМ МАШИНЕ Высокая производительность по складированию TA-A BILL TYPE TILLPE CENTER 2 TA-A Фрезерный центр TA-A –
Дополнительная информацияVCE VET ИНЖЕНЕРНЫЕ ИССЛЕДОВАНИЯ
Викторианский аттестат об образовании 2013 г. НАДЗОР ДЛЯ ПОДГОТОВКИ ОБРАБОТКИ ЭТИКЕТКИ ЗДЕСЬ СТУДЕНЧЕСКИЙ НОМЕР Буквенные цифры Слова VCE VET ИНЖЕНЕРНЫЕ ИССЛЕДОВАНИЯ Секция письменного экзамена Среда 20 ноября 2013 г.
НАДЗОР ДЛЯ ПОДГОТОВКИ ОБРАБОТКИ ЭТИКЕТКИ ЗДЕСЬ СТУДЕНЧЕСКИЙ НОМЕР Буквенные цифры Слова VCE VET ИНЖЕНЕРНЫЕ ИССЛЕДОВАНИЯ Секция письменного экзамена Среда 20 ноября 2013 г.
Руководство по установке AZEK Rail
TRIM MOLDING DECK PILCH РЕЙЛОВЫЕ ПЛАСТИНЫ Руководство по установке направляющей AZEK Установка направляющей AZEK с помощью CableRail от Feeney… 1 Установка CableRail от Feeney для железной дороги AZEK … 7 Установка железнодорожной лестницы AZEK с CableRail
Дополнительная информацияСкучно. Содержание. Бурильные
содержание oring oring ackground … 3 типа oring операции … 4 инструмента oring … 5 трубок типа расточного инструмента … 6 Черновая обработка … 6 чистовая обработка … 7 Вставки для расточки … 8 обработка и установка расточные инструменты … 9 способов
Дополнительная информацияОПТИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ СТАНКИ
ОПТИЧЕСКИЕ СТАНКИ ИЗМЕРЕНИЯ SYLVAC SCAN Предназначенные для быстрого и бесконтактного измерения цилиндрических деталей, наши новые станки SCAN основаны на принципе сканера.Эта техника позволяет воспроизвести
Дополнительная информацияПланы стола листа понижения ноги ворот
Подготовка заготовок столешницы: Отрежьте и склейте достаточно 3/4 заготовки, чтобы сделать три панели длиной 40 на 24 ширины (они будут обрезаны до окончательного размера позже) Пока клей высохнет, мы будем работать на ногах. Подготовка
Дополнительная информация ,Бурение 1 | TeachingEnglish | Британский Совет
- Исходя из мнения бихевиориста, что изучение иностранного языка, как и других навыков, является просто вопросом правильного формирования привычки, считалось, что правильное повторение фраз много раз приведет к овладению языком.
- В настоящее время мы знаем, что изучение языка – это не так, это гораздо более сложный и творческий процесс, а язык – это нечто большее, чем просто список структур, которые нужно запомнить.

Подход, основанный в основном или только на языковых упражнениях, вряд ли найдет сегодня много приверженцев. Тем не менее, бурение остается полезным методом в классе, если оно используется надлежащим образом.
- Какие упражнения могут быть полезны для
Что такое бурение
В простейшем случае, бурение означает прослушивание модели, предоставленной учителем, записью на пленку или другим учеником, и повторение услышанного. Это упражнение на повторение, методика, которая до сих пор используется многими учителями при введении новых языковых предметов для своих учеников.Учитель произносит (моделирует) слово или фразу, а ученики повторяют это.
- Другие типы упражнений включают в себя замещающие упражнения или вопросы и ответы. Заместительные упражнения могут использоваться для отработки различных структур или словарных элементов (то есть, одно или несколько слов меняются во время тренировки).
- Пример:
Подсказка: «Я иду на работу. Он? »~
Ответ:« Он идет на работу ».
- Пример:
- В учениях по вопросам и ответам подсказка – это вопрос, а ответ – ответ.Это используется для практики общих пар смежности, таких как «В чем дело?», «У меня есть (головная боль)». или «Могу ли я взять (ручку), пожалуйста?», «Да, вот, пожалуйста». Слова в скобках здесь могут быть заменены во время тренировки.
Во всех упражнениях учащиеся не имеют или почти не имеют выбора в отношении того, что говорится, поэтому упражнения являются формой очень контролируемой практики. Существует один правильный ответ, и основной упор делается на «правильном подходе», то есть на точности. Тренировки обычно проводятся хорально (то есть повторяется весь класс), а затем индивидуально.Существует также возможность групп или пар студентов, которые проводят языковые упражнения вместе.
Какие упражнения могут быть полезны для
Для учеников упражнения могут:
- Обратите внимание на точность. Повышенная точность (наряду с повышенной беглостью и сложностью) является одним из способов улучшения языка учащегося, поэтому необходимо сосредоточиться на точности на определенных этапах урока
или во время выполнения определенных типов задач.
 Повышенная точность (наряду с повышенной беглостью и сложностью) является одним из способов улучшения языка учащегося, поэтому необходимо сосредоточиться на точности на определенных этапах урока
Повышенная точность (наряду с повышенной беглостью и сложностью) является одним из способов улучшения языка учащегося, поэтому необходимо сосредоточиться на точности на определенных этапах урока - Предоставьте учащимся интенсивную практику слуха и произнесения определенных слов или фраз.Они могут помочь учащимся научиться говорить на сложных звуках или имитировать интонацию, которая может сильно отличаться от интонации их языка.
- Предоставьте учащимся безопасную среду для экспериментов с созданием языка. Это может помочь укрепить доверие, особенно среди учащихся, которые не рискуют.
- Помогите студентам заметить правильную форму или произношение слова или фразы. Замечание или повышение осведомленности о языке является важным этапом в развитии языковой компетенции.
- Предоставьте учащимся возможность получить немедленную обратную связь об их точности в плане коррекции учителя или сверстников. Многие ученики хотят, чтобы их исправили.
- Помощь в запоминании и автоматизации общих языковых шаблонов и языковых блоков. Это может быть особенно актуально для слушателей.
- Удовлетворить ожидания учащихся, то есть они могут подумать, что бурение является важной особенностью языковых классов.
Для учителя, сверла могут:
- Помощь с точки зрения управления классной комнатой, что позволяет нам варьировать темп урока или привлекать всех учащихся.
- Помогите нам определить, вызывает ли новый язык проблемы с точки зрения формы или произношения.
Что мы должны сверлить
На всех уровнях мы должны сверять словарный запас или куски языка, которые вызывают проблемы с произношением.
- На низком уровне ученики все еще привыкли к звукам английского языка и нуждаются в большом количестве возможностей, чтобы обрести язык вокруг себя, поэтому вероятно, что бурение будет использоваться больше.
- Звуки, которые либо не существуют в их L1, либо звучат по-другому.
- Согласные скопления и слабые формы также могут вызывать затруднения – например, в словах типа растительный, удобный.

- На уровне фразы интонация, ударение и слабые формы часто вызывают трудности в обучении, а на более высоких уровнях все еще могут быть проблемы с этими аспектами произношения. Трудно сказать такие фразы, как «Если бы я знал, что ты придешь, я бы остался дома».
- Паттерны интонации, которые имеют решающее значение для значения, также могут быть полезны с помощью сверления, например, вопросов с метками (которые требуют подтверждения или являются подлинными вопросами) или выражений типа «Вы могли бы сказать, что это был его день рождения!» (как упрек).
Если мы считаем, что бурение помогает нашим ученикам запоминать язык, мы должны также сверлить полезные и общие языковые блоки, чтобы помочь им усвоить их. Это будет включать в себя много общих фраз, таких как,
Бурение структур как таковых, по-видимому, гораздо менее вероятно, будет полезным из-за умственной обработки, которая требуется для точного применения грамматических правил, особенно если это новая часть языка для учащихся.
Когда мы должны бурить
Чтобы учения были значимыми, учащиеся должны понимать, что их просят сказать.Монотонное пение деконтекстуализированного языка никому не полезно.
- Это означает, что работа над значением языка должна проводиться до сверления.
- Бурение может быть удобно и эффективно включено во многие типы уроков – будь то модель PPP или подход на основе задач, например.
- Бурение может проходить этап языковой фокусировки, особенно если вы имеете дело с разговорным языком. Однако ожидать от учеников правильного понимания может быть слишком много, поэтому вы можете захотеть начать бурение позже для корректирующих целей.Или вы можете сделать это после беглого задания в качестве стратегии коррекции.
Однако не следует использовать слишком много; если это вызывает скуку, это вряд ли будет полезно вообще.
В Drilling 2 мы рассмотрим некоторые способы сделать обучение более креативным, продуктивным и увлекательным для студентов.
Вертикально сверлильный станок 2Н125: описание, технические возможности
Простота конструкции, надежность, точность обработки, универсальность – эти свойства более 60 лет делают вертикально-сверлильный станок модели 2Н125 популярным среди профессионалов. Он дает возможность выполнять подрезки торцов деталей, развертывания, зенкерования и еще многих процедур, доступных не каждому современному оборудованию.
Оглавление:
- Общая информация
- Конструкционные элементы
- Модификации
- Преимущество оборудования
Назначение, обзор функций
Для станка характерно формирование отверстий с максимальным размером сечения 25 мм. Это обуславливает основную сферу его использования в мелкосерийном производстве.
1. 2Н125 относится к 4 категории, классу точности «Н» и соответствует ГОСТ 15150.69:
- обеспечивает нужную схему при обработке деталей;
- имеет необходимые параметры оборотов и подач;
- доступность работы с любым видом материала, включая высокопрочные сплавы.
2. Размеры вертикально-сверлильного станка допускают использование заготовок нестандартных форм с большими габаритами.
3. Электродвигатель имеет механизм реверсирования, благодаря которому можно нарезать резьбу.
4. Рабочий стол можно переместить вверх и вниз на 27 см, а шпиндель >12 cм.
Кинематическая схема у станка 2Н125 несложная, но эффективная. Ремонтные работы выполняются стандартным набором инструментов. Устройство может работать в сложных условиях, позволяя использовать свои эксплуатационные функции по максимуму:
- шпиндель может вращаться с частотой 45-2000 об/мин;
- регулировка скорости вращения 12 ступенчатая;
- на станке предусмотрено 9 рабочих передач.

Управление и настройка 2Н125 происходит в ручном режиме. Допускается подключение к одно- и трехфазной сети.
| Параметры оборудования | Значение | ||
| Ø(max) сверления, мм | 25 | ||
| Питание | Напряжение, В | 220-380 | |
| Мощность кВт | 2,2 | ||
| Расстояние, мм | От стойки до сверла | 250 | |
| Шпиндель (min – max) | Стол | 60-700 | |
| Плита | 690-1060 | ||
| Параметры стола, мм | Поверхность для работы | 400х450 | |
| Вертикальное перемещение 2Н125 | 270 | ||
| Число пазов Т-образной формы | 3 | ||
| Шпиндель | Наибольшее перемещение, мм | Установочное | 170 |
| Ходовое | 200 | ||
| Частота оборотов, об/мин | Холостой ход
| 45-2000 | |
| Количество скоростей | 12 | ||
| Количество передач | 9 | ||
- Оборудование стоит купить при необходимости изготовления мелких деталей для приборов.
- У вертикально-сверлильного станка 2Н125 фактически все блоки идентичны аналогичным агрегатам и взаимозаменяемы.
Габариты 2350х785х915 и вес равный 880 кг позволяют установить его практически в любом производственном помещении, но сильно ограничивают территорию при индивидуальном применении.
Характеристики, разновидности и нюансы
Реверсное устройство, конструктивно предусмотренное в вертикально-сверлильном станке, позволяет использовать метчики для нарезания резьбы.
1. 2Н125 имеет стандартную комплектацию, но может оснащаться дополнительными узлами.
2. Электрооборудование имеет несколько степеней защиты от перегрузки:
- катушки;
- тепловые реле;
- магнитные пускатели.
Обязательным у 2Н125 является подключение электросхемы к центральному заземлению в целях предохранения от замыкания. Для этого оборудование имеет кронштейн.
| Наименование | Использование | ||
| Станина (фундаментная плита) с колонной | Являются снованием; внутри колонны расположена система охлаждения с резервуаром отстаивания жидкости. Большая часть деталей плиты выполняется из чугуна. | Обеспечивает устойчивость вертикально-сверлильных станков, имеет большой вес. Колонна жестко закрепляется; дает невосприимчивость к вибрационным нагрузкам. На данный узел устанавливается электродвигатель. | |
| Стол | Имеет пазы в форме Т. | Может менять расположение в вертикальной плоскости. | |
| Головка сверления | Коробчатая отливка на стойке, в которой у 2Н125 расположены: противовес шпинделя, а также устройства подач и переключения скоростей с ременным приводом. Допускается замена шкивов клиноременной передачи для достижения параметров скорости вращения шпинделя, подходящих для решения поставленной технологической цели. | ||
| Коробка подач | 4 вала с расположенными на них блоками подвижных шестерней, соединенных в комплекс2х3. | Выполняет до 9 подач разного значения. Имеется кулачковая муфта, защищающая все части блока от поломок при возникновении критической нагрузки, а также при проведении операции с упором. | |
| Коробка скоростей с приводом | Подает вращательное движение на шпиндель. | Закрепляется на станине. | |
| Система смазки | Осуществляется плунжерным насосом. | Для контроля расхода имеется маслоуказатель. | |
| Блок переключения | Подач | 6 положений: 3 на ост, 3 на окружности. | Процесс у 2Н125 производится ручкой. Рабочий требуется контроль количества запущенных операций. |
| Скоростей | 7 точек: 3 вдоль оси, остальные по окружности. | ||
| Шпиндельная головка | Место крепления патрона под сверла. Нижнему подшипнику передается усилие подачи по оси, а верхний принимает усилия выбивки. | Технические характеристики предусматривают в 2Н125 только 1 узел этого типа. Расположена на вертикальной колонне. | |
Модельный ряд
С момента первого изготовления со станком 2Н125 неоднократно проводили работы по технологическому улучшению, в результате которых было разработано и выпущено множество разных модификаций.
- Модели имеют мало отличающуюся кинематическую основу , по принципу действия схожи с базовым устройством.
- Среди усовершенствованных агрегатов есть станки не с одной сверлильной головкой. Это дает возможность устанавливать множественной установки инструментов, в разы увеличивая производительность.
| Модель | Тип изменения | Нюансы |
| 2Н125А | Процесс сверления автоматизирован. | Параметры выставляются перед началом операции, впоследствии осуществляется их контроль. |
| 2Н125С | Вертикально-сверлильный станок, имеющий многофункциональный шпиндельный блок, несколько гнезд для крепления инструментария. | Головки установлены на пиноли фланцевого типа. Повышение эффективности и скорости обработки. |
| 2Н125Н | Добавлены многошпиндельные головки для сверления, а также столы с функцией поворота. | Расширенный функционал, выполнение действий более удобно, чем в 2Н125. |
| 2Н125К | Операционный стол крестообразной конструкции. | Координатный плоскостной механизм. |
| 2Н125Ф2 | Задействована система ЧПУ, имеются крестового вида стол и головка револьверного типа. | |
Имеющийся тип изменения можно определить по последней литере в цифробуквенном обозначении станка.
- Для удобства обслуживания и ремонта у 2Н125 и всех его модификаций доступ к электрооборудованию и основным узлам управления происходит через специальный шкаф.
- Шпиндель устанавливается стандартного исполнения с конусом по форме М3. Его головка может смещаться не более чем на 170 мм, при ходе в 200 мм.
- На всех агрегатах, согласно техническим характеристикам, стоит электродвигатель Х14-22М, мощность которого равна 2,2 кВт.
- Рабочие подачи, холостой ход и большинство остальных параметров идентичны.
- Работа двигателя, реверсный ход запускаются кнопочным выключателем.
Главным отличием более современных моделей является наличие автоматики и ЧПУ. Однако большинство вертикально-сверлильных станков оснащено ручной механикой.
Преимущества модели
Главным плюсом станка 2Н125 можно назвать отсутствие специальных требований к условиям организации его работы. Основное, что необходимо осуществить после установки и наладки агрегата:
- проверить отсутствие дефектов внутри и снаружи узлов;
- дать станку немного поработать на холостых оборотах.
Любые ремонтные работы выполняются при полном отключении электропитания.
- Конструкция 2Н125 имеет систему охлаждения детали в случае ее нагрева при обработке. Для этого над операционной поверхностью выводится трубка, которая может менять свое положение.
- Технические характеристики дают возможность перенастраивать режим подачи, при этом не требуется полностью останавливать шпиндель.
- Допускается использование сверл любых типов и установка разных мечиков.
- Максимальная высота заготовки, в которой допустимо сверление отверстия, равна 27 см.
Универсальность вертикально-сверлильных станков позволяет в равной степени использовать их на дерево и металлообрабатывающих предприятиях.
1. Данное оборудование стоит приобрести для:
- зенкерования и зенкования;
- развертывания отверстий;
- растачивания отверстий;
- нарезания резьбы;
- выглаживания.
Кроме того его можно купить для выполнения мелких фрезерных и прочих операций.
2. У 2Н125 необходимость в ремонтах из-за нестабильной работы узлов минимальна. Но для поддержания равновесия нужно соблюдать основные положения по эксплуатации указанные в паспорте:
- использовать только исправные приспособления и инструменты;
- обязательно охлаждать станок во время работы;
- при сверлении периодически освобождать инструмент от стружки.
3. Описание агрегата указывает, что автоматическое выключение подачи инструмента срабатывает:
- после достижения требуемой глубины сверления;
- при критических нагрузках, для защиты от поломки.
Вертикально-сверлильный агрегат 2Н125 и его модификации имеют минимальное количество недостатков. Наибольшее нарекание у операторов вызывает отсутствие механизма быстрой остановки двигателя. Данное действие можно произвести только путем перевода в нейтральное положение рычага коробки скоростей.
Фрезерование и восстановление клапанных гнезд
Восстановление правильной формы фасок клапанных гнезд, у которых утопание нового клапана ниже плоскости разъема головки цилиндров менее 2,5 мм производится фрезерованием набором фрез в следующей последовательности:
а) фрезерование черновой фрезой 45° до выведения следов износа;
б) фрезерование фрезами 75 и 15° до установления ширины рабочей фаски 1,9—2,4 мм;
в) фрезерование чистовой фрезой 45° до установления ширины рабочей фаски 2—2,5 мм.
Направляющий стержень фрезы должен входить в отверстие втулки клапана с зазором не более 0,05 мм.
При наличии специального приспособления вибрирующей оправки для шлифования гнезд клапанов рекомендуется вместо фрезерования производить шлифование клапанных гнезд. Чистота обработанной поверхности фаски клапана должна соответствовать 6-му классу.
Раковины, риски и задиры на рабочих поверхностях фасок не допускаются.
Восстановление клапанных гнезд кольцеванием
Восстановление клапанных гнезд, у которых утопание нового клапана ниже плоскости разъема головки цилиндров более 2,5 мм производят запрессовкой чугунных колец в расточенные клапанные гнезда или же наплавкой поверхностей клапанных гнезд чугуном, что более рационально.
Одним из способов восстановления клапанных гнезд, который можно применить в условиях мастерских «Сельхозтехники», является кольцевание клапанных гнезд.
Для этой цели гнезда клапанов в головке цилиндров растачивают при помощи приспособления на расточном станке 278А или на сверлильном станке до размеров, приведенных в табл. 26 и на рис. 52, а.
Затем изготовляют кольца (рис. 52, б) из специального чугуна с содержанием углерода 2,7—3,3%, марганца— 0,5—0,9, серы — не более 0,12, кремния—1,8—2,3, хрома—1,3—1,6, никеля — 3,0—4,5 и фосфора — 0,15%.
Допускается изготовление колец из чугуна СЧ 21-40. Твердость кольца должна составлять НRС 25 ? 32. Размеры колец приведены в табл. 27 и на рис. 52, б.
Проверка практикой многочисленных вариантов крепления колец в теле головки (развальцовка, приварка, стопорение и др.) показала, что наиболее надежным является осуществление прессовой посадки с натягом 0,2—0,3 мм без каких-либо дополнительных закреплений колец.
Надежность крепления колец достигается:
1) качеством материала кольца;
2) точностью и чистотой сопрягаемых поверхностей.
Неперпендикулярность наружной цилиндрической поверхности кольца относительно упорного торца не должна быть более 0,03 мм на крайних точках.
Биение наружной цилиндрической поверхности кольца относительно внутренней (разностенность) не должно быть более 0,03 мм.
Чтобы в процессе работы избежать возможной деформации колец, вызываемой внутренними напряжениями, рекомендуется подвергать заготовки колец старению или нагреву до температуры 400—500° с выдержкой при данной температуре в течение 6 часов.
Кольца запрессовывают в расточенные гнезда при помощи ступенчатой оправки с предварительным нагревом головки цилиндров в масле до температуры 150— 170° или в печи до температуры 400—425°. После запрессовки колец их внутреннюю рабочую поверхность под фаску клапана обрабатывают по ранее описанной технологии.
Лучшим способом восстановления клапанных гнезд является наплавка изношенных поверхностей чугуном кислородно-ацетиленовым пламенем при общем нагреве детали.
Проектирование системы электроснабжения машиностроительного завода (стр. 1 из 20)
Аннотация
Темой данного дипломного проекта является проектирование системы электроснабжения машиностроительного завода.
В дипломном проекте рассмотрены следующие вопросы:
Краткая характеристика технологического процесса;
Определение расчётных электрических нагрузок;
Выбор системы питания системы электроснабжения;
Выбор системы распределения комбината;
Расчёт токов короткого замыкания;
Выбор основного оборудования, а также его проверка по условиям короткого замыкания;
Релейная защита и автоматика;
Расчёт самозапуска электродвигателей;
Расчёт молниезащиты и заземляющего устройства подстанции;
Система электроснабжения удовлетворяет требованиям надежности и экономичности.
1. Введение
Системой электроснабжения называется комплекс устройств предназначенных для производства, передачи и распределения электроэнергии.
Сложность вопросов проектирования систем электроснабжения промышленных предприятий заключается в оптимальном, рациональном и эффективном решении этой проблемы. Именно комплексное решение данной задачи в совокупности с необходимыми требованиями и стандартами электроснабжения позволяют экономически и технически грамотно работать всему предприятию.
Нет необходимости говорить тяжелом финансовом состоянии промышленности, поэтому руководителям предприятий нужно решать данную проблему. Одними из самых прогрессивных мер в этом направлении являются мероприятия по сбережению энергоресурсов и, следовательно, уменьшению энергоемкости выпускаемой продукции, что приводит к снижению её себестоимости и повышению конкурентоспособности. Оптимальное сочетание экономических и технических решений при проектировании систем электроснабжения совместно с внедрением энергосберегающих технологий есть наиболее существенная мера решения этой задачи.
Качество электроэнергии в нашей энергосистеме часто не удовлетворяет нормам установленным ГОСТ. В этом, прежде всего, повинны предприятия, на которых не всегда соблюдаются правила устройств электроустановок, а также не применяются технические решения по уменьшению влияния электроприемников (полупроводниковые преобразователи, вентильные электроприводы, дуговые печи, и т.д.) на качество электроэнергии.
Технически правильное решение при создании систем электроснабжения исключает появление недопустимых отклонений параметров электроэнергии (падение напряжения), неравномерное распределение токов по фазам, удорожание ремонтных, монтажных и эксплуатационных работ. Все это влияет на производительность предприятия и качество продукции.
Проект электроснабжения предприятия должен учитывать возможность дальнейшего развития и укрупнения производства и связанного с этим увеличения потребляемой мощности.
Основной целью дипломного проекта ставится закрепление полученных на протяжении всего курса обучения знаний, а также получение опыта проектирования системы электроснабжения конкретного предприятия.
2. Исходные данные машиностроительного завода
1. Сведенья об электрических нагрузках завода – таблица №1
2. Ведомость электрических нагрузок РМЦ (вариант задания указывается преподавателем)
3. Питание можно осуществить от подстанции энергосистемы, на которой установлены два трехобмоточных трансформаторов, мощностью 40 МВа каждый. С первичной стороны напряжение 100 кВ и со вторичной 6 кВ.
4. Мощность системы 1100 МВа; реактивное сопротивление системы на стороне 110 кВ отнесенная к мощности системы на стороне 110 кВ – 0,35.
5. Расстояние от подстанции энергосистемы до завода 7,2 км.
Таблица №1
3. Описание технологического процесса
Данный машиностроительный завод поставляет коробки передач, промежуточные редуктора и комплектующие детали гусеничных машин.
Металл и заготовки для производства деталей поступают от поставщиков и заполняют склады. Корпусные детали промежуточных редукторов и коробок передач производят в литейном цехе, используя литье под давлением. Корпусные детали выполняются из алюминиевых сплавов. Литье металлов под давлением – способ получения отливок из сплавов цветных металлов в пресс-формах, которые сплав заполняет с большой скоростью под высоким давлением, приобретая очертания отливки. Литье производится на литейных машинах с горячей камерой прессования. Литейные формы изготовляют из стали. Кроме того, в пресс-форму входят подвижные металлические стержни, образующие внутренние полости отливок, и выталкиватели. Сплав из тигля нагревательной печи самотеком поступает в камеру прессования. После заполнения камеры срабатывает автоматическое устройство, а поршень начинает давить на жидкий сплав, который через обогревательный мундштук и литниковую втулку под давлением поступает по литниковым каналам в оформляющую полость формы и кристаллизуется. Через определенное время, необходимое для образования отливки, срабатывает автоматическое устройство на раскрытие формы, и отливка удаляется выталкивателями. У полученных отливок обрубают заливы, элементы литниковых систем, затем очищают и производят термообработку, так как в результате неравномерного охлаждения и усадки возникают остаточные напряжения, вызывающие коробление. Для обеспечения высокой точности нагрева металла применяются поточные заколочно-отпускные агрегаты с электрическим обогревом.
У полученных отливок обрубают заливы, элементы литниковых систем, затем очищают и производят термообработку, так как в результате неравномерного охлаждения и усадки возникают остаточные напряжения, вызывающие коробление. Для обеспечения высокой точности нагрева металла применяются поточные заколочно-отпускные агрегаты с электрическим обогревом.
После термической обработки корпуса промежуточных редукторов и коробок передач поступают в механические цеха, где происходят их обработка и контроль качества обработки.
Основные операции обработки корпуса редуктора гусеничной машины:
1. Фрезерование двух опорных поверхностей на вертикально-фрезерном станке 616;
2. Сверление, зенкерование, развертывание и цекование четырех отверстий в опорных плоскостях на рационально-сверлильном станке 2А55 с помощью кондуктора;
3. Фрезерование плоскости люка и плоскости под стартер на вертикально-фрезерном станке;
4. Растачивание основных отверстий на расточном станке 2630;
5. Сверление отверстий по кондуктору в боковых торцах на рационально-сверлильном станке 2А55;
6. Сверление отверстий по кондуктору в плоскости люка и в плоскости под стартер вертикально-сверлильном станке 2150М;
7. Фрезерование уступа и скоса на опорной поверхности корпуса;
8. Контроль.
Основные операции обработки корпуса коробки передач гусеничной машины:
1. Обработка плоскости разъема на карусельном станке;
2. Сверление отверстий в приливах на радиально-сверлильном станке 2А56;
3. Фрезерование площадок на вертикально-фрезерном станке 6М12П;
4. Сверление отверстий в плоскости разъема по кондуктору на радиально-сверлильном станке 2А56;
5. Окончательная обработка плоскости разъема на карусельном станке;
6. Сборка корпуса коробки;
7. Предварительное растачивание основных отверстий по кондуктору на горизонтально-расточном станке 2630;
8. Обработка торцевых поверхностей горизонтально-расточном станке;
9. Окончательное растачивание основных отверстий по кондуктору;
Окончательное растачивание основных отверстий по кондуктору;
10.Оканчате6льное растачивание отверстий в верхней части корпуса на вертикально-расточном станке;
11.Разборка корпуса коробки передач;
12.Фрезерование боковой поверхности на вертикально-фрезерном станке.
Последующие операции связаны с обработкой мелких отверстий по кондуктору, цекованием отверстий, нарезание в них резьбы; фрезерование площадки под бонки и кронштейны. Далее идет контроль качества обработки.
Технический контроль предусматривает проверку прямолинейности и взаимного положения плоских поверхностей; правильности геометрических форм основных отверстий; соосности отверстий, параллельности осей основных отверстий и расстояний между ними; взаимной перпендикулярности торцовых поверхностей к осям отверстий.
К корпусу промежуточного редуктора предъявляют следующие требования: отклонение от параллельности осей основных отверстий между собой и опорным поверхностям не более 0,05 мм на 100 мм длины, отклонение от перпендикулярности осей основных отверстий торцам не более 0,1 мм; опорные поверхности корпуса должны лежать в одной плоскости, допускаемое отклонение не более 0,1 мм.
Требования к корпусам коробок передач: обеспечение осей основных отверстий между собой и установочной плоскости при монтаже коробки передач на гусеничной машине с отклонением не более 0,05 мм на 100 мм длины; обеспечение отклонения от перпендикулярности обработанных торцов осями основных отверстий не более 0,05 мм на максимальном радиусе и плоскости опорных плоскостей и плоскостей разъема с отклонением не более 0,1 мм на 200 мм длины. Контроль производится в заводской лаборатории.
В механических цехах так же производятся комплектующие детали к коробкам передач и к промежуточным редукторам гусеничных машин. Их производят из листового и круглого проката, приходящих на склады от поставщиков.
Далее корпуса и комплектующие детали поступают в цех редукторов и в цех коробок передач, где происходит их сборка. Основные требования технологии сборки: ограничение длины кинематических цепей; наличие сборочных баз; удобство сборки и разборки; наличие на деталях технологических элементов, облегчающих установку различных сборочных и контрольных приспособлений; наличие специальных устройств для подъема и транспортировки тяжелых деталей. При сборке у всех деталей проверяют наличие клейм, заусенцев, коррозии и загрязнений, детали очищают и продувают сжатым воздухом. Зазоры и плотности прилегания деталей проверяют с помощью специальных щупов. Собранные коробки передач и промежуточные редуктора смазывают, заполняют маслом и направляют на испытания.
Основные требования технологии сборки: ограничение длины кинематических цепей; наличие сборочных баз; удобство сборки и разборки; наличие на деталях технологических элементов, облегчающих установку различных сборочных и контрольных приспособлений; наличие специальных устройств для подъема и транспортировки тяжелых деталей. При сборке у всех деталей проверяют наличие клейм, заусенцев, коррозии и загрязнений, детали очищают и продувают сжатым воздухом. Зазоры и плотности прилегания деталей проверяют с помощью специальных щупов. Собранные коробки передач и промежуточные редуктора смазывают, заполняют маслом и направляют на испытания.
При испытаниях проверяют правильность сборки, правильность функционирования различных элементов управления и блокировки, соответствие техническим требованиям, а в ряде случаев определяют необходимые характеристики. Испытания производят на специальных испытательных участках. Вода и сжатый воздух, необходимые для технологических процессов, подаются с насосных станций и компрессорной.
Примеры программ на сверление отверстий при помощи постоянных циклов
Пример № 1
Рис. 8.8. Необходимо просверлить 7 отверстий диаметром 3 мм и глубиной 6,5 мм
| Код программы | Описание |
% O0001 N100 G21 N102 G0 G17 G40 G49 G80 G90 N104 T1 M6 N106 G54 X5. Y5. S1000 M3 N108 G43 h2 Z100. N110 Z10. N112 G99 G81 Z-6.5 R1. F45. N114 X10. N116 X15. N118 X20. N120 X5. Y10. N122 X10. N124 X30. Y20. N126 G80 N128 Z100. N130 M5 N132 G91 G28 Z0. N134 G28 X0. Y0.. N136 M30 % |
Номер программы Работа в метрической системе Строка безопасности Вызов сверла диаметром 3 мм Перемещение к отверстию № 1 Компенсация длины инструмента Ускоренное перемещение к Z10. |
 Стандартный цикл сверления
Сверление отверстия № 2
Сверление отверстия № 3
Сверление отверстия № 4
Сверление отверстия № 5
Сверление отверстия № 6
Сверление отверстия № 7
Отмена постоянного цикла
Перемещение к Z100.
Останов шпинделя
Возврат в исходную позицию по Z
Возврат в исходную позицию по X, Y
Конец программы
Стандартный цикл сверления
Сверление отверстия № 2
Сверление отверстия № 3
Сверление отверстия № 4
Сверление отверстия № 5
Сверление отверстия № 6
Сверление отверстия № 7
Отмена постоянного цикла
Перемещение к Z100.
Останов шпинделя
Возврат в исходную позицию по Z
Возврат в исходную позицию по X, Y
Конец программы
Пример № 2
Рис. 8.9. Необходимо просверлить 12 отверстий диаметром 5 мм и глубиной 40 мм, предварительно выполнить операцию центрования отверстий
| № отверстия | Координаты в прямоугольной системе координат (X; Y) |
|---|---|
| 1 | X21.651 Y12.5 |
| 2 | X12.5 Y21.651 |
| 3 | X0. Y25. |
| 4 | X-12.5 Y21.651 |
| 5 | X-21.651 Y12.5 |
| 6 | X-25. Y0. |
| 7 | X-21.651 Y-12.5 |
| 8 | X-12.5 Y-21.651 |
| 9 | X0. Y-25. |
| 10 | X12.5 Y-21.651 |
| 11 | X21.651 Y-12.5 |
| 12 | X25. Y0. |
| Код программы | Описание |
% O0002 (PROGRAM NAME – HOLES2 ) N100 G21 N102 G0 G17 G40 G49 G80 G90 ( CENTROVKA ) N104 T1 M6 N106 G54 X21.651 Y12.5 S1200 M3 N108 G43 h2 Z100. N110 Z2. N112 G99 G81 Z-.8 R2. F70. N114 X12.5 Y21.651 N116 X0. Y25. N118 X-12.5 Y21.651 N120 X-21.651 Y12.5 N122 X-25. Y0. N124 X-21.651 Y-12.5 N126 X-12.5 Y-21.651 N128 X0. Y-25. N130 X12. |
Номер программы Название программы Работа в метрической системе Строка безопасности Комментарий Вызов центровки Перемещение к отверстию № 1 Компенсация длины инструмента Ускоренное перемещение к Z2. Стандартный цикл сверления Центрование отверстия № 2 Центрование отверстия № 3 Центрование отверстия № 4 Центрование отверстия № 5 Центрование отверстия № 6 Центрование отверстия № 7 Центрование отверстия № 8 Центрование отверстия № 9 Центрование отверстия № 10 Центрование отверстия № 11 Центрование отверстия № 12 Отмена постоянного цикла Перемещение к Z100. Останов шпинделя Возврат в исходную позицию по Z Возврат в исходную позицию по X, Y Временный останов Комментарий Вызов сверла диаметром 5 мм Перемещение к отверстию № 1 Компенсация длины инструмента Ускоренное перемещение к Z2. Цикл прерывистого сверления Сверление отверстия № 2 Сверление отверстия № 3 Сверление отверстия № 4 Сверление отверстия № 5 Сверление отверстия № 6 Сверление отверстия № 7 Сверление отверстия № 8 Сверление отверстия № 9 Сверление отверстия № 10 Сверление отверстия № 11 Сверление отверстия № 12 Отмена постоянного цикла Перемещение к Z100. |
 5 Y-21.651
N132 X21.651 Y-12.5
N134 X25. Y0.
N136 G80
N138 Z100.
N140 M5
N142 G91 G28 Z0.
N144 G28 X0. Y0.
N146 M01
( DRILL 12 HOLES )
N148 T2 M6
N150 G54 X21.651 Y12.5 S1000 M3
N152 G43 h3 Z100.
N154 Z2.
N156 G99 G83 Z-40. R2. Q2. F45.
N158 X12.5 Y21.651
N160 X0. Y25.
N162 X-12.5 Y21.651
N164 X-21.651 Y12.5
N166 X-25. Y0.
N168 X-21.651 Y-12.5
N170 X-12.5 Y-21.651
N172 X0. Y-25.
N174 X12.5 Y-21.651
N176 X21.651 Y-12.5
N178 X25. Y0.
N180 G80
N182 Z100.
N184 M5
N186 G91 G28 Z0.
N188 G28 X0. Y0.
N190 M30
%
5 Y-21.651
N132 X21.651 Y-12.5
N134 X25. Y0.
N136 G80
N138 Z100.
N140 M5
N142 G91 G28 Z0.
N144 G28 X0. Y0.
N146 M01
( DRILL 12 HOLES )
N148 T2 M6
N150 G54 X21.651 Y12.5 S1000 M3
N152 G43 h3 Z100.
N154 Z2.
N156 G99 G83 Z-40. R2. Q2. F45.
N158 X12.5 Y21.651
N160 X0. Y25.
N162 X-12.5 Y21.651
N164 X-21.651 Y12.5
N166 X-25. Y0.
N168 X-21.651 Y-12.5
N170 X-12.5 Y-21.651
N172 X0. Y-25.
N174 X12.5 Y-21.651
N176 X21.651 Y-12.5
N178 X25. Y0.
N180 G80
N182 Z100.
N184 M5
N186 G91 G28 Z0.
N188 G28 X0. Y0.
N190 M30
%
 Останов шпинделя
Возврат в исходную позицию по Z
Возврат в исходную позицию по X, Y
Конец программы
Останов шпинделя
Возврат в исходную позицию по Z
Возврат в исходную позицию по X, Y
Конец программы
Различия между фрезерными станками и сверлильными станками
Сверлильные станки могут быть прикручены к верстаку или полу или смонтированы на подставке и имеют фиксированный стиль сверла. Путем ручного перемещения ремня по шкиву скорость может быть поменял на этих машинах.
Пользователям предлагается множество преимуществ станками, такими как сверление машины. Во-первых, оператор получает значительное механическое преимущество за счет рычаг. Чтобы сделать операцию намного более точной, это позволяет использовать тиски или зажим используется для позиционирования и фиксации обрабатываемой детали, когда она прикреплена к столу.
Разрешение просверливания отверстий многократно и точно угол шпинделя фиксируется относительно таблица в дополнение к этому.
С использованием компьютера с числовым программным управлением (ЧПУ) большинство современных станков технически автоматизировано. Для непрерывного получения точных результатов. запрограммирован.
Для угловых отверстий, малых отверстий сверлильные и сверлильные станки с ЧПУ используются в частности. Для случайных задач в мастерской, таких как полировка, хонингование или шлифование, а также множество других вращающихся принадлежностей в патроне, сверлильные станки часто используемый.
Различные способы фрезерования станки отличаются от сверлильных станков. Для придания формы твердым материалам и другим металлам. эти машины используются. Вертикальные или горизонтальные фрезерные станки представлены в двух вариантах. Положение резки инструментальный шпиндель называется этим.
Фрезерование также включает перемещение
обрабатываемая деталь против вращающейся фрезы, в отличие от сверления, когда сверло
перемещается вертикально на материал, и деталь остается неподвижной.
Станки фрезерные могут быть механически автоматизированный, цифровой автоматизированный ЧПУ или управляемый вручную в аналогичном способ к сверлильным станкам.Для выполнения ряда задач фрезерные станки могут использоваться. Например, фрезерование, опускание штампа, сверление, фальцевание и т. Д. Некоторые из это довольно сложно.
Ранее, это сделало их намного доступнее и доступнее с падением цены компьютерных технологий, хотя эти типы машин были очень дороги в эксплуатации и покупай. Повышая конкуренцию в отрасли, это позволило больше предприятиям воспользоваться этой технологией.Лучший фрезерный станок для домашней мастерской
Фото: depositphotos.com
Во время процесса фрезерования металл, дерево или пластик подается через вращающийся многоточечный резак на столе, который перемещается влево и вправо, а также вперед и назад. Фрезу можно поднять или опустить, чтобы отрегулировать глубину резания, аналогично вертикальному перемещению сверлильного станка. Три оси управления инструмента позволяют выполнять точную резку по всей поверхности материала.
Фрезерные станки могут использоваться для различных целей, включая обработку плоских и фасонных поверхностей, нарезание внешней и внутренней резьбы, а также нарезание зубчатых колес и пазов.При выборе фрезерного станка учитывайте ключевые факторы, такие как размер и режущая способность, которые требуются для ваших проектов. Ниже вы найдете список некоторых основных опций и подробную информацию о функциях фрезерного станка, которые помогут вам найти лучший вариант для вашей мастерской.
- НАИЛУЧШИЙ В ЦЕЛОМ: Proxxon MICRO Mill MF 70
- НАГРУЗКА: JET JMD-15 Фрезерный / сверлильный станок
- НАИЛУЧШИЙ ПОЛНЫЙ РАЗМЕР: Jet JTM-2 Вертикальный фрезерный станок на 115/230 В
- BEST CNC: Genmitsu CNC 3018-PRO Router Kit GRBL Control
Фото: depositphotos.com
Что следует учитывать при выборе лучшего фрезерного станка Перед тем, как выбрать лучший фрезерный станок для гаража или мастерской, имейте в виду несколько важных характеристик продукта, включая тип фрезерного станка, размер, режущую способность, глубину шпинделя. , перемещение стола и устойчивость рабочего стола.
, перемещение стола и устойчивость рабочего стола.
Два основных типа фрезерных станков работают с вертикально ориентированным режущим инструментом или горизонтально ориентированным режущим инструментом.
- Вертикальные фрезерные станки имеют режущий инструмент, установленный на вертикальном шпинделе, который можно поднимать или опускать. Этот тип фрезерного станка может просверливать или глубоко врезать материал, но он не лучший выбор для обработки плоских или контурных поверхностей.
- Горизонтальные фрезерные станки используют горизонтально ориентированный режущий инструмент, который может обрабатывать поверхность материалов. Этот тип фрезерного станка не предназначен для сверления, растачивания или изготовления пазов – широкий режущий инструмент не может делать узкие проникающие пропилы.
Три основных размера фрезерных станков: микро, настольные и полноразмерные. При выборе размера учитывайте доступное пространство в мастерской.
- Микрофрезерные станки, уменьшенная версия настольного фрезерного станка, обычно имеют вертикальный режущий инструмент. Хотя обычно они имеют размер около 6 на 9 дюймов, их все же следует использовать на плоской поверхности, например на верстаке. Используйте фрезерный станок для обработки мелких деталей, нарезания резьбы, расточки или сверления дерева, пластика и тонких металлов.
- Настольные фрезерные станки , занимающие площадь около 1 на 2 фута, имеют больший рабочий стол, чем микрофрезерные станки. Настольные фрезерные станки, созданные для работы с более прочными металлами и с вертикальным или горизонтальным режущим инструментом, могут использоваться для различных проектов.
- Полноразмерные фрезерные станки значительно дороже, чем микро- или настольные изделия, и их обычно можно найти только в профессиональных механических цехах. Эти фрезерные станки стоят на полу мастерской и могут достигать высоты более 6 футов. Они используются в основном для работы с толстыми металлами, такими как сталь, титан и алюминий.
 Эти фрезерные станки стоят на полу мастерской и могут достигать высоты более 6 футов. Они используются в основном для работы с толстыми металлами, такими как сталь, титан и алюминий.
Эти фрезерные станки стоят на полу мастерской и могут достигать высоты более 6 футов. Они используются в основном для работы с толстыми металлами, такими как сталь, титан и алюминий.На фрезерном станке режущая способность относится к общему размеру стола и размерам резки. Производительность зависит от нескольких факторов, включая ход стола, ход пиноли и зазор шпинделя.
- Размер стола определяет количество материала, с которым можно безопасно работать.Если материал выходит за края стола, он может прогнуться под действием консольного веса, в результате чего машина будет создавать непреднамеренные разрезы под углом. Всегда следите за тем, чтобы размер стола был такой, чтобы поддерживать весь кусок материала. Размеры стола варьируются от 3 на 6 дюймов до 1 на 4 фута.
- Перемещение стола означает расстояние, на которое стол может перемещаться влево, вправо, назад или вперед с помощью маховичка. Когда стол имеет небольшой ход, некоторые части материала нельзя класть под фрезу.Большой ход стола облегчает точное позиционирование материала и перемещение его через фрезу.
- Ход пиноли – это расстояние, на которое пиноль, часть шпинделя, используемая для обработки труднодоступных участков по оси W, должна выходить от станка.
- Ход шпинделя используется для измерения глубины резания на фрезерных станках. Из-за короткого хода шпинделя режущий инструмент будет испытывать трудности при полном прорезании толстых материалов.Это расстояние также называется «перемещением по оси Z».
Для наилучшей режущей способности ищите фрезерный станок с размером стола, способным поддерживать материал. Кроме того, приобретение инструмента с большим ходом стола и перемещением пиноли или шпинделя помогает гарантировать, что проект не будет ограничен инструментом.
Стабильность В фрезерном станке стабильность очень важна. Если материал нестабилен в процессе резки, обработка шестерен и резьбы или шлифовка, вероятно, будут неуклюжими и неточными.Ищите фрезерный станок с широким и тяжелым основанием, например, из чугуна, который не смещается и не вибрирует во время работы.
Если материал нестабилен в процессе резки, обработка шестерен и резьбы или шлифовка, вероятно, будут неуклюжими и неточными.Ищите фрезерный станок с широким и тяжелым основанием, например, из чугуна, который не смещается и не вибрирует во время работы.
Для дополнительной устойчивости рассмотрите фрезерный станок со встроенными Т-образными пазами, которые позволяют пользователю закрепить материал на столе. Фрезерный станок с числовым программным управлением (ЧПУ) – хорошая идея для тех, кто планирует реализовать множество проектов. Вместо ручных настроек машина перемещается автоматически с помощью команд с компьютера.
Наши фаворитыЭти фавориты были выбраны на основе качества, цены, удовлетворенности клиентов и соображений, упомянутых выше.Прочтите этот список, чтобы узнать о некоторых из лучших фрезерных станков для ваших проектов в области металлообработки.
Фото: amazon.com
Микрофрезерный станок Proxxon работает бесшумно и без вибраций. Он предназначен для оптиков, ювелиров и любителей для точных и чистых резов деликатных материалов. Этот фрезерный станок имеет широкое чугунное основание, которое следует разместить на плоском твердом столе или верстаке, чтобы обеспечить устойчивость станка, пока шпиндель вращается со скоростью от 5000 до 20000 об / мин.
Режущая способность этого фрезерного станка включает ход по оси X, равный 5,3 дюйма, ход по оси Y, равный 1,8 дюйма, и ход по оси Z, равный 2,8 дюйма, с общей рабочей площадью 26,7 кубических дюймов. Стол имеет размеры 8 дюймов на 3 дюйма и имеет три Т-образных паза для фиксации материала во время резки или сверления.
Фото: amazon.com
Двигатель мощностью 1 л.с. на JET JMD-15 обеспечивает достаточно энергии для работы шпинделя с 12 различными настройками скорости от 110 до 2580 об / мин. Стойка и основание из чугуна помогают поддерживать устойчивость фрезерного станка и уменьшают вибрацию во время работы.Поместите его на плоский стол или верстак. Головка фрезерного станка имеет универсальный поворот на 360 градусов для более точной резки, сверления и обработки.
Головка фрезерного станка имеет универсальный поворот на 360 градусов для более точной резки, сверления и обработки.
Этот настольный фрезерный станок оснащен большими маховичками, которыми легко управлять, и широким рабочим столом. Режущая способность фрезерного станка определяется ходом по оси X 14 дюймов, ходом по оси Y 5,5 дюймов и ходом по оси Z 3,5 дюйма. Фрезерный станок поставляется с регулируемой рабочей лампой для освещения материала в условиях тусклого освещения и защитой шпинделя, которая помогает защитить пользователя от разлетающихся осколков металла, дерева и другого мусора.
Фото: amazon.com
Оснастите сервисный, ремонтный или механический цех этим полноразмерным фрезерным станком от Jet, высота которого превышает 6 футов. В нем установлена механическая подача по оси X, обеспечивающая точную скорость подачи материала, что упрощает создание дублирующих резов в нескольких кусках металла. Фрезерный станок весит более 2000 фунтов и имеет прочное основание, которое не смещается и не вибрирует во время использования.
Двигатель мощностью 2 л.с. обеспечивает скорость шпинделя от 80 до 2720 об / мин, а усиленный тормоз шпинделя быстро останавливает инструмент по окончании работы.Рабочий стол имеет размеры 9 на 42 дюйма и имеет ход по оси X 23,9 дюйма, ход по оси Y 12,5 дюймов и ход по оси Z 5 дюймов. Рабочий стол фрезерного станка также оснащен тремя 2,5-дюймовыми Т-образными пазами для дополнительной устойчивости.
Фото: amazon.com
Фрезерный станок с ЧПУ Genmitsu работает в соответствии с командами, которые можно вводить через программное обеспечение Arduino и GRBL. Поддержка, обучение и дополнительные руководства по использованию конкретного программного обеспечения доступны в Интернете.Хотя фрезерный станок более точен, когда он подключен к компьютеру, его можно использовать с дистанционным управлением, поэтому он не привязан к одному месту.
Этот фрезерный станок имеет общую рабочую площадь 150,8 дюйма в кубе. Его размеры 11,8 дюйма по оси X, 7,1 дюйма по оси Y и диапазон оси Z составляет 1,8 дюйма. Используйте его с пластиком, деревом, акрилом, ПВХ, печатными платами и мягкими металлами, такими как алюминий.
Его размеры 11,8 дюйма по оси X, 7,1 дюйма по оси Y и диапазон оси Z составляет 1,8 дюйма. Используйте его с пластиком, деревом, акрилом, ПВХ, печатными платами и мягкими металлами, такими как алюминий.
Теперь, когда вы знаете больше о фрезерных станках, у вас могут возникнуть дополнительные вопросы.Продолжайте читать, чтобы найти ответы на некоторые из наиболее часто задаваемых вопросов о фрезерных станках и их работе.
В. Как работает фрезерный станок?Фрезерный станок прорезает твердые металлы с помощью фрезы, которую можно поднимать или опускать с помощью маховика по оси Z. В машине также используется подвижная платформа для удержания материала на месте. Эта платформа обычно может перемещаться влево или вправо, а также назад или вперед с помощью маховичка по оси Y и маховика по оси X для управления.Имея три оси управления, станок может перемещать материал через фрезу для точных и стабильных резов.
В. Производятся ли еще мельницы Бриджпорт?Да, мельницы Bridgeport все еще производятся, но теперь они производятся Hardinge Inc.
В. Нужна ли мне смазочно-охлаждающая жидкость при фрезеровании?Смазочно-охлаждающая жидкость обычно не требуется для фрезерования, хотя ее следует использовать для смазки, охлаждения и смывания пыли при работе с чугуном, чистовой обработке нержавеющей стали или алюминия или фрезеровании других жаропрочных сплавов на низких скоростях резания.
Защитный кожух универсального крепления для фрезерных и сверлильных станков
компании ATS Machine Safety Solutions
4 отзываВ наличии.
 Отправка в тот же день при заказе до 15:00 EST.
Отправка в тот же день при заказе до 15:00 EST.Защитное ограждение фрезерного и сверлильного станка ATS “Universal Mount” устанавливается путем сверления и нарезания резьбы отверстий в станке.Работает с большими / нестандартными фрезерными станками, сверлильными станками без круглой колонны и некоторыми сверлильными станками с радиальным рычагом. Пожалуйста, свяжитесь с нами по вопросам установки.
Примечание. Если у вас есть стандартная вертикальная фреза Bridgeport, лучше подойдет деталь № MG-3 или MG-2!
Часть #
MG-4 – Стандартная модель, без блокировки. Стандартный левосторонний монтаж $ 489,00
MG-4-RH – Стандартная модель, без блокировки. Монтаж / открытие с правой стороны.$ 489,00
Опция предохранительного выключателя Добавьте “-SK1” в конце номера детали (например, MG-4-SK1) Модель с блокировкой, двойное напряжение 120 В перем. Тока / 24 В пост. Тока, предохранительный выключатель на 2 А. IDEM магнитно-управляемый предохранительный выключатель блокировки. $ 657,00
Доступны с выключателем безопасности или без него. Выбирайте при заказе. Выключатели безопасности рассчитаны только на 2 ампера и требуют некоторой формы управления двигателем для адаптации к вашей трехфазной машине.
Характеристики
- При заказе укажите 2 размера и тип станка.Мы предоставим оранжевые рычаги правильной длины, подходящие для вашей машины.
- Обратите внимание, что стандартный экран, поставляемый с MG-4, имеет номер детали RMS-1. 15 дюймов в ширину и 9 дюймов в высоту. Если вы предпочитаете щит меньшего размера, запросите деталь № RDS-1.
- Защищает операторов от летящей стружки, охлаждающей жидкости и случайного контакта с вращающейся фрезой / шпинделем. Щит из поликарбоната (лексан) толщиной 1/4 “
- Передний рычаг открывается на 180 градусов для облегчения установки и доступа к работе
- Шарнирно-сочлененные рычаги позволяют оператору легко позиционировать щит так, чтобы он соответствовал различным деталям или приспособлениям
- Монтажная пластина с четырьмя болтами и системой выравнивания может быть установлена сбоку на машине. Требуется просверливание и нарезание как минимум 2 крепежных отверстий в станке.
- Прочные стальные регулируемые ручки – выдвигайте и ориентируйте на 360 градусов
- Доступен с левосторонним или правосторонним креплением / открытием
- Включает только фрезерный изогнутый лексановый экран. Купите плоский экран отдельно, если он больше соответствует вашим потребностям.
- Цельнолитая алюминиевая конструкция с ЧПУ, порошковое покрытие “OSHA Safety Orange”
- При заказе требуются габаритные размеры или тип станка.
 Требуется просверливание и нарезание как минимум 2 крепежных отверстий в станке.
Требуется просверливание и нарезание как минимум 2 крепежных отверстий в станке.Вы метчик или резьбонарезной станок?
В сообществе механиков существует давний аргумент: следует ли мне нарезать или фрезеровать?
Для многих первый является предпочтительным методом нарезания резьбы на обрабатывающем центре с ЧПУ. Это быстро, легко программировать и даже делать в автономном режиме – на сверлильном станке или с помощью метчика – если станок с ЧПУ лучше использовать по-другому.
Третьи утверждают, что нарезание резьбы более точное и почти такое же быстрое.Кроме того, отсутствует риск поломки метчика внутри заготовки, что часто приводит к ее выбрасыванию.
BIG KAISER MEGA Synchro надежно управляет метчиками и компенсирует небольшие ошибки синхронизации, характерные для многих станков с ЧПУ. Изображение любезно предоставлено компанией BIG KAISER Precision Tooling.
Какая группа правильная? Ответ зависит от нескольких факторов.
Как правило, резьбовые фрезы ограничиваются резьбой не менее 1⁄8 дюйма (3.175 мм), а из-за высоких сил резания и возникающего из-за этого отклонения инструмента обычно ограничиваются нарезанием отверстий глубиной около 3 диаметров. С другой стороны, легко доступны метчики с резьбой для часов № 000–120, а глубина метчика-удлинителя может достигать примерно 20 диаметров.
Доступны также метчики, подходящие для заправки шланга пожарного гидранта, но удачи в использовании такого большого инструмента..jpg) Большинство шпинделей станков с ЧПУ не работают с метчиками диаметром 1⁄2 дюйма (12,7 мм) и больше.
Большинство шпинделей станков с ЧПУ не работают с метчиками диаметром 1⁄2 дюйма (12,7 мм) и больше.
При нарезании резьбы невозможно отрегулировать средний диаметр резьбы, кроме как переключением метчика на другой размер «H».Для этого требуются простои станка и большой инвентарь инструмента. При фрезеровании резьбы регулировка размера – это простое смещение. Более того, резьбовую фрезу, которую вы применили для работы на 1/4 “-20 дюймов на прошлой неделе, можно использовать для работы на 9⁄16” -20 дюймов сегодня или на любой другой 20-шаговой резьбе, которая появится.
Независимо от материала заготовки и предпочтительного метода нарезания резьбы, наиболее важным является то, чтобы работа была правильно обработана и запрограммирована. Вот список указателей, которые помогут вам в этом:
- При синхронном или жестком нарезании резьбы избегайте использования ER или аналогичных цанговых державок.Ряд поставщиков инструментов предлагает держатели, которые захватывают метчик и приводят в движение более надежно, чем цанговый патрон. Эти держатели также обеспечивают небольшое осевое «смещение» для компенсации ошибок синхронизации шпинделя с осью Z, характерных для многих станков с ЧПУ. Следует отметить, что резьбовые фрезы следует захватывать так же, как и любые другие фрезы: с помощью исправного фрезерного патрона или держателя с горячей посадкой.
- Некоторые старые обрабатывающие центры не имеют возможности жесткого нарезания резьбы. Для них необходим держатель растяжения-сжатия.Обязательно поддерживайте скорость шпинделя на достаточно низком уровне – не более 500 об / мин, чтобы он мог реверсировать до того, как резцедержатель выйдет из осевого хода. Это предотвратит поломку ведущего штифта внутри. Здесь снова несколько компаний предоставляют держатели для метчиков, оснащенные переходниками для быстрой замены и внутренними механизмами сцепления, которые сводят к минимуму вероятность повреждения держателя.
- Самореверсивная резьбонарезная головка может потребовать установки собачки на торце шпинделя станка, но ее можно адаптировать практически к любому обрабатывающему центру. В зависимости от размера, этот тип насадки позволяет нарезать резьбы со скоростью до нескольких тысяч об / мин и позволяет избежать износа, возникающего при повторяющемся реверсировании шпинделя. Если вы проделаете много отверстий в алюминии, латуни и других относительно мягких материалах, этот метод выбьет двери из фрезерования резьбы и традиционных методов нарезания резьбы.
- Если вы не уверены в программной части всего этого, вам повезло. На веб-сайтах некоторых поставщиков инструментов есть калькуляторы G-кода для создания необходимых траекторий для фрезерования резьбы.(Большинство систем CAM также способны на это.) При жестком нарезании резьбы используйте любой M-код, указанный в руководстве по программированию станка. Обязательно используйте G84 или аналогичный цикл нарезания резьбы – не используйте команду G01 или G81, если вам не нравится ломать метчики.
- Не забывайте, что многое из того, что здесь обсуждалось, в равной степени применимо к токарно-фрезерным центрам и многозадачным токарным станкам, которые благодаря своей оси С позволяют с легкостью нарезать резьбу. Эти, как и многие 2-осевые токарные станки, также предлагают жесткое нарезание резьбы метчиком – опять же, убедитесь, что вы используете подходящий инструмент для данной области применения.
 В зависимости от размера, этот тип насадки позволяет нарезать резьбы со скоростью до нескольких тысяч об / мин и позволяет избежать износа, возникающего при повторяющемся реверсировании шпинделя. Если вы проделаете много отверстий в алюминии, латуни и других относительно мягких материалах, этот метод выбьет двери из фрезерования резьбы и традиционных методов нарезания резьбы.
В зависимости от размера, этот тип насадки позволяет нарезать резьбы со скоростью до нескольких тысяч об / мин и позволяет избежать износа, возникающего при повторяющемся реверсировании шпинделя. Если вы проделаете много отверстий в алюминии, латуни и других относительно мягких материалах, этот метод выбьет двери из фрезерования резьбы и традиционных методов нарезания резьбы.А как насчет твердых материалов, таких как термообработанная инструментальная сталь 17-4 PH или D2? Шансы на успешное фрезерование резьбы на металлах выше 45 HRC маловероятны. И если вы собираетесь попытаться коснуться их, будьте готовы уклониться от летящей шрапнели, когда кран взорвется! Шлифование внутренней резьбы и, в редких случаях, электроэрозионная обработка с использованием орбитального грузила – это почти единственный способ получить хорошую резьбу на материалах с твердостью выше 45 HRC.
Контакты
КонтактыРешения
- Линия измельчения шлака Chongming 6TPH
- Линия измельчения кальцита 8TPH
- Линия измельчения прокаленного нефтяного кокса 7TPH
- Линия для измельчения известкового порошка 80000 тонн в год
- Shandong 1,000,000TPY Линия измельчения угля
- Гуйчжоу Линия для шлифования известняка 80000 тонн в год
- Линия помола известняка 200000 тонн в год
- Индия 35TPH Мельница известняка
- Шлакоцементно-шлифовальный завод Chongming 6TPH
- Гуйчжоу 80,000TPY Завод по измельчению известняка
- Shanxi 50,000TPY Завод по измельчению бокситов
- Цзянсу 30,000TPY Глиняный шлифовальный завод
- Шаньси 40,000TPY угольно-каолиновый завод
- Сычуань 30,000TPY Кварцевый шлифовальный завод
- Цзянсу Завод по измельчению доломита 100000 тонн в год
- Jiangsu 50,000TPY Завод по измельчению негашеной извести
- Шаньдун Завод по измельчению угольного порошка 1 миллион тонн в год
- Yixing 5TPH Шлифовальный завод глиняной посуды
- Линия по производству десульфурации во Внутренней Монголии
- Линия по производству известняка в Цзянсу
- Ящик из известняка в Узбекистане
- Шлифовка известняка в Саудовской Аравии
- Шлифовка известняка в Пакистане
- Шлифовка мрамора с помощью SCM800 в Нигерии
- Шлифовка известняка с помощью SCM8021 в Бангладеш
- Завод по измельчению известняка в Таиланде
- Измельчение доломита с использованием MTM160 в Индонезии
- Проект по переработке мраморного порошка 8-10TPH в Новой Зеландии
- Шлифование технического углерода с помощью SCM8021 в Китае
- Линия по производству порошка кальцита во Вьетнаме
Drilling vs Boring vs Reaming: в чем разница?
Сверление, растачивание и развёртывание, а также три общих процесса, выполняемых производственными компаниями. Все три процесса в той или иной степени включают создание нового отверстия или изменение существующего отверстия в заготовке. Хотя большинство людей знакомы с бурением, многие не знакомы с растачиванием и расширением. В этом посте мы разберем различия между этими тремя процессами.
Все три процесса в той или иной степени включают создание нового отверстия или изменение существующего отверстия в заготовке. Хотя большинство людей знакомы с бурением, многие не знакомы с растачиванием и расширением. В этом посте мы разберем различия между этими тремя процессами.
Что такое бурение?
Сверление – это процесс резания, который включает использование сверла для вырезания отверстия круглой формы в заготовке. Сверло, используемое при сверлении, представляет собой тип вращающегося режущего инструмента, который, как и другие вращающиеся режущие инструменты, вращается, последовательно соскабливая материал с заготовки.Чтобы просверлить заготовку, компания-производитель должна прижать сверло к заготовке. Когда сверло активировано, сверло проникает в заготовку, создавая при этом отверстие круглой формы.
Принято считать, что сверление можно выполнять только по мягким материалам, например по дереву. Фактически, во многих процессах сверления используются деревянные детали, а в других – детали из более твердых материалов, в том числе из металла. Пока сверло тверже заготовки, оно соскребает материал, образуя отверстие круглой формы.
Что скучно?
Растачивание – это процесс резания, при котором используется одноточечный режущий инструмент или расточная головка для увеличения существующего отверстия в заготовке. Это резко контрастирует с сверлением, которое выполняется для создания начального отверстия в заготовке.
Растачивание обычно выполняется на токарном, фрезерном или горизонтально-расточном станке. В каждом станке используется свой механизм, но все они предназначены для увеличения существующего отверстия в заготовке – и это определяющая характеристика растачивания.В то время как сверление выполняется для создания начального отверстия в заготовке, растачивание выполняется для увеличения существующего отверстия в заготовке.
Что такое расширение?
Наконец, развертывание – это процесс резки, который включает использование вращающегося режущего инструмента для создания гладких внутренних стенок в существующем отверстии в заготовке. Вращающийся режущий инструмент, используемый при развертывании, известен как расширитель. Как и сверла, развертки также удаляют материал с заготовки, на которой они используются. Однако развертки удаляют значительно меньше материала, чем сверла.Основная цель расширения – просто создать гладкие стенки в существующем отверстии. Компании-производители выполняют развёртывание на фрезерном станке или сверлильном станке.
Вращающийся режущий инструмент, используемый при развертывании, известен как расширитель. Как и сверла, развертки также удаляют материал с заготовки, на которой они используются. Однако развертки удаляют значительно меньше материала, чем сверла.Основная цель расширения – просто создать гладкие стенки в существующем отверстии. Компании-производители выполняют развёртывание на фрезерном станке или сверлильном станке.
Меры безопасности при использовании станков
Станки, расположенные в Машинном цехе, делятся на две группы: ручные (обычные) и ЧПУ. Ручные станки не полностью закрыты защитным футляром. С другой стороны, станки с ЧПУ полностью покрыты, но могут работать с очень высокими скоростями шпинделя и скоростями подачи.Поэтому при использовании обоих типов станков люди должны быть очень осторожными и защищаться при выполнении действий.
Очень важно, чтобы люди / студенты / операторы станков получили инструкции по качеству и работе, прежде чем пытаться использовать какое-либо оборудование с ЧПУ.
Подробные меры предосторожности при использовании этих машин приведены ниже:
Сверлильный станок
- Сверление должно производиться с правильной скоростью в зависимости от диаметра сверла и материала.
- Образец должен быть зажат или прикреплен к буровому столу и подвергнут контролю несколько раз.
- Используйте сверло, подходящее для просверливаемого материала. Персонал механического цеха может помочь выбрать правильный тип сверла.
- Для материала необходимо выбрать подходящую смазочно-охлаждающую жидкость. Спросите у обслуживающего персонала механического цеха о подходящей жидкости для обрабатываемого материала.
- Стружку следует удалять щеткой, а не вручную.
- Снизьте давление при бурении, поскольку сверло начинает пробивать нижнюю часть материала
- Не используйте изношенное или треснувшее сверло. Осмотрите сверло перед использованием.
- Материал должен быть поддержан с опорной доской или параллельно при бурении через материал.
- Всегда очищайте хвостовик сверла и / или гильзу сверла, а также отверстие шпинделя перед установкой.
- Сверло необходимо ослабить, когда питание отключено.
- Сверлильный шпиндель должен быть опущен близко к столу при освобождении сверлильного патрона или сверла с коническим хвостовиком, чтобы снизить вероятность их повреждения при падении на стол.
- Всегда чистите машину в выключенном состоянии.
- Если сверло застревает в отверстии, остановите станок и вручную поверните шпиндель назад, чтобы освободить сверло.
- При сверлении глубоких отверстий чаще извлекайте сверло, чтобы удалить стружку и смазать сверло.
- Всегда снимайте ключ патрона сверла или выколотку сверла со шпинделя сразу после его использования.
- Дайте шпинделю остановиться самостоятельно после выключения питания. Никогда не пытайтесь остановить шпиндель рукой.
- Оргстекло и другие хрупкие пластмассы трудно сверлить. Проконсультируйтесь в механической мастерской LS по выбору сверла и СОЖ при сверлении этих материалов.
- При сверлении надевайте защитные очки.
 Осмотрите сверло перед использованием.
Осмотрите сверло перед использованием.Фрезерные станки
- Заготовка должна быть надежно зажата в тисках, а тиски плотно прижаты к столу, либо заготовка должна быть надежно закреплена на столе.
- Перед резкой материала убедитесь, что резак вращается в правильном направлении.
- Для материала необходимо выбрать подходящую смазочно-охлаждающую жидкость. Спросите в механической мастерской LS о подходящей жидкости для обрабатываемого материала.
- Фрезерование должно выполняться с правильной скоростью в соответствии с диаметром фрезы и материалом.
- Не приближаться к движущимся частям фрезерного станка во время работы.
- Не касайтесь инструмента или держателя инструмента во время вращения. В противном случае пользователь может быть захвачен вращающейся машиной, что может привести к серьезным травмам или несчастным случаям.
- Необходимо использовать острые фрезы в хорошем состоянии.
- Не кладите на стол фрезерного станка ничего, например гаечные ключи, молотки или инструменты.
- Необходимо определить скорость и вес подачи.
- Удалите гаечный ключ для затяжки цанги сразу после его использования.
- Используйте тормоз шпинделя фрезерного станка, чтобы остановить шпиндель после отключения питания.
- Перед очисткой фрезы снимите режущие инструменты со шпинделя, чтобы не порезаться.
- Надевайте защитные очки при работающем фрезерном станке.
-7290cd.jpg)
Токарный станок (токарный станок)
- Убедитесь, что патрон, ведущая пластина или лицевая пластина надежно закреплены на шпинделе токарного станка.
- Станок должен быть выключен при снятии / установке патрона, ведущей пластины или лицевой панели.
- При вставке или снятии заготовки переместите насадку на безопасное расстояние от цанги или патрона.
- Станок должен работать с надлежащей скоростью резания в зависимости от диаметра фрезы и материала.
- При установке держателя инструмента поместите его с левой стороны составного суппорта, чтобы он не врезался в патрон или насадки шпинделя.
- Всегда зажимайте режущую головку как можно короче в державке, чтобы предотвратить ее поломку или вибрацию.
- Всегда следите за тем, чтобы режущая головка была острой и имела необходимый зазор. Обратитесь за помощью в корректировке.
- Если на токарном станке выполняется какая-либо опиловка, напильник следует выполнять левой рукой, чтобы предотвратить проскальзывание в патрон. Никогда не используйте напильник без ручки.
- Если работа выполняется между центрами, убедитесь, что между центрами произведена правильная регулировка и что задняя бабка зафиксирована на месте.
- Если деталь вращается между центрами и расширяется из-за тепла, выделяемого при резке, считывайте только центры, чтобы избежать чрезмерного трения.
- Не беритесь за стружки и не трогайте их пальцами, а удаляйте их тупым предметом. Перед очисткой от стружки безопаснее выключить токарный станок, чем оставить его работать.
- Установите режущую головку на осевой линии вашей работы, чтобы предотвратить перегрузку инструмента или резку над центром и перетаскивание.
- Не обрезайте деталь полностью при точении между центрами.
- Удалите шпонку из патрона сразу после использования.
- Проверните патрон или лицевую пластину вручную перед включением питания, чтобы убедиться в отсутствии проблем с заеданием или зазором.
- Остановите машину перед измерением.
- Перед очисткой токарного станка удалите инструменты из резцедержателя и задней бабки.
Ленточная пила
- Верхнюю направляющую и защитный кожух следует установить как можно ближе к заготовке.
- В случае обрыва ленты необходимо отключить питание и стоять в стороне, пока машина не остановится.
- Перед установкой необходимо осмотреть лезвие, чтобы убедиться, что на нем нет трещин. Нельзя устанавливать лезвие с трещинами.
- Необходимо использовать лезвия с правильным шагом в зависимости от толщины разрезаемого материала. При резке алюминия в материале должно быть не менее 2 зубцов, а при резке стали – 3 зуба. Проверьте таблицу скоростей для материала, который вы режете.Не запускайте ленточную пилу слишком быстро, иначе полотно быстро изнашивается.
- Если пила останавливается в пропиле, необходимо отключить питание и повернуть полотно вручную, чтобы освободить его.
- Надевайте защитные очки во время работы пилы.
Шлифовальный станок
- Перед использованием плоскошлифовального станка с ЧПУ требуется специальная подготовка.
- Машины с абразивным кругом не должны работать без соответствующих ограждений.
- Никогда не используйте колесо, которое упало или получило сильный удар, даже если на нем нет видимых повреждений. Такие колеса могут быть ослаблены или достаточно разбалансированы, чтобы разлететься при запуске.
- Не шлифуйте боковую поверхность круга, если только круг не предназначен для такого использования.
- О треснувших, сломанных или других неисправных колесах следует немедленно сообщать в LS / LSS.
- Новые колеса должен монтировать и отбалансировать супервайзер.
- Надежно удерживайте заготовку во время шлифования, используйте подставку для инструмента для поддержки работы при ручном шлифовании на настольных или настольных шлифовальных станках.
- При шлифовании алюминия необходимо соблюдать особые меры предосторожности, так как алюминиевая пыль взрывоопасна. Следует выбрать правильные параметры шлифовки и резки.
- Если на плоскошлифовальном станке используется магнитный патрон, перед началом шлифования убедитесь, что он надежно удерживает изделие.
Ссылки и источники информации с соответствующих веб-сайтов и документации различных университетов, НПО и государственных учреждений, использованные при подготовке этого веб-сайта, приведены по ссылкам.
.