Фрезы для фрезерного станка. Типы и виды
ФРЕЗЫ
Номенклатура фрез. Классификация фрез.
На рис. показаны два вида стандартной фрезы. Фрезы обычно изготавливаются из быстрорежущей стали, их части и углы разнообразны. Эти детали и углы доступны в большом разнообразии форм и размеров для различных форм и являются общими для всех типов фрез.
Параметры фрез- Шаг, относится к угловому расстоянию между соседними зубьями
- Шаг зуба, определяется по передней режущей кромки.
- Количеству зубьев.
- Лицевая поверхность зуба
- Режущая кромка — это угол на каждом зубе, который выполняет резку.
- Узкая фаска — это узкая поверхность за режущей кромкой каждого зуба.
- Передний угол — это угол, образованный между лицевой стороной зуба и центральной линией фрезы. Передний угол определяет режущую кромку и обеспечивает путь для стружки, срезанной с заготовки.
- Первичный задний угол — это угол контактной площадки каждого зуба, измеренный от линии, касательной к центральной линии фрезы на режущей кромке.

- Диаметр отверстия, определяет размер оправки, необходимой для установки фрезы.

Типы зубьев
Зубья фрез могут быть выполнены с возможностью правого или левого вращения, а также с правой или левой спиралью. Определите сторону вращения фрезы, глядя на поверхность, установленной на шпинделе. Правая должен вращаться против часовой стрелки; левая — по часовой стрелке. Направление спирали не влияет на режущую способность, но следите за тем, чтобы направление вращения соответствовало движению фрезы.
Зубчатые
Зубья, подобные тем, что показаны на рисунке, являются либо прямыми, либо спиральными в меньших размерах плоских фрез, фрез для продольной резки металла и концевых. Режущая кромка обычно имеет первичный зазор около 5 градусов.
Винтовые фрезы
Винтовые фрезы похожи на обычные, но зубья имеют угол винтовой линии от 45 ° до 60 °. Крутая спираль обеспечивает резку, которая дает плавный рез без вибрации. Они доступны для монтажа на оправке или со встроенным хвостовиком с пилотом или без него. Они особенно полезны для фрезерования удлиненных пазов и легких резов на мягком металле.
Фреза для продольной резки металла
Фреза для продольной резки металла — это, по сути, очень тонкая плоская фреза. По направлению к центру он шлифуется немного тоньше, чтобы обеспечить боковой зазор. Они используются для отрезных операций и для фрезерования глубоких узких пазов и изготавливаются шириной от 1 до 5 мм.
Боковые фрезы
Боковые фрезы — это, по сути, простые фрезы с добавлением зубцов с одной или обеих сторон. Фреза с гладкой стороной имеет зубья с обеих сторон и по периферии. Когда зубья добавляются только с одной стороны, фреза называется полукруглой фрезой и определяется как правосторонняя или левосторонняя. Они обычно используются для фрезерования пазов и двухстороннего фрезерования. Фрезы со сблокированными зубьями и фрезы со ступенчатыми зубьями используются для точного нарезания относительно широких пазов. Фрезы со сблокированными зубьями можно многократно затачивать без изменения ширины паза, который они будут обрабатывать. После заточки между двумя фрезами помещается шайба, чтобы компенсировать стачивание металла. Фрезы со смещенными зубьями — это широкая шайба, размещенная между двумя фрезами, чтобы компенсировать эффективный тип фрезерования пазов, где глубина превышает ширину.
Когда зубья добавляются только с одной стороны, фреза называется полукруглой фрезой и определяется как правосторонняя или левосторонняя. Они обычно используются для фрезерования пазов и двухстороннего фрезерования. Фрезы со сблокированными зубьями и фрезы со ступенчатыми зубьями используются для точного нарезания относительно широких пазов. Фрезы со сблокированными зубьями можно многократно затачивать без изменения ширины паза, который они будут обрабатывать. После заточки между двумя фрезами помещается шайба, чтобы компенсировать стачивание металла. Фрезы со смещенными зубьями — это широкая шайба, размещенная между двумя фрезами, чтобы компенсировать эффективный тип фрезерования пазов, где глубина превышает ширину.
Концевые фрезы
Концевые фрезы, имеют зубья как на конце, так и на периферии. Некоторые, имеют хвостовики для крепления в патроне или прямого монтажа на шпиндель. Они могут иметь прямые или спиральные канавки. Со спиральными канавками подразделяются на правые и левые, в зависимости от направления вращения канавок. Инструмент небольшого диметра может иметь как прямой, так и конический хвостовик.
Инструмент небольшого диметра может иметь как прямой, так и конический хвостовик.
Наиболее распространенной концевой фрезой является фреза со спиральной канавкой, содержащая четыре зуба. Концевые фрезы с двумя канавками, используются для фрезерования пазов и 2D профилирования, где для начала резания не предусмотрено просверленное отверстие. Инструмент с прямыми канавками обычно используются для фрезерования как мягких, так и твердых материалов, а со спиральными канавками — в основном для резки стали.
Инструмент большого диаметра (обычно более 2 дюймов в диаметре) называются концевыми фрезами с корпусом и имеют углубление на торце для установки винта или гайки для установки на отдельный хвостовик или крепление на оправке, как при плоском фрезеровании. Зубья обычно имеют спиральную форму, и фреза используется, в частности, для операций торцевого фрезерования, требующих торцевания двух поверхностей под прямым углом друг к другу.
Т-образные фрезы
Фреза для Т-образных пазов используется для обработки канавок с Т-образными пазами в рабочих столах, приспособлениях и других удерживающих устройствах. Фреза имеет плоскую или боковую заточку, закрепленную на конце узкого хвостовика. Горловина Т-образного паза сначала фрезеруется боковой или концевой фрезой, а свободное пространство затем фрезеруется фрезой для Т-образного паза.
Фреза имеет плоскую или боковую заточку, закрепленную на конце узкого хвостовика. Горловина Т-образного паза сначала фрезеруется боковой или концевой фрезой, а свободное пространство затем фрезеруется фрезой для Т-образного паза.
Обдирочные фрезы по дереву
Обдирочные фрезы по дереву со шпоночным пазом изготавливается в виде прямых, вогнутых и выпуклых фрез с формованными зубьями. Имеют форму для получения вогнутых и выпуклых контуров
наиболее распространенные размеры этого типа, менее 1/2 дюйма на 1/2 круга или меньше. Размер указан в
диаметре, снабжены хвостовиком. У них есть зубья на периферии и слегка вогнутые стороны для обеспечения зазора.
Угловые фреза
Угловая фреза имеет периферийные зубья, которые не параллельны и не перпендикулярны оси фрезы. Обычные операции, выполняемые с помощью угловых фрез, — это нарезание V-образных пазов и зубцов. Они могут быть одноугловыми или двухугловыми. Одноугловая фреза имеет боковые режущие зубья на плоской стороне. Угол режущей кромки обычно составляет 30 °, 45 ° или 60 °, как вправо, так и влево. Двухугловые включают углы 45, 60 и 90 градусов.
Угол режущей кромки обычно составляет 30 °, 45 ° или 60 °, как вправо, так и влево. Двухугловые включают углы 45, 60 и 90 градусов.
Зубчатая фреза
Зубчатая фреза представляет собой фрезу с формованными зубьями с косозубыми зубьями, расположенными как резьба на винте. Эти зубья имеют канавки для получения необходимых режущих кромок. Они обычно используются для таких работ, как чистовая прямозубая, спиральная и червячная передачи. Их также можно использовать для нарезания шлицевых валов.
Вогнутых и выпуклые фрезы
Представляют собой зубчатые фрезы, имеющие форму для получения вогнутых и выпуклых контуров размером 1/2 круга или меньше. Размер определяется диаметром круглой формы, создаваемой фрезой.
Типы фрез 3Фреза для закругления углов
Фреза для закругления углов — это фреза с формованными зубьями, используемая для фрезерования закругленных углов на рабочих местах до четверти круга включительно. Размер определяется радиусом круглой формы, которую производит фреза, например, вогнутые и выпуклые, обычно используемые для таких работ, как чистовая прямозубая шестерня, спиральные шестерни и червячные колеса.
Спецфрезы
Обладают тем преимуществом, что их можно адаптировать к любой конкретной форме для специальных операций. Резак изготавливается специально для каждой конкретной работы. В рабочих условиях формируется путем шлифования одноточечной фрезы токарного станка для установки в прутке, держателе или оправке. Резак можно затачивать много раз, не нарушая его формы.
Выбор фрезы
При выборе фрез учитывайте следующее:
- Фрезы для быстрорежущей стали, стеллита и твердого сплава имеют явное преимущество, заключающееся в возможности быстрого производства при использовании на станке, который может развивать надлежащую скорость.
- Угловые пропилы 45 ° могут выполняться одноугловой фрезой 45 °, когда заготовка удерживается в поворотных тисках, или концевой фрезой, когда заготовка устанавливается под требуемым углом в универсальных тисках.
- Чем тверже материал, тем больше тепла выделяется при резке. Фрезы следует выбирать по их жаропрочным свойствам.
- Используйте фрезу с крупными зубьями для черновой обработки и фрезу с мелкими зубьями для легких резов и чистовых операций.
- При фрезеровании заготовки по длине выбор использования пары боковых фрез для захвата заготовки, односторонней фрезы или концевой фрезы будет зависеть от количества обрабатываемых деталей.
- Некоторые операции могут выполняться с использованием нескольких типов фрез, например, при фрезеровании квадратного конца вала или хвостовика развертки. В этом случае могут использоваться одна или две боковые фрезы или концевая фреза. Однако для большинства операций фрезы специально разработаны и названы в честь операции, которую они должны выполнять.
- Фреза должна быть достаточно маленькой в диаметре, чтобы давление резания не приводило к подпружинению или смещению заготовки во время фрезерования.


Размер фрезы
При выборе фрезы для конкретной работы выберите одну достаточно большую, чтобы покрыть всю рабочую поверхность, чтобы работу можно было выполнить за один проход. Если это невозможно сделать, помните, что фреза малого диаметра пройдет по поверхности за более короткое время, чем фреза большого диаметра, которая подается с той же скоростью. Этот факт проиллюстрирован на рисунке.
Эффект разности пути фрезерования при разных диаметрах.
Уход и обслуживание
Срок службы фрезы можно значительно продлить за счет грамотного использования и правильного хранения. Ниже приведены общие правила ухода и обслуживания фрез.
- Новые резаки, полученные со склада, обычно оборачиваются масляной бумагой, которую нельзя снимать, пока резак не будет использован.
- Позаботьтесь о том, чтобы машина работала на скорости, соответствующей используемому резаку, так как чрезмерная скорость приведет к быстрому износу резака из-за перегрева.
- Следите за тем, чтобы резак не задел твердые губки тисков, патрона, зажимных болтов или гаек.
- По возможности используйте подходящее масло для резки на фрезу и заготовку во время работы, поскольку смазка помогает предотвратить перегрев и износ резца.
- Держите резаки острыми. Тупым резакам требуется больше мощности для движения, и эта мощность, преобразуясь в тепло, смягчает режущие кромки. Затупившиеся фрезы следует обозначить как таковые и отложить для шлифовки.
- Перед хранением тщательно очистите фрезы и слегка смажьте их маслом. Поместите ножи в ящики или ящики так, чтобы их режущие кромки не касались друг друга. Маленькие резаки повесьте на крючки или колышки, а большие поставьте на конец.
- Разместите фрезы с коническим и прямым хвостовиком в отдельных ящиках, ящиках или стойках с отверстиями подходящего размера для размещения хвостовиков.
- Никогда не работайте резаком обратным ходом. Из-за заданного угла резец будет тереться, создавая большое трение. Перемещение резака назад может привести к поломке резака.

 Перемещение резака назад может привести к поломке резака.
Перемещение резака назад может привести к поломке резака.Работа на фрезерных станках – однозубая фреза
Однозубая фреза является современным вариантом. Её разработали специально для устранения проблем, которые возникали при работе с традиционно-стандартными моделями. В первую очередь, это нагрузки: сверлом нельзя было осуществлять фрезерование, а стандартной фрезой – вертикальное сверление. Однозубая фреза, благодаря своей форме, совместила два сложных инструмента.
В процессе обработки материалов на фрезерных станках с ЧПУ иногда возникают проблемы связанные с разными режимами резки при заходе/выходе фрезы из заготовки. К примеру, вибрация заготовки при фрезеровании или радиальные биения инструмента во время осевого врезания в материал.
Процесс совершенствования станков с ЧПУ и вспомогательных инструментов совершенно не стоит на одном месте. Для конструкторов и инженеров такого оборудования минимизация вышеперечисленных проблем является основной задачей, которая успешно решается. Проблема подбора правильного и качественного инструмента для станков с каждым днем существенно снижается. Рассматривая стандартные проблемные вопросы можно совершенно определенно и уверенно сказать – стандартный инструмент их решает практически не решает, поэтому многие фирмы производители данного инструмента решили модернизировать фрезы. Такие фрезы просто идеально подходят для разных типов работ на фрезерно-гравировальном оборудовании с ЧПУ.
Проблема подбора правильного и качественного инструмента для станков с каждым днем существенно снижается. Рассматривая стандартные проблемные вопросы можно совершенно определенно и уверенно сказать – стандартный инструмент их решает практически не решает, поэтому многие фирмы производители данного инструмента решили модернизировать фрезы. Такие фрезы просто идеально подходят для разных типов работ на фрезерно-гравировальном оборудовании с ЧПУ.
Преимущества однозубой фрезы перед традиционными фрезами
Основной недостаток традиционно-стандартных концевых фрез заключается в том, что имея совершенно прямую перемычку на торце, эти фрезы воспринимают большую осевую нагрузку, когда выполняется вертикальное врезание инструмента в заготовку. Эта проблема легко бы разрешилась, если бы фреза имела геометрическую конструкцию сверла. Однако, к огромному сожалению, фрезеровать сверлом весьма и весьма сложно (хотя и возможно). Именно поэтому инженеры многих инструментальных предприятий искали геометрию, которая бы отлично совместила эти два сложных инструмента. Результатом проведенных усовершенствующих работ стала однозаходная фреза, имеющая винтовую канавку прошлифованной по спирали.
Результатом проведенных усовершенствующих работ стала однозаходная фреза, имеющая винтовую канавку прошлифованной по спирали.
На многих производствах самых разных отраслей связанных с фрезерными станками с ЧПУ сегодня отдают предпочтение именно этой фрезе. В свою очередь данная фреза показывает исключительно положительные результаты и возможности, например, такое качество как достаточно высокая стойкость и уникальная геометрия. Но чем, же все-таки отличается эта фреза от подобных инструментов и в чем ее уникальность!?
Особенности однозубой фрезы для фрезерного станка
Прежде всего, стоит отметить, что торцевая поверхность этой фрезы прошлифована по спирали Архимеда, таким образом, она имеет два затылованных участка. Данная геометрия позволяет фрезе без каких-либо повышенных осевых нагрузок врезаться в обрабатываемый материал при вертикальной подаче. Другими словами: (при фрезеровании на станке с ЧПУ фреза как бы засверливается в заготовку).
Фреза обладает глубокой винтовой канавкой, которая прошлифована под углом 30 градусов, однако угол винтовой канавки для этой фрезы бывает совершенно разным. Данный угол напрямую зависит от конструкторского бюро изготовителя и его разработок обрабатываемого материала. По этой канавке выходит практически большая часть стружки, тем самым, освобождая область резки.
Данный угол напрямую зависит от конструкторского бюро изготовителя и его разработок обрабатываемого материала. По этой канавке выходит практически большая часть стружки, тем самым, освобождая область резки.
Плюсы однозубой фрезы
Задняя поверхность фрезы обладает небольшими шлифованными канавками, предназначенными для вывода и дробления стружки, таким образом, защищая фрезу от налипания стружки. Данная фреза является однозубой и это огромное преимущество над другими фрезами, например: масса двузубых и трезубых фрез достаточно быстро ломаются в процессе обработки. Это происходит, как правило, потому что один из зубьев раньше остальных изнашивается, что соответственно повышает количество срезаемого материала на один рабочий зуб. Вследствие чего происходит некий дисбаланс из-за малой жесткости фрезы, то есть она начинает воспринимать гораздо большие радиальные нагрузки и быстро ломается, причем зачастую прямо в цанге шпинделя фрезерного станка с ЧПУ.
Таким образом, очевидно, что фрезерование инструментом, который имеет только один зуб, эту проблему исключает. Более того, при нежестком закреплении обрабатываемой детали такая фреза достаточно легко воспринимает возникающие вибрации материала. Из-за того что фреза оснащена только одним режущим зубом шероховатость обрабатываемой поверхности совершенно не страдает, а при правильном подборе режимов резки показатель Ra практически одинаков с двузубой фрезой.
Более того, при нежестком закреплении обрабатываемой детали такая фреза достаточно легко воспринимает возникающие вибрации материала. Из-за того что фреза оснащена только одним режущим зубом шероховатость обрабатываемой поверхности совершенно не страдает, а при правильном подборе режимов резки показатель Ra практически одинаков с двузубой фрезой.
Также необходимо отметить еще одну уникальную сторону этого инструмента – канавка фрезы может быть изготовлена, как правая, так и левая что, безусловно, добавляет в копилку фрезы еще один существенный плюс. При наличии левой винтовой канавки фреза выбрасывает стружку вверх, что весьма нежелательно во время обработки заготовок малой толщины, так как это действие поднимает заготовку от стола станка с ЧПУ. Данная проблема крайне остро стоит при фрезеровании таких материалов как пластик, оргстекло, акрил или дерево. А вот при наличии правой винтовой канавки, стружка отходит, вниз прижимая заготовку к столу станка. Сей факт, очень важен при фрезеровании тонких материалов.
Фрезы для фрезерного станка по дереву
Фрезы по дереву для станков
На сайте Станкофф.RU вы можете купить фрезы для фрезерных, четырехсторонних и других станков ведущих производителей. В наличии и под заказ более 748 моделей насадных фрез по дереву для станков по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Фрезы для деревообрабатывающих станков
Применение фрезеровочного оборудования для создания или реставрации изделий из древесины намного увеличивает потенциал профессиональной деревообработки. Предлагаемые нашей компанией промышленные фрезы для станков с универсальными возможностями или узкой специализацией позволяют ускорить процесс изготовления элементов, значительно снизить себестоимость производства и в полной мере реализовать творческие замыслы мастеров при декоративном оформлении мебели, предметов быта, отделке входных и оконных групп. Компания «КАМА Станкоинструмент» осуществляет продажу фрез, изготовленных на ведущих отечественных и зарубежных заводах.
Компания «КАМА Станкоинструмент» осуществляет продажу фрез, изготовленных на ведущих отечественных и зарубежных заводах.
Фрезы по дереву, представленные в нашем каталоге, являются съемной рабочей деталью станков, на которых выполняется изготовление плоских или фасонных элементов из любых видов древесного материала. Приспособление относится к специальным видам расходного оборудования и предназначено для обработки деревянных заготовок с целью создания профилированной поверхности. Для создания оснастки используются твердые сорта стали, имеющие мелкозернистую структуру.
Основу чистого и точного результата при использовании фрезы для станков определяет ряд факторов, влияющих на качество и скорость обработки:
- полное соответствие параметров оснастки характеристикам оборудования;
- правильный выбор рабочего режима;
- соблюдение условий перезаточки режущей кромки.
Стоимость фрез формируется в зависимости от наружного диаметра и качества металлического сплава, применяемого производителем при изготовлении корпуса и напаек для режущего полотна.
Сфера применения
Разнообразные марки фрез находят применение во всех отраслях промышленности, деятельность которых связана с производством изделий из древесины. Для работы по созданию профилей прямолинейной или криволинейной конфигурации используются агрегаты различного типа:
- фрезерные;
- сверлильно-пазовальные;
- строгальные;
- копировальные;
- шипорезные;
- комбинированные.
Каждый вид оборудования требует применения инструмента со специфическими свойствами. Большой выбор современной оснастки предоставляет возможность приобрести фрезы по дереву с необходимыми параметрами, отвечающими технологическим особенностям станка и характеру предполагаемых работ. Применение расходников не имеет ограничений при обработке древесины. Инструменты с одинаковой точностью используются для профилирования заготовок из твердых пород дерева, ДСП и ламинированных материалов, обеспечивая чистоту и качество результата независимо от конструкции и цены фрез.
Принцип действия и особенности конструкции
Высокая скорость вращения фрезерных фрез совмещается при работе станка с поступательным движением инструмента, которое производится по прямой линии или винтообразно. Остро заточенные ножи изготавливаются из нескольких видов закаленной стали и устанавливаются на корпусе путем напаивания или механического закрепления. Для обработки разных видов древесины производители профессиональных фрез применяют различные комбинации металлических сплавов.
Классификацию деревообрабатывающих фрез выполняют на основании:
- материала полотна и режущей части;
- геометрической формы конструкции;
- количества и конфигурации рабочих зубьев;
- способа крепления лезвий к корпусу.
К основным характеристикам инструмента относят направление вращения и расположение оси по отношению к поверхности заготовки. Детали работают в разных направлениях подачи и со скоростью порезки от 800 до 2000 м/мин.
Подача цилиндрической фрезы происходит параллельно деревянной поверхности, а торцовочную обработку отличает перпендикулярное осевое расположение, позволяющее зубьям на корпусе и торце детали иметь одновременный контакт с древесиной. Способы вращения инструмента подразделяются на движение в попутном направлении или встречном, характеризующимся плавным увеличением нагрузки и большей глубиной обработки. При использовании попутного перемещения фрез для деревообрабатывающих станков должно применяться оборудование с достаточной жесткостью и виброустойчивостью конструкции, способной компенсировать явление удара в процессе работы.
Для установки расходников с увеличенным диаметром посадочного отверстия применяют специальные патроны и втулки. Если в оправке оборудования не предусмотрена резьба для винтового крепления, гидравлическую втулку для фрезы заказать придется отдельно.
Фрезы для деревообработки: основные виды
Разницу между насадным и концевым типом инструмента определяет способ установки на фрезеровочное оборудование. Первый тип фрезы для деревообработки оснащен отверстием для насадки на шпиндель станка, а второй закрепляется на рабочем вале при помощи цангового патрона, надежно удерживающего хвостовик детали.
Первый тип фрезы для деревообработки оснащен отверстием для насадки на шпиндель станка, а второй закрепляется на рабочем вале при помощи цангового патрона, надежно удерживающего хвостовик детали.
В зависимости от геометрической формы и конструкции режущей кромки выделяют следующие разновидности фрез для резьбы по дереву:
- Торцовые, отличаются высокой производительностью. Имеют профилирующую кромку на верхней части ножей.
- Фасонные, оснащенные затылованными или остроконечными зубцами. Используются при изготовлении фигурных элементов с пазами и углублениями.
- Фрезы цилиндр, с прямыми или винтообразными зубьями, применяемые для обработки ровной поверхности разной ширины.
- Угловые, имеют коническую форму и режущую кромку на одной или 2 сторонах. Подходят для обработки наклонных поверхностей.
-
Дисковые, имеющие цилиндрическую форму. Применяются для создания уступов и пазов небольшой глубины.
- Концевые, с лезвиями наклонного и винтового типа. Используются для заглубления и зачистки канавок.
- Шпоночные, относятся к двухзубой категории. Необходимы для изготовления пазов.
 Применяются для создания уступов и пазов небольшой глубины.
Применяются для создания уступов и пазов небольшой глубины.При одновременном выполнении нескольких видов профилирования заготовки используется комплект фрез, дающий возможность сочетать черновую и чистовую обработку поверхности.
Насадные фрезы: особенности и классификация
Фрезы насадные применяются для обработки заготовок и
конструкций из дерева. Изготавливаются они из специальных материалов
повышенной твердости: алмаз, высоколегированная сталь, сверхтвердые
сплавы. Свое название фреза получила потому, что она насаживается
специальным отверстием на шпиндель. Именно этот элемент обусловливает
вращение и перемещение режущего инструмента над обрабатываемой
поверхностью. В деревообработке при помощи фрезы получают точные
профили, различные канавки, пазы, уступы и многое другое.
Если на шпинделе имеется нарезка, то фреза крепится при помощи гайки, которая затягивается на свободном конце, зажимая инструмент. Регулируется положение фрезы просто перемещением шпинделя по направлению вверх-вниз. Если резьба отсутствует, то крепление производится при помощи зажимного патрона и цанг, которые устанавливают в отверстия на торцевых положениях корпуса. Чтобы осуществить сжатие и прочный охват фрезы, цанги перемещают по их оси.
1. Цельные фрезы
Различие типов фрез насадных по дереву определяется по способу крепления лезвий к корпусу. Цельные виды имеют большой ресурс использования. Фреза цельная производится из особо прочных инструментальных сплавов. По форме зуба они подразделяются на:
- незатылованные;
- затылованные.
Первый вид использу
15Pcs 1/2 “12,7 мм хвостовик из карбида вольфрама Набор фрез для дерева Фрезерные станки по дереву Деревообрабатывающие фрезы Резчики по дереву для дерева |Описание товара
| Pecification: Размер: 1/2″ 12. Характеристики: Диаметр хвостовика: 1/2 “12,7 мм Размер деревянной коробки: 17,3 х 12,4 х 5,1 см / 6,8 “х 4,9” х 2 “(Д * Ш * В) Цвет: как показано на рисунке Материал: металл Примечание: Пакет включает в себя: |
 7 мм | Цвет: Многоцветный
7 мм | Цвет: Многоцветный1/2 “12,7 мм 15 шт. Хвостовик фрезы
1: 1/2 “12,7 мм хвостовик, герметичные подшипники, ровные точные вырезы. 2: Набор содержит набор популярных долот. 3: Устойчивость к скручиванию и кручению. 4: Поставляется в удобном деревянном футляре для хранения.
Выставка продуктов
Сервисный центр
| Сервисный Центр | |
Lingsheng Электроинструменты | |
| FAQ | Отгрузка | Отслеживание | Возврат | О Линшенг |
резак zund, лезвие zund, zq1616r, zp1521, zcc ct, zcc, бит фрезы yonico, yonico, yg-1, xseq1202, x carve cnc machine, worx wx523, worx wx176, аккумулятор worx 20v, фрезерование рабочего стола, фреза для деревообрабатывающих инструментов , столярные инструменты для деревообработки, деревообрабатывающий фрезерный стол, деревообрабатывающий фрезерный станок, деревообрабатывающий фрезерный станок, деревообрабатывающий фрезерный станок 8 мм, деревообрабатывающие инструменты, деревообрабатывающие столярные изделия, деревянная плита, плинтус для дерева, круглый фрезерный станок для дерева, набор фрезерных инструментов для дерева, фрезерный станок для дерева 8 мм, деревянный фрезерный станок фреза, фрезерный станок по дереву, фрезерный станок по дереву, фрезерный станок по дереву, фрезерный станок по дереву, фрезерный станок по дереву, фрезерный станок по дереву, 8 мм, резак по дереву, фрезерный станок с ЧПУ, фрезерный станок по дереву, фрезерный станок по дереву, резчик по дереву, инструмент из бисера, дрель из бисера, сверло по дереву, карбид вольфрама, Weitol, инструменты Walter, вставка Walter, виниловый комбинезон, плоттер для виниловой резки 14, лезвие для виниловой резки, режущий виниловый плоттер 14, держатель для виниловых режущих кромок 14, держатель для виниловых режущих кромок, лезвие для виниловых режущих кромок, виниловое лезвие, вибрирующий нож, VHM освобождает, VHM, против фрезерный станок с ЧПУ 90-градусный фрезерный станок по дереву, v-фрезерный станок, v-фрезерный станок, v -резные биты, v-битный pcb, v-битный ЧПУ, v-битный вырез, v-бит 90, v-бит 60, v-бит 120, v-бит 0.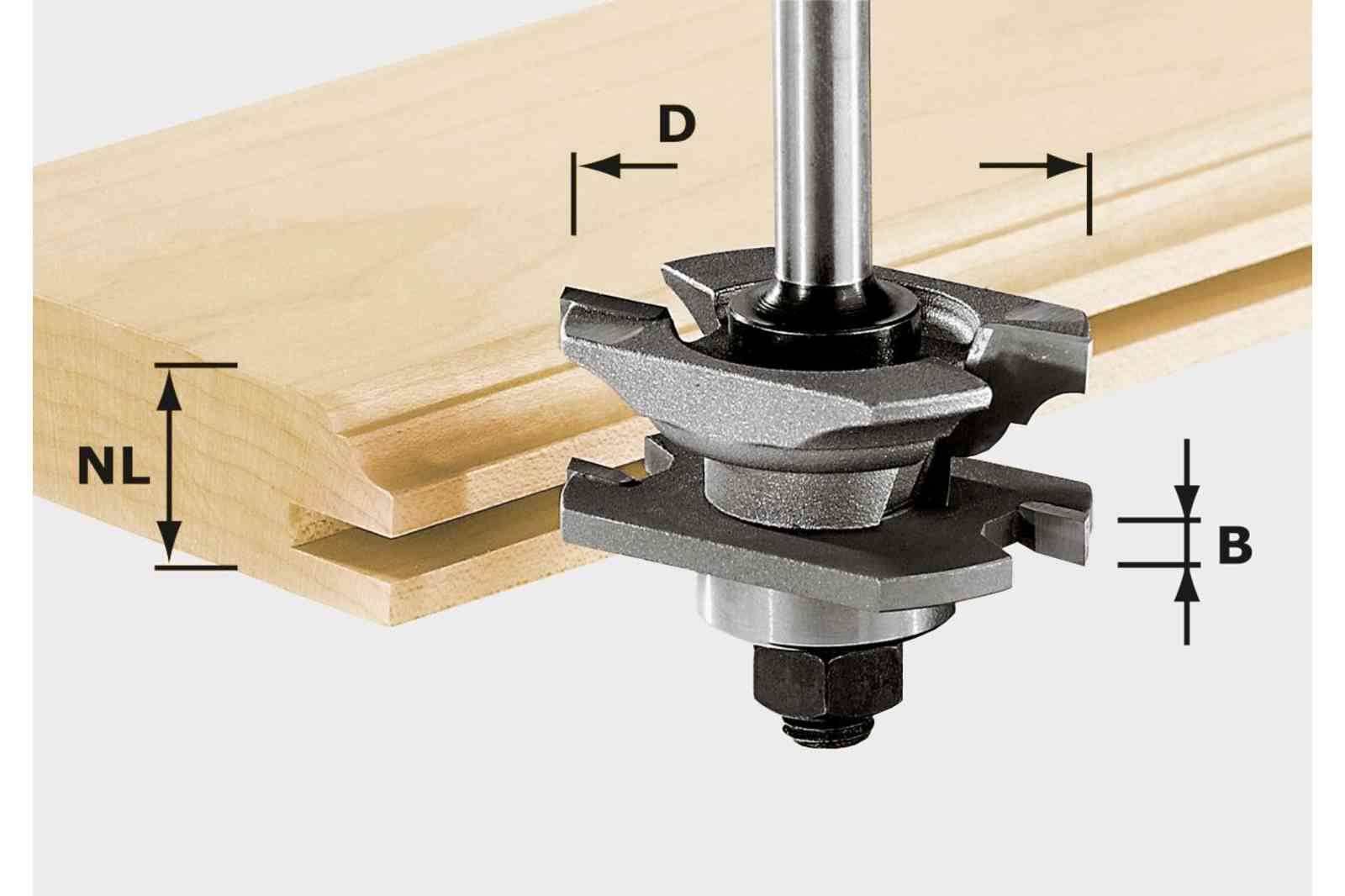 2 мм, v бит, вверх-вниз по спирали 4 мм, вверх-вниз по фрезе, вверх-вниз, зонт-нож, токарный инструмент, токарный инструмент, стержень из вольфрама, стержень из карбида вольфрама hrc65, стержень из карбида вольфрама, цена из карбида вольфрама, концевая фреза из карбида вольфрама 25 мм , карбид вольфрама с ЧПУ, карбид вольфрама, вольфрамовый стержень, вставка из тунгалоя, фрезерный станок с t-слотом, фрезы с t-слотом, фреза с t-слотом, фреза с t-слотом, бит триммера 6 мм, триммер 800 Вт, фрезы триммера, фрезерный маркер Метчик трапецеидальной резьбы tr, Метчик трапецеидальной резьбы, матрица трапециевидной резьбы, метчик tr8, tr24x4, tr20x4, метчик tr20, tr16x4, tr16 * 4, tr14, tr12x3, tr12 * 2, tr10x2, tpmr160304, tpmr 160304, tpmr, tpmn1608, tpm1608 tpkn1603, сенсорный зонд, инструменты из Китая, инструменты для фрезерования, инструменты для резьбы по дереву dremel mini, инструмент для фрезерной обработки с ЧПУ, шпунт и шпунт, шпунт и шпунт, фрезерование шпунта и шпунта, гравировка с титановым покрытием фрезерование, прилив, tialn, резьбовое кольцо датчик
2 мм, v бит, вверх-вниз по спирали 4 мм, вверх-вниз по фрезе, вверх-вниз, зонт-нож, токарный инструмент, токарный инструмент, стержень из вольфрама, стержень из карбида вольфрама hrc65, стержень из карбида вольфрама, цена из карбида вольфрама, концевая фреза из карбида вольфрама 25 мм , карбид вольфрама с ЧПУ, карбид вольфрама, вольфрамовый стержень, вставка из тунгалоя, фрезерный станок с t-слотом, фрезы с t-слотом, фреза с t-слотом, фреза с t-слотом, бит триммера 6 мм, триммер 800 Вт, фрезы триммера, фрезерный маркер Метчик трапецеидальной резьбы tr, Метчик трапецеидальной резьбы, матрица трапециевидной резьбы, метчик tr8, tr24x4, tr20x4, метчик tr20, tr16x4, tr16 * 4, tr14, tr12x3, tr12 * 2, tr10x2, tpmr160304, tpmr 160304, tpmr, tpmn1608, tpm1608 tpkn1603, сенсорный зонд, инструменты из Китая, инструменты для фрезерования, инструменты для резьбы по дереву dremel mini, инструмент для фрезерной обработки с ЧПУ, шпунт и шпунт, шпунт и шпунт, фрезерование шпунта и шпунта, гравировка с титановым покрытием фрезерование, прилив, tialn, резьбовое кольцо датчик
Хорошая жесткость, прочность и стойкость к ударам, очень сильная
Высокая степень чистоты поверхности, очень гладкая чистота, без заусенцев!
Эффективное удовлетворение Требуется Яркий яркий МДФ / Деревообработка
Super Hero из МДФ пены для резки фанеры фрезерные станки с ЧПУ
2 Фрезерная фреза с прямым концом Фрезерные инструменты с ЧПУ Гравировальные фрезы Набор фрез по дереву 1.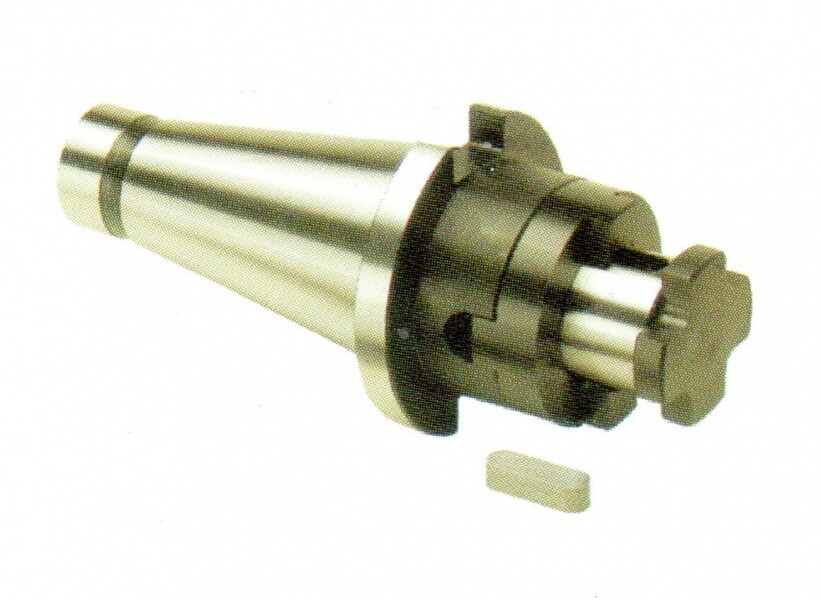 Фрезер с двумя прямыми канавками Информация:
Фрезер с двумя прямыми канавками Информация:
(1) Тип фрезы: твердосплавный фрезерный станок с двумя канавками и фрезами с ЧПУ.
(2) Материалы для производства: твердосплавная вольфрамовая сталь.
(3) Режущий инструмент Подходит для:
§ Пена, доска EVA, многослойная доска, цветочная доска, древесноволокнистые плиты, меламиновые плиты;
§ МДФ, HDF и все виды композитных плат;
§ ПВХ, акрил, пена, бамбук и т. Д.
(4) Фрезы, широко используемые в:
Точная резка, фрезерование, прорезание канавок, двухмерная резьба по гравировке, обработка канавок:
Фрезерный станок с ЧПУ, гравировальный станок с ЧПУ, резак по дереву, фрезерные станки с ЧПУ, токарные станки, центральное оборудование.
2. Деревообрабатывающие станки МДФ Особенности:
(1) Профессиональный, очень хорошая прочность и интенсивность, высокая чистота, яркость и долговечность, длительный срок службы;
(2) Специальная конструкция, комбинированный жесткий режущий орган и режущая кромка высокого класса,
Высокая эффективность и непростая поломка, хорошая стоимость, экономьте деньги!
(3) Эффект гладкой поверхности, простота и удобство в использовании.
3. Фрезерный станок с ЧПУ STECHTOL Фотографии:
Прямой торцевой фрезерный станок с резьбой для прорези Образцы фотографий:
4.Твердосплавные гравировальные фрезы Технические характеристики:
- ШАНК: 0,157 дюйма / 4 мм;
- CED (диаметр режущей кромки): 0,157 дюйма / 4 мм;
- CEL (длина режущей кромки): 1,260 дюйма / 32 мм;
- OVL (общая длина): 2,362 ‘/ 60 мм;
- Упаковка: 10 штук / набор в прочной пластиковой коробке;
- Состояние: Совершенно новое и супер прямолинейное качество фрезы!
Sharp-Tools No. | ХОМУТ (мм) | CED (мм) | CEL (мм) | OVL (мм) |
ST4-Z2LX08 | 4 | 4 | 8 | 40 |
ST4-Z2LX10 | 4 | 4 | 10 | 40 |
ST4-Z2LX12 | 4 | 4 | 12 | 40 |
ST4-Z2LX15 | 4 | 4 | 15 | 45 |
ST4-Z2LX17 | 4 | 4 | 17 | 45 |
ST4-Z2LX20 | 4 | 4 | 20 | 45 |
ST4-Z2LX22 | 4 | 4 | 22 | 50 |
ST4-Z2LX25 | 4 | 4 | 25 | 50 |
ST4-Z2LX28 | 4 | 4 | 28 | 55 |
ST4-Z2LX30 | 4 |
Большое количество 50 шт. 2-6 мм 2 диаметр флейты фрезы прямой хвостовик фрезы набор инструментов с чпу оборудование фрезерный роторный резак
2 Флейта – Фрезер
материал: HSS + AL
Тип: Двухканальная спиральная насадка
2ммх6х7х51 10шт
3ммх6х8х52 10шт
4ммх6х11х55 10шт
5ммх6х13х57 10шт
6ммХ6х13х57 10шт
Подходящие материалы: мягкий металл, дерево, пластик и т. Д.
,Виды фрез. Все разновидности фрез по металлу для фрезерного станка и их назначение
Все виды фрез по металлу и их назначения
Эта разновидность режущего инструмента представлена в большом ассортименте. С его помощью можно проводить различные технологические операции. Сам процесс заключается в медленной подаче быстровращающейся фрезы в рабочую область. По точности обработки заготовок такая методика лишь не намного хуже наружного протягивания металла.
Разнообразие фрез по металлу позволяет производить выборку материала на самых сложных участках. Главное – определить нужный вид инструмента и способ его подачи (например, винтовой, поступательно-вращательный). Его режущие кромки изготавливаются из особых сортов стали, керамики, твердых сплавов, алмазов и ряда других материалов (кардная проволока и так далее). Рассмотрим основные разновидности фрез по металлу для фрезерного станка и их назначение.
Классификация фрез по металлу
- По расположению режущих частей (зубьев).
- По их заточке.
- По направлению (наклонные, винтовые и так далее).
- По конструкции инструмента (монолитный, сборный, составной).
- По креплению режущих элементов.
- По их материалу.
Поэтому перечислить все разновидности данного инструмента, с учетом специфики его исполнения и особенностей применения, несколько затруднительно.
Виды фрез
Каждая из них используется лишь на определенном технологическом этапе обработки металла, в зависимости от задачи, которую необходимо решить.
Цилиндрические
Имеется 2 разновидности данного инструмента – с зубьями прямыми и винтовыми. Фрезы в первом исполнении применяются для более простых операций, как правило, на ограниченных (узких) участках.
Изделия с режущими винтовыми частями более универсальные.
Но так как осевые усилия бывают значительными, то их использование ограничивается углом наклона режущей грани (не более 450). Поэтому в подобных ситуациях устанавливаются фрезы цилиндрические сдвоенные. Особенность их исполнения в том, что режущие части в процессе работы «перекрывают» место стыка половинок инструмента.
Дисковые
- Прорезка пазов.
- Выборка металла на узком сегменте.
- Обрезка заготовок.
- Снятие фасок и для других целей.
Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Разновидности:
- Прорезные.
- Отрезные.
- Пазовые.
- Для резания с двух или трех сторон.
Торцевые
В основном применяются для обработки деталей с поверхностями ступенчатыми или плоскими. Инструмент ставится так, чтобы его продольная ось была перпендикулярна обрабатываемой поверхности.
Особенности – повышенная плотность зубьев на участке соприкосновения с заготовкой. Это обеспечивает равномерность и высокую скорость обработки металла. Наличие дополнительных режущих кромок (в торцевой части) позволяет добиться более «чистой» поверхности при обработке на фрезерном станке.
Червячные
Имеют специфическое применение. Обработка материала производится методом обката.
Особенность – выборка металла происходит в процессе точечного касания фрезы заготовки.
Разновидности
- Левые или правые (в зависимости от направления витков).
- Одно- или многозаходные.
- Сборные или цельные.
- С зубьями шлифованными или нешлифованными.
Концевые
Для обработки пазов, уступов и так далее.
Разновидности
- Хвостовик – конический или цилиндрический.
- Для предварительной (крупные зубья) или финишной (мелкие) обработки материала.
- Монолитные или с напаянными режущими пластинами (коронками).
Обдирочные фрезы предназначены для обработки сплавов, полученных способом литья или ковки.
Шпоночные – разновидности концевых, которыми производится выборка Т-профилей. Оснащены двумя зубьями, один из которых расположен на конце, а другой – на срединной части инструмента. Интервал между ними и определяет параметры зоны выборки металла.
Отрезные
Предназначение понятно из названия. Обрезка заготовки может быть полной или частичной (секторальной). Режущие кромки – только на верхних гранях зубьев (на торцах отсутствуют).
Разновидности
Группируются по размерам зубьев:
- Мелкие.
- Средние.
- Крупные.
Особенности – первые две разновидности режущего инструмента служат для работы с чугуном и сталями, последняя – с легкими сплавами (на основе магния, алюминия и тому подобное).
ismith.ru
ОСНОВНЫЕ ТИПЫ ФРЕЗ И ИХ ПРИМЕНЕНИЕ — Мегаобучалка
Работа 3
ОБРАБОТКА ЗАГОТОВОК НА ШИРОКОУНИВЕРСАЛЬНОМ ФРЕЗЕРНОМ СТАНКЕ
Цель работы: изучить устройство и принцип работы широкоуниверсального фрезерного станка; изучить основные типы фрез; ознакомиться с параметрами режима резания и научиться определять основное время при фрезеровании.
Оборудование рабочего места
1. Широкоуниверсальный фрезерный станок.
2. Набор фрез.
3. Методические указания.
I. УСТРОЙСТВО ШИРОКОУНИВЕРСАЛЬНОГО ФРЕЗЕРНОГО СТАНКА
Фрезерование – один из высокопроизводительных и распространенных методов обработки горизонтальных, вертикальных, наклонных и фасонных поверхностей. Методом фрезерования получают уступы, выемки и пазы различного профиля. Фрезерование осуществляют на фрезерных станках с помощью многолезвийного режущего инструмента – фрезы. Главное движение при фрезеровании – вращение фрезы; движение подачи – поступательное перемещение заготовки или фрезы.
На рис. 5.1 дана схема широкоуниверсального фрезерного станка. Этот станок согласно классификации металлорежущих станков относят к 6 группе, 7 типу (например, станок модели 675). Опорой станкаслужит полое основание 1, где размещается резервуар для смазочно-охлаждающей жидкости и насосная станция, состоящая из электродвигателя и центробежного насоса. В основании установлен также электродвигатель главного привода. К основанию станка крепится станина 8 с вертикальными и горизонтальными направляющими. Внутри станины размещены коробка скоростей 9 и коробка подач 10, органы управлениякоторых вынесены на боковую поверхность станины. В верхней части станины по горизонтальным направляющим, обеспечивая поперечную подачу (Sn), перемещается бабка 6 с горизонтальным шпинделем. К переднему торцу бабки крепят вертикальную головку 5 с вертикальным шпинделем 4. При работе с горизонтальным шпинделем вертикальная головка не устанавливается. Зажим инструмента в шпинделе производится шомполом. Для работы с двухопорными фрезерными оправками на верхних направляющих корпуса бабки крепится хобот 7 с серьгой. Таким образом, фреза, закрепленная в шпинделе станка, выполняет вращательное главное движение (V) и может выполнять поступательное движение поперечной подачи (Sn).
Рис. 3.1. Схема широкоуниверсального фрезерного станка
На вертикальных направляющих станины установлен суппорт 2 с горизонтальными направляющими, на которых смонтирован стол 3 для крепления заготовки. В суппорте размещены механизмы, обеспечивающие поступательное перемещение суппорта в вертикальном и стола в горизонтальном (продольном) направлениях. Таким образом, заготовка, установленная на столе, может получать подачу в двух направлениях: в вертикальном (Sb) и в продольном ( Sпр).
ОСНОВНЫЕ ТИПЫ ФРЕЗ И ИХ ПРИМЕНЕНИЕ
Фреза представляет собой режущий инструмент в виде тела вращения, на образующей поверхности или на торце которого расположены режущие зубья.
Весьма широкий диапазон фрезерных работ обуславливает многообразие режущего инструмента, применяемого на фрезерных станках.
Фрезы различают по следующим признакам:
– конструкции зубьев – цельные и вставные;
– направлению зубьев – прямые и винтовые;
– профилю зубьев – остроконечные и затылованные;
– конструкции – цельные и насадные;
– форме и назначению – цилиндрические, торцовые, дисковые, про- резные и отрезные, концевые, угловые, фасонные, резьбовые.
На рис. 3.2 схематично показаны основные типы фрез.
Рис. 3.2. Основные типы фрез
Цилиндрические фрезы (рис.3.2,а) применяют для обработки открытых плоскостей. Их изготавливают с левыми и правыми винтовыми канавками.
Торцовые фрезы (рис.3.2,б) имеют зубья на торцовой и цилиндрической поверхностях. Эти фрезы применяют для обработки открытых плоскостей. Изготавливают их обычно со вставными зубьями, закрепленными в массивном корпусе.
Дисковые фрезы (рис.3,2,в) применяют для обработки уступов, пазов, лысок. Дисковые фрезы могут быть одно-, двух- или трехсторонними. Трехсторонняя дисковая фреза имеет режущие кромки на двух торцах и цилиндрической поверхности. Двухсторонняя дисковая фреза – на одном торце и цилиндрической части. У односторонней дисковой фрезы режущие кромки имеются только на цилиндрической части.
Прорезные и отрезные фрезы (рис.3.2,г) применяют для выполнения узких пазов и отрезки заготовок. Эти фрезы имеют режущие кромки на цилиндрической поверхности,
Концевые фрезы (рис.3.2,д) имеют режущие кромки на цилиндрической и торцовой поверхностях. Концевые фрезы применяют для обработки плоскостей, уступов, пазов, криволинейных контуров.
Угловые фрезы (рис.3.2,е) применяют для обработки поверхностей, расположенных под углом друг к другу.
Фасонные фрезы (рис.3.2,ж) применяют для обработки фасонных поверхностей; профиль фасонной фрезы должен соответствовать профилю обработанной поверхности.
Фрезерование цилиндрическими и дисковыми фрезами может производиться двумя методами. Если направление вращения фрезы и перемещения заготовки не совпадают (рис.3.3,а), нагрузка на зуб увеличивается постепенно, т.к. толщина среза изменяется от нуля при входе зуба в обрабатываемый металл до максимума при выходе зуба из металла. Такой метод фрезерования называется встречным фрезерованием. Зуб работает из-под корки, подламывает и выбрасывает ее из зоны резания, что очень важно при обработке деталей, имеющих литейную корку, наклеп или окалину. Недостаток встречного фрезерования состоит в том, что усилие резания Р , направленное вверх, стремится оторвать деталь от стола, что при больших сечениях среза приводит к вибрации и ухудшению шероховатости обработанной поверхности.
Рис. 3.3. Методы фрезерования
Если направление вращения фрезы и перемещения заготовки совпадают (рис. 3.3,б), зуб сразу подвергается максимальной нагрузке. Усилие резания Р прижимает заготовку к столу.
Такой метод фрезерования называется попутным фрезерованием. Если на поверхности обрабатываемой заготовки имеется корка упрочненного металла, то это может привести к резкому снижению стойкости фрезы. Но при отсутствии корки, этот метод фрезерования обеспечивает большую стойкость фрезы, малую шероховатость обработанной поверхности и меньший расход энергии.
Таким образом, при черновой обработке, когда снимается большой объем металла, а на поверхности заготовки возможна корка упрочненного металла, целесообразно применять встречное фрезерование, а при чистовой обработке – попутное.
megaobuchalka.ru
Назначение фрез
Фрезерованием называется процесс механической обработки различных поверхностей, с целью получения изделия необходимого размера, типа и класса шероховатости. Данный процесс возможен с помощью специальных высокопрочных многолезвийных режущих устройств – фрезеров или фрезеровальных машин.
Фреза представляет собой динамическое тело, на поверхности которого находятся острые зубья. Внешний вид фрезы зависит от формы обрабатываемой поверхности. Металлические зубья могут быть расположены как на цилиндрической части, так и на боковине. Рабочую поверхность фрез изготавливают из следующих материалов: углеродистых сталей, быстрорежущих сталей, твердых и минералокерамических сплавов.
При выборе типа фрезы следует учитывать материал, из которого изготовлены его резцы. Прочность композита должна быть прямо пропорциональна площади обрабатываемого материала. Чтобы избежать приобретения низкокачественных фрез, необходимо выбирать проверенные марки с подлинным сертификатом качества.
Краткие сведения (виды фрез и их применение):
Отрасли применения: производство оборудования для нефтегазовой отрасли, производство трубопроводной арматуры, аэрокосмическая промышленность, производство инструментов и форм (POS-материалов, наружной рекламы, плоских и объёмных букв, табличек, логотипов, указателей, мебели и предметов интерьера, рельефных изображений, барельефов, скульптур, 3D объектов и т.д.), автомобильная промышленность, общее машиностроение, строительство, энергетика, производство железнодорожного транспорта, судостроение, медицинская промышленность и т.д.
Цилиндрические фрезы
Область применения – для обработки открытых поверхностей на горизонтально-фрезерных машинах. Бывают с прямыми и винтовыми лезвиями. В основном изготовляются из углеродистой, быстрорежущей и легированной стали.
Цилиндрические фрезы в основном употребляются для обработки сложной многослойчатой поверхности, а также при работе с нержавеющей жаропрочной сталью, конструкционной сталью, серого чугуна, легкообрабатываемых материалов (медь, алюминий), органического стекла, слоистых пластмасс и стеклопластиков. Наиболее часто применяются с винтовыми зубьями, т.к. они более функциональны, и обработка выполняется более качественно. При разработке фрез с винтовыми зубьями мастеру необходимо учитывать нагрузку на конструкцию – это обеспечивает более точную и качественную работу инструмента.
Широко применяются в строительстве для изготовления погонажных изделий. Профили ножей используются различной формы, в зависимости от конечного результата.
Виды погонажных изделий:
- Наличник – это специальное профилированное приспособление, с помощью которого обрабатывают дверные и оконные рамки.
- Плинтус — это планка для перекрытия проема между напольным покрытием и стеной.
- Галтель – в основном используется для стыковки потолка и стены. Широко применяется в мебельном производстве.
- Рейка – представляет собой узкий деревянный брусок. В строительстве или ремонте незаменимая деталь.
- Вагонка – это узкая прочная доска для отделки потолка и стен в домах, банях и других сооружений.
- Уголок – это деревянное изделие с угловым торцом. Используется как элемент декора в отделочных работах.
Торцевые фрезы
При помощи торцевых фрез обрабатывают плоские поверхности на вертикальных и горизонтальных фрезерных станках. Подходят для обработки стали и прерывистых плоскостей. Корпус изготавливается из углеродистой, быстрорежущей и легированной стали.
Режущие элементы находятся на цилиндрической и боковой поверхностях фрезы, что позволяет работать с двумя перпендикулярными плоскостями одновременно.
Лезвие фрезы имеет три элемента: главное, переходное и вспомогательное. В контактной поверхности работает большое число зубьев, что позволяет сдерживать излишние вибрации – соответственно, повышается качество обработки детали. Основное назначение – это 3D обработка различных поверхностей типа штампов и пресс-форм.
Данный вид фрез массово применяется в автомобилестроении для изготовления картера коробки передач. Картеры для высокоэффективных КПП изготавливаются, как правило, из доэвтектических алюминиевых или магниевых сплавов. Основными требованиями при изготовлении этих деталей являются строгое соблюдение заданных размеров и минимальное машинное время. Для высокоточной и экономически эффективной обработки этих сложных деталей применяют торцевые фрезы с большим количеством зубьев. За счет регулировки резцовых вставок с точностью до микрон и оптимальной геометрии режущих кромок достигается высокое качество обработки и исключительная стойкость.
Концевые фрезы
Концевыми фрезами высекают канавки, сквозные пазы, окна, карманы, шпоночные канавки и многое другое. Материал изготовления преимущественно быстрорежущая и легированная сталь. Остроконечные лезвия в таких фрезах располагаются на цилиндрической поверхности – ими осуществляется основная фрезеровка. На боковине в основном зачищается дно канавки. Лезвия в данных фрезах бывают винтовыми или наклонными.
При изготовлении электроэнергетического оборудования, а также в процессе сооружения и эксплуатации электростанций, применяется большое количество изделий со стандартными и специальными резьбами. Для производства турбин большой мощности, помимо прочего инструмента, масштабно используются концевые фрезы с пластинами типа U. Это позволяет обеспечить безопасность и надежность работы готового изделия, при этом увеличивая КПД на более чем 50%, при уменьшении времени на обработку готового продукта.
Дисковые фрезы
Дисковые фрезы применяются для обработки пазов, канавок и разрезки металлических и других элементов. Основное их назначение – это распил деревянных заготовок. В основном изготовляются из быстрорежущей и легированной стали. Этот вид фрез имеет высокую эффективность, несмотря на то, что у них часто иссечены зубья.
Основное применение дисковых фрез – фасонное фрезерование, отрезка деталей, прорезка шпоночных пазов и т.д. Преимущества конструкции очень ярко выражаются при обработке крупногабаритных изделий и пакетной обработке. Поэтому для изготовления зубчатых колес в машиностроении стали применять специальные твердосплавные дисковые призматические фрезы с углами 60 и 90 градусов, радиус на вершине зуба 0,03 мм, охватываемые диаметры фрез – от 15 до 80 мм. Данные фрезы дают возможность обрабатывать зубчатые колеса внешнего зацепления, зубчатые рейки, наружные шлицы, звездочки цепных передач и другие детали с зубчатыми элементами. Применяя дисковые фрезы можно добиться высочайшей производительности, позволяя сократить продолжительность цикла обработки не менее чем на 50% по сравнению с любыми другими методами нарезания зубчатых колес.
Угловые фрезы
Угловые фрезы используют для обработки канавок с угловым профилем. Основное назначение – это инструментальная промышленность, где фрезы применяют для прорезки стружечных углублений, разверток, зенкеров и прочее. Изготавливаются угловые фрезы цельными конструкциями из быстрорежущей стали.
Исходя из конструкции угловых фрез, их массово применяют для фрезерования стружечных пазов самых различных металлорежущих инструментов, в том числе и самих фрез (пазы типа «ласточкин хвост») и конструкций двух сопряженных плоскостей. Использование данного вида фрез позволяет увеличить скорость фрезерования и сэкономить время на обработку изделия.
Шпоночные фрезы
Главная и отличительная особенность – это фрезерование, как в одну, так и в другую сторону. Материал изготовления – легированная сталь. Применяются на вертикально фрезерных станках или на станках с маятниковой подачей.
Используются в основном для выполнения проемов в металлических изделиях. В работе участвуют только боковые кромки.
Соединения шпоночного типа можно встретить в самых разных приспособлениях. Чаще всего они применяются в машиностроительной отрасли. Шпонки для таких устройств бывают клиновыми, сегментными и призматическими. Основным инструментом для обработки шпоночных пазов на фрезере являются шпоночные фрезы, выпускаемые по Госстандарту 9140. Они располагают двумя резцами с режущими торцовыми основаниями, имеют хвостовик конической либо цилиндрической формы. Для обработки шпоночного паза они идеальны, так как боковые кромки данных фрез направлены непосредственно в корпус инструмента, а не в наружную часть. Шпоночные фрезы работают и с продольной, и с осевой подачей. Они гарантируют необходимый квалитет шероховатости уступов и пазов после обработки.
Фасонные фрезы
Фасонные фрезы применяются для обработки плоскостей и канавок усложненного фасонного профиля. Изготавливают из быстрорежущей и легированной стали. В отличие от стандартных, фасонные фрезы являются специальными, и проектируются с учетом габаритных размеров и профиля рабочей поверхности.
Фасонные фрезы широко применяются в металлообработке, т.к. обеспечивают высокую рабочую эффективность и позволяют низкоквалифицированному персоналу предприятий обрабатывать поверхности сложного профиля. С помощью фасонных фрез делается фасонное фрезерование профильных плоскостей — червяков, шестерен, оконных рам, багетов.
Так как фасонные фрезы являются специальными и предварительно проектируются под требования заказчика, они массово используются при производстве оборудования для нефтегазовой отрасли. Тем самым они идеально подходят для решения специфичных технологических задач. Например, для серийного выпуска муфт необходим большой ресурс работы инструмента. Данный вид фрез выполняет эту задачу на 100%, при этом сокращая время на обработку изделия.
Фрезы в мировых масштабах являются самым популярным приспособлением, которые используют для обработки различных поверхностей материалов. В составной части могут одновременно использоваться несколько вариантов лезвий, зубьев и режущих кромок. Отличительной чертой этого инструмента считается широкое разнообразие размеров, профилей, типов, форм и сфер применения для практически любой технологической задачи. Тем самым на сегодняшний день, фрезы являются незаменимыми, и широко используются в различных отраслях промышленности. Но наиболее важно знать для правильной эксплуатации – это как точно подобрать нужный вид инструмента и правильно его использовать, чтобы получить заготовку нужной формы и размера, и не повредить при этом фрезы.
freza.ru
Фрезы по металлу для фрезерного станка: дисковые, концевые, торцевые
Фреза — это инструмент для обработки металлических деталей на станках. Процесс называется фрезерованием, по эффективности и производительности он превосходит другие способы обработки изделий из металла.
Принцип работы и конструкция
конструкция фрезы
Инструмент на большой скорости двигается вокруг собственной оси и на малой — вперед, обрабатывая заготовку из металла. Формы поверхностей получаются различные: канавки, цилиндр, пазы или гладкие плоскости, зависит от характера прямолинейного движения.
Вращающаяся поверхность заготовки обрабатывается вращательным, подающим движением. Для создания винтовых углублений используется вращательное движение.
Фреза состоит из корпуса, к которому крепятся рабочие выступы — зубья. Весь корпус делится на рабочую часть, хвостовик и переходную — шейку. Конечная форма заготовки зависит от положения инструмента и исходной формы.
Виды фрез
Существует множество видов, предназначенных для выполнения различных работ:
- торцевые;
- цилиндрические;
- угловые;
- дисковые;
- концевые;
- фасонные;
- шпоночные;
- для выполнения Т-образных углублений;
- насадные (составные и цельные).
Составные насадные применяют для создания сложных форм. С помощью цельных выполняют особо точные операции, они отлично уравновешены.
различные виды фрез
Цилиндрические фрезы
Устанавливаются на фрезерные станки горизонтального типа. Рабочие зубья могут иметь винтовую или прямую форму. Винтовые удобны для работы на узких участках, когда свойства винтовых зубов значительно не влияют на процесс резания. Чтобы уменьшить осевые усилия используются сдвоенные цилиндрические фрезы с различным наклоном режущих поверхностей. Такая форма выравнивает осевые усилия, влияющие на инструмент во время работы по металлу. Инструменты выполняются из быстрорежущих металлов с твердосплавными включениями на рабочих поверхностях.
Торцевые фрезы
Используются на станках фрезерных вертикального типа. Ось инструмента расположена перпендикулярно оси рабочей поверхности заготовки. Работают здесь в основном верхушки рабочих поверхностей зубьев. Торцевые части помогают, режут в основном боковые рабочие поверхности, находящиеся снаружи.
В связи с тем, что профилирующими являются только верхушки кромок, формы кромок отличаются разнообразием. Наиболее удобны инструменты с рабочими кромками в виде окружности или ломаной. С помощью торцового инструмента работа выполняется плавно при минимальном размере припуска. В данном случае величина припуска никак не влияет на угол соприкосновения с деталью, важны лишь диаметр инструмента и ширина фрезерования. По сравнению с другими видами торцовый может обладать большими габаритами и жесткостью, поэтому режущие зубья крепятся надежно и дополнены пластинами из твердых сплавов. Этот инструмент обладает большей производительностью, нежели цилиндрический.
Угловые фрезы
Используют для фрезеровки наклонных металлических плоскостей и угловых выемок на станках. Делятся на одноугловые и двухугловые. У первых активные зубья покрывают всю рабочую часть корпуса, у вторых — лишь конус.
В металлообработке применяются для выполнения стружечных углублений. Двухугловые фрезы работают сравнительно плавно. Чтобы верхушка инструмента не стачивалась слишком быстро, ее делают закругленной.
Концевая фреза
Вырабатывает глубокие выемки и пазы на металлических деталях. Хвостовик для крепления в станке у концевой фрезы отличается своей формой — конус или цилиндр. Торцевые кромки несут вспомогательную функцию, основная нагрузка лежит на зубьях, расположенных в цилиндрической части. Их выполняют наклонными или винтовыми. Во втором случае необходимо выдержать наклон не более 45 градусов.
Шпоночные фрезы
Используются в основном для выполнения отверстий в металле. Работают только торцовые кромки. При затачивании затрагиваются задние рабочие кромки, поэтому диаметр инструмента со временем не уменьшается.
Для выполнения Т-образных выемок
Т-образные выемки на металлических деталях не редкость, для их исполнения разработан специальный вид фрез. В процессе работы стружка выводится плохо, поэтому они быстро ломаются. За один оборот инструмента зуб работает дважды. Зубья разнонаправлены, затачиваются поочередно — то с одной, то с другой стороны.
Дисковые фрезы
дисковая фреза
Может быть двухсторонней, пазовой или трехсторонней, вырезает выемки и углубления различной формы. Пазовые дисковые инструменты оснащены зубьями на цилиндре, с их помощью можно выполнить неглубокие пазы. Чтобы снизить трение в торцах, инструмент затачивают под углом, уменьшающим толщину к центру. Толщина инструмента предусматривает допуск до 0,05 миллиметров, которая постепенно уменьшается в процессе стачивания.
Двухсторонние и трехсторонние фрезы оснащены рабочими зубцами, в том числе на торцах. Рабочие зубья в торцах имеют вспомогательное значение, основную нагрузку на металл несут зубцы на цилиндре.
Зубья дисковых инструментов могут быть наклонными или располагаться прямо. Первые повышают производительность инструмента. Для этого на трехсторонних фрезах делают разнонаправленные зубья. Работа производится зубьями с цилиндра, а часть торцевых удалена, что не влияет на производительность.
Фасонные фрезы
Необходимы при выполнении фасонных частей. Очень удобны при большой разнице между шириной и длиной обрабатываемой детали. При короткой поверхности используется метод протягивания. На таких инструментах зубья могут быть затылованными или острозаточенными. Вторые обеспечивают более чистую обработку, меньше истираются нежели затылованные при работе станка по металлу. Но их производство и затачивание возможно исключительно на специальных устройствах, которые четко выдерживают конфигурацию рабочих плоскостей. Потому такой вид фрезы используется только на крупных предприятиях.
Сборные фрезы
Представляют собой корпус, в который вставляются рейки или зубья нужного размера из твердых сплавов. Форма рабочих кромок таких инструментов простая, обработка сложных деталей обеспечивается за счет особых профилей корпуса, в которые вставляются зубья.
Видео о дисковых и циркулярных фрезах по металлу:
stanokgid.ru
Назначение и разновидности фрез — Режущий инструмент
Назначение и разновидности фрез
Фреза представляет собой многозубый инструмент в виде тела вращения, на образующей поверхности которого или на образующей поверхности и торцах одновременно расположены режущие кромки. Во время работы осуществляются два движения: главное движение — вращение фрезы вокруг оси и вспомогательное движение — движение подачи инструмента или детали. Поскольку в резании одновременно участвует несколько зубьев, процесс фрезерования отличается большей производительноcnью, чем, например, точение или строгание.
Фрезы применяются чрезвычайно широко для обработки плоскостей, прорезки прямобочных и угловых пазов, шпоночных канавок, разрезки металла, обработки фасонных поверхностей, нарезания резьб, зубчагых колес и других видов работ. Классифицировагь фрезы можно по назначению, способу крепления на станке, форме, профилю и расположению зубьев, по конструкции рабочей части и режущему материалу. Однако классификация фрез довольно затруднительна в связи с большим разнообразием конструкций и широкой областью их применения.
По наиболее общим признакам различают фрезы цельные и сборные; зубья цельных фрез выполнены как одно целое с корпусом из режущего материала. Их делают насадными для закрепления на оправке станка (это наиболее распространенный тип фрез) и с цилиндрическим или коническим хвостовиком для непосредственною закрепления в гнезде шпинделя станка или патрона. Хвостовыми изготовляют преимущественно фрезы малого диаметра, которые нельзя выполнить насадными Хвостовики делают из конструкционной стали и приваривают встык к рабочей части из быстрорежущей стали. Основные типы цельных фрез и работы, выполняемые ими, показаны на рис.1.36.
Сборные фрезы более экономичны. Корпуса таких фрез делают из конструкционных сталей, обычно стали 40Х, а ножи (зубья) — из режущих материалов или конструкционных статей с напаянными, приклеенными или механически закрепленными режущими пластинами. Ножи крепятся в пазах корпусов клиньями, штифтами, винтами и другими способами
Среди быстрорежущих наиболее распространены фрезы с клиновидными рифлеными ножами, а также с плоскопараллельными рифлеными ножами и гладкими клиньями (рис. 1.37).
Для повышения производительности фрезы всех разновидностей оснащают твердыми сплавами. Однако следует иметь в виду, что из- за повышенной хрупкости твердого сплава и ударной нагрузки при входе и выходе зуба из резания не все твердосплавные фрезы одинаково работоспособны. Фрезы с жесткими корпусами, такие, как торцовые, успешно работают при фрезеровании любых конструкционных материалов. Другие разновидности твердосплавных фрез с недостаточной жесткостью корпусов, особенно отрезные и дисковые, хорошо зарекомендовали себя при обработке чугуна и цветных металлов, где усилия резания сравнительно небольшие. Обработка стали такими фрезами также выполняется, но при тщательной отладке операции, заключающейся в обеспечении надлежащей жесткости станка, приспособления, детали, достаточной плавности подачи стола станка, равномерности вращения его шпинделя, выбора наиболее подходящих марок твердого сплава и оптимизации параметров инструмента.
Наиболее рациональным способом крепления пластин твердого сплава является механическое крепление, устраняющее дефекты напайки пластин. Самыми прогрессивными среди них следует считать конструкции с механическим креплением радиально или тангенциально расположенных неперетачиваемых многогранных пластин (рис. 1.38, а, е—з, к).
Широкое применение получили сборные фрезы с ножами или резцами, в гнездах которых пластины твердого сплава напаиваются или приклеиваются (рис. 1.38, б). Основное их преимущество по сравнению с фрезами, оснащенными неперетачиваемыми пластинами, состоит в том, что конструкция — повышенной жесткости и позволяет разместить больше режущих зубьев. Конструктивное оформление основных типов таких фрез такое же, как и с быстрорежущими пластинчатыми ножами, только поперечное сечение ножей несколько больше (сравни рис. 1.38, б и 1.37, г). Отличаются от быстрорежущих торцовые фрезы для обработки стали. В связи с большими силами резания ножи выпускают с крупным сечением, наподобие токарных резцов, и закрепляют в корпусе различного рода клиньями (рис. 1.38, в).
У фрез малых размеров, которые не могут быть сделаны сборными, а также у относительно крупных концевых, цилиндрических и торцовых фрез с винтовыми пластинами твердого сплава пластины напаиваются или наклеиваются непосредственно на корпуса (рис. 1.38, д).
Мелкоразмерные твердосплавные фрезы делают целиком из твердого сплава или в виде твердосплавных коронок с зубьями, которые напаиваются на хвостовые державки (рис. 138, г).
Смотрите также
rezh-instrument.ru
Виды фрез по металлу и их назначения
Для того, чтобы быстро и качественно обрабатывать стальные или металлические заготовки используются разно профильные фрезерные станки. Непосредственная обработка деталей производится с помощью фрез, которые отличаются очень высокой вариативностью.
Классификация фрез по металлу и их назначение.
Имеется около десятка видов фрез, каждый из которых имеет свое предназначение и используется исходя из конкретной задачи:
Дисковые.Один из самых распространенных видов режущего инструмента. С его помощью производят обрезку деталей, прорезают пазы и снимают фаски. Рабочая (режущая) поверхность может быть нанесена как с одной, так и с двух сторон, что позволяет использовать такую оснастку на фрезерных станках всех типов. Различают следующие виды дисковых фрез:
- Пазовые.
- Отрезные.
- Прорезные.
- Двухсторонние (необходимы для обработки детали с нескольких сторон).
Данный вид фрез может быть использован в самых сложных условиях, когда полноценный отвод металлической стружки невозможен или затруднен.
Цилиндрические.Подобные фрезы используются для обработки объемных металлических деталей. Всего различают цилиндрическую оснастку с винтовыми и прямыми зубцами. Для несложных операций целесообразно использовать инструмент с прямыми зубцами, для сложных и качественных операций подойдут винтовые зубцы.
Торцевые.Используются для обработки деталей имеющих плоскую поверхность. Как правило, такие фрезы делают из высокопрочных материалов и отличаются они высокой производительностью. Ключевая особенность такого инструмента – большое количество зубьев, и как следствие равномерность обработки даже самого твердого металла.
Червячные.Пожалуй, самая специфическая оснастка из всех существующих. Заготовки обрабатываются методом обкатки. Производятся следующие виды червячных фрез:
- Левые.
- Правые.
- Одно или много заходные.
- Сборные или цельные.
- С шлифованными зубьями.
Все вышеупомянутые виды оснастки используются для создания сложных и многоступенчатых деталей.
Концевые.Если необходимо обработать уступ или паз, то концевой инструмент придется как нельзя кстати. Различают концевые фрезы с крупными (начальная обработка) и мелкими зубцами (конечная обработка).
Обдирочные.Созданы специально для того, чтобы изящно обрабатывать заготовки, полученные с помощью литья или ручной ковки.
Обрезные.Как видно из названия, данный вид фрез используются для обрезки заготовки. Это самая простая оснастка имеет режущую кромку только на верхних гранях зубцов.
Более подробную информацию ищите по ссылке: http://spik24.ru/catalog/frezy/
Выбор фрез для начинающих. Видео.
o-remonte.com
Фреза для фрезерного станка по металлу: виды, применение, обзор
Для того чтобы конструкции из металла обретали правильную и красивую форму, а также идеальные параметры, указанные в проекте, нужно осуществить обработку всех элементов. На сегодняшний момент для решения такой задачи есть несколько способов, однако самым востребованным из них является фрезерование. То, насколько точно выполнены данные работы, будет зависеть от правильно подобранной фрезы, которая выступает режущим материалом. Для того чтобы выбрать самый подходящий тип инструмента, нужно придерживаться определенных критериев, среди них – разнообразие и объем работы; качество металла, а точнее, толщина и мягкость; качество отделки, которая может быть вторичной или первичной; геометрическая форма основания, которое может быть плоской плитой. Проделать с помощью фрезы можно пазы или отверстия. Помимо прочего, важно учесть и заданную точность габаритов. Цена фрез по металлу может быть равна 300 рублям и выше.
Если предполагается выполнять массовые работы, которые предусматривают формирование нескольких разновидностей поверхности с разными линиями, нужно обратить внимание на наборы. Стоимость фрезы по металлу в этом случае окажется значительно ниже, а разнообразие комплектации позволит осуществить несколько разновидностей работы.
На что обратить внимание при выборе
Если вам необходима фреза для фрезерного станка по металлу, то при покупке в первую очередь важно учесть, какой производитель изготовил товар. Нужно выбирать марки, которые проверены опытом и временем, что позволит избежать некачественной заточки, быстрой поломки или неточности параметров нарезки на срезах. Далее представлен перечень производителей, который рекомендован профессионалами: Bosch, Hahnreiter, Optimum, “Атака”, “Инструмент-сервис”.
Второе, на что следует обратить внимание, когда приобретается фреза для фрезерного станка по металлу, это принцип работы механизма. Важно при выборе режущего инструмента качество станка. Таким образом, ручная фреза может быть автоматическим или полуавтоматическим прибором. К данному оборудованию предстоит подобрать подходящую насадку. Специалисты советуют учитывать и соответствие внутреннего крепления. Этот параметр важен так же, как и качество рабочей поверхности. Необходимо и наличие шпона, что требуется для плотного прилегания деталей к поверхности вращательного механизма.
Выбор фрезы по диаметру и качеству заточки
Когда выбирается фреза для фрезерного станка по металлу, нужно обратить внимание еще и на размеры, которые влияют на удобство работы с оборудованием и стоимость. Каждый мастер должен выбрать для себя наиболее подходящее сочетание. По структуре фрезы могут быть сборными или монолитными. Помимо прочего, чем лучше будет заточен инструмент, тем качество оформленного среза окажется выше. На его выполнение придется потратить гораздо меньше времени. Профессионалы не советуют выбирать фрезы, которые обладают уникальной заточкой. Это может оказаться как достоинством, так и недостатком. Подобная фреза будет сложно поддаваться восстановлению после того, как она затупится. Многим потребителям нравится предложение ряда производителей, которое выражено в сменных ножах. Они обеспечивают самое длительное использование.
Выбор по материалу режущей детали
Если вам необходима фреза для фрезерного станка по металлу, немаловажно то, из какого материала будет изготовлен режущий элемент. Наиболее важно качество материала инструмента, что не будет зависеть от разновидности конструкции фрезы. Наибольшую распространенность в этом отношении получили твердосплавные изделия, которые предназначены для работы по металлу. Это обусловлено высокими показателями температурного сопротивления.
Почему стоит выбирать твердосплавные фрезы
Среди преимуществ таких изделий нельзя не отметить внешнюю прочность и жесткость инструмента, которая столь необходима для проведения соответствующих работ. Если вы хотите исключить в ходе манипуляций быстрое нагревание, то нужно выбрать данную разновидность фрез, так как они отличаются внушительной температурой каления. Если есть желание продлить беспрерывную обработку, то стоит воспользоваться такими элементами, которые оснащены внутренним стержнем охлаждения. Твердосплавные фрезы превосходно подходят для прочных труднообрабатываемых сплавов, среди которых можно выделить чугун, титан, нержавеющую сталь и легированную сталь.
Фрезы по металлу, ГОСТы которых соблюдаются при изготовлении, как правило, проявляют себя хорошо в процессе работы. Однако если вы приобрели изделие, которое отличается некоторыми отрицательными характеристиками в работе, то больше не стоит предпочитать того или иного производителя. Помимо критериев подбора, которые были упомянуты выше, нужно учитывать моменты, которые в некоторых случаях возникают в процессе обработки. Здесь можно отметить внушительное нагревание самого инструмента и оформляемых деталей, а именно усадку материала, завивание стружки, появление при формировании деталей наростов, последнее из которых касается пластичных мягких металлов. Сюда можно отнести и вибрирование.
Совет специалиста
К указанным условиям мастер должен отнестись с особым вниманием. Данные проявления способны повлиять не только на время проведения манипуляций и затормозить процесс. В конечном итоге вы можете столкнуться с низким качеством обработанной детали.
Особенности применения
Вы уже знакомы с тем, что заточка фрезы по металлу не должна оказаться уникальной. Однако нужно знать еще и то, что существуют разные типы изделий, которые предназначены для определенных типов работ. Важно ознакомиться с рекомендациями по использованию самых востребованных фрез в соответствии со спецификой манипуляций. Для декоративной и черновой обработки оснований в зависимости от типа инструмента нужно выбирать более внушительный диаметр стержня. Зубцы должны обладать большими размерами и меньшей частотой расположения. Что касается концевой фрезы, то она должна обладать меньшим количеством перьев. Изделия начальной обработки должны использоваться для грубой отделки, с помощью них можно будет создать очертания геометрической формы. При этом мастер будет избавляться от толстого слоя поверхности.
Фрезы для фасонных изделий
Для осуществления таких работ следует использовать изделия подходящего профиля. Самым простым вариантом считается создание угла с определенным градусом. Для этого принято использовать угловые фрезы. Насадки мультипрофильного типа помогают создавать каналы сложной формы.
Отрезание
Фрезы отрезные по металлу обладают формой окружности, по краю которой располагаются зубья. В зависимости от работы, можно подобрать разновидность изделия, учитывая размеры и чистоту зубчиков. Дисковая фреза по металлу должна быть выбрана и по толщине.
Оформление пазов и уступов
Для обработки и создания сложных и простых геометрических форм используют фрезы с треугольными, трапециевидными и прямоугольными уступами. В этом случае может использоваться торцевая фреза по металлу, а также концевая и дисковая. Изделия с круглыми пластинами позволят создать объемные формы.
Для внешних углублений разной формы и видов должна быть использована торцевая фреза по металлу. Что касается концевых, то с их помощью работу можно выполнить на внешней поверхности, а также оформить глубокие внутренние пазы.
Проделывание отверстий
Для выполнения отверстий необходимой глубины, которые могут быть сквозными, нужно использовать кромочные или концевые фрезы. Сюда можно отнести и корончатые изделия по металлу. Последние способны резать металл по кромке отверстия. Из-за этого они пользуются столь высоким спросом. Отдельно стоит выделить шаровую фрезу. Ее использование позволяет подправить разные формы и придать текстуру поверхности.
Дисковая фреза по металлу превосходно подойдет для решения таких задач. Помимо прочего, вы можете использовать червячные изделия. Получить резьбу можно одним или несколькими инструментами, каждый из которых будет подобран отдельно. Например, одна фреза будет использоваться для проделывания отверстий, а другая – для нанесения насечек.
Заключение
После того как вы узнали, для чего используется фреза корончатая по металлу, а также другие разновидности подобных изделий, можете смело отправляться в магазин за тем, чтобы приобрести нужный товар, который подойдет для вашего инструмента. В качестве отличительной особенности последнего выступает возможность использования в тандеме с ним различных фрез, которые помогут выполнить работы разного назначения. Перед тем как сделать окончательный выбор, нужно удостовериться в том, что вами были просмотрены все доступные материалы, а также варианты из интересующей категории. Только так вами может быть подобрана фреза корончатая по металлу или любой другой расходный материал для фрезерных станков.
fb.ru
Концевые фрезы для фрезерных станков с чпу в России от компании “ООО “БИЗОН-РУС””.
Описание
Фреза ЧПУ – режущий инструмент, предназначен для обработки различных материалов на станках с числовым программным управлением. Поэтому для гарантии качества обработки необходимо подбирать подходящую оснастку для каждого типа станка. Фрезы для ЧПУ по дереву может иметь одно или несколько режущих кромок (лезвий). Их применяют для выравнивания пазов, желобов, краев заготовки, а также для получения фигурного профиля.
Классификация фрез для станков ЧПУ
Фрезы для ЧПУ представлены в огромном разнообразии. Они отличаются по типу, формам, размерам и классифицируются по различным признакам. Один из наиболее распространенных вариантов деления – по материалу лезвия:
N. Твердый мелкозернистый сплав. Твердость лезвия 88HRA. Имеет низкую износостойкость и прочность;
А. Твердый мелкозернистый сплав К200. Твердость лезвия 91 HRA. Имеет высокую износостойкость и прочность. Подойдет для обработки не только деревянных, но и металлических поверхностей;
АА. Твердый сплав. Имеет высокое сопротивление к изгибу;
HM. Твёрдосплавное изделие. Хорошо справляется с деревом твердых пород. Также лезвие подходит для обработки композитных материалов.
По своему назначению фрезы для деревообрабатывающих станков с ЧПУ бывают:
пазовые. Применяются для формирования пазов. Оснастка может отличаться диаметром, длиной, количеством и расположением лезвий. Фреза позволяет обрабатывать прямоугольные и V-образные пазы, украшать изделие буквами, узорами;
копировальные. Второе название – прямые кромочные. Оснащаются подшипником, что позволяет вести фрезу по шаблону;
профильные. Отличаются по виду лезвия. Позволяет округлить края, придавать заготовке декоративные закругления;
галтельные. Позволяет получить пазы IU-образной формы;
гребневые. Фреза оснащена двумя лезвиями. С помощью такой оснастки обрабатывается соединение типа паз-гребень;
для закруглений. Оснастка создает закругления по краям детали;
карнизные. Скругляет кромки различных деревянных деталей: рамы для окон, шкаф и т.д.;
дисковые. Основная задача – обработка узких кромок;
ласточкин хвост. Служит для выборки пазов и для формирования соединений;
сегментные. Используются для декоративной обработки древесины;
для снятия фаски. Имеют наклонные кромки.
На что обратить внимание при выборе фрез для станков с ЧПУ
диаметр хвостовика. Он должен быть таким же, как и у цанги;
назначение оснастки. Изделие подбирается от вида операции, которую необходимо выполнить;
наличие подшипника. Он используется для изготовления одинаковых деталей по шаблону.
Где купить фрезы для ЧПУ станков в Москве?
Наш интернет-магазин предлагает купить концевые ЧПУ фрезы по дереву в Москве по низкой цене. Обратившись к нам, Вы получаете ряд преимуществ:
низкая цена фрез для станков ЧПУ;
доставка в любой населённый пункт страны;
широкий выбор инструмента;
профессиональная помощь в подборе оснастки.
Заказать набор фрез для ЧПУ можно по телефону или на сайте. Звоните!
Фреза для пуговиц, копировальная фреза или тороидальная фреза: фрезы с круглыми пластинами
Тороидальная фреза Tormach
Вы когда-нибудь пробовали нож для фрезерования пуговиц?
Если да, то вы знаете, что эти универсальные инструменты действительно могут хорошо вам помочь. Они обычно используются для обработки карманов, черновой обработки штампов и пресс-форм, торцевого фрезерования, обработки пазов, ступенчатого фрезерования и даже винтовой интерполяции отверстий.
Круглые пластины можно порекомендовать, так как они обладают рядом свойств, которые способствуют их успеху.Если вы использовали один токар, вы знаете, что их большой радиус позволяет получить очень хорошую отделку поверхности. Они также могут оставить хорошую отделку при фрезеровании, но у них есть ряд других преимуществ.
Их округлая форма делает их особенно прочными, так как у них нет слабых углов, которые могут скалываться. Если вы наденете или сколите одну из них, их можно повернуть, чтобы обнажить свежий край.
Они подходят и для более легких машин. При работе на большей глубине резания они создают более радиальные силы резания.Но, уменьшая глубину резания, они начинают вести себя больше как обрабатывающие инструменты с большой подачей. Это означает, что большая часть сил резания направлена прямо вверх по шпинделю, что является самой высокой жесткостью на любом станке. Это одна из причин, по которой врезное фрезерование так выгодно на легких станках. Резаки для пуговиц представляют собой альтернативу.
Похоже, что по каким-то причинам физика разрезания пользуется кругами. Траектории HSM лучше, чем обычные траектории, поскольку они используют петли, а не острые углы.Фрезы для пуговиц хорошо подходят, потому что углы на пластинах – слабое место, которое может сколоть или сломаться. Вы можете довольно сильно загрузить нож для пуговиц, и они будут там висеть. Если вам удастся отколоть одну, просто поверните вставку, пока отколотая часть не перестанет использоваться, и продолжайте движение.
Резак для кнопок OSG…
В самых сложных областях применения ножницы для пуговиц конкурируют с ножами с высокой подачей. Для многих магазинов резак с высокой подачей является прямой заменой резака для пуговиц, который позволяет увеличивать подачу и скорость.По этой причине некоторые говорят, что ножницы для пуговиц уходят. Но есть случаи, когда нож для обрезки пуговиц по-прежнему имеет больший экономический смысл:
- На старых или более легких машинах, которые не могут обеспечить производительность, необходимую для фрез с большой подачей.
- Из чрезвычайно прочных материалов, где способность вращать изношенную пластину и продолжать работу дает резцам для пуговиц преимущество.
- Для повторной черновой обработки и обработки чрезвычайно твердых материалов, когда круглые пластины пуговичного фрезы просто прочнее и жестче, поэтому они служат дольше.Обработка сварных деталей особенно хорошо подходит, поскольку пуговичный нож отлично справляется с закаленными сварными швами.
Физика ножниц для пуговиц означает, что при расчете их подачи и скорости необходимо выполнять особые расчеты. Следует рассмотреть несколько важных вопросов:
1. Надрезы должны выполняться с глубиной пропила меньше радиуса пластины. Это означает, что диаметр инструмента зависит от глубины резания из-за радиуса кромки фрезы, как у концевой фрезы с шаровой головкой.
2. Тороидальные фрезы подвергаются утонению стружки в двух измерениях. Как и в случае любой другой фрезы, если ширина пропила меньше половины диаметра, происходит утонение стружки. На диаграмме показано, как эта геометрия работает в рамках нашего руководства по скорости и подаче. Очень важно учитывать утонение стружки, иначе фактическая нагрузка на стружку может оказаться ниже ожидаемой, и инструмент начнет тереться, что значительно сократит срок службы фрезы. Однако, если у вас есть не только вращающийся инструмент, но и инструмент с круглыми пластинами, вы получаете утонение стружки как в радиальной, так и в осевой плоскостях.
3. Благодаря своей уникальной конструкции тороидальные фрезы могут выдерживать значительно большую нагрузку на стружку, чем большинство других типов фрез со сменными пластинами. Нет угловых слабых мест, которые можно было бы легко повредить слишком агрессивными порезами. Это также в определенной степени верно для концевых фрез с выпуклым носиком, которые представляют собой просто концевые фрезы, нижнему краю которых задан радиус. Думайте о них как о ножницах для пуговиц, у которых круглые пластины имеют действительно крошечный радиус.
4. В то время как резец, изображенный на фото, этого не делает, более экзотические конструкции могут также слегка «опускать» круглую пластину, создавая угол подъема поверх всего остального, что происходит с геометрией.
Достаточно сказать, что простые таблицы не дадут наилучших результатов. Вы должны быть готовы выполнить дополнительные вычисления или использовать калькулятор, например, наше программное обеспечение G-Wizard, которое сделает все это за вас.
Есть еще много чего порекомендовать кусачки для пуговиц. Например, они отлично подходят для винтовой интерполяции отверстий. И они имеют тенденцию преобразовывать намного большую часть силы резания в осевое направление, которое является самым жестким направлением для большинства станков. Чем меньше глубина резания, тем больше силы передается в осевом направлении.Наконец, при черновой обработке шагов вы получите гладкий гребешок вместо плеча с углом. Это может облегчить жизнь вашему фрезу.
Прежде чем мы закончим тему, давайте рассмотрим несколько основ работы с ножом для пуговиц:
1. Старайтесь соблюдать уклон не менее 75%, чтобы пластины тратили много времени на резку. Это сводит к минимуму утонение стружки в одном направлении, но это нормально, поскольку круглые пластины утончают стружку в другом направлении. Причина, по которой следует максимально увеличить шаг поворота, заключается в том, что большая часть износа пластин происходит при входе в разрез.
2. Говоря о входе в резку, дугообразное врезание и завихрение по спирали намного лучше, чем погружение внутрь. Попробуйте наш Conversational CNC Surfacing Wizard и Hole Wizard для некоторых плавных траекторий инструмента при использовании одной из фрез для торцевого фрезерования или винтовых интерполирующих отверстий.
3. Сохраняйте глубину резания ниже радиуса фрезы.
4. Поскольку вы выбираете наилучшую глубину резания, старайтесь, чтобы ширина пропила была относительно высокой (около 75%, как указано в №1). Глубина резания должна быть меньше радиуса пластины.Фактически, с этими резаками меньше значит больше, поэтому опускайте их как можно глубже, сохраняя приемлемые нормы съема материала. Вы можете поиграть с этими компромиссами с помощью калькулятора G-Wizard, чтобы найти золотую середину.
Настройка калькулятора G-Wizard для ножницы для пуговиц
Настроить резак для пуговиц в G-Wizard довольно просто. В качестве примера мы воспользуемся фрезой Tormach 25 мм. Как уже упоминалось, он имеет диаметр 25 мм. Он использует круглую пластину с радиусом 10 мм. Итак, выберите тип инструмента с индексируемым концом или торцевой фрезой, укажите количество вставок (3 для тормаха) или канавок и нажмите кнопку «Геометрия».Настройте его, как показано:
Настроить пуговичную фрезу как концевую фрезу с большим радиусом при вершине…
По сути, вы просто хотите настроить его с правильным диаметром и радиусом закругления.
Кстати, есть хитрость, если вы работаете в британской системе мер и хотите ввести значения метрики. Итак, для диаметра резки я ввел «25 / 25,4» и нажал «Enter», и он произвел расчет прямо в поле. Вы также можете ввести «25 м», чтобы преобразовать миллиметры в дюймы, и 25i, чтобы преобразовать дюймы в миллиметры.
Если вы никогда не пробовали G-Wizard, воспользуйтесь нашей бесплатной 30-дневной пробной версией. Обещаю, тебе это очень понравится!
Присоединяйтесь к более чем 100 000 ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на ваш почтовый ящик один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:
Типы фрез – Bright Hub Engineering
В производстве фрезерные станки очень важны. Помимо того, что этот станок используется для обработки твердых материалов, фрезерный станок также используется для строгания, штамповки, нарезания шпоночных пазов и фрезерования, среди прочего.Фрезерный станок обеспечивает удобство для оператора, поскольку заготовка перемещается к фрезу. Таким образом, обработка более эффективна.
Одними из самых важных компонентов фрезерного станка являются фрезерные инструменты. Эти инструменты на самом деле являются режущими инструментами, которые прикрепляются к фрезерному станку для процесса резки. В зависимости от формы и размера существует множество видов режущих инструментов для фрез. Кроме того, фрезы классифицируются по покрытиям и переднему углу.Процесс резки достигается за счет движения фрезы внутри станка.
Чтобы добиться эффективного резания, необходимо тщательно рассмотреть особенности фрезы. Характеристики фрезы включают форму, канавки, центральное резание, угол наклона спирали, хвостовик, черновую обработку и покрытия.
Форма . Форма резака определяет тип операции резки, которую он может выполнять. В различных отраслях промышленности используется множество стандартных форм.
Флейта .Это глубокие винтовые канавки, идущие вверх по фрезу. По краю канавок расположены острые лезвия. Эти лезвия называются зубьями и являются компонентами, которые прорезают материал.
Центровка . Это ориентация режущего инструмента, которая определяет, может ли режущий инструмент врезаться в материал или нет.
Угол наклона винтовой линии . Угол наклона спирали обеспечивает постепенное вхождение зуба в материал. Кроме того, угол наклона спирали снижает вибрацию режущего инструмента.
Хвостовик . Это цилиндрическая часть режущего инструмента, которая прикреплена к фрезерному станку и отвечает за удержание инструмента на месте.
Черновая . Конфигурация фрезы, состоящая из зубцов с зазубринами, эффективна для дробления материала на более мелкие части.
Покрытия . Покрытия отвечают за улучшение качества поверхности, увеличение скорости и увеличения срока службы инструмента.
Хотя каждая из этих характеристик определяет производительность режущего инструмента, тип выполняемой резки также определяется различными типами режущих инструментов.К различным типам фрез относятся: пазовое сверло, фреза со сферическим концом, слябовая фреза, торцевая фреза и фреза для мух и многие другие.
Сверло для паза . Пазовое сверло может сверлить прямо в материал. Он состоит из двух канавок, у которых один зуб находится в центре торца.
Фреза со сферическим наконечником . Эта фреза похожа на перфоратор, однако конец фрезы имеет полусферическую форму. Эта фреза чаще всего используется для обработки трехмерных профилей.
Слябовый стан . Слябовые фрезы обычно используются для быстрой обработки больших широких поверхностей.
Торцевая фреза . В этом типе фрезы используется несколько одноразовых твердосплавных или керамических наконечников, установленных на корпусе фрезы.
Мухорезка . Он состоит из одного корпуса, в который вставляются одна или две насадки. Отдельные фрезы этой фрезы могут быть заменены, как и торцевые фрезы.
Рис.1. Типы фрез
Изображений.utcgearhobs.com
Рис.2. Face Cutter
Изображений. idealcuttingtools.com
Как выбрать правильную фрезу и метод фрезерования?
При выборе фрезы, подходящей для задачи обработки, необходимо учитывать различные аспекты, такие как геометрия, размер и материал обрабатываемых деталей.
Выбор подходящего фрезерного инструмента, использование прокатки при торцевом фрезеровании и использование фрезы для обработки отверстий в подходящих условиях, производители могут значительно увеличить производственные мощности и повысить эффективность обработки, не вкладывая средства в новое оборудование, что экономит много времени и средств. Стоимость.
Фреза главный угол:Основной угол наклона – это угол между режущей кромкой и плоскостью реза. Главный угол наклона имеет большое влияние на радиальную силу резания и глубину резания. Величина радиальной силы резания напрямую влияет на мощность резания и устойчивость инструмента к вибрации. Чем меньше главный угол наклона фрезы, тем меньше радиальное усилие резания и лучше устойчивость к вибрации, но при этом уменьшается и глубина резания.
При фрезеровании плоскости с квадратными уступами выберите угол подъема 90 °. Этот вид инструмента обладает хорошей универсальностью и используется как при единичной, так и при мелкосерийной обработке. Поскольку радиальная сила резания у этого типа инструмента равна силе резания, сопротивление подаче велико, и он легко вибрирует, поэтому от станка требуется большая мощность и достаточная жесткость.
При обработке плоской поверхности с квадратным уступом также можно использовать фрезу с основным углом 88 °.По сравнению с фрезой с основным углом наклона 90 °, ее режущая способность была улучшена. Торцевое фрезерование фрезерными фрезами для обработки уступов 90 ° также очень распространено. В некоторых случаях такой выбор имеет смысл. Форма фрезерованной заготовки неправильная, или поверхность отливки приведет к изменению глубины резания. Фреза для обработки уступов может быть лучшим выбором. Но в других случаях стандартная торцевая фреза 45 ° может принести больше пользы.
Когда угол резания фрезы меньше 90 °, толщина осевой стружки будет меньше скорости подачи фрезы из-за утонения стружки.Угол резания фрезы будет иметь большое влияние на применяемую подачу на зуб.
При торцевом фрезеровании торцевая фреза с углом 45 ° сделает стружку тоньше. По мере уменьшения угла резания толщина стружки будет меньше подачи на зуб, что, в свою очередь, может увеличить скорость подачи до 1,4 раза по сравнению с исходной. Радиальная сила резания фрезы с главным наклоном 45 ° значительно снижена, что примерно равно осевой силе резания.Режущая нагрузка распределяется на более длинную режущую кромку. Обладает хорошей вибростойкостью и подходит для вылета шпинделя расточно-фрезерного станка. Более длительные случаи обработки. При обработке плоских поверхностей с помощью этого типа инструмента частота поломки лезвия низкая, а долговечность высокая; при обработке чугунных деталей края заготовки не склонны к выкрашиванию.
Выбор размера фрезы:Диаметр стандартной торцевой фрезы со сменными пластинами составляет Φ16 ~ Φ630 мм.Диаметр фрезы следует выбирать в соответствии с шириной и глубиной фрезерования. Как правило, чем больше глубина и ширина перед фрезерованием, тем больше диаметр фрезы. При черновом фрезеровании диаметр фрезы фрезерного станка меньше; при чистовом фрезеровании диаметр фрезы больше, насколько это возможно, чтобы уместить всю ширину обработки детали и уменьшить следы соединения инструмента между двумя соседними подачами.
При торцевом фрезеровании больших деталей используются фрезы меньшего диаметра, что оставляет много возможностей для повышения производительности. В идеальном случае у фрезы должно быть 70% режущих кромок, задействованных в резании. При фрезеровании отверстий фрезой размер инструмента становится особенно важным. По сравнению с диаметром отверстия диаметр фрезы слишком мал, тогда в центре отверстия во время обработки может образоваться стержень. Падение сердечника может привести к повреждению заготовки или инструмента.Если диаметр фрезы слишком большой, это приведет к повреждению самого инструмента и обрабатываемой детали, поскольку фреза не режет в центре и может столкнуться с нижней частью инструмента.
Выбор метода фрезерования:Еще один способ улучшить процесс фрезерования – оптимизировать стратегию фрезерования торцевой фрезой. При программировании фрезерования поверхности пользователь должен сначала учитывать способ врезания инструмента в заготовку. Обычно фреза просто врезается прямо в заготовку.Этот метод резания обычно сопровождается большим ударным шумом, потому что, когда пластина вынимается, фреза образует самую толстую стружку. Поскольку лезвие оказывает сильное воздействие на материал заготовки, оно часто вызывает вибрацию и создает растягивающее напряжение, которое сокращает срок службы инструмента.
Лучшим способом подачи является использование метода раскатки, то есть без снижения скорости подачи и скорости резания фреза врезается в заготовку. Это означает, что фреза должна вращаться по часовой стрелке, чтобы обеспечить фрезерование.Сформированная таким образом стружка бывает от толстой до тонкой, что может снизить вибрацию и растягивающее напряжение инструмента, а также передать стружке больше тепла при резании. Изменяя способ, фреза каждый раз врезается в заготовку, срок службы инструмента может быть увеличен в 1-2 раза. Для достижения этого метода подачи программный радиус траектории инструмента должен составлять 1/2 диаметра фрезы и увеличивать расстояние смещения от инструмента до обрабатываемой детали.
Хотя метод прокатки и резания в основном используется для улучшения способа врезания инструмента в заготовку, тот же принцип обработки может быть применен и к другим этапам фрезерования.Для плоского фрезерования большой площади обычно используется метод программирования, когда инструмент проходит через всю длину заготовки один за другим и завершает следующий рез в противоположном направлении. Для поддержания постоянного радиального приема инструмента и устранения вибраций использование комбинации винтового нижнего ножа и углов заготовки для фрезерования обычно дает лучшие результаты.
Механики знакомы с шумом при резке, вызываемым вибрацией. Обычно это происходит, когда инструмент врезается в заготовку или когда инструмент делает резкий поворот на 90 ° во время еды.Валковое фрезерование углов заготовки может устранить этот шум и продлить срок службы инструмента. Как правило, угловой радиус заготовки должен составлять 75% -100% диаметра фрезы, что может сократить длину дуги фрезы и уменьшить вибрацию, а также позволить использовать более высокие скорости подачи.
Чтобы продлить срок службы инструмента, при торцевом фрезеровании следует избегать использования инструмента как можно дальше от отверстия или прерывистой части заготовки (если возможно). Когда торцевая фреза проходит через середину отверстия в заготовке, фреза фрезеруется вдоль одной стороны отверстия, а обратное фрезерование выполняется на другой стороне отверстия, что оказывает сильное воздействие на пластину. .Этого можно избежать, пропустив отверстия и карманы при программировании траектории движения инструмента.
Используйте фрезерование снизу или вверх:Все больше и больше производителей используют фрезы для обработки отверстий со спиральной или круговой интерполяцией. Хотя скорость обработки этого метода немного ниже, чем у сверления, он более выгоден для многих процессов. При сверлении отверстий на неровных поверхностях сверлу может быть трудно просверлить заготовку по центральной линии, что приведет к смещению сверла по поверхности заготовки.Кроме того, сверлу требуется около 10 лошадиных сил для каждого отверстия диаметром 25 мм, а это означает, что при сверлении на небольшом электроинструменте оптимальное значение мощности может быть не достигнуто. Также на некоторых деталях нужно обработать множество отверстий разного размера. Если емкость инструментального магазина ограничена, использование фрезерных отверстий позволяет избежать частой остановки станка из-за замены инструмента.
При фрезеровании отверстий фрезой размер инструмента становится особенно важным.Если диаметр фрезы слишком мал по сравнению с диаметром отверстия, во время обработки в центре отверстия может образоваться стержень. Падение сердечника может привести к повреждению заготовки или инструмента. Если диаметр фрезы слишком большой, это приведет к повреждению самого инструмента и обрабатываемой детали, поскольку фреза не режет в центре и может столкнуться с нижней частью инструмента.
Для продления срока службы инструмента при торцевом фрезеровании следует избегать расположения инструмента как можно дальше от отверстия или прерывистой части на заготовке.Когда торцевая фреза проходит через середину отверстия в заготовке, фреза фрезеруется вдоль одной стороны отверстия, а обратное фрезерование выполняется на другой стороне отверстия, что оказывает сильное воздействие на пластину. . Этого можно избежать, пропустив отверстия и карманы при программировании траектории движения инструмента.
Выбирая подходящий угол фрезы, размер и метод подачи, инструмент может врезаться в материал заготовки с минимальной вибрацией и растягивающим напряжением, и знать, при каких обстоятельствах фрезерование отверстий более эффективно, чем сверление, а производители могут быть более эффективными, Недорогая обработка заготовок на изысканные детали.
Фрезерная установка фрезерная установка-DXMC
Правильная установка фрезы напрямую влияет на бесперебойную работу фрезерного станка, поэтому ей следует уделять достаточно внимания.
Как показано на рисунке, фреза устанавливается как можно ближе к концу шпинделя для увеличения жесткости технологической системы и уменьшения вибрации.При установке фрезы на стальные фрезы протрите установочную втулку и фрезу, чтобы уменьшить конец фрезы. Вставьте оправку в коническое отверстие шпинделя и совместите шпоночную канавку на оправке со шпонкой на шпинделе. Стержень и ручка стержня резьбы завинчиваются с шагом не менее 5-6; затяните гайку на фрезе перед установкой пилонов и, наконец, оправки и шпинделя, фрезы и ножа в тесном взаимодействии.
Меры предосторожности при загрузке и разгрузке фрезы
1) При установке цилиндрической фрезы или другой перфорированной фрезы на вертикальные или сверлильные фрезерные станки закрепите подвеску и затяните фрезу.Разобрать следует сначала освободить резак, а затем освободить стойку.
2) Погрузочно-разгрузочная фреза, фреза цилиндрическая с обоих концов руки; при загрузке и разгрузке концевой фрезы рука покрывается хлопчатобумажной пряжей, чтобы удерживать окружность.
3) При установке фрезы необходимо протереть контактные поверхности, чтобы грязь на контактных поверхностях не повлияла на точность установки.
4) Затягивать длину резьбы на винте следует с помощью фрезерного стержня или фрезы на отверстии для винта, имеющего достаточную длину вращения.
5) Отверстие под подшипник подвески и опорный вал фрезерной штанги должны иметь достаточную длину сопряжения.
6) Режущие инструменты следует проверить после установки.
типов резки | Резка | Введение в обработку
Резка – это метод, при котором оператор перемещает материал (заготовку), такую как металл, и инструмент, относительно друг друга, чтобы придать заготовке желаемую форму путем бритья, сверления и т. Д.Резку можно в общих чертах разделить на два метода: прокатка, когда заготовка удерживается во время вращения инструментов, и токарная обработка, когда вместо этого обрабатывается заготовка.
Два метода стрижки- Прокатный
- Обороты инструмента
- Токарный
- Обороты детали
- А
- Инструмент
- B
- Заготовка
В этом разделе представлены фрезерование как типичный пример прокатки и обработка на токарном станке как типичный пример токарной обработки, а также станки, используемые для каждого процесса.
Фрезерование выполняется путем вращения режущего инструмента, называемого фрезерным станком, установленным на шпинделе. Поскольку инструмент периодически контактирует с закрепленной заготовкой для резки, возможны самые разные виды обработки, включая резку плоских плоскостей или кривых на поверхности заготовки, растачивание или нарезание канавок на заготовке.
Доступны различные типы фрезерных станков в зависимости от ориентации шпинделя: горизонтальные станки, вертикальные станки и портальные станки, основной корпус которых имеет форму ворот.Используя такие инструменты, как торцевые фрезы, концевые фрезы и пазовые фрезы, эти станки нарезают материалы нужной формы.
Фрезерование общего назначения – это фрезерование, выполняемое оператором. Перемещая инструмент и заготовку относительно друг друга, оператор определяет и устанавливает условия резания, включая положение инструмента, а также подачу, скорость и объем резки. Этот ручной метод обеспечивает изысканную высококачественную отделку.
Фрезерование с ЧПУ включает фрезерование в условиях резания, контролируемых компьютером. Перед числовым программным управлением (ЧПУ) перфокарты использовались для управления программой фрезерования. Сегодня компьютерное числовое управление (ЧПУ) стало основным направлением, и термин «фрезерование с ЧПУ» теперь часто также включает фрезерование с ЧПУ. Автоматизированная операция сокращает трудозатраты, связанные с процессом, и позволяет вырезать более сложные формы с помощью программного управления с использованием программного обеспечения 3D CAD или CAM.
Обрабатывающий центр – это многофункциональный станок с ЧПУ, который имеет несколько шпинделей с различными установленными инструментами, включая фрезерные.Использование обрабатывающего центра позволяет последовательно комбинировать линейные и вращательные движения для непрерывного резания, такого как растачивание и кривизна поверхности, для создания более сложных форм.
Нажмите здесь, чтобы узнать больше об обрабатывающих центрах
Компьютеризированные зуборезные станки с ЧПУ могут нарезать зубья шестерен любой формы, размера и назначения для повседневного использования, от часов до автомобилей.
Щелкните здесь, чтобы получить дополнительную информацию о зуборезных станках с ЧПУ
При обработке на токарном станке резка выполняется путем прижатия вращающейся цилиндрической заготовки к режущему инструменту, называемому сверлом, который прикреплен к шпинделю.С помощью токарного станка периферия цилиндрической заготовки может быть сделана круглой, конической, просверленной, расточенной для увеличения отверстия, резьбовой или разделенной канавками.
Различные процессы обработки на токарном станке Круглая резка Бурение Расставание- А
- Инструмент
- B
- Заготовка
На токарных станках общего назначения оператор вручную выполняет операции подачи и меняет инструменты.Заготовка удерживается на месте держателем, называемым патроном, и быстро вращается для резки. На настольном токарном станке мелкие детали можно обрабатывать на верстаке.
Управление режимами обработки токарных станков с помощью компьютера позволяет даже новичкам создавать изделия определенного уровня качества. Некоторые модели также поддерживают автоматическое переключение нескольких инструментов для повышения эффективности работы.
Автоматические токарные станки с кулачковым приводом традиционно использовались для производства изделий одинаковой формы из материала с длинным стержнем, как нарезанные леденцы.Однако в последние годы на токарных автоматах с ЧПУ кулачки были заменены программным управлением.
Дом
A Руководство по фрезерным фрезам, битам и инструментам с ЧПУ
Фрезы также известны как фрезы, фрезерные инструменты, бывают разные типы фрез. Некоторые резаки можно использовать для множества операций, другие – только для одной процедуры. У одних фрез спиральные зубья, у других – прямые. У одних фрез есть монтажные отверстия, у других – крепежные хвостовики.Оператору фрезерного станка с ЧПУ необходимо решить, какую фрезу использовать. Чтобы сделать этот выбор, вы должны знать различные виды фрез и способы их использования.
11 типов фрезерных станков с ЧПУ
1. Плоские фрезы.
2. Фрезы для продольной резки металла.
3. Боковые фрезы.
4. Концевые фрезы.
5. Фрезы торцевые.
6. Фрезы для Т-образных пазов.
7. Фрезы Woodruff Keyslot.
8. Угловые фрезы.
9. Фрезы для вогнутых и выпуклых фрез.
10. Фрезы для закругления углов.
11. Зубчатая фреза (фрезы с формованными зубьями).
8 шагов для выбора фрезерных станков с ЧПУ.
При выборе фрезерного инструмента необходимо учитывать следующие факторы:
1. Тип используемого станка.
Фрезы для быстрорежущей стали, стеллита и твердого сплава имеют явное преимущество, заключающееся в возможности быстрого производства при использовании на станке, который может развивать надлежащую скорость.
2. Твердость разрезаемого материала.
Чем тверже материал, тем больше тепла выделяется в процессе резки. Фрезы следует выбирать по их жаропрочным свойствам.
3. Вид выполняемой работы.
Некоторые операции можно выполнять с использованием нескольких типов фрез, например, фрезерование квадратного конца вала или хвостовика развертки. В этом случае можно использовать одно или два боковых фрезы или концевую фрезу.Однако для большинства операций фрезы специально разработаны и названы в честь операции, которую они должны выполнять.
4. Способ складывания заготовки.
Например, резание под углом 45 ° может выполняться либо с помощью одноуглового фрезерного инструмента 45 °, когда заготовка удерживается в поворотных тисках, либо с помощью концевой фрезы, когда заготовка устанавливается под требуемым углом в универсальные тиски.
5. Количество разрезаемых деталей.
Например, при фрезеровании заготовки по длине выбор использования пары боковых фрез для захвата заготовки, одностороннего фрезерного инструмента или концевой фрезы будет зависеть от количества обрабатываемых деталей.
6. Количество удаляемого материала.
Фреза с крупными зубьями должна использоваться для черновой обработки, тогда как фреза с более мелкими зубьями может использоваться для легких резаний и чистовых операций.
7. Размер фрезы.
При выборе фрезерного инструмента для конкретной работы следует помнить, что фреза малого диаметра пройдет по поверхности за более короткое время, чем фреза большого диаметра, подаваемая с той же скоростью.
8. Жесткость и размер заготовки.
Используемый фрезерный инструмент должен быть достаточно маленьким в диаметре, чтобы давление резания не приводило к подпружинению или смещению заготовки во время фрезерования.
8 советов по обслуживанию фрезерных станков с ЧПУ.
Срок службы фрезерного станка с ЧПУ можно значительно продлить за счет грамотного использования и правильного хранения. Общие правила ухода и обслуживания фрезерного инструмента приведены ниже:
1.Новые резаки, поступающие со склада, обычно оборачиваются промасленной бумагой, которую не следует снимать до тех пор, пока резак не будет использован.
2. Следует проявлять осторожность, чтобы клюшка не задела твердые губки тисков, патрона, зажимных болтов или гаек.
3. По возможности, во время работы следует использовать подходящее масло для резки на фрезу и заготовку, поскольку смазка помогает предотвратить перегрев и последующий износ резца.
4. Ножи следует размещать в ящиках или ящиках таким образом, чтобы их режущие кромки не касались друг друга.Маленькие фрезы с отверстием в центре следует подвешивать на крючки или колышки, большие – ставить на конце. Фрезы с коническим и прямым хвостовиком могут быть помещены в отдельные ящики, бункеры или стойки, снабженные отверстиями подходящего размера для размещения хвостовиков.
5. Фрезы должны быть острыми, потому что тупые фрезы требуют большей мощности, чтобы приводить их в движение, и эта мощность, преобразуясь в тепло, смягчает режущие кромки. Тупые фрезы следует обозначить как таковые и отложить для шлифовки.
6.Перед хранением фрезу необходимо тщательно очистить и слегка смазать маслом.
7. Режущий инструмент никогда не должен вращаться в обратном направлении, потому что из-за заданного угла режущий инструмент будет тереться, выделяя большое количество тепла от трения. Перемещение резака назад может привести к поломке резака.
8. Необходимо следить за тем, чтобы скорость машины соответствовала скорости используемого резака; чрезмерная скорость приведет к быстрому износу фрезы из-за перегрева.
Заключение
Фрезы играют важную роль при выполнении операций на фрезерных станках.Знание того, какой резак выбрать и использовать для конкретной операции, иногда определяет общее качество конечного продукта. Знания, полученные в этой задаче о фрезерных долотах, помогут вам определить тип фрезы (ов) для конкретной операции, включая номенклатуру, выбор, использование и уход за фрезерными долотами при выполнении операций на фрезерном станке.
Фрезерование
Мы известны своими мощными фрезерными инструментами. Вы можете обрабатывать как мелкие детали, так и большие компоненты, для чего нужны действительно большие инструменты.Мы периодически выпускаем новые фрезерные инструменты и сменные режущие пластины, отвечающие требованиям современной обработки. Мы разрабатываем наши инструменты в сотрудничестве с крупнейшими компаниями из различных областей обработки металлической стружки. Присоединяйтесь к группе довольных пользователей наших инструментов, которые обеспечивают производительность и надежность в любых условиях.
Помимо инструментов, ассортимент фрезерного раствора UP! GRADE также включает широкий ассортимент сменных режущих пластин. Доступно множество материалов и геометрий.В ассортимент пополнилось новое поколение марок UP! GRADE. В области фрезерования это покрытия MT-CVD –M9315, M9325, M9340 и M5315. Линия MT-CVD дополнена сменными режущими пластинами с покрытием методом PVD (линия M83xx для копировального фрезерования; линия 82xx для общего фрезерования).
Вы не должны пропустить
Сплавы MT-CVD с покрытиями являются наиболее эффективными при фрезеровании. Марка М5315 предназначена для фрезерования чугунов и легкого фрезерования термообработанных сталей.Линия M93xx предназначена для универсального использования. Сплав M9315 предназначен для фрезерования с высокими скоростями резания в стабильных условиях; марка M9325 – более жесткая версия. Самый прочный сплав серии M9340 предназначен для фрезерования в менее стабильных условиях и особенно для фрезерования коррозионно-стойких сталей.
Марки с PVD-покрытием отличаются высокой гибкостью. Линии 8230 и 8240 – самые универсальные марки. Сменные режущие пластины из этого сплава подходят для обработки мягкой стали, коррозионно-стойкой стали, жаропрочной стали, а также чугуна с большим количеством примесей на поверхностной оболочке.Сплав 8240 предназначен для самых тяжелых условий резания и для очень твердых материалов. Мы рекомендуем использовать сплав 8215 для стабильных условий и для фрезерования термообработанных сталей и чугунов. M8310, M8325 и M8345 – это совершенно новые марки, которые заменяют старую линейку марок для копировального фрезерования – 7010, 7025, 7040 и другие.
Мы предлагаем нашим клиентам современные геометрические формы сменных режущих пластин рука об руку с производительными сплавами. Они обозначаются буквой F (чистовое и чистовое фрезерование), M (универсальное использование) и R (черновое фрезерование).
перейти на e-Cat >>
Ассортимент торцевых фрез состоит из инструментов для плоского фрезерования (κr от 45 ° до 75 °). Здесь вы можете найти варианты для производительного и общего фрезерования. Ассортимент дополняется фрезой для тяжелого чернового фрезерования (κr 57 ° и 60 °). В предложении имеются торцевые фрезы от Ø 20 мм до Ø 315 мм в зависимости от типа и размера сменной режущей пластины.Фрезы с уступом и копировальные фрезы (особенно фрезы с высокой подачей) также могут быть использованы в этой области.
Вы не должны пропустить
Одними из самых производительных торцевых фрез являются инструменты со сменными режущими пластинами HNGX 09, которые имеют 12 режущих кромок. Они предлагаются в 2 размерах (HNGX06 и HNGX09) и 3 геометриях, поэтому их можно использовать для черновой и чистовой обработки.
Сменные режущие пластины HNEF и HNMF с 12 режущими кромками для фрезерования чугуна были включены в предложение торцевых фрез.Есть 2 линии фрез с большим и очень большим количеством зубьев, что обеспечивает высокую производительность инструмента.
В настоящее время в предложение включены новые инструменты для легких операций и обработки коррозионно-стойких сталей, труднообрабатываемых материалов (DTMM) и мягких низкоуглеродистых сталей. Это инструменты семейства MULTISIDE, а также фрезы для пластин SEET09 и SEMT09.
Фрезы Penta HD завершают предложение для тяжелой черновой обработки. Они представляют собой экономичную версию для глубины от 5 до 10 мм и по своим характеристикам не уступают тангенциальным фрезам.
перейти на e-Cat >>
Инструменты 90 ° с одним рядом сменных режущих пластин для фрезерования пазов и уступов с небольшой глубины (от диаметра фрезы 10 мм) на участок тяжелой черновой обработки (до диаметра 260 мм). Производительные фрезы для обработки алюминия и алюминиевых сплавов с режущими пластинами PKD (поликристаллический алмаз) также являются частью этого раздела.
Вы не должны пропустить
Инструменты и режущие пластины LNGX12 и LNGU16 были недавно добавлены в ассортимент для области экономичного фрезерования на 90 °. Инструменты с пластинами LNG специально предназначены для фрезерования уступов и торцевого фрезерования. Инструменты с пластинами LNGX также могут использоваться для врезания в материал, винтовой интерполяции или перпендикулярной врезки в материал.
Фрезы со пластинами ADMX 11 и ADMX 16 относятся к инструментам нового поколения.Эти пластины отличаются значительно меньшим усилием резания, повышенной прочностью режущей кромки пластины и идеальной стабильностью даже в неблагоприятных условиях резания. Большим преимуществом пластин ADMX является широкий спектр операций, для которых они могут использоваться – быстрое врезание в материал, винтовая интерполяция или перпендикулярная врезка в материал.
Инструменты для фрезерования алюминия, алюминиевых сплавов и других цветных металлов подходят не только для фрезерования уступов, но и для плоского фрезерования.Возможности применения зависят от типа используемой вставки XOEN 12. Максимально допустимая скорость резания 7 000 м / мин позволяет достичь очень высокой производительности работы и, таким образом, минимизировать время обработки.
перейти на e-Cat >>
Копировальные фрезы представляют собой инструменты со сменными режущими пластинами с круглыми режущими кромками. Это либо полностью закругленная режущая кромка (индексируемые режущие пластины для тороидальных фрез или фрез со сферическим концом), либо частично закругленная режущая кромка (от фрез HFC до радиусных версий индексируемых режущих пластин ADMX 11 и ADMX 16).В сегменте копировально-фрезерных станков представлены фрезы корпусные, фрезы с цилиндрическим прижимным хвостовиком, фрезы типа Weldon и модульные (винтовые) фрезы.
Вы не должны пропустить
Так называемые фрезы HFC (High Feed Cutting) в настоящее время продвигаются в области чернового фрезерования. Pramet предлагает 2 типа фрез HFC. Фрезы HFC с пластинами ZDCW 12, ZDEW 09 и ZDEW 07 для подачи до 3, 2 и 1 мм на зуб. Они особенно незаменимы при обработке с большим выступом фрезы.На таких операциях они выходят за рамки копировального фрезерования и значительно производительнее торцевых фрез. Инструменты подходят для фрезерования как мягкой, так и термообработанной стали и чугуна.
Фрезы ThePenta HF с пластинами PDxx 09, оптимизированные для фрезерования коррозионно-стойких сталей, труднообрабатываемых сталей и термообработанных сталей, пополнились новым ассортиментом. Режущие пластины с переходной кромкой подходят для простой работы, индексируемые режущие пластины с закругленной кромкой представляют собой лучший выбор для всех других вариантов использования.Фрезы с круглыми пластинами, например RDHX или RCMX продвигаются вперед, особенно на чистовых операциях на стабильных станках и заготовках. Еще одно преимущество для программистов – это свобода использования при многоосевой обработке (3D и др.).
Ассортимент также пополнился 2-мя версиями фрез со сферическим концом, которые подходят для фрезерования всех групп обрабатываемых материалов. Универсальные фрезы с пластинами ZP10 – ZP50 диаметром от 10 до 50 мм.А также получистовые и чистовые фрезы семейства MULTISIDE XP диаметром от 16 до 32 мм.
перейти на e-Cat >>
В ассортимент цилиндрических фрез входят фрезы для фрезерования глубоких уступов и пазов. Цилиндрические фрезы предназначены для средних и производительных фрезерных станков. Фрезы для фрезерования угловых плоскостей также входят в ассортимент фрез.Углы регулировки соответствуют углам, которые чаще всего используются для подготовки шва. Цилиндрические фрезы с припаянными режущими кромками также доступны для чистовых операций.
Вы не должны пропустить
Торцевые фрезы с пластинами SDGX 12 (или пластинами SDMX 12) – это новые инструменты в предложении периферийного фрезерования. Эти полнопроходные фрезы предназначены для средней обработки сталей от конструкционных сталей до коррозионно-стойких сталей, а также труднообрабатываемых материалов группы S.
Торцевые фрезы со пластинами ADMX 11 стали бестселлером. Они характеризуются стабильной установкой пластины и очень хорошим отводом стружки. С помощью этих фрез возможно фрезерование под углом и косозубое фрезерование. Они подходят для фрезерования всех типов сталей, чугуна и цветных металлов в соответствии с выбранной геометрией пластины.
В предложении фрезы новой конструкции со пластинами LNET16 / SNGX13 для самых тяжелых операций обработки стали и чугуна.Фреза оснащена двухгранными пластинами LNET16 на каждом втором зубе на торце, а 8-кромочные пластины SNGX13 установлены на остальной части фрезы. В предложении также есть фрезы с конусом ISO 50 для автоматической (ISO69871 и JIS B 6339) и ручной (DIN 2080) замены. Фрезы с конусом ISO 50 изготавливаются со сменной передней частью.
Фрезы для фрезерования участков сварных швов или других скосов также являются любимым типом инструментов.Фрезы для снятия фасок имеют длину режущей кромки около 27 мм, и мы предлагаем их с регулировкой угла от 15 ° до 75 °. Фрезы также можно использовать для быстрого удаления материала при плоском фрезеровании (фрезы с углом 15 °) или для черновой обработки пазов.
перейти на e-Cat >>
Дисковая фреза – один из самых производительных фрезерных инструментов. Новаторская линейка дисковых фрез основана на сменных режущих пластинах с тангенциальным зажимом.Таким образом, мы можем предложить производительное и надежное решение для более широкого резания (регулируемые фрезы) и фрезы для более тонких держателей (фиксированные фрезы).
Вы не должны пропустить
Неподвижные фрезы используются не только для фрезерования пазов, но и для разделения материалов. Фрезы с фланцем позволяют фрезеровать пазы в нижней части детали. Фрезы зажимаются так же, как и стандартные концевые фрезы с корпусом. Дисковые фрезы без фланца можно использовать как самостоятельно, так и в собранном инструменте.Для дисковых фрез с независимым зажимом мы предлагаем оправку типа ФМх5, которая универсальна для всех предлагаемых ширины фрез.
Регулируемые дисковые фрезы представляют собой универсальное решение для фрезерования пазов. Сменные картриджи регулируются в пределах от 14 до 18,5 мм, от 19 до 24,3 мм и от 24,5 до 30,5 мм в зависимости от корпуса фрезы и картриджа. Корпуса фрез также могут быть установлены с одной стороны для фрезерования одной поверхности.
Подача на зуб или средняя толщина стружки hm, которая должна быть в пределах 0.1–0,2 мм для фиксированных дисковых фрез и 0,08–0,1 мм для регулируемых дисковых фрез также являются важными параметрами при выборе условий резания.
перейти на e-Cat >>
Каждый год мы запускаем сотни новых продуктов, но они не всегда соответствуют вашим требованиям. Поэтому мы готовы проектировать и производить специальные инструменты для обработки сложных приложений, а также инструменты для достижения более быстрого цикла обработки.