Фрезы по камню для станков с ЧПУ: виды, назначение, режимы работы
В эту группу входят все виды фрезеровального инструмента для станков с ЧПУ (числовым программным управлением), предназначенного для перенесения на камень объемных цифровых моделей — фигур, орнаментов, барельефов и т.п. Такая обработка требует повышенной точности и аккуратности, с отсутствием сколов, «подпалин» и прочих дефектов на выходе.Поэтому, несмотря на общую схожесть с ручным фрезеровальным инструментарием, фрезы для станков имеют более высокое качество изготовления, и обладают лучшими характеристиками. Их эксплуатация возможна только с применением охлаждения водой или СОЖ (смазочно–охлаждающей жидкостью).
Отличия у фрез для работы по камню на станках с ЧПУ:Конструктивные отличия
Использование фрез для обработки камня с самыми различными характеристиками (твердость, вязкость, абразивность и пр.) обуславливает и различие технологий, применяемых в их производстве. По этому признаку фрезы для камнеобрабатывающих станков с ЧПУ делят на:
По этому признаку фрезы для камнеобрабатывающих станков с ЧПУ делят на:
Твердосплавные — изготавливаются на основе сплавов карбида вольфрама, кобальта и никеля. Дают ровный чистый рез на мягких камнях, типа мрамора. Ими делают заключительную (чистовую) фрезеровку изделия. Хорошо переносят высокие температуры и ударные нагрузки. Однако для черновой обработки подходят не всегда, так как быстро изнашиваются и требуют заточки. На больших изделиях это может привести к перепаду высот и ухудшению качества на выходе.
Алмазные фрезы вакуумного и гальванического напыления — металлический инструмент, с однослойным напылением алмаза на рабочей части. На твердых камнях быстро изнашиваются, поэтому эффективны только в обработке мрамора, травертина и других мягких пород. Связкой для алмазного зерна в них выступают мягкие металлические сплавы (медные и алюминиевые). Это значит, что обрабатываемый ими камень должен обладать еще и низкой абразивностью.
Гальваника проще в изготовлении, а потому и дешевле других видов алмазного инструмента. Но и рабочий ресурс ее гораздо меньше, по причине невозможности ремонта (вскрытия, повторной заточки и др.).
Но и рабочий ресурс ее гораздо меньше, по причине невозможности ремонта (вскрытия, повторной заточки и др.).
Цельноспечённые (прессованные) алмазные фрезы — фрезы с рабочей частью, изготовленной методом спекания стали с алмазным зерном определенной фракции. Предназначены для работы по самым твердым камням. Ими производят черновую обработку всех видов гранита, кроме самых мягких, по которым можно работать и гальваникой.
Обычно практика использования спечённых фрез следующая — ими производят грубую обработку форм и плоскостей там, где нужно быстро снять большое количество лишнего материала. Последующие операции выполняют поликристаллическими фрезами. Спечёнными мелкозернистыми фрезами возможно выполнение и черновой и чистовой обработки, но только на очень небольших заготовках из камня. В противном случае износ фрезы даст о себе знать и ухудшит качество конечного изделия.
Спечённые фрезы устойчивы к перегреву и выдерживают температуру до 700 °C. Но работать ими все равно нужно с подачей воды в зону реза, чтобы вымывать шлам и предохранять камень от прижигания.
Поликристаллические алмазные фрезы — фрезы со стальным корпусом и алмазными режущими кромками. Различаются размерами, формой, количеством граней и углами заточки. Подобны алмазным гравировальным иглам, и восстанавливаются так же, как они — затачиванием.
Поликристаллическими фрезами выполняют самую тонкую чистовую обработку изделий — мелкую детализацию, гравировку и т.п. Любые ударные нагрузки для них противопоказаны, поэтому ни для какой черновой обработки они не годятся.
Функциональные отличия
В зависимости от типа обработки и выполняемых технологических операций все фрезы для камнеобрабатывающих станков ЧПУ делят на следующие группы:
Профильные («фигурные»/ «фасонные») фрезы
Эти фрезами изменяют рельеф камня на внутренних и внешних кромках заготовки, создавая фигурные торцы. Основную полировку этих же торцов часто выполняют спечёнными фасонными фрезами с мелкой зернистостью.
Цилиндрические («торцевые»/ «прорезные») фрезы
В эту группу относят фрезы, как правильной цилиндрической формы, так и цилиндры с закругленным концом, сферические и полусферические. В основном, это фрезы, изготовленные спечным или гальваническим способом, с высоким процентным содержанием крупнозернистого алмаза. Используются для черновой обработки крупных форм и больших плоскостей, то есть там, где необходимо «выбрать» много лишнего материала и не нужна высокая точность.
В основном, это фрезы, изготовленные спечным или гальваническим способом, с высоким процентным содержанием крупнозернистого алмаза. Используются для черновой обработки крупных форм и больших плоскостей, то есть там, где необходимо «выбрать» много лишнего материала и не нужна высокая точность.
Есть еще фрезы конической формы («конусные»), которыми также выполняют черновую обработку. Но это больше актуально для относительно небольших объемов работы. На больших плоскостях конусные фрезы используют для «получистовой» обработки, так как кончик фрезы (вершина конуса) сравнительно быстро изнашивается и на заготовке появляются перепады высот.
«Пальчиковые» фрезы
Это фрезы небольших диаметров, предназначенные для гравирования, фрезерования объемных рисунков и их детализации. Так как главной рабочей частью пальчиковой фрезы является ее узкий кончик, то такие фрезы еще называют «концевыми». Концевые фрезы — основной инструмент для создания на поверхности камня мелких форм и их шлифования. Поэтому чаще это твердосплавные поликристаллические фрезы. В отдельных случаях подходят и спечённые мелкозернистые фрезы с низким процентным содержанием алмаза.
Поэтому чаще это твердосплавные поликристаллические фрезы. В отдельных случаях подходят и спечённые мелкозернистые фрезы с низким процентным содержанием алмаза.
При обработке камня на станках с ЧПУ нужно учитывать, что твердость разных сортов (как гранита, так и мрамора) очень сильно разнится и требует разных режимов фрезерования. К примеру, цветные граниты гораздо тверже черных, а мрамор «Имперадор» тверже «Коелги». Поэтому нередко настройку программы камнеобрабатывающего станка приходится производить опытным путем. Но в большинстве случаев вполне подойдут нижеуказанные режимы обработки.
| Рекомендуемые режимы обработки гранита и мрамора на станке с ЧПУ | |||
| Черновая | Получистовая | Чистовая | |
| Гранит | Спечённой торцевой фрезой, с шагом 1 мм, заглублением 1 мм, подачей 20–30 мм/с. (для фрез ⌀ 6 мм) | Спечённой конической фрезой, с шагом 0,5 мм и подачей 30–40 мм/с. | Поликристаллической конической, с шагом 0,1–0,3 мм (зависит от нужного качества обработки) и подачей 30–50 мм/с (для фрез ⌀ 6 мм, с углом заточки от 60 до 110 град.) |
| Мрамор | Алмазной спеченной торцевой фрезой (на твердом мраморе), с шагом 2 мм, заглублением 2 мм, подачей 50 мм/с (для фрез ⌀ 6 мм) Для мягкого мрамора — гальваническая торцевая/ конусная фреза | — | Твердосплавной фрезой, с шагом 0,1–0,3 мм (зависит от нужного качества обработки) и подачей 60 мм/с. (для фрез ⌀ 6 мм, с углом заточки 15–30 град.) Для твердого мрамора — поликристаллическая фреза |
Серпентинит («змеевик»)
Змеевик представляет собой разновидность известняка, поэтому хорошо обрабатывается и алмазным, и твердосплавным инструментом. Но в залежах разной глубины твердость змеевика разная, поэтому сложно рекомендовать какие–то определенные режимы работы с ним. Если попадается змеевик с незнакомого месторождения, то лучше выставить все параметры обработки (шаг, подачу) на минимум. И менять их по ходу работы, подбирая оптимальные.
Но в залежах разной глубины твердость змеевика разная, поэтому сложно рекомендовать какие–то определенные режимы работы с ним. Если попадается змеевик с незнакомого месторождения, то лучше выставить все параметры обработки (шаг, подачу) на минимум. И менять их по ходу работы, подбирая оптимальные.
Часто бывает, что при обработке алмазной гальваникой, поверхность змеевика имеет гораздо лучший вид, чем после использования спечённых и твердосплавных фрез. Но, работая гальванической фрезой, нужно постоянно следить за ее износом.
Оникс
Оникс хорошо пропускает свет и выглядит довольно красиво. Его легко фрезеровать и полировать. Для обработки этого камня зачастую достаточно твердосплавного инструмента, но можно работать и алмазными напыленными.
На станках с ЧПУ из оникса изготавливают самые различные поделки (статуэтки и пр.), а также элементы внутренней отделки помещений (стеновые панели и перегородки).
Обсидиан
Обсидиан (вулканическое стекло) — очень красивый камень, на изделия из которого всегда есть немалый спрос.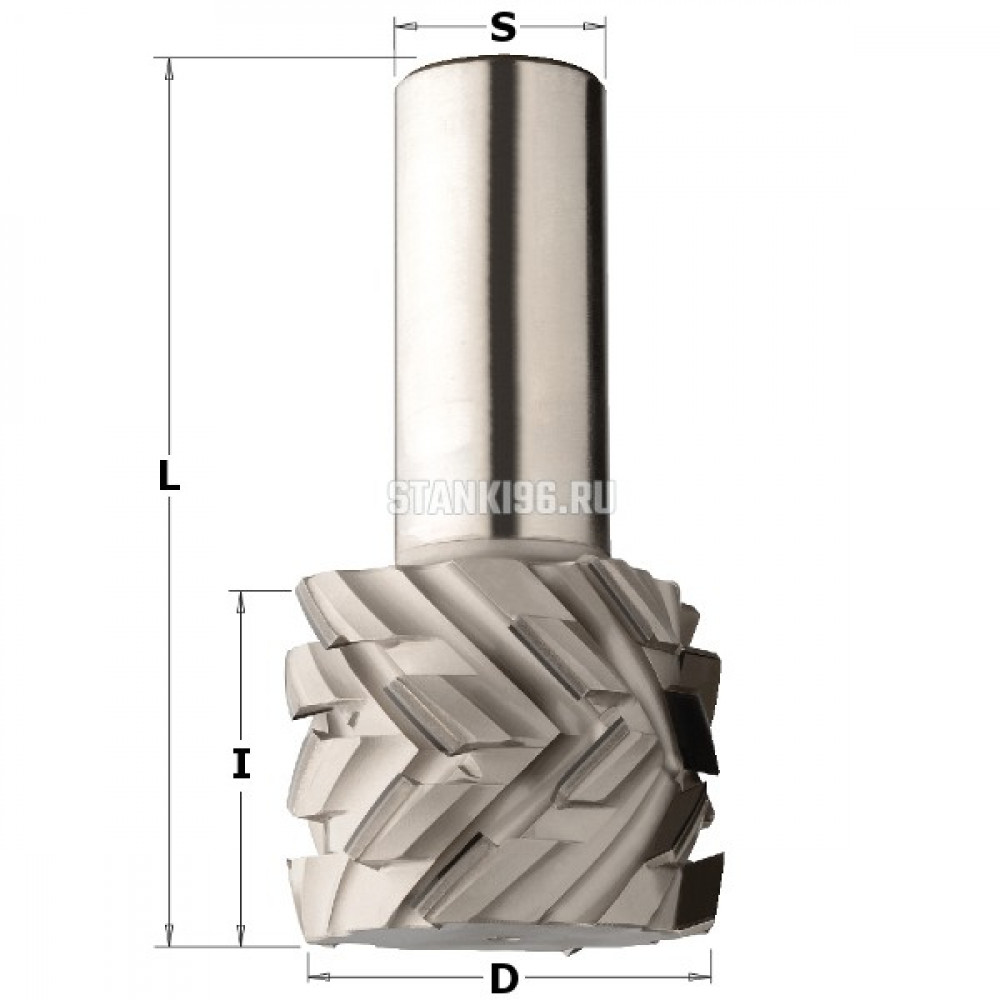
Фрезеровать обсидиан на станках нужно аккуратно, в частности при выходе фрезы на край плоскости, где обычно и образуются сколы. Поэтому особенное внимание необходимо уделять финишной обработке, когда любая оплошность может перечеркнуть все многочасовые старания. Лучшие результаты дает использование мелкозернистых гальванических фрез. Если требования к детализации крайне высокие, тогда дополнительно используют поликристаллические фрезы.
Полудрагоценные камни
Как правило, полудрагоценные камни не тверже обычных гранитов. А значит, инструмент для работы с ними на станке с ЧПУ — алмазные спечённые и поликристаллические фрезы. Но для разных камней нужны различные режимы обработки, и однозначно порекомендовать какой–то один нельзя. В каждом отдельном случае нужно подбирать параметры фрезерования, начиная с небольших.
Искусственный камень и керамогранит
По условиям обработки искусственные камни можно разделить на 2 типа:
- Искусственные камни, основой которых является кальцит. По ним вполне возможно работать только твердосплавными фрезами, не особо беспокоясь об охлаждении. Но подача воды под фрезу в процессе работы все же желательна.
- Искусственные камни, содержащие в основе кварцевый песок (кварцит). Их твердость выше, а значит — нужен алмазный и твердосплавный инструментарий + охлаждение водой (обязательно).
Искусственный гранит фрезеруется так же, как и натуральный — алмазными спечёнными и поликристаллическими фрезами, с применением СОЖ.
Для керамогранита твердосплавные инструменты не подходят, потому что он довольно колкий. Для него лучше спечённые и гальванические фрезы со средней и мелкой алмазной фракцией. С обработкой кромок на керамограните хорошо справляются поликристаллические фрезы.
Кирпич
Кирпич хорошо поддается обработке, и на станках с ЧПУ из него можно многое сделать. Но обработка глиняного (красного) и силикатного кирпича немного различается:
Но обработка глиняного (красного) и силикатного кирпича немного различается:
- Работы по глиняному кирпичу обходятся дешевле — его хорошо «берут» твердосплавные и алмазные гальванические фрезы. При этом гальванические фрезы дают лучший результат, т.к. после них наблюдается меньше сколов.
- В силикатном кирпиче много кварцевого песка, поэтому для него подходит только алмазный инструмент вакуумного спекания. Можно использовать и поликристаллические фрезы, но в этом случае работа занимает слишком много времени, т.к. рабочая площадь и глубина у них небольшие. Так что, это больше вопрос рентабельности.
Дополнительные рекомендации от мастеров
По обработке камня
- Конструктивные особенности некоторых современных фрез позволяют делать полную обработку (черновую и чистовую) за 1 проход, что значительно экономит время. Глубина такой обработки составляет в среднем: до 30 мм для твердых горных пород, и до 100 мм для мягких. Однако лучше проявить осторожность и сначала поэкспериментировать на камнях разных свойств и величины.
 Так вы узнаете, какой объем работ за 1 раз можно выполнять этим способом, чтобы износ фрезы не отразился на качестве готового изделия.
Так вы узнаете, какой объем работ за 1 раз можно выполнять этим способом, чтобы износ фрезы не отразился на качестве готового изделия. - Использование торцевых фрез с прорезью заметно ускоряет процесс черновой обработки.
- Определить твердость мрамора неизвестного сорта и происхождения можно при помощи электродрели и обычного сверла по металлу. Попробуйте сделать в камне отверстие/ углубление (с применением водяного охлаждения). Если сверло входит хорошо, значит мрамор мягкий.
- Нежелательно увеличивать обороты шпинделя или подачу воды (от рекомендуемых производителем значений), потому что это приведет к следующим последствиям:
 Так вы узнаете, какой объем работ за 1 раз можно выполнять этим способом, чтобы износ фрезы не отразился на качестве готового изделия.
Так вы узнаете, какой объем работ за 1 раз можно выполнять этим способом, чтобы износ фрезы не отразился на качестве готового изделия.- На больших оборотах увеличивается центробежная сила (особенно заметно у фрез большого диаметра), выбрасывающая воду из зоны резки. Это снижает охлаждающий эффект, приводя к перегреву инструмента и камня.
- При чрезмерной подаче воды слишком быстро вымывается шлам, и алмаз глубже входит в камень. В этом случае алмазное зерно выпадает из связки, не успев выработать свой ресурс. В результате фреза изнашивается значительно быстрее.
 В результате фреза изнашивается значительно быстрее.
В результате фреза изнашивается значительно быстрее.По уходу за оборудованием
- Сегодня в некоторых камнеобрабатывающих мастерских используют самодельные станки с ЧПУ. Да, их можно делать самостоятельно, и они вполне удовлетворяют потребности кустарных мастерских. Но так как собираются они из тех комплектующих, что «под рукой», то зачастую определить оптимальные обороты шпинделя и требуемый расход воды на них весьма затруднительно.
Опытные мастера советуют ориентироваться на звук, издаваемый фрезой при обработке камня на «хоббийном» станке. Если фреза «поет» (как они выражаются), то обороты шпинделя и подача воды отрегулированы правильно. В противном случае будет слышен «вой» и дополнительные шумы, а также ощущаться вибрация. Конечно, этот метод не очень надежен, но многим помогает.
- Мрамор более колкий, чем гранит. Поэтому к фрезам по мрамору требования в соосности и показателях биения гораздо жестче. Спечённые фрезы можно править. Нужно сделать несколько пробных резов на самой заготовке или на кирпиче/ бетоне — фреза «выберет» допуски и биение исчезнет. Но к напыленным фрезам (гальванике) такой метод неприменим.
- Засаленные фрезы можно «вскрывать» (только спечённые, не гальванику). Для этого достаточно немного порезать кирпич или бетон. Делать это нужно прямо на станке, не вынимая фрезу, чтобы не нарушить соосность. И обязательно с подачей воды.
- Если фреза ранее уже бывала в работе, то в дальнейшем визуально определять ее изношенность проблематично. Поэтому полезно чаще прислушиваться к звуку при обработке заготовки. Его изменение будет свидетельствовать об увеличении степени износа фрезы.
- В появлении заметных погрешностей на обработанном камне не всегда нужно винить фрезу. В этом случае надо крепко обхватить рукой фрезу и гайку в шпинделе и подергать в разные стороны. Может обнаружиться хорошо ощутимый люфт, причина которого — износ кареток в шпинделе.
 Но к напыленным фрезам (гальванике) такой метод неприменим.
Но к напыленным фрезам (гальванике) такой метод неприменим.По ценообразованию на готовые изделия
Проблема обоснования стоимости изделий из камня, изготовленных на станках с ЧПУ, волнует многих мастеров.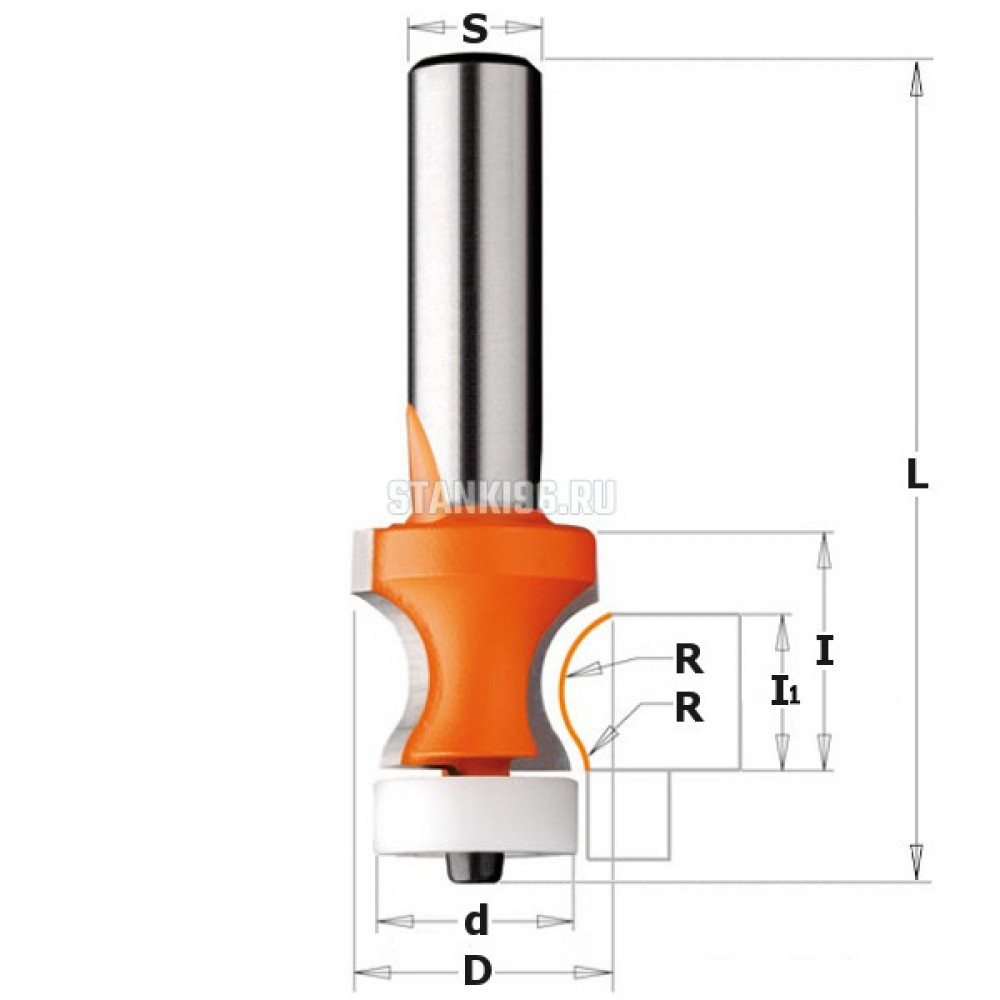
- Планируемый объем работ, который в первую очередь зависит от заданных размеров изделия.
- Стоимость сырья (зависит от сорта, происхождения и качества первичной обработки камня).
- Глубина обработки каменной плиты на станке с ЧПУ. Глубокое фрезерование означает, что основная часть работ приходится на черновую обработку. А она занимает времени и изнашивает инструмент гораздо больше, в сравнении с чистовой.
- Качество изделия на выходе. Если требования к нему невелики, то можно выставить большой шаг фрезы, что значительно снизит временные затраты.
- Свойства камня (в основном, твердость). К примеру, за обработку цветного гранита некоторые мастера даже не хотят браться, так как считают это напрасным расходом инструмента и времени. Такой гранит содержит много кварца, который крайне затрудняет работу с ним. Соответственно, цена изделия получается слишком высокой, что отпугивает заказчиков.
 Такой гранит содержит много кварца, который крайне затрудняет работу с ним. Соответственно, цена изделия получается слишком высокой, что отпугивает заказчиков.
Такой гранит содержит много кварца, который крайне затрудняет работу с ним. Соответственно, цена изделия получается слишком высокой, что отпугивает заказчиков.Есть еще один критерий. Но он не технического, а коммерческого характера и заключается в «эксклюзивности» изделия. Если выполняется индивидуальный заказ, по индивидуальным эскизам, и полученную модель нигде больше повторять нельзя — цена, само собой, гораздо выше обычной. Если же модель можно поставить «на поток», тогда и невысокая стоимость будет вполне оправданной.
На главную страницу
Фрезы для обработки камня | All Ready
Под фрезерованием принято понимать механическую обработку материала, с помощью специального инструмента, совершающего вращательные движения – фрезы. Первый патент на фрезерный станок был зарегистрирован аж в 1818 г. Эли Уитни.
В наше время фрезерные станки применяются для обработки таких материалов как дерево, пенопласт, акрил ДСП, ПВХ МДФ, композитные материалы, оргстекло, пластик, алюминий, бетон.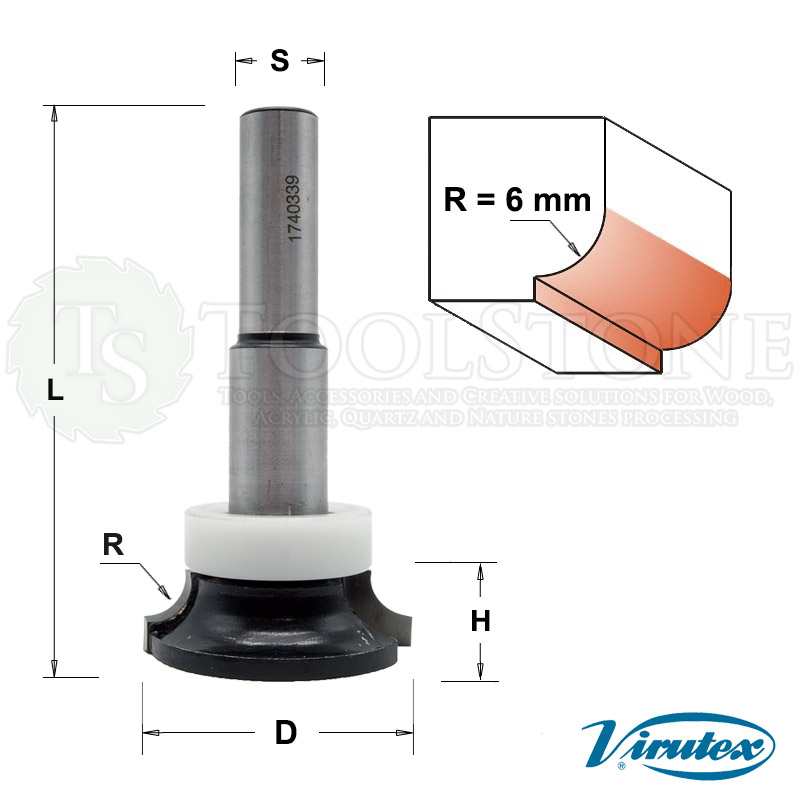 Особняком среди прочих материалов стоит камень, ведь обработанный камень на фрезере использую в архитектуре зданий, декоре помещений, рекламной продукции и, конечно же, в ритуальных услугах.
Особняком среди прочих материалов стоит камень, ведь обработанный камень на фрезере использую в архитектуре зданий, декоре помещений, рекламной продукции и, конечно же, в ритуальных услугах.
Самым технологичным оборудованием для фрезеровки камня являются фрезерные станки с ЧПУ – так называемые “фрезерные станки 3D”. Данные станки обладают определенными преимуществами по сравнению с другими станками: фрезерные станки с ЧПУ независимы в работе от человеческого фактора, совмещают различные многогранные операции на 1 станке, обладают высокой производительностью, обладают способностью создания самых сложных трехмерных форм.Главным инструментом при работе на фрезерном станке является фреза. Видов фрез довольно много, они различаются по следующим признакам:
- по геометрии: цилиндрические, торцевые, червячные, концевые, конические и др.;
- по обрабатываемому материалу: дерево, сталь, чугун, нержавеющая сталь, алмаз, закаленная сталь, медь и др.;
- по материалу режущей части: быстрорежущая сталь, твёрдый сплав, минералокерамика, металлокерамика или алмаз, массив кардной проволоки;в
- зависимости от конструкции и типа зубьев: цельные, сварные, напайные, сборные.

Для обработки камня применяются алмазные фрезы а также бор-фрезы. Бор-фрезы бывают: торцевые твердосплавные, радиусные твердосплавные, гиперболические твердосплавные, конические твердосплавные (фотографии).
Алмазные фрезы изготавливаются из стали, а в основу режущей поверхности заложена технология твердого сплава, покрытого алмазной пластиной.
Алмазные фрезы делятся по типу обрабатываемого материала. Для твердых горных пород (гранит, долерит, базальт и др.) необходимы фрезы с большим диаметром абразивных частиц. Для мягкого камня (змеевик, мрамор, известняк и т.п.) можно использовать фрезы с мелкозернистым напылением. Отличительной особенностью алмазных фрез является способностью к быстрому охлаждению. Это увеличивает срок жизни алмазных фрез, по сравнению с обычными фрезами, которые легко разрушаются при высокой температуре. Также алмазная режущая поверхность медленнее затупляется.Отдельно стоит сказать о фрезах для работе по искусственному камню. В работе с данным материалам можно использовать более привычные фрезы без алмазного покрытия (радиусные фрезы, профильные фрезы, фрезы для фасок, фрезы «антиперелив», фрезы для паза под инкрустацию, фрезы четвертные обгонные).
Среди линейки фрезерных станков представленной нашей компанией, присутствует специализированный фрезерный станок по камню – Carver Stone . С его подробным описание Вы можете ознакомиться в нашем каталоге или же позвонить нам, и наши менеджеры ответят на все Ваши вопросы.
Резаки для мокрого камня
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 jpg”> Алмазное корончатое сверло s
jpg”> Алмазное корончатое сверло s jpg”> Алмазные фрезы
jpg”> Алмазные фрезы
 Беспыльный резак по камню T-Rex / Циркулярная пила по каменной кладке
Беспыльный резак по камню T-Rex / Циркулярная пила по каменной кладке США
США США
США фут/мин = 48 Вт
фут/мин = 48 Вт
 2020. Все права защищены.
2020. Все права защищены.Новый “King Cutter” – революционно новый инструмент для обрезки камня
Новости
Экономьте время, энергию и деньги на следующей установке каменной облицовки
Революционно новый продукт для обрезки всех типов каменной облицовки!
King Cutter – Video
- Практически не пылит, поэтому его можно использовать как внутри, так и снаружи рабочих мест
- Легкая конструкция делает его идеальным для использования на возвышенных рабочих площадках
- Конструкция из 100% цельной стали 907 19 Для работы не требуется источник питания
- Гораздо быстрее, чем угловая шлифовальная машина или отрезная пила
- Всегда оставляйте естественный край на срезанном участке
- Встроенная ручка облегчает переноску
Как это работает
King Cutter — это устройство, которое помогает исключить некоторые — нет, многие — утомительные этапы резки и обрезки натурального тонкого шпона. Этот легкий, прочный стальной инструмент работает быстрее, чем некоторые пилы или другие режущие устройства, и оставляет естественную кромку при резке камня. Бригады могут разместить его прямо на строительных лесах или рабочих местах и отделать камень внутри дома. King Cutter, метко названное стационарное долото, можно использовать для обработанных камней, тонких кирпичей и даже некоторых каменных плит в целях ландшафтного дизайна. Его компактная форма имеет встроенную ручку и не требует источника питания. Это избавляет каменщиков от необходимости использовать четырехдюймовые шлифовальные машины, которые поднимают облако пыли и создают беспорядок. Преимущества использования King Cutter включают снижение уровня шума и пыли. Минимизируя количество пыли, King Cutter помогает бригадам соблюдать законы о кварцевой пыли в своих проектах.
Этот легкий, прочный стальной инструмент работает быстрее, чем некоторые пилы или другие режущие устройства, и оставляет естественную кромку при резке камня. Бригады могут разместить его прямо на строительных лесах или рабочих местах и отделать камень внутри дома. King Cutter, метко названное стационарное долото, можно использовать для обработанных камней, тонких кирпичей и даже некоторых каменных плит в целях ландшафтного дизайна. Его компактная форма имеет встроенную ручку и не требует источника питания. Это избавляет каменщиков от необходимости использовать четырехдюймовые шлифовальные машины, которые поднимают облако пыли и создают беспорядок. Преимущества использования King Cutter включают снижение уровня шума и пыли. Минимизируя количество пыли, King Cutter помогает бригадам соблюдать законы о кварцевой пыли в своих проектах.
«Это простой инструмент, который работает», — говорит Бретт Кинг, который помогал разрабатывать инструмент для Natural Stone Veneers International. Вы можете узнать имя Бретта по его выступлениям, рассказывающим об установке шпона из натурального камня в «Этом старом доме».
Вы можете узнать имя Бретта по его выступлениям, рассказывающим об установке шпона из натурального камня в «Этом старом доме».
Крайне важно помнить, что королевский резак в основном используется для тонкого камня. Он работает, например, на изготовленном тонком шпоне и плитняке. Однако камень толще двух дюймов становится труднее резать. Лучше всего он работает с более мягкими камнями и размером от трех четвертей дюйма до двух дюймов. «Для песчаника или непестрого материала инструмент сломается в нужном вам месте», — говорит Кинг. Иногда, с материалом, который имеет вариативность, 9Сплит 0741 чуть менее управляем. Но независимо от того, разнообразны они или нет, каменщики сочли King Cutter полезным во многих различных проектах.
Рассмотрим один проект в Мэдисоне, штат Висконсин, где было задействовано около 35 000 футов камня. «Я отдал один из King Cutters каменщику-подрядчику, у которого было четыре или пять бригад на проекте. Уже на следующий день он заказал еще пять единиц, потому что резаки работали очень хорошо», — говорит Кинг.