по дереву и алюминию, пластику и МДФ. Конусные и спиральные фрезы, для 3D-обработки и другие виды
Фрезы для станков с ЧПУ непосредственно контактируют с заготовками. Это самые ответственные части оборудования. Ими можно работать по дереву и алюминию, пластику и МДФ, а конусные и спиральные фрезы обработают самые сложные поверхности до зеркального блеска.
Что это такое?
Фреза — это многолезвийный инструмент, который при вращении вокруг своей оси срезает наружный слой заготовки. Для обработки применяется специальный фрезерный станок, но в промышленности фрезерные головки встречаются повсеместно.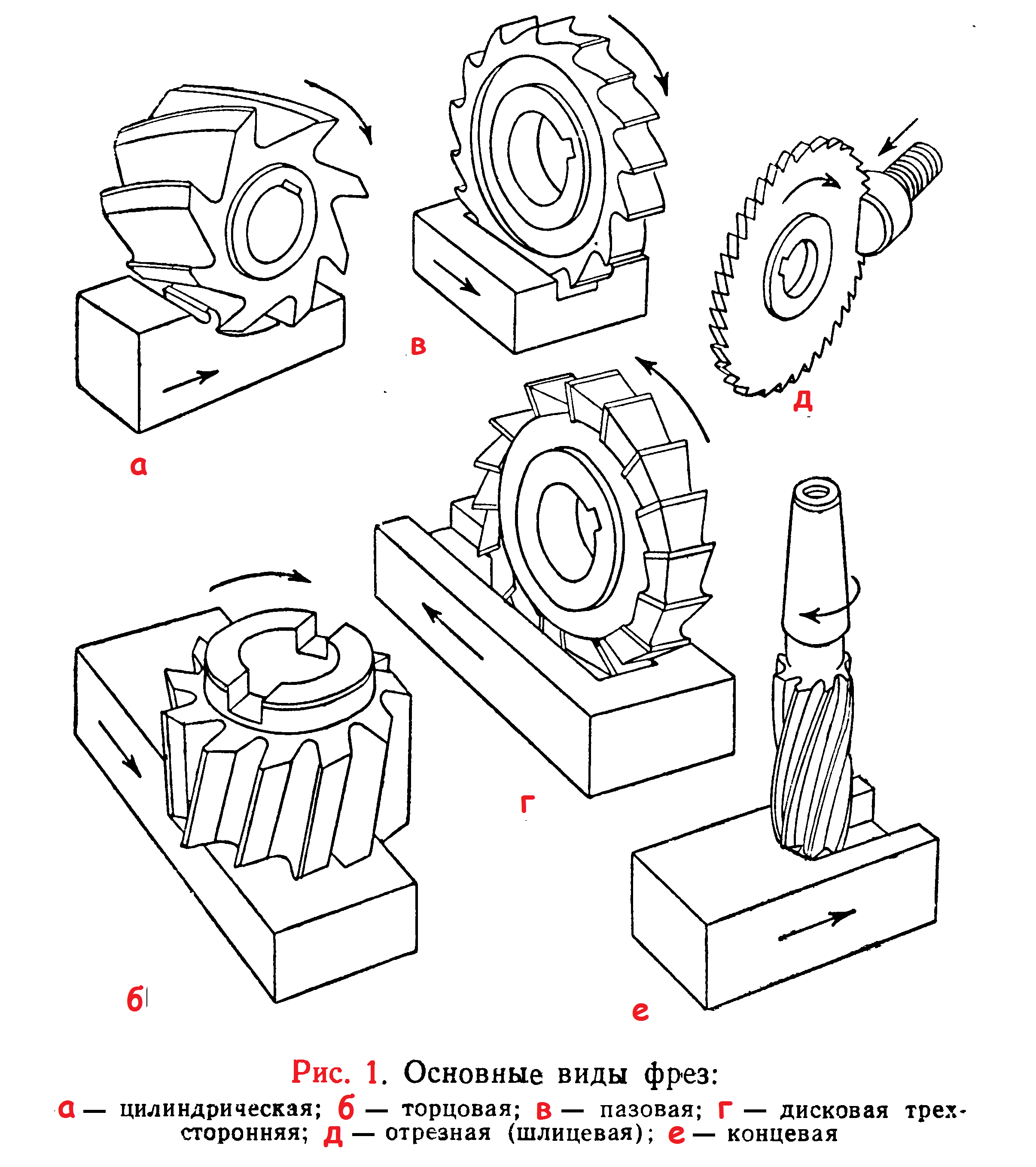
-
токарные;
-
5-координатные станки;
-
многооперационные;
-
специальные станки для массового производства изделий.
По сравнению с другими режущими инструментами фрезы имеют ряд преимуществ.
-
Скорость работы. Фрезерование — самый производительный метод обработки металлов резанием, ведь заготовка обрабатывается большим числом режущих кромок.
-
Высокая точность
— после обработки часто не требуются шлифование и другие финишные методы. Получить деталь становится проще и дешевле.
Получить деталь становится проще и дешевле.
-
Длительное время работы — 3-5 часов. Это называется периодом стойкости — время непрерывной работы, пока инструмент не затупится. Для сравнения, токарный резец нужно точить уже через 1-2 часа.
-
Широкий спектр задач — фрезы обрабатывают и плоские, и фасонные поверхности, и скругления, и нарезают резьбу.
-
Ряд задач невозможно выполнить без фрезерования — например, сделать закрытый шпоночный паз или наносить художественную гравировку в промышленных масштабах.
 Получить деталь становится проще и дешевле.
Получить деталь становится проще и дешевле.
 В сочетании с программным управлением фрезы дают чистую и гладкую поверхность. На многооперационных станках они обрабатывают заготовки со всех сторон — цена на качественные изделия становится доступной. А чтобы деталь вышла хорошей, надо правильно подобрать фрезу.
В сочетании с программным управлением фрезы дают чистую и гладкую поверхность. На многооперационных станках они обрабатывают заготовки со всех сторон — цена на качественные изделия становится доступной. А чтобы деталь вышла хорошей, надо правильно подобрать фрезу.Виды по форме и конструкции
Фрезерные операции есть почти в любом технологическом процессе. Они нарезают зубья на колесах, проделывают шпоночные и шлицевые пазы на валах, обрабатывают плоскости до зеркально блеска и многое другое. И для каждой задачи нужны свои разновидности фрез.
Концевые
Они похожи на обычные сверла, на них режущие зубья располагаются по окружности фрезы. Хорошо подходят для нарезания пазов, выемок, уступов на валах и в корпусных деталях. При работе они «разбивают» паз, поэтому диаметр фрезы должен быть на 0,05-0,1 мм меньше ширины канавки.
При работе они «разбивают» паз, поэтому диаметр фрезы должен быть на 0,05-0,1 мм меньше ширины канавки.
Из-за малого диаметра они не выдерживают больших сил резания, поэтому их скоростные характеристики скромные.
Но только ими можно обработать узкие канавки и изогнутые или закрытые шпоночные пазы.
Торцевые
Эти инструменты значительно жестче концевых, поэтому у них выше и точность, и производительность работы.
 Они применяются для выполнения самых разных производственных задач и потому получили широкое распространение.
Они применяются для выполнения самых разных производственных задач и потому получили широкое распространение.Дисковые
Нужны для фрезеровки открытых пазов и канавок. Их недостаток – в конце паза неизбежно образуется продольное закругление, равное радиусу фрезы. Это не дает надежный упор для шпонки, но никак не влияет на подвижные шлицевые соединения.
Такие фрезы бывают 1-, 2- и 3-сторонние.
-
Односторонние фрезы еще называют отрезными. Они имеют зубья только на цилиндрической части, поэтому в месте реза неизбежно появляются заусенцы и острые грани.
-
У 2-сторонних зубья расположены и на цилиндрической, и на одной из торцевых поверхностей. Они подходят для обработки небольших, меньше радиуса фрезы, плоскостей и уступов.
-
Трехсторонние – самые распространенные. Они служат для обработки уступов или прямых, узких и длинных пазов за один проход.

Важно! Дисковые фрезы не могут работать «в упор». Это значит, что в месте выхода инструмента на заготовке не должно быть приливов и перепада высот, которые помешают движению фрезы.
Угловые
Имеют 2 режущие кромки, расположенные под углом друг к другу. Они идеально подойдут для обработки граней корпусной заготовки и нанесения фасок, для обработки наклонных поверхностей. В инструментальном производстве такими фрезами делают стружечные канавки других инструментов.
В инструментальном производстве такими фрезами делают стружечные канавки других инструментов.
Угловые модели помогут, если приспособление не дает установить заготовку наклонно. Это нужно для изготовления сложных и точных изделий, ведь чем меньше шарниров в приспособлении, тем оно жестче, и тем точнее получается изделие.
Фасонные
Их специально проектируют для пазов нужной формы. У них большая производительность, потому что весь припуск снимается за один проход. Но их нужно специально проектировать и изготавливать для одной конкретной операции.
Они широко применяются в массовом производстве высокоточных деталей. Например, такими фрезами нарезают направляющие типа «ласточкин хвост» или Т-образные.
Все эти инструменты широко применяются в тяжелой промышленности. Но мало подобрать форму фрезы, еще нужно выбрать конструкцию.
-
Прямозубые – самые простые и дешевые. При работе они дают вибрацию, когда каждый зуб с силой ударяет по заготовке. Но для узких отрезных фрез это не критично.
-
Косозубые, или спиральные, лишены такого недостатка, поэтому они распространены шире.
-
Однозаходные годятся для мягких алюминиевых, пластмассовых и других заготовок.
Они не забиваются стружкой и не сильно разогревают заготовку трением. -
Двухзаходные больше подойдут для алюминия и древесины. Силы резания на противоположных режущих кромках компенсируются, и фреза не отклоняется от намеченной траектории. Поэтому у них точность выше, чем у однозаходных.
-
Многозаходные обладают большим периодом стойкости и подходят для твердых материалов.
-
пайкой, если пластины сделаны из стали;
-
механически, если используется твердый сплав.

Для высокоточной обработки сложных поверхностей созданы специализированные фрезы.
-
Благодаря тонкому наконечнику конусная или коническая фреза позволяет получить самые сложные рельефы при 3D-обработке заготовки. Готовая поверхность получается сразу, без предварительной обработки. Инструмент подойдет для работы с пластиком, деревом, ДСП, МДФ или модельным воском.
-
Верхние зубья компрессионных фрез направлены вниз, а нижние – вверх, что исключает появление сколов и других дефектов при обработке. Главное, чтобы нижняя режущая кромка была короче, чем толщина снимаемого припуска. Эти инструменты подойдут для мягкой древесины, ламината и обладают большим периодом стойкости.
-
Рашпильные бор-фрезы, или «кукуруза», работают с твердыми материалами – текстолитом, стеклопластиками, углепластиками, мягкими абразивными материалами.

Подобрать режимы резания для них легко – скорость их работы не сильно отличается от других типов фрез.
Но какими бы точными современные инструменты ни были, с ними надо грамотно обращаться, правильно выбрать их тип по области применения.
Типы по сфере применения
Чем хуже состояние заготовки, тем тяжелее работать режущим кромкам. Неровности припуска с силой бьют по режущим граням, и они могут испортиться. Поэтому обработку таких заготовок ведут двумя инструментами – черновым и чистовым.
Поэтому обработку таких заготовок ведут двумя инструментами – черновым и чистовым.
-
Черновая фреза сделана из быстрорежущей стали Р18, Р6М5 и других. Сталь лучше амортизирует удары. Черновой инструмент снимает основную массу припуска и готовит поверхность для дальнейшей обработки. Часто он монолитный, но встречаются фрезы и с напайными пластинами.
-
Инструмент для чистовой обработки работает по более гладкой поверхности. Он дает высокую точность, но стоит дороже. Обычно лезвия закрепляются механически. Чистовые фрезы дают 8-9 квалитет точности. Если поверхность заготовки гладкая, например, после литья по выплавляемым моделям, то ее сразу можно фрезеровать начисто.
Но если это прокат или литье в песчано-глинистые формы, то без черновой обработки не обойтись.
В серийном производстве чаще всего используют прокат или штамповку. При этом форма заготовки лишь отдаленно напоминает готовое изделие. Тогда, чтобы упростить технологию изготовления детали, выгодно взять специализированную фрезу.
-
Для обработки больших плоскостей подойдет цилиндрическая.
-
Пальцевые и дисковые модульные фрезы делают зубчатые колеса.
-
Резьбовые быстро и качественно нарезают наружную резьбу на валах.
-
Фасонные выполняют прочие специализированные поверхности.
А поскольку материалы заготовок различаются, то и фрезы для них тоже должны быть разными.
Классификация с учетом обрабатываемого материала
При резании каждый материал ведет себя по-своему. Это проявляется в том, что он образует разные виды стружки, которые могут свободно уходить из зоны, как со стальными заготовками, или налипать на инструмент, как в случае с алюминием. Различается и твердость. Поэтому одной и той же фрезой резать разные материалы нельзя.
-
Пластик и натуральное дерево легко обрабатываются. Для мягких пород древесины подойдет цельная фреза из инструментальной У8 или быстрорежущей стали. Ее маркировка – HSS. Для твердых пород нужна сборная фреза с твердосплавными пластинами HM.
-
Для легированной и нержавеющей стали режущие кромки должны быть твердосплавными – из сплава Т5К10 для черновых фрез и Т15К6 для чистовых.
-
Алюминий – мягкий металл, который легко обрабатывается быстрорежущей сталью Р18 или ее аналогом Р6М5, Р4М3. Еще она подойдет и для черных металлов.
-
А вот ДСП и МДФ дают абразивную стружку, которая быстро «съест» твердый сплав. Поэтому фрезы для них должны быть сделаны из быстрорежущей стали.
-
Фрезеровать камень, гранит, мрамор или стекло сложно, ведь это твердые материалы. Тогда зубья фрезы должны быть или победитовые, или с алмазным напылением. Главное, чтобы материал режущих кромок был в 3 раза тверже, чем заготовка.

Для точных работ нужна 2- или 3-заходная фреза, тогда как для резки заготовки на куски она может быть и однозаходной. Такие инструменты часто используются в мебельном производстве для раскроя плит ДСП или фанеры. Конечно, стоит применять только качественные инструменты известных производителей.
Обзор производителей
Каждая компания стремится захватить рынок, поэтому все они заинтересованы в качестве своих продуктов. Работать можно практически любой фирменной фрезой, но, покупая инструмент у известного поставщика, мы получаем гарантии. Вот несколько достойных производителей.
-
Европейские компании Hahnreiter, Bosch, CMT, Walter предлагают самые современные разработки. Например, Bosch владеет более 5000 патентов.
-
Не отстают и американские SGS, JET, Micro 100, Onsrud, Best Carbide. Часто они наносят на фрезы различные секретные покрытия, чтобы инструмент работал дольше.
-
Япония всегда славилась качественной продукцией, и компании XEBEC, Kyocera, NS Tool, Mitsubishi, Dijet тому пример.
Они изготавливают фрезы из собственных марок сталей. -
Инструменты из Южной Кореи от Ltd, Yestool Co. TnC SHARK Co. Ltd, Dine не уступают европейским и американским, зато стоят дешевле.
-
В Китае масса производителей инструментов, поэтому китайские фрезы представлены в широком ассортименте. Например, компании DJtol или Jtol предлагают сбалансированную по цене и качеству продукцию, которая идет на экспорт и в Японию, и в Германию, и в другие страны.
-
А вот российские производители «Корвет», «Глобус», «Инструмент-М», «Волжский инструмент» не могут похвастаться передовыми технологиями заточки, зато качество металла всегда стабильное.
 Они изготавливают фрезы из собственных марок сталей.
Они изготавливают фрезы из собственных марок сталей.Есть еще достойные производители, которые не попали в наш список. И среди такого многообразия бывает трудно совершить грамотную покупку.
И среди такого многообразия бывает трудно совершить грамотную покупку.
Нюансы выбора
Выбрать фрезу несложно. Определите ее назначение, материал заготовки, условия работы.
-
Для массового производства режущие пластины должны крепиться механически. Тогда станок будет меньше простаивать, ведь вместо переточки режущей кромки достаточно заменить пластину.
-
Фрезы с напайными пластинами дешевле, поэтому они больше подходят для индивидуального производства и бытовых нужд.
Учтите, что режущие пластины из твердого сплава всегда крепятся механически.

Еще у фрез разные хвостовики.
-
Цилиндрические с установочной шпонкой.
-
Конус Морзе №1, 2 и так далее. Чем выше цифра, тем больше по размерам фреза.
-
Инструментальный конус 7: 24.
-
Специальные хвостовики.
Лучше выбрать фрезу с коническим хвостовиком – они дают меньшую погрешность при установке. При этом конус Морзе самотормозящий – инструмент удерживается за счет силы трения. Его проще установить, а вот снять сложнее – нужен клин с молотком. Конус 7: 24 лишен такого недостатка, и он чаще применяется в станках с ЧПУ.
Если хвостовик фрезы не подходит шпинделю станка, используйте переходные втулки. Они стандартизированы и выбираются по специальным ГОСТам.
Для нарезания зубчатых колес нужны модульные фрезы, и для каждого модуля минимальный набор составляет 8 штук. Чем больше набор, тем точнее выходят зубья.
А чтобы работа шла как надо, инструмент должен быть хорошо заточен.
Правила заточки
Проще всего работать с фрезами с твердосплавными пластинами. Они не перетачиваются и, когда затупятся, их просто меняют. С быстрорежущими сталями интереснее.
-
В острозаточенных фрезах режущие кромки плоские, их можно заточить обычным шлифовальным кругом. Их точат по главной задней поверхности.
-
С затылованными фрезами сложнее.
В идеале для заточки нужен специальный токарно-затыловочный станок, который срезает заднюю поверхность по дуге. Другой вариант – точить по передней поверхности, но тогда придется шлифовать быстрорежущую сталь.
 В идеале для заточки нужен специальный токарно-затыловочный станок, который срезает заднюю поверхность по дуге. Другой вариант – точить по передней поверхности, но тогда придется шлифовать быстрорежущую сталь.
В идеале для заточки нужен специальный токарно-затыловочный станок, который срезает заднюю поверхность по дуге. Другой вариант – точить по передней поверхности, но тогда придется шлифовать быстрорежущую сталь.Главное – после переточки неизбежно меняется наружный диаметр фрезы. Если это не учесть, возникнут погрешности. Поэтому не забудьте внести изменения в управляющую программу.
Фрезы для ЧПУ с быстрой доставкой по России, Беларуси и Казахстану
Выбираем фрезы для ЧПУ станка
Новичку работа станка с ЧПУ иногда представляется так: резал он, значит, кассеты из композита, но вот заменил инструмент — и снимает со стола уже мебельные фасады.
Конечно, всё не настолько просто. Как минимум, надо знать, какой именно инструмент выбрать. И если для тебя это не очевидно, то здесь подскажут, как не ошибиться. Просто ответь на этот вопрос, и всё получится:
Просто ответь на этот вопрос, и всё получится:
Что резать?
На верху этой страницы есть удобное меню по материалам — советуем в будущем им и пользоваться:
- Например, если на рабочем столе лежит оргстекло или ПВХ — переходи в раздел “Фрезы по пластикам”.
- Если это дуб, сосна или ясень — ищи инструмент по дереву.
- Замахнулся на сталь? — обрати внимание на ассортимент по металлу.
Принцип № 1: начинай поиск фрезы для ЧПУ с выбора материала.
Это кажется очевидным, но вот примеры типичных ошибок новичков на старте:
- Выбирают геометрию заранее. Например, “кукурузу”, потому что она режет твёрдые материалы и о ней много положительных отзывов в Сети.
- Ищут “самые твёрдые” (как они это себе представляют) фрезы — кончено же, по металлу. Логика понятна: если со сталью справляется, значит, и дерево порежет.
Но их писали те, кто правильно её использовал. Эта фреза медлительная, она легко забивается стружкой и горит. Подобрать к ней режим не всегда просто. Акрил или алюминий — вообще не порежешь, как ни пытайся, а в большинстве других случаев есть варианты получше.
Но для качественного реза древесины лезвие должно быть максимально острым. А у фрез по стали угол заострения слишком большой, отчего острота теряется. При работе такой фрезой по мягкому волокну качество поверхности оставит желать лучшего.
Эксперименты — дорогое удовольствие. Не лучше ли искать сразу так, чтобы гарантированно решить свою задачу?
Просто начни с выбора материала: Согласен!
Домашний ЧПУ-фрезер как альтернатива 3D принтеру, часть вторая, инструмент и приспособления
На днях устыдили меня, мол ругаюсь на дилетантов, а сам ничего хорошего не пишу, а обещал ажно «цикл статей». Пришлось достать старый черновик и доработать. Для забывших — первая часть про выбор станка
тут.
Предположим, что Вы определились с моделью фрезера, провели первичные переговоры с поставщиком и начали морально готовиться к покупке. Что еще понадобится для начала работы?
Хотя многие поставщики вкладывают в комплект «стартер кит», для комфортного домашнего использования он будет явно недостаточен. Так что сразу начинаем искать/покупать/делать следующее:
— Режущий инструмент — фрезы/граверы и боры
— Дополнительные цанги к шпинделю
— Крепеж для стола
— Систему изоляции и/или удаления стружки
И да, сразу оговорюсь: данная статья касается домашних фрезеров со шпинделями типа Kress или китайчонками с цангой Er11, поэтому во-первых предположим, что хвостовик фрезы у нас цилиндрический до 6 мм (у Кресса есть 8, но нормальной его работу с 8кой не назовешь — слабенький он таки), во-вторых, механический инструмент смысла не имеет — мощи не хватит, а в третьих, сверла-развертки-метчики-флайкаттеры недоступны, поскольку минимальная скорость — 6000 оборотов.
Режущий инструмент
Станок у нас фрезерный, так что о фрезах в первую очередь. Фрезы подразделяются по:
1. Профилю режущей кромки
1.1. Прямые (end mill) — фреза с рабочей областью цилиндрической формы, дающая в идеале паз с идеально прямоугольным дном
1.2. Круглые (ball mill) — фреза с рабочей областью, оканчивающейся радиусом, дающая в идеале паз с радиусными стенками
1.3. Bull nose mill — прямая фреза со скругленным краем, дающая паз с прямым дном, но радиусным переходом между дном и стенкой.
1.4. Конические (cone mill) — фреза с конической рабочей областью, заканчивающейся радиусом или прямой площадкой
1.5. Фасонные (profile mill) — фрезы с определенным профилем, в случае с ЧПУ могут иметь смысл либо для ускорения работы, либо для создания поднутрений.
1.6. Пазовые (slot cutter) — фрезы для создания пазов с поднутрениями типа Т-пазов, ластохвостов, О-пазов и пр.
2. Способу отведения стружки
1.1. Спиральные с удалением стружки вверх — работают на большинстве материалов.
1.2. Прямые, они же half-pipe mill, они же граверы в русскоязыной литературе — без удаления стружки, подходит для слоистых материалов типа фанеры, гетинакса и пр, либо для раскроя листовых пластиков, когда спиральная фреза может поднять матерал над столом
1.3. Спиральные с удалением стружки вниз — для ламинатов, если важно обеспечить максимально ровный рез ламинирующего покрытия
1.4. Спиральные компрессионные — фрезы со переменной спиралью, нижняя часть отводит стружку вверх, верхняя — вниз, для двухсторонних ламинатов, чаще всего — для раскроя алюкобонда/дибонда.
3. Количеству режущих кромок
Для работы с пластиком/деревом обычно хватает одно-двухперой фрезы во всем диапазоне размеров, с цветметом 4-6 мм уже может понадобиться 3-4перая.
4. Отношению рабочей части к хвостовику
4.1. Равномерные — одинаковая рабочая часть и хвостовик.
4.2. Обниженные — хвостовик шире рабочей части. Актуально для мелких фрез.
4.3. Расширенные — часто для фасонных фрез, обычные такие в продаже не встречал, но сам делал, хвостовик уже рабочей части.
5. Материалу, углу заточки, углу спирали, покрытию и т.д.
Тут перечислять, пожалуй, бесполезно — технологий великое множество. Стоит только отметить, что производитель обычно пишет рекомендованный материал и качество обработки (черновое/чистовое), если вы закупаетесь на али, где продавец побрезговал давать рекомендации или рекомендации явно фейковые («суперчистовая обработка титан/алмаз/колбаса/фанера»), попробуйте найти аналогичную внешне фрезу (спиральная, один заход, желтенькая) у именитого производителя в каталоге и ориентируйтесь на эти данные.
Отдельно стоит выделить бор-фрезы — фрезы с большим количеством очень маленьких режущих элементов и относительно мощной сердцевиной. Такие фрезы предназначены для доводки или поверхностной обработки материалов типа шлифовки, снятия тонкого слоя, гравировки твердых материалов и т.д.
Теоретически, со станком можно использовать сверла, но не забывайте учитывать обороты. Все-таки сверла обычно рассчитаны на дрель, где обороты редко превышают 800 об/мин, а на обсуждаемых шпинделях 6000 минимум. Впрочем, для мелких сверел это будет скорее плюсом, но если речь заходит о 3 и более мм, во-первых постарайтесь приобретать сверла с покрытием, а во-вторых, стройте траекторию для сверления таким образом, чтобы сверло не успевало перегреться.
Цанги и переходники
Поскольку поставщик у нас в лучшем случае российский перепродавец, а в худшем — китаец, рассчитывать стоит на минимизацию комплекта. А боль-мень серьезная работа со станком подразумевает наличие некоторого количества фрез, скорее всего с разными хвостовиками. Теоретически, в продаже существуют переходники — дополнительные цанги, позволяющие вставить фрезу с хвостовиком 3 мм в цангу 6 мм, но стоит помнить что это во-первых снизит жесткость, а во-вторых снизит точность установки фрезы.
Конечно, набор цанг — вторичен от используемых фрез, если Вы уже определились с набором фрез, то можно не мудрствовать и набрать цанги под свой набор. Тем не менее, цанги обычно менее доступны, чем фрезы и можно оказаться в ситуации, когда фреза есть, а цангу под нее ждать с Китая 3 недели, поэтому рекомендую взять как минимум 3 штуки: 6 мм (максимальная), 4 мм (чаще всего под нее идут мелкие фрезы и конические граверы) и 3 мм (ровные чистовые фрезы).
Стандарт Er11 подразумевает полный диапазон от 0,5 мм по 7 мм с шагом 0,5, т.е. цанги идут 0,5-1, 1-1,5, 2-2,5 мм и так далее.
Крессовский шпиндель имеет проприеритарную цангу, но благодаря распространенности самого шпинделя и клонов/подделок, достать цанги не проблема. В наличии по магазинам обычно есть цанги 3,4,5,6 и 8 мм + 3.175 мм «американского стандарта», в котором у нас встречаются борфрезы и граверы. При этом сама цанга цетырехчастная, т.е. диапазон зажатия вряд ли сильно больше пары десяток, так что зажать фрезу с хвоствоиком 3.5 мм будет просто нечем. Впрочем, это вряд ли будет проблемой в домашнем применении.
Чуть не забыл: цанги обычно продаются отдельно от гаек. В принципе, нет никакой проблемы в перекидывании цанг в одной гайке, но мне лень, да и есть мелкая, но вероятность что при перекидывании занесешь в резьбу какой-нибудь мусор, а это опасно для резьбы.
Крепеж для стола
Большинство домашних роутеров оборудованы либо столом с Т-пазами, либо столами с сеткой резьбовых отверстий. И в том и в другом случае наиболее распространенный крепеж выглядит как стальной или алюминиевый прижим с одним резьбовым и вторым гладким отверстием. В Т-паз вставляется Т-болт, который проходит через отверстие прижима и фиксируется гайкой, второй болт отжимает прижим от стола. В комплекте со станком обычно идут 4 прижима, которые при интенсивной эксплуатации довольно быстро выходят из строя: срезаются резьбы на винтах и прижимах. Иногда китайцы вместо Т-болта кладут в комплект обычные болты и Т-гайки, рекомендую сразу озаботиться заменой на Т-болты.
Вместо задних (упорных) винтов можно приспособить куски материала или специальные ступенчатые клинья, но в случае работы со скользким пластиком это может сослужить дурную службу: крепеж будет «отползать» от фиксируемого материала.
Альтернативой прижимам могут служить станочные тиски — специальные тиски с минимизированной высотой и адаптированной для установке на столе рукояткой (или вообще под ключ). Плюс — мЕньшая морока при установке материала, повторяемость, относительная точность. Если Вы работаете с похожими небольшими заготовками, можно один раз в жизни выставить тисы, записать их координаты и в дальнейшем отталкиваться от них. Минусы — большая часть готовых тисков съедает 20-30 мм высоты минимум, а обсуждаемые станки редко имеют более 70 мм под порталом, ну и с большими размерами тисы обойдутся неимоверно дорого.
Еще один вариант — приклеивание заготовки к столу. Как ни странно, силы удержания на хорошем двустороннем скотче хватает даже на щадящую гравировку цветмета, не говоря уже о пластиках. В не к ночи упомянутом Roland даже в инструкции было что-то про скотч написано. Минусы очевидны: переменная надежность, ну и главное — отдирать уже готовое изделие, а потом чистить его от скотча.
Ну и напоследок — экзотика для домашних станков, вакуумный прижим. В принципе, не такая уж сложная штука, но требует дополнительного вакуумного насоса и таки сжирает 10 мм высоты минимум.
Система изоляции и удаления стружки
Одна из наиболее частых проблем использования роутера дома — шум и пыль. И если с шумом еще можно смириться, то пыль выбешивает конкретно. А в случае обработки камня/гетинакса/стекла/композитов — пыль еще и вредна.
Возможны 2 варианта борьбы: активная аспирация пылесосом со щеткой, смонтированной на шпинделе, и создание «кабинета» для станка.
Щетка вроде хороша, но при многочасовых траекториях рев пылесоса создает неповторимую атмосферу в доме. Ну и если идет глубокая выборка, ворс щетки постоянно изгибается и довольно быстро портится. Поэтому мы оставили систему аспирации только на самом большом фрезере, а мелкие убрали в кабинеты из прозрачного поликарбоната и ламината. Не так компактно, конечно, зато кабинет гасит и немножко звука, и пыль.
Мой личный набор «молодого бойца»
И напоследок — маленький бонус. Мой личный набор «молодого бойца», который я покупаю/делаю для каждого нового фрезера (основная работа — 3D фрезерование форм по ПП, ПОМ, ПЭТ, композиты):
Фрезы:
- 6 мм однозаходная прямая длинная — кромка 40 мм, общая длина 75, китайка.
- 6 мм шариковая хорошая (Widia/Makestag/SGS)
- 4 мм однозаходная прямая длинная китайка
- 3 мм двузаходная прямая длинная хорошая
- 3 мм двузаходная шариковая длинная хорошая
- 1,5 мм с удлиненной шейкой прямая хорошая
- 1,5 мм с обычной шейкой шариковая хорошая
- 0,8 мм с обычной шейкой шариковая, либо коническая с круглой пяткой 0,8 мм.
Цанги: 3, 4, 6 мм, все в комплекте с гайками.
Крепеж: упрочненные Т-винты 80 мм + упрочненные винты для упоров.
Кабинет — самоделка.
Промышленный пылесос. В принципе, сейчас придумал кабинет без дна, в котором стружка будет ссыпаться в коробку сама, так что пылесос будет не очень нужен. Но до этого — покупал в каждое новое место, куда ставим станок, без пылесоса из кабинета стружку доставать шибко тяжело.
Этого набора вполне хватает в 99% случаев.
На этом разрешите откланяться, в следующий раз — немножко о софте, общие понятия обработки и стратегии обработки.
UPD. другие статьи цикла:
Домашний ЧПУ-фрезер как альтернатива 3D принтеру, часть первая — выбор станка
Домашний ЧПУ-фрезер как альтернатива 3D принтеру, часть третья, ПО и G-code
Домашний ЧПУ-фрезер как альтернатива 3D принтеру, часть четвертая. Общие понятия обработки
Основные станки с ЧПУ для эффективного фрезерования | Норм Гримберг | Machining Design Associated Ltd.
Станки с ЧПУ известны своей способностью точно изготавливать изделия сложной конструкции. Для выполнения различных операций CNC-обработка машинисту требуется набор основных станков, без которых профессиональная обработка была бы невозможна.
В этой статье обсуждаются основные инструменты с ЧПУ, которые понадобятся каждому профессиональному станочнику с ЧПУ для эффективного выполнения фрезерной работы. Фрезерование с ЧПУ Инструменты состоят из определенных материалов, включая углеродистую сталь, быстрорежущую сталь, керамику, твердый сплав и т. Д. В этом списке углеродистая сталь является наименее дорогим материалом и обычно используется для операций, требующих низкой скорости.
Быстрорежущая сталь более прочная и дорогая, чем углеродистая сталь. Твердый сплав имеет недостаток в том, что он подвержен сколам. Из-за коррозионной стойкости, которую предлагает керамика, инструменты, изготовленные из керамики, могут использоваться в операциях резания, связанных с высокими температурами, которые инструменты, изготовленные из других материалов, не смогут выдержать.
Ниже приведены основные инструменты с ЧПУ, которые необходимы механику для выполнения фрезерных работ –
Концевые фрезы обычно состоят из режущих зубьев на одном из концов и по бокам. Они подходят для использования при выполнении различных работ по резке. Например, машинист может использовать концевую фрезу для бокового фрезерования, в которой фрезеруется кромочная поверхность. Концевую фрезу можно разделить по длине на две части. Деталь, удерживаемая держателем инструмента, называется хвостовиком, а часть с режущими зубьями называется длиной отреза.
Концевая фреза имеет покрытия, которые увеличивают срок ее службы, делают ее более твердой и позволяют использовать ее при высоких скоростях резания. Существуют концевые фрезы с режущими кромками в центре, которые могут разрезать деталь прямо вниз. Они известны как концевые фрезы с центрированием. Другие фрезы, известные как концевые фрезы без центра, не имеют режущих кромок в центре, а только по бокам. Им требуется отверстие, которое уже просверлено в детали, чтобы двигаться прямо вниз.
Концевая фреза со сферическим концом имеет полусферический или шарообразный конец, что делает ее идеальной для изготовления трехмерных профилей.Фрезы с выпуклым носом имеют большой радиус закругления и находят применение при черновой обработке.
Торцевые фрезы
Торцевые фрезы используются машинистами для фрезерования поверхностей, находящихся под прямым углом к оси фрезы. С практической точки зрения резка выполняется зубьями, которые находятся на периферии фрезы. Пружина резака может оставить некоторое количество запаса. Он удаляется торцевыми зубьями, когда фреза установлена правильно. Это дает более прекрасную отделку.
Fly Cutters
Fly Cutter представляет собой одноточечный резак, который обычно используется в качестве инструмента для наплавки. По сути, фрезы – это вращающиеся инструменты, используемые для плоской наплавки. Они могут состоять из одного или нескольких одноточечных инструментов. На высоких скоростях высококачественная обработка поверхности может быть достигнута с помощью торцевого фрезерования, но с помощью фрезы вы можете получить гораздо лучшую отделку поверхности. Причина в том, что в фрезу используется только одна режущая пластина. Используя мухорезку, вы получаете единую однородную режущую поверхность.
Спиральные сверла
Спиральные сверла – это вращающийся режущий инструмент, который используется машинистами с ЧПУ для вырезания отверстий в твердых материалах. Спиральное сверло имеет коническое острие, режущие кромки, вал и спиральные канавки. Стружка направляется от режущих кромок спиральными канавками. Материалы, которые обычно используются для изготовления спиральных сверл, – это быстрорежущая сталь или твердый сплав.
Центровочные сверла
Центровочные сверла устанавливаются машинистами для просверливания отверстия до того, как будет выполнено сверление.Это помогает предотвратить перемещение бит во время процесса. Комбинированные сверла для зенковки и зенковки могут выполнять две работы за один проход, то есть сверление и зенкование.
Резьбовые фрезы и метчики
Резьбовые фрезы используются для нарезания резьбы одновременным перемещением по трем осям. Это движение позволяет нарезать как правую, так и левую резьбу одной и той же резьбовой фрезой. Это движение также учитывает создание резьбы разного размера, но с одинаковым шагом.С помощью резьбонарезных станков машинист может нарезать как внутреннюю, так и внешнюю резьбу, а метчиками – только внутреннюю резьбу.
Развертка
Развертка – это вращающийся режущий инструмент, используемый для увеличения размера предварительно сформированного отверстия. Прецизионная развертка увеличивает размер отверстия с высокой точностью, так что стороны отверстия остаются гладкими. Развертки также могут улучшить отделку поверхности отверстия.
Новичок в области обработки с ЧПУ должен получить практический опыт работы с основными инструментами ЧПУ, описанными выше.Очевидно, что не все станки с ЧПУ потребуются для выполнения работы, поскольку конкретная работа требует определенных инструментов, но знакомство с различными инструментами поможет машинисту с легкостью справиться с различными задачами.
Статьи по теме:
Износ инструмента во время обработки с ЧПУ: типы и способы их избежать
Станки с ЧПУ: типы и функции
Руководство по концевым фрезам с ЧПУ – CNCCookbook: Be A Better CNC’er
Введение
Эта статья представляет собой полное руководство по выбору и использованию концевых фрез, наиболее распространенного типа фрез, используемых на фрезерных станках с ЧПУ и фрезерных станках с ЧПУ.
Сообщество фрезерных станков с ЧПУ имеет несколько специализированных типов, которые обсуждаются в нашем Руководстве по фрезерным станкам с ЧПУ. В мире фрезерных станков с ЧПУ обычную концевую фрезу можно назвать «восходящей спиралью». Помимо небольших изменений геометрии для оптимизации работы с деревом, концевые фрезы и восходящие спирали являются взаимозаменяемыми.
Более распространенное написание – «концевая фреза», но я также часто использую «концевую фрезу». Эти два довольно взаимозаменяемы.
Карбид и концевые фрезы из быстрорежущей стали
Первое, что нужно изучить, – это материал, из которого сделаны концевые фрезы, обычно карбид или HSS, хотя есть несколько более экзотических альтернатив, таких как металлический порошок.
Для многих производственных механических цехов вопрос о том, использовать ли концевые фрезы из твердого сплава или из быстрорежущей стали (HSS), кажется глупым. Карбид всегда лучше, правда?
Оказывается, это зависит от обрабатываемого материала, а также от максимальной скорости шпинделя станка и, возможно, некоторых других факторов. Если вы работаете с более мягкими материалами, такими как алюминий, и ваш шпиндель не может достигать рекомендованных скоростей для карбида в алюминии, вы вполне можете обнаружить, что концевые фрезы из быстрорежущей стали имеют больше смысла.Прочтите нашу статью об этом, чтобы узнать, как в этом разобраться.
Для небольших фрез, шпиндель которых не превышает 6000 об / мин, которые будут резать алюминий, я обычно рекомендую HSS для концевых фрез диаметром более 1/2 дюйма и твердосплавные для небольших концевых фрез. Это значительно экономит средства на больших концевых фрезах (которые вы могли бы предпочесть индексируемыми и в любом случае использовать твердосплавные пластины), но сохраняет жесткость концевых фрез меньшего размера. Подробнее о жесткости и прогибе читайте в нашей статье «Кто боится прогиба инструмента?»
При этом большая часть производственных работ выполняется концевыми фрезами из твердого сплава.Они просты и способны обеспечивать более высокую скорость съема материала, если вы можете вращать их достаточно быстро, чтобы использовать их полную мощность.
Размер концевой фрезы
Концевые фрезыдоступны в различных стандартных размерах, как метрических, так и британских. Для обработки очень мелких деталей можно использовать даже очень крошечные микромельницы. Что удивительно в том, что касается размера концевой фрезы, это то, что допуски по диаметру для большинства концевых фрез не особенно точны. Если ваша работа требует точности, вам может потребоваться пробный пропил с помощью концевой фрезы, чтобы определить ее реальный диаметр.Вы также можете измерить их напрямую, но пробный разрез – более надежный метод.
Микромельница…
Наш калькулятор подачи и скорости G-Wizard включает удобную кнопку «Размеры», когда вы хотите выбрать диаметр инструмента на основе стандартных размеров.
Сколько флейт?
Канавки – это то, что мы называем отдельными режущими кромками или «зубьями», составляющими спираль концевой фрезы.
Количество канавок в концевой фрезе имеет решающее значение в зависимости от материала, который вы хотите резать, и возможностей вашего станка.Наиболее распространены варианты с 2, 3 или 4 канавками. Если вы точно не знаете, что делаете, вы никогда не захотите использовать более трех канавок с алюминием. Причина в том, что алюминий производит очень большие стружки по сравнению с другими материалами. Канавки обеспечивают путь для выхода стружки, когда концевая фреза оказывается в отверстии или пазу. Концевые фрезы с 2 и 3 канавками имеют намного больший зазор от стружки, поэтому они работают с алюминием. Использование 4 канавок, где стружка вообще ограничена, почти всегда приводит к застреванию стружки и поломке фрезы в алюминии.
Для большинства других материалов 4 канавки – это норма. Вы хотите использовать как можно больше канавок, потому что они действуют как «множитель шпинделя». При данной скорости шпинделя и нагрузке на стружку 4-канавка может подаваться в два раза быстрее, чем 2-ступенчатая, и это будет иметь тенденцию давать лучшее качество поверхности. 3-я канавка была разработана как хороший компромисс между использованием 2-х канавок или 4-х канавок из алюминия. Он имеет достаточный зазор для стружки для всех видов алюминия, кроме самых липких, но при одинаковых оборотах шпинделя его можно подавать примерно на 50% быстрее, чем через 2 зубья.
Есть несколько других доступных разновидностей, которые встречаются реже. Концевые фрезы с более чем 4 канавками отлично подходят для повышения производительности при обработке таких твердых материалов, как титан, где шпиндель просто не может вращаться очень быстро. И есть целый ряд ситуаций, когда концевая фреза с одной канавкой дает преимущества:
Концевая фреза с одной канавкой
Если вы беспокоитесь о том, сколько канавок использовать, CADCAM Wizards G-Wizard Calculator автоматически выберет инструмент с нужным номером.
Центровка или нет?
Большинство концевых фрез с 2 и 3 канавками являются центрорезными. Некоторые концевые фрезы с 4 канавками – нет. Концевая фреза с центрированием – это фреза, которая может погружаться прямо в материал. Ни у одной из концевых фрез с центральной режущей кромкой нет углубления посередине без режущей кромки, поэтому они пройдут очень короткое расстояние, и их нельзя будет толкать дальше:
Резка по центру слева, резка без центра справа. Спасибо за www.micro-machine-shop.com за иллюстрацию.
Единственная веская причина купить концевую фрезу без центра – она дешевле. Я предпочитаю иметь только концевые фрезы с центрированием, так как чаще всего я обнаруживаю, что концевые фрезы не справляются с резкой центровкой.
Кстати, есть аргумент, чтобы никогда не врезать концевые фрезы (ну, почти никогда). Это самый сложный из возможных способов врезать концевую фрезу в материал, врезание или накатывание по спирали гораздо более щадящие. Учитывая эту перспективу, возможно, всегда следует отдавать предпочтение нецентральной резке, чтобы иметь стимул избежать погружения.
Одиночный против двухстороннего и вылета
Говоря о стоимости, вы можете приобрести концевые фрезы как двусторонние, так и односторонние:
Двухсторонняя концевая фреза – это как 2 концевые фрезы в одной…
За немного больше денег, чем одна концевая фреза с одним концом, и намного меньше денег, чем за две концевые фрезы с одним концом, вы можете купить концевую фрезу с двумя концами. Если один конец затупился, вы просто переворачиваете его в держателе, и у вас есть совершенно новая концевая фреза, готовая к работе. Обратной стороной является то, что в большинстве случаев поломка концевой фрезы заканчивается поломкой концевой фрезы, которую вы можете или не можете перевернуть.Тем не менее, они могут быть эффективным способом сократить ваши расходы, если вы в основном их утомляете, не нарушая слишком многих.
Это подводит меня к важному понятию, которое называется «выпад». Вылет – это расстояние от конца державки до вершины концевой фрезы:
Вылет…
Чем больше вылет, тем менее жесткий инструмент. Если он выйдет слишком далеко без поддержки, и вы будете слишком сильно над ним работать, силы резания заставят его изгибаться, что машинист называет «Отклонением».Вот это преувеличение:
Вывод на этом этапе заключается в том, что, хотя может показаться разумным покупать концевые фрезы максимальной длины, потому что у вас будет возможность использовать их в большем количестве ситуаций, это, вероятно, не лучший выход. Более короткие концевые фрезы более жесткие. Сохраните сверхдлинные на тот случай, если у вас нет другого выбора. Нечто подобное мы увидим и со спиральными сверлами.
G-Wizard Calculator выполняет всевозможные полезные вычисления относительно отклонения инструмента и может помочь вам избежать проблем, связанных с отклонением.
Покрытия для концевых фрез
Правильное покрытие может значительно повысить производительность концевой фрезы (или другой фрезы, например спирального сверла). Доступно множество различных покрытий, некоторые из которых великолепны, а некоторые очень экзотичны и дороги. Выбор концевых фрез с покрытием – это выбор между стоимостью и выгодой. Если для вашей обработки достаточно дополнительных характеристик покрытия премиум-класса, непременно приобретите концевые фрезы с покрытием.
Это помогает узнать, какие покрытия подходят для каких материалов.Наша программа калькулятора G-Wizard сообщает вам, что:
Концевые фрезы с зубчатым венцом, концевые фрезы с высокой спиралью и другой геометрии
Точно так же, как покрытия могут определять большие различия в производительности между концевыми фрезами бюджетного и премиального качества, геометрия тоже может. Простой факт заключается в том, что много заявлений сделано для различных геометрических форм, и доказательство находится в пудинге. Некоторые вещи менее спорны, некоторые очень тонки. Когда вы только начинаете, покупайте концевые фрезы приличного качества, но не экономьте на фантазии геометрии.Когда каждый прирост производительности начинает приносить деньги, протестируйте некоторые концевые фрезы премиум-класса, чтобы увидеть, что вам подходит. Если вам интересно узнать больше о том, какие геометрические трюки используют эти концевые фрезы, ознакомьтесь с нашей публикацией о сплавах, геометрии и покрытиях твердосплавных концевых фрез.
Две геометрии, которые стоит использовать на ранней стадии, – это концевые фрезы Bullnose и концевые фрезы High Helix. Концевые фрезы с зубчатым концом имеют небольшой радиус на краю, поэтому они могут оставлять более красивую поверхность и могут быть менее склонны к выкрашиванию – оба отличных качества.
High Helixes может помочь удалить стружку из таких материалов, как алюминий, намного лучше:
Концевые фрезы для черновой обработки (черновые фрезы Corncob)
Концевые фрезы для черновой обработки, подобные показанной на фотографии, имеют небольшие зазубрины на зубах. Эти зубцы делают пару полезных вещей. Во-первых, они разбивают стружку, облегчая ее удаление из отверстия, в котором вы прорезаете. Во-вторых, они менее подвержены вибрации. Все эти зазубрины производят множество вибраций, которые мешают друг другу, вместо создания единого звенящего (чаще визжащего, лол) тона.
Концевые фрезы для черновой обработки не очень дороги и могут значительно повысить производительность. Мне нравится иметь несколько размеров, особенно размеров, которые немного малы для приличной концевой фрезы со сменными пластинами. См. Нашу статью об этих полезных резаках для получения дополнительной информации и имейте в виду, что калькулятор G-Wizard также может рассчитать подачу и скорость для них.
Концевые фрезы с шаровой головкой
До сих пор мы говорили о концевых фрезах, которые в основном используются для так называемой обработки «2 1 / 2D», иногда называемой «призматической» обработкой.Это обработка, при которой Z или высота поверхности не меняются в плавно переходящих контурах. Он может опускаться для одного или двух карманов, но дно карманов и верхняя часть, как правило, представляют собой гладкие плоскости с отверстиями и большим количеством карманов. Подавляющее большинство деталей имеют эту характеристику, но для тех, которых нет, вы будете выполнять настоящую «трехмерную» обработку, а для этого вам понадобится концевая фреза с шаровой головкой.
Пресс-формы часто требуют 3D-обработки…
Ballnoses создают гребешки, размер которых зависит от диаметра носика, глубины резания и шага между последовательными проходами:
Шариковые гребешки…
Для эффективного использования концевой фрезы с шаровой головкой требуются определенные навыки и интуиция.У нас есть отличная статья разработчика программного обеспечения CAM Роберта Гжезека, в которой вы узнаете, как это сделать:
Кто производит лучшие бренды концевых фрез?
Прочитав все это, вы, наверное, задаетесь вопросом, кто делает лучшие концевые фрезы?
Оказывается, у нас есть опрос, который может помочь в этом.
Дополнительные ресурсы для концевых фрез
Сплавы, геометрия и покрытия цельнотвердосплавных концевых фрез : узнайте, что делают модные усовершенствования концевых фрез премиум-класса. Фрезерование с подъемом и обычное фрезерование : узнайте, что они собой представляют, когда каждая из них является наилучшей техникой. Очистка сварного алюминия от концевых фрез, сверл и вставок : удобный трюк! Кто боится прогиба инструмента? Важная информация о сроке службы концевых фрез! Как оптимизировать глубину резания и шагового перехода для фрезерования с ЧПУ Оптимизируйте две переменные, которые большинство специалистов с ЧПУ игнорируют, чтобы добиться больших успехов.Станки с ЧПУ Фрезы – Станки с ЧПУ Купить
Фрезы сокращают время цикла
Черновые фрезы для обработки стали и время цикла резки SS / заготовки на одну треть, сообщил производитель, который также представил новый супернитрид PVD покрытие для пластинчатого инструмента
Kennametal сообщила, что ее фреза KSRM может сократить время цикла фрезерования до одной трети и обеспечивает стабильную производительность при черновой обработке.По словам Kennametal, пластина спроектирована таким образом, чтобы противостоять вращению при резке, что гарантирует превосходную стабильность даже при максимальных скоростях резания.
Для фрезерной системы KSRM доступны три размера пластин со сменными пластинами (20 мм, 0,750 дюйма и 1 дюйм) .
Характеристики
Винтовой зажим обеспечивает быструю и точную замену пластины.
Фреза KSRM подходит для врезания под углом, прорезания пазов, винтовой нарезки, профилирования и врезания. Эта фреза, как сказал Kennametal в интервью с CNC Machine Buy, идеально подходит для применения в общем машиностроении при обработке стали и нержавеющей стали.
Он также хорошо подходит для труднообрабатываемых деталей из титана или жаропрочных материалов в аэрокосмической отрасли.
- Супернитридное PVD-покрытие для стандартных сменных фрезерных пластин – Kennametal теперь предлагает супернитридное PVD-покрытие с низким остаточным напряжением между покрытием и подложкой.
Обеспечивает отличную адгезию, позволяя наносить более толстые PVD-покрытия и, следовательно, увеличивать срок службы инструмента.
Доступен на стандартных пластинах со сменными пластинами из сплавов KC510M и KC520M с размером хона 0.025 мм (0,0001 дюйма) или больше.
Это твердое покрытие гарантирует более длительный срок службы инструмента даже в самых сложных условиях, – сказал Kennametal.
Модернизация KC510M завершает переход от сплава чугуна и алюминия к лидирующему на рынке марку чугуна для операций мокрой или сухой чистовой обработки.
Фрезерная пластина решает проблемы со сферической головкой
Фрезерная пластина решает проблемы, связанные с копирующими пластинами со сферической головкой, где нулевая скорость резания в центре вызывает ошибку формы и преждевременный выход из строя пластины
Инструментальное подразделение компании Kieniger LMT разработало фрезерные пластины, которые преодолевают проблемы, связанные с пластинами со сферическим копирующим наконечником, где нулевая скорость резания в центре приводит к искажению формы и преждевременному выходу из строя пластины.Сменная пластина FlatBall сочетает в себе преимущества сменных пластин шаровой и тороидальной формы для штампов и пресс-форм, а также для применения в аэрокосмической отрасли в том, что LMT (Великобритания) из Ковентри, Великобритания, описывает как двустороннюю геометрию.
При нулевой скорости резания – конструкция FlatBall включает 2-миллиметровую плоскость на пластине диаметром 10 мм, что позволяет избежать отсутствия скорости резания при вращении шпинделя вокруг центральной линии инструмента.
Характеристики
Обычно это приводит к тому, что обычная твердосплавная пластина страдает от быстрого повышения температуры, вызванного возникающим «трением», а не резанием.
Трение также увеличивает износ пластины, что приводит к постепенному изменению ее геометрии в условиях подрезания.
Результатом является потеря времени обработки, так как компоненты должны быть проверены и новые смещения вводятся в системе управления станком или инструменты должны быть часто заменены, сказал LMT.
Решение LMT состоит в том, чтобы выровнять форму шара или, что более технически, уменьшить радиус пластины до тех пор, пока она не станет обоюдоострой фрезой.
Это модификация формы, сообщили LMT cncmachinebuy.com, означает, что вставка работает с постоянной скоростью в центре, но без потери каких-либо преимуществ, полученных за счет формы шара.
Эта конструкция также предотвращает скопление стружки или наростов на краю шарика при первоначальном разрезании по наклонной или спиральной поверхности.
Кроме того, он также может уменьшить количество требуемых отдельных траекторий резания, тем самым сокращая время цикла, когда необходимо обрабатывать сложные контуры.
- Впечатляющие результаты беспилотных испытаний – недавние испытания в польском подразделении итальянской корпорации Comau, которая поставляет в автомобильную промышленность крупногабаритные формы для чугуна, литой стали и сплава инструментальной стали, LMT FlatBall был зарегистрирован с минимальным временем работы более 70ч.
Материал представлял собой отливку из стали Gh340 с закаленными пластинами и обрабатывался с использованием режущей пластины WPB 16FB-70 der CBN от LMT.
5-осевой фрезерный центр работал с максимальной скоростью резания более 600 м / мин и, благодаря повышенной безопасности процесса, его можно было оставить работать без обслуживающего персонала.
В ходе дальнейших испытаний твердого фрезерования для изготовления режущего инструмента из инструментальной стали P20, LMT FlatBall работал со скоростью 400 м / мин, чтобы обеспечить расстояние резания 3,60 м за 11-часовой период, и после этого не было никаких заметных признаков износа. износ, сообщает LMT.
Просмотры публикации: 1,063
Kyocera Americas | Новости | KYOCERA представляет новые фрезы для обработки с ЧПУ с пластинами с запатентованной технологией MEGACOAT NANO
| Последние новости | |
KYOCERA представляет новые фрезы для обработки с ЧПУ с использованием пластин с запатентованной технологией MEGACOAT NANO
Новые фрезы M-Four и M-Six обеспечивают повышение производительности и долгий срок службы
Хендерсонвилл, Северная Каролина – 11 октября , 2012 – Kyocera Industrial Ceramics Corporation, подразделение режущего инструмента недавно представила свои новые фрезы MEW M-Four и MFWN M-Six, которые обладают уникальными преимуществами и имеют пластины с MEGACOAT NANO, новой запатентованной технологией покрытия Kyocera для стабильной резки и увеличенный срок службы инструмента.
Концевые фрезы M-Four оснащены отрицательными пластинами, в которых используется уникальная технология формирования пластин Kyocera, которая снижает силы резания до уровней, эквивалентных положительным пластинам. Двухсторонние пластины с четырьмя кромками обеспечивают низкое усилие резания для уменьшения вибрации, улучшения качества поверхности и минимальной вибрации. Угол резания 90 градусов имеет тупую кромку для повышения прочности режущей кромки. Линейка M-Four предлагает три недавно разработанных стружколома для широкого спектра применений.
Мельница M-Six Shell Mill оснащена шестигранной двухсторонней пластиной повышенной толщины с прочными режущими кромками и высокой производительностью резания. Конструкция пластины M-Six с толстой кромкой также снижает вибрацию и обеспечивает превосходное сопротивление разрушению. Станок M-Six оснащен нейтральными пластинами для обработки уступов, врезания и торцевания, а также четырьмя различными стружколомами для различных областей применения.
Фрезы M-Four и M-Six оснащены MEGACOAT NANO, запатентованной технологией многослойного покрытия Kyocera, которая обеспечивает стабильное фрезерование и продлевает срок службы инструмента за счет снижения износа и разрушения благодаря высокой твердости и превосходной стойкости к окислению.
Новые фрезы Kyocera M-Four и M-Six представлены в рамках промо-акций в виде комплектов, включающих фрезу и 10 пластин MEGACOAT NANO по выбору клиентов.
Для получения дополнительной информации об этих или других продуктах Kyocera Cutting Tool , пожалуйста, обращайтесь:
Kyocera Industrial Ceramics Corporation
Подразделение режущего инструмента
100 Industrial Park Road
Hendersonville, NC 28792
PH: 800-823-7284
: Cuttingtools @ kyocera.com
сайт: kyocera.com/cuttingtools
О компании KYOCERA
Kyocera Industrial Ceramics Corporation (http://www.kyocera.com/kicc) со штаб-квартирой в Хендерсонвилле, Северная Каролина, специализируется на применении современных материалов и компонентов для решения самых сложных инженерных задач. Это стопроцентная дочерняя компания Kyocera International, Inc. из Сан-Диего, североамериканской холдинговой компании Kyocera Corporation.
Kyocera Corporation (NYSE: KYO) (ТОКИО: 6971) (http: // global.kyocera.com/), материнская и глобальная штаб-квартира Kyocera Group, была основана в 1959 году как производитель высококачественной керамики (также известной как «современная керамика»). Объединив эти инженерные материалы с металлами и пластиками и интегрировав их с другими технологиями, Kyocera стала ведущим поставщиком промышленных керамических компонентов, режущих инструментов, полупроводниковых корпусов, электронных устройств, систем солнечной энергии, принтеров, копировальных устройств и телекоммуникационного оборудования. За год, закончившийся 31 марта 2012 г., чистая выручка компании составила 1 штуку.2 триллиона иен (примерно 14,5 миллиардов долларов США). Компания занимает 426 место в списке крупнейших публичных компаний мира журнала Forbes «Global 2000» за 2012 год.
Фрезерование с ЧПУ: Введение в режущие инструменты
Режущие инструменты входят в диапазон размеров, материалов и типов геометрии.
Как правило, более эффективно использовать комбинацию различных траекторий и инструменты для создания детальной модели, а не предполагать, что небольшой инструмент с меньшая ступенька – единственный способ.Часто более крупный инструмент позволяет добиться большего закончить результаты.
При торцевом фрезеровании фреза обычно вращается по оси, перпендикулярной заготовке. Режущие зубы расположены как на торце фрезы, так и на периферии фрезы тело.
Концевая фреза со сферическим концом, также известная как сферическая концевая фреза или сферическая концевая фреза, имеет полусферу на конец инструмента. Концевые фрезы со сферическим концом используются для обработки деталей со сложной поверхностью.
Выбор плоской концевой фрезы по сравнению с шаровой концевой фрезой будет определять характеристики меток инструмента (или отсутствие оного) на вашей модели.Большинство рабочих мест выиграют от стратегического использования инструменты множества размеров и форм для фрезерования различных деталей. Концевые фрезы часто используются для черновой обработки и 2D-резания, а фрезы с V-образным и сферическим наконечником часто используется для чистовых операций.
Геометрия конца
Есть поднятые, концевые фрезы с опусканием и обжимом с различным количеством канавок. Концевые фрезы предназначены для горизонтальной резки.
Up-cut, down-cut и сжатие определяет способ выброса стружки (обрезанный материал) и гладкость поверхности.С помощью концевой фрезы с поднятой кромкой стружка будет выбрасываться вверх и низ материала будет гладким. Концевая фреза с нижним обрезом обратное: стружка отталкивается вниз, а верхняя часть материала гладкий; плавный. Концевая фреза сжатия создает гладкую поверхность сверху и снизу, который идеально подходит для предварительно клееной древесины.
Концевые фрезы бывают разнообразие форм. Наиболее распространены плоские концевые фрезы и шаровые концевые фрезы. Плоский концевые фрезы будут вырезать плоские участки без гребешков. Однако они оставляют террасообразный гребешок на неплоских поверхностях.Концевые фрезы уменьшают размер гребешки для того же значения шага на наклонных поверхностях, но они также будут оставить гребешки на ровных участках.
Модели можно обрабатывать с помощью комбинации плоских и шаровых фрез. Если бы только один инструмент будет использоваться для всех поверхностей, геометрия шарикового конца даст больше стабильное общее ощущение и гладкий результат.
Плоские концевые фрезы можно центрировать Резка и обработка без центровки: Центровка квадратные концевые фрезы незаменимы для врезного фрезерования.Безцентровые режущие фрезы бывают используется только для бокового фрезерования.
При выборе шаровой опоры мельница всегда выбирает самый большой доступный размер. Для того же перехода больший инструмент оставит более мелкие гребешки, что даст более гладкий результат. Для как правило, гладкая модель с некоторыми участками мелких деталей, большой инструмент должен быть используется для всей работы, а инструмент меньшего размера следует использовать только для очистки детализированных области.
Инструменты большего размера режут более чисто, имеют больший зазор и дольше остаются острыми.Скорость режущей кромки на более крупном инструменте выше для того же
скорость вращения шпинделя.
Шаг вперед
Stepover – это расстояние инструмент перемещается между последующими проходами.
Значение шага (вместе с размером инструмента) будет определять, есть ли в модели гладкая поверхность или видны следы инструмента. Это также напрямую повлияет на время сокращения. Модели с меньшим шагом режутся дольше.
Понижение
Длина нарезки область внутри инструмента определяет, насколько глубоко материал можно разрезать за один операция – это называется максимальным понижением.Это понижающее значение будет только максимально использовать, когда разрезаемый материал мягкий; для тяжелого материалов часто требуется меньшее значение, устанавливая траектории инструмента на фрезерование слои материалов в отдельные проходы.
Геометрия канавки
Пока номер, направление и тип канавок режущего инструмента могут сильно различаться, инструменты Чаще всего используются две канавки и спирали с верхним срезом.
В некоторых проектах могут быть полезны другие типы геометрии канавки.Контурная резка Листы МДФ или фанеры выиграют от использования спиралей, нарезанных вниз, как и инструмент. прижмите материал к столу станка с ЧПУ, поскольку он режет, а не поднимает Это.
Количество канавок
Одиночная канавка – Позволяет увеличивать загрузку стружки в более мягкие материалы
Двойная канавка – Позволяет улучшить обработку деталей более твердые материалы
Несколько зубьев – позволяет получить еще лучшую партию обработка более твердых материалов
Как количество резки края увеличиваются, ваша скорость подачи должна увеличиваться, чтобы предотвратить подгорание и преждевременное затупление инструмента.Больше канавок уменьшают стружку нагрузки и улучшает качество поверхности, если скорость подачи остается прежней. Самый распространенный Количество канавок для обычных фрезерных операций – два (больше места для стружки выброс) и четыре (улучшенная обработка поверхности).
Примеры применения концевых фрез:
Выбор концевых фрез
Инструментальные материалы
Материал: Концевые фрезы изготавливаются либо из сплавов кобальтовой стали. (известная как быстрорежущая сталь или HSS), или из карбида вольфрама в решетке кобальта (в просторечии сокращается до «карбид»).Последний вариант значительно тверже, жестче и прочнее. Твердосплавные инструменты могут работать со скоростью от 2 до 2,5 раз быстрее, чем инструменты HSS. При использовании твердосплавных инструментов убедитесь, что ваш станок является жестким с прочным шпинделем, а у держателей практически нет биения. Из-за хрупкая природа карбида и скорости, с которыми твердосплавные инструменты как правило, при работе, жесткость критически важна для предотвращения поломки инструмента.
Покрытия: твердосплавные фрезы могут быть дополнительно покрыты керамикой например титан нитрид алюминия (TiAlN, он же AlTiN), нитрид титана (TiN), нитрид углерода титана (TiCN) и т. д.Из них голубовато-серое покрытие TiAlN является наиболее распространенным, и благодаря уменьшения трения и повышения твердости, увеличивает скорость металла сокращение до 20%. Увеличивает срок службы инструмента.
Прочие используемые инструменты в нашей лаборатории:
Carbide Сверла для сверления печатных плат. Карбидные биты V для гравировки PCB Алмазные стоматологические биты для гравировки PCB
Настоящий документ по разным источникам.Один из них – это онлайн-документация Hardvard FabLab: http: //www.gsd.harvard.edu / # / gsd-resources / fabrication-lab / index ….
Режущие инструменты, используемые при обработке с ЧПУ – выберите подходящий инструмент для работы
Время чтения: 6 мин.
Как инженер-механик или конструктор, сколько времени вы тратите на размышления о том, как будут работать ваши детали? быть обработанным? Более конкретно, знаете ли вы, какие инструменты будут использоваться для создания различных элементов или геометрии? Эта статья будет вашим руководством по наиболее распространенным инструментам, используемым при обработке с ЧПУ, и их функциям.
Различные инструменты, используемые при обработке с ЧПУВажность выбора инструмента
Вам может быть интересно, какая разница? Инструментов так много, что у них определенно должен быть подходящий для работы. К сожалению, это не всегда так. Определенная геометрия, например скругление, имеет значение при выборе инструмента. Радиус скругления должен составлять не менее половины диаметра используемой концевой фрезы. Меньше, и это становится труднее или требует смены инструмента, которая в противном случае может быть ненужной.
При проектировании элементов вашей детали вы хотите убедиться, что они могут быть обработаны с помощью инструментов стандартных размеров. Например, если вы просверлили отверстия, убедитесь, что они предназначены для обычных сверл, а не на миллиметр больше или меньше. Если возможно, вам также следует стандартизировать конструктивные элементы, если это возможно, придерживаясь одного размера отверстий, когда это возможно.
Знание общедоступных инструментов также может помочь вам спроектировать геометрию вашей детали, которая будет легче обрабатывать.Ниже приведен список общедоступных фрезерных инструментов с ЧПУ, которые должны быть под рукой у большинства станков. Если для вашей конструкции требуется другой инструмент, механическому цеху может потребоваться дополнительное время или деньги на поиск нестандартного инструмента.
Общедоступные инструменты
Торцевая фреза / плоская фреза
Торцевая фреза или раковинная фреза обычно является первым инструментом, используемым при обработке с ЧПУ. Эти инструменты обычно имеют диаметр в несколько дюймов и подходят для удаления материала с большой площади, что делает их идеальными для начального чернового прохода с целью выравнивания поверхности исходного материала.Тогда у вас будет хорошая ровная поверхность для начала обработки.
Shell MillКонцевая фреза для квадратного сечения
Концевая фреза для квадратного сечения – это самый стандартный инструмент различных размеров, который есть в каждом механическом цехе. Для резки можно использовать как нижнюю, так и боковые стороны, поэтому эти инструменты можно использовать для торцевания верхней и боковых сторон детали, а также для вырезания полостей.
Квадратная концевая фрезаКонцевая фреза с утолщенным концом
Концевая фреза с выпуклым концом очень похожа на квадратную концевую фрезу, но со слегка закругленными краями на дне инструмента.Это создает скругленный край между дном кармана и боковой стенкой, что может быть приятным штрихом.
Шаровая концевая фреза
Шаровая концевая фреза имеет полностью круглое дно. Диаметр этой поверхности такой же, как у самого инструмента. Это делает концевую фрезу идеальной для таких операций, как наплавка трехмерных контуров. В отличие от концевой фрезы с квадратным сечением, этот инструмент не оставляет острых углов при обработке деталей.
Шаровая концевая фрезаСверло
Сверла – это стандартный инструмент для просверливания отверстий в материале.Отверстия могут использоваться для многих целей: отверстий с зазором, отверстий с резьбой, прессовой посадки или определения местоположения. Сверла подходят для всего этого. Как и в случае с другими инструментами, существуют сверла стандартных размеров. Когда вы проектируете отверстие для своей детали, ищите стандартные размеры сверл, чтобы максимально упростить процесс обработки. Кроме того, проектируйте все отверстия в детали, чтобы они были одинакового размера, чтобы избежать ненужной смены инструмента.
Сверла доступны во многих стандартных размерах.Метчик
Просверлив отверстия, вы можете нарезать резьбу на некоторых из них! Нарезание резьбы – это обычно используемый термин для создания резьбового отверстия, хотя есть несколько способов сделать это.Метчики для резки и формования достигают одной и той же конечной цели, но по-разному. В каждом из них сначала нужно просверлить отверстие.
Режущий метчик удаляет больше материала из этого отверстия, создавая внутреннюю резьбу. Удаляя материал, он также производит стружку. Сквозное отверстие лучше подходит для метчика, потому что стружке есть куда пойти.
С другой стороны, метчик для формования не удаляет материал, а вместо этого формирует из него резьбы в холодном состоянии. Формовочные метчики для начала требуют отверстия немного большего диаметра, и их можно использовать только с определенными материалами.Эти материалы включают цветные металлы, такие как алюминий. Формовочные метчики полезны для глухих отверстий, потому что они не образуют стружки, поэтому вам не нужно беспокоиться о том, что стружка заполнила дно отверстия. Формованные нити также считаются более прочными. Однако метчики можно использовать для обработки более широкого спектра материалов.
Режущие метчики и метчики для формирования – эффективные способы создания резьбовых отверстийФрезы для снятия фасок
Фрезы для снятия фасок не требуют пояснений; этот инструмент создает внешние фаски на острых углах.Их также можно использовать для обработки зенковки. Фрезы для снятия фасок обычно доступны с углами 30, 45 и 60 градусов. Это тот случай, когда эти знания могут помочь вам решить, как спроектировать свою деталь: вы хотите придерживаться одного из этих стандартных углов.
Фреза для ключей
Обычно поднутрения невозможно создать без дополнительной настройки, позволяющей расположить деталь в другой ориентации. Однако фрезы со шпоночным пазом позволяют легко обрабатывать поднутрения или Т-образные пазы при существующей установке.Эти инструменты можно пропустить либо полностью через деталь, чтобы обработать Т-образный паз, либо вдоль стороны детали, чтобы создать одностороннее поднутрение. Фрезы со шпоночным пазом доступны в виде инструментов с прямыми кромками или с радиусами на углах для создания закругленных поднутрений.
Пила для продольной резки
Пила для продольной резки похожа на очень тонкую фрезу со шпоночным пазом. Радиус реальной режущей поверхности обычно шире, что позволяет резать глубокие пазы или даже раскалывать деталь. Эти инструменты могут быть очень полезными и иметь множество различных применений.
Пилы для продольной резки имеют множество примененийМенее распространенные инструменты
Указанные выше инструменты имеют широкий спектр применения и обычно доступны повсюду. Есть также множество других инструментов, которые имеют более специализированное применение. Если вы можете подумать, кто-то, вероятно, создал для этого инструмент. Следующие ниже менее распространены и не обязательно используются во всех частях, но все же полезны!
Развертки
Развертки нельзя использовать для создания отверстия, но они очень полезны для расширения существующего отверстия до необходимого точного диаметра.Они оставляют красивую поверхность и могут выдерживать более жесткие допуски, чем сверла.
Фрезы для мух
Фрезы для мух похожи по назначению на торцевые фрезы, но имеют только одну режущую поверхность, которая устанавливается на стержне. Этот стержень можно перемещать в инструменте для создания большего или меньшего диаметра резания.
Фреза для внешнего радиуса
Фрезы для внешнего радиуса – это специальные инструменты, которые позволяют добавлять радиус к внешней кромке, например, вокруг кромки кармана.
Гравировальный инструмент
Гравировальный инструмент хорош для гравировки текста или контуров фигур на поверхности детали.
Инструмент зенковки
Инструменты зенковки добавляют зенковку (какую!) К просверленному отверстию. Их также можно использовать для резки фасок.
Инструменты с зенковкой бывают разных размеровИнструмент «ласточкин хвост»
Инструмент «ласточкин хвост» прорезает специальный вид поднутрения в вашем материале.
Инструменты помещаются в эти специальные держатели перед загрузкой в станок с ЧПУ Как инженер, возможно, вы не тот, кто выбирает инструменты для обработки с ЧПУ.Однако вы можете критически относиться к конструкции своей детали, чтобы уменьшить количество используемых различных инструментов и убедиться, что необходимые инструменты являются стандартными и доступны в большинстве механических мастерских.
Выбор инструмента – это лишь одна из составляющих дизайна для технологичности. Чтобы узнать о других способах сокращения производственных затрат в ваших проектах, ознакомьтесь с нашим мастер-классом DFM для обработки с ЧПУ.
резаков для леденцов Архив – Harvey Performance Company
Если есть одна вещь, с которой могут согласиться все машинисты и менеджеры магазинов, это то, что время – деньги.Затраты на инструменты и материалы с ЧПУ, заработная плата сотрудников и включение света складываются, но большинство согласится с тем, что экономия времени – один из лучших способов сделать магазин более эффективным.
Смена инструмента в середине задания быстро увеличивает время цикла (не говоря уже о стоимости инструмента), поэтому использование инструмента, способного выполнять несколько операций, когда это возможно, является отличным первым шагом. Следующие многофункциональные инструменты предназначены для экономии времени и денег на шпинделе.
Сверлильные / концевые фрезы
Один взгляд на сверлильные / концевые фрезы или «сверлильные фрезы», и становится очевидным, что эти многофункциональные инструменты способны на большее, чем стандартная концевая фреза.Две из предполагаемых операций совпадают с названием (сверление и фрезерование). Однако, помимо очевидного, сверлильные фрезы предназначены для обработки канавок, точечной обработки и снятия фасок, в результате чего получается пять отдельных операций.
Учитывая количество инструментов, обычно требуемых для выполнения всех этих стандартных операций, наличие нескольких сверл в стойке для инструментов гарантирует, что вы всегда будете готовы с ними взяться, не говоря уже о возможных дополнительных местах в вашем инструментальном магазине.
Концевые фрезы с подрезкой
Концевые фрезы с подрезкой, также известные как фрезы для леденцов или сферические концевые фрезы со сферической головкой, на удивление «хорошо скругленные» инструменты.Помимо фрезерования поднутрения на детали, что обычно очень сложно для стандартной концевой фрезы, эти инструменты могут выполнять еще несколько операций.
Использование концевой фрезы с поднутрением для удаления заусенцев на вашем станке – отличный способ сэкономить время и силы. Некоторые операции по прорезанию пазов и контурной обработки, особенно при 5-осевом фрезеровании, значительно упрощаются с помощью концевой фрезы с поднутрением, а в некоторых ситуациях они необходимы из-за проблем с зазором.
Двухугловые фрезы с хвостовиком
Часто называемые «швейцарскими армейскими ножами для механической обработки» из-за их универсальности, двухугловые фрезы с хвостовиком – это многофункциональные инструменты 6 в 1, которые стоит держать под рукой в любом механическом цеху.Поскольку эти инструменты режут со всех сторон головы, они полезны в самых разных ситуациях.
Обладая возможностью нарезания резьбы и зенковки, фрезы с двойным угловым хвостовиком идеально подходят для обработки отверстий. Кроме того, их преимущество перед стандартными концевыми фрезами делает их очень подходящими для различных чистовых операций в труднодоступных местах.
Инструменты с плоским дном
Сверла с плоским дном и зенковкилучше подходят для сверления отверстий, но они подходят для самых разных операций.Они принадлежат к одной категории вместе, поскольку их плоская геометрия дна – это то, что отличает их от других инструментов с ЧПУ в той же категории. Геометрия с плоским дном предотвращает перемещение инструмента по неровным или угловым поверхностям и помогает исправлять, выпрямлять или выравнивать элементы, созданные инструментами с неплоским дном.
Сверла с плоским дном предназначены для следующих операций:
Хотя в некоторых аспектах они похожи, зенковки с плоским дном особенно хорошо подходят для этих целей:
Регулируемые фрезы для снятия фаски
Как обсуждалось в предыдущем посте, фрезы для снятия фасок могут не только снимать фаски – они также хорошо подходят для снятия фаски, снятия заусенцев, точечной обработки и зенкования.Однако эти регулируемые фрезы для снятия фасок не ограничиваются одним углом на каждой стороне – с быстрой регулировкой твердосплавной пластины вы можете фрезеровать любой угол от 10 ° до 80 °.
Если учесть сменную пластину и диапазон углов, этот инструмент имеет очень высокий потенциал экономии времени и средств.
Инструменты, которые могут выполнять самые разные операции, пригодятся практически в любом механическом цехе. Наличие на складе инструментов для ЧПУ некоторых или всех этих многофункциональных инструментов значительно увеличивает гибкость вашего магазина и снижает вероятность того, что вы не будете готовы к работе.
.