Фрезы по металлу для фрезерного станка: виды, характеристики
Конструктивные особенности
Фреза – металлорежущий инструмент, работающий за счет вращательно-поступательных движений. В зависимости от предназначения, фрезы делятся на разные типы: дисковые, торцевые, угловые, отрезные и шпоночные. Самую простую конструкцию имеют цилиндрические фрезы, изготавливающиеся цельно-литьевым методом.
Фрезы по металлуБольшое разнообразие и широкий спектр применения позволяет постоянно вносить изменения в их геометрию и конструкцию. Усовершенствования касаются преимущественно концевых фрез – изменяются угол наклона винтовых зубьев, за счет чего повышается эффективность отвода стружки во время работы с металлом. Современные концевые инструменты для станков имеют стандартный угол наклона, равняющийся 30 градусам. В международной практике использования фрез по обработке металлических деталей и уступов применяются фрезы с таким углом наклона:
- Для деталей с диаметром 4-25 мм применяются фрезы с углом наклона 35 градусов;
- Заготовка диаметром 25-30 обрабатывается инструментом с углом наклона 40 градусов;
- Детали с диаметром 30-50 обрабатываются инструментом с углом наклона зубьев 45 градусов.


Концевые фрезы испытывают значительные трудности при обработке жаропрочных и титановых сплавов, а также вязких и труднообрабатываемых материалов. Поэтому для концевых фрез производят подточку поверхности по всей длине с целью повышения качества резьбы.
Концевые фрезы по металлуЧто касается обработки многотонных заготовок, то для их обработки применяются концевые фрезы больших размеров. Например, для отделки детали общей массой 1 т. применяют фрезы, весящие больше 170 кг.
Именитые производители фрез для обработки металла
Заточки по металлу производятся в разных уголках мира. Поэтому все разнообразие условно можно разделить на несколько регионов производства:
- Российские заточки производятся по устаревшей технологии, однако, они отличаются качеством используемых материалов (ресурсная база России позволяет не использовать низкокачественные добавки). Из ведущих производителей следует отметить Всероссийский научно-исследовательскийНабор фрез Bosch для вертикальных фрезерных машин
институт инструмента, расположенный в Москве на ул. Семеновской, 49 и Волгоградский инструментальный завод, расположенный в Волгограде;
- Европа – лидер по производству фрез для фрезерного станка. На современном этапе европейские технологии ушли далеко вперед благодаря неоценимому вкладу германской компании BOSCH. На счету компании находится 5422 патента по всему миру и около 6,3 млрд долларов инвестиций. Компания гордоФрезы JET-POWER
носит титул лучшего мирового бренда по производству инструментов по металлу и расходных материалов к ним;
- Фрезы американского происхождения по качеству приравниваются к европейским, однако, сильно уступают по популярности из-за дороговизны транспортировки. Следует отметить компанию JET, производящую фрезы по металлу. Ее резцы изготавливаются исключительно из высокопрочных материалов – алмаза, титана или легированной стали. Компания JET считается самой титулованной и старой на американском рынке инструментов по металлу.
 Из ведущих производителей следует отметить Всероссийский научно-исследовательскийНабор фрез Bosch для вертикальных фрезерных машин
Из ведущих производителей следует отметить Всероссийский научно-исследовательскийНабор фрез Bosch для вертикальных фрезерных машин Компания JET считается самой титулованной и старой на американском рынке инструментов по металлу.
Компания JET считается самой титулованной и старой на американском рынке инструментов по металлу.Критерии выбора инструмента
При выборе заточки для станка внимание следует обращать на разные факторы. Опытные работники сформировали правила выбора фрез:
- Производитель. Рекомендуется остановить свой выбор на проверенных временем брендах. Фрез по металлу, купленный у именитого производителя, гарантирует качественную обработку, долгий срок службы и точность резьбы. Именитыми считаются следующие компании: Bosh, JET, Stayer, Metabo, Глобус, Корвет, Инструмент–сервис;
Фрезы концевые, фрезы шпоночные, фрезы трехсторонни, фрезы торцевые, фрезы червячные, фрезы отрезные, фрезы радиусные - Принцип работы станка. На этот параметр также следует обращать внимание. Предназначение заточки рекомендуется устанавливать у продавца. На современном этапе в сфере обработки металла используются станки такого типа: полуавтоматические, автоматические и ручные;
- Внутреннее крепление. Неплотно прилегающая деталь может вырваться и покалечить оператора либо снизить качество обработки заготовки (в лучшем случае). Обязательно уточните у продавца, имеется ли в наличии шпон;
Диаметр фрез - Диаметр. Этот параметр подбирается индивидуально: кому-то удобнее работать с большим инструментом, а кому-то, наоборот – с миниатюрной моделью;
- Качество заточки – один из важнейших параметров. Качественно заточенная фреза по металлу позволяет увеличить эффективность обработки металлических изделий и сократить время на работу с заготовкой. Заметим, что производители часто экспериментируют, создавая уникальные заточки. Практика показала, что для домашнего станка лучше подбирать «классические» варианты фрез, а не уникальные авторскиеВиды твердосплавных фрез
работы;
- Материал. Срок службы инструмента по металлу зависит от используемого материала. Крайне не рекомендуется выбирать фрезы из мягких сплавов, предпочтение лучше отдать твердосплавным конструкциям или закаленной стали. Эти материалы отлично переносят воздействие высоких температур. Отлично себя зарекомендовали фрезы по металлу из титана, легированной и нержавеющей стали и чугуна;
 Неплотно прилегающая деталь может вырваться и покалечить оператора либо снизить качество обработки заготовки (в лучшем случае). Обязательно уточните у продавца, имеется ли в наличии шпон;
Неплотно прилегающая деталь может вырваться и покалечить оператора либо снизить качество обработки заготовки (в лучшем случае). Обязательно уточните у продавца, имеется ли в наличии шпон; Эти материалы отлично переносят воздействие высоких температур. Отлично себя зарекомендовали фрезы по металлу из титана, легированной и нержавеющей стали и чугуна;
Эти материалы отлично переносят воздействие высоких температур. Отлично себя зарекомендовали фрезы по металлу из титана, легированной и нержавеющей стали и чугуна;Стоит отметить, что для домашних работ можно выбирать фрезы по металлу из низкокачественных материалов, поскольку покупка титанового или чугунного товара выльется в круглую сумму, если инструмент нужен всего лишь для одного использования.
Самостоятельная заточка фрез
Отечественные и зарубежные производители выпускают сотни тысяч фрез, классифицирующихся по типу резки и формам. Сложная технология изготовления вносит немало неудобств в самостоятельную заточку фрез по металлу. Рассмотрим разные способы заточки.
Заточка фрезВ зависимости от материала, из которого изготавливается объект заточки, подбирается круг из эльбора, зеленого кремния, алмаза или электрокорунда. Алмазные и кремневые круги применяются для заточки резцов из твердых сплавов. Электрокорундовые способы обработки применяются к фрезам по дереву и металлу. Что же касается алмазных кругов, то они также применяются для изделий из твердых сплавов.
Что же касается алмазных кругов, то они также применяются для изделий из твердых сплавов.
Использование абразивных кругов требует охлаждения рабочей поверхности станка и самого материала. Поэтому под рукой всегда должно стоять ведро с холодной водой. Накал до 1000 градусов уменьшает эффективность заточки в 3 раза. Дальнейшее накаливание приводит к ухудшению качества обработки детали в геометрической прогрессии. Добавьте немного мыла в воду, чтобы холодная жидкость не провоцировала развитие коррозии и ржавчины.
Заточка инструмента с применением наждачного-тарельчатого кругаСвою первую заточку делать рекомендуется под присмотром опытного мастера. В противном случае следует отказаться от затеи самостоятельно наточить инструмент. Если же вы решились на заточку своими руками, то вам необходимо усвоить несколько правил:
Лучшим решением для заточки инструмента по металлу будет специализированный станок. Рассмотрим модель E-90 DAREX. Фреза устанавливается в станок исходным положением, при котором игла располагается возле хвостовика. На этом этапе очень важно проконтролировать, чтобы шлифовальный круг находился в одной плоскости с наружной кромкой.
На этом этапе очень важно проконтролировать, чтобы шлифовальный круг находился в одной плоскости с наружной кромкой.
Станок включается в электрическую сеть и вводится в эксплуатацию. Оператор должен медленно подвигать фрез к рабочей поверхности станка. Дальше регулируется уровень снимаемого металла, обычно, этот параметр составляет 25–50 мкм.
Каждый зуб рекомендуется протянуть по металлу от начала до конца, пока он полностью не спрыгнет с иглы. Оператор не должен забывать следить за тем, чтобы инструмент во время заточки находился на игле в нужном месте. Обработанный инструмент очищается от опилок и охлаждается в воде.
Видео: Уроки фрезерования или как идеально заточить донышко фрезы
Похожие статьи
Фрезы для фрезерного станка по металлу: какие бывают, виды, цена
Фрезы по металлу применяют для высокопроизводительной грубой обдирки заготовок и финишной доводки с высокой точностью и чистотой поверхности. Многолезвийный инструмент классифицируется по нескольким параметрам. Его форма зависит от технологической операции, которую он выполняет.
Многолезвийный инструмент классифицируется по нескольким параметрам. Его форма зависит от технологической операции, которую он выполняет.
Содержание:
- 1 Основные принципы классификации инструмента
- 1.1 Материал изготовления
- 1.2 Направление обработки
- 1.3 Вид заточки
- 1.4 Конструкция
- 2 Местонахождение режущих кромок
- 3 Какие бывают?
- 3.1 Дисковые
- 3.2 Торцевые
- 3.3 Цилиндрические
- 3.4 Угловые
- 3.5 Концевые
- 3.6 Фасонные
- 3.7 Червячные
- 3.8 Кольцевые
- 3.9 Трехсторонние
- 3.10 Пазовые
- 3.11 Отрезные
- 3.12 Концевые и угловые
- 3.13 Монолитные
- 3.14 С напаянными коронками
- 3.15 Под Т-образные выемки
- 3.16 Шпоночные
- 3.17 Конические
- 3.18 Сферические
- 4 Как правильно подобрать нужный тип?
- 5 Особенности выбора для станков с ЧПУ
Основные принципы классификации инструмента
Фрезы – многолезвийный режущий инструмент, обрабатывающий детали при вращении вокруг своей оси. На фрезерных станках выполняется большой объем различных операций. Под каждый вид свой инструмент.
На фрезерных станках выполняется большой объем различных операций. Под каждый вид свой инструмент.
Фрезы классифицируют по нескольким признакам:
- размер – диаметр;
- количество лезвий;
- материал режущих кромок;
- направление;
- заточка;
- конструкция;
- крепление пластин;
- форма режущих кромок.
Независимо от конструкции, инструмент имеет рабочую часть, хвостовик, закрепляющийся в шпинделе или цанге и шейку – зауженный участок между ними.
Читайте также: фрезерный станок 6Т80Ш описание и технические характеристики
Материал изготовления
Режущие кромки фрез изготавливают из инструментальных сталей:
- углеродистых;
- легированных;
- быстрорежущих.
Обработка заготовок из отожженных и нормализованных сталей – мягких и средней твердости, используют инструмент с рабочей частью из металла марки У12А, 9ХС, ХГ, ХВГ и ХВ5. Режим работы на малых подачах. Для обработки на ускоренной подаче, используют фрезы из Ст Р18 или заменяют их менее износостойкими из Ст Р9.
Для обработки на ускоренной подаче, используют фрезы из Ст Р18 или заменяют их менее износостойкими из Ст Р9.
Высоколегированные, жаропрочные и нержавеющие стали обрабатывают фрезами из быстрорежущих сталей Р9К10 – основной легирующий элемент кобальт и Р18Ф2 с добавлением ванадия.
После закалки финишная обработка поверхности производится сборными фрезами с пластинами:
- металлокерамические;
- минералокерамические.
Пластины маркируются вольфрамовые ВК6, ВК8, титановольфрамовые ТК10, Т30К6.
Справка! Режущие кромки делают из твердых сплавов с высокой износостойкостью. Хвостовики фрез из пластичного металла с высоким сопротивлением на кручение и удар: Ст 45, Ст 40Х, инструментальные У8, У10.
Направление обработки
Направление вращения фрезы при обработке устанавливается:
- правое – по часовой стрелке;
- левое.
Оно определяется заточкой фрезы, позиционированием режущей кромке.
Справка! Если в маркировке фрезы не указано направление, то это стандартный инструмент с правым рабочим вращением.
Вид заточки
При заточке снимается слой твердого металла, восстанавливается острота режущей кромки и угол реза к. Толщину снятия определяют образовавшиеся во время работы сколы, зазубрины, заусенцы. Они должны полностью уйти. Большинство видов фрез имеют длинную линию режущей кромки. Необходимо выдержать конфигурацию и размер по всей длине. Ручная заточка инструмента невозможна.
В зависимости от формы зуба заточка производится разными способами:
- по передней поверхности;
- затыловка;
- контурная.
По передней поверхности затачиваются зубья с перпендикулярным расположением кромки относительно контура – впадины, у которых угол ɣ равен 0. Наклонный зуб с углом ɣ ˃ 0, затачивается по затыловочной поверхности.
Справка! При затыловке инструмента, диаметр фрезы уменьшается.
Фасонные, торцевые и другие инструменты для обработки одновременно в 2 и более плоскостях, имеют несколько линий режущих кромок. Они затачиваются по контуру. Точность контура гарантирует применение шаблона или использование заточного оборудования с ЧПУ или специальной программой.
Точность контура гарантирует применение шаблона или использование заточного оборудования с ЧПУ или специальной программой.
Важно!
Некоторые фрезы, предназначенные для глубокой фрезеровки и создания сложных конфигураций, затачиваются по контуру или передней поверхности с затыловкой. Это обеспечивает свободный отвод стружки.
Конструкция
Конструкция инструмента зависит от его размеров и типа:
- цельные — монолитные;
- сборные – наборные;
- составные.
Цельные изготавливаются из одного куска инструментальной стали. К ним относится инструмент небольших размеров для обработки металла средней твердости. Сборные фрезы имеют корпус с легированной стали и приваренный к нему хвостовик с конусом. Зуб крепится механически. У составных фрез режущие пластины вставляются в пазы, и привариваются или припаиваются к корпусу.
Местонахождение режущих кромок
Расположение режущих кромок зависит от назначения и конфигурации инструмента:
- боковое;
- нижнее;
- фигурное;
- комбинированное.
Для фрезеровки по плоскости, отрезки и вырезки канавок достаточно иметь одну кромку. Вырезка прямых и фигурных пазов, зубьев и других сложных элементов производится одновременно по нескольким поверхностям.
Какие бывают?
Фрезерный станок по металлу – универсальное оборудование, на котором производится большое количество разнообразных операций.
Дисковые
У дисковых пил диаметр превышает толщину в несколько раз. Они изготавливаются цельными из инструментальной стали, предварительно прошедшей упрочнение ковкой и нормализацию. По назначению делятся:
- отрезные;
- прорезные.
Отрезной инструмент имеет наклонный зуб. Его закалка производится после предварительной обработки, перед заточкой. Для установки на станок в отверстии имеется паз или в теле диска 4 отверстия под болты.
Отрезные дисковые фрезы диаметром от 1200 мм используются для резки горячего металла на прокатных станах, квадрат сечением 200×200 и больше. Малыми дисковыми пилами 200–400 мм раскраивают холодные заготовки на фрезерных и отрезных станках. Прорезные фрезы имеют прямой зуб, с контуром, обратным по форме прорезаемой канавки.
Торцевые
Инструмент предназначен для предварительной обработки заготовки. Высокую производительность обеспечивает наличие 2 режущих кромок:
- торцевой;
- боковой.
Большая часть фрез сборные. Пластины крепятся болтами. Во время снятия большой толщины металла, стружка снимается одновременно по 2 плоскостями.
Важно!
При замене пластин они выставляются по плоскости и проверяются на радиальное биение.
Цилиндрические
Инструмент имеет форму цилиндра, высота превышает диаметр. Режущие кромки располагаются по спирали: левые и правые. Изготавливается рабочая часть из инструментальной стали. Заточка производится затыловкой. Крепится на оправку. Цилиндрическими фрезами выполняют чистовую обработку детали. Множество лезвий снимают за один проход менее 0,2 мм, оставляют гладкую ровную поверхность.
Крепится на оправку. Цилиндрическими фрезами выполняют чистовую обработку детали. Множество лезвий снимают за один проход менее 0,2 мм, оставляют гладкую ровную поверхность.
Угловые
Режущие кромки угловых фрез представляют собой усеченный конус с широким основание и вершиной в сторону хвостовика. Применяются для снятия фасок и обработки краев. Режущая кромка располагается по боковой поверхности. Могут быть цельными и сборными.
Концевые
Концевые фрезы имеют цилиндрическую форму с основной режущей плоскостью по торцу и вспомогательными боковыми. Используются для зачистки поверхности в выборках и пазах.
Важно!
Угол заточки концевых фрез влияет на удаление стружки с зоны реза. Наклон режущей кромки увеличивается вместе с диаметром инструмента, начиная с 30⁰.
Фасонные
Инструмент с фигурными режущими кромками, повторяющий форму паза. Фреза сборного типа с заточкой по шаблону.
Червячные
Червячные фрезы составные по конструкции, предназначены для нарезки зубчатых колес, шестерен. На цилиндрическом корпусе рядами по спирали расположены фигурные пластины. Форма пластины повторяет выемку между зубьями детали. Исполнение левое и правое, в зависимости от наклона зуба детали.
На цилиндрическом корпусе рядами по спирали расположены фигурные пластины. Форма пластины повторяет выемку между зубьями детали. Исполнение левое и правое, в зависимости от наклона зуба детали.
Важно!
Червячные фрезы устанавливают на зубофрезерные станки. Они выделены в отдельную группу и имеют первую цифру маркировки 5.
Кольцевые
Полые фрезы цилиндрической формы с заточкой по торцу и нитями спиральных режущих кромок. Имеют второе название – корончатые сверла.
Трехсторонние
Фигурная заточка с режущими кромками с 3 сторон. Предназначены для выборки сквозных канавок, шлицов.
Пазовые
Для вырезки пазов применяют фрезы с обратной формой выборки. Модели цельные или с приваренным хвостовиком.
Отрезные
Тонкие дисковые пилы с острозаточенным зубом. Производят раскрой и подрезку торцов с минимальным расходом металла в стружку.
Концевые и угловые
Концевые и угловые модели имеют режущую кромку под углом 45⁰ и заточены по торцу. Предназначены для обработки торцов, снятия фасок, создания фигурных поверхностей.
Предназначены для обработки торцов, снятия фасок, создания фигурных поверхностей.
Монолитные
Монолитные фрезы изготавливаются из цельного куска инструментальной стали. Предназначены для обработки заготовок средней твердости. Режущие кромки по радиусу и торцу.
С напаянными коронками
Обработка твердосплавных и закаленных деталей затруднена, деталь тверже инструментальной стали. Для мелких изделий из высоколегированных сталей применяется особо твердый алмазный инструмент. На составные фрезы напаиваются режущие пластины – коронки ВК и ТК, чтобы обработать детали размером более 200 мм.
Под Т-образные выемки
Фрезеровка сквозных Т-образных пазов и выемок производится сборной фрезой с 2 цилиндрическими поверхностями. Режущие кромки располагаются по бокам и по торцам нижней широкой части инструмента. Радиус фрезы соответствует ширине паза.
Справка! При отсутствии фрезы нужной конфигурации, паз делается в несколько проходов. Сначала прорезается узкая часть на всю глубину, выбирается широкое основание.
Сначала прорезается узкая часть на всю глубину, выбирается широкое основание.
Шпоночные
Паз под шпонку выполняется цельной фрезой, у которой заточены боковые режущие кромки точно в размер ширины выборки и торец. В начале работы фреза используется как сверло, углубляется на нужную глубину. Затем поступательным движением вращающегося инструмента выбирается паз нужной ширины и формы. Срезается металл с боков и одновременно зачищается дно.
Конические
Конические фрезы могут быть цельными и наборными. Угол наклона режущей кромки положительный с вершиной конуса в сторону хвостовика, отрицательный, при обратной направленности.
Сферические
Дисковые фрезы с кромкой сферической формы используют для создания полукруглых канавок. Они изготавливаются цельные и составные с заточкой по контуру.
Как правильно подобрать нужный тип?
Фрезы подбираются в зависимости от технологической операции, которую надо выполнить:
- грубая обдирка заготовки – торцовые наборные и концевые обдирочные;
- чистовая обработка по плоскости – цилиндрические;
- создание канавок – дисковая, торцевая;
- обработка углов и кромок – угловая, фигурная;
- выборка шпоночных пазов – шпоночные;
- вырезка сквозных пазов – Т-образная, угловая, фигурная.

Основной характеристикой инструмента является его размер и допуск.
Особенности выбора для станков с ЧПУ
На станках с ЧПУ производится предварительная и чистовая обработка деталей. Инструмент используется с коническим хвостовиком, типа:
- цилиндрические;
- шпоночные;
- дисковые;
- торцовые;
- фигурные.
Фрезы должны быстро меняться и выставляться в шпинделе с большой точностью. Фрезы по металлу отличаются размерами, от инструмента сечением в 2–3 мм, до огромных специальных конструкций, имеющих 600–800 мм в диаметре.
Они представлены большим количеством видов, позволяют изготавливать детали сложной формы. Необходимо правильно подобрать соответствующий инструмент, для создания элемента нужной конфигурации и размера.
Четыре вещи, которые нужно знать о выборе фрезы
- Калькулятор скорости и подачи
- Инновации 2024
- Пространство для совместной работы
- Панель приборов
- Проекты
- Мои решения
- Особенности заготовки
- Поиск решения
- Одобрительные чертежи
- Команды сотрудничества
Добро пожаловать
Пожалуйста, подтвердите свои предпочтения
Настройки обновления
Язык Единица измеренияМетрические дюймы
ПоискПредложения по продуктам
Предложения по семейству продуктов
{{/каждый}} {{#if this. showMore}}
showMore}}Решение для редактирования
Добавление раствора
Название решения: {{SolutionName}}Вернуться к блогу
18 августа 2022 г.
от Kennametal Metal Cutting Pros
Одним из первых уроков во многих программах для механических цехов является обучение настройке летучей мельницы или летучей фрезы. . Этот самый простой из режущих инструментов, используемый в основном на ручных коленчатых фрезах, оснащен затачиваемой вручную насадкой, которая крепится к корпусу инструмента с помощью ряда установочных винтов. Когда инструмент вращается, оператор станка включает механизм, который перемещает заготовку под ним, удаляя небольшое количество материала с ее верхней поверхности при каждом проходе.
Когда инструмент вращается, оператор станка включает механизм, который перемещает заготовку под ним, удаляя небольшое количество материала с ее верхней поверхности при каждом проходе.
Что такое фреза?
Летучая мельница — это всего лишь один пример фрезы. Как и в случае со сверлами, это вращающиеся инструменты, используемые на обрабатывающих центрах с ЧПУ, токарных станках с приводным инструментом и, да, на ручных фрезерных станках. Но там, где режущие кромки сверла расположены на самом конце инструмента, что ограничивает удаление материала в осевом направлении (т. сторона. Таких инструментов существует огромное множество:
- Только что рассмотренная летучая фреза относится к типу торцевой фрезы , используемой для изготовления плоских поверхностей на металлических и пластиковых заготовках. Они редко встречаются на обрабатывающих центрах с ЧПУ.
- Продольные фрезы и продольно-поперечные фрезы, как следует из их названия, способны делать пазы и узкие прорези соответственно в верхней и боковой частях деталей.
- Инструменты типа «ласточкин хвост» — это особый тип фрезы, который обрабатывает угловые канавки, необходимые для соединения многих компонентов машин.
- Точно так же фрезы для зубчатых колес (также известные как червячные) используются для нарезания форм зубчатых колес, шлицов и звездочек. По большей части они требуют специального оборудования.

Каждый из них представляет собой фрезу для конкретного применения, ограниченную съемом относительно небольшого количества материала и созданием отдельных элементов детали. Вскоре мы поговорим об инструментах более общего назначения — концевых фрезах, насадных фрезах и других рабочих лошадках обрабатывающей промышленности. Однако сейчас важно признать, что все 9Фрезерные инструменты 0074 (с одним или двумя исключениями) точно такие же, как описано ранее, — многозубые вращающиеся фрезы, которые используют срезающее действие для удаления материала по периферии инструмента и, в некоторых случаях, также могут действовать как дрель.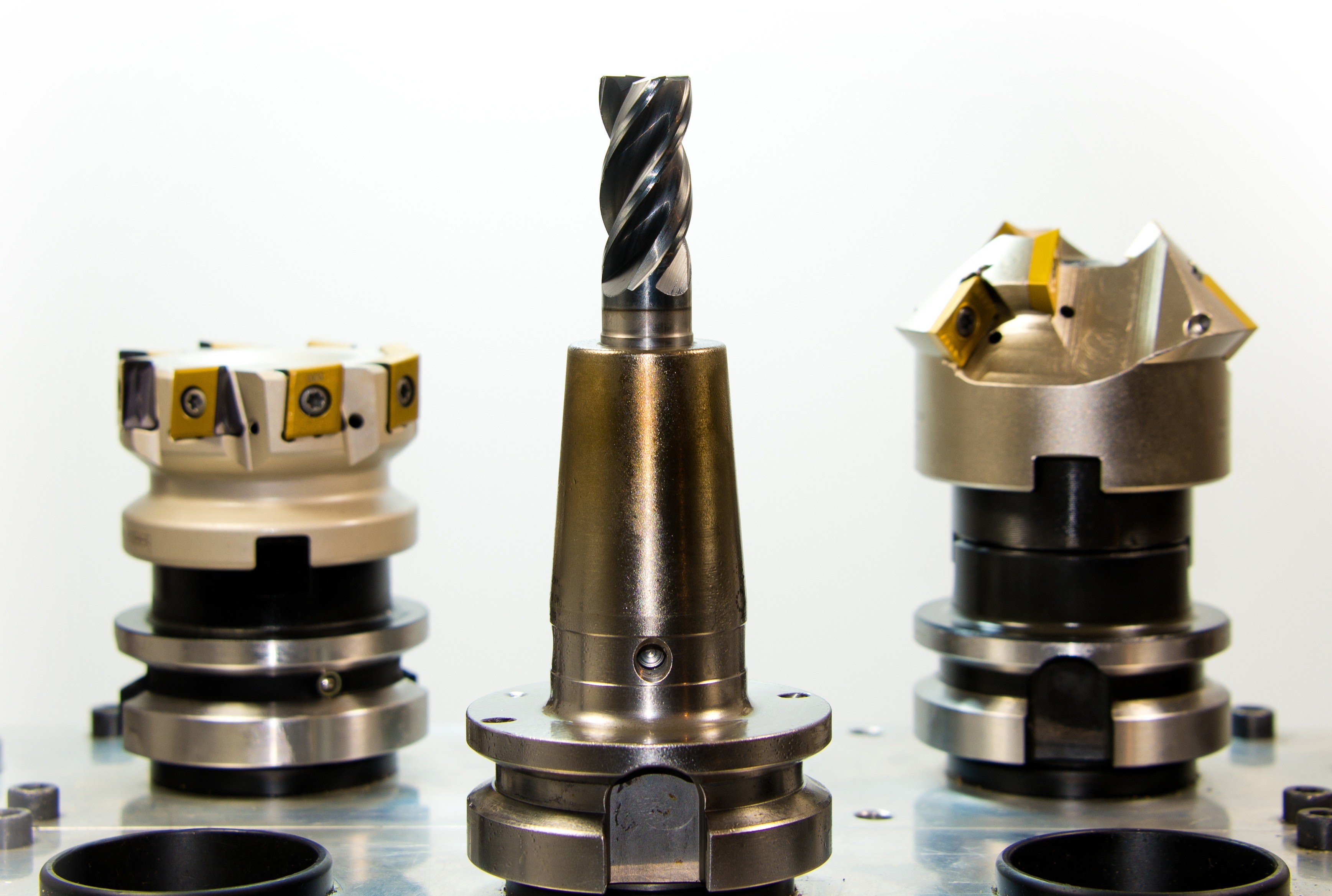
KNS® – фреза Kennametal для узкой канавки
Классификация фрез
В мире промышленного фрезерования существует два больших класса режущих инструментов. это сплошные фрезы и сменные фрезы . Как следует из названия, первый из них изготовлен из цельного куска материала режущего инструмента — обычно из карбида вольфрама, хотя фрезы из быстрорежущей стали (HSS) и кобальта также доступны для любителей и мелкосерийной или легкой обработки. операции.
Из-за стоимости материала цельные твердосплавные инструменты обычно имеют диаметр меньше дюйма или около того. Более этого размера почти все фрезы используют сменные твердосплавные пластины, прикрепленные к стальному корпусу фрезы с помощью небольших винтов или зажимов. Они представляют собой эффективное, но доступное решение для подавляющего большинства всех операций механической обработки, хотя цельные твердосплавные инструменты по-прежнему используются для мелких деталей и чистовой обработки.
Между ними расположены так называемые модульные концевые фрезы , в которых используется цельная твердосплавная головка, навинчивающаяся на стальной корпус. Как и модульные твердосплавные сверла, эти режущие инструменты обеспечивают производительность и точность цельных твердосплавных сверл, но при гораздо меньших затратах. А поскольку изношенную головку можно заменить за несколько секунд, модульная оснастка также повышает производительность.
Посмотреть высокопроизводительную цельнотвердосплавную концевую фрезу HARVI I TE в действии.
Типы фрез
Одной из наиболее часто используемых фрез является концевая фреза. Доступны твердосплавные, сменные и модульные версии, а также версии с квадратными, сферическими и закругленными режущими концами. Они используются для обработки пазов и уступов, фрезерования карманов и вырезания внутренних и внешних периметров различных деталей. Как указывалось ранее, некоторые концевые фрезы имеют возможность центрирования, что позволяет им врезаться в поверхность заготовки, как сверло или наклонно.
Насадные фрезы или уступные фрезы можно рассматривать как более крупного и массивного родственника концевой фрезы. Они не могут погружаться или наклоняться, но они могут быстро удалить большое количество материала. Из-за их большого размера большинство из них имеют сменные пластины, часто заполненные десятками карбидных вставок. Так же как и торцевые фрезы , современные, многоканавочные версии старинной фрезы, которая открыла эту статью, используются для выравнивания горизонтальных поверхностей и делают их одновременно гладкими и плоскими. А копировальные фрезы по форме и функциям аналогичны концевым фрезам со сферическим концом. Это фаворит мастерских по изготовлению пресс-форм, которые используют их для черновой обработки больших полостей перед чистовой обработкой твердосплавными или модульными концевыми фрезами.
Между ними есть некоторое совпадение. Например, использование концевой фрезы для обработки верхней поверхности небольшой металлической заготовки не проблема, но чем шире и длиннее становится эта поверхность, тем больше причин использовать торцевую фрезу. А некоторые торцевые фрезы можно использовать для обработки квадратных уступов, как это делают уступные фрезы, при условии, что уступ достаточно мелкий по глубине. Как уже говорилось ранее, существует огромное разнообразие фрез. Хитрость заключается в том, чтобы знать, какой из них использовать и как его применять.
А некоторые торцевые фрезы можно использовать для обработки квадратных уступов, как это делают уступные фрезы, при условии, что уступ достаточно мелкий по глубине. Как уже говорилось ранее, существует огромное разнообразие фрез. Хитрость заключается в том, чтобы знать, какой из них использовать и как его применять.
DUO-LOCK: единственная модульная система с производительностью твердосплавной концевой фрезы
Самые продаваемые фрезы
Здесь на помощь приходит Kennametal. один из старейших, наполненный опытными приложениями и людьми поддержки. Производитель инструментов также предлагает обширную линейку почти всех упомянутых здесь режущих инструментов (извините, нет фрез).
Его серия модульных концевых фрез Duo-Lock, например, представляет собой лучшее из обоих решений решение для всех, кому требуется твердосплавная производительность в индексируемом ценовом диапазоне. Существуют также фрезы с высокой подачей «Beyond», фрезы Mill 4 и KSSM серии уступных фрез, торцевые фрезы Fix-Perfect и многое другое. Большинство из них доступны в твердом сплаве или в твердом сплаве общего назначения , и все они доступны либо онлайн, либо лично через официальный дистрибьютор . Короче говоря, у Kennametal есть фрезы.
Большинство из них доступны в твердом сплаве или в твердом сплаве общего назначения , и все они доступны либо онлайн, либо лично через официальный дистрибьютор . Короче говоря, у Kennametal есть фрезы.
Похожие статьи
Доступны следующие файлы САПР
Пожалуйста, выберите файл для загрузки
Благодарим вас за регистрацию, в ожидании одобрения и завершения регистрации, ваш доступ в настоящее время ограничен. Полное использование возможностей поиска продуктов и пространства для совместной работы доступно и останется. Пожалуйста, подождите 2 рабочих дня для завершения регистрации.
Корзина
Итого: {{subTotal.formattedValue}}
Товар
Количество
Цена
Итого
{{#каждая запись}}{{product.name}}
Продукт №{{product.code}}{{basePrice.formattedValue}} /{{#ifpkg packageQty}}pkg {{else}}each {{/ifpkg}}
Каталожный номер{{product. catalogISO}}
catalogISO}}Количество: {{количество}}
{{quantity}}
{{basePrice.formattedValue}} /{{#ifpkg packageQty}} pkg {{else}}each {{/ifpkg}}
{{totalPrice.formattedValue}}
{{еще}}Ваша корзина пуста, Продолжить покупки
{{/каждый}}Описание фрез | Руководство для экспертов
Категории
Bob Pybus
Руководитель группы технической поддержки
Связаться со мной
Есть много вещей, которые следует учитывать при покупке подходящей фрезы для вашего применения.
На протяжении многих лет нам задавали всевозможные вопросы от клиентов с разным уровнем знаний и опыта. Ниже я кратко изложил некоторые из наиболее часто задаваемых вопросов, которые мне задают регулярно…
Что такое фреза?
Фреза — это инструмент, который можно использовать на фрезерном станке с ЧПУ или с ручным управлением, а также на токарном станке с ЧПУ с приводными инструментами .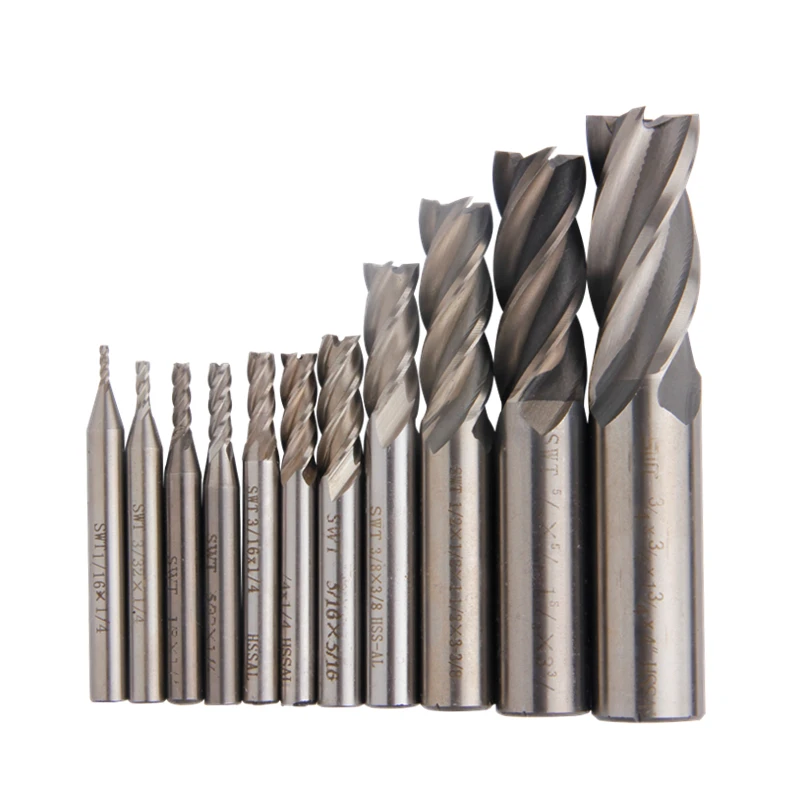 При фрезеровании инструмент будет вращаться, а работа будет перемещаться вместе с фрезерной станиной; движение в горизонтальном или боковом движении, но не в вертикальном. Главный шпиндель перемещается вертикально, при этом инструмент удерживается в фиксированном положении, и использует канавки фрезы (режущие кромки) для резки материала. Различные геометрии инструментов помогут определить, где и когда лучше всего подходит каждый отдельный инструмент.
При фрезеровании инструмент будет вращаться, а работа будет перемещаться вместе с фрезерной станиной; движение в горизонтальном или боковом движении, но не в вертикальном. Главный шпиндель перемещается вертикально, при этом инструмент удерживается в фиксированном положении, и использует канавки фрезы (режущие кромки) для резки материала. Различные геометрии инструментов помогут определить, где и когда лучше всего подходит каждый отдельный инструмент.
Что такое концевая фреза?
Концевая фреза представляет собой разновидность фрезы , которая может выполнять несколько операций, включая профилирование, врезание, зенкерование, прорезку пазов, контурную обработку и обработку уступов. Концевые фрезы режут в направлении вращения по поперечной плоскости, движущейся горизонтально, поперечно и вертикально. Это делает их универсальными и позволяет выполнять множество различных задач. Концевые фрезы варьируются от 2 до 6 канавок, но мы не классифицируем 2 канавки как концевую фрезу, а относим ее к шлицевым сверлам.
Что такое шлицевая дрель?
Сверло для пазов — это фреза с двумя канавками. Геометрия с двумя канавками позволяет лучше эвакуировать стружку, что лучше всего подходит для обработки пазов без забивания канавки. Сверла для пазов будут иметь 1 канавку, которая находится в центре (режущая по центру), что позволяет сверлу для пазов погружаться (срезать вниз). Может быть полезно открыть паз с помощью сверла для пазов, а затем использовать концевую фрезу с 3-4 зубьями, чтобы ускорить процесс. Однако наличие только двух канавок может помешать достижению более высоких скоростей подачи по сравнению с концевыми фрезами с большим числом канавок.
В чем разница между шлицевым сверлом и концевой фрезой?
Сверло для пазов представляет собой смесь сверла и концевой фрезы, что означает, что оно может врезаться, как сверло, а затем шлицевать, как концевая фреза. И наоборот, концевая фреза будет в основном резать в поперечном и горизонтальном направлениях. Сверла для пазов будут иметь канавку, которая доходит до середины, а концевая фреза будет иметь зазор в центре. У шлицевого сверла одна канавка немного длиннее другой, что позволяет инструменту погружаться.
Сверла для пазов будут иметь канавку, которая доходит до середины, а концевая фреза будет иметь зазор в центре. У шлицевого сверла одна канавка немного длиннее другой, что позволяет инструменту погружаться.
Как количество канавок влияет на фрезу?
Количество канавок может повлиять на характеристики и область применения фрезы. Например, для цветных металлов часто требуется фреза с двумя канавками для удаления стружки. Однако при резке более твердых материалов, таких как нержавеющая сталь , может быть более подходящим использовать инструмент с 3 или 4 зубьями для повышения прочности. Чем больше количество канавок, тем мельче каждая канавка, что создает более прочную сердцевину (центр инструмента).
В чем разница между фрезами General Performance и High-Performance?
Инструмент общего назначения можно найти в ассортименте фрез из быстрорежущей стали, порошкового металла и твердосплавных фрез. Эти диапазоны хорошо работают со сталями с низкой и средней твердостью , нержавеющими сталями и чугуном .
Эти диапазоны хорошо работают со сталями с низкой и средней твердостью , нержавеющими сталями и чугуном .
Высокопроизводительные фрезы (HPC) предназначены для гораздо более высоких скоростей съема металла (иногда сверхвысоких). Инструменты для высокопроизводительных вычислений поставляются в самых разных геометриях, чтобы обеспечить высокую скорость съема стружки.
К ним относятся переменная спираль, которая разрушает гармоники инструмента; в свою очередь помогает предотвратить вибрацию и увеличить срок службы инструмента. Неравномерно расположенные канавки помогут улучшить чистоту поверхности, так как они действуют как зачищающая кромка и могут значительно улучшить требования к чистоте поверхности. Двойной сердечник, используемый в серии Titanox Power для обработки экзотических и нержавеющих сталей, повышает прочность вашего инструмента при максимальном съеме металла.
В чем разница между быстрорежущей сталью, порошковым металлом и твердым сплавом?
HSS – Быстрорежущая сталь лучше всего подходит для ручной или полуавтоматической обработки с нестабильными установками. Из-за прочности и долговечности быстрорежущей стали она не скалывается и не подвержена вибрации, как карбид. Кроме того, стоимость быстрорежущей стали обычно намного ниже, чем у порошкового металла и твердого сплава при общей механической обработке.
Из-за прочности и долговечности быстрорежущей стали она не скалывается и не подвержена вибрации, как карбид. Кроме того, стоимость быстрорежущей стали обычно намного ниже, чем у порошкового металла и твердого сплава при общей механической обработке.
Металлический порошок – Металлический порошок является связующим звеном между быстрорежущей сталью и твердым сплавом. Он идеально подходит для использования на ручных станках или станках с ЧПУ, где есть вибрации или определенные ограничения, такие как нестабильная установка. Атомная структура порошкового металла означает, что он прочен и прочен, как быстрорежущая сталь (помогая свести к минимуму влияние вибраций), но обладает износостойкостью и сроком службы твердого сплава.
Твердый сплав. Твердосплавные подложки могут иметь различную «зернистость», которая указывает на уровни производительности, в том числе микрозернистость, сверхмелкозернистую микрозернистость и нанозернистость (самый мелкий и высокопроизводительный тип карбида). Все это повлияет на производительность, поскольку чем меньше зерно, тем плотнее атомная структура, что, в свою очередь, повышает производительность. Чтобы увидеть все преимущества твердого сплава, надежная установка (практически отсутствие вибраций и способность работать на высоких скоростях и подачах) с гидравлическим держателем 9Требуется 0200 или прецизионный цанговый патрон. Это предотвратит биение, что, в свою очередь, увеличит срок службы инструмента.
Все это повлияет на производительность, поскольку чем меньше зерно, тем плотнее атомная структура, что, в свою очередь, повышает производительность. Чтобы увидеть все преимущества твердого сплава, надежная установка (практически отсутствие вибраций и способность работать на высоких скоростях и подачах) с гидравлическим держателем 9Требуется 0200 или прецизионный цанговый патрон. Это предотвратит биение, что, в свою очередь, увеличит срок службы инструмента.
Почему мне следует выбрать фрезу со сменной головкой?
Первоначальные затраты на покупку хвостовика и сменной головки могут показаться дорогими, но в долгосрочной перспективе это эффективный способ сэкономить деньги. Это связано с тем, что после первоначальных вложений вам потребуется покупать новую головку только впоследствии, что обеспечивает долгосрочную экономию средств по сравнению с покупкой новой фрезы каждый раз. Этот метод также сократит потенциальное время простоя, так как хвостовик уже находится в держателе, поэтому вам не нужно будет переустанавливать инструмент каждый раз, когда лезвие уходит, поскольку он имеет очень высокую повторяемость.
Острые углы и фрезы для подготовки фаски
Геометрия с радиусом угла или для подготовки кромки помогает укрепить кромку инструмента, что настоятельно рекомендуется при обработке сложных материалов. Используя подготовку кромки, вы можете предотвратить выкрашивание инструмента, что легко может произойти при использовании стандартной острой кромки . Это создаст более стабильную режущую кромку, поскольку она более стабильна, если кромка не ломается. Это может значительно сократить время цикла, поскольку вы можете сильнее нажимать на инструменты, зная, что меньше вероятность сколов или трещин.
Какие существуют типы фрез?
В связи с широким спектром применения фрез необходимо, чтобы форма, размер и характеристики каждой фрезы изменялись в зависимости от ее конкретного применения. Чаще всего различия между моделями фрез обнаруживаются в режущей кромке, которая является наиболее важной частью фрезы, так как именно она непосредственно контактирует с заготовкой. Ниже приведен список наиболее распространенных вариантов фрез:
Ниже приведен список наиболее распространенных вариантов фрез:
Квадратный конец — наиболее распространенный вариант фрезы с режущей кромкой под углом 90°, идеально подходящей для обычных операций обработки.
Подготовка фаски — вместо режущей кромки под углом 90° фреза для подготовки фаски (сокращение от «подготовка фаски») будет использовать угловой режущий наконечник (например, 30°, 45°) для укрепления режущей кромки, предотвращения деформации кромки. измельчение и позволяет фрезе работать быстрее и жестче, чем традиционные фрезы с квадратным концом.
Рыхлитель — этот фрез, также называемый грубым, имеет несколько гребней по всей глубине резания, что придает ему «грубый» вид. Благодаря этим гребням вы можете нажимать на рыхлители намного сильнее, чем на фрезы с «гладкими» кромками, и они идеально подходят для быстрого измельчения большого количества материала.
Сферический наконечник – Названные из-за формы режущей кромки, сферические фрезы имеют полусферический конец, который можно использовать для вырезания криволинейных форм в заготовке. Это может быть прорезание пазов, контурное профилирование и торцевое фрезерование.
Это может быть прорезание пазов, контурное профилирование и торцевое фрезерование.
Радиус скругления — Аналогично подготовке фаски, производители режущего инструмента добавляют скругление скругления к фрезам, чтобы укрепить режущий наконечник и предотвратить поломку конца в более тяжелых условиях обработки. На режущем наконечнике устанавливается заданный радиус, придающий кромке изогнутый вид.
Коническая — Коническая фреза имеет конусообразную режущую кромку, при этом диаметр шейки уменьшается по мере приближения к режущей кромке. При этом увеличивается радиус действия фрезы, что означает, что она может получить доступ к узким пазам, отверстиям, отверстиям или другим элементам, недоступным иным образом с помощью фрез стандартных размеров.
Финишер — Обычно чистовая фреза имеет 6 или более канавок (однако иногда 4-5 канавок могут выполнять чистовые операции). Финишеры имеют более мелкие канавки, что означает, что сердцевина фрезы прочнее. Мало того, что более прочная сердцевина означает, что вы можете продвигать фрезу дальше, но и более мелкие канавки позволяют формировать более чистую поверхность на заготовке.
Мало того, что более прочная сердцевина означает, что вы можете продвигать фрезу дальше, но и более мелкие канавки позволяют формировать более чистую поверхность на заготовке.
Преимущества сплошного фрезерования по сравнению со сменными фрезами
Сменные фрезы позволяют пользователю обрабатывать детали гораздо большего диаметра, чем стандартные инструменты, за небольшую часть цены монолитных фрез аналогичного размера . Это достигается за счет использования прочного стального корпуса, который можно использовать повторно, и сменных вставок, которые можно заменить при износе. В результате срок службы инструмента со сменными пластинами будет намного больше, чем у твердосплавной фрезы.
Однако использование сплошной фрезы имеет некоторые преимущества перед сменными фрезами. При меньших диаметрах (например, менее 20 мм) сплошная фреза обычно будет более рентабельной, чем инвестиции в излишне большую систему со сменными пластинами. Из-за меньшего размера цельные фрезы также создают меньшую нагрузку на станок пользователя, а это означает, что цельные фрезы можно использовать с более высокими скоростями подачи, не требуя значительных мощностей или усилий станка. Кроме того, конструкция пластины сменных систем означает, что сменная фреза не может достичь того же уровня отделки, что и цельная фреза. Особенно в случае фрез с числом канавок 4-6+ сплошные модели всегда обеспечивают более гладкую поверхность.
Из-за меньшего размера цельные фрезы также создают меньшую нагрузку на станок пользователя, а это означает, что цельные фрезы можно использовать с более высокими скоростями подачи, не требуя значительных мощностей или усилий станка. Кроме того, конструкция пластины сменных систем означает, что сменная фреза не может достичь того же уровня отделки, что и цельная фреза. Особенно в случае фрез с числом канавок 4-6+ сплошные модели всегда обеспечивают более гладкую поверхность.
Как выбрать правильную фрезу
Хотя не существует точного метода выбора «правильной» фрезы, поскольку существует множество переменных, которые могут влиять на ваш процесс принятия решений, со временем мы разработали общий ряд критериев и вопросов, которые мы используем, чтобы выяснить, какой тип резака требуется для конкретной работы. Эти вопросы подробно описаны ниже.
Первый (и, наверное, самый очевидный вопрос): какой диаметр фрезы вам нужен? Это не только значительно сужает выбор фрезы, но в некоторых случаях также позволяет вам увидеть, какая фреза предпочтительнее: цельная или сменная. Например, когда вы достигнете 25 мм, может стать более рентабельным инвестировать в сменная система со сменными пластинами, в отличие от большой твердой фрезы.
Например, когда вы достигнете 25 мм, может стать более рентабельным инвестировать в сменная система со сменными пластинами, в отличие от большой твердой фрезы.
Затем мы хотели бы спросить, требуется ли для работы HSS или карбид. Что это будет зависеть от настройки обработки, бюджета и обрабатываемого материала. Если на ручной машине, скорее всего, будет использоваться фреза из быстрорежущей стали. В зависимости от бюджета для ручной обработки можно также предложить фрезу из порошкового металла (действующую как мост между быстрорежущей сталью и твердосплавным сплавом, который можно использовать в нестабильных условиях обработки). Аналогичным образом, при ограниченном бюджете наиболее подходящим вариантом, вероятно, будет быстрорежущая сталь, хотя также доступны многие экономичные варианты твердого сплава, если для выполнения операции используется станок с ЧПУ. Фактически, из-за более высоких скоростей и подач, достигаемых с помощью твердосплавной фрезы, в долгосрочной перспективе выбор твердосплавной фрезы может быть более эффективным с точки зрения затрат, если позволяют условия.
Материал заготовки, вероятно, будет следующим фактором, который следует учитывать при выборе правильной фрезы. Производители режущего инструмента всегда будут предоставлять данные для резки материалов, которые они рекомендуют для использования с этим конкретным резаком, с которыми вы всегда должны ознакомиться перед использованием. Если у производителя нет данных по резке для этого материала, следует предположить, что фреза для него не подходит. Что касается конструкции самого резака, производители используют ряд функций, чтобы резаки лучше работали с определенными материалами. Например, алюминий прилипает к канавкам фрез с покрытием, поэтому производители изготавливают специальные непокрытые, притертые и полированные канавки, чтобы предотвратить засорение канавки и обеспечить наилучшее качество поверхности при фрезеровании цветных металлов . В серии YG-1 V7 специальное покрытие Y1200 обеспечивает температуру резки до 1200°C, что идеально подходит для таких материалов, как нержавеющая сталь, которая значительно нагревается при обработке.
Другие размерные характеристики также могут играть роль в процессе принятия решения. Длина канавки, например, является максимальной доступной глубиной резания, и это важно, если вы ищете фрезу, которая может проникнуть в глубокое отверстие или паз. Ребристые фрезы или фрезы с длинной шейкой имеют увеличенную глубину резания при обработке за несколько проходов, что позволяет работать дальше, чем при использовании традиционной фрезы. Диаметр хвостовика и общая длина также могут быть определяющими, если ваша установка обработки не позволяет использовать хвостовики определенных размеров или если заготовка высокая, и поэтому длина, выступающая из держателя инструмента, должна быть ограничена.
Просмотреть все
Просмотреть сейчас
Универсальные фрезы из быстрорежущей стали, порошкового металла и твердого сплава для экономичной обработки сталей низкой твердости, чугуна и нержавеющей стали.
Просмотреть сейчас
Твердосплавные фрезы, разработанные для исключительной производительности при обработке более прочных материалов, включая нержавеющую сталь, экзотические и закаленные стали.