Все виды фрез по металлу и их назначения
Эта разновидность режущего инструмента представлена в большом ассортименте. С его помощью можно проводить различные технологические операции. Сам процесс заключается в медленной подаче быстровращающейся фрезы в рабочую область. По точности обработки заготовок такая методика лишь не намного хуже наружного протягивания металла.
Разнообразие фрез по металлу позволяет производить выборку материала на самых сложных участках. Главное – определить нужный вид инструмента и способ его подачи (например, винтовой, поступательно-вращательный). Его режущие кромки изготавливаются из особых сортов стали, керамики, твердых сплавов, алмазов и ряда других материалов (кардная проволока и так далее). Рассмотрим основные разновидности фрез по металлу для фрезерного станка и их назначение.
Классификация фрез по металлу
- По расположению режущих частей (зубьев).
- По их заточке.
- По направлению (наклонные, винтовые и так далее).
- По конструкции инструмента (монолитный, сборный, составной).
- По креплению режущих элементов.
- По их материалу.
Поэтому перечислить все разновидности данного инструмента, с учетом специфики его исполнения и особенностей применения, несколько затруднительно.
Виды фрез
Каждая из них используется лишь на определенном технологическом этапе обработки металла, в зависимости от задачи, которую необходимо решить.
Цилиндрические
 Имеется 2 разновидности данного инструмента – с зубьями прямыми и винтовыми. Фрезы в первом исполнении применяются для более простых операций, как правило, на ограниченных (узких) участках.
Имеется 2 разновидности данного инструмента – с зубьями прямыми и винтовыми. Фрезы в первом исполнении применяются для более простых операций, как правило, на ограниченных (узких) участках.
Изделия с режущими винтовыми частями более универсальные.
Но так как осевые усилия бывают значительными, то их использование ограничивается углом наклона режущей грани (не более 450). Поэтому в подобных ситуациях устанавливаются фрезы цилиндрические сдвоенные. Особенность их исполнения в том, что режущие части в процессе работы «перекрывают» место стыка половинок инструмента.
Дисковые
- Прорезка пазов.
- Выборка металла на узком сегменте.
- Обрезка заготовок.
- Снятие фасок и для других целей.
 Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Разновидности:
- Прорезные.
- Отрезные.
- Пазовые.
- Для резания с двух или трех сторон.
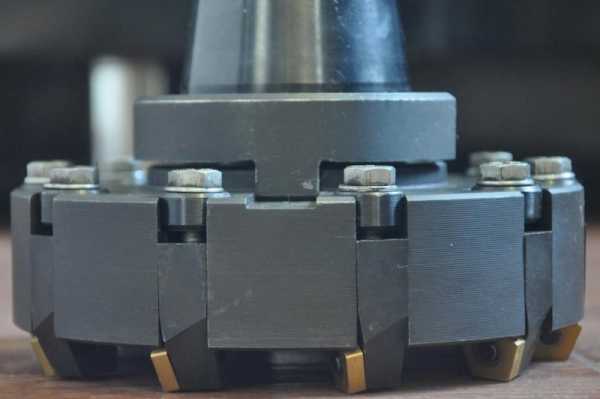
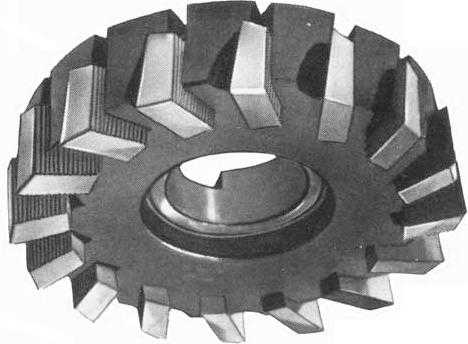
Торцевые
В основном применяются для обработки деталей с поверхностями ступенчатыми или плоскими. Инструмент ставится так, чтобы его продольная ось была перпендикулярна обрабатываемой поверхности.
Особенности – повышенная плотность зубьев на участке соприкосновения с заготовкой. Это обеспечивает равномерность и высокую скорость обработки металла. Наличие дополнительных режущих кромок (в торцевой части) позволяет добиться более «чистой» поверхности при обработке на фрезерном станке.
Червячные
Имеют специфическое применение. Обработка материала производится методом обката.

Особенность – выборка металла происходит в процессе точечного касания фрезы заготовки.
Разновидности
- Левые или правые (в зависимости от направления витков).
- Одно- или многозаходные.
- Сборные или цельные.
- С зубьями шлифованными или нешлифованными.
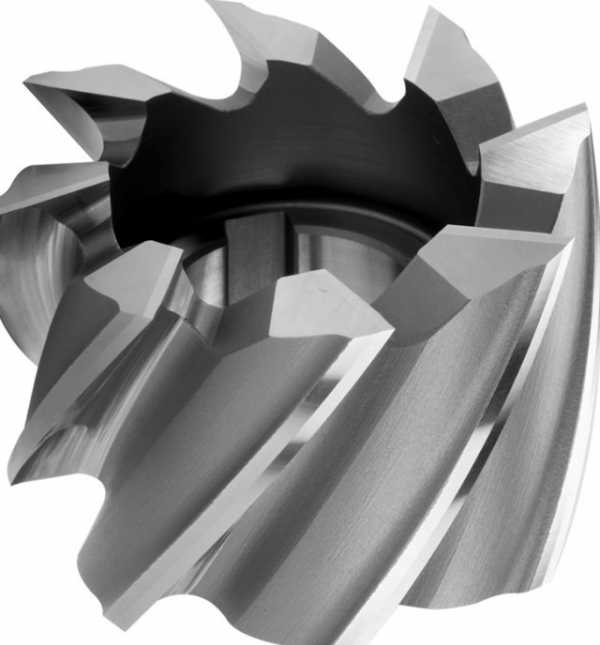
Концевые
Для обработки пазов, уступов и так далее.

Разновидности
- Хвостовик – конический или цилиндрический.
- Для предварительной (крупные зубья) или финишной (мелкие) обработки материала.
- Монолитные или с напаянными режущими пластинами (коронками).
Обдирочные фрезы предназначены для обработки сплавов, полученных способом литья или ковки.
Шпоночные – разновидности концевых, которыми производится выборка Т-профилей. Оснащены двумя зубьями, один из которых расположен на конце, а другой – на срединной части инструмента. Интервал между ними и определяет параметры зоны выборки металла.

Отрезные
 Предназначение понятно из названия. Обрезка заготовки может быть полной или частичной (секторальной). Режущие кромки – только на верхних гранях зубьев (на торцах отсутствуют).
Предназначение понятно из названия. Обрезка заготовки может быть полной или частичной (секторальной). Режущие кромки – только на верхних гранях зубьев (на торцах отсутствуют).
Разновидности
Группируются по размерам зубьев:
- Мелкие.
- Средние.
- Крупные.
Особенности – первые две разновидности режущего инструмента служат для работы с чугуном и сталями, последняя – с легкими сплавами (на основе магния, алюминия и тому подобное).
ismith.ru
особенности, типы, конструкция, принцип работы
Основной инструментальной единицей, используемой на современных металлообрабатывающих станках, считается фреза, обладающая расширенными возможностями по обработке заготовок произвольной формы. Благодаря этому универсальному инструменту удается получить рез любой степени сложности, подготовленный в соответствии с требованиями технического задания. На российском рынке представлено множество фрез по металлам, что позволяет без труда подобрать оптимальный вариант.
Назначение большинства образцов фрезерного инструмента определяется их типом.
Так, торцевые фрезы, в частности, применяются в следующих производственных областях:- В автомобилестроении (при обработке картеров коробок передач, например).
- При изготовлении оборудования, эксплуатируемого в нефтегазовой отрасли, а также арматуры для трубопроводов и других типов магистральных коммуникаций.
- При производстве специального инструмента, оснастки и других конструктивных форм.
Они востребованы и при производстве заготовок, входящих в состав сложного оборудования таких отраслей как общее машиностроение, энергетика и строительство.
Без фрезерных операций трудно обойтись и в таких важных отраслях, как судостроение и изготовление медицинских приборов.
Конструкция и принцип работы
Основные требования, предъявляемые к инструменту этого класса – строгое соблюдение параметров, заявленных в технических условиях или ТУ. Для этого потребуется высокоточная обработка элементов фрезы, которую удается реализовать лишь с помощью торцевого инструмента с большим набором зубьев. Высокая чистота выборки (до микрона) обеспечивается за счет специальных регулируемых резцовых вставок.
К особенностям их конструкции следует отнести наличие рабочих граней, представляющих собой отдельный твердосплавный резец.
Важно! При изготовлении вставок применяются такие сверхпрочные материалы, как алмазы, керамика, а также специальная кардная проволока и подобные им.
Большой ассортимент фрезерного инструмента, отличающегося конструктивными деталями, позволяет выбрать образец, подходящий для тех или иных условий обработки. Добавим, что по конструкции его принято делить на цельный и разборный.
Принцип работы состоит в точной выборке металла на наиболее сложных участках обрабатываемой заготовки, что позволяет придать ей нужную форму. После этого исходная болванка превращается в изделие или деталь, пригодную для дальнейшей обработки.
Классификация
Классифицировать известные типы фрезерной оснастки можно по следующим характерным признакам:
- Порядок расположения отдельных зубцов (резцов).
- Тип исполнения, определяемый ее конструкцией.
- Метод крепления режущих насадок, а также материал, используемый при их изготовлении.
По всей совокупности рассмотренных признаков инструменты данного класса делятся на червячные, цилиндрические и торцевые. Кроме того, они могут быть как отрезными, так и дисковыми; причем этим перечислением набор возможных типов не исчерпывается.
Рассмотрим каждую из указанных разновидностей более подробно.

Цилиндрические
Указанные в названии раздела изделия относятся к основным видам оснастки, востребованным при обработке особо сложных деталей и заготовок. Они предполагают два исполнения, отличающихся формой своих зубьев (последние бывают либо прямыми, либо винтообразными). Каждую из этих модификаций также следует рассмотреть отдельно.
С прямыми зубьями
Инструмент, в качестве режущих частей которого используются прямые зубья, востребован при обработке хорошо доступных участков в пределах заготовки, располагающейся параллельно линии размещения оснастки. Этот тип встречается крайне редко. Чаще всего предпочтение отдается образцам с винтовыми зубьями, отличающимся большей функциональностью.
С винтовыми зубьями
Зубья у оснастки этого типа располагаются по винтовой линии, имеющей заданный угол наклона. Указанный инструмент подходит больше для выборки материала на узких участках исходных заготовок.
Для уменьшения величины осевых нагрузок подходят фрезы, зубья которых выбраны под различными углами наклона рабочих граней.

Торцовые
Торцевые инструменты широко распространены наряду с цилиндрическими модификациями. Их характерный признак – вертикально ориентированная ось вращения, что определяет область их применения. Такая оснастка в основном востребована при обработке протяженных плоских поверхностей, с которых удаляется слой материала заданной толщины.Одна из типичных представителей этого типа – так называемая «кукуруза», внешне очень напоминающая одноименный южный овощ.

Червячные
При использовании этого инструмента для нарезки зубчатых колес обработка осуществляется методом обката и точечного касания фрезеруемых плоскостей. Червячные фрезы делятся:
- на цельные и сборные;
- много- или однозаходные;
- с нешлифованными или специальными шлифованными зубьями.
Рассмотрим каждую из представленных разновидностей подробнее.
Одно- и многозаходные
По сравнению с образцами, посредством которых делается только один заход, многозаходные инструменты отличаются большей производительностью. С другой стороны при увеличении числа заходов снижается точность, что вынуждает применять эту разновидность лишь для черновой обработки.
Такие фрезы обеспечивают высокую точность шага нарезания, поскольку по одному и тому же месту делается несколько проходов.
Шлифовальные и нешлифовальные зубья
Изделия с высоким классом обработки (как одно-, так и многозаходные) применяются для шлифовки нарезаемых поверхностей. Все остальные виды инструмента, не обладающие нужной точностью, можно отнести ко второй разновидности.
Цельные и сборные фрезы
Первая из этих модификаций представлена в виде цельной заготовки из монолита инструментального материала. В то время как составная фрезерная оснастка делается из двух частей. Одна из них – режущая (из сверхпрочного материала), к которой приварен хвостовик, сделанный из конструкционной стали.

Дисковые
Данный вид инструмента используется с целью фрезерования небольших канавок и пазов. По своей конструкции фрезерная оснастка этого типа делится на пазовые образцы, а также на двусторонние и трехсторонние разновидности.
Двухсторонние
Особенностью двусторонней дисковой модификации является двойное размещение рядов зубьев. Помимо режущих элементов, располагающихся на торцевой части, она имеет резцы, размещенные непосредственно на поверхности.
Трехсторонние
У трехстороннего инструмента (в отличие от двухстороннего исполнения) режущие зубцы находятся сразу в трех местах. Они размещаются на каждом из торцов, а также на поверхности инструментального основания.
Пазовые
У этой разновидности инструмента зубья располагаются лишь на рабочей поверхности. Они в основном применяются при выборке не очень глубоких пазов. Одна из модификаций этого инструмента называется ласточкин хвост.
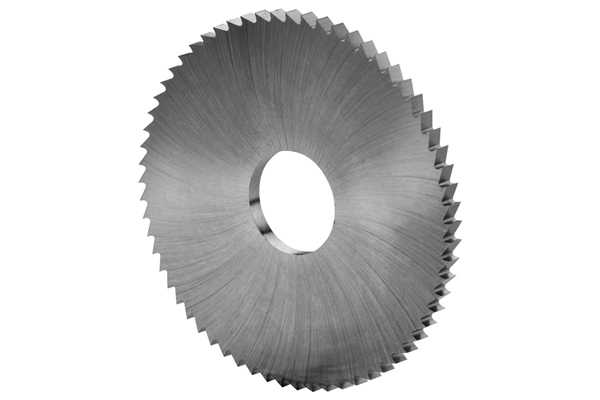
Отрезные
Данный тип фрезерных насадок выполняется в виде отрезного диска различного диаметра и толщины. Зубья дисков изготавливаются из твердосплавных материалов. Основная область их применения – работа в составе автоматов ЧПУ.
Концевые и угловые
Фрезы под названием «концевые» востребованы при необходимости фрезерования заготовок не только на станочном оборудовании, но и с применением ручного инструмента. Особенность концевых модификаций заключается в следующем:
- Они выполняются заодно с поводком в виде хвостовика выбранной формы.
- Для них не требуется дополнительная оснастка.
По своей конструкции они могут быть цельнометаллическими и с режущими вставками.
Отличительная черта угловых фрез состоит в том, что кромки резания на торце у них выполняются с наклоном. Они очень удобны для снятия прямоугольных фасок, а также для работы с наклонными поверхностями и угловыми пазами.

Монолитные
Цельнометаллические концевые фрезерные оснастки изготавливаются обычно из конструкционной стали. Они оснащены отводящими материал кольцевыми канавками, навитыми по спирали в ту или иную сторону.
С напаянными коронками
Фрезы с напаянными вставками подразделяются в свою очередь по типу наконечника из твердосплавных зубьев, который может иметь множество различных исполнений. Одно из самых распространенных – корончатый наконечник.
Для предварительной обработки
Отдельно выделяются концевые и угловые инструменты, востребованные при предварительном фрезеровании материала. Они, как правило, не отличаются точностью обработки, которая реализуется чистовыми фрезами.
Для финишной обработки
Для окончательной «зачистки» отдельной заготовки используется особый тип инструмента. Одна из известных разновидностей такой оснастки носит название «радиусные» фрезы.
С хвостовиком цилиндрического типа
Фрезерная оснастка этого типа востребована при обработке простых плоских поверхностей. Область ее применения крайне ограничена.
С хвостовиком конического типа
Указанная модификация более распространена в производстве, чем ее аналог с хвостовиком в форме цилиндра. Все его отличие от рассмотренного выше многообразия типов фрез состоит в форме рабочей части (хвостовика).

Фреза под Т-образные выемки
Инструмент для выемки материала указанной в названии формы – оптимальный вариант для обустройства специальных шлицев. Он присутствует в инструментальном комплекте большинства специалистов, которые на специальном жаргоне называют его фрезой грибкового типа.
Шпоночные
Данная разновидность оснастки по своему внешнему виду напоминает типовой стальной стержень с витковыми рабочими кромками на концевой части, которые делаются под небольшим углом к оси. Также на ней расположены неглубокие выемки, обеспечивающие формирование режущих кромок и позволяющие отводить стружки при фрезеровании. Его рабочая часть, углубляющаяся в обрабатываемый материал, может иметь различную длину.

Фасонные
Из названия этого инструмента следует, что он подойдет для обработки так называемых «фасонных» заготовок. Он также подходит для формирования фасочных кромок непропорциональных изделий, изготавливаемых методом протягивания.
Острая заточка
В соответствие с формой рабочей зоны фасонные фрезы бывают не только остроконечными, но и затылованными. Первые из них отличаются острой заточкой своих зубьев и легко поддаются корректировке.
Затылованные фрезы
В отличие от рассмотренных образцов такой инструмент востребован при обработке внутренних (скрытых) кромок. Его особенность – в том, что он с трудом поддается заточке и коррекции.

Сборные фрезы
Данный вид фрезерной оснастки состоит из частей, объединенных в единый инструментальный комплект. При необходимости ее рабочая часть заменяется новой вставкой или режущим наконечником.
Конические фрезы
Инструмент этого типа (его еще называют конусным) характеризуется наличием рабочей головки конической формы. Он встречается в исполнениях, отличающихся формой насадки. Многим специалистам хорошо знакома разновидность, известная под названием пальчиковая.
Сферические фрезы
Это тип фрез выполняется из монолита твердосплавного материала круглой формы. Их основное назначение – однопроходная обработка. Высокого качества фрезерования в этом случае удается достичь за счет специально обустроенных режущих кромок, находящихся на рабочей части и по бокам. Применение такой конструкции обеспечивает получение контурных выемок особой формы, достаточно глубоких пазов, а также фигурных уступов.

Нюансы выбора
Каждый тип рассмотренной в предыдущих разделах оснастки подходит для конкретных работ, так что его применение связано с определенным видом металлообработки. Так, в определенных ситуациях востребован монолитный фрезерный комплект, а иногда необходим инструмент со сменными пластинами.
При выборе подходящего для заданных условий типа оснастки рекомендуется учитывать следующие факторы:
- Объем фрезеровальных работ и их ассортимент.
- Качество обработки, в которой нуждается выбранная заготовка (первичная или вторичная).
- Тип и характеристики обрабатываемого металла.
- Конфигурация выборок, подготавливаемых при фрезеровании заготовок (обычная обработка, формирование пазов или отверстий и т. п.)
При выборе подходящего инструмента учитывается заданная точность обработки, позволяющая выдержать требуемые размеры.
Важно! Если потребуется выполнять однотипные операции, связанные с формованием контуров или фасонных выборок, внимание обращается на универсальные наборы фрезерного инструмента.
В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке.
vseochpu.ru
Фреза по металлу: конструкция, виды, принцип работы
Фрезеровка представляет собой обработку, при которой деталь движется поступательно. Фреза по металлу имеет несколько режущих кромок и позволяет с большой скоростью обрабатывать заготовку по плоскости, зачищать торцы и делать пазы. В зависимости от формы рабочей поверхности, получаются скошенные и фигурные края.
Специальные фрезы для дрели и фрезера позволят изготовить необходимые вещи или просто красивые поделки в домашней мастерской. Умельцы самостоятельно из подручных материалов изготавливают инструмент с оригинальной конфигурацией.

Фреза по металлу
Устройство и принцип работы инструмента
Из всех видов инструментов для обработки металла, фрезы представляют самую большую и разнообразную группу. Их конструкция и принцип работы отличается от всех остальных резцов и сверл. Инструмент, закрепленный на шпинделе, вращается. Деталь перемещается относительно него поступательно по трем осям и под углом в любом направлении. Острые кромки и пластины снимают стружку. В результате на заготовке:
- обрабатываются плоскости;
- зачищаются и делаются фигурные торцы;
- вырезаются шпоночные пазы;
- делаются прорези;
- отрезаются части проката и детали;
- снимаются фаски;
- нарезаются зубья и шлицы;
- делаются т-образные и фигурные пазы;
- сверлятся и растачиваются отверстия.
Фреза относится к многорезцовым инструментам и состоит из корпуса, на котором расположены режущие кромки. Для крепления в патрон имеется конусный или цилиндрический хвостовик. На оправке деталь крепится шайбами, надевая для вращения пазом на выступ. Она может иметь для фрезеровки по металлу вставные пластины и режущие кромки, заточенные из цельной заготовки.
Популярные разновидности
На производстве применяется несколько видов фрез по металлу. Они делятся на группы в зависимости от формы, расположения и типа режущих кромок и выполняемых ими операций. Отдельную группу представляют разновидности фрез по металлу для дрели и ручного фрезера. Они имеют небольшие размеры, цилиндрический хвостовик диаметром 6–12 мм, в зависимости от патрона дрели. В остальном они полностью похожи на инструмент, применяемый на производстве.

Разновидности фрез
Цилиндрические
Цилиндрическая фреза состоит из корпуса в форме втулки с отверстием и шпоночным пазом для крепления на оправку. По наружной поверхности находятся несколько режущих кромок, расположенных наклонно вдоль оси.
Они предназначены для зачистки торцов деталей, выборок, пазов. Обработка производится только боковыми поверхностями с высокой точностью и чистотой. Вращений фрезы и движение детали происходит навстречу. Для обработки боковых торцов без кантовки заготовки, применяются специальные приспособления, на шпиндель крепят угловые головки, и вертикально устанавливается фреза.
Торцовые
Обработку по плоскости производят торцовые фрезы. Режущие кромки расположены в нижней части корпуса. Фрезеровка производится по поверхности с высокой скоростью при продольном перемещении стола с деталью. Производительность такой обработки в несколько раз превышает строжку.
В корпус цилиндрической формы вставляются режущие пластины. Количество зависит от диаметра и требуемой чистоты обработки. Оправка подбирается по диаметру отверстия. Крутящий момент передается через шпонку.
Отдельные модели небольшого диаметра имеют хвостовик и крепятся в патроне. Некоторые их них могут резать и боковой поверхностью.
Червячные
Это цилиндрическая фреза с несколькими рядами твердосплавных пластин вместо ровного выступа режущей кромки. У червячной фрезы ряды с фигурными пластинами заточены по форме обратной эвольвенты и располагаются с разным уклоном, в зависимости от модуля.
Применяют инструмент для нарезки зуба на шестернях и колесах, шлицевых валах. Угол наклона выставляется оправкой на станке. Обработка производится обкаткой, когда деталь вращается, смещаясь на один зуб за оборот фрезы. В работе участвует сразу несколько пластин.
Дисковые
Дисковые фрезы напоминают блины с фигурными краями и отверстием в центре для установки на оправку. Режущие кромки расположены по краю наружного радиуса тонкого диска. Обработка производится перпендикулярно оси вращения инструмента. Режут вставными пластинами и зубом, вырезанным в цельном диске. Толщина прорези в детали от 1 мм.
Делятся по форме режущих пластин:
- пазовая;
- модульная;
- полукруглая;
- трехсторонняя;
- отрезная.
Для дрелей пилы собраны совместно с оправкой. В ламельных фрезерах применяются дисковые пилы с отверстием. Диаметр и толщина подбираются по шпонке.

Дисковая фреза
Отрезные
Цельные дисковые фрезы, тонкие, с острыми зубцами, вырезанными по краю корпуса, называют отрезными фрезами или пилами. Корпус может быть одной толщины с зубьями, в таком варианте между корпусом и режущей кромкой перехода нет. Крепление к оправке осуществляется отверстием с пазом. На инструменте большого диаметра есть 4 отверстия под болты для крепления к фланцу на шпинделе.
Пилы предназначены для отрезных и подрезных операций. Тонкий рез толщиной 2–6 мм экономно раскроит металл на заготовки, сделает прорезь в крепеже под фиксацию проволокой или на пальце, чтобы зафиксировать его пластиной. Применяется для торцовки деталей типа вал и отрезки технологических прибылей.
Концевые и угловые
Для торцовки плоских деталей предназначены концевые и угловые фрезы. Режущие кромки расположены по торцу. Корпус имеет форму цилиндра и срезанного конуса. Обработка производится вдоль края. В результате получается гладкий ровный торец заготовки. Угол наклона определяется формой инструмента.
Фреза под Т-образные выемки
Для крепления деталей на столах станков имеются пазы Т-образной формы, перевернутые широкой стороной вниз. В них легко заводятся головки шпилек для фиксации заготовки.
Прорезаются пазы фрезой фигурной конфигурации. Режущие кромки разных диаметров расположены на одной оправке — от торца широкий и низкий цилиндр, а ближе к оправке находится тонкий. Возможна фрезеровка в 2 прохода. Сначала на всю глубину пальчиковой или цилиндрической узкой фрезой, затем фрезеровка широким инструментом по дну канавки.
Шпоночные
Для создания шпоночных пазов используют специальные пальчиковые дисковые фрезы с режущим торцом. Инструмент сначала опускается на заданную глубину, работая как сверло. Затем производится выборка вертикально — фрезеровка.
Для изготовления шпоночных и других пазов фрезером, используется шаблон и копировальная втулка. Трафарет изготавливается из любого материала, включая фанеру, оргстекло, дерево. Его размеры больше вырезаемого занижения на разницу диаметров копировального кольца и режущего инструмента. Втулка скользит по краю шаблона, не давая фрезеру отклониться в сторону. Можно вырезать любые фигуры, включая орнаменты и надписи.

Шпоночная фреза
Фасонные
Фасонные фрезы имеют множество режущих кромок и напоминают грубый фигурный напильник с хвостовиком для крепления в патрон. Используются для придания торцу определенной сложной конфигурации. Форма кромки получается обратная инструменту.
Производители и правила выбора оборудования
Выбор фрезы производится по нескольким факторам:
- оборудование:
- вид отработки;
- материал.
Качество инструмента определяется фирмой производителем. Например, лучшие наборы фрез по металлу для ручных фрезеров выпускаются фирмой BOSCH. Стоимость такого оборудования несколько выше, чем у других европейских фирм, но качество и срок работы высокий. Особенность немецких инструментов — изготовление хвостовика под патрон конкретной модели электрического инструмента, выпущенной фирмой. Он может не совпадать с патронами на других фрезерах.
Хорошее качество имеет продукция фирм:
Отечественная продукция отличается прочностью благодаря традициям в производстве качественных сплавов. Следует обратить внимание на режущий инструмент компаний:
- Инструмент-Сервис;
- Корвет;
- Глобус.
Отечественные фрезы дешевле импортных. Их недостаток в маленьком выборе типоразмеров и форм.
Требуемое число зубьев
При выборе дисковой пилы следует учитывать — чем мельче зуб, тем чище обработка. Быстрый рез получается при крупном зубце с подачей 50%.
Торцовые фрезы подбираются по твердости материала. Обрабатывать чугун можно набором с 4 режущими кромками на большой подаче и высоких оборотах.
Для быстрой черновой обработки следует выбрать инструмент с большим количеством пластин. Подача зависит от состава стали и ее твердости.
Как подобрать материал
Для работы с металлом следует выбирать пластины, способные длительное время резать металл и не сминаться. Они должны быть значительно тверже обрабатываемого материала. Следует брать твердые жаропрочные сплавы. Форма пластины и ее размер подбираются по корпусу и способу крепления.
Для фрезера набор инструмента для работы с металлом ограничен. Алюминий, медь и их сплавы можно фрезеровать инструментом по дереву. Для чугуна и стали следует выбирать двухперьевые фрезы из твердых сплавов. Инструмент по дереву имеет мягкую для металла режущую кромку и более острый угол заточки.

Выбор фрез
Правила хранения и эксплуатации
Перед началом работы нужно подобрать и сложить рядом с рабочим местом все фрезы, которые применяются для обработки деталей. Под них нужно выделить специальную тумбочку или стеллаж. После работы весь инструмент следует очистить от грязи, проверить на износ кромок, смазать маслом или солидолом для защиты от влаги. Хранить надо на специальных стеллажах.
Фрезы и сверла для дрелей и фрезеров укладываются в специальные коробки вертикально, хвостовиком вниз.
Фрезерование производится соответствующим для данной операции инструментом. Выполнять грубую фрезеровку отверстий следует сверлом. Чистовую дисковую фрезу и зенкер используют, когда припуск на сторону составляет несколько десятков.
Изготовление фрезы своими руками
Фрезы по металлу должны быть тверже обрабатываемого материала. Для самостоятельного изготовления используют:
- сверла;
- дисковые пилы;
- ножовочное полотно.
Переточив сверло, можно получить цилиндрическую, торцовую и шпоночную фрезу для фрезера.
У отрезных дисковых пил корпус сделан из инструментальной стали Ст У8, и аналогичных. Из них можно выкроить элементы с зубом, собрать на оправку и получить фрезу для продольных пазов.
Фигурную торцовую следует делать из дисковой пилы или ножовочного полотна. Оправка вытачивается из круглого прута. В ней с торца и сбоку сверлятся отверстия, для направления и ограничения нарезки паза абразивным кругом. Симметричное лезвие вырезается из ножовочного полотна, вставляется в оправку, сверху затягивается гайкой. Получается двухперьевая фигурная фреза.
metalloy.ru
устройство, виды, принцип работы дискового и отрезного оборудования
Фреза является разновидностью режущих инструментов. Она изготавливается в форме блина, а на её торцевой части располагаются зубцы. Применяется она для создания канавок определённой толщины и глубины, а также для отпиливания заготовок из стальных сплавов и чёрных металлов.
Устройство и принцип работы инструмента
Металл обрабатывается благодаря множеству лезвий, которые располагаются на зубчатом теле фрезы. При вращении инструмента происходит фрезерование, во время которого одновременно несколько зубцов контактируют с материалом, срезая слои различной толщины.
Изготавливаются рабочие зубцы из твёрдых металлов, быстрорежущей стали, кардной проволоки или минеральной керамики. В некоторых случаях фрезу делают с алмазным напылением.
В зависимости от вида зубцов и устройства оборудования различают такие типы фрез:
- Сварные.
- Цельные.
- Сборные.
Цельное приспособление состоит из единого металла. Основными их частями являются рабочий участок (у концевых) или тело дисковой формы (у насадочных) и корпус-хвостовик.
К типу насадочному относят отрезные и дисковые инструменты. Они, в свою очередь, могут быть сварными или цельными. У сварных инструментов хвостовик и рабочая часть изготавливаются из различных металлов и друг к другу крепятся при помощи сварки.
Сборное оборудование тоже изготавливается из нескольких металлов (чаще всего двух), но они не намертво прикреплены друг к другу. Их части фиксируются при помощи болтов, винтов или клиньев. Основной частью сборных фрез является корпус, а вот резцы можно точить или заменять. Резцы чаще всего выполнены с твердосплавными напайками или из быстрорежущей стали.
Разновидности
Определённый вид фрезы предусмотрен для отдельной работы. Они подразделяются на следующие виды:
 Отрезные.
Отрезные.- Дисковые.
- Угловые и концевые. Предназначаются для обработки выемок, уступов, наклонных поверхностей и пазов.
- Шпоночные. Они похожи на сверло и выполняют те же функции, что и концевые.
- Торцовые. Применяются на металлообрабатывающих станках вертикального типа для обработки различных плоскостей.
- Цилиндрические. Могут иметь винтовые или прямые зубцы, устанавливаются на станки горизонтального типа. Ими режут плоские поверхности.
 Отрезные.
Отрезные.К самой применяемой и широко распространённой группе относят отрезные и дисковые фрезы, на рассмотрении которых мы и остановимся.
Дисковая фреза
Этот тип оборудования является одним из самых производительных, он используется для выполнения уступов, отрезания заготовки, выделки разных выемок, канавок и пазов. У их зубцов на концах имеются дополнительные рабочие кромки, диаметр которых сильно превышает длину самого инструмента.
Этот тип фрезы был создан для работы с металлом в более сложных условиях, с зажатием и вибрацией. Вибрация может быть связана с маленькой жёсткостью тела оборудования или плохого отхода стружки из рабочей зоны.
Фреза по металлу дисковая делится на следующие разновидности:
- Прорезные.
- Трёхсторонние.
- Пазовые.
- Двухсторонние.
 В пазовых дисковых фрезах имеются режущие зубцы только по внешней цилиндрической поверхности. Для фрезерования мелких канавок они очень удобны. У двухсторонних имеются и поверхностные, и торцовые зубья. У трёхстороннего оборудования зубцы покрывают поверхности и два торца, с их помощью можно одновременно обрабатывать несколько перпендикулярных плоскостей в уступах или пазах.
В пазовых дисковых фрезах имеются режущие зубцы только по внешней цилиндрической поверхности. Для фрезерования мелких канавок они очень удобны. У двухсторонних имеются и поверхностные, и торцовые зубья. У трёхстороннего оборудования зубцы покрывают поверхности и два торца, с их помощью можно одновременно обрабатывать несколько перпендикулярных плоскостей в уступах или пазах.
Чтобы на заготовках выполнять шпицы и узкие канавки, используют топкие дисковые инструменты, их ещё называют «пила». Фаски у них на торцах затачивают поочерёдно. В основном фаской снимается 50% рабочей кромки. Именно по этой причине слой металла, который срезается зубцами, меньше ширины будущей канавки. Подобная конструкция оборудования предусматривает промежутки между зубцами для стружки, которая за счёт этого легче выводится. Если ширина реза будет такой же, как у канавки, то стружка зацепится за стенки и застрянет, что может вызвать поломку режущей поверхности.
Отрезные фрезы
Фреза отрезная является разновидностью дисковой. Созданы они для деления целой заготовки на части и отрезания фрагментов болванок. Рабочих острых кромок на торцах нет, так как они размещены по периферии. По размерам зубьев различают такие типы отрезных фрез:
- С большими зубьями.
- С малыми.
- Со средними (нормальными).
Многие отрезные фрезы относятся к классу «В» по точности и имеют толщину больше 1 мм. Инструменты со средними и малыми зубцами применяются для фрезерования чугуна и стали, а с большими — для лёгких и мягких металлов.
Нюансы подбора оборудования
Выбрать для себя подходящий инструмент несложно, необходимо лишь знать характеристики и параметры оборудования. К таким параметрам относят число зубьев и материал, из которого выполнено изделие. Ключевым моментом для выбора материал изделия является прочность металла, который вы собираетесь резать.
Требуемое число зубьев
 От того, какое количество зубьев у инструмента, зависит скорость обработки и чистота среза. Чем больше их количество, тем место спила будет чище. Но при этом сильно возрастает нагрузка на электромотор, процесс отвода из места распила стружки ухудшается. А из-за этих причин падает скорость вхождения в толщину металла и вращения инструмента. Если количество зубцов небольшое, то между ними увеличивается размер пазух. Эти факторы ускоряют распилку и облегчают вывод стружки. Но на торцах останутся бороздки, которые дополнительно следует зачищать.
От того, какое количество зубьев у инструмента, зависит скорость обработки и чистота среза. Чем больше их количество, тем место спила будет чище. Но при этом сильно возрастает нагрузка на электромотор, процесс отвода из места распила стружки ухудшается. А из-за этих причин падает скорость вхождения в толщину металла и вращения инструмента. Если количество зубцов небольшое, то между ними увеличивается размер пазух. Эти факторы ускоряют распилку и облегчают вывод стружки. Но на торцах останутся бороздки, которые дополнительно следует зачищать.
Больше зубцов делают отрезным фрезам с отрицательным значением угла и габаритным поперечником. Меньшее число зубьев будет у устройства с положительным значением угла и небольшим поперечником.
Малое число зубов колеблется в пределах 10−40 штук, среднее — 40−80, а большое — 80−90. Именно образцы со средним числом зубьев подходят для различных видов распила. Именно такие образцы наиболее эффективны для работы по материалам разной твёрдости.
Для чистового фрезерования применяют режущие дисковые инструменты с мелкими зубцами, а для первичного — с крупными. Диски, предназначенные для черновой работы, отличаются беспрепятственным и быстрым отводом излишков стружки из глубоких зон распила.
Как подобрать материал
Для резки металлов с прочностью от 500 до 800 МПа применяются фрезы из быстрорежущей стали с добавлением молибдена, количество которого составляет примерно 5%. Для работы с металлами, прочность которых превышает 800 МПа, выбирают инструмент с содержанием кобальта до 5%. Для работы с драгоценными металлами изготавливают высокоточные фрезы из быстрорежущей стали наилучшего качества.
Для обработки нержавеющей стали применяются дисковые инструменты с напайками из карбида вольфрама. Такие зубцы не перетачивают, они покрыты слоем PVD.
Правила хранения и испытания
 Проверка дисковых отрезных фрез на работоспособность и стойкость происходит на образцах, которые изготовлены из стали 45, со скоростью резания 20−100 метров за минуту. Проводятся испытания на фрезерных станках с применением спецоправки и правочных колец. Общая длина фрезерования каждого инструмента, который подвергается проверке по металлу, составляет 25−50 см.
Проверка дисковых отрезных фрез на работоспособность и стойкость происходит на образцах, которые изготовлены из стали 45, со скоростью резания 20−100 метров за минуту. Проводятся испытания на фрезерных станках с применением спецоправки и правочных колец. Общая длина фрезерования каждого инструмента, который подвергается проверке по металлу, составляет 25−50 см.
Проверочную обработку производят с обязательной подачей охлаждающей жидкости, водного раствора эмульсола. После того как испытание будет завершено, явления окрашивания на режущих частях отрезных дисковых фрез должны отсутствовать. Если после тестирования фреза готова к дальнейшей эксплуатации, считается, что испытание на работоспособность она прошла.
Внешний вид оборудования анализируется, согласно ГОСТу, визуально. Осуществляется осмотр с помощью лупы с четырёхкратным увеличением. Твёрдость проверяется по стандарту 9013, а шероховатость — 9378.
Особенности стали для изготовления фрез
Оборудование выполняют из быстрорежущих сплавов, к которым относятся высоколегированные марки стали с повышенной теплостойкостью. Подобная отличительная черта достигается введением в сплав молибдена, хрома и ванадия в сочетании с вольфрамом. Для производства отрезных фрез в основном берут сталь таких марок: Р6М5, Р12, Р18.
На заводы для изготовления режущего инструмента сплавы поступают в виде стальных заготовок (в поковках).
Когда фрезы подвергают нагреву под закалку, в сплаве начинает формироваться аустенит. Он содержит относительно небольшое количество углерода и активно легируется. Режущий инструмент получает особую структуру после закалки и состоит из мартенсита с меленькими иглами, различных карбидов и остаточного аустенита.
Основными легирующими добавками для быстрорежущих сталей служат ванадий, вольфрам, молибден и кобальт. Именно эти элементы способны обеспечить нужную красностойкость материала. В подобные сплавы обязательно добавляют хром. Особое внимание уделяется количеству в стали углерода: его число должно быть таким, чтобы в сплаве могли сформироваться карбиды вводимых добавок. Если количество углерода будет меньше 0,7%, то готовая фреза не будет иметь нужную твёрдость.
Как на свойства сплавов влияют легирующие элементы:
- Фосфор и сера оказывают негативное воздействие на характеристики стальных быстрорежущих композиций. В сплаве их количество не должно превышать 0,03 и 0,015% соответственно.
- Вольфрам и молибден являются основными легирующими добавками. Именно благодаря им обеспечивается высокая степень эксплуатационной и красностойкости стали.
- Хрома в сплаве должно содержаться не более 4%. Он придаёт повышенную прокаливаемость металлу.
- Кобальт повышает красностойкость, но удаляет углерод из стали и понижает её прочность и вязкость.
Чаще всего инструмент изготавливают из стали марки Р6М5. Её стоимость ниже, но и фреза получается менее износостойкой, чем из материалов марок Р18 и р12.
Максимальная износостойкость у сплава Р18: в нём наибольшее количество вольфрама, отсюда и высокая стоимость. А по показателям теплостойкости лучшим считается инструмент, изготовленный из стали Р12.
Методы повышения износостойкости
Высокие эксплуатационные характеристики гарантирует качественная термическая обработка оборудования. Фрезу могут подвергать различным вариантам закалки, которые увеличивают их износостойкость. Выполняется закалка следующими методиками:
- Светлая. Это разновидность термической ступенчатой обработки. Чтобы её осуществить, необходимо охладить сталь специальными соединениями. В основном для этих целей применяется смесь расплавленной щёлочи и воды.
- Прерывистая. Такая технология популярна, так как она исключает риск появления в готовых изделиях трещин.
- Непрерывная. Применяется этот вид закалки редко, так как выполняется он с ускоренным охлаждением. А такие манипуляции часто вызывают появление трещин на приспособлении.
- Ступенчатая. Этот вид закалки включает в себя охлаждение заготовок в горячей атмосфере (до 600 градусов), а после — на открытом воздухе.
- Очень редко могут применять изотермические неполные или полные закалки, а также индукционный нагрев.
При термообработке нагрев производят:
- В соляных специальных ваннах.
- В газовых и электрических агрегатах в защитной среде.
- Высокочастотными токами.
 В соляных специальных ваннах.
В соляных специальных ваннах.Фрезы необходимы для обработки металлических изделий и прорезывания в них канавок и прочих отверстий, именно поэтому правильно подойдите к её выбору. Учтите все нюансы последующего процесса обработки и тип металла, с которым вы собираетесь работать.
tokar.guru
Насадки для фрезеровки металла | Мои инструменты
Для обработки металлических заготовок применяются специализированные режущие насадки, которые называются фрезами. Их применение позволяет получить рез любой степени сложности, и получить при этом готовую деталь. Фреза по металлу является расходным материалом, который по мере износа подлежит замене. Для вырезания и проделывания соответствующих форм в металлических заготовках требуется применять разные фрезы. Какими они бывают, для чего предназначаются, как применяются, и из чего изготавливаются, в этом предстоит детально разобраться.

Для чего предназначаются фрезы по металлу
Фреза — это режущая деталь, которая используется в паре с электроинструментом. В качестве электрического инструмента используется фрезер. Другое название фрез по металлу — борфрезы и шарошки. Главное назначение рассматриваемых насадок в том, чтобы в процессе механического воздействия получить в итоге детали необходимых размеров и форм.
Фрезой называется насадка, состоящая из двух основных частей — хвостовик и рабочая зона. Хвостовик нужен для присоединения насадки к фрезерному станку, а рабочая часть входит в непосредственный контакт с обрабатываемой заготовкой. Рабочая зона оснащена острыми зубьями, посредством которых осуществляется снятие слоя металла с обрабатываемой заготовки.

Форма рабочей части влияет на результат, поэтому производители выпускают фрезы по металлу разных видов. На виды насадки классифицируются по внешнему виду и назначению. Применяются они в следующих сферах:
- Автомобилестроение и машиностроение — служат для изготовления разных отверстий, канавок и прочих углублений в составных деталях и механизмах будущих автомобилей
- Производство разного оборудования и инструментов
- Энергетика и строительство
- Производство судов
- Железнодорожный транспорт
В хозяйстве фрезы по металлу востребованы крайне редко, но при необходимости их использования, всегда можно применить шарошку для дрели.

Фрезами можно не только получать разного вида отверстия и выемки в заготовках, но еще и осуществлять зачистку сварочных швов, увеличивать имеющиеся отверстия, ровнять края, зачищать поверхности в труднодоступных местах. Особой популярностью такие насадки пользуются не только в промышленности, но еще и среди мастеров, занимающихся изготовлением разных металлоконструкций.

Это интересно! Фрезы не предназначены для применения с дрелями и шуруповертами, но многие их активно используют не по назначению. Главный недостаток применения фрез на дрели в том, что электродвигатель инструмента испытывает сильные боковые нагрузки, и при этом быстро выходит из строя. Применять на дрели можно насадки с цилиндрическим типом хвостовика.
Из чего делают насадки и какие бывают типы фрез
Все виды фрез имеют режущие кромки, посредством которых осуществляется обработка металла. Зубья контактируют с металлом, срезая при этом слои разной толщины. Чтобы достичь такого эффекта, немаловажно изготавливать насадки из высокопрочных материалов. Для изготовления фрез по металлу используются такие виды материалов:
- Быстрорежущая и углеродистая сталь
- Минеральная керамика
- Карданная проволока
Для обработки высокопрочных материалов применяются фрезы, имеющие алмазное напыление. Использование качественных материалов влияет на стоимость оснастки, поэтому хорошие фрезы никогда не будут стоить дешево. Низкокачественные насадки изготавливают из дешевых сплавов, что в итоге отражается на сроках службы оснастки. Именно поэтому перед покупкой фрезы по металлу нужно обратить внимание на производителя, а также на наличие сертификата качества, подтверждающих подлинность продукции.

По конструкции рассматриваемые насадки классифицируются на три основных типа:
- Сварные — соединение рабочей части (резца) и хвостовика достигается посредством сварочного шва
- Цельные — изготавливаются путем литья готового изделия
- Сборные — их еще называют разборными. Их главное достоинство в том, что при притуплении зубьев режущей части, ее можно заменить
Сварные и цельные фрезы по металлу изготавливаются из разных материалов — хвостовик из одного материала, а рабочая часть из другого более прочного. Сборные также изготавливаются из разных материалов, а главное их отличие от сварных и цельных в том, что рабочая часть по мере износа может быть заменена. Соединение сборных фрез с хвостовой частью осуществляется разными способами, от чего применяются соответствующие соединители — болты, клинья или винты.
Это интересно! Сборные фрезы по металлу стоят дороже, чем цельные и сварные. Самые дешевые — это сварные борфрезы, так как их главный недостаток в том, что они имеют слабое место — сварочное соединение. Сварные шарошки — это отличный вариант для домашнего применения.
Виды фрез для обработки металла их конструкция и назначение
В зависимости от запланированных работ, необходимо применять соответствующие виды режущих насадок. Они классифицируются на виды по форме режущей части, а также назначению. Для начала выясним, какие виды фрез по металлу выпускают современные производители, и для каких целей предназначаются эти насадки.
- Отрезные — предназначены для резки заготовок
- Дисковые — служат для фрезеровальной обработки углублений, выемок и канавок
- Концевые — с их помощью создаются пазы, выемки и прочие углубления
- Угловые — используются для работы с наклонными поверхностями
- Шпоночные — по конструкции похожи на сверло, и предназначаются они для фрезерования в двух направлениях
- Торцевые — служат для работы с протяженными плоскими поверхностями
- Цилиндрические — позволяют производить обработку открытых поверхностей, имеющих сложную многослойную конструкцию
- Фасонные — подходит для работы с заготовками, имеющими фасонный профиль






Это основные виды фрез по металлу, но в действительности их на самом деле больше в несколько раз. Самыми популярными являются дисковые, угловые и шпоночные. Чтобы более подробно разобраться с конструктивными особенностями всех видов фрез по металлу, а также их назначением и особенностями применения, рассмотрим их детально.
Дисковые фрезы и их предназначение
Свое название оснастка получила по причине соответствия форме диску. Их главное назначение в том, чтобы работать с предварительно подготовленными пазами и канавками, а также с целью обрезки заготовок, выборки металла и снятия фаски. Конструкция дисковой оснастки показана на фото ниже.

Дисковые фрезы имеют зубья, на которых располагаются заточенные кромки. Диаметр кромок в 2 раза превышает размеры самой насадки. Разработан такой вид оснастки специально для того, чтобы обрабатывать металл в сложных условиях. К таковым условиям относится вибрация, а также возможность вывода стружки из места резания. Дисковые оснастки классифицируются на подвиды:
- Прорезные — служат для фрезерования мелких канавок, прорезания шлицев и пазов
- Отрезные — нужны для отрезания металлических заготовок на станках. Более подробно об этом виде рассмотрим отдельно
- Двухсторонние — в конструкции имеются поверхностные и торцевые зубцы, расположенные в два ряда
- Трехсторонние — зубья расположены в трех местах, а кромка присутствует на каждом торцевом выступе. Двухсторонние и трехсторонние оснастки используются тогда, когда необходимо произвести обработку металла с двух или трех сторон
- Пазовые — зубья присутствуют только на рабочей части (на внешней цилиндрической поверхности), а предназначены такие насадки для проделывания неглубоких углублений и пазов. Одна из разновидностей пазовых фрез является насадка «ласточкин хвост»


Дисковая фреза в работе показана в видео материале ниже.
Отрезные — виды и назначение
Отрезные фрезы являются подвидом дисковых насадок. Их главное назначение заключается в названии — резка или разделение целой заготовки пополам или на части. Острые кромки на отрезной фрезе по металлу расположены по периферии, то есть по краям диска. В зависимости от размера режущих зубьев, рассматриваемый вид оснастки классифицируют на три вида:
- С большими зубьями
- Со средними зубцами
- С малым зубом

Насадка с большим зубом применяется для резки металлов, относящихся к категории легких и мягких. Большой зуб при контакте с мягким металлом не отламывается, а осуществляет его резку. Для фрезерного распила чугуна и прочих видов прочных сталей используются устройства с малым и средним зубом. Чем выше прочность обрабатываемой заготовки, тем меньший размер зуба должна иметь борфреза. Для производства отрезных устройств используются стали следующих марок — Р6М5, Р12, Р18.
Это интересно! Для чего нужны отрезные борфрезы, когда для резки металла имеются абразивные диски? Диск служит исключительно для обрезания металлических заготовок, а отрезной фрезой можно не только выполнять работы с высокой точностью, но еще и проделывать разного размера углубления в деталях.
Концевая фреза — для чего предназначена
Концевые фрезы от угловых отличаются конструктивно, и по предназначению. Концевые насадки нашли свое применение не только на станочном стационарном оборудовании, но и на ручном электроинструменте. Как уже упоминалось, концевая фреза имеет прямое сходство с обычным сверлом по металлу на дрель. Однако есть отличие, которое обусловлено наличием прямых режущих кромок на торце цилиндрического основания.
Концевая фреза предназначена не для сквозного сверления металла, а для изготовления пазов в заготовках. Изготавливается оснастка преимущественно из быстрорежущей и легированной стали. Конструкция концевой фрезы представлена на фото.

Основная фрезеровка находится на торцевой части насадки, а сбоку располагаются дополнительные лезвия. Эти лезвия могут иметь винтовую и наклонную форму, и предназначены они для отвода стружки из области реза. Другое название концевых фрез — пальчиковые, которые делятся на следующие виды по соответствующим признакам:
- Монолитные или соединенные с хвостовиком посредством сварочного соединения
- С цилиндрическим и коническим хвостовиком. Оснастку с цилиндрическим хвостовиком можно использовать на дрели
- С мелкими и крупными зубьями. Мелкозубые концевые фрезы позволяют осуществлять чистовую обработку, а крупнозубые служат для грубой обработки металла

На основании концевых фрез по металлу появились насадки сферической формы, посредством которых осуществляется обработка выемок, имеющих сферическую конструкцию. Такие фрезы еще называют шаровыми, так как имеют они форму шара. Есть еще радиусные шарошки, которые служат для выборки пазов, и грибковые, нашедшие свое применение для обработки Т-образных пазов на заготовках из чугуна, стали и цветных металлов.

Оснастка с цилиндрическим хвостовиком выпускается согласно стандарту ГОСТ 17025-81.
Угловые — конструкция и применение
Для подготовки канавок с угловым профилем применяются угловые фрезы по металлу. С их помощью производится прорезка стружечных углублений, а также выполняется развертка и зенковка. Для изготовления насадок используется быстрорежущая сталь. Отличительная особенность угловой фрезы в том, что рабочая часть имеет коническую форму. Угловые насадки сочетают в себе конструкцию дисковых и концевых фрез. Типичный представитель угловой фрезы — насадка ласточкин хвост.

Рабочая часть состоит из зубьев, расположенных по окружности насадки. Торцевая часть оснастки имеет увеличенную форму зубьев, которые уменьшаются в сторону к хвостовой части. Угловые фрезы бывают цельными и разборными, и отличаются они еще по диаметрам.
Различаются они также по такому признаку, как расположение режущей кромки. На основании этого признака выделяют одноугловые и двухугловые фрезы. Отличаются они тем, что двухугловые модели имеют режущую кромку, расположенную на смежных конических поверхностях, в то время как на одноугловой они находятся на одной поверхности. Отличаются насадки по углу скоса зубьев. Угол скоса может быть разным 30, 45, 50, 55, 60 и более градусов. Все зависит от поставленных технологических задач.

Это интересно! Фреза, которая известна под названием «ласточкин хвост», относится не к дисковым и угловым режущим оснасткам.
Шпоночная фреза и ее конструктивные особенности
Сходство со сверлом по металлу имеют шпоночные фрезы, конструктивно представленные в виде стального стержня с рабочими кромками на боковой части. Боковые кромки кроме режущей части имеют углубления, выполненные в виде витков. Они предназначены для формирования режущих кромок и отведения стружки при выполнении работ.

Для изготовления шпоночных фрез используется легированная быстрорежущая сталь. Шпоночная фреза имеет конструктивное сходство с концевыми насадками. Главное отличие шпоночной оснастки в том, что у нее рабочими гранями являются боковые кромки. Предназначается оснастка непосредственно для изготовления шпоночных пазов в металлических заготовках. Выпускаются насадки с цилиндрическими и конусными хвостовиками согласно стандарту ГОСТ 9140.
Это интересно! За счет своей конструкции, шпоночные оснастки позволяют выполнять фрезерование в двух направлениях.
Торцевые — конструкция и применение
Посредством торцевых (или торцовых) фрез выполняется обработка плоских поверхностей. Применяются устройства на фрезерных станках вертикального и горизонтального типа. Изготавливается оснастка из таких материалов, как углеродистая, легированная и быстрорежущая сталь. Свое название оснастка получила за счет конструктивных особенностей. Режущие части на ней находятся на торце и сбоку, что позволяет одновременно выполнять обработку в двух перпендикулярным плоскости направлениях.

Лезвие торцевой фрезы состоит из трех частей — вспомогательного, переходного и вспомогательного. Для снижения вибрации при обработке детали, а также с целью повышения качества проводимых работ, оснастка оснащена большим количеством зубьев. Применяются устройства непосредственно для работы с плоскими и ступенчатыми поверхностями металлических заготовок.
Устройства торцевого типа отличаются массивными габаритами, что позволяет осуществлять не только точную, но еще и быструю обработку. Наиболее популярной моделью торцевых фрез является «кукуруза». Применяются оснастки этого вида в автомобилестроении, где с их помощью осуществляется вытачивание картеров коробок передач.
Это интересно! Торцевая фреза позволяет настраивать резцы с минимальной точностью, что в итоге положительно отражается положительно на качестве обработки.
Цилиндрические фрезы — их разновидности и назначение
Для работы со сложными деталями и заготовками применяются цилиндрические фрезы. Для изготовления оснастки применяются такие виды сталей, как легированная, углеродистая и быстрорежущая. Выпускается оснастка с режущими кромками прямого и наклонного (винтового) типа. Оснастка эффективно справляется не только со сложными и многослойными поверхностями, но еще и с такими видами материалов, как чугун, конструкционная и жаропрочная сталь, оргстекло, а также стеклопластик.

Особой популярностью пользуются устройства, которые имеют винтовую форму режущей части. Они более эффективны, но самое главное, позволяют выполнять работку качественно. Для достижения высокой точности обработки, фрезеровщику немаловажно учитывать нагрузку, которую испытывает конструкция (зависит от типа обрабатываемого материала).
Цилиндрическая фреза с прямыми зубьями нашла свое применение в обрабатывании поверхностей на заготовках, к которым имеется прямой доступ. Найти такой вид режущей оснастки достаточно трудно, так как они не пользуются популярностью, и выпускаются далеко не всеми производителями. Фреза цилиндрическая с винтовой формой зубьев используется для обрабатывания поверхностей заготовок с узкими участками или труднодоступными местами. Чтобы уменьшить осевую нагрузку, применяются оснастки, имеющие разные углы наклона рабочей части. Их еще называют сдвоенными, так как их зубцы имеют разные углы наклона. За счет такой конструкции режущих кромок, в процессе резки происходит уравновешивание нагрузки.

В группе цилиндрических фрез имеются насадки, которые также называются «кукуруза». Свое название они получили посредством прямого сходства с овощной культурой. Применяется «кукуруза» для обработки уступов, а также с целью прорезывания канавок.
Фасонные — назначение и типы
Для обработки фасонных поверхностей применяются соответствующие фрезы, которые так и называются — фасонные. Режущие насадки этого типа предназначены непосредственно для работы со сложными фасонными профилями. Свое применение они нашли в сфере металлообработки, так как они отличаются высокой рабочей эффективностью. С их помощью производится фрезеровка шестеренчатых и червячных деталей, оконных рам и багетов. Ниже представлен фасонный профиль, для обработки которого применяются фасонные фрезы.

По форме зубьев рассматриваемые фрезы делятся на два вида:
- С остроконечными зубцами — концы зубьев имеют заточенные острые кромки. Главное достоинство таких насадок в том, что зубья подлежат заточке и корректировке
- С затылочным расположением зубьев или затылованные — зубцы находятся на затылочной части. Применяются затылованные устройства для обрабатывания внутренних и скрытых кромок. В отличие от остроконечных, затылованные фасонные оснастки нельзя заточить и откорректировать

Конструкция фасонной затылочной фрезы представлена выше.
Червячная фреза по металлу и ее особенности
Кроме вышеперечисленных режущих насадок выпускаются и другие, о которых также будет полезно знать всем, чья деятельность связана с обработкой металла.
Червячные — имеет вид цилиндрического основания с большим количеством зубьев. Эти зубья имеют разную конструкцию, что позволяет применять оснастку для выполнения соответствующих работ. Червячные фрезы в виде зубчатого колеса служат для обрабатывания заготовок путем обката, что достигается при помощи точечного касания заготовки. Устройства классифицируются на виды по разным признакам — цельные и сборные, правые и левые, одно и многозаходные, а также с шлифованными зубьями и нешлифованными.

Одно и многозаходные образцы отличаются тем, что первый вариант позволяет деталь только один заход, а второй отличается от него высокой производительностью. Только это не значит, что многозаходные являются более точными, так как с каждым последующим проходом уменьшается точность. Многозаходные используются для проведения черновой обработки.
Червячные фрезы с шлифованными и нешлифованными зубьями также отличаются, как и одно и многозаходные. Оснастка с шлифованным зубом отличается высоким классом обработки, и служат они преимущественно для обрабатывания нарезаемых поверхностей. Если точность выполнения работ не важна, тогда используются устройства с нешлифованными зубцами.
Цельные и сборные отличаются возможностью отсоединения от хвостовика. Цельные представляют собой единичную деталь, в то время как сборные состоят из двух частей.
Кольцевые или корончатое сверло
Для получения отверстий в металлических заготовках применяются кольцевые фрезы, которые еще также называют корончатыми сверлами или коронками. В сравнению со спиральным сверлом, корончатое сверло обеспечивает повышенную производительность (скорость сверления в 4 раза выше), но самое главное, они позволяют сверлить отверстия больших диаметров.

Применяются кольцевые фрезы не только с ручным фрезером, но и магнитными дрелями. В быту кольцевые насадки можно применять на электродрелях, только при этом сверлить разрешается металл, толщина которого не должна превышать 4-5 мм.
В конструкции корончатых сверл имеются центрирующие сверла, которые играют роль керна. Рассматриваемые оснастки также выпускаются двух типов — с подшипниками и без. С подшипниками насадки применяются для работы на ручном фрезере с целью обрабатывания кромок детали. Безподшипниковые коронки позволяют производить обработку на любом участке заготовки, но для точных работ они не подходят.

Это интересно! Кольцевые фрезы пользуются популярностью в хозяйстве для сверления отверстий в листовых материалах. Чтобы просверлить отверстие большого диаметра в толстом металле, понадобится не только качественная фреза из твердосплавных материалов, но еще и мощные электроинструменты.
Сталь для изготовления фрез
Для изготовления фрез применяются только и исключительно высококачественные материалы. К таковым материалам относятся высоколегированные стали, обладающие повышенной износостойкостью к температурному воздействию. Чтобы повысить прочность оснастки при нагреве, в состав сплава вводятся твердосплавные материалы — молибден, хром, ванадий, а также вольфрам.
Для достижения высокой твердости будущего изделия, в составе сплава должно присутствовать не менее 0,7% углерода. Если количество углерода меньше этого значения, значит готовая фреза будет недостаточно твердой. В состав сплава, из которого изготавливаются рассматриваемые типы оснастки, входят следующие вещества:
- Вольфрам с молибденом — за счет этих твердосплавных материалов достигается особая прочность, высокая износостойкость и красностойкость стали
- Хром — в состав сплава входит этот элемент, количество которого ограничивается до 4%. Хром в умеренном количестве позволяет получить повышенной прочности к прокаливанию металл
- Кобальт — влияет положительно на красностойкость, но при этом его большое количество негативно отражается на прочности. Кобальт подавляет углерод, в результате чего снижается прочность
- Сера и фосфор — в составе сплавов их количество должно быть ограниченным до значения 0,03%. Чем больше серы и фосфора в составе, тем ниже качество насадки

Для изготовления фрез применяются стали марки Р6М5, Р18 и Р12. Первая марка стали является самой дешевой, но при этом получаемая оснастка обладает низкой износостойкостью. Высокая износостойкость присуща для сплавов марки Р18, в составе которых содержится много вольфрама. Марка стали Р12 отличается повышенными показателями тепловой устойчивости. Разновидности рассматриваемых оснасток в работе показаны в видео ролике ниже.
Подводя итог, нужно отметить, что фрезы по металлу стоят достаточно дорого, поэтому покупать устройства без предварительного выяснения его назначения, крайне нерационально. Каждый вид фрезы имеет не только предназначение, но и характерные технические параметры, которые нужно учитывать, перед тем, как купить насадку для обработки металлических заготовок. Зная о том, какие основные виды фрез по металлу выпускаются современными производителями, не составит большого труда выбрать их для выполнения соответствующих манипуляций.
Публикации по теме
moiinstrumentu.ru
Виды фрез по металлу и их назначения
Для того, чтобы быстро и качественно обрабатывать стальные или металлические заготовки используются разно профильные фрезерные станки. Непосредственная обработка деталей производится с помощью фрез, которые отличаются очень высокой вариативностью.
Классификация фрез по металлу и их назначение.
Имеется около десятка видов фрез, каждый из которых имеет свое предназначение и используется исходя из конкретной задачи:
Дисковые.
Один из самых распространенных видов режущего инструмента. С его помощью производят обрезку деталей, прорезают пазы и снимают фаски. Рабочая (режущая) поверхность может быть нанесена как с одной, так и с двух сторон, что позволяет использовать такую оснастку на фрезерных станках всех типов. Различают следующие виды дисковых фрез:
- Пазовые.
- Отрезные.
- Прорезные.
- Двухсторонние (необходимы для обработки детали с нескольких сторон).
Данный вид фрез может быть использован в самых сложных условиях, когда полноценный отвод металлической стружки невозможен или затруднен.

Цилиндрические.
Подобные фрезы используются для обработки объемных металлических деталей. Всего различают цилиндрическую оснастку с винтовыми и прямыми зубцами. Для несложных операций целесообразно использовать инструмент с прямыми зубцами, для сложных и качественных операций подойдут винтовые зубцы.

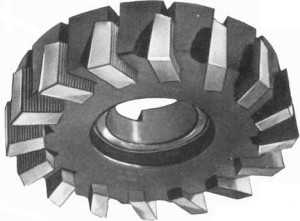
Торцевые.
Используются для обработки деталей имеющих плоскую поверхность. Как правило, такие фрезы делают из высокопрочных материалов и отличаются они высокой производительностью. Ключевая особенность такого инструмента – большое количество зубьев, и как следствие равномерность обработки даже самого твердого металла.
Червячные.
Пожалуй, самая специфическая оснастка из всех существующих. Заготовки обрабатываются методом обкатки. Производятся следующие виды червячных фрез:
- Левые.
- Правые.
- Одно или много заходные.
- Сборные или цельные.
- С шлифованными зубьями.
Все вышеупомянутые виды оснастки используются для создания сложных и многоступенчатых деталей.

Концевые.
Если необходимо обработать уступ или паз, то концевой инструмент придется как нельзя кстати. Различают концевые фрезы с крупными (начальная обработка) и мелкими зубцами (конечная обработка).

Обдирочные.
Созданы специально для того, чтобы изящно обрабатывать заготовки, полученные с помощью литья или ручной ковки.
Обрезные.
Как видно из названия, данный вид фрез используются для обрезки заготовки. Это самая простая оснастка имеет режущую кромку только на верхних гранях зубцов.
Более подробную информацию ищите по ссылке: http://spik24.ru/catalog/frezy/
Выбор фрез для начинающих. Видео.
o-remonte.com
Виды фрез по металлу и их назначения
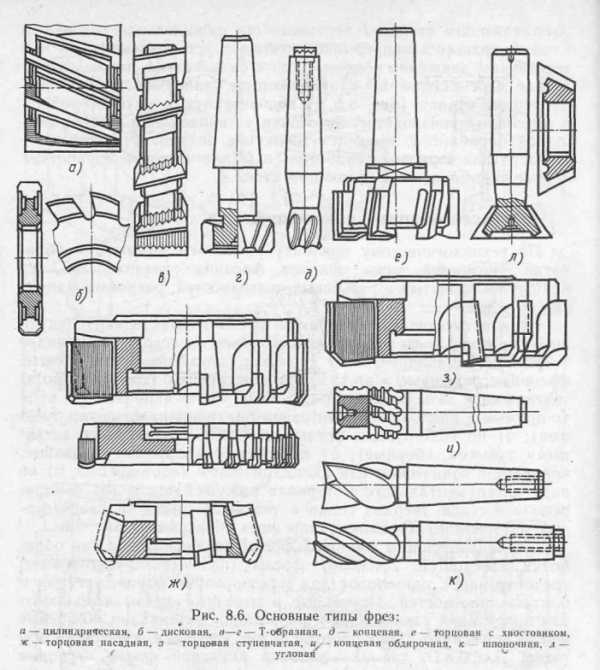
Назначение и типы фрез
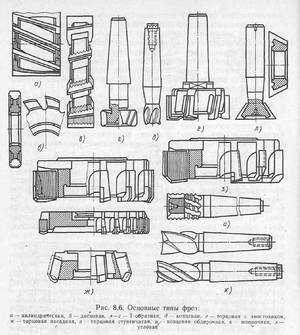
Фрезерование является одним из наиболее распространенных методов обработки. По уровню производительности фрезерование превосходит строгание и в условиях крупносерийного производства уступает лишь наружному протягиванию. Кинематика процесса фрезерования характеризуется быстрым вращением инструмента вокруг его оси и медленным движением подачи. Движение подачи при фрезеровании может быть прямолинейно-поступательным, вращательным, либо винтовым. При прямолинейном движении подачи фрезами производится обработка всевозможных цилиндрических поверхностей: плоскостей, всевозможных пазов и канавок, фасонных цилиндрических поверхностей (рис. 84).
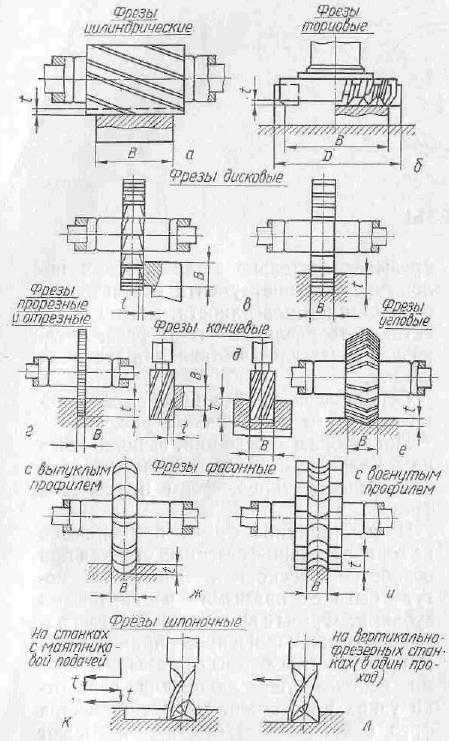
Рис. 84. Схемы фрезирования
При вращательном движении подачи фрезерованием обрабатываются поверхности вращения, а при винтовом движении подачи — всевозможные винтовые поверхности, например, стружечные канавки инструментов, впадины косозубых колес и т. п.
Фреза представляет собой исходное тело вращения, которое в процессе обработки касается поверхности детали, и на поверхности которого образованы режущие зубья. Форма исходного тела вращения зависит от формы обработанной поверхности и расположения оси фрезы относительно детали. Меняя положение оси инструмента относительно обработанной поверхности, можно спроектировать различные типы фрез, предназначенных для изготовления заданной детали.
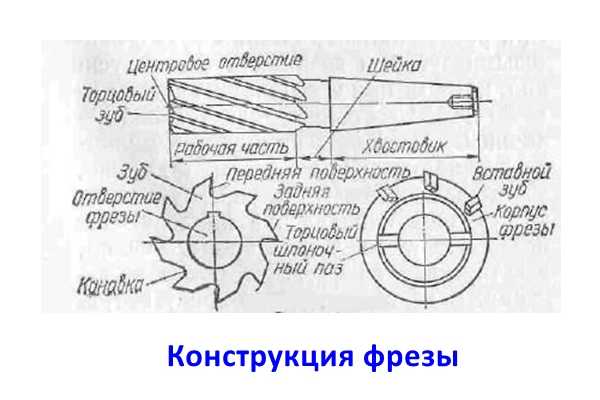
Основные части фрез и элементы их режущей части показаны на рис. 85.
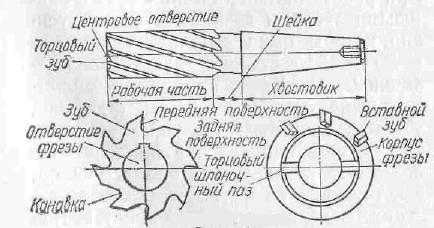
Рис. 85. Элементы фрез
Многообразие операций, выполняемых на фрезерных станках, обусловило разнообразность типов, форм и размеров фрез.
Цилиндрические фрезы
Цилиндрические фрезы применяются на горизонтально-фрезерных станках при обработке плоскостей. Эти фрезы могут быть с прямыми и винтовыми зубьями. Фрезы с винтовыми зубьями работают плавно; они широко применяются на производстве. Фрезы с прямыми зубьями используются лишь для обработки узких плоскостей, где преимущества фрез с винтовым зубом не оказывают большого влияния на процесс резания. При работе цилиндрических фрез с винтовыми зубьями возникают осевые усилия, которые при угле наклона зуба ОМЕГА = 30 -:- 45* достигают значительной величины. Поэтому применяют цилиндрические сдвоенные фрезы (рис. 86), у которых винтовые режущие зубья имеют разное направление наклона. Это позволяет уравновесить осевые усилия, действующие на фрезы, в процессе резания. В месте стыка фрез предусматривается перекрытие режущих кромок одной фрезы режущими кромками другой. Цилиндрические фрезы изготовляются из быстрорежущей стали, а также оснащаются твердосплавными пластинками, плоскими и винтовыми.
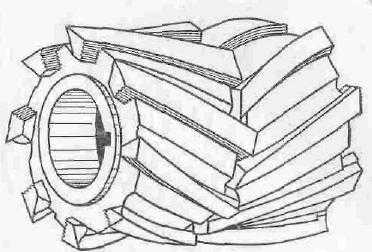
Рис. 86. Цилиндрические сдвоенные фрезы
Торцовые фрезы
Торцовые фрезы широко применяются при обработке плоскостей на вертикально-фрезерных станках. Ось их устанавливается перпендикулярно обработанной плоскости детали. В отличие от цилиндрических фрез, где все точки режущих кромок являются профилирующими и формируют обработанную поверхность, у торцовых фрез только вершины режущих кромок зубьев являются профилирующими. Торцовые режущие кромки являются вспомогательными. Главную работу резания выполняют боковые режущие кромки, расположенные на наружной поверхности.
Так как на каждом зубе только вершинные зоны режущих кромок являются профилирующими, формы режущих кромок торцовой фрезы, предназначенной для обработки плоской поверхности, могут быть самыми разнообразными. В практике находят применение торцовые фрезы с режущими кромками в форме ломаной линии либо окружности. Причем углы в плане Ф на торцовых фрезах могут меняться в широких пределах. Наиболее часто угол в плане Ф на торцовых фрезах принимается равным 90° или 45—60°. С точки зрения стойкости фрезы его целесообразно выбирать наименьшей величины, обеспечивающей достаточную виброустойчивость процесса резания и заданную точность обработки детали.
Торцовые фрезы обеспечивают плавную работу даже при небольшой величине припуска, так как угол контакта с заготовкой у торцовых фрез не зависит от величины припуска и определяется шириной фрезерования и диаметром фрезы. Торцовая фреза может быть более массивной и жесткой, по сравнению с цилиндрическими фрезами, что дает возможность удобно размещать и надежно закреплять режущие элементы и оснащать их твердыми сплавами. Торцовое фрезерование обеспечивает обычно большую производительность, чем цилиндрическое. Поэтому в настоящее время большинство работ по фрезерованию плоскостей выполняется торцовыми фрезами.
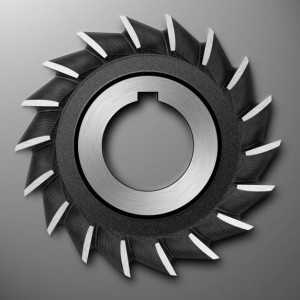
Дисковые фрезы
Дисковые фрезы пазовые, двух- и трехсторонние (рис. 87) используются при фрезеровании лазов и канавок. Пазовые дисковые фрезы имеют зубья только на цилиндрической поверхности ‘и предназначены для обработки относительно неглубоких пазов (рис. 87, а). Для уменьшения трения по торцам на пазовых фрезах предусматривается вспомогательный угол в плане ф1, порядка 30’, т. е. толщина фрезы делается на периферии больше, чем в центральной части у ступицы. Важным элементом пазовой фрезы является ее толщина, которая выполняется с допуском 0,04—0,05 мм. По мере стачивания зубьев, в результате поднутрения, толщина фрезы уменьшается. Однако это не имеет практического значения, так как величина уменьшения невелика.
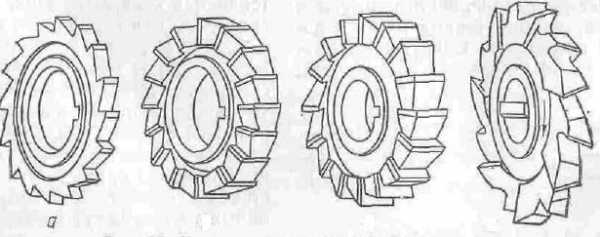
Рис. 87. Дисковые фрезы для обработки пазов
Дисковые двухсторонние (рис. 87, б) 0 трехсторонние (рис. 87, в) фрезы имеют зубья, расположенные не только на цилиндрической поверхности, но и на одном или обоих торцах. Главные режущие кромки располагаются на цилиндре. Боковые режущие кромки, расположенные на торцах, принимают незначительное участие в резании и являются вспомогательными. Дисковые фрезы имеют прямые или наклонные зубья. У фрез с прямыми зубьями на торцовых кромках передние углы равны нулю, что ухудшает условия их работы. Чтобы получить у двухсторонних фрез на боковых кромках положительные передние углы, применяются фрезы с наклонными зубьями. С этой же целью трехсторонние фрезы выполняются с разнонаправленными зубьями (рис, 87, г). Они работают всеми зубьями, расположенными на цилиндре. На торцах же половина зубьев, имеющих отрицательные передние углы, срезана.
Однако эти фрезы обладают высокой производительностью, несмотря на частично срезанные зубья.
Для прорезания узких пазов и шлицев на деталях, а также разрезания материалов применяются топкие дисковые фрезы, которые называют пилами. У таких фрез поочередно то с одного, то с другого торца затачиваются фаски под углом 45*. Фаска срезает обычно 1/5—1/3 длины режущей кромки. Поэтому каждый зуб срезает стружку, ширина которой меньше ширины прорезаемого паза. Это позволяет более свободно размещаться стружке во впадине зуба и улучшает ее отвод. При ширине среза, равной ширине паза, торцы стружки соприкасаются с боковыми сторонами прорезаемого паза, что затрудняет свободное завивание и размещение стружки во впадине зуба и может привести к заклиниванию зубъев и поломке фрезы.
Угловые фрезы
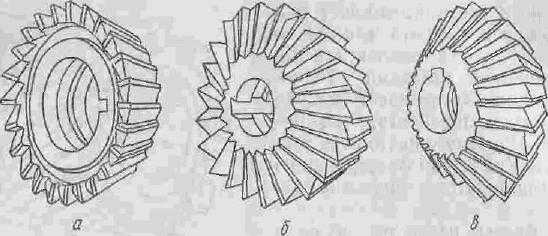
Рис. 88. Угловые фрезы
Угловые фрезы (рис. 88) используются при фрезеровании угловых пазов и наклонных плоскостей. Одноугловые фрезы (рис. 88, а) имеют режущие кромки, расположенные на конической поверхности и торце. Двухугловые фрезы (рис.88, б) имеют режущие кромки, расположенные на двух смежных конических поверхностях. Угловые фрезы находят широкое применение в инструментальном производстве для фрезерования стружечных канавок различных инструментов. В процессе работы одноугловыми фрезами возникают осевые усилия резания, так как срезание металла заготовки производится в основном режущими кромками, расположенными на конической поверхности. У двухугловых же фрез осевые усилия, возникающие при работе двух смежных угловых кромок зуба, несколько компенсируют друг друга, а при работе симметричных двухугловых фрез (рис. 88, в) они взаимно уравновешиваются. Поэтому двухугловые фрезы работают более плавно. Угловые фрезы малых размеров изготовляются концевыми (рис. 89) с цилиндрическим или коническим хвостовиком.
Рис. 89. Концевая угловая фреза
Толщина среза угловых фрез изменяется по длине кромки. Она имеет максимальное значение на вершине зуба и уменьшается при удалении от нее, вдоль режущей кромки, т. е. при уменьшении радиуса рассматриваемой точки кромки. Это может привести к тому, что участками кромок, расположенными у малых торцов, могут срезаться незначительные толщины среза, соизмеримые с радиусом округления режущей кромки. Это неблагоприятно отражается на характере протекания процесса резания, так как при значительных отрицательных передних углах на радиусе округления в зоне контакта наблюдаются значительный нагрев, большие усилия и быстрый износ инструмента. Чтобы на этих участках обеспечить нормальные условия работы, целесообразно уменьшить число работающи х зубьев вдвое, срезая их через один зуб. Необходимость уменьшения числа зубьев на малых диаметрах иногда вызывается тем, что при проектировании угловых фрез возникают затруднения в выборе числа зубьев, В зоне, расположенной ближе к центру трудно бывает разместить число зубьев, равное числу зубьев на вершине фрезы. Это объясняется большой разницей в окружных шагах зубъев на наибольшем и наименьшем диаметрах фрезы. Зубья, расположенные на меньшем диаметре, получаются небольшими по высоте, что может привести к забиванию канавок стружкой. Вершину угловой фрезы необходимо закруглять во избежание быстрого износа.
Концевая фреза

Рис. 90. Концевая фреза
Концевые фрезы (рис. 90) применяются для обработки глубоких пазов в корпусных деталях контурных выемок, уступов, взаимно перпендикулярных плоскостей. Концевые фрезы в шпинделе станка крепятся коническим или цилиндрическим хвостовиком. У этих фрез основную работу резания выполняют главные режущие кромки, расположенные на цилиндрической поверхности, а вспомогательные торцовые режущие кромки только зачищают дно канавки. Такие фрезы, как правило, изготовляются с винтовыми или наклонными зубьями. Угол наклона зубьев доходит до 30—45*. Диаметр концевых фрез выбирают меньшим (до 0,1 мм) ширины канавки, так как при фрезеровании наблюдается разбивание канавки.
Шпоночные фрезы
Разновидностью концевых фрез являются шпоночные двухзубые фрезы (рис. 91). Рассматриваемые шпоночные фрезы, подобно сверлу, могут углубляться в материал заготовки при осевом движении подачи и высверливать отверстие, а затем двигаться вдоль канавки. В момент осевой подачи основную работу резания выполняют торцовые кромки. Одна из них должна доходить до оси фрезы, чтобы обеспечить сверление отверстия.
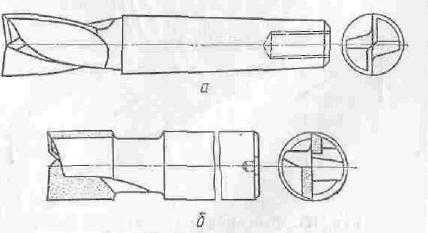
Рис. 91.Шпоночные фрезы
Переточка таких фрез производится по задним поверхностям торцовых кромок, поэтому при переточках их диаметр сохраняется неизменным.
Фрезы для обработки Т-образных пазов
Для обработки Т-образных пазов, часто встречающихся в станкостроении, применяют Т-образные фрезы (рис. 92).
Рис. 92. Фреза для обработки Т-образных пазов
Они работают в тяжелых условиях и часто ломаются, что объясняется затрудненным отводом стружки. Каждый зуб работает два раза за один оборот фрезы. Такие фрезы делаются с разнонаправленными зубьями и имеют поднутрения с углом Ф1 = 1°30′-:- 2* на обоих торцах. С целью улучшения условий размещения стружки производят заточку фасок на зубьях то с одного, то с другого торца под углом 30° и шириной 0,5 мм.
Фасонные фрезы
Фасонные фрезы получили значительное распространение при обработке разнообразных фасонных поверхностей. Преимущества применения фасонных фрез особенно сильно проявляются при обработке заготовок с большим отношением длины к ширине фрезеруемых поверхностей. Короткие фасонные поверхности в условиях крупносерийного производства лучше обрабатывать протягиванием.
Фасонные фрезы по конструкции зубьев разделяются на фрезы с затылованнымп зубьями и фрезы с остроконечными (острозаточенными) зубьями.

Рас. 93. Фасонная затылованная фреза
Фасонные затылованые фрезы (рис. 93) имеют плоскую переднюю поверхность, по которой перетачиваются в процессе эксплуатации. Новой и переточенной фрезой можно обрабатывать одни и те же детали, если форма фасонной режущей кромки при переточках не изменяется. Это обеспечивается за счет выбора соответствующей формы задней поверхности зуба фрезы.
Задняя поверхность зуба затылованной фрезы с передним углом V = 0 — это совокупность фасонных режущих кромок, постоянных по форме и размещенных в радиальных плоскостях Р на различных расстояниях от оси фрезы. При переходе от передней плоскости новой фрезы к спинке зуба расстояние от оси до режущей кромки уменьшают, чтобы обеспечить получение положительных задних углов на режущей части. Фасонные фрезы с остроконечными зубьями (рис. 94), в отличие от затылованных фрез, затачивают по задним поверхностям зубьев. Остроконечные фасонные фрезы дают более чистую поверхность, имеют повышенную стойкость по сравнению с затылованными фасонными фрезами. Однако изготовление и переточка этих фрез требуют специальных приспособлений и копировальных устройств, обеспечивающих получение точного контура фасонных режущих кромок как при их изготовлении, так и при их перетачивании. Поэтому фасонные фрезы с остроконечными зубьями применяются в условиях крупносерийного и массового производства.
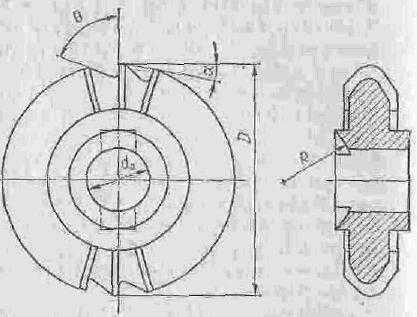
Рис. 94. Фасонная фреза с остроконечными зубьями
Находят применение также сборные фасонные фрезы, у которых требуемый фасонный профиль создается как огибающая кривая к совокупности простых по форме кромок отдельных ее режущих элементов. Так на рис. 95 приведена конструкция сборной фасонной фрезы с круглыми пластинками твердого сплава для обработки профиля железнодорожных колес. Фреза состоит из корпуса, в пазах которого крепятся рейки 2 с закрепленными на них круглыми твердосплавными пластинами диаметром 12—16 мм. Для получения необходимой чистоты обработанной поверхности гнезда под пластинки на смежных рейках смещены относительно друг друга на 1,5—2,0 мм.
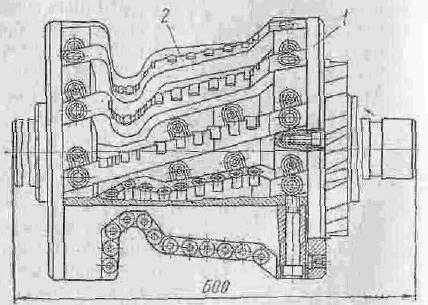
Рис. 95.Сборная фасонная фреза
Содержание
Концевые фрезы [ править | править код ]
Концевая фреза (end mill) — это режущий инструмент, используемый в промышленных фрезерных станках. Она отличается от сверла применением, геометрией и производством. В то время как сверло может работать только в осевом направлении, концевые фрезы в общем случае могут работать во всех направлениях, хотя некоторые из них не могут работать в осевом направлении. Концевые фрезы отличаются креплением в шпинделе фрезерного станка. Крепление фрез в шпинделе станка производят при помощи цилиндрического или конического хвоста.
Концевые фрезы подразделяют на:
- концевые обыкновенные с неравномерным окружным шагом зубьев, с цилиндрическим и коническим хвостовиками;
- концевые, оснащённые коронками и винтовыми пластинками из твёрдого сплава;
- концевые шпоночные с цилиндрическим и коническим хвостовиками;
- шпоночные, оснащённые твёрдым сплавом;
- концевые для Т-образных пазов;
- концевые для сегментных шпонок.
Фрезы с плоским торцом [ править | править код ]
Фрезы с плоским торцом используются для раскроя, выборки, черновой обработки. Кончик фрезы имеет «П» образную форму. Диаметр хвостовика от 0.2 мм. Диаметр рабочей части от 0.2 мм. В ряде случаев имеет угловые скругления с радиусом до 0.5 мм. Количество зубьев варьируется от 1 до 6. Направление витков для отвода стружки может иметь разные направления: правое (стружка вверх), левое (стружка вниз), прямое (стружка по вектору движения), гибридное (правое с одним витком влево).
Сфера применения зависит от количества зубьев:
- фреза с плоским торцом одним зубом используется для чёрной обработки, раскроя;
- фреза с плоским торцом двумя зубьями используется для черновой, получистовой обработки и раскроя;
- фреза с плоским торцом с количеством зубьев более трёх используется для выборки, получистовой и чистовой обработки мягких металлов, стали, углеродистой и легированной стали.
Угловые фрезы [ править | править код ]
Угловые фрезы находят применение преимущественно для фрезерования канавок. Они бывают:
Одноугловые фрезы применяют для фрезерования прямых канавок на фрезах и другом инструменте.
Двухугловые несимметричные фрезы применяют для фрезерования прямых и винтовых канавок, а симметричные для фрезерования канавок фасонных фрез.
Дисковые фрезы [ править | править код ]
Фрезы со сферическим торцом [ править | править код ]
В металлообработке фрезы со сферическим торцом используются для изготовления и др. деталей сложной формы. Таких, как штампы, пресс-формы, лопатки турбин и т. д. Хотя чаще фрезы со сферической головкой изготавливаются цельнотвердосплавными (монолитными), но встречаются и варианты со сменными пластинами.
В деревообработке фрезы со сферическим торцом используются при изготовлении 3D-изделий (высокохудожественная фрезеровка) при производстве мебели, резных изображений (картин, икон), элементов декора и т. п. В последнее время часто используют конические фрезы со сферическим торцом для 3D-фрезерования.
См. также [ править | править код ]
- Медиафайлы на Викискладе
Производство [ править | править код ]
Фрезы изготавливают из прочных сплавов. Заготовки режутся из прутка необходимого диаметра и проходят механическую обработку на токарном и фрезерном станках. После чего заготовки подвергают термообработке в солевых банях при температуре от 650° до 1200 °C. Конечный вид фрезе придаёт чистовая обработка на шлифовальном станке.
Покрытия [ править | править код ]
В 1980-х годах для уменьшения износа и трения, кроме иных методов упрочнения, начинается применение износостойких покрытий. В основном, это покрытия из:
- AlTiN (нитрид алюминия-титана)
- Напыление нитрида титана (TiN) (золотисто-жёлтое покрытие)
- Напыление цианида титана (TiCN — голубовато-серое покрытие)
- Вакуумное напыление TiAlN (темно-фиолетовое покрытие)
- Напыление нитрида алюминия-титана-хрома (TiAlCrN — PVD покрытие)
- Финишное плазменное упрочнение (покрытие Pateks) — прозрачное алмазоподобное покрытие.
Фрезерованием называется процесс механической обработки различных поверхностей, с целью получения изделия необходимого размера, типа и класса шероховатости. Данный процесс возможен с помощью специальных высокопрочных многолезвийных режущих устройств – фрезеров или фрезеровальных машин.

Фреза представляет собой динамическое тело, на поверхности которого находятся острые зубья. Внешний вид фрезы зависит от формы обрабатываемой поверхности. Металлические зубья могут быть расположены как на цилиндрической части, так и на боковине. Рабочую поверхность фрез изготавливают из следующих материалов: углеродистых сталей, быстрорежущих сталей, твердых и минералокерамических сплавов.
При выборе типа фрезы следует учитывать материал, из которого изготовлены его резцы. Прочность композита должна быть прямо пропорциональна площади обрабатываемого материала. Чтобы избежать приобретения низкокачественных фрез, необходимо выбирать проверенные марки с подлинным сертификатом качества.
Краткие сведения (виды фрез и их применение):

Отрасли применения: производство оборудования для нефтегазовой отрасли, производство трубопроводной арматуры, аэрокосмическая промышленность, производство инструментов и форм (POS-материалов, наружной рекламы, плоских и объёмных букв, табличек, логотипов, указателей, мебели и предметов интерьера, рельефных изображений, барельефов, скульптур, 3D объектов и т.д.), автомобильная промышленность, общее машиностроение, строительство, энергетика, производство железнодорожного транспорта, судостроение, медицинская промышленность и т.д.
Цилиндрические фрезы
Область применения – для обработки открытых поверхностей на горизонтально-фрезерных машинах. Бывают с прямыми и винтовыми лезвиями. В основном изготовляются из углеродистой, быстрорежущей и легированной стали.
Цилиндрические фрезы в основном употребляются для обработки сложной многослойчатой поверхности, а также при работе с нержавеющей жаропрочной сталью, конструкционной сталью, серого чугуна, легкообрабатываемых материалов (медь, алюминий), органического стекла, слоистых пластмасс и стеклопластиков. Наиболее часто применяются с винтовыми зубьями, т.к. они более функциональны, и обработка выполняется более качественно. При разработке фрез с винтовыми зубьями мастеру необходимо учитывать нагрузку на конструкцию – это обеспечивает более точную и качественную работу инструмента.
Широко применяются в строительстве для изготовления погонажных изделий. Профили ножей используются различной формы, в зависимости от конечного результата.
Виды погонажных изделий:
- Наличник – это специальное профилированное приспособление, с помощью которого обрабатывают дверные и оконные рамки.
- Плинтус — это планка для перекрытия проема между напольным покрытием и стеной.
- Галтель – в основном используется для стыковки потолка и стены. Широко применяется в мебельном производстве.
- Рейка — представляет собой узкий деревянный брусок. В строительстве или ремонте незаменимая деталь.
- Вагонка – это узкая прочная доска для отделки потолка и стен в домах, банях и других сооружений.
- Уголок – это деревянное изделие с угловым торцом. Используется как элемент декора в отделочных работах.
Торцевые фрезы
При помощи торцевых фрез обрабатывают плоские поверхности на вертикальных и горизонтальных фрезерных станках. Подходят для обработки стали и прерывистых плоскостей. Корпус изготавливается из углеродистой, быстрорежущей и легированной стали.
Режущие элементы находятся на цилиндрической и боковой поверхностях фрезы, что позволяет работать с двумя перпендикулярными плоскостями одновременно.
Лезвие фрезы имеет три элемента: главное, переходное и вспомогательное.
В контактной поверхности работает большое число зубьев, что позволяет сдерживать излишние вибрации – соответственно, повышается качество обработки детали. Основное назначение – это 3D обработка различных поверхностей типа штампов и пресс-форм.
Данный вид фрез массово применяется в автомобилестроении для изготовления картера коробки передач. Картеры для высокоэффективных КПП изготавливаются, как правило, из доэвтектических алюминиевых или магниевых сплавов. Основными требованиями при изготовлении этих деталей являются строгое соблюдение заданных размеров и минимальное машинное время. Для высокоточной и экономически эффективной обработки этих сложных деталей применяют торцевые фрезы с большим количеством зубьев. За счет регулировки резцовых вставок с точностью до микрон и оптимальной геометрии режущих кромок достигается высокое качество обработки и исключительная стойкость.
Концевые фрезы
Концевыми фрезами высекают канавки, сквозные пазы, окна, карманы, шпоночные канавки и многое другое. Материал изготовления преимущественно быстрорежущая и легированная сталь. Остроконечные лезвия в таких фрезах располагаются на цилиндрической поверхности – ими осуществляется основная фрезеровка. На боковине в основном зачищается дно канавки. Лезвия в данных фрезах бывают винтовыми или наклонными.
При изготовлении электроэнергетического оборудования, а также в процессе сооружения и эксплуатации электростанций, применяется большое количество изделий со стандартными и специальными резьбами. Для производства турбин большой мощности, помимо прочего инструмента, масштабно используются концевые фрезы с пластинами типа U. Это позволяет обеспечить безопасность и надежность работы готового изделия, при этом увеличивая КПД на более чем 50%, при уменьшении времени на обработку готового продукта.
Дисковые фрезы
Дисковые фрезы применяются для обработки пазов, канавок и разрезки металлических и других элементов. Основное их назначение – это распил деревянных заготовок. В основном изготовляются из быстрорежущей и легированной стали. Этот вид фрез имеет высокую эффективность, несмотря на то, что у них часто иссечены зубья.
Основное применение дисковых фрез – фасонное фрезерование, отрезка деталей, прорезка шпоночных пазов и т.д. Преимущества конструкции очень ярко выражаются при обработке крупногабаритных изделий и пакетной обработке. Поэтому для изготовления зубчатых колес в машиностроении стали применять специальные твердосплавные дисковые призматические фрезы с углами 60 и 90 градусов, радиус на вершине зуба 0,03 мм, охватываемые диаметры фрез – от 15 до 80 мм. Данные фрезы дают возможность обрабатывать зубчатые колеса внешнего зацепления, зубчатые рейки, наружные шлицы, звездочки цепных передач и другие детали с зубчатыми элементами. Применяя дисковые фрезы можно добиться высочайшей производительности, позволяя сократить продолжительность цикла обработки не менее чем на 50% по сравнению с любыми другими методами нарезания зубчатых колес.
Угловые фрезы
Угловые фрезы используют для обработки канавок с угловым профилем. Основное назначение – это инструментальная промышленность, где фрезы применяют для прорезки стружечных углублений, разверток, зенкеров и прочее. Изготавливаются угловые фрезы цельными конструкциями из быстрорежущей стали.

Исходя из конструкции угловых фрез, их массово применяют для фрезерования стружечных пазов самых различных металлорежущих инструментов, в том числе и самих фрез (пазы типа «ласточкин хвост») и конструкций двух сопряженных плоскостей. Использование данного вида фрез позволяет увеличить скорость фрезерования и сэкономить время на обработку изделия.
Шпоночные фрезы
Главная и отличительная особенность – это фрезерование, как в одну, так и в другую сторону. Материал изготовления – легированная сталь. Применяются на вертикально фрезерных станках или на станках с маятниковой подачей.
Используются в основном для выполнения проемов в металлических изделиях. В работе участвуют только боковые кромки.
Соединения шпоночного типа можно встретить в самых разных приспособлениях. Чаще всего они применяются в машиностроительной отрасли. Шпонки для таких устройств бывают клиновыми, сегментными и призматическими. Основным инструментом для обработки шпоночных пазов на фрезере являются шпоночные фрезы, выпускаемые по Госстандарту 9140. Они располагают двумя резцами с режущими торцовыми основаниями, имеют хвостовик конической либо цилиндрической формы. Для обработки шпоночного паза они идеальны, так как боковые кромки данных фрез направлены непосредственно в корпус инструмента, а не в наружную часть. Шпоночные фрезы работают и с продольной, и с осевой подачей. Они гарантируют необходимый квалитет шероховатости уступов и пазов после обработки.
Фасонные фрезы
Фасонные фрезы применяются для обработки плоскостей и канавок усложненного фасонного профиля. Изготавливают из быстрорежущей и легированной стали. В отличие от стандартных, фасонные фрезы являются специальными, и проектируются с учетом габаритных размеров и профиля рабочей поверхности.
Фасонные фрезы широко применяются в металлообработке, т.к. обеспечивают высокую рабочую эффективность и позволяют низкоквалифицированному персоналу предприятий обрабатывать поверхности сложного профиля. С помощью фасонных фрез делается фасонное фрезерование профильных плоскостей — червяков, шестерен, оконных рам, багетов.
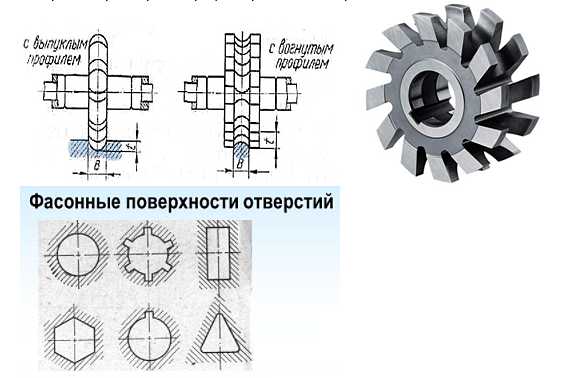
Так как фасонные фрезы являются специальными и предварительно проектируются под требования заказчика, они массово используются при производстве оборудования для нефтегазовой отрасли. Тем самым они идеально подходят для решения специфичных технологических задач. Например, для серийного выпуска муфт необходим большой ресурс работы инструмента. Данный вид фрез выполняет эту задачу на 100%, при этом сокращая время на обработку изделия.
Фрезы в мировых масштабах являются самым популярным приспособлением, которые используют для обработки различных поверхностей материалов. В составной части могут одновременно использоваться несколько вариантов лезвий, зубьев и режущих кромок. Отличительной чертой этого инструмента считается широкое разнообразие размеров, профилей, типов, форм и сфер применения для практически любой технологической задачи. Тем самым на сегодняшний день, фрезы являются незаменимыми, и широко используются в различных отраслях промышленности. Но наиболее важно знать для правильной эксплуатации – это как точно подобрать нужный вид инструмента и правильно его использовать, чтобы получить заготовку нужной формы и размера, и не повредить при этом фрезы.
vi-pole.ru