Генри Модсли, выдающийся станкостроитель
Maudslay Henry (1771-1831)
Aнглийский механик и промышленник. Создал токарно-винторезный станок с
механизированным суппортом (1797), механизировал производство винтов, гаек
и др. Ранние годы провел в Вулвиче под Лондоном. В 12 лет стал работать
набивальщиком патронов в Вулвичском арсенале, а в 18 лет он лучший кузнец
арсенала и слесарь-механик, в мастерской Дж. Брама – лучшей мастерской
Лондона. Позже открыл собственную мастерскую, потом завод в Ламбете. Создал
“Лабораторию Модсли”. Дизайнер. Машиностроитель. Создал механизированный
суппорт токарного станка, собственной конструкции.
Винторезный станок, сконструированный Модсли, представлял собой значительный
шаг вперед.

Уйдя вскоре после своего изобретения от Брамы, Модсли основал собственную
мастерскую и в 1798 году создал более совершенный токарный станок. Этот
станок стал важной вехой в развитии станкостроения, так как он впервые
позволил автоматически производить нарезку винтов любой длины и любого
шага. Как уже говорилось, слабым местом прежнего токарного станка было
то, что на нем можно было нарезать только короткие винты. Иначе и быть
не могло-ведь там не было суппорта, рука рабочего должна была оставаться
неподвижной, а двигалась сама заготовка вместе с шпинделем. В станке Модсли
заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем
резцом. Для того чтобы заставить суппорт перемещаться на нижних салазках
вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней
бабки с ходовым винтом суппорта.
Этот
станок стал важной вехой в развитии станкостроения, так как он впервые
позволил автоматически производить нарезку винтов любой длины и любого
шага. Как уже говорилось, слабым местом прежнего токарного станка было
то, что на нем можно было нарезать только короткие винты. Иначе и быть
не могло-ведь там не было суппорта, рука рабочего должна была оставаться
неподвижной, а двигалась сама заготовка вместе с шпинделем. В станке Модсли
заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем
резцом. Для того чтобы заставить суппорт перемещаться на нижних салазках
вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней
бабки с ходовым винтом суппорта.
 Мало того, они
позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках.
Мало того, они
позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках.В 1800 году Модсли внес замечательное усовершенствование в свой станок
– взамен набора сменных ходовых винтов он применил набор сменных зубчатых
колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев
от 15 до 50). Теперь можно было при помощи одного ходового винта получать
различные резьбы с разнообразным шагом. В самом деле, если требовалось,
например, получить винт, у которого ход в n раз меньше, чем у ходового,
нужно было заставить заготовку вращаться с такой скоростью, чтобы она делала
n оборотов за то время, пока ходовой винт получал свое вращение от шпинделя,
этого было легко добиться, вставив между шпинделем и винтом одно или несколько
зубчатых передаточных колес.

Другая его заслуга была в том, что он внедрил идею суппорта в массовое
производство и тем способствовал ее окончательному распространению. Он
же первый установил, что каждый винт определенного диаметра должен иметь
резьбу с определенным шагом. До тех пор, пока винтовая нарезка наносилась
вручную, каждый винт имел свои особенности. Для всякого винта изготовлялась
своя гайка, обычно не подходившая ни к какому другому винту.
Изобретения Генри Модсли: прорыв в машиностроении
Автор Александра Краснова На чтение 4 мин.
Имя Генри Модсли не так широко известно широкой публике. Он изобретал и совершенствовал вещи, с которыми человек редко сталкивается в повседневной жизни. Между тем результаты его труда были очень важны для развития машиностроительной отрасли. Сейчас станки, созданные им, присутствуют во многих мастерских по всему миру.
Кто такой Генри Модсли — краткая биография
Выдающийся инженер родился 22 августа 1771 года в Лондоне. Его отец, бывший военный, в то время работал мастером в Королевском арсенале. Как и многие английские дети той эпохи, уже с 12 лет маленький Генри начал работать. В его обязанности входило засыпание пороха в патроны для артиллерии. Позднее его перевели в столярную мастерскую, а с 15 лет он начал осваивать ремесло кузнеца.
После арсенала Модсли попал в мастерскую к выдающемуся изобретателю Джозефу Браме, создателю первого в мире гидравлического пресса. Именно там он и создал свои первые изобретения.
В 1800 году он сконструировал станок для обработки металла. С его помощью стало возможным изготовление крепёжных изделий, имевших точные и одинаковые размеры. Таким образом, Генри подготовил техническую базу для последующего внедрения стандартизации и взаимозаменяемости деталей, без которых немыслимо современное промышленное производство.
С его помощью стало возможным изготовление крепёжных изделий, имевших точные и одинаковые размеры. Таким образом, Генри подготовил техническую базу для последующего внедрения стандартизации и взаимозаменяемости деталей, без которых немыслимо современное промышленное производство.
Спустя десять лет Модсли основал собственный машиностроительный завод. Его фирма быстро стала одной из крупнейших в Англии и просуществовала до начала XX века. В его мастерской начинали свой творческий путь такие выдающиеся инженеры и изобретатели как Джозеф Уитворт, создатель одной из первых снайперских винтовок, и Джеймс Несмит, сконструировавший паровой молот.
Состарившийся Генри увлёкся астрономией, переживавшей в то время настоящий бум. В его планы входило строительство собственной обсерватории. Однако осуществиться им было не суждено. В январе 1831 года Модсли серьёзно заболел и спустя месяц умер. Ему было всего 59 лет. Похоронен он в лондонском районе Вулидж, том самом, где он ребёнком когда-то засыпал порох в патроны.
Изобретения
Каждое его творение стало заметной вехой на пути промышленной революции. Многие из них остались в тени более громких технических новинок, таких как паровая машина. Однако каждая его новация заслуживает отдельного внимания.
Токарно-винторезный станок
Длительное время при обработке металлических заготовок токарям приходилось держать резец в руках. Работать так было крайне неудобно и небезопасно, невозможным было добиться и одинаковой точности обработки изделий. Модсли пришло в голову оборудовать станок специальным суппортом, в котором фиксировался режущий инструмент.
Благодаря этому стала возможной жёсткая установка резца в двух плоскостях, повысившая точность работы. С помощью его станка удалось добиться производства болтов и гаек с фиксированным шагом резьбы. Переоценить влияние появления стандартных крепёжных изделий на скорость производства самых разных вещей практически невозможно.
Механизированный суппорт токарного станка
Первым усовершенствованием его станка стало внедрение механизированного суппорта. С помощью зубчатой передачи Генри соединил его ходовой винт со шпинделем, вращая который можно было перемещать резец вдоль корпуса станка и устанавливать его с высокой точностью. При этом к станку он изготовил отдельный набор разных ходовых винтов, замена которых позволяла нарезать резьбу разного шага и высоты.
С помощью зубчатой передачи Генри соединил его ходовой винт со шпинделем, вращая который можно было перемещать резец вдоль корпуса станка и устанавливать его с высокой точностью. При этом к станку он изготовил отдельный набор разных ходовых винтов, замена которых позволяла нарезать резьбу разного шага и высоты.
Оригинальный набор сменных зубчатых колёс
Через два года он придумал новый способ улучшить своё изобретение. Ходовые винты Модсли заменил на комплект колёс с разным числом зубцов, посредством которых передавалось вращение. Они были проще в изготовлении и эксплуатации.
Используя разные их сочетания, можно было получать разные профили резьбы всего лишь с одним ходовым винтом. Также стала возможной нарезка в правую и левую стороны. Точность работы станка была столь высока, что на некоторых винтах можно было разглядеть резьбу лишь с помощью увеличительного стекла.
Поперечно-строгальный станок с кривошипно-шатунным механизмом
В начале XIX века Генри, который не располагал большими финансовыми возможностями, улыбнулась удача. Он смог получить контракт на сооружение целой промышленной линии для производства корабельных блоков. Заказчиком выступал Королевский военно-морской флот.
Он смог получить контракт на сооружение целой промышленной линии для производства корабельных блоков. Заказчиком выступал Королевский военно-морской флот.
Разработку комплекса, в который вошло 43 станка, он вёл совместно с французским инженером Марком Брюнелем. Был среди них и принципиально новый поперечно-строгальный станок. Он позволял с высокой точностью, которая впоследствии стала его фирменным знаком, обрабатывать заготовки даже из самых твёрдых сортов древесины, применявшихся в кораблестроении — вяза и бакаута.
Генри модсли краткая биография. Современный токарный станок – путь от идеи к реализации
Aнглийский механик и промышленник. Создал токарно-винторезный станок с
механизированным суппортом (1797), механизировал производство винтов, гаек
и др. Ранние годы провел в Вулвиче под Лондоном. В 12 лет стал работать
набивальщиком патронов в Вулвичском арсенале, а в 18 лет он лучший кузнец
арсенала и слесарь-механик, в мастерской Дж. Брама – лучшей мастерской
Лондона. Позже открыл собственную мастерскую, потом завод в Ламбете. Создал
“Лабораторию Модсли”. Дизайнер. Машиностроитель. Создал механизированный
суппорт токарного станка, собственной конструкции. Придумал оригинальный
набор сменных зубчатых колес. Изобрел поперечно-строгальный станок с кривошипно-шатунным
механизмом. Создал или усовершенствовал большое количество различных металлорежущих
станков. Строил для России паровые корабельный машины. С начала XIX века
начался постепенный переворот в машиностроении. На место старому токарному
станку один за другим приходят новые высокоточные автоматические станки,
оснащенные суппортами. Начало этой революции положил токарный винторезный
станок английского механика Генри Модсли, позволявший автоматически вытачивать
винты и болты с любой нарезкой.
Позже открыл собственную мастерскую, потом завод в Ламбете. Создал
“Лабораторию Модсли”. Дизайнер. Машиностроитель. Создал механизированный
суппорт токарного станка, собственной конструкции. Придумал оригинальный
набор сменных зубчатых колес. Изобрел поперечно-строгальный станок с кривошипно-шатунным
механизмом. Создал или усовершенствовал большое количество различных металлорежущих
станков. Строил для России паровые корабельный машины. С начала XIX века
начался постепенный переворот в машиностроении. На место старому токарному
станку один за другим приходят новые высокоточные автоматические станки,
оснащенные суппортами. Начало этой революции положил токарный винторезный
станок английского механика Генри Модсли, позволявший автоматически вытачивать
винты и болты с любой нарезкой.
Винторезный станок, сконструированный Модсли, представлял собой значительный
шаг вперед. История его изобретения так описывается современниками. В 1794-1795
годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской
известного изобретателя Брамы.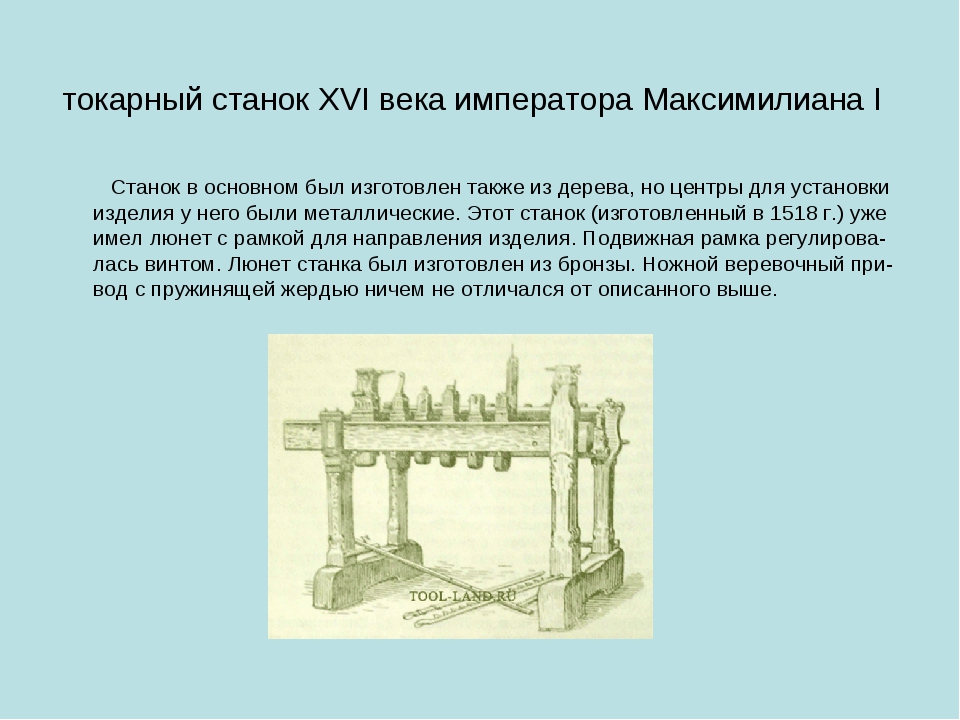 Основными изделиями мастерской были придуманные
Брамо ватер-клозеты и замки. Спрос на них был очень широкий, а ручным способом
изготавливать их было трудно. Перед Брамой и Модсли стояла задача увеличить
число деталей, изготавливаемых на станках. Однако старый токарный станок
был для этого неудобен. Начав работу по его усовершенствованию, Модсли
в 1794 году снабдил его крестовым суппортом. Нижняя часть суппорта (салазки)
устанавливались на одной раме с задней бабкой станка и могла скользить
вдоль ее направляющей. В любом ее месте суппорт мог быть прочно закреплен
при помощи винта. На нижних салазках находились верхние, устроенные подобным
же образом. С помощью них резец, закрепленный винтом в прорези на конце
стального бруска, мог перемещаться в поперечном направлении. Движение суппорта
в продольном и поперечном направлениях происходило с помощью двух ходовых
винтов. Подвинув резец с помощью суппорта вплотную к заготовке, жестко
установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой
поверхности, можно было с большой точностью срезать лишний металл.
Основными изделиями мастерской были придуманные
Брамо ватер-клозеты и замки. Спрос на них был очень широкий, а ручным способом
изготавливать их было трудно. Перед Брамой и Модсли стояла задача увеличить
число деталей, изготавливаемых на станках. Однако старый токарный станок
был для этого неудобен. Начав работу по его усовершенствованию, Модсли
в 1794 году снабдил его крестовым суппортом. Нижняя часть суппорта (салазки)
устанавливались на одной раме с задней бабкой станка и могла скользить
вдоль ее направляющей. В любом ее месте суппорт мог быть прочно закреплен
при помощи винта. На нижних салазках находились верхние, устроенные подобным
же образом. С помощью них резец, закрепленный винтом в прорези на конце
стального бруска, мог перемещаться в поперечном направлении. Движение суппорта
в продольном и поперечном направлениях происходило с помощью двух ходовых
винтов. Подвинув резец с помощью суппорта вплотную к заготовке, жестко
установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой
поверхности, можно было с большой точностью срезать лишний металл. При
этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой
конструкции, собственно, не было еще ничего нового, но она была необходимым
шагом к дальнейшим усовершенствованиям.
При
этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой
конструкции, собственно, не было еще ничего нового, но она была необходимым
шагом к дальнейшим усовершенствованиям.
Уйдя вскоре после своего изобретения от Брамы, Модсли основал собственную
мастерскую и в 1798 году создал более совершенный токарный станок. Этот
станок стал важной вехой в развитии станкостроения, так как он впервые
позволил автоматически производить нарезку винтов любой длины и любого
шага. Как уже говорилось, слабым местом прежнего токарного станка было
то, что на нем можно было нарезать только короткие винты. Иначе и быть
не могло-ведь там не было суппорта, рука рабочего должна была оставаться
неподвижной, а двигалась сама заготовка вместе с шпинделем. В станке Модсли
заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем
резцом. Для того чтобы заставить суппорт перемещаться на нижних салазках
вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней
бабки с ходовым винтом суппорта.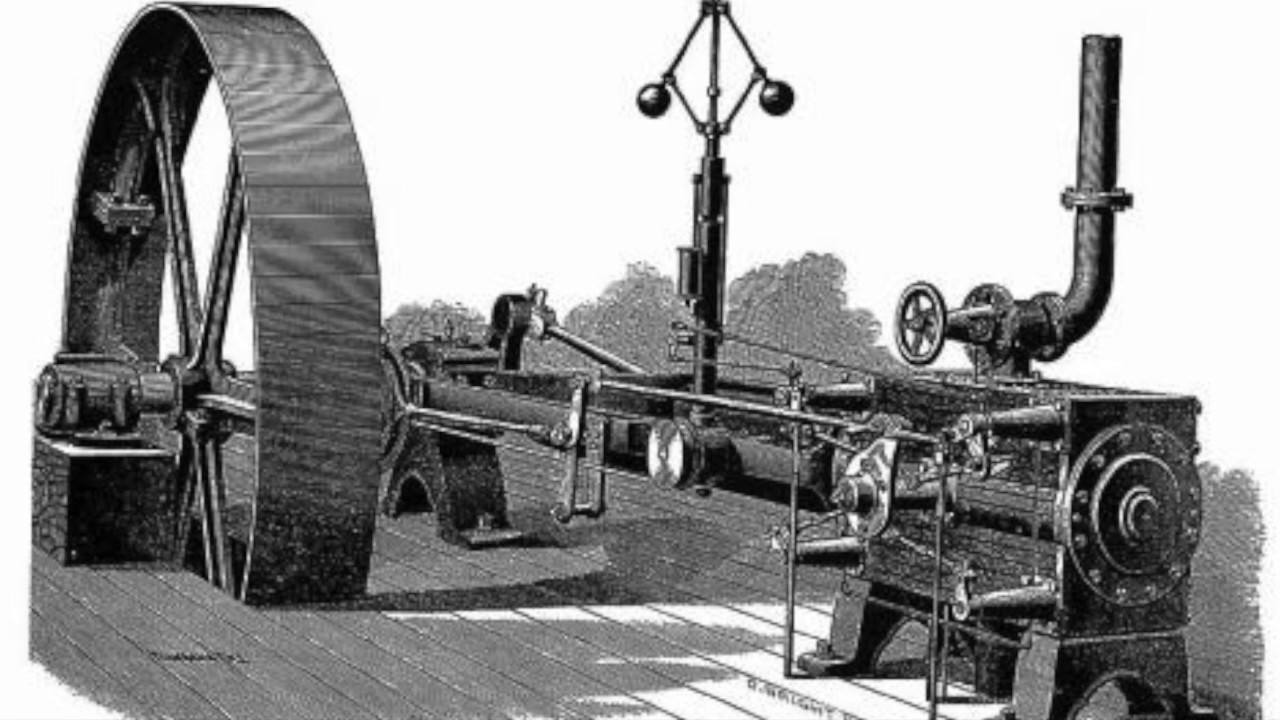 Вращающийся винт вкручивался в гайку,
которая тянула за собой салазки суппорта и заставляла их скользить вдоль
станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель,
то на заготовке нарезалась резьба с тем же шагом, что была на этом винте.
Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
Автоматическое нарезание винта на станке происходило следующим образом.
Заготовку зажимали и обтачивали до нужных размеров, не включая механической
подачи суппорта. После этого соединяли ходовой винт со шпинделем, и винтовая
нарезка осуществлялась за несколько проходов резца. Обратный отход суппорта
каждый делался вручную после отключения самоходной подачи. Таким образом,
ходовой винт и суппорт полностью заменяли руку рабочего. Мало того, они
позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках.
Вращающийся винт вкручивался в гайку,
которая тянула за собой салазки суппорта и заставляла их скользить вдоль
станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель,
то на заготовке нарезалась резьба с тем же шагом, что была на этом винте.
Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
Автоматическое нарезание винта на станке происходило следующим образом.
Заготовку зажимали и обтачивали до нужных размеров, не включая механической
подачи суппорта. После этого соединяли ходовой винт со шпинделем, и винтовая
нарезка осуществлялась за несколько проходов резца. Обратный отход суппорта
каждый делался вручную после отключения самоходной подачи. Таким образом,
ходовой винт и суппорт полностью заменяли руку рабочего. Мало того, они
позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках.
В 1800 году Модсли внес замечательное усовершенствование в свой станок
– взамен набора сменных ходовых винтов он применил набор сменных зубчатых
колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев
от 15 до 50).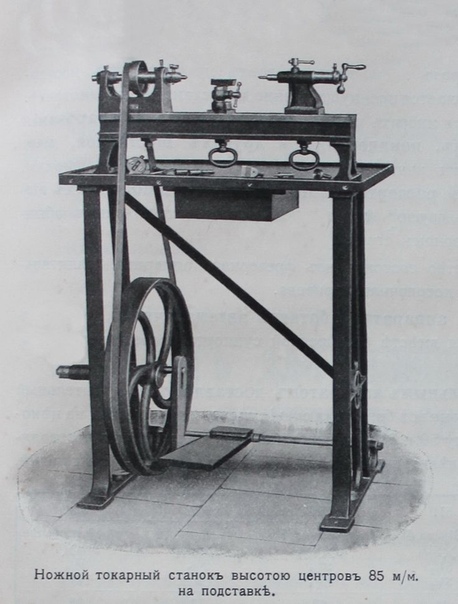 Теперь можно было при помощи одного ходового винта получать
различные резьбы с разнообразным шагом. В самом деле, если требовалось,
например, получить винт, у которого ход в n раз меньше, чем у ходового,
нужно было заставить заготовку вращаться с такой скоростью, чтобы она делала
n оборотов за то время, пока ходовой винт получал свое вращение от шпинделя,
этого было легко добиться, вставив между шпинделем и винтом одно или несколько
зубчатых передаточных колес. Зная число зубьев на каждом колесе, не трудно
было получить требуемую скорость. Меняя комбинацию колес, можно было добиваться
разного эффекта, например, нарезать правую резьбу вместо левой. На своем
станке Модсли выполнял нарезку резьб с такой изумительной точностью и аккуратностью,
что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные
винт и гайку для астрономического прибора, который в течение долгого времени
считался непревзойденным шедевром точности. Винт имел пять футов длины
и два дюйма в диаметре с 50-ю витками на каждый дюйм.
Теперь можно было при помощи одного ходового винта получать
различные резьбы с разнообразным шагом. В самом деле, если требовалось,
например, получить винт, у которого ход в n раз меньше, чем у ходового,
нужно было заставить заготовку вращаться с такой скоростью, чтобы она делала
n оборотов за то время, пока ходовой винт получал свое вращение от шпинделя,
этого было легко добиться, вставив между шпинделем и винтом одно или несколько
зубчатых передаточных колес. Зная число зубьев на каждом колесе, не трудно
было получить требуемую скорость. Меняя комбинацию колес, можно было добиваться
разного эффекта, например, нарезать правую резьбу вместо левой. На своем
станке Модсли выполнял нарезку резьб с такой изумительной точностью и аккуратностью,
что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные
винт и гайку для астрономического прибора, который в течение долгого времени
считался непревзойденным шедевром точности. Винт имел пять футов длины
и два дюйма в диаметре с 50-ю витками на каждый дюйм.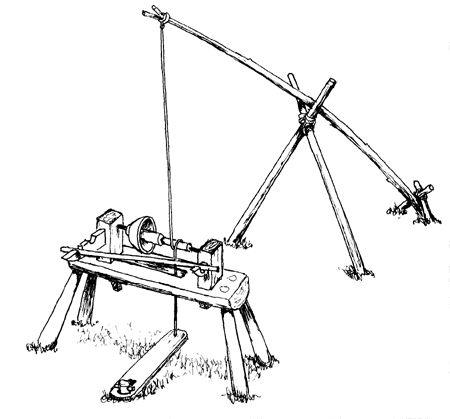 Резьба была такой
мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором
времени усовершенствованный Модсли станок получил повсеместное распространение
и послужил образцом для многих других металлорежущих станков. Выдающееся
достижение Модсли принесло ему громкую и заслуженную славу. Действительно,
хотя Модсли нельзя считать единственным изобретателем суппорта, его несомненная
заслуга состояла в том, что он выступил со своей идеей в самый нужный момент
и облек ее в наиболее совершенную форму.
Резьба была такой
мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором
времени усовершенствованный Модсли станок получил повсеместное распространение
и послужил образцом для многих других металлорежущих станков. Выдающееся
достижение Модсли принесло ему громкую и заслуженную славу. Действительно,
хотя Модсли нельзя считать единственным изобретателем суппорта, его несомненная
заслуга состояла в том, что он выступил со своей идеей в самый нужный момент
и облек ее в наиболее совершенную форму.
Другая его заслуга была в том, что он внедрил идею суппорта в массовое
производство и тем способствовал ее окончательному распространению. Он
же первый установил, что каждый винт определенного диаметра должен иметь
резьбу с определенным шагом. До тех пор, пока винтовая нарезка наносилась
вручную, каждый винт имел свои особенности. Для всякого винта изготовлялась
своя гайка, обычно не подходившая ни к какому другому винту. Введение механизированной
нарезки обеспечило единообразие всех резьб. Теперь любой винт и любая гайка
одного диаметра подходили друг к другу вне зависимости от того, где они
были изготовлены. Это было начало стандартизации деталей, имевшей чрезвычайно
большое значение для машиностроения. Один из учеников Модсли, Джеймс Несмит,
в последующем сам сделавшийся выдающемся изобретателем, писал в своих воспоминаниях
о Модсли, как о зачинателе стандартизации. “Он перешел к распространению
важнейшего дела единообразия винтов. Можно назвать это усовершенствованием,
но вернее будет назвать это переворотом, произведенным Модсли в машиностроении.
До него не было никакой системы в соотношении между числом витков нарезки
винтов и их диаметром. Каждый болт и гайка были пригодны только друг для
друга и не имели ничего общего с болтом соседних размеров. Поэтому все
болты и соответствующие им гайки получали специальные маркировки, обозначавшие
принадлежность их друг к другу. Любое смешение их вело к бесконечным затруднениям
и расходам, неэффективности и неразберихи – часть машинного парка должна
была постоянно использоваться для ремонта. Только тот, кто жил в относительно
ранние дни производства машин, может иметь правильное представление о неприятностях,
препятствиях и расходах, которые вызывало подобное положение, и только
тот правильно оценит великую заслугу, оказанную Модсли машиностроению”.
Теперь любой винт и любая гайка
одного диаметра подходили друг к другу вне зависимости от того, где они
были изготовлены. Это было начало стандартизации деталей, имевшей чрезвычайно
большое значение для машиностроения. Один из учеников Модсли, Джеймс Несмит,
в последующем сам сделавшийся выдающемся изобретателем, писал в своих воспоминаниях
о Модсли, как о зачинателе стандартизации. “Он перешел к распространению
важнейшего дела единообразия винтов. Можно назвать это усовершенствованием,
но вернее будет назвать это переворотом, произведенным Модсли в машиностроении.
До него не было никакой системы в соотношении между числом витков нарезки
винтов и их диаметром. Каждый болт и гайка были пригодны только друг для
друга и не имели ничего общего с болтом соседних размеров. Поэтому все
болты и соответствующие им гайки получали специальные маркировки, обозначавшие
принадлежность их друг к другу. Любое смешение их вело к бесконечным затруднениям
и расходам, неэффективности и неразберихи – часть машинного парка должна
была постоянно использоваться для ремонта. Только тот, кто жил в относительно
ранние дни производства машин, может иметь правильное представление о неприятностях,
препятствиях и расходах, которые вызывало подобное положение, и только
тот правильно оценит великую заслугу, оказанную Модсли машиностроению”.
В настоящее время широко известен токарный станок. История его создания начинается с 700-х годов н.э. Первые модели применялись для обработки древесины, 3 века спустя был создан агрегат для работы с металлами.
Первые упоминания
В 700-х годах н.э. был создан агрегат, частично напоминающий современный токарный станок. История его первого удачного запуска начинается с обработки древесины методом вращения заготовки. Ни одной детали установки не было сделано из металла. Поэтому надежность таких устройств довольна низкая.
В то время низкий КПД имел токарный станок. История производства восстановлена по сохранившимся чертежам, рисункам. Чтобы раскрутить заготовку требовалось 2 крепких подмастерья. Точность получаемых изделий невысокая.
Информацию об установках, отдаленно напоминающих токарный станок, история датирует 650 годом до н. э. Однако общим у этих машин был только принцип обработки — методом вращения. Остальные узлы были примитивны. Заготовка приводилась в движение в прямом смысле руками. Использовался рабский труд.
Созданные модели в 12 веке уже имели подобие привода и на них могли получить полноценное изделие. Однако держателей инструмента еще не было. Поэтому о высокой точности изделия было рано говорить.
Устройство первых моделей
Старинный токарный станок зажимал заготовку между центрами. Вращение осуществлялось руками всего на несколько оборотов. Неподвижным инструментом осуществлялся рез. Аналогичный принцип обработки присутствует в современных моделях.
В качестве привода для вращения заготовки мастера использовали: животных, лук со стрелами привязанный веревкой к изделию. Некоторые умельцы для этих целей строили подобие водяной мельницы. Но значительно повысить производительность так и не получалось.
Первый токарный станок имел деревянные части, и с увеличением количества узлов терялась надежность устройства. Водяные приспособления быстро теряли актуальность ввиду сложности ремонта. Только к 14 веку появился простейший привод, значительно упростивший процесс обработки.
Ранние приводные механизмы
Прошло несколько веков с изобретения токарного станка до реализации на нем простейшего приводного механизма. Представить его можно в виде жерди закрепленной посередине на станине поверх заготовки. Один конец очепа привязан веревкой, которая обернута вокруг заготовки. Второй закреплен с педалью для ног.
Этот механизм успешно работал, но не мог дать необходимую производительность. Принцип работы был построен на законах упругой деформации. При нажатии на педаль осуществлялось натяжение веревки, жердь изгибалась и испытывала значительное напряжение. Последнее передавалось заготовке, приводя ее в движение.
Провернув изделие на 1 или 2 оборота, жердь освобождалась и снова изгибалась. Педалью мастер регулировал постоянную работу очепа, заставляя непрерывно вращаться заготовку. Руки при этом были заняты инструментом, совершая обработку древесины.
Этот простейший механизм унаследовали следующие версии станков, которые уже имели кривошипно-шатунный механизм. Аналогичную конструкцию привода впоследствии имели механические швейные машинки 20-го века. На токарных станках при помощи кривошипа добились равномерного движения в одну сторону.
За счет равномерного движения мастера стали получать изделия правильной цилиндрической формы. Единственное чего не хватало — жесткости узлов: центров, державок инструмента, приводного механизма. Из дерева изготавливались держатели резцов, что приводило к их отжиму при обработке.
Но, несмотря на перечисленные недостатки, стало возможным выпускать даже шарообразные детали. Обработка металлов еще была затруднительным процессом. Даже мягкие сплавы вращением не поддавались реальному точению.
Положительным сдвигом в конструировании станков было внедрение универсальности в обработке: уже на одной машине выполнялась обработка заготовок различного диаметра и длины. Это достигалось регулируемыми держателями и центрами. Однако большие детали требовали значительных физических затрат мастера на реализацию вращение.
Многие умельцы приспособили маховик из чугуна и других тяжелых материалов. Использование силы инерции и притяжения облегчило труд обработчика. Однако промышленных масштабов достигнуть было еще сложно.
Металлические детали
Основной задачей изобретателей станков было повысить жесткость узлов. Началом технического перевооружения стало применение металлических центров, зажимающих заготовку. Позже уже внедрили шестеренчатые передачи из стальных деталей.
Металлические запчасти позволили создать винторезные станки. Жесткости уже хватало для обработки мягких металлов. Постепенно совершенствовались отдельные узлы:
- держатель заготовок, позже названный главным узлом — шпинделем;
- конусные упоры оснащались регулируемыми механизмами для изменения положения по длине;
- работа на токарном станке стала легче с изобретением металлического держателя инструмента, но требовался постоянный отвод стружки при повышении производительности;
- чугунная станина повысила жесткость конструкции, что позволило обрабатывать детали значительной длины.
С внедрением металлических узлов раскрутить заготовку становится сложнее. Изобретатели задумались о создании полноценного привода, желая исключить ручной труд человека. Система передач помогла осуществить задуманное. Паровой двигатель впервые был приспособлен для вращения заготовок. Ему предшествовал водяной двигатель.
Равномерность перемещения режущего инструмента осуществлялась червячной передачей при помощи рукоятки. Благодаря этому получалась более чистая поверхность детали. Сменные блоки позволили реализовать универсальную работу на токарном станке. Механизированные конструкции усовершенствовались столетиями. Но по сей день принцип работы узлов базируется на первых изобретениях.
Ученые изобретатели
В настоящий момент, покупая токарный станок, технические характеристики анализируют в первую очередь. В них приводятся основные возможности в обработке, габариты, жесткость, скорость производства. Ранее с модернизацией узлов постепенно вводились параметры, согласно которым модели сравнивали между собой.
Классификация машин помогала оценивать степень совершенства того или иного станка. После анализа собранных данных отечественный изобретатель времен Петра I-го, модернизировал предыдущие модели. Его детищем стал настоящий механизированный станок, позволяющий производить различные виды обработок тел вращения, нарезать резьбу.
Плюсом в конструкции Нартова была возможность изменять скорость вращения подвижного центра. Также им были предусмотрены сменные блоки шестерен. Внешний вид станка и устройство напоминают современный простейший токарный станок ТВ3, 4, 6. Аналогичные узлы имеют и современные обрабатывающие центры.
В 18-ом веке Андрей Нартов представил миру самоходный суппорт. передавал равномерное перемещение инструмента. Генри Модсли, английский изобретатель, представил свою версию важного узла к концу столетия. В его конструкции изменение скорости перемещения осей осуществлялось благодаря разному шагу резьбы ходового винта.
Основные узлы
Для обработки 3D-деталей резанием методом вращения идеально подходят токарные станки. Обзор современной машины содержит параметры и характеристики основных узлов:
- Станина — основной нагруженный элемент, рама станка. Изготавливают из прочных и твердых сплавов, преимущественно применяется перлит.
- Суппорт — остров для крепления вращающихся инструментальных головок либо статичного инструмента.
- Шпиндель — выступает в роли держателя заготовок. Основной мощный узел вращения.
- Дополнительные узлы: ШВП, оси скольжения, механизмы смазки, подачи СОЖ, воздухоотборники из рабочей зоны, охладители.
Современный токарный станок содержит приводные системы, состоящие из сложной электроники управления и двигателя чаще синхронного. Дополнительные опции позволяют убирать стружку из рабочей зоны, измерять инструмент, подавать СОЖ под давлением непосредственно в область реза. Механика станка подбирается индивидуально под задачи производства, от этого зависит и стоимость оборудования.
Суппорт содержит узлы для размещения подшипников, которые насажены на ШВП (шарико-винтовую пару). Также на нем монтируются элементы для контакта с направляющими скольжения. Смазка в современных станках подается автоматически, контролируется ее уровень в бачке.
В первых токарных станках перемещение инструмента осуществлял человек, он выбирал направление его движения. В современных моделях все манипуляции осуществляет контроллер. Понадобилось несколько веков для изобретения подобного узла. Электроника значительно расширила возможности обработки.
Управление
В последнее время распространены токарные станки с ЧПУ по металлу — с число-программным управлением. Контроллер управляет процессом реза, отслеживает положение осей, вычисляет движение по заложенным параметрам. В памяти хранится несколько этапов реза, вплоть до выхода готовой детали.
Токарные станки с ЧПУ по металлу могут иметь визуализацию процесса, что помогает проверить написанную программу до начала движения инструмента. Весь рез можно увидеть виртуально и вовремя исправить ошибки кода. Современная электроника контролирует нагрузку на оси. Последние версии программного обеспечения позволяют определить поломанный инструмент.
Методика контроля поломанных пластин на державке основана на сравнении графика нагрузок оси при нормальном режиме работы и при превышении аварийного порога. Отслеживание происходит в программе. Сведения для анализа контроллеру подает приводная система либо датчик мощности с возможностью оцифровки значений.
Датчики положения
Первые станки с электроникой имели концевики с микровыключателями для контроля крайних положений. Позже на винтопару стали устанавливать кодеры. В настоящее время используются высокоточные линейки, способные замерить люфт в несколько микрон.
Оснащаются круговыми датчиками и оси вращения. мог быть управляемым. Это требуется для реализации фрезерных функций, которые выполнялись приводным инструментом. Последний часто встраивался в револьверную головку.
Измерение целостности инструмента производится при помощи электронных щупов. Они же облегчают работу по поиску точек привязки для старта цикла реза. Зонды могут замерять геометрию получаемых контуров детали после обработки и автоматически вносить корректоры, закладываемые в повторную чистовую обработку.
Простейшая современная модель
Токарный станок ТВ 4 относится к учебным моделям с простейшим приводным механизмом. Все управление осуществляется вручную.
Рукоятки:
- регулируют положение инструмента относительно оси вращения;
- задают направления нарезания резьбы правой или левой;
- служат для изменения числа оборотов главного привода;
- определяют шаг резьбы;
- включают продольное перемещение инструмента;
- отвечают за крепление узлов: задней бабки и ее пиноли, головки с резцами.
Маховики перемещают узлы:
- пиноль задней бабки;
- каретку продольную.
В конструкции предусмотрена цепь освещения рабочей зоны. Система безопасности в виде защитного экрана предохраняет работников от попадания стружки. Конструкция станка компактная, что позволяет его использовать в учебных классах, помещениях сервиса.
Токарно-винторезный станок ТВ4 относится к простым конструкциям, где предусмотрены все необходимые узлы полноценной конструкции по обработке металлов. Шпиндель имеет привод через коробку передач. Инструмент закреплен на суппорте с механической подачей, приводится в движение винтопарой.
Размеры
Шпинделем управляет асинхронный двигатель. Максимальный размер заготовки может быть в диаметре:
- не более 125 мм, если проводить обработку над суппортом;
- не более 200 мм, если обработка проводится над станиной.
Длина заготовки зажимаемой в центрах не более 350 мм. В сборе станок весит280 кг, максимальные обороты шпинделя 710 об/мин. Эта скорость вращения является определяющей при чистовой обработке. Питание производится от сети 220В частотой 50 Гц.
Особенности модели
Коробка скоростей станка ТВ4 связана с двигателем шпинделя клиноременной передачей. На шпиндель же вращение передается от коробки через ряд шестерней. Направление вращения заготовки легко меняется фазировкой главного двигателя.
Гитара служит для осуществления передачи вращения от шпинделя к суппортам. Имеется возможность переключать 3 скорости подачи. Соответственно нарезается три разного типа метрические резьбы. Плавность и равномерность хода обеспечивает ходовой винт.
Рукоятками задается направление вращения винтопары передней бабки. Также рукоятками задаются скорости подач. Суппорт ходит только в продольном направлении. Узлы следует смазывать согласно регламентам станка вручную. Шестерни же забирают смазку из ванны, в которой они работают.
На станке реализована возможность работы вручную. Для этого используются маховики. Происходит зацепление реечной шестерни и зубчатой рейкой. Последняя прикручена к станине. Такая конструкция позволяет при необходимости включать ручное управление станком. Аналогичный маховик применяется для перемещения пиноли задней бабки.
Детские годы жизни
Отец Модсли, которого также звали Генри, работал мастером по ремонту колёс и кузовов карет в Royal Engineers (англ. ). После ранения в бою он стал кладовщиком в Royal Arsenal (англ. ), расположенном в Вулидже , южном районе Лондона , предприятии, производящем вооружение, боеприпасы и взрывчатые вещества, а также проводящем научные исследования для британских вооруженных сил. Там он женился на молодой вдове, Маргарет Лонди, у них было семь детей, среди которых молодой Генри был пятым ребёнком. В 1780 году отец Генри умер. Как и многие дети той эпохи, Генри с раннего возраста начал работать на производстве, в возрасте 12 лет он был «порошковой обезьяной», одним из мальчиков, нанятых для засыпки патронов в Арсенале (Royal Arsenal (англ. ). Два года спустя он был переведён в столярную мастерскую, укомплектованную штамповочным кузнечным прессом, где в возрасте пятнадцати лет начал обучаться кузнечному ремеслу.
Карьера
Один из известных токарно-винторезных станков Модсли, создан примерно между 1797 и 1800 годом.
В 1800 году Модсли разработал первый промышленный металлорежущий станок, позволяющий стандартизировать размеры резьбы. Это позволило внедрить концепцию взаимозаменяемости, чтобы применять на практике гайки и болты. До него резьбу, как правило, набивали квалифицированные работники очень примитивным способом – размечали на заготовке болта канавку, а потом прорезали её используя зубило , напильник и различные другие инструменты. Соответственно – гайки и болты получались нестандартной формы и размера, и такой болт подходил исключительно к гайке, которую для него изготовили. Гайки применялись редко, металлические винты применялись в основном при работах по дереву, для соединения отдельных блоков. Металлические болты, проходящие через обрамление древесины, для крепежа с другой стороны заклинивались или на край болта надевалась металлическая шайба и конец болта развальцовывался. Модсли для использования в своей мастерской стандартизировал процесс изготовления резьбы и выпустил наборы метчиков и плашек , таким образом, любой болт соответствующего размера подходил к любой гайке того же размера. Это было большим шагом вперёд в техническом прогрессе и производстве оборудования .
Модсли впервые изобрёл микрометр с точностью измерения до одной десятитысячной доли дюйма (0.0001 в ≈ 3 мкм). Он назвал его «лордом-канцлером», поскольку им пользовались, чтобы уладить любые вопросы относительно точности измерения деталей в его мастерских.
В преклонном возрасте Модсли проявил интерес к астрономии и начал строить телескоп . Он намеревался купить дом в одном из районов Лондона и построить частную обсерваторию, но заболел и умер прежде, чем смог осуществить свой план. В январе 1831 года он простудился во время пересечения Ла-Манша , возвращаясь после посещения своего друга во Франции. Генри болел 4 недели и умер 14 февраля 1831. Его похоронили на приходском кладбище церкви св. Марии Магдалины (англ. ) в Вулидже (Южный Лондон), где по его проекту был воздвигнут чугунный мемориал семьи Модсли, отлитый на заводе в Ламбете . В дальнейшем на этом кладбище похоронили 14 членов его семьи.
Многие выдающиеся инженеры обучались в мастерской Генри, в том числе Ричард Робертс (англ. ) , Дэвид Нейпир, Джозеф Клемент (англ. ), сэр Джозеф Витуорт , Джеймс Несмит (изобретатель парового молота), Джошуа Филд (англ. ) и Уильям Мьюир.
Генри Модсли внёс свой вклад в развитие машиностроения, когда оно ещё только зарождалось, основное его новаторство было в создании станков, которые потом будут использоваться в технических мастерских по всему миру.
Компания Модсли была одной из самых важных британских инженерных мануфактур девятнадцатого века и просуществовала до 1904 года.
Литература
Примечания
Категории:
- Персоналии по алфавиту
- Учёные по алфавиту
- Родившиеся 22 августа
- Родившиеся в 1771 году
- Умершие 14 февраля
- Умершие в 1831 году
- Умершие в Великобритании
- Механики по алфавиту
- Механики Великобритании
- Механики XIX века
- Инженеры Великобритании
Wikimedia Foundation . 2010 .
Смотреть что такое “Модсли, Генри” в других словарях:
I (Maudslay) (1771 1831), английский механик и промышленник. Создал токарно винторезный станок с механизированным суппортом (1797), механизировал производство винтов, гаек и др. II (Maudsley) (1835 1918), английский психиатр и философ позитивист … Энциклопедический словарь
МОДСЛИ (Maudslay) Генри (1771 1831), английский механик и промышленник. Создал токарно винторезный станок с механизированным суппортом (1797), механизировал производство винтов, гаек и др … Энциклопедический словарь
МОДСЛИ (Maudsley) Генри (1835 1918), английский психиатр и философ позитивист, один из основоположников детской психиатрии и эволюционного направления в психиатрии … Энциклопедический словарь
| Генри Модсли | |
| Henry Maudslay | |
| 220px | |
| Дата рождения: | |
|---|---|
| Место рождения: | Ошибка Lua в Модуль:Wikidata на строке 170: attempt to index field “wikibase” (a nil value). |
| Дата смерти: | Ошибка Lua в Модуль:Wikidata на строке 170: attempt to index field “wikibase” (a nil value). |
| Место смерти: | |
| Страна: | Ошибка Lua в Модуль:Wikidata на строке 170: attempt to index field “wikibase” (a nil value). |
| Научная сфера: | |
| Место работы: | Ошибка Lua в Модуль:Wikidata на строке 170: attempt to index field “wikibase” (a nil value). |
| Учёная степень: | Ошибка Lua в Модуль:Wikidata на строке 170: attempt to index field “wikibase” (a nil value). |
| Учёное звание: | Ошибка Lua в Модуль:Wikidata на строке 170: attempt to index field “wikibase” (a nil value). |
| Альма-матер : | Ошибка Lua в Модуль:Wikidata на строке 170: attempt to index field “wikibase” (a nil value). |
| Научный руководитель: | Ошибка Lua в Модуль:Wikidata на строке 170: attempt to index field “wikibase” (a nil value). |
| Известные ученики: | Ошибка Lua в Модуль:Wikidata на строке 170: attempt to index field “wikibase” (a nil value). |
| Известен как: | Ошибка Lua в Модуль:Wikidata на строке 170: attempt to index field “wikibase” (a nil value). |
| Известна как: | Ошибка Lua в Модуль:Wikidata на строке 170: attempt to index field “wikibase” (a nil value). |
| Награды и премии: | Ошибка Lua в Модуль:Wikidata на строке 170: attempt to index field “wikibase” (a nil value). |
| Сайт: | Ошибка Lua в Модуль:Wikidata на строке 170: attempt to index field “wikibase” (a nil value). |
| Подпись: | Ошибка Lua в Модуль:Wikidata на строке 170: attempt to index field “wikibase” (a nil value). |
| [[Ошибка Lua в Модуль:Wikidata/Interproject на строке 17: attempt to index field “wikibase” (a nil value). |Произведения]] в Викитеке | |
| Ошибка Lua в Модуль:Wikidata на строке 170: attempt to index field “wikibase” (a nil value). | |
Детские годы жизни
Отец Модсли, которого также звали Генри, работал мастером по ремонту колёс и кузовов карет в Royal Engineers (англ. ). После ранения в бою он стал кладовщиком в Royal Arsenal (англ. ), расположенном в Вулидже , южном районе Лондона , предприятии, производящем вооружение, боеприпасы и взрывчатые вещества, а также проводящем научные исследования для британских вооруженных сил. Там он женился на молодой вдове, Маргарет Лонди, у них было семь детей, среди которых молодой Генри был пятым ребёнком. В 1780 году отец Генри умер. Как и многие дети той эпохи, Генри с раннего возраста начал работать на производстве, в возрасте 12 лет он был «порошковой обезьяной», одним из мальчиков, нанятых для засыпки патронов в Арсенале (Royal Arsenal (англ. ). Два года спустя он был переведён в столярную мастерскую, укомплектованную штамповочным кузнечным прессом, где в возрасте пятнадцати лет начал обучаться кузнечному ремеслу.
Карьера
В 1800 году Модсли разработал первый промышленный металлорежущий станок, позволяющий стандартизировать размеры резьбы. Это позволило внедрить концепцию взаимозаменяемости, чтобы применять на практике гайки и болты. До него резьбу, как правило, набивали квалифицированные работники очень примитивным способом – размечали на заготовке болта канавку, а потом прорезали её, используя зубило , напильник и различные другие инструменты. Соответственно – гайки и болты получались нестандартной формы и размера, и такой болт подходил исключительно к гайке, которую для него изготовили. Гайки применялись редко, металлические винты применялись, в основном, при работах по дереву, для соединения отдельных блоков. Металлические болты, проходящие через обрамление древесины, для крепежа с другой стороны заклинивались, или на край болта надевалась металлическая шайба, и конец болта развальцовывался. Модсли для использования в своей мастерской стандартизировал процесс изготовления резьбы и выпустил наборы метчиков и плашек , таким образом, любой болт соответствующего размера подходил к любой гайке того же размера. Это было большим шагом вперёд в техническом прогрессе и производстве оборудования .
Модсли впервые изобрёл микрометр с точностью измерения до одной десятитысячной доли дюйма (0.0001 в ≈ 3 мкм). Он назвал его «лордом-канцлером», поскольку им пользовались, чтобы уладить любые вопросы относительно точности измерения деталей в его мастерских.
В преклонном возрасте Модсли проявил интерес к астрономии и начал строить телескоп . Он намеревался купить дом в одном из районов Лондона и построить частную обсерваторию, но заболел и умер прежде, чем смог осуществить свой план. В январе 1831 года он простудился во время пересечения Ла-Манша , возвращаясь после посещения своего друга во Франции. Генри болел 4 недели и умер 14 февраля 1831. Его похоронили на приходском кладбище церкви св. Марии Магдалины (англ. ) в Вулидже (Южный Лондон), где по его проекту был воздвигнут чугунный мемориал семьи Модсли, отлитый на заводе в Ламбете . В дальнейшем на этом кладбище похоронили 14 членов его семьи.
Многие выдающиеся инженеры обучались в мастерской Генри, в том числе Ричард Робертс (англ. ) , Дэвид Нейпир, Джозеф Клемент (англ. ), сэр Джозеф Витуорт , Джеймс Несмит (изобретатель парового молота), Джошуа Филд (англ. ) и Уильям Мьюир.
Генри Модсли внёс свой вклад в развитие машиностроения, когда оно ещё только зарождалось, основное его новаторство было в создании станков, которые потом будут использоваться в технических мастерских по всему миру.
Компания Модсли была одной из самых важных британских инженерных мануфактур девятнадцатого века и просуществовала до 1904 года.
Напишите отзыв о статье “Модсли, Генри”
Литература
Примечания
Отрывок, характеризующий Модсли, Генри
Подвести моих новых гостей я никоим образом не могла…На следующий день была пятница, и моя бабушка, как обычно собиралась на рынок, что она делала почти каждую неделю, хотя, если честно, большой надобности в этом не было, так как очень многие фрукты и овощи росли в нашем саду, а остальными продуктами обычно были битком набиты все ближайшие продовольственные магазины. Поэтому, такой еженедельный «поход» на рынок наверняка был просто-напросто символичным – бабушка иногда любила просто «проветриться», встречаясь со своими друзьями и знакомыми, а также принести всем нам с рынка что-то «особенно вкусненькое» на выходные дни.
Я долго крутилась вокруг неё, ничего не в силах придумать, как бабушка вдруг спокойно спросила:
– Ну и что тебе не сидится, или приспичило что?..
– Мне уйти надо! – обрадовавшись неожиданной помощи, выпалила я. – Надолго.
– Для других или для себя? – прищурившись спросила бабушка.
– Для других, и мне очень надо, я слово дала!
Бабушка, как всегда, изучающе на меня посмотрела (мало кто любил этот её взгляд – казалось, что она заглядывает прямо тебе в душу) и наконец сказала:
– К обеду чтобы была дома, не позже. Этого достаточно?
Я только кивнула, чуть не подпрыгивая от радости. Не думала, что всё обойдётся так легко. Бабушка часто меня по-настоящему удивляла – казалось, она всегда знала, когда дело было серьёзно, а когда был просто каприз, и обычно, по-возможности, всегда мне помогала. Я была очень ей благодарна за её веру в меня и мои странноватые поступки. Иногда я даже была почти что уверена, что она точно знала, что я делала и куда шла… Хотя, может и вправду знала, только я никогда её об этом не спрашивала?..
Мы вышли из дома вместе, как будто я тоже собиралась идти с ней на рынок, а за первым же поворотом дружно расстались, и каждая уже пошла своей дорогой и по своим делам…
Дом, в котором всё ещё жил отец маленькой Вэсты был в первом у нас строящемся «новом районе» (так называли первые многоэтажки) и находился от нас примерно в сорока минутах быстрой ходьбы. Ходить я очень любила всегда, и это не доставляло мне никаких неудобств. Только я очень не любила сам этот новый район, потому что дома в нём строились, как спичечные коробки – все одинаковые и безликие. И так как место это только-только ещё начинало застраиваться, то в нём не было ни одного дерева или любой какой-нибудь «зелени», и оно было похожим на каменно-асфальтовый макет какого-то уродливого, ненастоящего городка. Всё было холодным и бездушным, и чувствовала я себя там всегда очень плохо – казалось, там мне просто не было чем дышать…
И ещё, найти номера домов, даже при самом большом желании, там было почти что невозможно. Как, например, в тот момент я стояла между домами № 2 и № 26, и никак не могла понять, как же такое может быть?!. И гадала, где же мой «пропавший» дом № 12?.. В этом не было никакой логики, и я никак не могла понять, как люди в таком хаосе могут жить?
Наконец-то с чужой помощью мне удалось каким-то образом найти нужный дом, и я уже стояла у закрытой двери, гадая, как же встретит меня этот совершенно мне незнакомый человек?..
Я встречала таким же образом много чужих, неизвестных мне людей, и это всегда вначале требовало большого нервного напряжения. Я никогда не чувствовала себя комфортно, врываясь в чью то частную жизнь, поэтому, каждый такой «поход» всегда казался мне чуточку сумасшедшим. И ещё я прекрасно понимала, как дико это должно было звучать для тех, кто буквально только что потерял родного им человека, а какая-то маленькая девочка вдруг вторгалась в их жизнь, и заявляла, что может помочь им поговорить с умершей женой, сестрой, сыном, матерью, отцом… Согласитесь – это должно было звучать для них абсолютно и полностью ненормально! И, если честно, я до сих пор не могу понять, почему эти люди слушали меня вообще?!.
Так и сейчас я стояла у незнакомой двери, не решаясь позвонить и не представляя, что меня за ней ждёт. Но тут же вспомнив Кристину и Вэсту и мысленно обругав себя за свою трусость, я усилием воли заставила себя поднять чуть дрожавшую руку и нажать кнопку звонка…
За дверью очень долго никто не отвечал. Я уже собралась было уйти, как дверь внезапно рывком распахнулась, и на пороге появился, видимо бывший когда-то красивым, молодой мужчина. Сейчас, к сожалению, впечатление от него было скорее неприятное, потому, что он был попросту очень сильно пьян…
Мне стало страшно, и первая мысль была побыстрее оттуда уйти. Но рядом со мной, я чувствовала бушующие эмоции двух очень взволнованных существ, которые готовы были пожертвовать бог знает чем, только бы этот пьяный и несчастный, но такой родной и единственный им человек наконец-то хоть на минуту их услышал….
– Ну, чего тебе?! – довольно агрессивно начал он.
Он был по-настоящему очень сильно пьян и всё время качался из стороны в сторону, не имея сил крепко держаться на ногах. И тут только до меня дошло, что значили слова Вэсты, что папа бывает «не настоящим»!.. Видимо девчушка видела его в таком же состоянии, и это никак не напоминало ей того, её папу, которого она знала и любила всю свою коротенькую жизнь. Вот поэтому-то, она и называла его «не настоящим»…
Генри Модсли (англ. Henry Maudslay; 22 августа 1771 года – 14 февраля 1831 года) – британский изобретатель инструментов, штампов и станков, считается одним из создателей токарно-винторезного станка.
Детские годы жизни
Отец Модсли, которого также звали Генри, работал мастером по ремонту колёс и кузовов карет в Royal Engineers. После ранения в бою он стал кладовщиком в Royal Arsenal, расположенном в Вулидже, южном районе Лондона, предприятии, производящем вооружение, боеприпасы и взрывчатые вещества, а также проводящем научные исследования для британских вооруженных сил. Там он женился на молодой вдове, Маргарет Лонди, у них было семь детей, среди которых молодой Генри был пятым ребёнком. В 1780 году отец Генри умер. Как и многие дети той эпохи, Генри с раннего возраста начал работать на производстве, в возрасте 12 лет он был «порошковой обезьяной», одним из мальчиков, нанятых для засыпки патронов в Арсенале (Royal Arsenal. Два года спустя он был переведён в столярную мастерскую, укомплектованную штамповочным кузнечным прессом, где в возрасте пятнадцати лет начал обучаться кузнечному ремеслу.
Карьера
В 1800 году Модсли разработал первый промышленный металлорежущий станок, позволяющий стандартизировать размеры резьбы. Это позволило внедрить концепцию взаимозаменяемости, чтобы применять на практике гайки и болты. До него резьбу, как правило, набивали квалифицированные работники очень примитивным способом – размечали на заготовке болта канавку, а потом прорезали её, используя зубило, напильник и различные другие инструменты. Соответственно – гайки и болты получались нестандартной формы и размера, и такой болт подходил исключительно к гайке, которую для него изготовили. Гайки применялись редко, металлические винты применялись, в основном, при работах по дереву, для соединения отдельных блоков. Металлические болты, проходящие через обрамление древесины, для крепежа с другой стороны заклинивались, или на край болта надевалась металлическая шайба, и конец болта развальцовывался. Модсли для использования в своей мастерской стандартизировал процесс изготовления резьбы и выпустил наборы метчиков и плашек, таким образом, любой болт соответствующего размера подходил к любой гайке того же размера. Это было большим шагом вперёд в техническом прогрессе и производстве оборудования.
Модсли впервые изобрёл микрометр с точностью измерения до одной десятитысячной доли дюйма (0.0001 в 3 мкм). Он назвал его «лордом-канцлером», поскольку им пользовались, чтобы уладить любые вопросы относительно точности измерения деталей в его мастерских.
В преклонном возрасте Модсли проявил интерес к астрономии и начал строить телескоп. Он намеревался купить дом в одном из районов Лондона и построить частную обсерваторию, но заболел и умер прежде, чем смог осуществить свой план. В январе 1831 года он простудился во время пересечения Ла-Манша, возвращаясь после посещения своего друга во Франции. Генри болел 4 недели и умер 14 февраля 1831. Его похоронили на приходском кладбище церкви св. Марии Магдалины в Вулидже (Южный Лондон), где по его проекту был воздвигнут чугунный мемориал семьи Модсли, отлитый на заводе в Ламбете. В дальнейшем на этом кладбище похоронили 14 членов его семьи.
Многие выдающиеся инженеры обучались в мастерской Генри, в том числе Ричард Робертс, Дэвид Нейпир, Джозеф Клемент, сэр Джозеф Витуорт, Джеймс Несмит (изобретатель парового молота), Джошуа Филд и Уильям Мьюир.
Генри Модсли внёс свой вклад в развитие машиностроения, когда оно ещё только зарождалось, основное его новаторство было в создании станков, которые потом будут использоваться в технических мастерских по всему миру.
Компания Модсли была одной из самых важных британских инженерных мануфактур девятнадцатого века и просуществовала до 1904 года.
Литература
- John Cantrell and Gillian Cookson, eds., Henry Maudslay and the Pioneers of the Machine Age, 2002, Tempus Publishing, Ltd, pb., (ISBN 0-7524-2766-0)
- Генри Модсли / Ф. Н. Загорский, И. М. Загорская, Издательство: Наука – 1981 г. – 144 с.,
Какое значение имело изобретение Модсли-токарный станок?
Согласно дошедших до нас сведений токарный станок был изобретен примерно в середине седьмого столетия до нашей эры. Между двумя соосно установленными центрами зажималась заготовка из кости или дерева. Подмастерье вращал заготовку, а мастер прижимал резец к заготовке в нужном месте и снимал стружку, пока заготовка не приобретала требуемую форму. Позже заготовку приводили в движение с помощью лука с провисающей тетивой. Ее оборачивали петлей вокруг заготовки. Когда лук начинали двигать, словно пилу при распилке бревен, заготовка начинала вращаться вокруг своей оси то в одну, то в другую сторону. В XIV — XV веках получили распространение токарные станки, имевшие ножной привод. Упругая жердь (очеп) крепилась консольно над станком. На конец жерди крепили бечевку, обернутую на один оборот вокруг заготовки. Нижний конец бечевки крепили к педали. Когда на педаль нажимали, натягивалась бечевка и заготовка делала 1-2 оборота, а жердь сгибалась. Если педаль отпускали, жердь выпрямлялась и подтягивала бечевку вверх, заготовка совершала 1-2 оборота, но в другую сторону. К 1430 году очеп заменили механизмом, состоящим их педали, кривошипа и шатуна. Получился привод, аналогичный ножному приводу в швейной машинке XX-го столетия. Теперь заготовка в течение всего процесса не совершала колебательного движения, как раньше, а вращалась в одну сторону. В 1500 г. на станке уже были стальные центры и люнет, позволившие обрабатывать достаточно сложные детали. Однако маломощный привод и недостаточная сила в руке рабочего делали обработку металла малоэффективной. Появление водяных приводов оказало большое влияние на повышение эффективности в металлообработке. В середине XVI века был изобретен токарный станок для нарезки конических и цилиндрических винтов. Его изобрел Жак Бессон. Со временем токарные станки стали часто использовать для нарезки металлов, а не дерева. Возникла необходимость в жестком креплении резца и механизированного передвижения его по обрабатываемой поверхности. Проблема самоходного суппорта разрешилась с изобретением А. К. Нартовым в 1712 году токарно-копировального станка. Во второй половине XVIII века значительно расширилась сфера использования металлорежущих станков, начались усиленные поиски универсального токарного станка. Проблема механизированного передвижения резца стала особенно острой, когда приходилось нарезать резьбу, изготавливать зубчатые колеса, наносить на предметы роскоши сложные узоры. А. К. Нартов успешно решил вопрос механизации операции. Копировальный палец и суппорт двигались благодаря одному ходовому винту, но шаг нарезки под копиром и резцом были разные. Соответственно была решена проблема автоматического передвижения суппорта вдоль оси заготовки. Поперечная подача пока отсутствовала, ее заменило качание системы «копир-заготовка». Над созданием совершенного суппорта трудились многие изобретатели, наиболее удачную конструкцию изобрел англичанин Г. Модсли. В 1798 году он улучшил конструкцию суппорта и изобрел универсальный токарный станок. В 1800 году станок был усовершенствован и создан новый вариант, включавший все детали, имеющиеся на токарно-винторезных станках и сегодня. Модсли впервые применил стандартизацию резьб на гайках и винтах и стал выпускать наборы плашек и метчиков для нарезания резьбы. Ученик изобретателя Р. Робертс установил ходовой винт перед станиной, на переднюю панель станка вынес ручки управления, добавил зубчатый перебор, улучшив тем самым токарный станок. Еще один сотрудник Модсли — Клемент изобрел лоботокарный станок, позволивший обрабатывать детали с большим диаметром. Д. Витворт изобрел в 1835 г. в поперечном направлении автоматическую подачу, связанную с механизмом продольной подачи. На этом принципиальное совершенствование токарного станка было завершено. Наступил период автоматизации токарных станков.
Токарные станки. История :: ТОЧМЕХ
История относит изобретение токарного станка к 650 г. до н. э. Он представлял собой два установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму.
Позднее для приведения заготовки в движение на «токарном» применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону.
В XIV — XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа — упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один — два оборота, а жердь — согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку, и заготовка делала те же обороты в другую сторону.
Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения.
В 1500 г. уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами.
На них обрабатывали довольно сложные детали, представляющие собой тела вращения, — вплоть до шара. Но привод был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую в движение, более мощным двигателем.
В середине XVI Жак Бессон (умер в 1569 г.) — изобрел токарный станок для нарезки цилиндрических и конических винтов.
В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра первого, изобретает оригинальный токарный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка .
В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше, держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном А. К. Нартова в 1712 г.
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением сферы применения металлорежущих и поисками удовлетворительной схемы универсального токарного станка , который мог бы использоваться в различных целях.
В 1751 г. Ж. Вокансон во Франции построил токарный станок, который по своим техническим данным уже походил на универсальный. Он был выполнен из металла, имел мощную станину, два металлических центра, две направляющие V-образной формы, медный суппорт, обеспечивающий механизированное перемещение инструмента в продольном и поперечном направлениях. В то же время в этом токарном отсутствовала система зажима заготовки в патроне, хотя это устройство существовало в других конструкциях . Здесь предусматривалось крепление заготовки только в центрах. Расстояние между центрами можно было менять в пределах 10 см. Поэтому обрабатывать на токарном Вокансона можно было лишь детали примерно одинаковой длины.
В 1778 г. англичанин Д. Рамедон разработал два типа токарных для нарезания резьб. В одном вдоль вращаемой заготовки по параллельным направляющим передвигался алмазный режущий инструмент, скорость перемещения которого задавалась вращением эталонного винта. Сменные шестерни позволяли получать резьбы с разным шагом. Второй токарный станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку.
В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов. Конструктор предусмотрел сменные шестерни, большой ходовой винт, простой механизированный суппорт. Токарный станок был лишен каких-либо украшений, которыми любили украшать свои изделия мастера прежде.
Накопленный опыт позволил к концу XVIII века создать универсальный токарный станок, ставший основой машиностроения. Его автором стал Генри Модсли. В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798 г., основав собственную мастерскую по производству токарных , он значительно улучшил суппорт, что позволило создать вариант универсального токарного станка .
В 1800 г. Модсли усовершенствовал этот токарный станок, а затем создал и третий вариант, содержавший все элементы, которые имеют токарные станки сегодня. При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.
Одним из учеников и продолжателей дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил ходовой винт перед станиной, добавил зубчатый перебор, ручки управления вынес на переднюю панель токарного станка , что сделало более удобным управление станком. Этот токарный станок работал до 1909 г.
Другой бывший сотрудник Модсли — Д. Клемент создал токарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости вращения детали и постоянной скорости подачи по мере движения резца от периферии к центру скорость резания будет падать, и создал систему увеличения скорости.
В 1835 г. Д. Витворт изобрел автоматическую подачу в поперечном направлении, которая была связана с механизмом продольной подачи. Этим было завершено принципиальное совершенствование токарных .
Следующий этап — автоматизация токарных . Здесь пальма первенства принадлежала американцам. В США развитие техники обработки металлов началось позднее, чем в Европе. Американские токарные станки первой половины XIХ в. значительно уступали м Модсли.
Во второй половине XIХ в. качество американских токарных было уже достаточно высоким. Токарные станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. В токарных х имелись элементы автоматики — автоматический останов токарного станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т.д.
Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации — револьверного . В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность при изготовлении серийной продукции. Это был серьезный шаг к созданию -автоматов.
В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан.
Первый универсальный токарный автомат изобрел в 1873г. Хр. Спенсер.
Другие статьи по сходной тематике
Кто изобрел первый автоматический станок
Введение.
Токарные станки были изобретены и применялись еще в глубокой древности. Они были очень просты по устройству, весьма несовершенны в работе и имели вначале ручной, а впоследствии ножной привод.
Целью моего доклада является изучение истории создания токарного станка.
Для достижения данной цели мне потребовалось решить ряд задач:
· найти информацию о создателе станка;
· изучить историю его создания.
Данная тема является актуальной в связи с тем, что токарный станок стал неотъемлемой частью машиностроения, которое является одной из основных отраслей современного мира.
Глава 1. Создание токарно-винторезного станка
1.1. История и краткое описание токарных станков
История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму. Позднее для приведения заготовки в движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону.
В 14-15 веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа – упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один – два оборота, а жердь – согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку, и заготовка делала те же обороты в другую сторону.
Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в 20 веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения.
В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами.
На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, – вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки.
В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.
Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины 14 в. водяные приводы стали распространяться в металлообработке.
В середине 16 века Жак Бессон изобрел токарный станок для нарезки цилиндрических и конических винтов.
В 17 в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше, держал в руке токарь. В начале 18 в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном станке А.К.Нартова в 1712 г. Он изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес.
Глава 2. Создание токарно-винторезного станка с механизированным суппортом
Кто создал токарно-винторезный станок?
Генри Модсли-английский механик и промышленник, создал токарно-винторезный станок с механизированным суппортом (1797), механизировал производство винтов, гаек и др. Ранние годы провел в Вулвиче под Лондоном. В 12 лет стал работать набивальщиком патронов в Вулвичском арсенале, а в 18 лет он лучший кузнец арсенала и слесарь-механик, в мастерской Дж. Брама – лучшей мастерской Лондона. Позже открыл собственную мастерскую, потом завод в Ламбете. Создал “Лабораторию Модсли”. Дизайнер. Машиностроитель. Создал механизированный суппорт токарного станка, собственной конструкции. Придумал оригинальный набор сменных зубчатых колес. Изобрел поперечно-строгальный станок с кривошипно-шатунным механизмом. Создал или усовершенствовал большое количество различных металлорежущих станков. Строил для России паровые корабельный машины. С начала XIX века начался постепенный переворот в машиностроении. На место старому токарному станку один за другим приходят новые высокоточные автоматические станки, оснащенные суппортами. Начало этой революции положил токарный винторезный станок английского механика Генри Модсли, позволявший автоматически вытачивать винты и болты с любой нарезкой.
Предыстория появления первых станков начинается с древнейших исторических периодов, когда наши предки, обладавшие примитивными орудиями-инструментами (главным образом из камня), просверливали отверстия, например, для насаживания молота или топора на палку. И уже тогда возникло устройство, которое сооружалось примерно следующим незамысловатым образом. Из прочного дерева вырезался стержень, один конец которого заострялся. Этим заостренным концом стержень упирался в углубление в камне, наполненное мелкозернистым песком. Вокруг стержня спирально закручивалась тетива лука. При приведении лука в движение стержень начинал вращаться (как сверло), что обеспечивало шлифование углубления с помощью песка. В результате в камне просверливалось отверстие.
В древние века в Греции и Риме также существовали приспособления для обработки керамики и дерева. По утверждению историка Плиния, некий Феодор, житель острова Самоса (в Эгейском море), за 400 лет до нашей эры с успехом применял устройство, на котором обтачивались механически вращавшиеся (от ножного привода) изделия из металла. Сохранились до нашего времени свидетельствующие об этом древние украшения.
Трудно судить, в какой мере Плиний правдиво описал достижения Феодора, отнеся на его счет изобретение механического приспособления для вращения укрепленной между двумя бабками металлической детали, подвергаемой точению. Однако и другие исторические памятники подтверждают факт применения таких устройств в древнем мире. Наиболее древними и наиболее распространенными являлись устройства и станки для токарной обработки и процессов сверления. Все остальные группы и виды станков являлись как бы производными от этих двух основных видов орудий обработки.
Так, еще в древнем Египте применялся токарный “станок” с лучковым ручным приводом. На этом устройстве обтачивались каменные и деревянные изделия. В этом далеком прообразе современных станков уже фигурировали в зародыше такие основные конструктивные элементы станка, как станина, бабки, подставки для резцов и др. В работе “станка” активное участие принимали обе руки рабочего. Возвратное вращение изделия, подача резца требовали приложения больших физических усилий человека. Эти “станки” с небольшими модификациями в течение многих веков применялись в разных странах мира.
В дальнейшем устройство для точения претерпело ряд конструктивных изменений. Оно приводилось в движение уже ногой человека и привязывалось бичевой к двум соседним деревьям. Обрабатываемое изделие крепилось между двумя, привязанными к стволам деревьев, отточенными колами.
Вращение изделия осуществлялось веревкой, верхний конец которой был привязан к пружинящей ветке дерева, посередине веревка обвивала изделие, а нижний конец веревки заканчивался петлей. Человек вставлял ногу в петлю, и, нажимая и отпуская веревку, приводил изделие во вращательное движение. Это токарное устройство применялось очень долго в самых разнообразных модификациях.
В начале XV века основание токарного станка представляло собой деревянную скамейку. На скамейке-станине находилось две бабки, соединенные бруском, служившим опорой для резца. Это избавляло токаря от необходимости держать резец на весу. Детали станка изготовлялись из дерева. Над станком свешивалась укрепленная на столбе гибкая жердь. К концу жерди прикреплялась веревка. Веревка обвивалась вокруг вала, спускалась вниз и привязывалась к деревянной педали. Нажимая на педаль, токарь приводил во вращение деталь. Когда токарь отпускал педаль, гибкая жердь тянула веревку назад. При этом заготовка вращалась в обратную сторону, так что токарю приходилось, как и в лучковых станках, попеременно то прижимать, то отодвигать резец.
До нашего времени сохранился токарный станок XVI века императора Максимилиана I. Станок в основном был изготовлен также из дерева, но центры для установки изделия у него были металлические. Этот станок (изготовленный в 1518 г.) уже имел люнет с рамкой для направления изделия. Подвижная рамка регулировалась винтом. Люнет станка был изготовлен из бронзы. Ножной веревочный привод с пружинящей жердью ничем не отличался от описанного выше.
В сохранившихся записях Леонардо да Винчи имеется ряд чертежей токарных станков, хотя все эти станки построены не были.
В 70-х годах XVI века французским королем Карлом IV была выдана мастеру Жаку Бессону привилегия на токарный станок для нарезания резьбы. В этом станке имелись три бабки. Две малые бабки давали направление коробке с ходовым винтом. Сама коробка, проходя через третью (левую на рисунке) бабку, держала вертикальную стойку с резцом. Изделие устанавливалось между левой стойкой станка и большой бабкой. Средняя бабка являлась гайкой ходового винта. На рисунке видна подвеска вертикального стержня с резцом на продольной бабке, подвешенной через две системы блоков на грузах. На холостом ходу нижняя бабка опускалась и резец отходил от изделия. При одновременном вращении рабочими ветвями веревок ходового винта и изделия резец нарезал резьбу на последнем. По мере нарезания резьбы ставились резцы с постепенно увеличивающимися коленами.
Результат работы на таких станках всецело зависел от умения и глазомера токаря.
В начале XVII века начинают применяться станки с непрерывным канатным ручным приводом от маховика, расположенного за станком. На следующем рисунке показан токарный станок, описанный в книге Соломона де Ко, изданной во Франции в 1615 г. На этом станке обрабатывались торцы изделия, причем опора каретки прижималась к копиру грузами.
На следующем рисунке изображен другой станок, также относящийся к XVII веку. Этот станок, описанный в книге Шерюбена (издана во Франции в 1671 г.), имел ряд конструктивных улучшений. Привод у станка был ножной, с тетивой, но вращение передавалось уже через коленчатый вал. В этом станке был применен ступенчато-шкивный привод.
СТОЛ ЗАКАЗОВ:
БОНУСЫ:
ДОБАВИТЬ В ЗАКЛАДКИ
Дизайн и поддержка:
Александр Кузнецов
Техническое обеспечение: Михаил Булах
Программирование: Данил Мончукин
Маркетинг: Татьяна Анастасьева
Перевод: Наталья Кузнецова
При использовании материалов сайта обязательна ссылка на http://www.diagram.com.ua
сделано в Украине
История техники, технологии, предметов вокруг нас
Восемнадцатый и девятнадцатый века ознаменовались невиданным прежде техническим подъемом. В продолжение полутораста лет было сделано множество блестящих изобретений, созданы новые виды двигателей, освоены новые средства связи и транспорта, придуманы самые разнообразные станки и машины. В большинстве отраслей производства ручной труд был почти полностью вытеснен машинным. Скорость, качество обработки и производительность труда выросли в несколько десятков раз. В развитых европейских странах появились тысячи крупных промышленных предприятий, сложились новые общественные классы – буржуазия и пролетариат.
Прядильная машина на ручной тяге
Промышленный подъем сопровождался крупнейшими социальными сдвигами. В результате Европа, да и весь мир, к концу XIX века неузнаваемо изменилась; жизнь людей уже совсем не походила на ту, что была в начале XVIII столетия. Быть может, впервые в истории технический переворот так зримо и явственно сказался на всех сторонах человеческой жизни.
Между тем начало этой великой машинной революции связано с созданием прядильного автоматического станка – самой первой машины, получившей широкое распространение в производстве. Можно сказать, что прядильная машина оказалась прообразом всех последующих станков и механизмов, и поэтому изобретение ее по своему значению далеко выходило за узкие рамки текстильного и прядильного дела. В каком-то смысле ее появление символизировало собой рождение современного мира.
Ножная прялка в стиле барокко
Прядение в том виде, в каком оно было описано выше, – с помощью ручного веретена и прялки – существовало на протяжении нескольких тысячелетий и оставалось во все это время достаточно сложным и трудоемким занятием. Рука прядильщицы при совершении однообразных движений по вытягиванию, скручиванию и наматыванию нити быстро уставала, производительность труда была низкой. Поэтому значительный шаг в развитии прядения произошел с изобретением ручной прялки, которая появилась впервые в Древнем Риме.
В этом незамысловатом приспособлении колесо a при своем вращении приводило во вращение при помощи бесконечного шнура колесо меньших размеров d, на ось которого было надето веретено b. Процесс прядения на ручной прялке заключался в следующем: правая рука при помощи ручки приводила во вращение большое колесо a, в то время как левая, вытянув прядь из пучка волокон, направляла нить либо наклонно к веретену (тогда она ссучивалась и закручивалась), либо под прямым углом (тогда она сама собой, будучи готова, наматывалась на веретено).
Ручная прялка
Следующим крупным событием в истории прядения стало появление самопрялки (около 1530 г.), изобретателем которой называют каменотеса Юргенса из Брауншвейга. Его прялка приводилась в движение ногами и освобождала для работы обе руки работницы.
Работа на самопрялке проходила следующим образом. Веретено 1 было соединено наглухо с рогулькой 2 и получало движение от нижнего большого колеса 4. Последнее было соединено с блоком, неподвижно укрепленным на веретене. Катушка 3, на одном конце которой был укреплен блок меньшего диаметра, свободно надевалась на веретено. Оба блока получали движение от одного и того же колеса 4, но веретено и рогулька, соединенные с большим блоком, вращались медленнее, чем катушка, соединенная с меньшим блоком. Вследствие того, что катушка вращалась быстрее, происходило наматывание на нее нити, причем скорость наматывающейся нити была равна разности скоростей веретена и катушки. Прядильщица вытягивала рукой волокна из пряслицы и частично закручивала их пальцами. Нить до вступления в рогульку двигалась по оси веретена. При этом она вращалась, то есть закручивалась, и делала полностью то же число оборотов, что и веретено. Пройдя через рогульку 2, нить меняла направление и шла на катушку уже под прямым углом к оси веретена. Таким образом, по сравнению с обычной прялкой, самопрялка позволяла одновременно вытягивать, скручивать и наматывать нить.
Самопрялка Юргенса, 1530 г.. Общий вид и схема работы ее частей
Самопрялка на три нити Леонардо да Винчи
Из процесса прядения здесь уже были механизированы две операции: скручивание нити и наматывание ее на катушку, но вытяжка волокон из пряслицы и частичное закручивание их происходили вручную. Это сильно замедляло всю работу. Между тем в первой трети XVIII века был создан усовершенствованный ткацкий станок Кея, позволявший заметно повысить скорость тканья. На новом станке проворный ткач был в состоянии выткать столько пряжи, сколько поставляли шесть опытных прядильщиков. В результате возникла диспропорция между прядением и ткачеством. Ткачи стали ощущать нехватку пряжи, так как прядильщицы не успевали приготовлять ее в нужном количестве. Пряжа не только сильно вздорожала, но часто ее вообще нельзя было достать ни за какую цену. А рынки требовали все большего количества тканей.
Несколько поколений механиков тщетно ломали голову над тем, как усовершенствовать прялку. На протяжении XVII и первой половины XVIII веков было сделано несколько попыток снабдить самопрялку двумя веретенами, чтобы повысить ее эффективность. Но работать на такой прялке было слишком тяжело, поэтому идея эта не получила распространения. Было ясно, что прясть сразу на нескольких веретенах можно будет лишь тогда, когда будет механизирована сама операция вытягивания волокон.
Эта сложная задача была отчасти разрешена английским механиком Джоном Уайтом, который придумал в 1735 году специальный вытяжной прибор. По словам Маркса, именно эта часть машины определила начало промышленной революции. Не имея средств, Уайт продал права на свое замечательное изобретение предпринимателю Льюису Паулю, который в 1738 году взял на него патент. В машине Пауля и Уайта человеческие пальцы впервые были заменены парой “вытяжных” валиков, вращающихся с разной скоростью. Один валик имел гладкую поверхность, а другой был шероховатый с рифленой поверхностью или обит паклей. Однако прежде чем поступить на валики машины, волокна хлопка должны были пройти предварительную обработку – их необходимо было уложить параллельно друг другу и вытянуть. (Это называлось “расчесыванием” хлопка, или кардованием.)
Кардный цилиндр Пауля для расчесывания пряжи, 1738 г.
Пауль и Уайт постарались механизировать этот процесс и создали специальную чесальную машину. Принцип ее действия заключался в следующем. Цилиндр, снабженный по всей поверхности крючками, вращался в желобе, который на своей внутренней стороне был снабжен зубьями. Волокна хлопка пропускались между цилиндром и желобом и таким образом расчесывались.
Прядильная машина Пауля
После этого пряжа в виде тонкой ленты подавалась в прядильную машину и здесь сначала вытягивалась в вытяжных валиках, а потом поступала на веретено, вращавшееся быстрее валиков, и закручивалась в нить. Первая такая прялка была построена Паулем в 1741 году. Это была первая в истории прядильная машина.
Усовершенствуя свою машину, Пауль и Уайт стали пропускать пряжу через несколько валиков. Вращаясь с разной скоростью, они вытягивали ее в более тонкую нитку. С последней пары валиков нитка поступала на веретено. В 1742 году Уайт соорудил машину, которая пряла сразу на 50 веретенах и приводилась в движение двумя ослами. Как показали дальнейшие события, придуманные им вытяжные валики оказались чрезвычайно удачным нововведением. Но вообще его машина не получила широкого распространения. Она была слишком дорогим и громоздким устройством для ремесленника-одиночки. Острая нехватка пряжи продолжала ощущаться и в последующие годы. Эта проблема была отчасти решена только после создания прядильной машины Харгривса.
Харгривс был ткач. Пряжу для него изготовляла жена, и того, что она успевала напрясть за день, было для него недостаточно. Поэтому он много думал над тем, каким образом можно было бы ускорить работу прядильщиц. Случай пришел ему на помощь. Однажды дочь Харгривса, Дженни, нечаянно опрокинула прялку, однако колесо ее продолжало вертеться, а веретено продолжало прясть пряжу, хотя находилось в вертикальном, а не горизонтальном положении. Харгривс немедленно использовал это наблюдение и построил в 1764 году машину с восемью вертикальными веретенами и одним колесом. Машину он назвал “Дженни” по имени своей дочери. Она не принесла своему создателю ни денег, ни счастья. Напротив, изобретение Харгривса вызвало бурю негодования у прядильщиков – они предвидели, что машина лишит их работы. Ватага возбужденных людей ворвалась однажды в дом Харгривса и разрушила машину. Сам изобретатель и его жена едва успели избежать расправы. Но это, конечно, не могло остановить распространения машинного прядения – буквально через несколько лет “Дженни” пользовались тысячи мастеров.
Прядильная машина Харгривса “Дженни”
Как и машина Уайта, “Дженни” требовала предварительной подготовки хлопковых волокон. Выделка нити происходила здесь из ленточки расчесанного хлопка. Початки с ровницей были помещены на наклонной раме (наклон служил для облегчения сматывания ровницы). Вместо вытяжных валиков Уайта Харгривс применил особый пресс, состоявший из двух брусков дерева. Нитки ровницы с початков проходили через вытяжной пресс и прикреплялись к веретенам. Веретена, на которые наматывалась готовая нить, находились на неподвижной раме с левой стороны станка. В нижней части каждого веретена имелся блок, вокруг которого шел приводной шнур, переброшенный через барабан. Этот барабан расположен был впереди всех блоков и веретен и приводился в движение от большого колеса, вращаемого рукой. Таким образом, большое колесо приводило во вращение все веретена.
Прядильщик одной рукой двигал каретку вытяжного пресса, а другой вращал колесо, приводившее в движение веретена. Работа машины состояла из следующих процессов: пресс закрывался и отводился назад от веретен – в результате происходило вытягивание нити. Одновременно прядильщик вращал колесо, оно приводило в движение веретена, а они закручивали нить. В конце отхода каретка останавливалась, а веретена продолжали вращаться, производя докрутку. После этого каретка подавалась обратно к веретенам, все нити несколько пригибались особой проволокой для того, чтобы они попали в положение наматывания. Во время обратного хода каретки с открытым прессом нити наматывались на веретена вследствие вращения последних.
Вытяжной пресс Харгривса, по существу, заменил руку рабочего. Вся работа свелась в основном к трем движениям: к вращению приводного колеса, к прямолинейному движению каретки взад и вперед и к нагибанию проволоки. Другими словами, человек играл только роль двигательной силы, и поэтому в дальнейшем стало возможным заменить рабочего другими, более постоянными и мощными источниками энергии. Замечательное значение изобретения Харгривса заключалось в том, что оно сделало возможным обслуживание нескольких веретен одним рабочим. В самой первой его машине было всего восемь веретен. Затем он увеличил их количество до 16. Но еще при жизни Харгривса появились машины “Дженни” с 80 веретенами. Эти машины уже не под силу было приводить в действие рабочему, и их стали соединять с водяным двигателем. Благодаря простоте конструкции и дешевизне, а также возможности использовать ручной привод “Дженни” получила широчайшее распространение. К 90-м годам XVIII века в Англии насчитывалось уже более 20 тысяч самопрялок “Дженни”. В большинстве своем они принадлежали ткачам-одиночкам. Самые небольшие из них выполняли работу шести или восьми рабочих. Это была первая в истории машина, получившая массовое распространение.
Машина Харгривса отчасти помогла преодолеть прядильный голод и способствовала мощному подъему производства в Англии, однако это было все-таки не совсем то, что требовалось. Вытяжное приспособление “Дженни” оказалось несовершенным. Из-за недостаточной вытяжки пряжа получалась хоть тонкая, но слабая. Для большей прочности полотна ткачам приходилось добавлять в пряжу льняную нитку.
Более удачная машина была создана вскоре Аркрайтом. Она представляла собой соединение вытяжного механизма Уайта с крутильно-наматывающим аппаратом самопрялки Юргенса. По профессии Аркрайт был цирюльником в городе Болтоне в Англии. Большинство его клиентов были мелкие прядильщики и ткачи. Однажды Аркрайт стал свидетелем разговора ткачей, говоривших о том, что полотно ткется из нитей льна вперемежку с нитями хлопка, так как машина Харгривса не в состоянии поставлять много пряжи и нитки ее не обладают достаточной прочностью. Вскоре после этого Аркрайт раздобыл себе машину “Дженни”, изучил ее и пришел к убеждению, что сможет построить другую, которая будет прясть скорее и тоньше. Он взялся за дело, и действительно, ему удалось построить прялку, которая совершенно автоматически исполняла все процессы. Прядильщику приходилось лишь следить за тем, чтобы в машину поступало достаточно материала, и соединять порвавшиеся нити.
Прядильная машина Аркрайта, 1769 г.
Работа на машине Аркрайта происходила следующим образом Приводное колесо приводило во вращение веретена с рогульками. Предварительно приготовленная из хлопка ровница находилась на початках, которые помещались на горизонтальном валу в верхней части станка. Ровничная ленточка хлопковых волокон поступала в находящиеся перед початками вытяжные валики. В каждой паре нижний валик был деревянный, рифленый, а верхний – обтянут кожей. Каждая последующая пара валиков вращалась быстрее, чем предыдущая. Верхние валики прижимались грузами к нижним. Вытянутая нить выходила из последней пары валиков, проходила через крючки рогульки и наматывалась на веретено. Для того чтобы получить отставание сидящих на веретенах катушек от рогулек, катушки несколько задерживались шнуром, проходившем через желобки шкивов в нижней части каждой катушки. В результате получались нити такой крепости, что отныне можно было делать ткани из чистого хлопка, без примеси льна. В описываемой машине был полностью осуществлен принцип непрерывности работы, поэтому ее стали называть ватермашиной.
Аркрайт оказался не только удачливым изобретателем, но и ловким дельцом. В сообществе с двумя коммерсантами он построил свою прядильную фабрику, а в 1771 году открыл вторую фабрику в Кромфорде, где все машины приводились в движение водяным колесом. Вскоре фабрика разрослась до размеров крупного предприятия. В 1779 году на ней было несколько тысяч веретен и работало 300 рабочих. Не останавливаясь на этом, Аркрайт основал еще несколько фабрик в разных концах Англии. В 1782 году на него работало уже 5000 рабочих, а его капитал оценивался в 200 тысяч фунтов стерлингов.
Аркрайт продолжал работать над созданием новых машин, которые позволили бы механизировать весь процесс обработки пряжи. В 1775 году он получил патент сразу на несколько вспомогательных механизмов. Главными из них были: кардная машина, подвижной гребень, ровничная машина и питающий прибор. Кардная машина состояла из трех барабанов и служила для расчесывания хлопка. (Это была усовершенствованная машина Уайта.) Подвижный гребень использовался как дополнение к кардной машине – им снимали прочесанный хлопок с барабанов. Ровничная машина превращала расчесанный хлопок в цилиндрическую ровницу, готовую для переработки на прядильной машине. Питающий прибор представлял собой подвижное полотно, которое доставляло кардной машине хлопок для обработки.
В последующие годы слава Аркрайта была омрачена обвинениями в воровстве чужих изобретений. Целый ряд судебных процессов показал, что все запатентованные им машины не были в действительности изобретены им. Так, оказалось, что прядильную ватермашину изобрел часовщик Джон Кэй, кардную машину – Даниэль Борн, питающий прибор – Джон Лис. В 1785 году все патенты Аркрайта были аннулированы, но к этому времени он уже стал одним из самых богатых английских фабрикантов.
В 1772 г. механик Вуд создает машину, где вытяжной прибор неподвижен, а передвигаются веретена, т. е. происходит процесс, обратный тому, который имеет место в машине Харгривса. Здесь лента, являющаяся предметом труда, занимает пассивное положение, а веретено (рабочий инструмент) в значительной мере активизируется. Вытяжной пресс, оставаясь неподвижным, закрывается и открывается, а веретена не только вращаются, но и перемещаются.
Машина Вуда “Билли” (середина XVIII в.)
Последнюю точку в создании универсальной прядильной машины поставил ткач Самуэль Кромптон, который создал так называемую мюль-машину. В ней были соединены принципы работы “Дженни” и ватермашины Аркрайта.
Мюль-машина Кромптона 1774-1779 гг.: 1 – ведущий шкив; 2, 3 – ведомые шкивы; 4 – каретка; 5 – система капотов и блоков; 6 – барабан; 7 – веретена; 8 – валик; 9 – рычаг; 10 – катушки; 11 – нить
Вместо пресса Харгривса Кромптон применил вытяжные валики. Кроме того, введена была каретка, двигавшаяся взад и вперед. На каретке помещались веретена. Когда каретка с веретенами отходила от валиков, веретена еще сильнее вытягивали и скручивали нитку. Когда каретка приближалась к валикам, нитка закручивалась и наматывалась на веретено. Тогда как ватермашина делала крепкую, но грубую пряжу, а “Дженни” – тонкую, но некрепкую, мюль-машина Кромптона давала крепкую и вместе с тем тонкую пряжу.
Смотрите другие статьи раздела История техники, технологии, предметов вокруг нас.
Читайте и пишите полезные комментарии к этой статье.
Рекомендуем скачать в нашей Бесплатной технической библиотеке:
Первый современный станок из металла изобрел
Генри Модсли
Maudslay Henry (1771-1831)
Aнглийский механик и промышленник. Создал токарно-винторезный станок с механизированным суппортом (1797), механизировал производство винтов, гаек и др. Ранние годы провел в Вулвиче под Лондоном. В 12 лет стал работать набивальщиком патронов в Вулвичском арсенале, а в 18 лет он лучший кузнец арсенала и слесарь-механик, в мастерской Дж. Брама — лучшей мастерской Лондона. Позже открыл собственную мастерскую, потом завод в Ламбете. Создал «Лабораторию Модсли». Дизайнер. Машиностроитель. Создал механизированный суппорт токарного станка, собственной конструкции. Придумал оригинальный набор сменных зубчатых колес. Изобрел поперечно-строгальный станок с кривошипно-шатунным механизмом. Создал или усовершенствовал большое количество различных металлорежущих станков. Строил для России паровые корабельный машины. С начала XIX века начался постепенный переворот в машиностроении. На место старому токарному станку один за другим приходят новые высокоточные автоматические станки, оснащенные суппортами. Начало этой революции положил токарный винторезный станок английского механика Генри Модсли, позволявший автоматически вытачивать винты и болты с любой нарезкой.Винторезный станок, сконструированный Модсли, представлял собой значительный шаг вперед. История его изобретения так описывается современниками. В 1794-1795 годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской известного изобретателя Брамы. Основными изделиями мастерской были придуманные Брамо ватер-клозеты и замки. Спрос на них был очень широкий, а ручным способом изготавливать их было трудно. Перед Брамой и Модсли стояла задача увеличить число деталей, изготавливаемых на станках. Однако старый токарный станок был для этого неудобен. Начав работу по его усовершенствованию, Модсли в 1794 году снабдил его крестовым суппортом. Нижняя часть суппорта (салазки) устанавливались на одной раме с задней бабкой станка и могла скользить вдоль ее направляющей. В любом ее месте суппорт мог быть прочно закреплен при помощи винта. На нижних салазках находились верхние, устроенные подобным же образом. С помощью них резец, закрепленный винтом в прорези на конце стального бруска, мог перемещаться в поперечном направлении. Движение суппорта в продольном и поперечном направлениях происходило с помощью двух ходовых винтов. Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл. При этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой конструкции, собственно, не было еще ничего нового, но она была необходимым шагом к дальнейшим усовершенствованиям. программа олимпокс система для самоподготовки
Уйдя вскоре после своего изобретения от Брамы, Модсли основал собственную мастерскую и в 1798 году создал более совершенный токарный станок. Этот станок стал важной вехой в развитии станкостроения, так как он впервые позволил автоматически производить нарезку винтов любой длины и любого шага. Как уже говорилось, слабым местом прежнего токарного станка было то, что на нем можно было нарезать только короткие винты. Иначе и быть не могло-ведь там не было суппорта, рука рабочего должна была оставаться неподвижной, а двигалась сама заготовка вместе с шпинделем. В станке Модсли заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем резцом. Для того чтобы заставить суппорт перемещаться на нижних салазках вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов. Автоматическое нарезание винта на станке происходило следующим образом. Заготовку зажимали и обтачивали до нужных размеров, не включая механической подачи суппорта. После этого соединяли ходовой винт со шпинделем, и винтовая нарезка осуществлялась за несколько проходов резца. Обратный отход суппорта каждый делался вручную после отключения самоходной подачи. Таким образом, ходовой винт и суппорт полностью заменяли руку рабочего. Мало того, они позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках.
В 1800 году Модсли внес замечательное усовершенствование в свой станок — взамен набора сменных ходовых винтов он применил набор сменных зубчатых колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев от 15 до 50). Теперь можно было при помощи одного ходового винта получать различные резьбы с разнообразным шагом. В самом деле, если требовалось, например, получить винт, у которого ход в n раз меньше, чем у ходового, нужно было заставить заготовку вращаться с такой скоростью, чтобы она делала n оборотов за то время, пока ходовой винт получал свое вращение от шпинделя, этого было легко добиться, вставив между шпинделем и винтом одно или несколько зубчатых передаточных колес. Зная число зубьев на каждом колесе, не трудно было получить требуемую скорость. Меняя комбинацию колес, можно было добиваться разного эффекта, например, нарезать правую резьбу вместо левой. На своем станке Модсли выполнял нарезку резьб с такой изумительной точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50-ю витками на каждый дюйм. Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. Выдающееся достижение Модсли принесло ему громкую и заслуженную славу. Действительно, хотя Модсли нельзя считать единственным изобретателем суппорта, его несомненная заслуга состояла в том, что он выступил со своей идеей в самый нужный момент и облек ее в наиболее совершенную форму. Мы предлагаем Вам заказать паяльные материалы оптом
Другая его заслуга была в том, что он внедрил идею суппорта в массовое производство и тем способствовал ее окончательному распространению. Он же первый установил, что каждый винт определенного диаметра должен иметь резьбу с определенным шагом. До тех пор, пока винтовая нарезка наносилась вручную, каждый винт имел свои особенности. Для всякого винта изготовлялась своя гайка, обычно не подходившая ни к какому другому винту. Введение механизированной нарезки обеспечило единообразие всех резьб. Теперь любой винт и любая гайка одного диаметра подходили друг к другу вне зависимости от того, где они были изготовлены. Это было начало стандартизации деталей, имевшей чрезвычайно большое значение для машиностроения. Один из учеников Модсли, Джеймс Несмит, в последующем сам сделавшийся выдающемся изобретателем, писал в своих воспоминаниях о Модсли, как о зачинателе стандартизации. «Он перешел к распространению важнейшего дела единообразия винтов. Можно назвать это усовершенствованием, но вернее будет назвать это переворотом, произведенным Модсли в машиностроении. До него не было никакой системы в соотношении между числом витков нарезки винтов и их диаметром. Каждый болт и гайка были пригодны только друг для друга и не имели ничего общего с болтом соседних размеров. Поэтому все болты и соответствующие им гайки получали специальные маркировки, обозначавшие принадлежность их друг к другу. Любое смешение их вело к бесконечным затруднениям и расходам, неэффективности и неразберихи — часть машинного парка должна была постоянно использоваться для ремонта. Только тот, кто жил в относительно ранние дни производства машин, может иметь правильное представление о неприятностях, препятствиях и расходах, которые вызывало подобное положение, и только тот правильно оценит великую заслугу, оказанную Модсли машиностроению». экосольвентная печать кликайте
Чем знаменит и что изобрёл Генри Модсли
Имя Генри Модсли не так широко известно широкой публике. Он изобретал и совершенствовал вещи, с которыми человек редко сталкивается в повседневной жизни. Между тем результаты его труда были очень важны для развития машиностроительной отрасли. Сейчас станки, созданные им, присутствуют во многих мастерских по всему миру.
Кто такой Генри Модсли — краткая биография
Выдающийся инженер родился 22 августа 1771 года в Лондоне. Его отец, бывший военный, в то время работал мастером в Королевском арсенале. Как и многие английские дети той эпохи, уже с 12 лет маленький Генри начал работать. В его обязанности входило засыпание пороха в патроны для артиллерии. Позднее его перевели в столярную мастерскую, а с 15 лет он начал осваивать ремесло кузнеца.
После арсенала Модсли попал в мастерскую к выдающемуся изобретателю Джозефу Браме, создателю первого в мире гидравлического пресса. Именно там он и создал свои первые изобретения.
В 1800 году он сконструировал станок для обработки металла. С его помощью стало возможным изготовление крепёжных изделий, имевших точные и одинаковые размеры. Таким образом, Генри подготовил техническую базу для последующего внедрения стандартизации и взаимозаменяемости деталей, без которых немыслимо современное промышленное производство.
Спустя десять лет Модсли основал собственный машиностроительный завод. Его фирма быстро стала одной из крупнейших в Англии и просуществовала до начала XX века. В его мастерской начинали свой творческий путь такие выдающиеся инженеры и изобретатели как Джозеф Уитворт, создатель одной из первых снайперских винтовок, и Джеймс Несмит, сконструировавший паровой молот.
Состарившийся Генри увлёкся астрономией, переживавшей в то время настоящий бум. В его планы входило строительство собственной обсерватории. Однако осуществиться им было не суждено. В январе 1831 года Модсли серьёзно заболел и спустя месяц умер. Ему было всего 59 лет. Похоронен он в лондонском районе Вулидж, том самом, где он ребёнком когда-то засыпал порох в патроны.
Изобретения
Каждое его творение стало заметной вехой на пути промышленной революции. Многие из них остались в тени более громких технических новинок, таких как паровая машина. Однако каждая его новация заслуживает отдельного внимания.
Токарно-винторезный станок
Длительное время при обработке металлических заготовок токарям приходилось держать резец в руках. Работать так было крайне неудобно и небезопасно, невозможным было добиться и одинаковой точности обработки изделий. Модсли пришло в голову оборудовать станок специальным суппортом, в котором фиксировался режущий инструмент.
Благодаря этому стала возможной жёсткая установка резца в двух плоскостях, повысившая точность работы. С помощью его станка удалось добиться производства болтов и гаек с фиксированным шагом резьбы. Переоценить влияние появления стандартных крепёжных изделий на скорость производства самых разных вещей практически невозможно.
Механизированный суппорт токарного станка
Первым усовершенствованием его станка стало внедрение механизированного суппорта. С помощью зубчатой передачи Генри соединил его ходовой винт со шпинделем, вращая который можно было перемещать резец вдоль корпуса станка и устанавливать его с высокой точностью. При этом к станку он изготовил отдельный набор разных ходовых винтов, замена которых позволяла нарезать резьбу разного шага и высоты.
Оригинальный набор сменных зубчатых колёс
Через два года он придумал новый способ улучшить своё изобретение. Ходовые винты Модсли заменил на комплект колёс с разным числом зубцов, посредством которых передавалось вращение. Они были проще в изготовлении и эксплуатации.
Используя разные их сочетания, можно было получать разные профили резьбы всего лишь с одним ходовым винтом. Также стала возможной нарезка в правую и левую стороны. Точность работы станка была столь высока, что на некоторых винтах можно было разглядеть резьбу лишь с помощью увеличительного стекла.
Поперечно-строгальный станок с кривошипно-шатунным механизмом
В начале XIX века Генри, который не располагал большими финансовыми возможностями, улыбнулась удача. Он смог получить контракт на сооружение целой промышленной линии для производства корабельных блоков. Заказчиком выступал Королевский военно-морской флот.
Разработку комплекса, в который вошло 43 станка, он вёл совместно с французским инженером Марком Брюнелем. Был среди них и принципиально новый поперечно-строгальный станок. Он позволял с высокой точностью, которая впоследствии стала его фирменным знаком, обрабатывать заготовки даже из самых твёрдых сортов древесины, применявшихся в кораблестроении — вяза и бакаута.
Технологический прогресс. История металлообрабатывающих станков.
Сегодня невозможно представить жизнь без металлообрабатывающих станков. Будь то автомобиль или обычный винт, все это невозможно было бы создать не имея станков. Никто точно не знает кто первый создал металлообрабатывающие станки. Известно что первое упоминание о токарных металлорежущих станках было где-то в первой половине 18 века, но так как массовых заказов на изделия еще не было, эти станки не получили распространения. Историю развития металлообрабатывающих станков можно разделить на несколько этапов:
1. Первый токарно-винторезный станок в мире. Начало эры металлорежущих станков.
В 1718 году русский учёный и механик Андрей Константинович Нартов был отправлен Петром I в страны Европы, для изучения токарного дела. Проанализировав и изучив методы обработки металлов, Нартов решает усовершенствовать станки, используемые в его мастерской и создает первый в мире токарно-винторезный станок в мире, который имел механизированный суппорт и набор сменных зубчатых колёс. Однако судьба этого изобретения (как и многих русских изобретений) была весьма печальна. Оно было забыто после смерти ученого и в 1800 году было вновь изобретено Генри Модсли.
Чуть позже, изобретателем Эли Уитни был создан первый в мире фрезерный станок, благодаря которому ему удалось выполнить заказ правительства США на производство 15000 ружей за рекордное время (2 года).
Благодаря этим изобретениям появилась возможность создавать более сложные механизмы, паровые машины (в том числе и первые паровозы).
2. Появление массового производства.
Благодаря паровым машинам к середине 19 века группы токарных и фрезерных станков приводились в движение паровой тягой, что положило начало крупносерийному производству.
Первое время промышленность удовлетворяла лишь военные нужды (огнестрельное оружие, артиллерия, паровые двигатели для боевых кораблей и т.д.). Однако к концу 19 го века и к началу 20 века активно развивается автомобилестроение и повсеместно проводится электрификация. Для того чтобы сделать автомобиль массовым и доступным все детали и узлы стали изготавливать на поточных линиях с металлообрабатывающими станками, что позволило в свое время Генри Форду выпустить 15 миллионов автомобилей марки «Ford T».
После первой мировой войны в сфере обрабатывающей промышленности начался новый виток в развития. Предприятия начинают массово применять револьверные станки.
В таких станках можно изготавливать детали заранее настроенным инструментом, что позволяет сэкономить время на смене инструмента. Что дало предпосылку для создания первых станков с числовым программным управлением (ЧПУ).
3. Эра автоматизации производства. Станки с ЧПУ.
В 50-х годах 20 века производительность универсальных станков уперлась в практический потолок. Перед человечеством встал вопрос об автоматизации производства. Помимо этого, стали появляться такие сложные агрегаты как реактивный двигатель, активно развивается самолетостроение, в котором используются детали сложной аэродинамической формы. Чтобы решить эти задачи, в США впервые появляется фрезерный станок с ЧПУ, созданный компанией Bendix Corp.
Внедрение этих станков проходило весьма не гладко. Предприниматели с недоверием относились к новой технике. Все исполняющие программы заводились с перфолент.
Первые станки ЧПУ были несовместимы друг с другом и перенос программы с одного станка на другой был весьма проблематичен. Для решения этой проблемы компанией Electronic Industries Alliance в начале 1960-х разрабатывается универсальный язык программирования G-code. После 1965 года из-за быстрого износа устаревшего инструмента, были разработаны новые материалы для режущего инструмента, что увеличило время его эксплуатации.
В СССР станки с ЧПУ массовое распространение получили в 1980-х годах с разработкой блоков управления «Электроника НЦ-31» (для токарных станков) и 2Р22 (для фрезерных станков).
В 1990-х в связи с бурным развитием электроники и массовому внедрению сменных многогранных режущих пластин, станки получают новое развитие. Современный станок не имеет зубчатой коробки скоростей. Всем управляет электроника.
С 18 века человечество совершило огромный технологический рывок. Сейчас многие недооценивают рабочие специальности и считают их непрестижными. Но не стоит забывать что благодаря труду специалистов-станочников вы пользуетесь всеми современными благами, будь то личный автомобиль, общественный транспорт, или стиральная машина.
На этом все, дорогие читатели. Подписывайтесь на мой канал или ставьте «палец вверх».
Предыстория появления первых станков начинается с древнейших исторических периодов, когда наши предки, обладавшие примитивными орудиями-инструментами (главным образом из камня), просверливали отверстия, например, для насаживания молота или топора на палку. И уже тогда возникло устройство, которое сооружалось примерно следующим незамысловатым образом. Из прочного дерева вырезался стержень, один конец которого заострялся. Этим заостренным концом стержень упирался в углубление в камне, наполненное мелкозернистым песком. Вокруг стержня спирально закручивалась тетива лука. При приведении лука в движение стержень начинал вращаться (как сверло), что обеспечивало шлифование углубления с помощью песка. В результате в камне просверливалось отверстие.
В древние века в Греции и Риме также существовали приспособления для обработки керамики и дерева. По утверждению историка Плиния, некий Феодор, житель острова Самоса (в Эгейском море), за 400 лет до нашей эры с успехом применял устройство, на котором обтачивались механически вращавшиеся (от ножного привода) изделия из металла. Сохранились до нашего времени свидетельствующие об этом древние украшения.
Трудно судить, в какой мере Плиний правдиво описал достижения Феодора, отнеся на его счет изобретение механического приспособления для вращения укрепленной между двумя бабками металлической детали, подвергаемой точению. Однако и другие исторические памятники подтверждают факт применения таких устройств в древнем мире. Наиболее древними и наиболее распространенными являлись устройства и станки для токарной обработки и процессов сверления. Все остальные группы и виды станков являлись как бы производными от этих двух основных видов орудий обработки.
Так, еще в древнем Египте применялся токарный «станок» с лучковым ручным приводом. На этом устройстве обтачивались каменные и деревянные изделия. В этом далеком прообразе современных станков уже фигурировали в зародыше такие основные конструктивные элементы станка, как станина, бабки, подставки для резцов и др. В работе «станка» активное участие принимали обе руки рабочего. Возвратное вращение изделия, подача резца требовали приложения больших физических усилий человека. Эти «станки» с небольшими модификациями в течение многих веков применялись в разных странах мира.
В дальнейшем устройство для точения претерпело ряд конструктивных изменений. Оно приводилось в движение уже ногой человека и привязывалось бичевой к двум соседним деревьям. Обрабатываемое изделие крепилось между двумя, привязанными к стволам деревьев, отточенными колами.
Вращение изделия осуществлялось веревкой, верхний конец которой был привязан к пружинящей ветке дерева, посередине веревка обвивала изделие, а нижний конец веревки заканчивался петлей. Человек вставлял ногу в петлю, и, нажимая и отпуская веревку, приводил изделие во вращательное движение. Это токарное устройство применялось очень долго в самых разнообразных модификациях.
В начале XV века основание токарного станка представляло собой деревянную скамейку. На скамейке-станине находилось две бабки, соединенные бруском, служившим опорой для резца. Это избавляло токаря от необходимости держать резец на весу. Детали станка изготовлялись из дерева. Над станком свешивалась укрепленная на столбе гибкая жердь. К концу жерди прикреплялась веревка. Веревка обвивалась вокруг вала, спускалась вниз и привязывалась к деревянной педали. Нажимая на педаль, токарь приводил во вращение деталь. Когда токарь отпускал педаль, гибкая жердь тянула веревку назад. При этом заготовка вращалась в обратную сторону, так что токарю приходилось, как и в лучковых станках, попеременно то прижимать, то отодвигать резец.
До нашего времени сохранился токарный станок XVI века императора Максимилиана I. Станок в основном был изготовлен также из дерева, но центры для установки изделия у него были металлические. Этот станок (изготовленный в 1518 г.) уже имел люнет с рамкой для направления изделия. Подвижная рамка регулировалась винтом. Люнет станка был изготовлен из бронзы. Ножной веревочный привод с пружинящей жердью ничем не отличался от описанного выше.
В сохранившихся записях Леонардо да Винчи имеется ряд чертежей токарных станков, хотя все эти станки построены не были.
В 70-х годах XVI века французским королем Карлом IV была выдана мастеру Жаку Бессону привилегия на токарный станок для нарезания резьбы. В этом станке имелись три бабки. Две малые бабки давали направление коробке с ходовым винтом. Сама коробка, проходя через третью (левую на рисунке) бабку, держала вертикальную стойку с резцом. Изделие устанавливалось между левой стойкой станка и большой бабкой. Средняя бабка являлась гайкой ходового винта. На рисунке видна подвеска вертикального стержня с резцом на продольной бабке, подвешенной через две системы блоков на грузах. На холостом ходу нижняя бабка опускалась и резец отходил от изделия. При одновременном вращении рабочими ветвями веревок ходового винта и изделия резец нарезал резьбу на последнем. По мере нарезания резьбы ставились резцы с постепенно увеличивающимися коленами.
Результат работы на таких станках всецело зависел от умения и глазомера токаря.
В начале XVII века начинают применяться станки с непрерывным канатным ручным приводом от маховика, расположенного за станком. На следующем рисунке показан токарный станок, описанный в книге Соломона де Ко, изданной во Франции в 1615 г. На этом станке обрабатывались торцы изделия, причем опора каретки прижималась к копиру грузами.
На следующем рисунке изображен другой станок, также относящийся к XVII веку. Этот станок, описанный в книге Шерюбена (издана во Франции в 1671 г.), имел ряд конструктивных улучшений. Привод у станка был ножной, с тетивой, но вращение передавалось уже через коленчатый вал. В этом станке был применен ступенчато-шкивный привод.
Генри Модслей – ученый дня
Генри Модслей, британский производитель станков, родился 22 августа 1771 года. Модсли, возможно, самый уважаемый конструктор станков современной эпохи, известный не только своими изобретениями, но и своими изобретениями. обучение многих из следующего поколения конструкторов и изобретателей инструментов. Он наиболее известен своим токарно-винторезным станком, который он усовершенствовал примерно к 1797 году. Машинисты нарезали винты на токарных станках на протяжении веков, но это был трудоемкий и ненадежный процесс, с режущим инструментом, управляемым вручную, без реального способа Обеспечьте постоянный шаг резьбы.Следовательно, каждая резьба немного отличалась, и гайка, подходящая для одной резьбы, вероятно, не подошла бы ни к какой другой.
Генри Модслей, литографированный портрет, 1827 г. (Национальная портретная галерея, Лондон)
Модслей взял отдельные изобретения других, добавил несколько своих собственных и объединил их все в одну единую машину. Режущий инструмент не держали руками, а фиксировали в подвижной опоре. Подвижная опора была установлена на длинном ходовом винте, который шел параллельно ложи и приводился в движение токарным станком, так что инструмент автоматически перемещался при вращении детали.Наконец, чтобы добиться желаемого шага (резьбы на дюйм), был набор сменных шестерен, называемых переключающими передачами, которые приводили в движение ходовой винт. После того, как соответствующие шестерни были вставлены и резак зафиксировался на скользящем упоре, оператор мог нарезать резьбу на стержне, а затем он мог вырезать еще сотню таких же, и все они были действительно взаимозаменяемыми. В Музее науки в Лондоне выставлен оригинальный токарно-винторезный станок Maudslay (один из шести, которые, как известно, сохранились) (, третье изображение ).
Токарно-винторезный станок, построенный Генри Модсли, около 1800 г. (Музей науки, Лондон)
Другой важный вклад Модслея в революцию в машиностроении заключался в том, что он сыграл основную роль в проектировании и создании Portsmouth Block Mills, первой в мире линии массового производства, за целое столетие до того, как это сделал Генри Форд в Соединенных Штатах. Корабли Королевского флота использовали « блоков » – шкивы, установленные в деревянных корпусах – для подъема и опускания парусов, а типичному военному кораблю требовалось почти 1000 блоков:.До 1808 года блоки изготавливались полностью вручную, сильно различались по качеству и были очень дороги в производстве.
Станок для нарезки пазов ( слева, ) и формирователь ( справа, ) производства Портсмутского блочного завода, построенный Генри Модслей, около 1808 года, выставлен в Музее науки в Лондоне (блог расчетов на WordPress.com)
Марк Брунель, который позже установил туннель в Темзе, задумал автоматизировать этот процесс, и в 1802 году он обратился к Модслею за проектированием оборудования.На это у Модслея ушло 6 лет, но он спроектировал и построил более 40 различных станков, у каждого из которых была одна конкретная функция – резка гильз, прорезание вырезов для шкивов или шкивов, формирование шкивов, сверление отверстий для шкивов шкивов, и т. д. При установке в Портсмуте военно-морской флот имел первую в мире фабрику массового производства; машинами могли управлять всего 10 неквалифицированных операторов по сравнению с сотней или около того квалифицированными рабочими, которые требовались ранее, и завод мог легко поставлять 100 000 блоков трех различных размеров, необходимых ВМФ каждый год.Многие из машин сохранились до наших дней и выставлены в Музее науки; они действительно прекрасны, как и все, что производилось на станкостроительном заводе Модслея (, первое, четвертое и пятое изображения, ). При более близком взгляде на одну машину видно несколько блоков вяза в процессе бурения (, шестое изображение )
Вид на несколько блоков вяза, пробуренных на одной из станков Портсмутского блочного завода (Practicalmachinist.com)
В этих сообщениях мы несколько раз упоминали гравюру, напечатанную в 1862 году, которая якобы изображала самых выдающихся деятелей науки, действовавших в Великобритании в 1807-08 гг. (См. здесь или здесь ).Это было примерно в то время, когда Модслей заканчивал машины для Портсмута, поэтому неудивительно, что он был включен. Копия гравюры находится в Национальной портретной галерее . Трио в центре спины, прямо под зеркалом, то есть Модслей слева, с круглым лицом.
Д-р Уильям Б. Эшворт младший, консультант по истории науки библиотеки Линды Холл и доцент кафедры истории Университета Миссури в Канзас-Сити.Комментарии или исправления приветствуются; пожалуйста, направляйте на [email protected].
| ГЛАВА VIII ЗАМКИ И БЛОКИ Замок Bramahs, защищающий от взлома Его изобретение гидравлического подъемника Генри Модслея и скользящих опор для токарных станков Станок Брюнеля для изготовления блоков шкивов. ПОЧТИ все великие изобретатели поднялись из самых простых рядов жизни. Ватт, Мердок и Харрисон – замечательные примеры самоучки.Джозеф Брама, один из первых великих современных производителей замков и изобретатель многих других полезных и интересных устройств, был сыном небольшого фермера, жившего недалеко от Барнсли в Йоркшире. Родился в 1748 году, он был старшим из пяти детей, и после самого элементарного образования в дешевой маленькой школе отец отправил его пахать и работать на ферме. Как и другие изобретатели, он проявил свои способности в очень раннем возрасте, поскольку начал с изготовления скрипки, которую вырезал из цельного куска дерева.Инструменты, которые он использовал, были изготовлены деревенским кузнецом из старых файлов и обрезков металла. И все же Джозеф, вероятно, остался бы работником фермы, если бы не случайность. В шестнадцать лет он сломал одну лодыжку так сильно, что хромал на всю жизнь и больше не мог ходить за плугом. Поэтому отец отдал его в ученики деревенскому плотнику, которого звали Аллотт, и вскоре Джозеф стал первоклассным мастером по дереву. Ученику в те дни не платили, но Джозеф умудрялся заработать немного денег на карманные расходы, делая скрипки в свободное время.Один он продал за три гинеи, а когда его время подошло к концу, у него было достаточно денег, чтобы отвезти его в Лондон. Хотя он был хромым, он преодолел все расстояние и нашел работу у краснодеревщика. Накопив немного денег, он основал собственное дело в маленьком магазине на Дэнс-стрит, Сент-Джайлс, и в следующий раз мы слышим о том, что он запатентовал улучшенный водяной кран, который вскоре стал хорошо продаваться. Затем он начал производство насосов и смог послать своего старого друга, деревенского кузнеца, чтобы тот возглавил его кузницу.Были предприняты попытки
пират его кран, но Брама победил их, и начал так хорошо, что он смог начать идею, которая росла в нем в течение нескольких лет, а именно, замок лучше, чем любой, придуманный до того времени. Самый древний из известных замков с ключом описан Джозефом Бономи в его книге «Ниневия и ее дворцы». Бономи заметил этот замок на двери во дворце в Хорсабаде в Месопотамии.«В конце коридора, – пишет он, – была массивная одностворчатая дверь, закрывавшая выход. Она была заперта тяжелым деревянным замком того типа, который все еще можно увидеть на Востоке. дерево, было таких размеров, что его приходилось носить на плече. Этот ключ действует на деревянную планку, которая скользит справа налево и входит в квадратный паз в стене ». Благодаря любезности Lips Limited я могу дать иллюстрацию этого самого замка, модель которого находится в их коллекции, и я прилагаю чертеж замков одной из фирм, который основан на том же древнем принципе выдвижные вертикальные штифты. К внутренней стороне двери крепилась вертикальная перекладина с орнаментированным верхом и сдвижная перекладина
вставлялась в глубокую канавку на его лицевой стороне. Конец этого стержня вставлялся в прорезь в одном из дверных косяков, а затем был заблокирован путем падения ряда свободно движущихся штифтов в отверстия в стержне, как показано. Чтобы открыть дверь, большой деревянный рычаг или ключ с штифтами на нем, соответствующими отверстиям в стержне, вставлялся в полость в балке, а верхние подвижные штифты прижимались вверх, чтобы стержень мог свободно двигаться.Ключ вводился в полость снаружи двери через отверстие, достаточно большое, чтобы в нее можно было попасть. Мы находим различные ссылки на замки и ключи в Ветхом Завете, и ключ, аналогичный тому, что изображен на нашей иллюстрации, вырезан на фасаде Карнакского храма в Египте; они были хорошо известны римлянам, а в средние века было множество мастеров, которые делали массивные железные замки, некоторые из которых были красиво украшены. Немногие музеи обходятся без образцов средневекового сундука с его огромным замком и
прочные металлические зажимы и обручи. Однако даже они не могли бросить вызов опытному грабителю, и только в конце восемнадцатого века были изобретены замки, которые могли это сделать. Человек по имени Бэррон первым изобрел замок современного типа. Он запатентовал его в 1778 году, то есть всего за десять лет до того, как Джозеф Брама начал работать над своим новым замком. Замок Bramahs был первым настоящим замком, защищающим от взлома, первым, который невозможно было вскрыть фальшивым ключом. Совершенствование хрупкого механизма для этих новых замков и особенно новых инструментов, необходимых для работы, был долгим и медленным процессом. Генри
Природа этого успеха будет понятна, когда я скажу вам, что в витрине магазина Брама было объявление, предлагающее вознаграждение в 200 фунтов любому человеку, который сможет взломать его замок, но оно оставалось неоткрытым в течение не менее шестидесяти семи лет.Многие пытались, но ни у кого не получалось, пока в 1851 году один американский производитель замков, потратив на это пятьдесят часов, наконец не смог его взломать. Но поскольку ни один грабитель не мог позволить себе потратить пятьдесят часов на замок, можно справедливо признать, что замок действительно был защищен от воров. Имя Брама лучше всего запомнилось из-за его замка, но любой инженер скажет вам, что другое его изобретение было гораздо более важным. Это был гидравлический пресс, который Роберт Стефенсон впоследствии использовал для подъема на место гигантских труб моста Британия. Гидравлический пресс основан на известном принципе, согласно которому вода почти несжимаема. В этом изобретении Браме снова очень помог Модслей, который изобрел самозатягивающийся хомут для поршня машины. Работая над гидравлическим прессом или тараном, Брамах изобрел насосы нового типа. Один из них, который он запатентовал в 1797 году, – это хорошо известный пивной насос, с помощью которого пиво или другой спиртной напиток можно поднять из бочек в погребе к прилавку, на котором оно продается. Его роторный насос был адаптирован к пожарной машине и вскоре доказал свою ценность в пожаротушении. Затем Брама изобрел строгальный станок по дереву. Один из них использовался в Woolwich Arsenal более восьмидесяти лет. Затем он создал станок для строгания металлов с помощью вращающихся фрез. Он был величайшим мастером своего времени, и очень многие современные инструменты до сих пор изготавливаются по методам и методам, изложенным им. Брама был похож на Мердока в том, что он никогда не переставал изобретать. В 1806 году, когда изобретателю было пятьдесят четыре года, Банк Англии обратился к нему с просьбой сделать им машину для печати чисел и дат на банкнотах.Если вы посмотрите на современные бумажные деньги, такие как казначейские билеты, вы увидите, что каждая банкнота пронумерована. В течение одного месяца Брама изобрел машину, которая своим действием во время работы изменяла цифры и печатала их в правильной числовой последовательности. Машины этого типа, конечно, с некоторыми улучшениями, до сих пор используются для аналогичных работ. Новое изобретение Брамы оказалось настолько успешным, что сэкономило сотню служащих. В следующий раз мы слышим об этом занятом изобретателе, занятом изготовлением ручек.В те времена стальная ручка была неизвестна, и использовались только перья. Гусино-отрезной станок Bramahs использовался несколько лет, пока в 1819 году Джеймс Перри не начал изготавливать стальные ручки в Бирмингеме. Однако я мог бы упомянуть, что латунные ручки были сделаны Харрисоном из Бирмингема еще в 1780 году, но никогда не вошли в широкое употребление. Лишь в 1839 году стальные ручки стали широко использоваться. Десять лет спустя две тысячи рук были заняты изготовлением стальной ручки только в Бирмингеме, а в 1836 году золотая ручка, столь популярная сейчас, была впервые сделана в Америке. Чтобы вернуться в Браму, перед смертью он получил более двадцати различных патентов. Один предназначался для изготовления бумаги машинным способом, другой – для усовершенствованного метода изготовления колес тележки, третий – для подготовки древесины, стойкой к гниению. Он построил замечательный гидростатический пресс, способный рвать с корнем большие деревья, который действительно вырвал триста деревьев в Холт Форест в Хэмпшире. Руководя этой работой, Брама простудился, закончившись воспалением легких, и умер в декабре 1814 года в возрасте шестидесяти девяти лет.Джозеф Брама был не только блестящим изобретателем, но и очень хорошим товарищем. Он всегда был весел, полон шуток и смеха. Он был очень добр к своим людям и никогда бы не уволил их, если бы мог. Он хорошо обучал своих помощников, и из его мастерских пришли знаменитый Генри Модсли, а также Джозеф Клемент и другие блестящие механики и изобретатели. Генри Модслей, который так много помог Браме с его изобретениями в области гидравлики, известен прежде всего как изобретатель опор скольжения для токарных станков.Даже в восемнадцатом веке, когда мало кто из богатых людей выполнял какой-либо ручной труд, токарная обработка была любимым занятием даже королевской семьи. Георг III был первоклассным мастером токарного станка, знал все механизмы и, как сказал старый механик того времени, мог зарабатывать свои сорок или пятьдесят шиллингов в неделю токарём лиственных пород дерева и слоновой кости. Лорд Джон Хэй, лорд Грей и другие также были владельцами токарных станков, на которых они производили всевозможные красивые работы. В то время токарь должен был полностью полагаться на свои руки и глаза, и для человека нередко было испортить много хороших материалов неумелой работой.Особенно при токарной обработке металла требуется большая степень прочности, чтобы надежно удерживать инструмент на опоре и поддерживать постоянное давление. Если будет сделана малейшая ошибка, долото будет резать слишком глубоко, и рабочий должен снова пройтись по всей поверхности, чтобы довести все до уровня реза. В этом случае велика вероятность, что в конечном итоге товар будет слишком урезан и таким образом испорчен. Модслей решил исправить это, и ему удалось изобрести скользящую опору, которая надежно удерживает инструмент и простым движением винтовой ручки перемещает его вдоль поверхности работы, как требуется.На первый взгляд это может показаться не очень великим изобретением, но вскоре оно привело к замечательной разнице в стоимости оборудования, так как поршни, валы и другие подобные предметы можно было разрезать и сглаживать с быстротой, точностью и, следовательно, дешевизна и не снилась. Дэвид Уилкинсон, американец, также изобрел скользящий токарный станок, который был запатентован в 1798 году, но не получил широкого распространения в течение многих лет. Упоминание об изобретении Модсли служит для знакомства с одним из величайших изобретателей начала девятнадцатого века, Марком Исамбаром Брунелем, возможно, самым блестящим инженером своего или любого другого возраста. Однако в этой главе я расскажу вам о Брунеле как об изобретателе, а не как о инженере. Брюнель был французом, сыном мелкого фермера в Нормандии, который намеревался сделать своего сына священником. Но Марк заботился только о машинах и большую часть времени проводил в деревенской столярной мастерской, хотя снова и снова его ругали, даже избивали. О нем рассказывают, что однажды, когда он был совсем мальчиком, он увидел в витрине магазина новый инструмент и, не имея денег, заложил шляпу, чтобы купить его.В конце концов его отец отказался от идеи отправить Марка в церковь и поступил на военно-морской флот. Затем разразилась Французская революция, и молодой Брюнель, который был сильным роялистом, ускользнул в Руан, где ему удалось пройти на корабле, идущем в Америку. Там он получил работу землемера в дикой местности на озере Онтарио и заработал немного денег; Затем он отправился в Нью-Йорк и стал архитектором. Он спроектировал театр; а затем устроился на работу в литейное производство, где он дал своим работодателям новые идеи для литья и расточки больших орудий.Сегодняшняя заработная плата в Соединенных Штатах выше, чем в любой другой стране, но сто лет назад она была настолько низкой, что Брюнелю стало противно и он решил поехать в Англию. Он приземлился в Фалмуте в марте 1800 года и там снова встретился с мисс Королевство, англичанкой, которую он знал во Франции в давние времена. Они были женаты и были очень счастливы вместе. Если в Америке Брунель был мастером на все руки, то теперь он показал, что овладел более чем одним. Совершенный поток изобретений лился из его плодородного мозга и умных рук.Он изобрел машину для копирования рисунков, другую для скручивания хлопковой нити и изготовления из нее шариков. Третьим изобретением была швейная машина, доведя ее до совершенства, он обратил свое внимание на проект, который давно зреет в его голове. Это была машина для изготовления блоков, используемых для оснащения кораблей. Каждая веревка, используемая для подъема или опускания паруса, должна проходить через один или несколько таких блоков. Полноценный боевой корабль в том виде, в котором он был построен, требовал не менее четырнадцати сотен блоков со снопами, каждый из которых состоял из деревянной оболочки, с вращающимися внутри шкивами (или шкивом) и металлическими штифтами, скрепленными вместе.Каждый из этих блоков должен был быть изготовлен с особой тщательностью и точностью, чтобы он не вышел из строя в аварийной ситуации. Плохо сделанный блок может привести к потере паруса кораблем, даже мачты, и последствия могут быть самыми серьезными. До времени Брунеля предпринимались различные попытки сконструировать машины для изготовления блоков, в особенности одна из них, работа сэра Сэмюэля Бентама, генерального инспектора военно-морских заводов, но идея Брунеля была намного лучше. У Брюнеля никогда не было такого преимущества, как обучение механику, и ему было очень трудно построить машину, которую он сконструировал.Действительно, его трудности были настолько велики, что, возможно, машина никогда бы не была усовершенствована, если бы он случайно не встретил Генри Модслея. У Брюнеля был друг, такой же француз, как и он сам, по имени Де Бакканкур, и этот джентльмен любил работать на токарном станке. Однажды, проезжая мимо магазинчика Maudslays на Уэллс-стрит, де Бакканкур увидел в окне кусок винта и подумал, что это так хорошо, что вошел, чтобы спросить цену. Он тут же подружился с Модсли, и в следующий раз, когда он увидел, Брюнель рассказал ему об умном английском механике и его замечательной работе. “Тот самый мужчина, которого я ищу!” воскликнул Брюнель. «Вы должны отвезти меня к нему». Это было организовано, и Брунель во время своего первого визита взял с собой рисунок части своего нового изобретения, поскольку, поскольку он мало знал о Модсли, он подумал, что лучше не рассказывать ему слишком много об идее, над которой он работал. на. Позже он снова позвонил с новым розыгрышем, а на следующий день принес третий; каждый раз показывая только очень маленькую часть своего дизайна. В тот момент, когда Модслей взглянул на этот третий рисунок, он воскликнул: «А, я понимаю, что вам нужно.Вам нужна техника для изготовления блоков ». Брюнель начал, затем улыбнулся.« Вы совершенно правы, – сказал он. – И поскольку вы ознакомились с моим планом, я расскажу вам все об этом ». «И я сделаю все возможное, чтобы помочь вам», – ответил Модслей. Он сдержал свое обещание, и в 1801 году Брюнель смог показать его законченную модель Адмиралтейству. Сэр Сэмюэл Бентам великодушно признал, что изобретение Брунеля намного превосходит его собственную машину, и было быстро принято. Было изготовлено и установлено не менее сорока четырех новых машин, и было обнаружено, что с этими машинами десять человек могли выполнять работу, которая раньше занимала время ста десяти.И Брюнель, и Модслей приобрели отличную репутацию, и Адмиралтейство выплатило Брюнелю 17 000 фунтов стерлингов. Поскольку за один год работы в блочном производстве его машины спасли страну 24 000 фунтов стерлингов, нельзя сказать, что ему переплачивали. Брюнелю не хотелось останавливаться на достигнутом; он получил работу на верфях и основал лесопилки в Баттерси. К несчастью, они были сожжены, а Брунель обанкротился и был заключен в тюрьму за долги. Правительство, однако, предоставило 5000 фунтов стерлингов для выплаты этих долгов, и как только Брюнель вышел из тюрьмы, он занялся строительством первого туннеля под Темзой. Начатый в 1825 году, он был открыт только в 1843 году. Интересно отметить, что в 1924 году был сдан в эксплуатацию одиннадцатый из таких туннелей, и что сегодня то, что тогда занимало восемнадцать лет, можно сделать за восемнадцать месяцев с помощью усовершенствованная техника, изобретенная со времен Брюнеля. Брюнель дополнил свои изобретения и среди других изобретательных устройств создал вязальную машину, машину для изготовления гвоздей и машину для изготовления деревянных ящиков. Он был посвящен в рыцари в 1841 году. Брюнель был не только великим изобретателем и великим инженером, но и очень интересным персонажем.В обществе он был ужасно рассеянным, но в тесноте его ум работал со скоростью молнии. Однажды, осматривая новую Бирмингемскую железную дорогу, он осматривал постоянный путь, когда поезд с грохотом проехал на повороте. Зрители были в ужасе, ожидая увидеть его разрубленным на куски. Брюнель рухнул лицом между металлами и лежал совершенно неподвижно, и весь поезд пролетел над ним, никоим образом не причинив ему вреда. Он был очень добр к своим друзьям.Одна пожилая женщина, которую он часто навещал, очень любила играть в терпение, но ее пальцы были настолько ревматичны, что ей было трудно тасовать карты. Брюнель заставил себя поработать и изобрел тасование карт. Это была просто маленькая коробочка, в которую складывались карты, затем ручка поворачивалась, и через несколько секунд сторона коробки опускалась и выходили карты, тщательно перемешанные и перемешанные. Брюнель был так называемым «двусуставным», и он прекрасно владел своими суставами и мышцами.Однажды он здорово повеселился со своим портным. Примерив новое пальто, портной обнаружил, что правое плечо Брюнеля было настолько выше левого, что посадка пальто была безнадежной. Он смиренно извинился и снял пальто, чтобы перешить его. Когда он попробовал еще раз, то с ужасом обнаружил, что все-таки левое плечо выше правого. «Не могу понять, как я сделал такую ошибку, – в отчаянии сказал бедняга. Брюнель рассмеялся и признался, что только что пошутил над портным. В другом случае женщина ворвалась в его дом, заявив, что с ней произошел несчастный случай, в результате которого она лишилась возможности пользоваться большим пальцем, так что она больше не могла зарабатывать себе на жизнь иглой. Брюнель был очень милосердным человеком, и женщина, без сомнения, знала, что он никогда не отказывает никому, кто заслуживал помощи. Однако изобретатель не был дураком и, подозревая, что что-то не так, сказал, что посмотрит на поврежденный большой палец. Женщина развернула повязку и показала ему большой палец, очевидно деформированный.Он смотрел на нее мгновение. Ах, очень любопытно, – сказал он. «Почти так же любопытно, как мои большие пальцы»; и, к замешательству женщины, он показал ей свои большие пальцы, оба в том же состоянии, в каком она притворялась своими. Она поспешно повернулась и выбежала из дома, оставив Брюнеля от души смеяться. Глава 9 © Линн Уотерман, 2000, 2001, 2002 |
Когда был изобретен токарный станок по металлу?
Зайдите в современный механический цех, и вы легко будете поражены количеством демонстрируемых передовых технологий.Станки с ЧПУ, использующие компьютеры и g-код для выполнения сложных операций резки на 5-осевых станках, или станки с электронным разрядом (EDM), использующие электричество для резки металлических деталей.
Несмотря на все передовые технологии, все представленные процессы обработки основаны на гораздо более старых принципах. История токарного станка, одного из самых значительных станков, является хорошим примером.
Ранние токарные станки: от дерева к металлу
Механическая обработка – это процесс, при котором кусок сырья разрезается и принимает желаемую форму.Большинство станков используют субтрактивную обработку, удаление материала резанием или шлифовкой. Станки различных типов использовались веками или даже дольше.
Токарный станок по металлу – один из таких станков. Свидетельства о первых токарных станках поступают из Египта, где в прядении металла участвовали два человека и веретено с веревочной намоткой. Сохранились только наглядные свидетельства, оставляющие много предположений относительно того, как работали первые токарные станки.
В последующие века многие культуры использовали разновидности прядения металла, хотя до позднего средневековья веретено не было непрерывного движения.Это означало, что резка не была непрерывной; он запускался, останавливался и сбрасывался при повороте заготовки.
Самые старые современные токарные станки использовались для обработки дерева и, вероятно, возникли во Франции в 1500-х годах. Эти токарные станки были непрерывного действия, поскольку вошли в употребление ножные педали. Процесс обработки на токарном станке получил название «токарная обработка». Включение токарного станка дало несколько важных преимуществ; вращение позволило равномерно удалить материал. Ранние токарные станки управлялись ножной педалью или ручным кривошипом, и оператор токарного станка мог контролировать, сколько материала удалялось, увеличивая или уменьшая скорость вращения.
С помощью токарного станка по дереву мастера могли создавать ножки стола и другие цилиндрические формы гораздо быстрее, чем их можно было вырезать вручную.
Кто изобрел токарный станок по металлу?
В начале промышленной революции в Англии горстка изобретателей сделала открытия, которые стали основой последующих технологических достижений. Генри Модслей был одним из них. Родился в 1771 году. Сначала он работал слесарем, а затем занялся производством судового оборудования – шкивов и блочных механизмов.
В течение следующих трех десятилетий Модслей изобрел ряд машин, а также обучил других известных изобретателей и инженеров викторианской эпохи. Одним из самых значительных изобретений Модслея стал токарный станок по металлу.
Раньше для резки металла использовались токарные станки; Между токарным станком по металлу и токарным станком по дереву не было ничего принципиально разницы, кроме, возможно, материалов, из которых он изготовлен. До Модслея рабочие обрабатывали металл и использовали инструменты от руки для придания формы заготовке.Это сработало, но полученные кусочки были неровными.
Примерно в 1800 году Модслею пришла в голову идея закрепить режущий инструмент на скользящих рельсах. Плавно перемещая инструмент по длине токарного станка, разрезы можно делать равномерно. Модслей использовал свое изобретение для стандартизации размера винтовой резьбы; в свою очередь, это позволило производить винты серийно и взаимозаменяемо.
Важность токарного станка по металлу
Токарный станок по металлу не в одиночку начал промышленную революцию, но он был одним из основных факторов, способствовавших массовому производству взаимозаменяемых деталей.Токарный станок получил еще больший импульс, когда он был соединен с паровой машиной, что позволило производить крупномасштабную токарную обработку металлических деталей.
Токарный станок по металлуMaudslay также сыграл решающую роль в развитии других станков. Его токарный станок продемонстрировал, что новые методы строительства можно комбинировать, чтобы производить новые инструменты и использовать их с новыми материалами.
Токарные станки по металлу сегодня
Революция эпохи компьютеров изменила и токарный станок по металлу. Сегодня более совершенные токарные станки оснащены технологией компьютерного числового управления (ЧПУ).Используя компьютерный язык, известный как G-код, токарные станки с ЧПУ можно предварительно запрограммировать на резку целой серии деталей до одинаковых размеров.
Современные токарные станки все еще используют те же основные принципы, что и токарные станки Модслея 200 лет назад, и, возможно, токарные станки намного старше этого. Они продолжают оставаться одними из самых важных станков, широко используемых сегодня.
История изобретений и современных моделей
Восемнадцатый и девятнадцатый века ознаменовались беспрецедентным техническим подъемом.В течение полутора лет было сделано много гениальных изобретений, созданы новые типы двигателей, освоены новые средства связи и транспорта, изобретены самые разные станки и машины. В большинстве отраслей производства ручной труд почти полностью заменен машинным. Скорость, качество обработки и производительность труда увеличились в несколько десятков раз. В развитых странах Европы появились тысячи крупных промышленных предприятий, возникли новые социальные классы – буржуазия и пролетариат.
Тягово-прядильная машина
Промышленный подъем сопровождался крупными социальными потрясениями. В результате к концу XIX века Европа и весь мир изменились до неузнаваемости; жизнь людей перестала быть такой, какой была в начале 18 века. Возможно, впервые в истории техническая революция так зримо и ясно повлияла на все аспекты жизни человека.
Между тем, начало этой великой машинной революции связано с созданием автоматической прядильной машины – самой первой машины, которая широко использовалась в производстве.Можно сказать, что прядильная машина оказалась прообразом всех последующих машин и механизмов, а потому ее изобретение по своему значению вышло далеко за узкие рамки текстильного и прядильного бизнеса. В известном смысле его появление символизировало рождение современного мира.
Прялка в стиле барокко
Прядение в том виде, в котором оно было описано выше – с помощью ручного веретена и прялки – существовало несколько тысячелетий и все это время оставалось довольно сложным и трудоемким занятием.Рука прядильщика при однообразных движениях натяжения, скручивания и наматывания нити быстро утомлялась, а производительность труда была низкой. Таким образом, значительный шаг в развитии прялки произошел с изобретением ручного прядильного колеса, которое впервые появилось в Древнем Риме.
В этом несложном устройстве колесо a при вращении приводило во вращение с помощью бесконечного шнура колесо меньшего размера d, на оси которого был надет шпиндель b.Процесс прядения на ручном прядильном колесе был следующим: правая рука за ручку вращала большое колесо а, а левая, вытягивая прядь из пучка волокон, направляла нить либо под углом к веретену (затем она скрученная и скрученная), либо под прямым углом (потом она сама, будучи готовой, намоталась на веретено).
прялка
Следующим крупным событием в истории прядения стало появление самовращающегося колеса (около 1530 г.), изобретателем которого является каменщик Юргенс из Брауншвейга.Его прялка приводилась в движение ногами и освобождала обе руки рабочего для работы.
Работы на прялке выполнялись следующим образом. Шпиндель 1 был плотно соединен с флайером 2 и получал движение от нижнего большого колеса 4. Последнее было соединено с блоком, закрепленным на шпинделе. Катушка 3, на одном конце которой закреплен блок меньшего диаметра, свободно надевалась на шпиндель. Оба блока получали движение от одного и того же колеса 4, но шпиндель и летун, соединенные с большим блоком, вращались медленнее, чем катушка, соединенная с меньшим блоком.Из-за того, что шпулька вращалась быстрее, на нее наматывалась нить, а скорость намотки нити была равна разнице скоростей шпинделя и шпульки. Прядильщица рукой вытащила волокна из прялки и частично скрутила их пальцами. Перед входом во флаер резьба двигалась по оси шпинделя. В то же время он вращался, то есть крутил, и делал совершенно то же количество оборотов, что и шпиндель. Пройдя через флаер 2, резьба изменила направление и пошла на катушку уже под прямым углом к оси шпинделя.Таким образом, по сравнению с обычным прядильным колесом, самовращающееся колесо позволяло одновременно вытягивать, крутить и наматывать нить.
Колесо самоходное Юргенса, 1530. Общий вид и схема работы его частей
Самовращающееся колесо на трех нитках Леонардо да Винчи
Из процесса прядения здесь уже были механизированы две операции: скручивание нити и наматывание ее на катушку, но вытягивание волокон из прядильного колеса и их частичное скручивание происходило вручную.Это сильно замедлило всю работу. Между тем, в первой трети 18 века был создан усовершенствованный ткацкий станок Кей, позволивший значительно увеличить скорость ткачества. На новой машине ловкий ткач смог сплести столько пряжи, сколько было поставлено шестью опытными прядильщиками. В результате возникла диспропорция между прядением и ткачеством. Ткачи стали ощущать нехватку пряжи, так как прядильщики не успевали подготовить ее в необходимом количестве. Пряжа не только дорожала, но зачастую получить ее было невозможно ни за какие деньги.А рынки требовали все больше и больше тканей.
Несколько поколений механиков тщетно ломали голову над тем, как улучшить прялку. В течение 17-го и первой половины 18-го веков было предпринято несколько попыток оснастить прялку двумя веретенами, чтобы повысить ее эффективность. Но работать с такой прялкой было слишком тяжело, поэтому идея не получила распространения. Было ясно, что прядение сразу на нескольких веретенах возможно только при механизированной операции вытягивания волокон.
Эту сложную задачу частично решил английский механик Джон Уайт, который в 1735 году изобрел специальный вытяжной шкаф. Согласно Марксу, именно эта часть машины определила начало промышленной революции. Не имея средств, Уайт продал права на свое замечательное изобретение предпринимателю Льюису Полу, который получил на него патент в 1738 году. В машине Пола и Уайта человеческие пальцы были сначала заменены парой «тянущих» роликов, вращающихся с разной скоростью. Один ролик имел гладкую поверхность, а другой – шероховатую с гофрированной поверхностью или обшитую паклей.Однако перед тем, как попасть на валки машины, волокна хлопка нужно было предварительно обработать – их нужно было уложить параллельно друг другу и вытащить. (Это называлось «расчесывание» хлопка или прочесывание.)
Карточный цилиндр Paul для гребнечесания пряжи, 1738
Пол и Уайт попытались механизировать этот процесс и создали специальную чесальную машину. Принцип его работы заключался в следующем. Цилиндр, снабженный зацепами по всей поверхности, вращался в канавке, на внутренней стороне которой были зубья.Волокна хлопка пропускались между цилиндром и желобом и, таким образом, расчесывались.
Прядильная машина Пола
После этого пряжа в виде тонкой ленты подавалась в прядильную машину, и здесь она сначала протягивалась на вытяжных роликах, а затем подавалась на веретено, вращающееся быстрее, чем ролики, и скручивалась в нить. Первая такая прялка была построена Полем в 1741 году. Это была первая прядильная машина в истории.
Совершенствуя свою машину, Пол и Уайт начали пропускать пряжу через несколько валков.Вращаясь с разной скоростью, они затянули его в более тонкую нить. С последней пары роликов резьба попадала на шпиндель. В 1742 году Уайт построил машину, которая вращала сразу на 50 веретенах и приводилась в движение двумя ослами. Как показали дальнейшие события, изобретенные им натяжные ролики оказались чрезвычайно удачным нововведением. Но в целом его машина не получила широкого распространения. Это было слишком дорого и громоздко для мастера-одиночки. В последующие годы продолжала ощущаться острая нехватка пряжи.Частично эта проблема была решена только после создания прядильной машины Hargreaves.
Харгривз был ткачихой. Его жена шила ему пряжу, и того, что она успела натянуть за день, ему не хватило. Поэтому он много думал о том, как бы ускорить работу прядильщиков. Случай пришел ему на помощь. Однажды дочь Харгривза, Дженни, случайно опрокинула прядильное колесо, но его колесо продолжало вращаться, а веретено продолжало вращать пряжу, хотя оно находилось в вертикальном, а не горизонтальном положении.Харгривз немедленно воспользовался этим наблюдением и в 1764 году построил машину с восемью вертикальными шпинделями и одним колесом. Он назвал машину «Дженни» в честь своей дочери. Она не принесла своему создателю ни денег, ни счастья. Напротив, изобретение Харгривза вызвало бурю негодования среди прядильщиков – они предвидели, что машина лишит их работы. Однажды толпа возбужденных людей ворвалась в дом Харгривза и разбила машину. Самому изобретателю и его жене с трудом удалось избежать расправы.Но это, конечно, не могло остановить распространение машинного прядения – буквально за несколько лет «Дженни» использовали тысячи мастеров.
Прядильная машина Hargreaves “Jenny”
Как и машина Уайта, Дженни требовалась предварительная подготовка хлопковых волокон. Нить здесь была сделана из ленточки прочесанного хлопка. Початки с ровницей размещались на наклонной раме (наклон служил для облегчения разматывания ровницы). Вместо бросков Уайта Харгривз использовал специальный пресс, который состоял из двух деревянных блоков.Нити ровницы из початков пропускали через вытяжной пресс и прикрепляли к шпинделям. Веретена, на которые наматывалась готовая нить, находились на неподвижной раме с левой стороны станка. Внизу каждого шпинделя был блок, вокруг которого проходил приводной шнур, переброшенный через барабан. Этот барабан располагался перед всеми блоками и шпинделями и приводился в движение большим колесом, вращаемым вручную. Таким образом, большое колесо вращало все шпиндели.
Прядильщик одной рукой перемещал каретку волочильного пресса, а другой вращал колесо, приводившее в движение шпиндель.Работа станка заключалась в следующих процессах: пресс закрывался и отводился от шпинделей – в результате нить вытягивалась. При этом вертушка вращала колесо, приводила в движение веретена, и они закручивали нить. В конце отступления каретка остановилась, а веретена продолжали вращаться, производя скручивание. После этого каретка подавалась обратно к шпинделям, все нити слегка загибались специальной проволокой, чтобы они попали в положение намотки.При обратном ходе каретки с открытым прессом на шпиндели наматывались нити за счет вращения последних.
Тяговый пресс Hargreaves фактически заменил руку рабочего. Вся работа сводилась в основном к трем движениям: к вращению ведущего колеса, к прямолинейному движению каретки вперед-назад и к сгибанию троса. Другими словами, человек играл только роль двигательной силы, и поэтому в будущем появилась возможность заменить рабочего другими, более постоянными и мощными источниками энергии.Замечательная ценность изобретения Харгривса заключалась в том, что оно позволило одному рабочему управлять несколькими веретенами. В его самой первой машине было всего восемь шпинделей. Потом увеличил их количество до 16. Но еще при жизни Харгривза появились станки Jenny с 80 веретенами. Эти машины больше не могли управляться рабочим, и их начали подключать к водяному двигателю. Благодаря простоте конструкции и невысокой стоимости, а также возможности использования ручного привода «Дженни» получила широкое распространение.К 90-м годам 18 века в Англии насчитывалось уже более 20 тысяч самовращающихся колес Jenny. Большинство из них принадлежало ткачам-одиночкам. Самые маленькие из них выполняли работу шести или восьми рабочих. Это был первый в истории автомобиль, получивший широкое распространение.
МашинаХаргривза частично помогла преодолеть голод прядения и способствовала значительному росту производства в Англии, но это все еще было не совсем то, что требовалось. Чертежник Дженни оказался несовершенным. Из-за недостаточного натяжения пряжа получилась хоть и тонкой, но слабой.Для большей прочности ткани ткачам приходилось добавлять в пряжу льняную нить.
Вскоре Аркрайт создал более успешный автомобиль. Это было соединение выхлопного механизма Уайта с крутильно-заводным устройством самовращающегося колеса Юргенса. Аркрайт был парикмахером в Болтоне, Англия. Большинство его клиентов были мелкими прядильщицами и ткачами. Однажды Аркрайт стал свидетелем разговора ткачей, которые сказали, что полотно соткано из льняных нитей с вкраплениями хлопчатобумажных нитей, поскольку машина Харгривза не могла подавать много пряжи, а ее нити не имели достаточной прочности.Вскоре после этого Аркрайт купил себе машину Дженни, изучил ее и пришел к убеждению, что он может построить еще одну, которая будет вращаться быстрее и точнее. Он взялся за дело и действительно сумел построить прялку, которая полностью автоматически выполняла все процессы. Прядильщик должен был только убедиться, что в машину было подано достаточно материала, и снова соединить порванные нити.
Прядильная машина Аркрайта, 1769
Работа над машиной Аркрайта проходила следующим образом.Ведущее колесо вращало шпиндель с флаерами. Ровинг, предварительно изготовленный из хлопка, находился на початках, которые помещались на горизонтальный вал в верхней части машины. Ровничная лента из хлопковых волокон подавалась на вытяжные ролики перед початками. В каждой паре нижний валик был деревянным, гофрированным, а верхний обтянут кожей. Каждая последующая пара роликов вращалась быстрее предыдущей. Верхние ролики прижимались к нижним весами. Нарисованная нить выходила из последней пары роликов, проходила через крючки флаера и наматывалась на веретено.Чтобы получить отставание катушек, сидящих на шпинделях, от листовок, катушки были несколько задержаны шнуром, проходящим через канавки шкивов в нижней части каждой катушки. В результате получилась пряжа такой прочности, что отныне можно было изготавливать ткани из чистого хлопка без добавления льна. В описываемой машине полностью реализован принцип непрерывности работы, поэтому она получила название водяная машина.
Аркрайт оказался не только успешным изобретателем, но и умным бизнесменом.В общине с двумя купцами он построил свою прядильную фабрику, а в 1771 году открыл вторую фабрику в Кромфорде, где все машины приводились в движение водяным колесом. Вскоре фабрика разрослась до крупного предприятия. В 1779 году в нем было несколько тысяч веретен и 300 рабочих. Не останавливаясь на достигнутом, Аркрайт основал еще несколько фабрик в разных частях Англии. В 1782 году на него уже работало 5 тысяч рабочих, а его капитал оценивался в 200 тысяч фунтов стерлингов.
Arkwright продолжил работу над новыми машинами, которые механизировали бы весь процесс обработки пряжи.В 1775 году он получил патент сразу на несколько вспомогательных механизмов. Основными из них были: чесальная машина, подвижная гребенка, ровничная машина и подающее устройство. Кардочесальная машина состояла из трех барабанов и использовалась для расчесывания хлопка. (Это была улучшенная машина Уайта.) Подвижная гребенка использовалась в качестве дополнения к чесальной машине для удаления прочесанного хлопка с барабанов. Ровничная машина превращала гребенный хлопок в цилиндрическую ровницу, готовую к прядению на прядильной машине. Подающее устройство представляло собой подвижное полотно, которое доставляло хлопок на чесальную машину для обработки.
В последующие годы слава Аркрайта была омрачена обвинениями в краже чужих изобретений. Ряд судебных процессов показал, что все машины, которые он запатентовал, были изобретены не им. Итак, выяснилось, что часовщик Джон Кей изобрел прядильную машину, карточный автомат – Дэниел Борн, устройство подачи – Джон Лис. В 1785 году все патенты Аркрайта были аннулированы, но к этому времени он уже стал одним из самых богатых английских производителей.
В 1772 году механик Вуд создает машину, в которой вытяжное устройство неподвижно, а шпиндели движутся, то есть процесс происходит противоположно тому, что происходит в машине Харгривза. Здесь лента, являющаяся предметом труда, занимает пассивное положение, а шпиндель (рабочий инструмент) в значительной степени активирован. Растяжной пресс, оставаясь неподвижным, закрывается и открывается, а шпиндели не только вращаются, но и перемещаются.
Автомобиль Вуда “Билли” (середина 18 века)
Окончательную точку в создании универсальной прядильной машины поставил ткач Сэмюэл Кромптон, создав так называемую «мул-машину».Он сочетал в себе принципы водяных машин Дженни и Аркрайта.
Мул машины Crompton 1774-1779: 1 – ведущий шкив; 2, 3 – ведомые шкивы; 4 – каретка; 5 – система вытяжек и блоков; 6 – барабан; 7 – шпиндель; 8 – ролик; 9 – рычаг; 10 – катушки; 11 – резьба
Вместо пресса Hargreaves компания Crompton использовала вытяжные валки. Кроме того, была представлена карета, которая двигалась вперед и назад. Шпиндели размещались на лафете. Когда каретка с веретенами отходила от роликов, шпиндели тянулись еще сильнее и закручивали нить.При приближении каретки к роликам нить скручивалась и наматывалась на шпиндель. В то время как водяная машина производила прочную, но грубую пряжу, а Jenny производила тонкую, но слабую пряжу, машина Кромптона производила прочную, но тонкую пряжу.
Чтение и запись полезно
Токарный станок сейчас широко известен. История его создания начинается в 700-х годах нашей эры.Первые модели использовались для обработки дерева, спустя 3 века был создан агрегат для работы с металлами.
Первые упоминания
В 700-е годы А.D. Создан агрегат, частично напоминающий современный токарный станок. История его первого успешного запуска начинается с обработки древесины ротационным методом. Ни одна деталь установки не была сделана из металла. Поэтому надежность таких устройств довольно низкая.
Токарный станок в то время имел низкий КПД. История производства восстановлена по сохранившимся чертежам и чертежам. Чтобы раскрутить заготовку, понадобилось 2 сильных подмастерья. Точность получаемых изделий невысока.
Сведения об установках, отдаленно напоминающих токарный станок, история которых восходит к 650 году до нашей эры. е. Однако объединял эти машины только принцип обработки – способ вращения. Остальные узлы были примитивными. Заготовку буквально приводили в движение вручную. Использовался рабский труд.
Созданные в 12 веке модели уже имели вид привода и могли получить на них полноценное изделие. Однако держателей инструмента еще не было. Поэтому говорить о высокой точности изделия было рано.
Устройство первых моделей
Старинный токарный станок зажимал заготовку между центрами. Вращение производилось вручную всего за несколько оборотов. Резка производилась фиксированным инструментом. Подобный принцип обработки присутствует и в современных моделях.
В качестве привода вращения заготовки мастера использовали: животных, лук со стрелами, привязанными веревкой к изделию. Некоторые мастера для этих целей построили подобие водяной мельницы. Но существенно повысить производительность не получилось.
Первый токарный станок имел деревянные детали, и с увеличением количества узлов надежность устройства была потеряна. Водные устройства быстро потеряли актуальность из-за сложности ремонта. Только к 14 веку появился простейший привод, значительно упростивший процесс обработки.
Ранние приводные механизмы
Прошло несколько столетий с момента изобретения токарного станка до реализации на нем простейшего приводного механизма.Вы можете представить его в виде шеста, закрепленного посередине на станине поверх заготовки. Один конец очка обвязывают веревкой, которая оборачивается вокруг заготовки. Второй фиксируется ножной педалью.
Этот механизм работал успешно, но не мог обеспечить требуемую производительность. Принцип действия основан на законах упругой деформации. При нажатии на педаль веревка натягивалась, шест изгибался и испытывал значительное натяжение. Последний переносился на заготовку, приводя ее в движение.
После поворота изделия на 1 или 2 оборота шток освободился и снова согнулся. Мастер использовал педаль, чтобы регулировать непрерывную работу очка, заставляя заготовку непрерывно вращаться. При этом руки были заняты инструментом, выполняя изделия из дерева.
Этот простейший механизм унаследовали следующие версии машин, у которых уже был кривошипно-шатунный механизм. Механические швейные машины 20 века впоследствии имели аналогичную конструкцию привода.На токарных станках с помощью кривошипа добивались равномерного движения в одном направлении.
Благодаря единому механизму мастера стали получать изделия правильной цилиндрической формы. Не хватало только жесткости узлов: центров, резцедержателей, приводного механизма. Держатели фрез были деревянными, что приводило к их выдавливанию при обработке.
Но, несмотря на перечисленные недостатки, стало возможным изготавливать детали даже сферической формы. Обработка металла по-прежнему оставалась сложной задачей.Даже мягкие сплавы нельзя было повернуть вращением.
Положительным сдвигом в конструкции станков стало введение универсальности обработки: уже на одном станке обрабатывались заготовки различного диаметра и длины. Это было достигнуто с помощью регулируемых держателей и центров. Однако большие детали требовали от мастера значительных физических затрат, чтобы реализовать вращение.
Многие мастера адаптировали маховик из чугуна и других тяжелых материалов. Использование инерции и силы тяжести облегчило работу процессора.Однако добиться промышленных масштабов все еще было сложно.
Металлические детали
Основной задачей изобретателей станков было повышение жесткости узлов. Началом технического перевооружения стало использование металлических центров, зажимающих заготовку. Позже уже были внедрены зубчатые передачи из стальных деталей.
Металлические детали позволили создавать резьбонарезные станки. Жесткости было уже достаточно для обработки мягких металлов.Постепенно совершенствовались отдельные узлы:
- держатель заготовки, позже названный основным узлом – шпиндель;
- конические упоры снабжены регулируемыми механизмами изменения положения по длине;
- Работа на токарном станке упростилась с изобретением металлического держателя инструмента, но требовала постоянного удаления стружки при одновременном повышении производительности;
- Чугунная станина увеличила жесткость конструкции, что позволило обрабатывать детали значительной длины.
С введением металлических узлов раскручивать заготовку становится сложнее. Изобретатели задумались о создании полноценного привода, желая исключить ручной труд человека. Система передачи помогла выполнить план. Паровая машина впервые была адаптирована для вращения заготовок. Ему предшествовал водяной двигатель.
Равномерность движения режущего инструмента осуществлялась червячной передачей с помощью рукоятки. Это приводит к более чистой поверхности детали.Сменные блоки позволили осуществить универсальную работу на токарном станке. Механизированные конструкции совершенствовались на протяжении веков. Но и по сей день принцип работы узлов основан на первых изобретениях.
Ученые-изобретатели
В момент покупки токарного станка в первую очередь анализируются его технические характеристики. Они обеспечивают основные возможности обработки, габариты, жесткость, скорость производства. Раньше при модернизации узлов постепенно вводились параметры, по которым модели сравнивались между собой.
Классификация машин помогла оценить степень совершенства той или иной машины. Проанализировав собранные данные, отечественный изобретатель времен Петра I модернизировал предыдущие модели. Его детище представляло собой настоящий механизированный станок, позволяющий производить различные виды обработки тел вращения и нарезать резьбу.
Плюс в конструкции Нартова – возможность изменять скорость вращения подвижного центра. Также они были снабжены сменными зубчатыми передачами.Внешний вид станка и устройства напоминают простейшие современные токарные станки ТВ3,4, 6. Современные обрабатывающие центры имеют аналогичные узлы.
В 18 веке Андрей Нартов представил миру самоходный суппорт. передается равномерное движение инструмента. К концу века английский изобретатель Генри Модсли представил свою версию важного узла. В его конструкции изменение скорости движения осей осуществлялось за счет разного шага резьбы ходового винта.
Основные узлы
Токарные станки идеально подходят для вращения трехмерных деталей. Обзор современного станка содержит параметры и характеристики основных узлов:
- Станина является основным нагружаемым элементом, станиной машины. Изготавливаются из прочных и твердых сплавов, в основном используется перлит.
- Опора – островок для крепления вращающихся головок или статического инструмента.
- Шпиндель – служит держателем заготовки. Главный мощный узел вращения.
- Дополнительные узлы: шарико-винтовые пары, оси скольжения, механизмы смазки, подача охлаждающей жидкости, воздухозаборники из рабочей зоны, охладители.
Современный токарный станок содержит приводные системы, состоящие из сложной управляющей электроники и часто синхронного двигателя. Дополнительные опции позволяют удалять стружку из рабочей зоны, измерять инструмент, подавать СОЖ под давлением непосредственно в зону резания. Механика станка подбирается индивидуально под производственные задачи, от этого зависит и стоимость оборудования.
Опора содержит узлы для размещения подшипников, которые установлены на шарико-винтовой передаче (шариковинтовой паре).Также на нем монтируются элементы для контакта с направляющими скольжения. Смазка в современных машинах подается автоматически, ее уровень в баке контролируется.
На первых токарных станках движение инструмента осуществлял человек, направление его движения он выбирал. В современных моделях все манипуляции производятся контроллером. На изобретение такого узла ушло несколько столетий. Электроника значительно расширила возможности обработки.
Control
В последнее время широкое распространение получили токарные станки с ЧПУ по металлу – с числовым программным управлением.Контроллер контролирует процесс резания, следит за положением осей, рассчитывает перемещение по заданным параметрам. В памяти хранятся несколько этапов резки, вплоть до выхода готовой детали.
Токарные станки с ЧПУ по металлу могут иметь визуализацию процесса, которая помогает проверить написанную программу до того, как инструмент начнет двигаться. Весь монтаж можно увидеть виртуально и вовремя исправить ошибки кода. Современная электроника контролирует осевую нагрузку. Последние версии программного обеспечения позволяют идентифицировать неисправный прибор.
Метод проверки сломанных вставок на держателе основан на сравнении графика осевой нагрузки при нормальной работе и при превышении аварийного порога. Отслеживание происходит в программе. Информация для анализа поступает в контроллер от системы привода или датчика мощности с возможностью оцифровки значений.
Датчики положения
Первые машины с электроникой имели концевые выключатели с микровыключателями для управления конечными положениями. Позже на винт стали устанавливать энкодеры.В настоящее время используются высокоточные линейки, способные измерять люфт в несколько микрон.
Оснащен круговыми энкодерами и осями вращения. может быть управляемым. Это необходимо для реализации функций фрезерования, которые выполнялись приводным инструментом. Последний часто встраивался в башню.
Целостность прибора измеряется с помощью электронных датчиков. Они также упрощают поиск точек привязки для начала цикла резки. Датчики могут измерять геометрию полученных контуров детали после обработки и автоматически вносить исправления, которые добавляются к повторной чистовой обработке.
Самая простая современная модель
Токарный станок ТВ 4 относится к учебным моделям с самым простым приводным механизмом. Все управление осуществляется вручную.
Рукоятки:
- регулируют положение инструмента относительно оси вращения;
- задает направление нарезания резьбы вправо или влево;
- служат для изменения числа оборотов главного привода;
- определить шаг резьбы;
- включают продольное перемещение инструмента;
- отвечают за крепление узлов: задней бабки и ее пиноли, головок с фрезами.
Маховики перемещают узлы:
- пиноль задней бабки;
- каретка продольная.
В конструкции предусмотрена схема освещения рабочей зоны. Система безопасности в виде защитного экрана защищает рабочих от попадания стружки. Конструкция машины компактна, что позволяет использовать ее в учебных аудиториях, служебных помещениях.
Станок токарно-винторезный ТВ4 относится к простым конструкциям, в которых предусмотрены все необходимые узлы полноценной конструкции для обработки металла.Шпиндель приводится в движение редуктором. Инструмент закреплен на опоре с механической подачей, приводимой в действие винтовой муфтой.
Размеры (редактировать)
Шпиндель управляется асинхронным двигателем. Максимальный размер заготовки может быть в диаметре:
- не более 125 мм, при обработке над суппортом;
- не более 200 мм, если обработка ведется над станиной.
Длина зажимаемой детали в центрах не более 350 мм.Собранный станок весит 280 кг, максимальная частота вращения шпинделя 710 об / мин. Эта скорость вращения имеет решающее значение для чистовой обработки. Питание осуществляется от сети 220В частотой 50 Гц.
Характеристики модели
Редуктор станка TV4 соединен с двигателем шпинделя клиноременной передачей. Вращение на шпиндель передается от коробки через ряд шестерен. Направление вращения заготовки можно легко изменить, синхронизируя главный двигатель.
Гитара используется для передачи вращения от шпинделя к суппорту.Можно переключать 3 скорости подачи. Соответственно нарезаются три разных типа метрической резьбы. Плавность и равномерность хода обеспечивается ходовым винтом.
Ручки задают направление вращения гребного винта передней бабки. Также ручки устанавливают скорость подачи. Суппорт перемещается только в продольном направлении. Установки следует смазывать вручную в соответствии с правилами оборудования. С другой стороны, шестерни забирают смазку из ванны, в которой они работают.
Станок имеет возможность работать вручную. Для этого используются маховики. Шестерня рейки и зубчатая рейка зацепляются. Последний прикручивается к кровати болтами. Такая конструкция позволяет при необходимости включать ручное управление станком. Аналогичный маховик используется для перемещения пиноли задней бабки.
История изобретения токарного станка относится к 650-м годам. До н.э. Станок состоял из двух соосно установленных центров, между которыми зажималась заготовка из дерева, кости или рога. Раб или ученик вращал заготовку (один или несколько оборотов в одну сторону, затем в другую).Мастер держал фрезу в руках и, прижав ее в нужном месте к заготовке, снимал стружку, придавая заготовке необходимую форму. Позже для приведения заготовки в движение применялась дужка со слабо натянутой (провисающей) тетивой. Тетива наматывалась на цилиндрическую часть заготовки так, чтобы она образовывала петлю вокруг заготовки. Когда лук двигался в одном или другом направлении, подобно движению пилы при распиловке бревна, заготовка совершала несколько оборотов вокруг своей оси, сначала в одном направлении, а затем в другом.В XIV-XV вв. Получили распространение токарные станки с ножным приводом. Ножной привод состоял из очка – упругого стержня, консольно закрепленного над машиной. К концу шеста прикреплялась веревка, которую на один оборот оборачивали вокруг заготовки и прикрепляли к педали нижним концом. При нажатии на педаль струна растягивалась, заставляя заготовку сделать один или два оборота, а шест изгибался. Когда педаль была отпущена, шест выпрямлялся, тянул шпагат вверх, и заготовка делала такие же повороты в другом направлении.Примерно к 1430 году вместо очепа начали использовать механизм, включающий педаль, шатун и кривошип, таким образом получая привод, аналогичный ножному приводу швейной машины, широко распространенной в 20 веке. С этого времени заготовка на токарном станке вместо колебательного движения получала вращение в одном направлении на протяжении всего процесса токарной обработки. В 1500 году токарный станок уже имел стальные центры и люнет, который можно было закрепить где угодно между центрами.
На таких станках обрабатывались с точностью до шарика довольно сложные детали – тела вращения.Но привод существовавших на тот момент станков был слишком маломощным для обработки металла, а усилия руки, держащей фрезу, были недостаточны для удаления с заготовки крупной стружки. В результате обработка металла оказалась неэффективной. нужно было заменить руку рабочего на специальный механизм, а мускульную силу, приводящую машину в движение, на более мощный двигатель. Появление водяного колеса привело к увеличению производительности труда, оказав мощное революционное влияние на развитие техники.А с середины XIV в. водные приводы стали распространяться в металлообработке. В середине XVI века Жак Бессон (умер в 1569 г.) изобрел токарный станок для нарезания цилиндрических и конических винтов. В начале XVIII века Андрей Константинович Нартов (1693-1756), слесарь Петра Великого, изобретает оригинальный токарно-копировально-винторезный станок с механизированным суппортом и набором сменных шестерен. Чтобы по-настоящему понять всемирное значение этих изобретений, давайте вернемся к эволюции токарного станка.В XVII в. появились токарные станки, в которых заготовка приводилась в движение уже не мускульной силой токаря, а с помощью водяного колеса, а резец по-прежнему удерживался токарём. В начале 18 века. Токарные станки все чаще применялись для резки металла, а не дерева, в связи с чем проблема жесткого крепления фрезы и перемещения ее по обрабатываемой поверхности стола очень актуальна. И впервые проблема самоходной опоры была успешно решена в копировальном аппарате А.К. Нартов в 1712 г.
К идее механизированного движения фрезы изобретатели подошли давно. Впервые эта проблема стала особенно острой при решении таких технических задач, как нарезание резьбы, нанесение сложных рисунков на предметы роскоши, изготовление шестеренок и т. Д. Для получения резьбы на валу, например, сначала делали маркировку, для которой На вал наматывалась бумажная лента необходимой ширины, по краям которой наносился контур будущей нити.После разметки нить подпиливали вручную напильником. Помимо трудоемкости такого процесса, очень трудно получить таким способом удовлетворительное качество резьбы. И Нартов не только решил проблему механизации этой операции, но и в 1718-1729 годах. сам усовершенствовал схему. Копирующий штифт и суппорт приводились в движение одним ходовым винтом, но с другим шагом резания под резцом и под копиром. Таким образом обеспечивалось автоматическое перемещение ползуна по оси заготовки.Правда, перекрестной подачи еще не было; вместо этого была введена поворотная система «копировальный бланк». Поэтому работы по созданию суппорта продолжались. Их поддержку создали, в частности, тульские механики Алексей Сурнин и Павел Захава. Более совершенная конструкция опоры, близкая к современной, была создана английским станкостроителем Модсли, но А.К. Нартов остается первым, кто нашел способ решить эту проблему. Вообще нарезание винта долгое время оставалось сложной технической задачей, так как требовало высокой точности и мастерства.Механики давно думали, как упростить эту операцию. Еще в 1701 году в работе S. Plume был описан способ нарезания шурупов с помощью примитивного штангенциркуля. Для этого к заготовке в качестве хвостовика припаивалась часть винта. Шаг паяемого винта должен был быть равен шагу винта, который нужно было врезать в заготовку. Затем заготовку устанавливали в простейшую съемную деревянную бабку; передняя бабка поддерживала корпус заготовки, а в заднюю бабку вставляли припаянный винт.При вращении винта деревянное гнездо задней бабки смялось по форме винта и служило гайкой, в результате чего вся заготовка перемещалась в сторону передней бабки. Подача на оборот была такой, что она позволяла стационарному резцу нарезать винт с требуемым шагом. Подобное устройство было найдено на токарно-винторезном станке 1785 года, который был непосредственным предшественником станка Модсли. Здесь резьба, которая служила образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, который удерживал заготовку и заставлял ее вращаться.(Шпинделем называют вращающийся вал токарного станка с приспособлением для зажима заготовки.) Это позволило нарезать винты машинным способом: рабочий вращал заготовку, которая за счет резьбы шпинделя, как и в Устройство Plume начало переводить относительно неподвижного резца, который рабочий держал на палке. Таким образом, на изделии была получена резьба, точно соответствующая резьбе шпинделя. Однако точность и простота обработки зависели исключительно от силы и твердости руки рабочего, направляющего инструмент.Это было большим неудобством. Вдобавок резьба на шпинделе составляла всего 8-10 мм, что позволяло нарезать только очень короткие винты.
Вторая половина XVIII века в станкостроении ознаменовалась резким расширением области применения металлорежущих станков и поиском удовлетворительной схемы универсального токарного станка, который можно было бы использовать для различных целей. В 1751 г. Ж. Вокансон во Франции построил машину, которая по своим техническим характеристикам уже напоминала универсальную машину.Он был металлическим, имел прочное основание, два металлических центра, две V-образные направляющие, медную опору, обеспечивающую механизированное перемещение инструмента в продольном и поперечном направлениях. В то же время на этом станке не было системы зажима заготовки в патроне, хотя это устройство существовало и в других конструкциях станков. Он предусматривал фиксацию заготовки только по центрам. Расстояние между центрами можно было изменять в пределах 10 см. Таким образом, на станке Vaucanson можно было обрабатывать только детали примерно одинаковой длины.В 1778 году англичанин Д. Рамедон разработал два типа резьбонарезных станков. В одном станке алмазный режущий инструмент перемещался вдоль вращающейся заготовки по параллельным направляющим, скорость которого задавалась вращением контрольного винта. Сменные шестерни позволяли получать резьбу с разным шагом. Второй станок позволял нарезать резьбу с разным шагом на деталях длиннее стандартной длины. Резец перемещался по заготовке с помощью веревки, которая навинчивалась на центральный ключ.В 1795 году французский механик Сено изготовил специальный токарный станок для нарезания винтов. Конструктор предусмотрел сменные шестерни, большой ходовой винт, простой механизированный суппорт. На машине отсутствовали какие-либо орнаменты, которыми раньше мастера украшали свои изделия.
Накопленный опыт позволил к концу 18 века создать универсальный токарный станок, ставший основой машиностроения. Его написал Генри Модсли. В 1794 году он создал довольно несовершенную конструкцию суппорта.В 1798 году, основав собственную мастерскую по производству станков, он значительно усовершенствовал суппорт, что позволило создать вариант универсального токарного станка. В 1800 году Модсли усовершенствовал этот станок, а затем создал третью версию, содержащую все элементы, которые есть у токарно-винторезных станков сегодня. В то же время важно, что Модсли осознал необходимость унификации определенных типов деталей и первым ввел стандартизацию резьбы на винтах и гайках.Он начал производить наборы метчиков и плашек для нарезания резьбы. Токарный станок Робертс Одним из учеников и преемников бизнеса Модсли был Р. Робертс. Он улучшил токарный станок, разместив ходовой винт перед станиной, добавив механизм блокировки шестерен и переместив ручки управления на переднюю панель станка, что сделало управление станком более удобным. Этот токарный станок работал до 1909 года. Другой бывший сотрудник Модсли, Д. Клемент, создал токарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости вращения детали и постоянной скорости подачи по мере движения фрезы от периферии к центру скорость резания будет уменьшаться, и создал систему увеличения скорости.В 1835 году Д. Уитворт изобрел автоматическую поперечную подачу, которая была связана с механизмом продольной подачи. На этом завершено коренное усовершенствование токарного оборудования.
Следующий этап – автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. В США развитие технологии обработки металлов началось позже, чем в Европе. Американские станки первой половины 19 века. значительно уступает машинам Модсли. Во второй половине ХIХ в.качество американских станков уже было достаточно высоким. Машины выпускались серийно, вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одним предприятием. В случае поломки детали достаточно было выписать аналогичную с завода и заменить сломанную деталь на целую без какой-либо регулировки. Во второй половине ХIХ в. были внедрены элементы, обеспечивающие полную механизацию обработки – устройство автоматической подачи по обеим координатам, совершенная система крепления фрезы и детали.Условия резки и подачи были изменены быстро и без значительных усилий. У токарных станков были элементы автоматики – автоматическая остановка станка при достижении определенного размера, система автоматического регулирования скорости лобового поворота и т. Д. Однако главным достижением американского станкостроения было не развитие традиционного токарного станка. , но создание его модификации – токарно-карусельный станок. В связи с необходимостью производства нового стрелкового оружия (револьверов) С. Фитч в 1845 году спроектировал и построил револьверную машину с восемью режущими инструментами в башне.Скорость смены инструмента резко повысила производительность станка при производстве серийной продукции. Это был серьезный шаг к созданию станков-автоматов. Первые автоматы уже появились в деревообработке: в 1842 г. такой автомат построил К. Випил, а в 1846 г. – Т. Слоан. Первый универсальный токарный автомат-автомат был изобретен в 1873 году Хр. Спенсер.
Агрегатные станкипозволяют выполнять на одном станке различные виды обработки изделий несколькими инструментами одновременно, что значительно снижает трудоемкость обработки деталей.
Однако при смене типа продукта сложно переключить специальные машины узкого назначения на другие работы. Для устранения этого недостатка начали создавать модульные машины, построенные из набора различных нормализованных укрупненных узлов-агрегатов.
В ХХ веке. массовое производство впервые получило распространение при изготовлении деталей (болтов, штифтов, гаек, шайб и т. д.). Для производства таких деталей впервые были созданы станки – автоматы и полуавтоматы.Потом были продольно-фиссоновые, фиссонно-раскроечные, многошпиндельные автоматы. В крупносерийном производстве и частично в серийном производстве получили распространение токарные полуавтоматы, предназначенные для тяжелых и сложных работ. В таких станках не автоматизированы только установка и зажим заготовок, запуск станка и удаление обработанного продукта.
С 70-х годов XIX века. все эти типы станков развиваются в сторону более узкой дифференциации и специализации.На базе универсального токарного станка создаются горизонтально-расточные станки, лоботокарные и карусельно-токарные станки.
Было много филиалов и других основных машин. В машиностроении этого времени большое место занимает вообще разработка методов резки металлов. Резко различаются режущие инструменты и режущие части станков. Появились так называемые резьбовые фрезы, фигурные фрезы, различные зуборезные инструменты, червячные фрезы и т. Д.
Механическая опора получила дальнейшее развитие. Перемещение штангенциркуля автоматизировано. Возникли и автоматов и полуавтоматов.
Изменился сам материал, из которого изготовлены машины. Стали использоваться стали более высоких марок. Теперь перешли на режущий инструмент из инструментальной стали различных разновидностей. Она не теряла твердости даже при перегреве до красного каления, то есть до 600 ° С.
Специализация машиностроения способствовала внедрению в нее автоматизации, , поскольку сужение функций машины напрямую привело к упрощению выполняемых ею операций и тем самым создало благоприятные условия для внедрения автоматических процессов.
Современные высокопроизводительные металлорежущие станки построены на широком использовании принципов многоинструментальной обработки и многопозиционного позиционирования, являются специализированными и часто предназначены для выполнения определенной операции.
Первая автоматическая линия была установлена в Англии в 1923-1924 годах. для обработки блоков цилиндров и других крупных деталей. Она выполнила 53 операции и обработала 15 блоков в час, обслуживаемых 21 оператором.
Впервые в Советском Союзе в 1939 году на Волгоградском тракторном заводе была создана машинная линия по обработке роликовых втулок гусеничных тракторов.Построен на базе 5 модернизированных станков с ручным управлением.
В годы Второй мировой войны, в послевоенные годы, получили распространение автоматические линии модульных станков.
Достижения науки и техники сделали возможным переход от отдельных автоматических производственных линий к автоматическим цехам, а затем и к автоматическим цехам.
В 1956 году на Первом ГПЗ введен в эксплуатацию цех с двумя автоматическими линиями по производству шариковых и роликовых подшипников.Все операции по механической и термической обработке колец подшипников, контролю, сборке, антикоррозийной обработке, уплотнению и удалению стружки полностью автоматизированы. В результате производственный цикл сократился в 4-5 раз, производительность одного рабочего увеличилась в 2 раза.
В 1949 году в СССР впервые в мире был построен автоматический завод по производству поршней, который обслуживает 9 рабочих в смену, производя 3500 поршней в день.
3.5.3 Внедрение электропривода в машиностроении
Электродвигатель оказался не только экономичнее, но и компактнее, занимал меньше места и требовал гораздо меньше внимания со стороны рабочего при эксплуатации. К тому же это было безопаснее.
На самом деле нечто подобное было известно еще в рабской Элладе за несколько сотен лет до нашей эры. Принцип получения тел вращения, при котором необходимо вращать заготовку, касаясь ее поверхности более прочным и остро заточенным предметом, оказался несложным.
С источником энергии проблем не было, так как было много здоровых и сильных рабов. В более цивилизованные времена привод такой машины осуществлялся туго натянутой тетивой из лука. Но было существенное ограничение – скорость вращения падала при разматывании тетивы, поэтому модели токарных станков с ножным приводом появились еще в средние века.
Устройство и принцип работы токарного станка с ЧПУ
Очень отдаленно они напоминали швейную машину – поскольку включали традиционный кривошипно-шатунный механизм.Это оказалось очень позитивным сдвигом: вращающаяся заготовка теперь не имела сопровождающих колебательных движений, что значительно усложняло работу мастера и ухудшало качество обработки.
В то же время, к началу 16 века токарный станок еще имел ряд существенных ограничений:
- Резец нужно было держать вручную, поэтому при длительной обработке металла рука токаря была очень устала.
- Люнет, поддерживающий длинные заготовки, устанавливался отдельно от станка, поэтому его установка и проверка потребовали много времени.
- Проблема удаления стружки так и не была решена: требовался подмастерье, который время от времени смахивал стружку с руки мастера.
- Не решился и вопрос о равномерном движении фрезы при обработке: все определялось квалификацией и опытом мастера.
Следующие несколько сотен лет ушли на разработку привода вращения подвижного центра станка, в котором закреплялась деталь.Наиболее удачной оказалась конструкция Жана Бессона, который первым применил для этих целей водяной привод.
Машинка оказалась довольно громоздкой, но именно на ней в первую очередь нарезали нити. Произошло это в середине 16 века, а через несколько лет слесарь Петра I Андрей Нартов изобрел механизированный станок, на котором можно было нарезать нить с переменной скоростью вращения движущегося центра. Характерной особенностью машины Нартова также было наличие сменного блока шестерен.
Кто изобрел суппорт?
Штангенциркуль – ключевой элемент современного токарного станка, все остальное в той или иной степени можно позаимствовать у других механизмов. В то же время, имея устройство для точного перемещения металлорежущего инструмента по рабочей поверхности, причем по всем трем координатам, можно говорить о полноценном токарном станке для производства токарных работ. Но, как и в большинстве других случаев из истории техники, единственное авторство изобретения суппорта не может быть установлено.
Что это говорит о приоритете Андрея Нартова?
- Самоходный суппорт появился в копировальной машине Нартова в 1712 году, а Генри Модсли представил свою версию только в 1797 году.
- Впервые совместное движение копировального аппарата и опоры в версии Нартова Станок осуществлялся с помощью одного механизма – ходового винта.
- Технически изменение скорости поперечной подачи обеспечивалось изменением шага резьбы ходового винта.
Термин «опора» (от французского слова support – поддерживаю) впервые ввел в обиход Шарль Плюм, и уже машина, построенная его соотечественником Жаном Вокансоном, практически походила на ту, с которой сейчас работают все токари.
Этот механизм имел точные для своего времени V-образные направляющие, а суппорт имел возможность перемещаться не только в поперечном, но и в продольном направлениях. Однако и здесь не все было в порядке – в частности, не было патрона, на котором фиксировалась бы обрабатываемая деталь.
Это значительно сузило технологические возможности оборудования: например, токарная обработка заготовок разной длины была невозможна. И вообще, выполнять любые другие операции, кроме нарезания винта, болта и т. Д.
И тут на сцену истории выходит Генри Модсли.
Универсальный токарный станок – время пришло
Во многих отраслях творческой деятельности человека пальма первенства принадлежит тому, кто не столько что-то изобрел, но и умел при этом аналитически правильно обобщить опыт предыдущих поколения.Генри Модсли не исключение.
Нет оснований утверждать, что Модсли примитивно украл цепь суппорта у Андрея Нартова. Да, во времена Петра I связи с Англией не особо приветствовались, но отношения с Голландией были крепкими. Но с учетом того, что голландцы, в свою очередь, часто принимали английских предпринимателей и просто мастеров, вполне вероятно, что изобретение Нартова очень скоро стало известно на берегах туманного Альбиона (хотя о токарном станке Нартова мог узнать и сам Модсли, так как в те годы он занимался постройкой паровых машин для России).
Величие Генри Модсли заключается в другом – он представил заинтересованным сторонам (а в Англии к тому времени промышленная революция была в самом разгаре) концепцию первого по-настоящему универсального станка для выполнения различных токарных операций. Оборудование, на котором органично решены все проблемы токарного метода обработки изделий.
Токарные станки Генри Модсли Первый суппорт в Модсли имел крестообразную конструкцию: два ходовых винта перемещались по направляющим.Но в 1787 году Модсли радикально изменил порядок движения инструмента и заготовки: последняя оставалась неподвижной, а штангенциркуль теперь скользил по своей образующей. Чтобы реализовать это изменение, Модсли соединил один из ходовых винтов суппорта с передней бабкой с помощью зубчатой передачи (нюанс, о котором Нартов не подумал). В результате нарезание резьбы стало выполняться автоматически, а вручную отводился только штангенциркуль после обработки детали.
Добавив позже к станку набор сменных зубчатых колес, Модсли добился того, что сейчас присуще любому токарному станку – универсальности и технологического удобства работы.
Видео: Управление токарным станком
Разработка станков – чудеса инженерной мысли
Огромные стальные токарные станки, которые можно увидеть в машиностроительных мастерских до
906
906
906
906 906
РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК для сверления блока цилиндров большого блока цилиндров.Меньшие мобильные радиальные машины часто используются на локомотивных работах, и их можно легко перемещать с одного места на другое. Буровая стрела мобильного типа может вращаться по полному кругу, а также может поворачиваться на 30 градусов в вертикальной плоскости.
При нажатии кнопки сотни тонн стали, из которых состоит современный токарный станок, оживают. Повороты, раскаленные от скорости резки, корчатся со скоростью три с половиной тонны в час.Огромные машины затмевают людей, которые их проектируют и строят, но гигантские токарные станки признают своими непосредственными предками всего несколько веков назад примитивную конструкцию из деревянных шестов и веревок. Полярный токарный станок, как назывался этот самый ранний станок, до сих пор можно увидеть в эксплуатации в некоторых частях Англии и Уэльса, работает вертикально, один раз проходит через работу старых мастеров, которые производят чрезвычайно точную токарную обработку, несмотря на ограниченность своего оборудования. Ранняя история токарного станка свидетельствует о развитии станков в целом.Даже в настоящее время токарный станок остается одним из важнейших индивидуальных станков в производственной технике. С его помощью можно выполнить практически любую работу, и многие из современных специализированных машин являются просто детально проработанными ответвлениями той же основной идеи.
В токарном станке для столбов обрабатываемое изделие удерживается между двумя фиксированными центрами, а к шесту, примерно на три фута выше изделия, привязана веревка. Шест должен быть достаточно гибким и закреплен на одном конце, а веревка привязана к свободному концу.Отсюда веревка спускается вертикально, проходит один раз вокруг работы и затем присоединяется к педали на земле. Таким образом, движение педали заставляет работу вращаться вперед и назад, формирование работы осуществляется путем вдавливания в нее долота, когда оно вращается по направлению к токарю.
Очевидным преимуществом по сравнению с этой примитивной компоновкой стало введение кривошипа и маховика, которые вместе позволяют работать в одном направлении.Эволюция токарного станка на всех его этапах представляет собой интересное исследование. Изобретение Генри Модслеем токарно-винторезного станка было одним из самых важных достижений в развитии токарного станка.
Ближе к концу восемнадцатого века Модслей построил первый цеховой станок для изготовления винтовой резьбы с помощью ходового винта и сменных колес. Эта историческая реликвия сейчас хранится в Музее науки в Лондоне. Кровать состоит из двух треугольных брусьев и имеет длину около трех футов.Высота центров составляет 1½ дюйма. Между двумя направляющими стержнями, составляющими станину, расположен ходовой винт диаметром 1–
Он соединяется со шпинделем токарного станка через сменные колеса таким же образом, как это практикуется до
Максимальный диаметр 110 дюймов
Потребности промышленности всегда подталкивают разработчиков инженерных инструментов к разработке новых, более крупных и мощных машин; тем не менее, каждая машина связана со своим предшественником по схожим фундаментальным принципам.Гигантские современные фрезерные станки, сверла, формовочные станки или строгальные станки могут показаться мало общего с токарными станками Модслея, но отправную точку можно разумно определить с появлением первого токарно-винторезного станка.
Модсли мог обрабатывать детали до максимального диаметра 3 дюйма на своем токарном станке. Поразительный контраст по размерам обеспечивает один из крупнейших токарных станков, когда-либо построенных в Великобритании. На машине можно устанавливать изделия диаметром до 110 дюймов, а максимальная общая длина может составлять 60 футов.Длина станины токарного станка составляет 86 футов 8 дюймов, а ширина – 12 футов.
Несмотря на свои огромные размеры, станки этого типа могут управляться одним оператором, вероятно, с большей легкостью, чем токарный станок с шестигранной головкой от 6 до
Машина имеет электрический привод, главный привод осуществляется через двигатель мощностью
ОДИН ИЗ САМЫХ КРУПНЕЙШИХ ТОКАРНЫХ СТАНКОВ, когда-либо построенных в Великобритании, весит 270 тонн и может работать с максимальным диаметром 110 дюймов и максимальной длиной 60 футов. Машина приводится в действие электродвигателем мощностью 250 лошадиных сил
С помощью кнопок оператор может запускать или останавливать машину в целом или отдельные движения по отдельности.Аналогичные панели управления установлены на каждой опоре. Отдельные двигатели, каждый мощностью 3 лошадиных силы
Этот конвейер обеспечивает удаление стружки по мере ее падения в продольный желоб в середине станины.Шлам перемещается в бункер в хвостовой части токарного станка по бесконечной конвейерной цепи, снабженной скребками, которые очищают дно желоба.
Общий вес этого станка составляет 270 тонн – на 85 тонн меньше, чем у другого большого британского токарного станка, построенного примерно в 1935 году. Он имеет центральную высоту 54 дюйма, и его строители в 1937 году были заняты изготовлением трех одиночных токарных станков. для поворота работ диаметром 188-
Высокоскоростное производство
Металлическая заготовка (длинные стержни) первоначально подается со стороны передней бабки, где она прочно удерживается в цанговом патроне. (Патрон – это приспособление, которое надежно удерживает изделие на токарном станке.) На задней бабке станка находится револьверная головка, представляющая собой тяжелый круглый кусок металла с просверленными по периферии отверстиями для различных державок. В этих отверстиях устанавливаются различные токарные инструменты, метчики и матрицы, револьверная головка вращается автоматически, так что каждый инструмент приводится в правильное положение в нужное время.
Перемещение револьверной головки контролируется кулачком, специально вырезанным для выполнения выполняемой работы. Там, где на токарном станке обычного типа устанавливается суппорт, устанавливаются инструменты для формовки и отрезки-
Сверление 60 отверстий за один раз
За исключением периодической подачи нового материала и периодической проверки выполненной работы с помощью микрометра, эта автоматика будет выполнять работу в течение всего дня без дополнительного внимания . Жир кашалота постоянно разбрызгивается на работу, чтобы предотвратить повышение температуры и затупление инструментов.
Для более тяжелых и более медленных повторяющихся работ обычно используется токарный станок с шпилем.Головка револьвера похожа на автомат, но ее движение осуществляется рычагом, которым управляет молодой оператор. Установка шпиля – задача квалифицированного специалиста, хотя его последующая работа – это просто вопрос подачи каждого инструмента по очереди и отделения готового компонента после того, как будет выполнен весь диапазон операций. Удовлетворяя спрос на специализированные станки, автомобильная промышленность сделала многое для ускорения развития. Многочисленные сверлильные станки сейчас довольно распространены во всех отраслях промышленности.При производстве автомобильных двигателей в компонентах одновременно просверливается пятьдесят или шестьдесят отверстий с точностью плюс-минус несколько тысячных долей дюйма. Для работы с коленчатыми валами были разработаны специальные станки, которые просверливают шесть отверстий, два развертки, шесть зенковок и четыре метчика, все на конце фланца. Модификация такой же конструкции сверлит, забивает, резервирует и нарезает отверстия в шкивном конце вала.
Четыре головки блока установлены на центральной колонне, вокруг которой стол, несущий приспособление, свободно вращается вручную на специальной шариковой направляющей
ГИГАНТНЫЙ ПУАНСОННЫЙ ПРЕСС, с помощью которого кузова автомобилей можно штамповать из листовой стали.На верхней фотографии показаны штампы, которые используются для прессования крыльев. Плунжер большого пресса закрытого типа приводится в движение двумя горизонтально расположенными коленчатыми валами с четырьмя шатунами. Эта система предотвращает наклон плунжера при неравномерном давлении штампа. Привод закрыт и разделен на два блока: один для держателя листов, а другой – для толкателя.
Несколько блоков цилиндров двигателя внутреннего сгорания теперь обрабатываются одновременно на непрерывном ротационном фрезерном станке.Он состоит из огромного стола, на котором установлены блоки, который вращается в горизонтальной плоскости. Над столом вертикально подвешены две или более машинных головок. Они несут фрезы диаметром 2½ фута, которые также вращаются в горизонтальной плоскости. Подача регулируется путем изменения высоты головок над столом. Смазка имеет первостепенное значение в машине этого типа. Гусеницы, в которых вращается стол, постоянно погружены в масло, и общая смазка достигается за счет непрерывной перекачки масла в резервуар наверху конструкции.Отсюда масло может каскадом стекать по всем масляным каналам в поддон для повторения процесса.
Это небольшой шаг от комбинированного вертикального фрезерного станка до гигантского одиночного вертикально-расточного и токарного станка. Самая большая машина такого типа в мире – продукт французской инженерной фирмы, разработанный для сверхтяжелых условий эксплуатации. При выполнении облицовочных работ он фактически представляет собой гигантский токарный станок, который был модернизирован, а его станина укорочена.Сходство дополнительно отмечается в режиме работы, когда работа привинчивается к вращающемуся столу. Вертикальная колонна наверху несет инструменты, которые используются для обработки.
Отличительными особенностями мельницы являются подвижный рабочий стол и открытая боковая конструкция. Благодаря первому свойству отдельные детали большого диаметра могут обрабатываться, хотя обычно они слишком велики для фрезерования. Его открытая боковая конструкция облегчает и ускоряет загрузку.Вес одного стола составляет 9 тонн, а максимальный вес, который он может выдержать, составляет 291-
Прессы для толстолистовой стали
Одним из самых значительных достижений последних лет является эволюция гигантского пробивного пресса.Эти прессы оказывают такое огромное давление, что целые кузова автомобилей, подножки и крылья могут быть выпрессованы из относительно тяжелой листовой стали толщиной
Плунжер большого четырехточечного волочильного пресса этого типа с четырьмя точками поворота
В этой машине управляемые пневматические валики установлены на столе и в толкателе, так что пресс может иметь четыре различных возможных движения – держатель листа, толкатель, планшет для рисования стола и валик для вытягивания ползуна. Эти особенности позволяют использовать пресс для самых сложных операций.
Существуют и другие машины, которые работают по тому же принципу, но с ведущей шестерней, размещенной внутри корпуса пресса.Это обеспечивает больший доступ к рабочему месту – особенность, имеющая большое значение при установке или снятии инструментов. Кроме того, привод этого закрытого типа разделен на два блока: один для держателя листов, а другой – для толкателя. Таким образом, движение держателя листа совершенно не зависит от движения ползуна и может контролироваться мгновенно.
LATHE MODEЭта машина, которую можно увидеть в центре производственного цеха машиностроительного завода, имеет высоту центра 54 дюйма. Такие огромные машины, как эти, приводятся в движение непосредственно электродвигателями, а не ремнями.
жалоба
6
современные штамповочные прессы развиваются, заключается в том, что мастерство отдельного мастера сводится к нулю и его услуги больше не могут быть использованы.С другой стороны, для производства штампов, пригодных для работы на прессе, необходимы высочайшие стандарты инструментального мастерства и самого индивидуального мастерства.
Требования промышленного производства часто требуют механической обработки, сверления или растачивания, что не может быть легко выполнено обычными средствами. Для работы на месте была разработана целая серия небольших станков. Доступны высокоскоростные портативные инструменты для опиловки и рубки, с их помощью можно удалить удивительное количество металла за несколько минут.Портативная электродрель нашла свое применение в повседневном оборудовании даже небольших инженерных предприятий. В своей сфере переносной заклепочник и скребок оказывают чрезвычайно ценную услугу.
Через весь спектр переносных аппаратов этих типов продаются альтернативные конструкции, обеспечивающие их работу от сжатого воздуха, а не от электричества. Пневматический привод
Удивительная скорость более 1000 оборотов в секунду достигается некоторыми из крошечных портативных пневматических шлифовальных машин. Скорость сверления не так высока, максимальная составляет около 13000 оборотов в минуту для отверстий диаметром 3 / 16-
Важной особенностью этих небольших пневмоинструментов со сжатым воздухом
Существует много разновидностей мобильных или полу-
Мобильные буровые станки
На частично смонтированных компонентах, которые слишком велики для перемещения, тяжелая мобильная буровая установка полностью раскрывает свои выдающиеся возможности. Сверлильный рычаг может быть установлен под любым углом на полные 360 градусов, а также имеет движение в вертикальной плоскости на 30 градусов.Весь комплекс, по обычным меркам массивный, можно легко перемещать как на собственных колесах, так и с помощью подъемной скобы.
Одним из самых современных из множества других станков является протяжной станок, который почти сравним с гигантским напильником, хотя, в отличие от напильника, он выполняет свою работу одним движением. Затем идет строгальный станок и его меньший компаньон – формовочный станок. В обоих случаях рез осуществляется возвратно-поступательным движением, при этом работа перемещается в строгальном станке, а инструмент – в формирователе.Есть целое семейство шлифовальных станков; пилы по металлу многих видов; станки холодной ковки; штамповочные и отрезные машины и пр.
На протяжении всего обзора развития станков почти всегда можно отметить сходство – хотя временами небольшое – с этим фундаментальным инструментом – токарным станком. Возможно, в штамповочном прессе отношения будут чрезмерно натянутыми, но здесь штампы исходят из инструментального цеха, и в большинстве случаев токарный станок внесет большой вклад в их производство.Модсли должен быть в одном ряду со многими другими, кто «строил лучше, чем они думали».
РОТАЦИОННЫЙ ФРЕЗЕРНЫЙ СТАНОК НЕПРЕРЫВНОГО ДВИЖЕНИЯ, используемый для одновременной обработки блоков цилиндров двигателя внутреннего сгорания. Блоки установлены на огромном столе, который вращается в горизонтальной плоскости. Две или более головки машины перемещаются на направляющих над столом. Они несут фрезы диаметром 21 фут, которые также вращаются в горизонтальной плоскости.
[Из части 26, опубликованной 24 августа 1937 г.]
Подробнее см. «Производство вала ротора», «Plano»
Генри Модсли Собственный капитал, возраст, биография, день рождения, рост, факты
Узнайте о Генри Модслей Состояние, биография, возраст, день рождения, рост, ранние годы жизни, семья, свидания, партнер, вики и факты.
Кто такой Генри Модслей:
Генри Модслей – известный предприниматель. Он родился 22 августа 1771 года, его родина – Англия. Генри также известен как изобретатель первых современных станков, который помог ускорить наступление промышленной революции.
Генри происходит из Англии. Его правнук основал компанию Maudslay Motor Company, став британской версией Генри Форда.
Биография:
| Bio / Wiki | |
|---|---|
| Полное имя | Генри Модслей |
| Род занятий | Предприниматель |
| Возраст | Дата смерти – 14 февраля 1831 г. (59 лет) |
| Дата Дата рождения | 22 августа 1771 г. |
| Место рождения | Англия |
| Знак зодиака | Лев |
| Страна | Англия |
| Пол | Мужской |
День рождения, возраст и знак зодиака:
День рождения Генри Модслея – 22 августа 1771 года, он родился в воскресенье.Сейчас ему 59 лет. Знак солнца Генри – Лев, а его цветок рождения – Гладиолус и Поппи.
| Дата рождения | 22 августа |
| День рождения | Воскресенье |
| Год рождения | 1771 |
| Знак рождения | Лев |
| Двойственность знака рождения | Настойчивый |
| Модальность и элемент знака рождения | Неподвижное пламя |
| Противоположный знак | Водолей |
Рост, вес и физические данные:
Вот информация об измерениях тела.
| Высота | НЕТ |
| Масса | НЕТ |
| Бюст – Талия – Бедра | НЕТ |
| Цвет волос | НЕТ |
| Цвет глаз | НЕТ |
| Размер обуви | НЕТ |
Ранняя жизнь и семья:
Еще до того, как он прославился, после спора с работодателем он основал собственный инструментальный цех, в частности, изготовил лучший токарно-винторезный станок.Его семейный статус холост.
| Семейная информация | |
|---|---|
| Имя родителей | |
| Имя супруга | НЕТ |
| Имя ребенка | |
| Количество детей | НЕТ |
| Имя партнера | НЕТ |
| Родственник (я) Имя |
Образование:
| Университет | Н / Д |
| Колледж | Н / Д |
| Школа | Н / Д |
Генри Модсли Состояние:
Состояние или чистая прибыль Генри Модслея оценивается в диапазоне от 1 до 5 миллионов долларов.Он разбогател на своей основной карьере предпринимателя.
| Чистая стоимость | От 1 до 5 миллионов долларов |
| Годовая зарплата | Н / Д |
| Источник дохода | Предприниматель |
| Статус проверки состояния | Непроверенный |
Жив или мертв?
Генри Модсли умер 14 февраля 1831 года в возрасте 59 лет.
Краткие факты:
Вот несколько интересных фактов о Генри Модсли:
* Он создал машины, которые значительно сократили человеческий труд, необходимый для создания кораблей.
* Генри Модслей – британский инженер.
Часто задаваемые вопросы (FAQ):
Ссылка: Wiki, StarsNetworths, Newspapers.
Британских достижений в области инженерии
На протяжении всей истории Великобритания добилась выдающихся подвигов в мире инженерии. Конечно, мы не так хорошо известны в этой области, как наши друзья на всем континенте, но мы, живущие на этом маленьком островке, тоже создали несколько удивительных вещей.Математик Алан Тьюринг, например, помог разработать компьютер во время Второй мировой войны, а изобретение токарно-винторезного станка Генри Модсли произвело революцию в отрасли, назвав его отцом технологии станков. В Dean Group мы увлечены всем инженерным делом (особенно нашим высококачественным литьем по выплавляемым моделям), поэтому вот краткий обзор некоторых из лучших и самых безумных британских изобретений.
Кристофер Кокерелл – Судно на воздушной подушке
Инженер, получивший образование в Кембридже, придумал это поразительное изобретение в пятидесятых годах, когда начал экспериментировать с консервными банками и фенами.Первый полностью разработанный корабль был создан в 1959 году, где он совершил успешное плавание через пролив с четырьмя пассажирами-мужчинами. Идея была достигнута путем закачки воздуха в узкий туннель по окружности корабля, который создавал подушку высокого давления, которая выдерживала вес корабля, позволяя ему парить над землей. Сегодня судно на воздушной подушке используется как военное, так и гражданское средство передвижения и может путешествовать по водно-болотным угодьям и болотам.
Percy Shaw- Светоотражающие шипы
Эти маленькие изобретения, также известные как кошачьи глаза, навсегда изменили британские автомобильные путешествия, потому что однажды ночью дорожный подрядчик из Йоркшира увидел отражение своих фар в глазах кошки на дороге.Это дало ему яркую идею, что если он сможет воссоздать такой эффект, это сделает дороги Британии более безопасными для езды в ночное время. Хотя первоначальные продажи его изобретения были медленными, в конечном итоге они получили одобрение министерства транспорта, а правила отключения электроэнергии во время войны привели к резкому росту спроса, и вскоре после этого производилось более миллиона гвоздиков в год. Это просто показывает, до какой степени может дойти небольшая идея.
Роуленд Хилл – Почтовая марка
Хотя сегодня почтовая марка может показаться обычной частью нашего общества, еще в 1830 году, когда школьный учитель Роуленд Хилл предложил реформу почтовой службы, многие считали это слишком «дикой» идеей.До выпуска марки предоплата почтовых услуг была добровольной, что означало, что большую часть времени почтальон пытался найти адресата, чтобы выкупить стоимость. Хилл утверждал, что расходы можно было бы уменьшить, если бы отправитель предоплатил почтовые расходы, и, хотя он был против, к 1840 году была создана Penny Black. Перенесемся на десять лет вперед, и количество отправленных писем взлетело до более чем 400 миллионов в год.
Это всего лишь несколько примеров британской инженерной мысли в ее лучшем проявлении, и хотя интересно оглянуться назад и узнать великих людей, еще интереснее представить, какие инженерные достижения нас ждут в будущем!
Для получения дополнительной информации о нашей работе здесь, в Dean Group, свяжитесь с нами по телефону 0161 775 1633 сегодня.