Виды сверл по металлу и их назначение, характеристики спиральных сверл — РИНКОМ
Содержание
- Виды сверл по металлу и их назначение, характеристики спиральных сверл
-
Виды сверл по металлу и их назначение
- Спиральные цилиндрические сверла
- Корончатые сверла по металлу
- Конические сверла по металлу
- Перовые сверла по металлу
- Центровочные сверла по металлу
- Специальные виды сверл по металлу
- Маркировка сверл по металлу (российская и зарубежная)
-
Классификация спиральных сверл по особенностям конструкции и техническим характеристикам
- Типы хвостовиков
- Классы точности сверл по металлу
- Углы заточки спиральных сверл и их влияние на применение инструментов
- Виды заточки спиральных сверл
- Полезные советы по выбору сверл
Виды сверл по металлу и их назначение, характеристики спиральных сверл
Прочитав эту статью, вы узнаете:
-
какие существуют виды сверл по металлу;
-
где найти их маркировку;
-
какие важные характеристики есть у этих инструментов;
-
на что они влияют;
-
на какое оборудование устанавливают сверла по металлу.


Фотография №1: сверла по металлу
Начнем с основ.Виды сверл по металлу и их назначение
Опишем чаще всего встречающиеся виды сверл по металлу и расскажем об их назначении.
Спиральные цилиндрические сверла
Встречаются чаще всего и знакомы каждому. По конструкции такие сверла представляют собой цилиндрические стержни, на рабочих частях которых имеются:
-
спиральные канавки (одна или две), предназначенные для отвода стружки;
-
зубья;
-
и режущие кромки.
Изображение №1: конструкция спирального сверла по металлу
Выделяют пять категорий спиральных сверл по металлу.
-
Общего назначения. Эти самые распространенные сверла по металлу находят применение в быту и на производстве.
-
Левые сверла по металлу. У них спиральные канавки закручиваются в противоположные стороны. Предназначение таких инструментов — высверливание болтов со сломанными головками и иных разновидностей крепежа, которые невозможно извлечь иными способами.
-
Повышенной точности. Сверла по металлу этого типа используют в быту и на производстве, если нужно получить отверстия с высокоточными диаметрами. Такие инструменты имеют класс А. Погрешность работы — доли миллиметра.
Твердосплавные. Такие сверла могут быть цельнолитыми или иметь специальные пластины или напайки. Предназначены для обработки заготовок из материалов с высокой твердостью. Существуют также специальные модели, которые используют при изготовлении печатных плат.
-
Глубокого сверления. Эти удлиненные спиральные сверла имеют 2 винтовых канала.


Корончатые сверла по металлу
Рабочие части таких сверл представляют собой полые цилиндрические стаканы с канавками для отвода стружки. На торцах имеются режущие зубья.
Фотография №2: корончатые сверла по металлу
Корончатые сверла по металлу используют для проделывания отверстий больших диаметров (до 150 мм). Инструменты применяют при обработке заготовок на фрезерных, токарных и сверлильных станках.
Принцип работы таких сверл основан на технологии корончатого фрезерования. Отверстия вырезаются по контурам. Эта технология отличается высокой производительностью, возможностью использования оборудования небольшой мощности и высокой точностью.
Конические сверла по металлу
Рабочие части таких сверл имеют форму конусов. Инструменты применяют при сверлении заготовок небольшой толщины (2–6 мм) из стали и цветных металлов. Существуют две основные разновидности конических сверл.
Существуют две основные разновидности конических сверл.
-
Стандартные. Требуют от мастера внимательности при высверливании отверстий определенных диаметров.
Фотография №3: стандартное коническое сверло по металлу
- Ступенчатые. Наличие ступеней значительно облегчает обработку заготовок.
Фотография №4: ступенчатые конические сверла по металлу
Выделяют следующие главные достоинства конусных сверл.
-
В тонком металле можно проделывать отверстия различных диаметров без необходимости смены сверла.
-
Инструменты очень легко центрируются.
Перовые сверла по металлу
Существуют две разновидности таких сверл.
-
Стандартные. Рабочие части таких перьевых сверл имеют форму лопаток.
На торцах имеются центрирующие наконечники.
Фотография №5: стандартные перовые сверла по металлу
-
Сборные. В настоящее время применяются чаще всего. Состоят из державок и сменных пластин, фиксируемых при помощи винтов.
Фотография №6: сборное перовое сверло со сменными пластинами
 На торцах имеются центрирующие наконечники.
На торцах имеются центрирующие наконечники.
Предназначение перовых сверл — проделывание глубоких отверстий небольших диаметров. Инструменты имеют следующие преимущества.
-
Низкая стоимость.
-
Нечувствительность к перекосам.
-
Простота и высокая скорость смены режущих пластин.
Недостаток — трудности с отводом стружки.
Центровочные сверла
Их применяют для высверливания в заготовках центровочных отверстий.
Фотография №7: центровочные сверла
Существуют 4 типа таких сверл.
-
A. Формируют центровочные отверстия без предохранительных конусов. Угол разворота сторон составляет 60°.
-
B. Высверливают центровочные отверстия c предохранительными конусами. Угол разворота сторон составляет 120°.
-
C. С их помощью проделывают центровочные отверстия без предохранительных конусов. Угол разворота сторон составляет 75°.
-
R. Предназначены для высверливания центровочных отверстий дугообразной конфигурации.
Изображение №2: виды центровочных отверстий
Специальные виды сверл по металлу
Кроме вышеперечисленных основных видов сверл по металлу, существуют и специальные.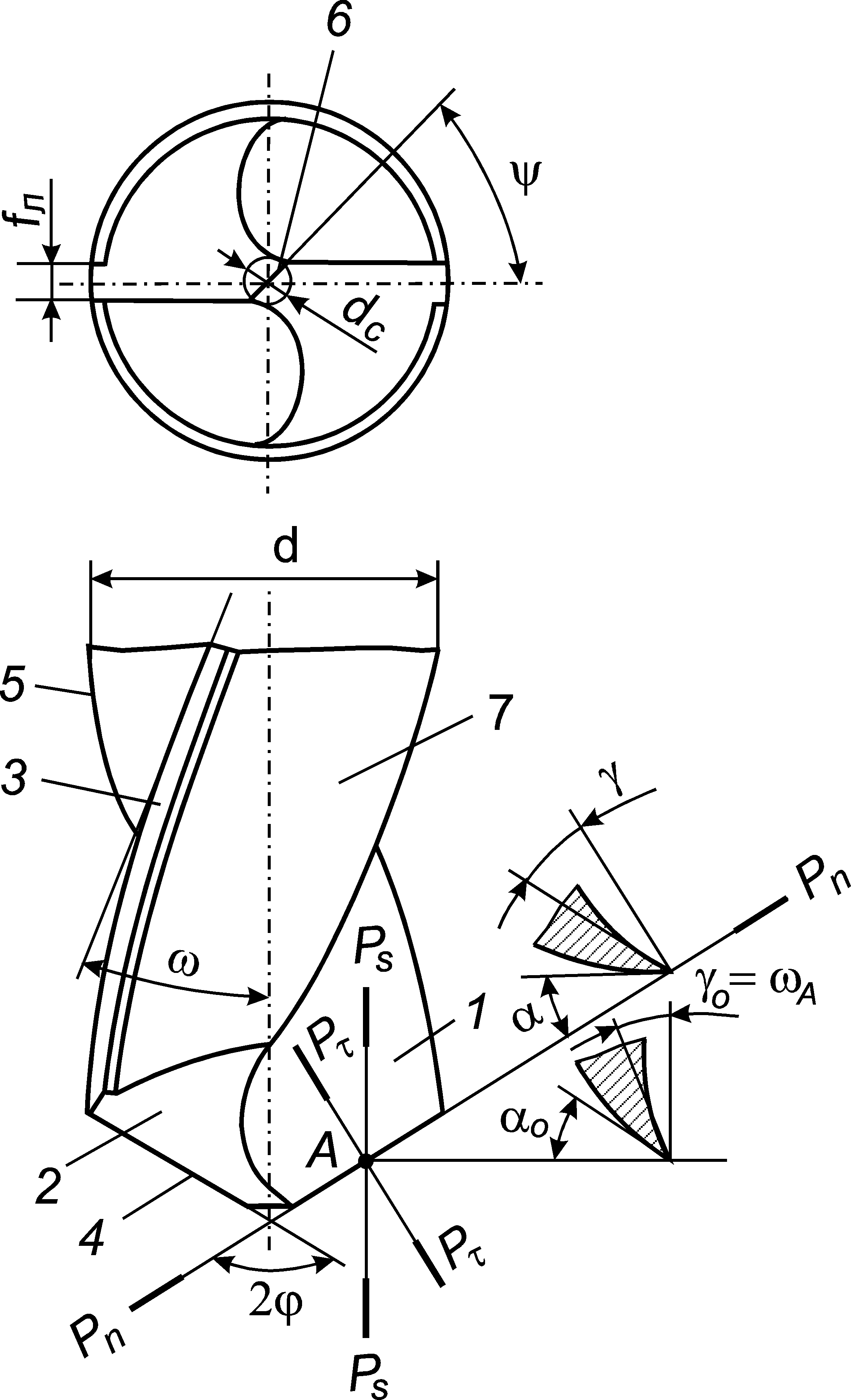 К ним, к примеру, относятся однокромочные модели. Рабочие поверхности таких сверл прямой конструкции сточены наполовину. Это обеспечивает более эффективный отвод стружки. Однокромочные сверла применяют при изготовлении ружейных стволов.
К ним, к примеру, относятся однокромочные модели. Рабочие поверхности таких сверл прямой конструкции сточены наполовину. Это обеспечивает более эффективный отвод стружки. Однокромочные сверла применяют при изготовлении ружейных стволов.
Изображение №3: виды однокромочных сверл по металлу
Маркировка сверл по металлу (российская и зарубежная)
По российскому ГОСТу маркировке подлежат все сверла по металлу диаметром от двух миллиметров. Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
Российская маркировка выглядит так.
Изображение №4: правила расшифровки российских маркировок
Зарубежные сверла по металлу, изготовленные из быстрорежущей стали, имеют маркировку HSS. В зависимости от модификаций и особенностей изготовления к ней добавляют различные дополнительные обозначения.
Классификация спиральных сверл по особенностям конструкции и техническим характеристикам
Сверла классифицируют по различным особенностям конструкции и техническим характеристикам.
Типы хвостовиков
-
По конструкции хвостовой части сверла классифицируют на следующие разновидности.
-
С цилиндрическими хвостовиками. Встречаются чаще всего. Диаметры хвостовиков могут не совпадать с диаметрами рабочих частей. Сверла малого диаметра нередко оснащают более крупными хвостовиками. Это повышает надежность фиксации. Крупные сверла могут иметь хвостовки уменьшенного диаметра. Это позволяет зафиксировать инструмент в дрели со стандартным патроном. Недостаток таких хвостовиков — невозможность передачи большого крутящего момента. Это повышает рекомендуемую мощность оборудования, необходимого для работы с инструментом. Но в такой конструкции есть и плюс. Если сверло заклинит, дрель не повредится.
Фотография №8: спиральное сверло с цилиндрическим хвостовиком
С коническими хвостовиками. Ими оснащают сверла, предназначенные для обработки заготовок на специализированных станках и при помощи промышленных дрелей. С шестигранными хвостовиками. Такие сверла подходят для фиксации в стандартных кулачковых патронах и специальных зажимах.
Фотография №9: сверла с коническими хвостовиками
-
С шестигранными хвостовиками. Такие сверла подходят для фиксации в стандартных кулачковых патронах и специальных зажимах.
Фотография №10: перовое сверло с цилиндрическим хвостовиком

Классы точности сверл по металлу
Существуют три основных класса точности сверл по металлу.
-
B и B1.
Это катанные и вальцованные сверла па металлу нормальной точности. Используются для проделывания отверстий до 15 и 14 квалитетов точности, соответственно. За рубежом их маркируют HSS-R.
-
А. Это шлифованные сверла по металлу высокой точности. Применяются для высверливания отверстий с квалитетами точности от 10 до 13.
 Это катанные и вальцованные сверла па металлу нормальной точности. Используются для проделывания отверстий до 15 и 14 квалитетов точности, соответственно. За рубежом их маркируют HSS-R.
Это катанные и вальцованные сверла па металлу нормальной точности. Используются для проделывания отверстий до 15 и 14 квалитетов точности, соответственно. За рубежом их маркируют HSS-R.
Углы заточки спиральных сверл и их влияние на применение инструментов
Спиральные сверла по металлу имеют два важных геометрических параметра, которые оказывают влияние на применение инструментов.
Изображение №5: геометрические параметры спиральных сверл
-
Угол наклона винтовой канавки сверла (ω). Возрастает с увеличением диаметра инструмента. Варьируется в пределах от 18 до 45°. Выбор сверла с определенным углом наклона канавки зависит от материала обрабатываемой заготовки.
-
Электрон, алюминий и дюралюминий — 45°.
-
Вязкие и легкие металлы — 40–45°.
-
Хрупкие металлы — 22–25°.
-
Различные виды стали — 26–30°.
-
-
Угол между режущими кромками (2ϕ). С его увеличением прочность сверла повышается, но при этом возрастает усилие подачи. С уменьшением — наоборот, сверление облегчается, но рабочая часть ослабляется. Выбор сверла с определенным углом между режущими кромками также зависит от материала обрабатываемой заготовки.
-
Пластмассы — 50–60°.
-
Мрамор и иные хрупкие материалы — 80°.
-
Целлулоид и эбонит — 85–90°.
-
Сплавы на основе магния — 110–120°.
-
Силумин — 90–100°.
-
Электрон, баббит, алюминий — 130–140°.
-
Красная медь — 125°.
-
Бронза и латунь — 130–140°.
-
Закаленная сталь и стальные поковки — 125°.
-
Сталь и чугун средней твердости — 116–118°.
-


Виды заточки сверл по металлу
В завершении статьи расскажем о видах заточки сверл по металлу, которую применяют для восстановления затупившихся инструментов и изменения их геометрии.
Изображение №6: виды заточки спиральных сверл
-
Нормальная (одинарная) заточка (Н). Считается универсальной. При нормальной заточке на поверхности сверла формируются две режущих кромки и одна поперечная. Угол между режущими кромками — 118–120°.
Этот вид заточки можно использовать по отношению к сверлам с диаметрами до 12 мм. Остальные технологии подходят для инструментов с диаметрами до 80 мм.
-
Одинарная заточка с подточкой режущей кромки (НП). Уменьшает ее длину. За счет этого снижается нагрузка на рабочую часть при выполнении сверлильных работ.
-
Одинарная заточка с подточкой поперечной кромки и ленточки (НПЛ). Дополнительно уменьшает ее ширину в области режущей части. Сила трения значительно снижается. Кроме этого, образуется дополнительный задний угол. Это приводит к облегчению резания.
-
Двойная заточка с подточкой поперечной кромки (ДП). При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
-
Двойная заточка с подточкой поперечной кромки и ленточки (ДПЛ).
При такой заточке сверление облегчается дополнительно.
 Этот вид заточки можно использовать по отношению к сверлам с диаметрами до 12 мм. Остальные технологии подходят для инструментов с диаметрами до 80 мм.
Этот вид заточки можно использовать по отношению к сверлам с диаметрами до 12 мм. Остальные технологии подходят для инструментов с диаметрами до 80 мм.
 При такой заточке сверление облегчается дополнительно.
При такой заточке сверление облегчается дополнительно.
Полезные советы по выбору сверл
-
При покупке инструментов не экономьте. Высокие цены на сверла по металлу — это гарантия качества и медленного износа.
-
Приобретайте инструменты, подходящие к имеющемуся в наличии оборудованию.
-
Обращайте внимание на марку стали. От нее напрямую зависит возможность обработки заготовок из различных по прочности материалов.
Угол заточки сверла по металлу: таблица и рекомендации
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.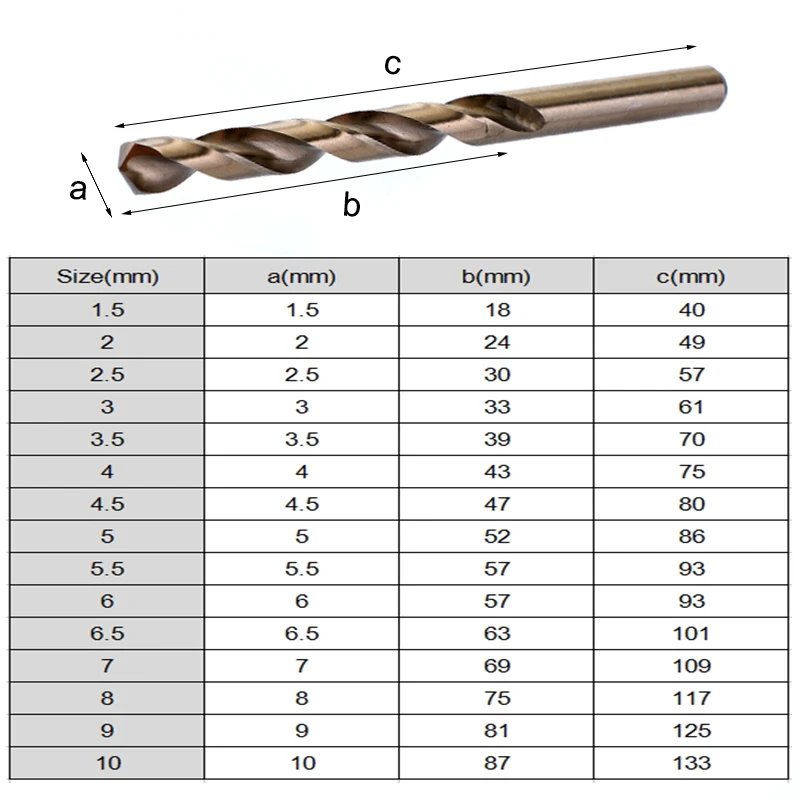
Ручная заточка сверла по металлу
Назначение и конструктивные особенности инструмента
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки.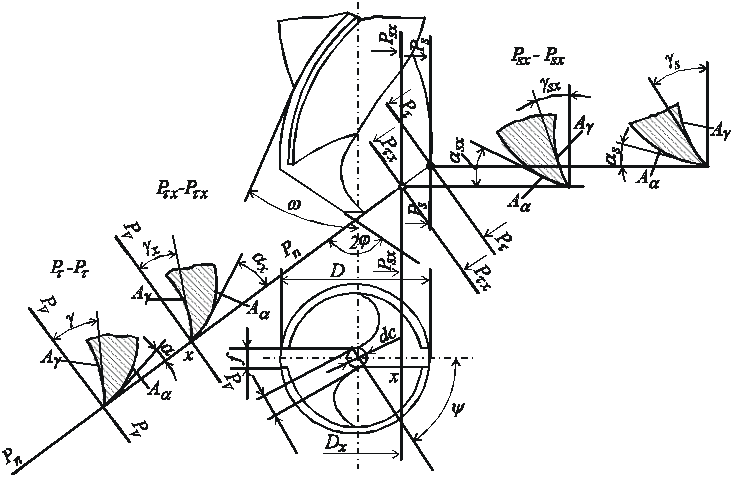 Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др. ).
).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
НПТакая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
НПЛВ данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
ДПЛЭто аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Выполнение операции
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки. Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом. Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.
Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом. Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.
Проверка углов заточки с помощью шаблона
Проверить соответствие основных геометрических параметров (в том числе угла заточки) сверла требуемым характеристикам можно при помощи одного шаблона, который несложно приобрести в серийном исполнении или изготовить самостоятельно.
И в заключение небольшой видеоролик о том, как самостоятельно заточить сверло по металлу.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Сверло. Элементы геометрии
 Элементы геометрии
Элементы геометрииРежущий инструмент
Свёрла
Сверление является одним из распространенных методов предварительной обработки
отверстий на токарных станках. В зависимости от конструкции и назначения
различают сверла: спиральные, перовые, для глубокого сверления, центровочные,
эжекторные и др. Наибольшее распространение получили спиральные сверла
(На рисунке сверла: а – спиральное с коническим хвостовиком, б – спиральное
с цилиндрическим хвостовиком, в – для глубокого сверления). Сверло имеет:
две главные режущие кромки, образованные пересечением передних винтовых
поверхностей канавок, по которым сходит стружка, с задними поверхностями,
обращенными к поверхности резания; поперечную режущую кромку (перемычку),
образованную пересечением обеих задних поверхностей; две вспомогательные
режущие кромки, образованные пересечением передних поверхностей с поверхностью
ленточки. Ленточка сверла – узкая полоска на его цилиндрической поверхности,
расположенная вдоль винтовой канавки и обеспечивающая направление сверла
при резании. Угол наклона винтовой канавки ω угол между осью сверла и касательной
к винтовой линии по наружному диаметру сверла (ω=20-30 градусам). Угол
наклона поперечной режущей кромки (перемычки) ψ – острый угол между проекциями
поперечной и главной режущих кромок на плоскость, перпендикулярную оси
сверла (ψ=50-55 градусам). Угол режущей части (угол при вершине) 2φ – угол
между главными режущими кромками при вершине сверла (φ=118 градусам). Передний
угол γ – угол между касательной к передней поверхности в рассматриваемой
точке режущей кромки и нормалью в той же точке к поверхности вращения режущей
кромки вокруг оси сверла.
Ленточка сверла – узкая полоска на его цилиндрической поверхности,
расположенная вдоль винтовой канавки и обеспечивающая направление сверла
при резании. Угол наклона винтовой канавки ω угол между осью сверла и касательной
к винтовой линии по наружному диаметру сверла (ω=20-30 градусам). Угол
наклона поперечной режущей кромки (перемычки) ψ – острый угол между проекциями
поперечной и главной режущих кромок на плоскость, перпендикулярную оси
сверла (ψ=50-55 градусам). Угол режущей части (угол при вершине) 2φ – угол
между главными режущими кромками при вершине сверла (φ=118 градусам). Передний
угол γ – угол между касательной к передней поверхности в рассматриваемой
точке режущей кромки и нормалью в той же точке к поверхности вращения режущей
кромки вокруг оси сверла. По длине режущей кромки передний угол γ является
величиной переменной. Задний угол α – угол между касательной к задней поверхности
в рассматриваемой точке режущей кромки и касательной в той же точке к окружности
ее вращения вокруг оси сверла. Задний угол сверла – величина переменная:
α=8-14 градусов на периферии сверла и α=20-26 градусов – ближе к центру
сверла.
По длине режущей кромки передний угол γ является
величиной переменной. Задний угол α – угол между касательной к задней поверхности
в рассматриваемой точке режущей кромки и касательной в той же точке к окружности
ее вращения вокруг оси сверла. Задний угол сверла – величина переменная:
α=8-14 градусов на периферии сверла и α=20-26 градусов – ближе к центру
сверла.
Элементы спирального сверла:
1 – режущая кромка, 2 – передняя поверхность, 3 – задняя поверхность, 4 – поперечная кромка, 5 – канавка, 6 – ленточка
Как заточить сверло по дереву и металлу
Для того, чтобы просверлить в металлической или деревянной детали отверстие, используют сверла. Однако, они в процессе эксплуатации нуждаются в заточке. Если не заточить сверло, то работа с ним будет длительной, а качество отверстия – неудовлетворительным. О способах заточки сверл по дереву и металлу поговорим далее.
Однако, они в процессе эксплуатации нуждаются в заточке. Если не заточить сверло, то работа с ним будет длительной, а качество отверстия – неудовлетворительным. О способах заточки сверл по дереву и металлу поговорим далее.
Оглавление:
- Особенности выбора сверла по дереву и по металлу
- Заточить сверло по дереву: схема выполнения работ
- Разновидности и заточка сверл по металлу
- Как заточить сверло по металлу: технология и особенности заточки
Особенности выбора сверла по дереву и по металлу
В процессе выбора того или иного сверла, прежде всего следует его визуально осмотреть. На его поверхности не должны присутствовать трещины, сколы или другие деформации, она должна быть гладкой и ровной. В соотношении с цветом данного приспособления определяется тип его конечной обработки, которая сказывается на прочности и длительности эксплуатации сверла.
Черные сверла имеют отличные эксплуатационные характеристики, так как они обрабатываются с помощью пара. Если цвет сверла желтый или золотой, то оно обработано титановым напылением. Данный процесс позволяет сверлу сбрасывать излишнее напряжение. Кроме того, длительность эксплуатации сверла значительно возрастает.
Если цвет сверла желтый или золотой, то оно обработано титановым напылением. Данный процесс позволяет сверлу сбрасывать излишнее напряжение. Кроме того, длительность эксплуатации сверла значительно возрастает.
Сверло серого цвета свидетельствует о том, что его обработка не проводилась, поэтому эксплуатационные свойства такого инструмента находятся на низком уровне. Покупая дрель, вы получаете в комплектации к ней набор сверл, различающихся по диаметру, длине и типу использования.
Чаще всего, сверла подразделяются на инструменты, используемые ля сверления отверстий:
- на бетонных поверхностях;
- на деревянных поверхностях;
- на металлических поверхностях.
Каждая разновидность сверл отличается индивидуальными показателями внешнего вида и цвета. Для сверления деревянных поверхностей используются сверла в виде пера, змеи или спирали.
Самый распространенный диаметр сверла по дереву винтового составляет от трех до пятидесяти двух миллиметров. Данный инструмент имеет двойную ленту, которая обеспечивает точность сверления отверстия. При этом соскальзывание сверла в процессе работы исключено. Для удаления стружки сверло имеет отверстия в спирали, через которые она выходит. Оно подходит для сверления отверстия под дюбеля, монолитные и деревянные плиты, фанерные листы и т.д.
Данный инструмент имеет двойную ленту, которая обеспечивает точность сверления отверстия. При этом соскальзывание сверла в процессе работы исключено. Для удаления стружки сверло имеет отверстия в спирали, через которые она выходит. Оно подходит для сверления отверстия под дюбеля, монолитные и деревянные плиты, фанерные листы и т.д.
Змеевидный вариант сверла отличается наличием тщательно отшлифованной и фрезерованной спирали. С ее помощью делают отверстия в деталях, выполненных из шпона.
Сверло перовое по дереву отличается широкой сферой применения. Оно отличается удобством эксплуатации, а также имеет различные диаметры. Используется как для сверления мягкого дерева, так и для более твердых пород древесины. Сверло перьевое по дереву – отличный и универсальный вариант для сверления практически любых отверстий.
Винтовые сверла обеспечивают сверление против волокон древесины. Диаметры сверл по металлу и по дереву винтового типа бывают от одного до пяти сантиметров. Длина такого сверла составляет от четырех до десяти сантиметров.
Длина такого сверла составляет от четырех до десяти сантиметров.
Качество полученного отверстия определяется прежде всего правильность выбора сверла для того или иного материала, а также уровень заточки данного сверла.
Заточить сверло по дереву: схема выполнения работ
В ответе на вопрос как заточить сверло по дереву, существует множество нюансов, которые следует учитывать. Прежде всего, следует определить действительно ли сверло затупилось, возможно причина в его поломке иди износе. Признаками того, что сверло по дереву нуждается в дополнительной заточке является прежде всего тот факт, что работа по просверливанию отверстия протекает намного дольше, отверстия получаются неровными и некачественными. Также, такое сверло очень быстро нагревается и под воздействием слишком большой температуры деформируется.
Если опыт работы по заточке сверла по дереву у вас отсутствует, то рекомендуем изначально потренироваться на старых и уже изношенных сверлах. Если выполнить заточку неправильно, то дальнейшая эксплуатация или восстановление сверла будет невозможным. Сверло по дереву большого диаметра поддается заточке лучше, нежели сверла, используемые для сверления металлических поверхностей. Так как сверла по дереву изготавливаются из более податливых и мягких материалов. В данном случае, для заточки такого сверла достаточно домашних подручных инструментов.
Если выполнить заточку неправильно, то дальнейшая эксплуатация или восстановление сверла будет невозможным. Сверло по дереву большого диаметра поддается заточке лучше, нежели сверла, используемые для сверления металлических поверхностей. Так как сверла по дереву изготавливаются из более податливых и мягких материалов. В данном случае, для заточки такого сверла достаточно домашних подручных инструментов.
В процессе заточки потребуется наличие заточного станка и емкости с водой, используемой для охлаждения сверла. Вода не допустит перегрев стали и деформацию сверла в процессе его заточки.
Если станок для заточки сверл у вас отсутствует, то используйте обычный напильник. Однако, в таком случае, процесс заточки будет длиться в несколько раз дольше. Главное правило качественной заточки сверла по дереву длинного, соблюдение правильный пропорций и геометрических форм. То есть, форма сверла должна быть точно такой же, как и после его покупки. Сверло по дереву кольцевое должно быть заточено с соблюдением определенного угла заточки.
В процессе использования станка для заточки, то в таком случае, следует аккуратно приставлять сверло к точильному диску. Для того, чтобы необходимые величины были максимально точными используйте дополнительные приспособления. Это может быть устройство, во внутрь которого устанавливается сверло и зажимается в нем.
Таким образом, сверло находится в специальном механизме и снижается риск получения ожогов, в следствие его нагревания. Кроме того, для того, чтобы не повредить руки, в обязательном порядке перед заточкой оденьте перчатки. После выполнения предварительной заточки, кромка постепенно доводиться до гладкой формы и идеального состояния. Это делается с помощью такого же станка, но на низких оборотах, После выполнения доводки сверло может эксплуатироваться по назначению.
Если заточка выполнена правильно, то срок эксплуатации сверла значительно увеличивается.
Заточка сверла по дереву видео в конце статьи.
Технология заточки сверла по дереву подразумевает выполнение таких действий:
1. Угол заточки сверла по дереву составляет девяносто пять градусов. Данное значение, в обязательном порядке выдерживается.
Угол заточки сверла по дереву составляет девяносто пять градусов. Данное значение, в обязательном порядке выдерживается.
2. Сверло устанавливается исключительно на край точильного станка.
3. Для того, чтобы повысить точность работы, рекомендуем установить сверло во внутрь специального инструмента, например, шайбу.
4. Подверните ее задние кромки на несколько миллиметров, следите за ровностью каждой кромки.
5. После заточки, на станке следует снизить обороты и продолжить работу.
6. Старайтесь, чтобы перемычка на сверле была очень тонкой. Таким образом, удобство работы с инструментом увеличивается. Если сверло слишком тонкое, то перемычку точить не нужно.
7. Далее, следует охладить сверло и проверить его на работоспособность. Если отверстие получилось ровным и работа прошла быстро, то инструмент заточен правильно.
Разновидности и заточка сверл по металлу
Сверла по металлу различаются в соотношении с толщиной, размером, формой или областью применения. Сверло по металлу спиральное бывает:
Сверло по металлу спиральное бывает:
- коническое сверло по металлу отличается наличием конического хвостовика, конусное сверло по металлу имеет диаметр от шести до шестидесяти миллиметров;
- ступенчатое сверло по металлу встречается редко;
- сверло по металлу с цилиндрическим хвостовиком;
- длинное сверло по металлу квадратной формы.
В соотношении с конечной обработкой сверла по металлу бывают:
- необработанные отличаются стандартным цветом стали;
- обработанными с помощью пара, имеют черный цвет;
- золотистого цвета, способны передавать излишнее напряжение;
- титановые сверла отличаются ярко желтым цветом.
Для изготовления сверл по металлу используется быстрорежущая сталь, инструментальная сталь с кобальтовыми добавками, легированная сталь, специальные типы металлов.
С помощью цилиндрических спиральных сверл производится обработка алюминиевых, медных, цинковых или магниевых сплавов. Титановые сплавы обрабатываются с помощью специального оборудования и сверл А-класса.
Титановые сплавы обрабатываются с помощью специального оборудования и сверл А-класса.
Конические сверла по металлу используются для сверления твердосплавных металлов. Они различаются в соотношении с маркой и типом стали, из которой изготовлены. Обработка того или иного металла зависит от угла заточки сверла. При этом, различают такие требования к углу заточки сверла по металлу:
- если сверло изготовлено из мягкого или цветного металла, то угол заточки составляет от восьмидесяти до девяносто градусов;
- если металл имеет среднюю степень жесткости и для чугунных металлов, угол заточки составляет от ста шестнадцати до ста двадцати градусов;
- для очень твердой стали угол заточки сверла составляет сто тридцать сто сорок градусов.
Как заточить сверло по металлу: технология и особенности заточки
В процессе эксплуатации любого сверла оно приходит в неисправность и нуждается в заточке. Для того, чтобы сэкономить средства на покупку нового сверла, особенно если оно выполнено из высококачественной стали, рекомендуем выполнить его заточку.
Для того, чтобы сэкономить средства на покупку нового сверла, особенно если оно выполнено из высококачественной стали, рекомендуем выполнить его заточку.
Сверла по металлу, в отличии от сверл по дереву, изготавливают из высококачественной стали, заточка которой требует особых навыков работы с точильным станком. Самые оптимальные и распространенные по диаметру сверла составляют шестнадцать миллиметров. Самым простым способом заточки такого сверла является использование точильного круга. Если такого оборудование в гараже нет, то следует установить сверло в электрическую дрель, зафиксировать ее в неподвижном положении, взять шлифовальный камень и начать заточку.
Учтите, что на глаза следует одеть защитную маску, а на руки – перчатки, так как сверло в процессе заточки слишком сильно нагревается. Подготовьте небольшой резервуар с жидкостью, которая будет постепенно охлаждаться.
Вода может быть заменена машинным маслом. Если не охлаждать сверло в процессе работы, то оно под воздействием высокой температуры деформируется.
Процесс заточки должен быть последовательным, вначале следует обработать заднюю часть поверхности. Старайтесь, чтобы сверло плотно прилегало к поверхности. Следите за углом заточки сверла, он должен находиться на одном уровне. Если осматривать сверло с боковой части, то он должен напоминать конусную форму.
Далее следует обработать режущую часть сверла. Также, следует с выдерживания определенного угла сверла. Далее, следует окончательно довести заднюю поверхность. Следите за направлением перемычки, она должна быть по размеру не более 0,4 мм для небольших сверл. Если диаметр сверла большой, то перемычка может составлять до одного сантиметра.
Перед началом работы, рекомендуем потренироваться на старых сверлах. После получения навыков работы с точильным кругом, приступайте к непосредственной заточке сверла. Учтите, что сверление производится не с помощью самого наконечника, а боковыми его сторонами, поэтому они также должны быть идеально заточены.
Если сверло имеет наконечник из победита, то технология его заточки немного отличается от стандартной.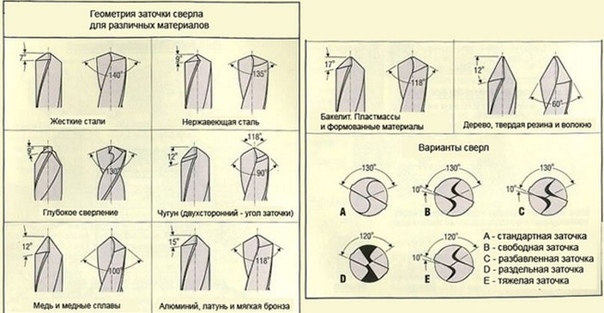 Предлагаем ознакомиться с рекомендациями по заточке сверла по металлу:
Предлагаем ознакомиться с рекомендациями по заточке сверла по металлу:
- старайтесь, чтобы кромка сверла располагалась параллельно к рабочей поверхности точильного круга или камня;
- заточка должна выполняться постепенно, не надавливайте сверло на круг;
- старайтесь, чтобы кромки были одинаковы по своей длине;
- о высоком качестве заточки сверла по металлу свидетельствует поверхность сверла, на которой отсутствуют какие-либо блики.
Первый вариант заточки является одноплоскостным. Данная заточка используется в том случае, если диаметр сверла не превышает трех миллиметров. Данная методика проводиться с особой аккуратностью, в противном случае, сверло может раскрошиться. Инструмент укладывается на круг и перемещается параллельно с его движениями.
Если диаметр сверла превышает три миллиметра, то следует использовать коническую заточку. В таком случае, сверло необходимо удерживать с помощью двух рук, постепенно затачивая его перья. Сверло легко прижимается к камню и немного покачивается в процессе заточки.
Сверло легко прижимается к камню и немного покачивается в процессе заточки.
После выполнения заточки сверла, необходимо выполнить доводку. С ее помощью удастся избавиться от мелких зазубрин и производится шлифовка кромки. Для этих целей рекомендуется использование специального мягкого камня.
Учтите, что человек, выполняющий заточку должен обладать хорошим зрением. Также, в процессе работы необходимо организовать хорошее освещение. Для того, чтобы обеспечить большую точность заточки необходимо изготовить специальный инструмент. Он поможет зафиксировать сверло в неподвижном положении, по отношению к шлифовальному кругу.
Заточка сверла по металлу видео:
Геометрия заточки сверл – Энциклопедия по машиностроению XXL
Как правило, при изготовлении полимерных уплотнителей приходится применять операцию сверления, представляющую при работе с пластмассами известные трудности. Для сверления используют вертикально-сверлильные станки, аналогичные применяемым в металлообработке. Большое значение имеет правильный выбор конструкции сверла, режима обработки и смазочного материала. На основании опыта по обработке пластмасс установлено, что необходимыми условиями качественного сверления являются большое число оборотов, небольшие подачи на один оборот и частый подъем инструмента. При сверлении термопластов — (полиэтилена, капролона, фторопласта и др.) стандартными сверлами наблюдается явление затягивания сверла в материал и его заедание. Изменение геометрии заточки сверла позволяет ликвидировать и этот недостаток. Угол наклона канавки должен быть равен 15 —17° угол при вершине —до 70°, задний угол — 4—8°.
[c.67]
Для сверления используют вертикально-сверлильные станки, аналогичные применяемым в металлообработке. Большое значение имеет правильный выбор конструкции сверла, режима обработки и смазочного материала. На основании опыта по обработке пластмасс установлено, что необходимыми условиями качественного сверления являются большое число оборотов, небольшие подачи на один оборот и частый подъем инструмента. При сверлении термопластов — (полиэтилена, капролона, фторопласта и др.) стандартными сверлами наблюдается явление затягивания сверла в материал и его заедание. Изменение геометрии заточки сверла позволяет ликвидировать и этот недостаток. Угол наклона канавки должен быть равен 15 —17° угол при вершине —до 70°, задний угол — 4—8°.
[c.67] И сверла при подаче последнего. Геометрия заточки сверл и режимы резания приведены в табл. 44, конструкции сверл — В табл. 33. [c.53]
При выборе геометрии заточки сверл в зависимости от диаметра сверла и обрабатываемого материала рекомендуется руководствоваться данными табл. 25.
[c.115]
25.
[c.115]
Кроме приведенных форм заточки сверла, могут найти применение и другие способы улучшения геометрии спиральных сверл. Так, например, рабочим-новатором В. И. Жировым разработана новая геометрия заточки сверл, суш,пость которой состоит в соединении двойной заточки сверла с подточкой и прорезкой его перемычки. По некоторым данным подточка и прорезка перемычки значительно уменьшает усилие подачи и улучшает работу сверла. [c.77]
Сверловщиком-новатором В. И. Жировым разработана прогрессивная геометрия заточки сверл, заключающаяся в прорезании перемычки, двойной заточке с подточкой передней поверхности (фиг. 17). [c.88]
Известны также и другие предложения новаторов производства по совершенствованию геометрии заточки сверл для улучшения условий дробления стружки и уменьшения осевого усилия. [c.325]
ГЕОМЕТРИЯ ЗАТОЧКИ СВЕРЛ [c.139]
Режим резания при сверлении и рассверливании выбирают в зависимости от материала обрабатываемой детали, диаметра и геометрии заточки сверла, длины обрабатываемого отверстия и вылета сверла. Подачи при сверлении определяют по картам 131 и 133 [10]. При этом верхние значения подач (I группа подач) принимают при сверлении глухих отверстий без допуска или по 5-му классу точности, последующем рассверливании, обработке двумя-тремя инструментами, обработке одним инструментом и нарезании резьбы метчиками. Средние значения подач (II группа) используют при сверлении глухих и сквозных отверстий в деталях недостаточной жесткости, последующем нарезании резьбы метчиками, обработке зенкером или двумя развертками. Минимальные значения подач (III группа) применяют для точных отверстий и последующей обработки одним зенкером или одной разверткой. Скорость резания и числа оборотов сверл определяют по картам 132 и 135 [10].
[c.204]
Подачи при сверлении определяют по картам 131 и 133 [10]. При этом верхние значения подач (I группа подач) принимают при сверлении глухих отверстий без допуска или по 5-му классу точности, последующем рассверливании, обработке двумя-тремя инструментами, обработке одним инструментом и нарезании резьбы метчиками. Средние значения подач (II группа) используют при сверлении глухих и сквозных отверстий в деталях недостаточной жесткости, последующем нарезании резьбы метчиками, обработке зенкером или двумя развертками. Минимальные значения подач (III группа) применяют для точных отверстий и последующей обработки одним зенкером или одной разверткой. Скорость резания и числа оборотов сверл определяют по картам 132 и 135 [10].
[c.204]
На стойкость сверл большое влияние оказывает геометрия их режущей части. На рис. 9.12 даны схемы различных способов заточки сверл, направленных на улучшение их геометрии. [c.140]
В работах, выполненных еще до 1931 г.
 , было показано, что у сверл с постоянным нормальным передним углом режущая кромка должна быть криволинейной. Кривизна кромки может быть предсказана теоретически. Однако заточка сверла с такой геометрией представляет серьезные трудности и поэтому не производится. Был сделан ряд попыток
[c.155]
, было показано, что у сверл с постоянным нормальным передним углом режущая кромка должна быть криволинейной. Кривизна кромки может быть предсказана теоретически. Однако заточка сверла с такой геометрией представляет серьезные трудности и поэтому не производится. Был сделан ряд попыток
[c.155]Фиг, 94. Стойкость спиральных сверл при различной геометрии заточки. [c.114]
С. С. Рудник, Аналитическое исследование геометрии заточки спирального сверла. Известия КПИ, т. IX, Машгиз, 1949. [c.372]
Жиров В. И., Новая геометрия заточки быстрорежущих сверл, ЦБТИ, [c.482]
Сверление пластмасс выполняют на быстроходных металлообрабатывающих станках. Для сверления пластмасс рекомендуются стандартные спиральные и перовые сверла, применяемые для обработки металла, с особой геометрией заточки (табл. 3.26). [c.171]
Брак при сверлении и его предупреждение. Основные признаки брака при сверлении — увод сверла в сторону от заданного направления и разбивка диаметра обработанного отверстия. Увод возникает при неправильной заточке сверла, при чрезмерно большом вылете шпинделя и при неоднородной твердости детали или наличии раковин в металле. Разбивка диаметра отверстия — следствие неправильной заточки и ошибочного выбора геометрии сверла, большого биения шпинделя и неоднородности обрабатываемого материала. Часть названных причин брака может быть ликвидирована самим рабочим. Так, например, перед сверлением длинных отверстий следует дать направление коротким сверлом ИЛ.И путем расточки отверстия резцом на небольшую длину. Заточку сверл следует производить по шаблону, добиваясь равной
[c.166]
Увод возникает при неправильной заточке сверла, при чрезмерно большом вылете шпинделя и при неоднородной твердости детали или наличии раковин в металле. Разбивка диаметра отверстия — следствие неправильной заточки и ошибочного выбора геометрии сверла, большого биения шпинделя и неоднородности обрабатываемого материала. Часть названных причин брака может быть ликвидирована самим рабочим. Так, например, перед сверлением длинных отверстий следует дать направление коротким сверлом ИЛ.И путем расточки отверстия резцом на небольшую длину. Заточку сверл следует производить по шаблону, добиваясь равной
[c.166]
Шнековые сверла имеют специальную геометрию заточки (рис. 92) плоскую заточку передней и задней поверхностей со стружколомающей канавкой на передней поверхности. [c.199]
На рис. 57 приведена типовая конструкция спирального сверла е указанием основных элементов его и геометрии заточки. [c.138]
I а — основные элементы сверла, б — геометрия заточки
[c.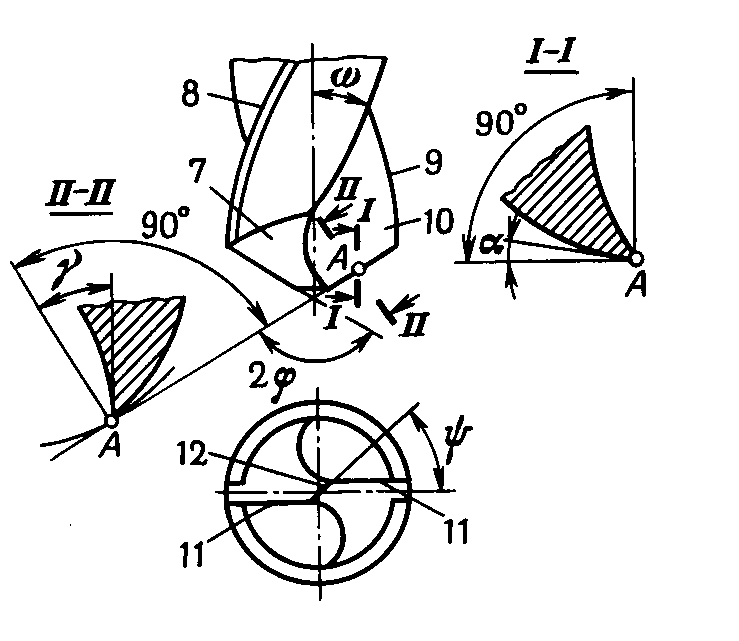 138]
138]
Заточка сверл по плоским задним поверхностям требует специальной настройки универсально-заточной головки в зависимости от геометри ческих параметров инструмента. Формулы для расчета углов установки головки приведены в табл. 130. [c.235]
В качестве режущего инструмента для опытов применялись стандартные спиральные сверла из Р9. Геометрия заточки режущей части сверл принималась по ГОСТу 2092—60. [c.413]
На рис. 34, а показана заточка сверл из быстрорежущей стали для сверления слоистой пластмассы. Геометрия режущей части таких сверл приведена в табл. 52, [c.132]
Изложенная геометрия сверла уменьшает осевое усилие в полтора раза и соответственно увеличивает подачу. Хорошее дробление стружки дает возможность уменьшить число выводов сверла при глубоком сверлении. Стойкость сверла увеличивается в 2—3 раза. Однако необходимо отметить, что заточка сверла по методу китайского новатора является достаточно сложной.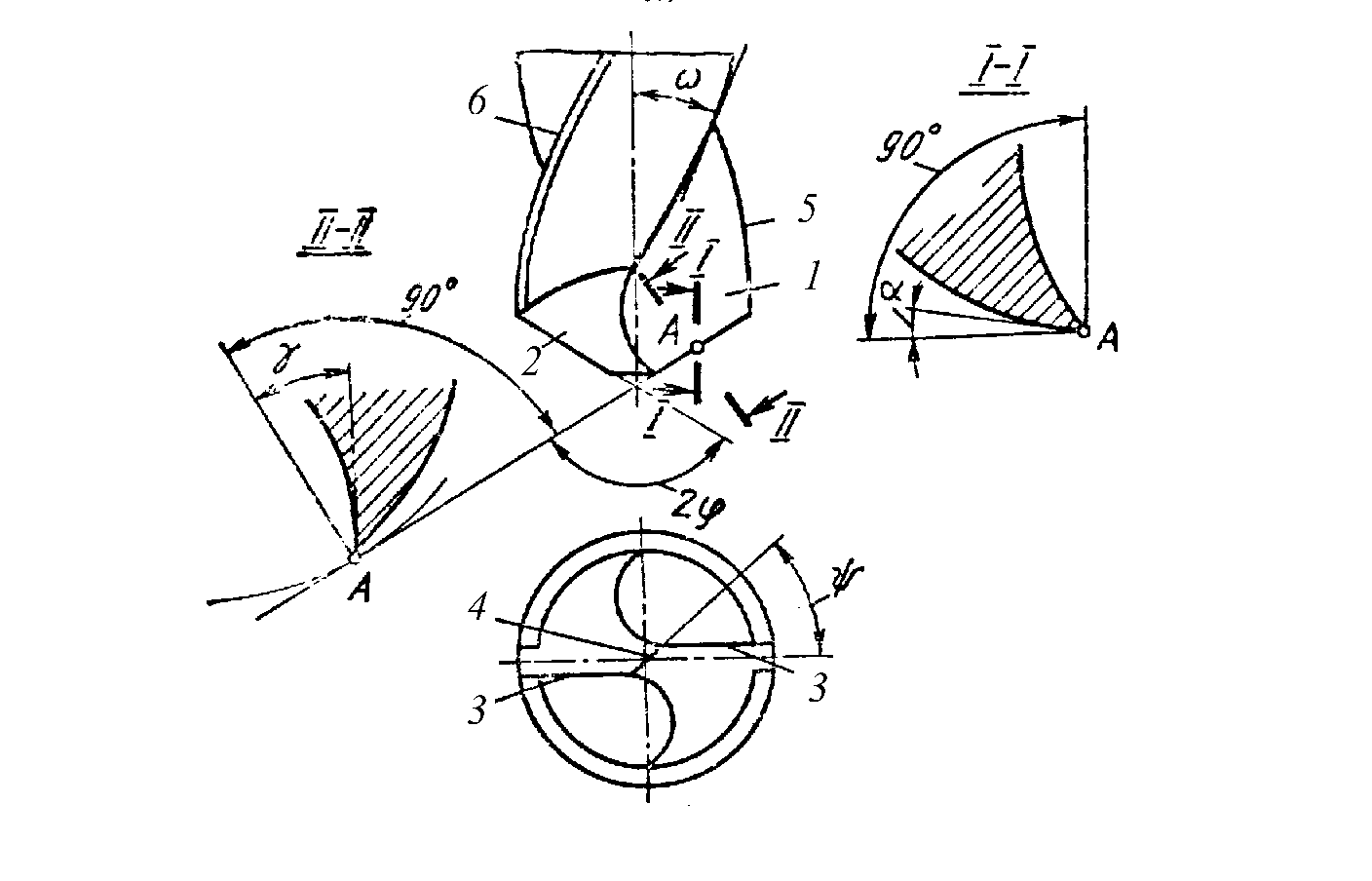 [c.91]
[c.91]
ВНИИ, Заточка сверл из быстрорежущей стали с геометрией В. И. Жирова, ЦБТИ, Мосгорсовнархоз, 1957. [c.320]
Сверла с увеличенным поперечным сечением (увеличенная длина поперечной кромки — перемычки) требуют приложения большей осевой силы. При работе такими сверлами возрастает крутящий момент, так как геометрия режущих элементов, образованных перемычкой и задними поверхностями сверла, неблагоприятна. Отрицательные передние углы большой величины вызывают как бы скобление тупой кромкой — перемычкой сверла. Влияние ее длины особенно существенно при работе сверлами малого и среднего диаметра. В то же время при недостаточной длине поперечной кромки происходит выкрашивание вершины сверла. Работа по стали сверлами без перемычки (заточка сверл по методу, предложенному В. И. Жировым) завершается его поломкой — раскалыванием вдоль оси по направлению винтовой канавки. [c.223]
Заточка сверл улучшенной конструкции не требует специальных приспособлений для восстановления геометрии инструмента, так как стружколомающие уступы сохраняют свои размеры и форму после обычной переточки.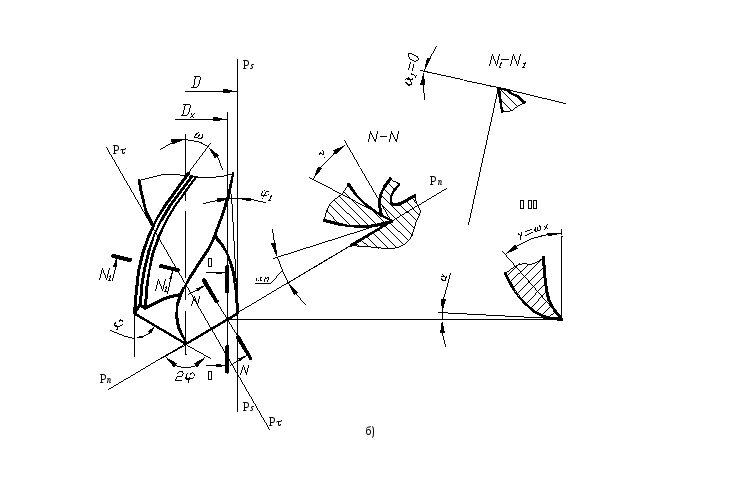 Отсутствие длинных стружек, часто наматывающихся на инструмент, повышает безопасность работы..
[c.230]
Отсутствие длинных стружек, часто наматывающихся на инструмент, повышает безопасность работы..
[c.230]
Новатором производства сверловщиком В. И. Жировым разработана геометрия заточки спиральных сверл, сущность которой заключается в применении двойной заточки с подточкой передней поверхности и прорезанием лезвия перемычки (рис.40, а). Средние данные (табл. 9) по двойной заточке режущих лезвий приняты в соответствии с ГОСТ 2322—43, а величины подточек передней поверхности и прорезания лезвия перемычки составлены на основе практики В. И. Жирова и испытаний, проведенных во Всесоюзном научно-исследовательском инструментальном институте. [c.86]
Наиболее широкое применение в настоящее время имеют трубчато-лопаточные (группа 1а) и лопаточные сверла (группа 2а). Применяются и шнековые сверла (группа 16), которые позволяют сверлить глубокие отверстия с отношением I йо до 10—15 на универсальных станках. Эти сверла не относятся к инструментам глубокого сверления, так как при работе ими стружка отводится не потоком СОЖ, а с помощью винтовых канавок. Приведены же они в табл. 9.1 для того, чтобы показать все инструменты, применяемые в настоящее время для сплошного сверления глубоких отверстий. Эжекторные сверла (группа За) в связи с организацией их централизованного изготовления могут получить широкое применение. Сверла с М-образной заточкой (группа 26), имеющие режущую часть из быстрорежущей стали, в настоящее время из-за малой производительности практически не применяются. Преимущества и недостатки каждой разновидности инструмента, приведенной в таблице, определяются совокупностью преимуществ и недостатков, связанных с их отдельными отличительными признаками способом отвода СОЖ, расположением режущих лезвий и распределением нагрузки между ними, типом направляющих элементов, наличием определенности базирования, уравновешенности и т. д. (см. гл. 1 и 2). Ниже рассматривается конструкция, геометрия заточки и особенности технологии сверления применяемыми в настоящее время инструментами (из указанных в табл. 9.1).
[c.177]
Приведены же они в табл. 9.1 для того, чтобы показать все инструменты, применяемые в настоящее время для сплошного сверления глубоких отверстий. Эжекторные сверла (группа За) в связи с организацией их централизованного изготовления могут получить широкое применение. Сверла с М-образной заточкой (группа 26), имеющие режущую часть из быстрорежущей стали, в настоящее время из-за малой производительности практически не применяются. Преимущества и недостатки каждой разновидности инструмента, приведенной в таблице, определяются совокупностью преимуществ и недостатков, связанных с их отдельными отличительными признаками способом отвода СОЖ, расположением режущих лезвий и распределением нагрузки между ними, типом направляющих элементов, наличием определенности базирования, уравновешенности и т. д. (см. гл. 1 и 2). Ниже рассматривается конструкция, геометрия заточки и особенности технологии сверления применяемыми в настоящее время инструментами (из указанных в табл. 9.1).
[c.177]
Применяют также и трубчато-лопаточные сверла. На рис. 9.33 приведена конструкция такого сверла диаметром 5,08 мм для вибрационного сверления отверстия в корпусе распылителя [37]. Стеблевая часть сверла выполнена из сплошного стержня из стали 40Х, термообработанной до твердости 25—30 НКСэ с фрезерованным У-образным пазом с углом 120°. На заднем конце сверла закреплен хвостовик диаметром 10 мм. Сверло оснащено двумя направляющими шпонками и режущей пластиной из твердого сплава марки ВК8. В специальную продольную канавку, расположенную с противоположной стороны У-образного паза, впаяна латунная трубка для подвода СОЖ в зону резания. С изменением марки обрабатываемого материала геометрия заточки
[c.218]
На рис. 9.33 приведена конструкция такого сверла диаметром 5,08 мм для вибрационного сверления отверстия в корпусе распылителя [37]. Стеблевая часть сверла выполнена из сплошного стержня из стали 40Х, термообработанной до твердости 25—30 НКСэ с фрезерованным У-образным пазом с углом 120°. На заднем конце сверла закреплен хвостовик диаметром 10 мм. Сверло оснащено двумя направляющими шпонками и режущей пластиной из твердого сплава марки ВК8. В специальную продольную канавку, расположенную с противоположной стороны У-образного паза, впаяна латунная трубка для подвода СОЖ в зону резания. С изменением марки обрабатываемого материала геометрия заточки
[c.218]
СХЕМА ЗАТОЧКИ СВЕРЛА НА СВЕРЛО- ОП КОНТРОЛЬ ГЕОМЕТРИИ СВЕРЛА КОМП- [c.46]
Формы заточки сверла. Геометрию сверла можно улучшить двойной заточкой, подточкой поперечной кромки и ленточек. [c.153]
Геометрические параметры сверла. С увеличением угла (О осевая сила Р и момент М уменьшаются в связи с увеличением передних углов на главных режущих кромках и облегчением отвода стружки. Угол ф (2ф) влияет на составляющие силы резания и момент по аналогии с точением при уменьшении угла осевая сила Р уменьшается, а тангенциальная Р, увеличивается, тем самым увеличивается и М. С уменьшением угла 2ф сопротивление резанию в связи с увеличением у уменьшается, но одновременно увеличивается ширина среза и уменьшается его толщина. Последнее ведет к росту деформации (тонкие стружки деформируются полнее) и, следовательно, росту силы Р, и момента М. Угол резания поперечной кромки 6 5> 90° (см. рис. 92, б) и это значительно увеличивает осевую силу Р . Ранее было отмечено, что сила, действующая на поперечную кромку P J передний угол, тем самым создаются более благоприятные условия резания вблизи нее. На величину М геометрия поперечной кромки влияет слабо. Двойная заточка сверла также слабо влияет на Р(, и М.
[c.157]
Угол ф (2ф) влияет на составляющие силы резания и момент по аналогии с точением при уменьшении угла осевая сила Р уменьшается, а тангенциальная Р, увеличивается, тем самым увеличивается и М. С уменьшением угла 2ф сопротивление резанию в связи с увеличением у уменьшается, но одновременно увеличивается ширина среза и уменьшается его толщина. Последнее ведет к росту деформации (тонкие стружки деформируются полнее) и, следовательно, росту силы Р, и момента М. Угол резания поперечной кромки 6 5> 90° (см. рис. 92, б) и это значительно увеличивает осевую силу Р . Ранее было отмечено, что сила, действующая на поперечную кромку P J передний угол, тем самым создаются более благоприятные условия резания вблизи нее. На величину М геометрия поперечной кромки влияет слабо. Двойная заточка сверла также слабо влияет на Р(, и М.
[c.157]
Известны также и другие предложения новаторов производства по совершенство ванию геометрии заточки сверл. Так, например, для улучшения условий дробления стружки и уменьшения осевого усилия на главных режущих кромках сверл, предложенных Е. Я. Есииовичем, прорезаны две
[c.233]
Я. Есииовичем, прорезаны две
[c.233]
При заточке спиральных сверл и вырезных зенкеров необходимо точно выполнять их геометрию. Неправильная заточка может привести к тому, что режущие лезвия окажутся неравной длины и с разными углами заточки. Пользование таким инструмнтом неизбежно приводит к увеличению диаметра отверстия, а в ряде слу-ча ез—-к браку. Во избежание неправильной заточки сверл необходимо пользоваться специальными шаблонами, контролирующими угол заточки режущих лезвий. [c.199]
Заточка сверл выполняется в заточных мастерских специали-стами-заточниками на специальных станках, таких, наприд1ер, как станки моделей 3652, 3658, 3659А и др., обеспечивающие получение необходимой геометрии режущей части сверла. [c.200]
Рещая проблему упругого последействия углепластика в отверстии и исключая повторное сверление, увеличивающее стоимость и сроки введения конструкции в эксплуатацию, фирма Northrop oi p. создала интегрированное с зенкером перовое сверло, геометрия заточки которого представлена на рис. 5.5 [12]. Эксперименты с этим сверлом на углепластике толщиной 12,7 мм показали, что оптимальными являются частота вращения 2800 об/мин и подача 0,04 мм/об при охлаждении стру-
[c.130]
создала интегрированное с зенкером перовое сверло, геометрия заточки которого представлена на рис. 5.5 [12]. Эксперименты с этим сверлом на углепластике толщиной 12,7 мм показали, что оптимальными являются частота вращения 2800 об/мин и подача 0,04 мм/об при охлаждении стру-
[c.130]
Прибор типа 2УРИ для измерения углов многолезвийного режущего инструмента, Маятниковый угломер типа ЗУРИ-М, Прибор типа ПКР для контро.ля углов призматических резцов, Прибор типа К60-6 для контроля переднего угла у метчиков. Прибор типа К10-17 для контроля угла при вершине и симметричности заточки сверл. Прибор КЗЗ-5 для контроля геометрии концевых фрез с коническим хвостовиком. Прибор КЗЗ-4 для контроля концевых фрез с цилиндрическим хвостовиком [c.783]
Ручная заточка сверл не может оба печить соблюдения этих условий. Для получения правильной геометрии сверла и высокого ка-. чества заточенных поверхностей необходимо затачивать сверла на специальных станках или приспособлениях. [c.240]
[c.240]
Заточка сверл. Чтобы придать сверлу необходимую геометрию или восстановить после износа, его затачивают. Заточка выполняется из специалпзированыых сверлозаточных стайках либо вручную -а точилах шлифовальными кругами, характеристика которых при-недена в табл, 37 (см. гл. IV). [c.151]
Величины подач и скоростей реза1ния в зависимости от диаметра сверла при обработке стали с пределом прочности 60—70 кг ммР- и чугуна с твердостью по Бринеллю 120—180 быстрорежущими сверлами приведены в табл. 27. Данные для вы бора подач и скоростей при обработке серого чугуна сверлами с пластинками твердых сплавов ВК8 приведены в табл. 28. При обра ботке стали с охлаждением табличные скорости резания следует умножать на коэффициент /С =1,25. Остальные поправочные коэффициенты на измененные условия работы даются в табл. 29. При выборе геометрии режущей части инструмента следует иметь в виду, что двойная заточка сверла позволяет увеличить скорости на 10—15%. [c.166]
[c.166]
Большие подачи применялись для сверл со специальной геометрией заточки, разработанной новаторами производства тт. Гад-жиевым. Жировым, Ильичевым, Костыря, Медиковым и др. [c.134]
Д1ногие слесари и сверловщики — новаторы производства, стремясь улучшить работу сверл, совершенствуют их геометрию и способы подточки. Наиболее заметных успехов в этом направлении добился сверловщик Средневолжского станкостроительного завода В. И. Жиров, разработавший новую геометрию заточки спирального сверла. [c.325]
При правильной эксплуатации в качестве предельных значений износа можно рекомендовать следующие величины при сверлении сталей—износ по задней поверхности 1 —1,2 мм, при сверлении чугуна— износ по уголкам в пределах 0,5—0,8 мм для твердого чугуна и 0,9—1,2 мм для чугуна средней твердости. Затупленные участки сверл должны быть удалены путем заточки задних (затылован-ных) поверхностей. При этом необходимо обеспечить надлежащие величины углов задней заточки и угла при верщине, а также симметричность режущих кромок и правильную форму перемычки. Ручная заточка не может обеспечить правильной геометрии сверла и почти всегда приводит к различным дефектам. Поэтому необходимо для заточки сверл пользоваться специальными станками или в крайнем случае специальными приспособления.ми к простым точильным станкам.
[c.3]
Ручная заточка не может обеспечить правильной геометрии сверла и почти всегда приводит к различным дефектам. Поэтому необходимо для заточки сверл пользоваться специальными станками или в крайнем случае специальными приспособления.ми к простым точильным станкам.
[c.3]
Виды и углы заточки сверл для стали и алюминия
Для сверления отверстий применяют спиральные сверла. Спиральное сверло (рис. 64) состоит из рабочей части, хвостовика, шейки, лапки, или поводка. Хвостовик сверла закрепляется в патроне пневматической или электрической машины или в шпинделе станка.
Рис. 64. Спиральное сверло и его части
Сверла изготовляют с обыкновенной и двойной заточкой. Сверла с обыкновенной заточкой имеют на режущей части одну поперечную и две режущие кромки. Сверла с двойной заточкой отличаются тем, что имеют двойной угол при вершине; их режущие кромки выполнены в виде ломаной линии. Сверла с обыкновенной заточкой диаметром от 0,25 до 12 мм применяют для сверления стали, чугуна, цветных металлов и их сплавов. Сверла с обыкновенной заточкой диаметром свыше 12 до 80 мм применяют для сверления сталей, имеющих предел прочности при растяжении до 50 кг/мм2. Сверла с двойной заточкой диаметром от 12 до 80 мм применяют для сверления сталей, имеющих предел прочности при растяжении более 50 кг/мм2.
Сверла с обыкновенной заточкой диаметром свыше 12 до 80 мм применяют для сверления сталей, имеющих предел прочности при растяжении до 50 кг/мм2. Сверла с двойной заточкой диаметром от 12 до 80 мм применяют для сверления сталей, имеющих предел прочности при растяжении более 50 кг/мм2.
Рис. 65. Заточка и проверка спиральных сверл:
а, в — сверло заточено неправильно, б — сверло заточено правильно, г, д — проверка угла наклона и длины режущей кромки, е — проверка угла наклона к оси поперечной кромки, ж — проверка величины угла снятии затылка
Для нормальной работы спирального сверла с обыкновенной заточкой необходимо, чтобы угол при вершине был равен 118° (рис. 65,6).
Если угол при вершине будет больше 118° (рис. 65,а), сверло, имея укороченные размеры режущих кромок, станет неустойчивым, легко будет смещаться и разбивать отверстия или сломается, так как оно не может быстро углубляться в металл, когда на него действует усилие подачи. Если, наоборот, угол при вершине будет меньше 118° (рис. 65,б), получится слишком большое давление острия на обрабатываемый материал, что также часто приводит к поломке сверла.
Если, наоборот, угол при вершине будет меньше 118° (рис. 65,б), получится слишком большое давление острия на обрабатываемый материал, что также часто приводит к поломке сверла.
Обе режущие кромки затачивают строго под одинаковым углом к оси сверла, кромки должны быть равными по длине, в противном случае сверло будет бить и отверстие получится неправильным, т. е. больше диаметра сверла. Кроме того, одностороннее заточенное сверло быстрее тупится, так как работает одной кромкой.
Угол при вершине сверла, равный 118°, до известной степени является универсальным — пригодным для сверления стали и чугуна. При сверлении отверстий в других металлах и сплавах сверла затачивают под следующими углами: латуни и бронзы — 130—140°, красной меди — 125°, алюминия и дюралюминия — 140°.
Вручную заточить правильно сверло трудно, поэтому сверла затачивают на специальных станках.
Для проверки заточки сверл пользуются специальными шаблонами (рис. 65, г, д, е, ж), позволяющими с достаточной точностью определить заточку.
65, г, д, е, ж), позволяющими с достаточной точностью определить заточку.
Углы заточки сверла по металлу: таблица для правильной геометрии инструмента
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Ручная заточка сверла по металлу
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ — относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см. ниже.). Недостатком является относительно большая длина «перемычки» в центральной части (около 1/5 диаметра сверла). В зоне «перемычки» происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания. Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
Назначение и конструктивные особенности инструмента
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Заостренная заточка
Отличается выполнением небольших подточек с целью уменьшения длины «перемычки». Считается нормальным, если длина «перемычки» за счет этого снижается до 1/10 диаметра сверла. Такое сверло гораздо лучше ведет себя в момент засверливания, его меньше уводит в сторону и размеры углубления после накернивания могут быть меньше. Также уменьшаются усилие подачи и необходимый крутящий момент привода. Недостатками данной заточки являются большая трудоемкость ее выполнения (особенно при небольшом диаметре сверла) и снижение прочности заостренной режущей кромки. Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Правила хранения сверл
На рабочих местах промышленных предприятий хранение сверл осуществляется в инструментальных шкафах и тумбочках из листового металла, установленных в непосредственной близости от станка, а также на стеллажах в специальных инструментальных кладовых. Сверлильный инструмент необходимо укладывать в определенном порядке (по типам и диаметрам) в соответствующие отсеки, пеналы или чехлы. Укладка должна обеспечивать сохранность режущих кромок, а также рабочих и посадочных поверхностей. Перед помещением на хранение сверлильный инструмент очищают от металлической пыли и загрязнений, а в случае неиспользования в течение длительного времени смазывают литолом или техническим вазелином. В целях предотвращения возникновения коррозии запрещается располагать рядом с местами хранения инструмента кислотосодержащие и прочие агрессивные жидкости. В домашних мастерских инструмент должен храниться с соблюдением таких же правил. Только вместо тумбочек и шкафов здесь гораздо удобнее использовать пластиковые пеналы и специальные подставки (см. видео ниже).
Сверлильный инструмент необходимо укладывать в определенном порядке (по типам и диаметрам) в соответствующие отсеки, пеналы или чехлы. Укладка должна обеспечивать сохранность режущих кромок, а также рабочих и посадочных поверхностей. Перед помещением на хранение сверлильный инструмент очищают от металлической пыли и загрязнений, а в случае неиспользования в течение длительного времени смазывают литолом или техническим вазелином. В целях предотвращения возникновения коррозии запрещается располагать рядом с местами хранения инструмента кислотосодержащие и прочие агрессивные жидкости. В домашних мастерских инструмент должен храниться с соблюдением таких же правил. Только вместо тумбочек и шкафов здесь гораздо удобнее использовать пластиковые пеналы и специальные подставки (см. видео ниже).
При сверлении глубоких отверстий в металле рекомендуется поливать поверхность инструмента небольшим количеством масла. На производстве обычно используют И-20, но не у всех есть возможность приобрести именно эту марку. А какое масло взамен индустриального можно использовать в домашних условиях? Поделитесь, пожалуйста, своими соображениями и рекомендациями по этому вопросу в комментариях.
А какое масло взамен индустриального можно использовать в домашних условиях? Поделитесь, пожалуйста, своими соображениями и рекомендациями по этому вопросу в комментариях.
Конструктивные элементы сверла
Сверло имеет сложную конструкцию и характеризуется диаметром и длиной сверла, шириной и высотой ленточки, диаметром спинки, центральным углом канавки, шириной зуба (пера) и диаметром (толщиной) сердцевины.
Диаметр сверла
(d).
Выбор диаметра сверла зависит от технологического процесса получения данного отверстия.
Ленточка сверла.
Обеспечивает направление сверла в процессе резания, уменьшает трение об поверхность отверстия и уменьшает теплообразование.
Ширина ленточки бывает от0,2–2
мм в зависимости от диаметра сверла. Ширину ленточки выбирают:
при обработке легких сплавов равной
f
=1,2+0,2682ln{d-18+[(d-18)2+1]1/2}
;
при обработке других материалов
f
=(0,1…0,5)d1/3
.
Высота ленточки обычно составляет 0,025
d
мм.
Для уменьшения трения при работе на ленточках делают утонение по направлению к хвостовику, т.е. обратную конусность по диаметру на каждые 100 мм длины. Для быстрорежущих сверл обратная конусность по диаметру составляет 0,03-0,12 мм. Для твердосплавных сверл – 0,1-0,12 мм.
Сердцевина сверла
влияет на прочность и жесткость, характеризуется диаметром сердцевины –
dо
. Величина диаметра сердцевины выбирается в зависимости от диаметра сверла. Для повышения жесткости и прочности сверла его сердцевина утолщается к хвостовику на 1,4-1,8 мм на каждые 100 мм длины.
Перемычка сверла оказывает влияние на процесс резания.
Режущие элементы сверла.
Рабочая часть сверла (см. рис.) имеет шестьлезвий (режущих кромок). Две
главные режущие кромки
(1-2, 1’-2’). Две
вспомогательных кромки
(1-3, 1’-3’) расположенных на калибрующей части и служащие для направления сверла в процессе работы. Две
Две
поперечные кромки
(0-2, 0-2’) образующие перемычку. Все эти лезвия расположены на двух зубьях и имеют непрерывную пространственную режущую кромку, состоящую из пяти разнонаправленных отрезков (3-1, 1-2, 2-2’, 2’-1’, 1’-3’).
Спиральные сверла
Спиральные сверла имеют самое широкое применение. Спиральной сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих углов на рабочем конце. Сверла изготавливаются как из быстрорежущей стали, так и твердого сплава.
Спиральные сверла изготовляют с цилиндрическим, коническим и шестигранными хвостовиками. Сверла с цилиндрическим хвостовиком изготавляют диаметром до 12 мм, с коническим – от 6 до 60 мм.
У сверл с коническим хвостовиком лапка на концевой части сверла (2) служит упором при выбивание сверла (1) из гнезда конуса (3) посредством клина (4). Спиральные сверла стандартизованы. Поэтому выбирают только такие размеры отверстий, для которых имеется соответствующий диаметр сверла. Основным размером сверла принято считать диаметр. Длина рабочей части сверла, в зависимости от диаметра, составляет: в сверлах с цилиндрическим хвостовиком — диаметр плюс 50 мм, а с коническим – 2 диаметра плюс 120 мм.
Поэтому выбирают только такие размеры отверстий, для которых имеется соответствующий диаметр сверла. Основным размером сверла принято считать диаметр. Длина рабочей части сверла, в зависимости от диаметра, составляет: в сверлах с цилиндрическим хвостовиком — диаметр плюс 50 мм, а с коническим – 2 диаметра плюс 120 мм.
Геометрия спиральных сверл
Геометрические параметры режущей части сверла состоят из переднего угла γ (гамма), заднего угла α (альфа), угла при вершине 2φ (фи), угла наклона винтовой канавки ω (омега) и угла наклона поперечной кромки сверл ψ (пси).
Угол при вершине сверла 2φ выбирается в зависимости от обрабатываемого материала и составляет:
Сталь, чугун, твердая бронза 116°—118° Коррозионно стойкая сталь и сплавы 127° Титановые сплавы 135°-140° Красная медь 125° Мягкая бронза, латунь 120°-130° Алюминий 130°—140° Магниевые сплавы 90° Целлулоид, эбонит 85°—90° Мрамор и другие хрупкие материалы 80° Гетинакс, винипласт, пластмассы 90°—100° Органическое стекло 70° Мрамор, эбонит 140° Древесина 140°
Задний угол заточки α измеряется в параллельной оси сверла. При самой обычной заточке его значения так же, как и переднего угла, изменяются. У наружной окружности сверла задний угол равен 8—12°, а у оси — 20—25°. Задний угол сверла уменьшает трение задней поверхности сверла о заготовку. Чтобы понять, зачем нужен задний угол, попробуйте снять обычным ножом стружку с деревянной дощечки, плотно прижав лезвие к ее поверхности. Самое большее, что удастся, — это соскоблить некоторые выступающие волокна. Приподнимите лезвие над плашкой до определенного положения, образуя тем самым «задний» угол, и оно начнет снимать стружку. «Задний» угол не должен быть слишком большим, иначе лезвие «нырнет» сразу на большую глубину и придется снимать толстую стружку со значительными усилиями.
При самой обычной заточке его значения так же, как и переднего угла, изменяются. У наружной окружности сверла задний угол равен 8—12°, а у оси — 20—25°. Задний угол сверла уменьшает трение задней поверхности сверла о заготовку. Чтобы понять, зачем нужен задний угол, попробуйте снять обычным ножом стружку с деревянной дощечки, плотно прижав лезвие к ее поверхности. Самое большее, что удастся, — это соскоблить некоторые выступающие волокна. Приподнимите лезвие над плашкой до определенного положения, образуя тем самым «задний» угол, и оно начнет снимать стружку. «Задний» угол не должен быть слишком большим, иначе лезвие «нырнет» сразу на большую глубину и придется снимать толстую стружку со значительными усилиями.
Наклон канавок к оси сверла ω может составлять от 10 до 55°. Угол наклона винтовой канавки определяет значение переднего угла: чем больше угол наклона, тем больше передний угол. Это облегчает процесс резания и улучшает выход стружки. Угол наклона канавки выбирается в зависимости от диаметра сверла и свойств обрабатываемого материала. Для каждого материала существует свой оптимальный угол подъема (для цветных металлов 34°-45°, стали — 25°-30°).
Для каждого материала существует свой оптимальный угол подъема (для цветных металлов 34°-45°, стали — 25°-30°).
Процесс сверления — это довольно сложный процесс во время которого происходит сдвиг отдельных частиц, пластическая деформация и другие явления. Когда режущая кромка спирального сверла внедряется в какой-то материал, она «вынуждает» стружку скользить по своей передней поверхности. При сверлении хрупкого материала, например чугуна, образуется сыпучая стружка, а если материал пластичен, например медь, то пойдет сливная стружка, похожая на свитую в спираль ленту. Впрочем, такое деление достаточно условно, поскольку материалы не всегда обладают четко выраженными свойствами, например у многих хрупких пластмасс, которые, нагреваясь при появлении стружки, начинают вести себя как пластичный материал.
Передний угол заточки γ определяется в плоскости перпендикулярной режущей кромке. При обычной заточке передний угол в различных точках режущей кромки имеет разные значения. Наибольшее значение он имеет у наружной поверхности сверла, наименьшее — у поперечной кромки. У вершины сверла передний угол заточки будет равен 1—4°. Изменение значения переднего угла является недостатком спирального сверла и вызывает неравномерный и быстрый его износ. Данный недостаток решается различными способами подточками вершины сверла.
Наибольшее значение он имеет у наружной поверхности сверла, наименьшее — у поперечной кромки. У вершины сверла передний угол заточки будет равен 1—4°. Изменение значения переднего угла является недостатком спирального сверла и вызывает неравномерный и быстрый его износ. Данный недостаток решается различными способами подточками вершины сверла.
Линия, образованная пересечением поверхностей заточки сверла, называется поперечной кромкой, которая образует угол ψ, равный 55°. Величина поперечной кромки принимается обычно равной 0,13 D (где D – диаметр сверла).
Для уменьшения трения боковой поверхности о стенки отверстия с нее снимается фаска. При этом вдоль винтовой канавки получается узкая полоска – ленточка, которая служит также в качестве направляющей сверла.
Для обеспечения повышенной прочности и жесткости твердосплавных сверл по сравнению со сверлами из быстрорежущей стали увеличивают сердцевину до 0,25 диаметра сверла.
Чистота просверленных отверстий и высокая производительность при сверлении достигается лишь при условии работы с остро и правильно заточенным сверлом. В процессе сверления режущая часть сверла изнашивается и потому требует систематического восстановления своих геометрических размеров. Восстановление это осуществляется путем заточки. Заточка сверл производится на специальных заточных станках или вручную на абразивных кругах.
В процессе сверления режущая часть сверла изнашивается и потому требует систематического восстановления своих геометрических размеров. Восстановление это осуществляется путем заточки. Заточка сверл производится на специальных заточных станках или вручную на абразивных кругах.
Крепление обрабатываемой детали.
Одним из сложных примеров сверления является сверление оконного профиля с внутренним металлическим армированием. Проблемы состоят в том, что одновременно сверлится три отверстия сразу в термопластике и металле, металл достаточно тонкий и плохо закреплен, металл может отгибаться при сверление, отсутствует охлаждение, пластиковый профиль образует сливную стружку и сильно притирается к сверлу. Все это крайне негативно влияет на длительность работы сверла до перезаточки, по этому старайтесь придерживаться правил:
- фиксация заготовки должна быть максимально жесткой, надежной, исключающей возникновение каких-либо смещений или изгиба во время сверления. При необходимости используйте вставки и дополнительные элементы фиксации.
- при обработке тонкостенных деталей необходимо уменьшить значение используемой подачи
- не использовать сверла из твердого сплава при возникновение вышеописанных проблем, так как они чрезвычайно чувствительны к любым нагрузка на изгиб

Режимы резания при сверлении.
Подача сверла при сверлении отверстий на станках вручную, должна быть максимально равномернее. При сквозном сверлении, после выхода поперечной кромки сверла из металла, сопротивление материала заготовки значительно уменьшается. Поэтому, если не изменять давление на рычаг или маховик подачи сверла, сверло захватит больший слой материала и вследствие чего может сломаться. Во избежание поломки подача сверла перед его выходом из металла должна быть возможно меньшей. Для автоматического сверления необходимо обязательно обеспечить равномерность подачи, а не прилагаемого усилия. Для общего представления о величинах подач можно считать, что при сверлении с автоматической подачей в стальных деталях отверстий диаметром 5—30мм подача принимается в пределах 0,1—0,3 мм/об, а при чугунных деталях — в пределах 0,2—0,7 мм/об. Скорость резания при работе сверлом из быстрорежущей стали должна быть около 30 м/мин, если материал обрабатываемой детали — конструкционная сталь средней твердости, и около 35 м/мин, если деталь из чугуна средней твердости. При работе твердосплавными сверлами скорость резания можно увеличивать в два-три раза. Охлаждение при сверлении понижает температуру сверла, нагревающегося от теплоты резания и трения о стенки отверстия, уменьшает трение сверла об эти стенки и, наконец, способствует удалению стружки. В качестве смазочно-охлаждающей жидкости при сверлении отверстий в стальных деталях применяется эмульсия. Сверление отверстий в чугуне производится без охлаждения.
Скорость резания при работе сверлом из быстрорежущей стали должна быть около 30 м/мин, если материал обрабатываемой детали — конструкционная сталь средней твердости, и около 35 м/мин, если деталь из чугуна средней твердости. При работе твердосплавными сверлами скорость резания можно увеличивать в два-три раза. Охлаждение при сверлении понижает температуру сверла, нагревающегося от теплоты резания и трения о стенки отверстия, уменьшает трение сверла об эти стенки и, наконец, способствует удалению стружки. В качестве смазочно-охлаждающей жидкости при сверлении отверстий в стальных деталях применяется эмульсия. Сверление отверстий в чугуне производится без охлаждения.
Дефекты заточки
При ручной заточке сверла возможны следующие дефекты:
- Длина режущих кромок неодинакова: середина поперечной кромки не совпадает с осью сверла. При этом длинная режущая кромка будет больше нагружена, чем короткая кромка, и скорее затупится. Внешне это часто выражается в виде выкрашивания ее около угла длинной кромки. Кроме того, под влиянием большой нагрузки со стороны кромки длинной кромки сверло будет отжиматься в сторону от оси вращения и отверстие получится большего диаметра, чем диаметр сверла. Чем глубже отверстие, тем меньше будет его точность. Сверло будет «бить» и может поломаться.
- Режущие кромки заточены под различными углами к оси сверла. При этом середина поперечной кромки совпадает с осью сверла. Так как наклон одной режущей кромки больше, чем второй, то последняя работать не будет. Снимать стружку в этом случае будет только одна кромка. Под влиянием односторонней нагрузки режущей кромки сверло будет уводить в сторону и тем самым увеличивать диаметр отверстия.
- Два дефекта одновременно. Если после заточки сверла режущие кромки не равны по длине и наклонены к оси сверла под различными углами, то середина поперечной кромки сместится от оси сверла и при работе будет вращаться вокруг оси.
 Кроме того, под влиянием большой нагрузки со стороны кромки длинной кромки сверло будет отжиматься в сторону от оси вращения и отверстие получится большего диаметра, чем диаметр сверла. Чем глубже отверстие, тем меньше будет его точность. Сверло будет «бить» и может поломаться.
Кроме того, под влиянием большой нагрузки со стороны кромки длинной кромки сверло будет отжиматься в сторону от оси вращения и отверстие получится большего диаметра, чем диаметр сверла. Чем глубже отверстие, тем меньше будет его точность. Сверло будет «бить» и может поломаться.Скорость резания
Один из основных вопросов техники сверления – выбор наивыгоднейшего режима резания, то есть определение такого сочетания скорости вращения и подачи сверла, которое обеспечивает максимальную производительность. Скорость вращения сверла характеризуется числом оборотов его в минуту. Эта скорость представляет путь, проходимый наружными точками режущей кромки сверла, и измеряется в метрах в минуту. В процессе резания материалов происходит нагревание стружки, обрабатываемого изделия и режущего инструмента. Оптимальная скорость резания при сверлении – это такая скорость, которая обеспечивает высокую производительность при достаточно длительной работе сверла (15…90 минут) без переточки.
Скорость вращения сверла характеризуется числом оборотов его в минуту. Эта скорость представляет путь, проходимый наружными точками режущей кромки сверла, и измеряется в метрах в минуту. В процессе резания материалов происходит нагревание стружки, обрабатываемого изделия и режущего инструмента. Оптимальная скорость резания при сверлении – это такая скорость, которая обеспечивает высокую производительность при достаточно длительной работе сверла (15…90 минут) без переточки.
Практически установлено, что при экономической скорости резания сверло должно работать без переточки: — при диаметре сверла 5…20мм — 15 минут — при диаметре сверла 25…35мм — 30 минут — при диаметре сверла > 40мм — 90 минут
Допускаемая скорость резания при сверлении зависит:
- от качества материала сверла. Сверла из быстрорежущей стали допускают более высокие скорости резания, чем сверла из углеродистой стали.
- от механических свойств обрабатываемого материала. Чем пластичнее материал, тем труднее отводится стружка, быстрее нагревается сверло и понижаются его режущие свойства. Поэтому хрупкие материалы можно сверлить с более высокой скоростью, чем вязкие.
- от диаметра сверла. С увеличением диаметра скорость резания можно повысить, так как массивное сверло обладает большей прочностью и лучше отводит тепло от режущих кромок.
- от глубины сверления. Чем глубже просверлено отверстие, тем труднее отвод стружки, больше трение и выше нагрев режущих кромок. Поэтому при прочих равных условиях сверление неглубоких отверстий можно производить с большей скоростью, а глубоких с меньшей.
- от величины подачи сверла. Чем больше подача, то есть чем толще сечение стружки, тем скорость резания меньше.
- от жесткости системы станка и фиксации обрабатываемого материала
- от интенсивности охлаждения сверла.
 Поэтому хрупкие материалы можно сверлить с более высокой скоростью, чем вязкие.
Поэтому хрупкие материалы можно сверлить с более высокой скоростью, чем вязкие.Сверло работает лучше при большей скорости резания и малой подаче. Если во время работы сверло быстро затупляется в углах режущей кромки (в начале цилиндрической части сверла), это указывает на то, что скорость резания взята слишком большой и ее надо уменьшить. Если же сверло затупляется или выкрашивается по режущим кромкам, это указывает на то, что подача слишком велика. Затупление и поломка сверла чаще всего происходят в конце сверления сквозных отверстий (при выходе из металла). Чтобы предупредить затупление или поломку сверла на проходе, надо в конце сверления уменьшить подачу.
Если же сверло затупляется или выкрашивается по режущим кромкам, это указывает на то, что подача слишком велика. Затупление и поломка сверла чаще всего происходят в конце сверления сквозных отверстий (при выходе из металла). Чтобы предупредить затупление или поломку сверла на проходе, надо в конце сверления уменьшить подачу.
Охлаждение и смазка сверла. Неблагоприятные условия отвода теплоты при сверлении вызывают необходимость охлаждения сверла. При сверлении вязких материалов охлаждение должно быть особенно обильным.
Для охлаждения сверла в работе применяют: при сверлении твердых материалов – керосин, скипидар, эмульсию; при сверлении мягких материалов – содовый раствор; при сверлении серого чугуна – керосин, струю сжатого воздуха.
Применением охлаждения при сверлении можно повысить скорость резания для стали на 10%, а для чугуна до 40% и получить более чистую поверхность отверстия.
Выбор диаметра сверла
В практике, в зависимости от назначения, встречаются различные виды сверления отверстий, например сквозные (на проход) глухие, под развертку, под резьбу и т. п. Во всех этих случаях для одного и того же номинального диаметра отверстия выбирают сверла различных диаметров. Следует иметь в виду, что в процессе сверления сверло в большинстве случаев разрабатывает отверстие и делает его несколько большего диаметра. Разработка отверстия сильно зависит от обрабатываемого материла и используемого станка. При необходимости точного определения необходимо провести пробное сверление и последующий замер.
п. Во всех этих случаях для одного и того же номинального диаметра отверстия выбирают сверла различных диаметров. Следует иметь в виду, что в процессе сверления сверло в большинстве случаев разрабатывает отверстие и делает его несколько большего диаметра. Разработка отверстия сильно зависит от обрабатываемого материла и используемого станка. При необходимости точного определения необходимо провести пробное сверление и последующий замер.
Средними величинами разработки отверстия сверлом можно принимать следующие: при диаметре сверла 5мм — разработка отверстия 0,08мм при диаметре сверла 10мм — разработка отверстия 0,12мм при диаметре сверла 25мм — разработка отверстия 0,20мм
Для получения отверстий с точным диаметром следует учитывать величину разработки и соответственно подбирать сверло несколько меньшего диаметра. Существуют два способа сверления: по разметке и по кондуктору. Сверление по разметке применяется во всех ремонтных работах, а также в мелкосерийном и индивидуальном производствах. Сверление по кондуктору производится без предварительной разметки и применяется в тех случаях, когда требуется просверлить большое количество одинаковых деталей.
Сверление по кондуктору производится без предварительной разметки и применяется в тех случаях, когда требуется просверлить большое количество одинаковых деталей.
Проблемы при сверлении и возможные причины
01Проблема: — повышенный износ на уголках режущих кромок — износ ленточек сверла, интенсивный износ режущих кромок
Причины: — слишком длительное время использование сверла — высокое трение и/или температура в зоне резания — высокое радиальное биение > 0.02мм — недостаточная жесткость крепления инструмента или детали — недостаточная концентрированная СОЖ — материал с абразивным включением — высокая скорость резки, низкая подача, мягкий сплав
Решения: — перезаточка сверла — использование более концентрированную СОЖ — проверить величину радиального биения — снизить скорость резание — использовать более прочный сплав — снизить подачу на выходе сверла при обработке сквозного отверстия
02Проблема: — выкрашивание на уголках режущих кромок
Причины: — смещение заготовки на выходе сверла — низкая жесткость станка, проворот сверла в патроне — прерывистое резание — превышение допустимого износа сверла — недостаточное количество подводимой СОЖ (термотрещины) — высокое радиальное биение > 0. 02мм — высокая подача — слишком прочный сплав
02мм — высокая подача — слишком прочный сплав
Решение: — улучшить крепление обрабатываемой детали — создать дополнительные точки крепления — использование более жестокую оснастку — проверить величину радиального биения — снизит подачу — увеличить расход СОЖ — использовать сверло с более мягким сплавом
03Проблема: — интенсивное отслаивание при стирание износостойкого покрытия на ленточках сверла
Причина: — повышенное трение в процессе сверления — выход в наклонную плоскость — обрабатываемый материал склонен к налипали — нанесение нового покрытия на предыдущее после перезаточки
Решение: — использование более концентрированную СОЖ — снизить подачу на выходе сверла при обработке сквозного отверстия — полная очистка сверла от нанесенных друг на друга покрытий
04Проблема: — налипание обрабатываемого материала на главной режущей кромке (наростообразование)
Причина: — низкая скорость резания — повышенный износ по задней поверхности режущей кромке — повреждение режущих кромок — недостаток СОЖ, низкая концентрация СОЖ
Решение: — использование более концентрированную СОЖ — снизить подачу, увеличить скорость резания — перезаточить сверло — нанести покрытие
05Проблема: — образование трещин и сколов на пермычке — высокий износ по перемычке
Причина: — вибрации — грубая или наклонная обрабатываемая поверхность — высокое радиальное биение > 0. 02мм — низкая скорость резания и высокая подача
02мм — низкая скорость резания и высокая подача
Решение: — снизить подачу, увеличить скорость — использовать более жестокую оснастку — уменьшить вылет сверла, уменьшить радиальное биение — улучшить качество поверхности
06Проблема: — пластическая деформация сверла
Причина: — скорость резания и/или подача слишком высокие — недостаток СОЖ — слишком мягкий сплав
Решение: — снизить скорость и/или подачу — увеличить расхож СОЖ — перейти к более твердому сплаву
07Проблема: — поломка сверла
Причина: — сверло попадая в раковину сильно отклоняется и ломается — при сквозном сверление сверло выходит из изделия под большим углом, застревает и ломается — при глубине сверления больше длины стружечных каналов происходит закупоривание, сильный нагрев, притупление и поломка — во время выхода сверла из изделия в конце сверления, если подача не уменьшилась, а осталась прежней, сверло часто ломается — поломка также происходит при работе тупым сверлом — смещение заготовки, недостаточная жесткость, неправильные режими обработки
Решение: — снизить подачу на проблемных местах — проверить режимы резания, улучшить жесткость фиксации заготовки и сверла — использовать более длинные сверла при глубоком сверление — уменьшать подачу при выходе сверла — перезаточить сверло
Режущие материалы для инструменты RUTOOL
Вольфрам-молибденовая быстрорежущая сталь универсального применения. Высокая вязкость позволяет использовать сталь при изготовлении инструмента для ручных систем или с плохой фиксацией заготовки. Сталь хуже других справляется с перегревом во время работы и при высоком нагреве раньше других теряет свою твердость.
Высокая вязкость позволяет использовать сталь при изготовлении инструмента для ручных систем или с плохой фиксацией заготовки. Сталь хуже других справляется с перегревом во время работы и при высоком нагреве раньше других теряет свою твердость.
Источник информации: Макиенко Н.И. Общий курс слесарного дела. – М. Высш. шк., 1989.
Журнал «Наука и жизнь» № 6-2000 г. Автор: А. Головий
Можно ли восстановить победитовое сверло
Инструмент для сверления металла с наконечником из победитовой стали также со временем может затупиться. Для восстановления его рабочих свойств подойдет лишь алмазный круг, вращающийся на малых оборотах. Но перед тем как пробовать заточить победитовые сверла, необходимо удостовериться в возможности такой работы: высота рабочей части должна быть не менее 1 см.
Инструмент с напаянным твердым металлом затачивается теми же способами, как и обычный, небольшого диаметра, – подточкой поверхности задней части. Убирать материал необходимо полностью, вплоть до самой напайки. Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру. Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл.
Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру. Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл.
При обработке необходимо следить за нагревом режущего инструмента, так как чрезмерное повышение температуры может привести к растрескиванию или излому пластины по контуру спайки. Для охлаждения допускается использование любой жидкости, например чистой холодной воды. Но если металл уже раскалился и приобрел красноватый оттенок, принудительно охлаждать его нельзя: инструмент обязательно треснет.
Классификация свёрл
Некоторые виды свёрл: A — по металлу; B — по дереву; C — по бетону; D — перовое сверло по дереву; E — универсальное сверло по металлу или бетону; F — по листовому металлу; G — универсальное сверло по металлу, дереву или пластику. Хвостовики: 1, 2 — цилиндрический; 3 — SDS-plus; 4 — шестигранник; 5 — четырёхгранник; 6 — трёхгранник; 7 — дляшуруповёртов.
По конструкции рабочей части
бывают:
- Спиральные (винтовые)
- Конструкции Жирова
— на режущей части имеются три конуса с углами при вершине: 2φ=116…118°; 2φ0=70°; 2φ0″=55°. Тем самым длина режущей кромки увеличивается, и условия отвода тепла улучшаются. В перемычке прорезается паз шириной и глубиной 0,15D. Перемычка подтачивается под углом 25° к оси сверла на участке 1/3 длины режущей кромки. В результате образуется положительный угол γ≈5°.
- Конструкции Юдовина и Масарновского
— отличаются большим углом наклона и формой винтовой канавки (ω=50…65°). Нет необходимости частого вывода сверла из отверстия для удаления стружки, за счет чего повышается производительность.
— это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.
Плоские (перовые)
— используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком.
Для глубокого сверления (L≥5D)
— удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.
Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.
Одностороннего резания
— применяются для выполнения точных отверстий за счёт наличия направляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла).
- Пушечные
— представляют собой стержень, у которого передний конец срезан наполовину и образует канал для отвода стружки. Для направления сверла предварительно должно быть просверлено отверстие на глубину 0,5…0,8D.
Ружейные
— применяются для сверления отверстий большой глубины. Изготовляются из трубки, обжимая которую, получают прямую канавку для отвода стружки с углом 110…120° и полость для подвода охлаждающей жидкости.
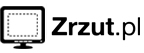
Кольцевые
— пустотелые свёрла, превращающие в стружку только узкую кольцевую часть материала.
Центровочные
— применяют для сверления центровых отверстий в деталях.
По конструкции
хвостовой части
бывают:
По способу изготовления
бывают:
- Цельные
— спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15 диаметром до 8 мм, либо из твёрдого сплава диаметром до 6 мм.
Сварные
— спиральные свёрла диаметром более 8 мм изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали).
Оснащённые твёрдосплавными пластинками
— бывают с прямыми, косыми и винтовыми канавками (в том числе с ω=60° для глубокого сверления).
Со сменными твердосплавными пластинами
— так же называются корпусными (оправку, к которой крепятся пласты, называют корпусом). В основном, используются для сверления отверстий от 12 мм и более.
Со сменными твердосплавными головками
— альтернатива корпусным сверлам.
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Какой угол сверла я должен использовать?
Выбор подходящего угла при вершине сверла для вашего долота должен основываться на вопросах о вашем применении. Да, отверстие есть отверстие, но какова цель отверстия, в какой тип металла вы врезаете и каковы характеристики готового отверстия?
Помимо угла при вершине сверла, факторы, которые могут повлиять на успешное бурение, включают:
- Жесткость
- Скорость
- Длина сверла
- Поток охлаждающей жидкости
- Тип вершины сверла
Есть две основные характеристики, которые определить точку сверления. Первый – это включенный угол точки, а второй – конфигурация точки. Конфигурация точки является ключевым элементом при выборе стилей сверления для конкретной работы.
Первый – это включенный угол точки, а второй – конфигурация точки. Конфигурация точки является ключевым элементом при выборе стилей сверления для конкретной работы.
Общие углы для сверл
Наиболее распространенные углы для сверл составляют 118 ° и 135 °. Эти углы являются артефактом тех времен, когда сверление в основном выполнялось вручную, а сверла имели обычную коническую форму. Со временем производители инструментов узнали, что, шлифуя коническое острие с плоской поверхностью (грань) для создания линейного долота, они могут уменьшить необходимое усилие, а также улучшить процесс резки металла или дерева и удаления стружки.Если вы бурите вручную, это однозначно большое преимущество.
Сегодня с современными сверлильными станками многогранные сверла являются нормой. Они не только требуют на 50% меньше тяги, но и выделяют на 60% меньше тепла по сравнению с обычным сверлом. Кроме того, существует ряд различных конфигураций, каждая из которых в сочетании с определенным углом при вершине сверла подходит для определенных работ.
На большинстве джобберов используются сверла общего назначения, расположенные под углом 118 °.Обычно они используются для резки мягких металлов, таких как алюминий, тогда как вариант 135 ° лучше всего подходит для закаленных материалов, таких как нержавеющая сталь. Сверло на 135 ° более плоское, чем 118 °, а это означает, что большая часть его режущих кромок входит в контакт с поверхностью материала раньше, чтобы начать резание по всему металлу. Ознакомьтесь с нашим руководством ниже, чтобы узнать, какие углы являются оптимальными в зависимости от просверливаемого материала:
(Щелкните изображение, чтобы развернуть)
Существует ряд конфигураций точек сверления, и они могут быть найдены в обоих Варианты 118 ° и 135 °.Различные конфигурации выбираются в зависимости от области применения сверления, например:
- Вы режете твердый или мягкий металл?
- Возможно ли самоцентрирование или потребуется направляющая втулка?
Специализированные конфигурации точек сверления
Обычные точки с углами при вершине 118 ° обычно используются для сверления широкого спектра материалов. Другие конфигурации бурового наконечника включают:
Другие конфигурации бурового наконечника включают:
| Зубчатые наконечники : были разработаны для сверления твердых сплавов и имеют пониженное сопротивление кромке долота. | |
| Винтовые вершины : имеют самоцентрирующееся долото S-образной формы, режущее лезвие почти до фактического диаметра сверла. | |
| Острие Racon® : имеют постоянно изменяющийся угол при вершине, что создает меньшую нагрузку и меньше тепла при резке металла и имеет более длительный срок службы. Однако острия Racon не являются самоцентрирующимися и должны использоваться с направляющей втулкой. | |
Острия Bickford ™ : сочетают в себе особенности спиральных наконечников и наконечников Racon – самоцентрирующиеся, длительный срок службы, прорыв без заусенцев и более высокую производительность подачи. В настоящее время есть несколько оправданий тому, что вы не ищете и не используете правильную конфигурацию точки для работы. Специализированные компании производят оборудование для наведения сверл, и у них есть опыт для создания множества других стильных наконечников для тяжелых условий эксплуатации. В настоящее время есть несколько оправданий тому, что вы не ищете и не используете правильную конфигурацию точки для работы. Специализированные компании производят оборудование для наведения сверл, и у них есть опыт для создания множества других стильных наконечников для тяжелых условий эксплуатации. |
Есть старая пословица: «Плохой рабочий всегда винит свои инструменты». Это означает, что успех зависит не от инструментов, которые мы используем, а от того, как мы их используем. В случае точек сверления это может быть не на 100% правдой. Хотя вы можете просверлить отверстие практически любой точкой сверления, тот, который вы используете, может быть не лучшим для всей работы, независимо от того, просверливаете ли вы одно отверстие, сотню или тысячи! Выбрав правильную конфигурацию вершины сверла и включенный угол, вы можете получить более длительный срок службы инструмента, более точную геометрию отверстия, более чистый прорыв и повышенную производительность труда.
Если у вас есть вопросы о том, какое сверло подойдет для вашей работы, просто задайте их нам в Regal Cutting Tools.
Выберите лучшую геометрию точки сверления
Рис. 1 – Тупой угол в 140 градусов увеличивает режущее действие.
Рис. 2 – Плоские шлифованные грани дают острую кромку долота на острие сверла.
Рис. 3 – Самоцентрирующиеся четырехгранные сверла.
Рис. 4 – Шестигранные сверла имеют самые прочные наконечники.
Рис. 5 – Модифицированная точка разделения (MSP) высокопроизводительна.
Инжир.6 – Дублированное острие сверла подходит для латуни, меди и других материалов.
Рис.7 – Передний угол нарезанных сверл можно легко изменить, сохранив тот же угол спуска.
Рис.8 – Эффективные сверла имеют первичные и вторичные углы и грани.
Предыдущий СледующийВ двадцатые и тридцатые годы прошлого века заклепки и болты все еще были основным средством соединения металлов.Буровые работы обычно выполнялись с помощью ручного сверлильного станка и механизма нагрудника. Мастера уделяли особое внимание обеспечению высокой точности, потому что они, а не машина с электрическим приводом, платили за ошибки.
В районах, где не было электричества, бурение отверстий вручную выполнялось крайне медленно, требовало много времени, терпения и физических усилий. Эксперименты показали, что когда коническое (обычное) поверхностное сверло шлифовали с плоской поверхностью (многогранным острием), получалось линейное долото.
Для линейного долота требуется примерно на 50% меньше тяги, чем для обычного сверла. По мере того, как навыки ручного шлифования многогранных наконечников снижались, такие наконечники соответственно уменьшались из-за сложности шлифования их вручную. Однако в связи с недавним появлением станков с ЧПУ, которые требуют самоцентрирующихся точек, многогранность возродилась.
Важной особенностью многогранной обработки является широкий выбор наконечников сверла, которые позволяют лучше удовлетворять потребности пользователей, особенно при работе с экзотическими металлами.Незаменимы экзотические металлы, поэтому мастера вынуждены адаптироваться к более современной геометрии сверла.
Спиральные сверла
Спиральное сверло – один из самых важных, наименее понятных и часто игнорируемых режущих инструментов. Стандарты точки сверления принимаются на основе негибкого прецедента, а не логических выводов и экспериментов. Точка в 118 градусов, когда, например, полная длина резания, ошибочно считается хорошим компромиссом или точкой общего назначения для сверления множества различных металлов. Изменение углов при вершине не имеет ничего общего с режущим действием. Компромисс между большими и малыми задними углами кромки, а не углы режущей кромки, является определяющим фактором для универсального режущего инструмента. Углы зазора режущей кромки кромки должны быть отрегулированы в зависимости от степени твердости и обрабатываемости металла (как правило, чем тверже металл, тем меньше требуется зазор между режущей кромкой).
Изменение углов при вершине не имеет ничего общего с режущим действием. Компромисс между большими и малыми задними углами кромки, а не углы режущей кромки, является определяющим фактором для универсального режущего инструмента. Углы зазора режущей кромки кромки должны быть отрегулированы в зависимости от степени твердости и обрабатываемости металла (как правило, чем тверже металл, тем меньше требуется зазор между режущей кромкой).
На рисунке 1-A вся длина режущих кромок задействована в процессе резания, в то время как на рисунке 1-B только 64 процента длины кромок находятся на той же глубине основного металла.Максимальная скорость проникновения в металл достигается только тогда, когда режущие кромки проходят через материал по всей длине. Следовательно, чем тупее острие, тем быстрее губы будут задействованы в полном разрезании.
Хотя и A, и B имеют одинаковую ширину, обозначающую один и тот же диаметр сверла, более тупая точка на рисунке A имеет более короткую общую длину режущей кромки, чем та, что на рисунке B.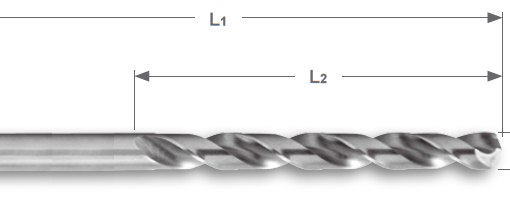 Это означает, что на рисунке B будет просверливаться отверстие того же размера, но с большей длиной выступа и более широкой лентой, что создает больший крутящий момент для сверла того же размера.В частности, длина выступа сверла диаметром 1–1 / 2 дюйма с включенными углами 140 градусов будет составлять 0,865 дюйма на каждую кромку, а то же сверло с включенным углом 118 градусов будет измерять длину каждой кромки 0,956 дюйма или эквивалент сверления сверлом большего диаметра на 0,182 дюйма. У более крупных сверл того же диаметра разброс соответственно увеличивается.
Это означает, что на рисунке B будет просверливаться отверстие того же размера, но с большей длиной выступа и более широкой лентой, что создает больший крутящий момент для сверла того же размера.В частности, длина выступа сверла диаметром 1–1 / 2 дюйма с включенными углами 140 градусов будет составлять 0,865 дюйма на каждую кромку, а то же сверло с включенным углом 118 градусов будет измерять длину каждой кромки 0,956 дюйма или эквивалент сверления сверлом большего диаметра на 0,182 дюйма. У более крупных сверл того же диаметра разброс соответственно увеличивается.
На Рисунке 2 профиль долота плоский (линейный), проходящий прямо через сверло. В месте соединения концов долота с поверхностью полотна образуются острые углы с острыми углами.При сверлении отверстия долото по всей длине соприкасается с металлом, а углы одновременно устремляются в металл, немедленно образуя стружку. Кроме того, плоские шлифованные грани образуют четко выраженную острую кромку на долоте. В результате долото обладает выдающимися экструзионными свойствами, допускающими меньшее усилие, меньшее нагревание и большую производительность, чем у обычного сверла.
Обычное сверло имеет дугообразное (нелинейное) долото, которое имеет углубление в форме блюдца в металле на всю глубину отверстия.В нержавеющей стали теплоты трения достаточно, чтобы такое сверло стало синим, создавая температуру выше 1000 ° F. Обычное сверло с закругленными поверхностями с каждой стороны острия имеет плохие экструзионные свойства и требует высокого давления.
Многогранный
Во время буровых работ побочными продуктами энергии вращения являются стружка и тепло. Многогранная геометрия выделяет меньше тепла, чем любая другая схема сверления. При одинаковом диаметре многогранное сверло обеспечивает на 50 процентов меньшее усилие и на 60 процентов меньше тепла, чем обычное сверло.
Четырехгранные сверла состоят из отдельных режущих кромок (первичная) и вторичного зазора пятки (рельеф). При удлинении вспомогательных граней до середины долота образуется вершина (острие) в центре длинной оси долота, рис. 3. Создается самоцентрирующаяся точка, что исключает пробивание центра и пилотные отверстия. Эта точка не будет ходить и является самой точной из всех точек. Он особенно подходит для станков с ЧПУ и может шлифоваться на самых больших сверлах.Углы первичной грани определяются характером просверливаемого материала, тогда как углы вторичной грани составляют 20 градусов.
Эта точка не будет ходить и является самой точной из всех точек. Он особенно подходит для станков с ЧПУ и может шлифоваться на самых больших сверлах.Углы первичной грани определяются характером просверливаемого материала, тогда как углы вторичной грани составляют 20 градусов.
Шестигранное сверло с дополнительными углами острия (SPA) является наиболее прочным из наконечников, но его меньше всего понимают и используют. На рис. 4 показаны пятая и шестая грани, образующие второстепенные углы вершины сверла. Самыми слабыми местами острия являются выступающие за пределы кромки уголки губ, которые также подвергаются наибольшей нагрузке и перемещению. Следовательно, точки сверления чаще всего выходят из строя именно в этих углах.Углы вторичной точки уменьшают острые углы, чтобы уменьшить поломку углов. Частота переточки снижена, а срок службы сверла увеличен. Углы вторичной точки также образуют режущие кромки, которые наклоняются к углам пятки. При вращении сверла задний угол вторичной кромки режет металл с режущим действием, что дополнительно снижает разрушение угла кромки, сопротивление, нагрев, крутящий момент сверления и заедание при выходе сверла из нижней части отверстия. Этот наконечник идеально подходит для отверстий под сердечник и трубчатого материала, создавая отверстия без заусенцев.Кроме того, точность отверстия выше, потому что углы вторичной вершины обеспечивают самозатягивающееся, расширяющее действие, которое сопротивляется боковому давлению. Этот острие обладает хорошими стружколомами, поскольку первичная и вторичная режущие кромки образуют ленту угловой формы, которая легче ломается при скручивании с поверхностями канавок. Письменный отзыв авторитетной автомобильной фирмы показал, что производительность на 300 процентов выше, чем при использовании новых заводских сверл.
Этот наконечник идеально подходит для отверстий под сердечник и трубчатого материала, создавая отверстия без заусенцев.Кроме того, точность отверстия выше, потому что углы вторичной вершины обеспечивают самозатягивающееся, расширяющее действие, которое сопротивляется боковому давлению. Этот острие обладает хорошими стружколомами, поскольку первичная и вторичная режущие кромки образуют ленту угловой формы, которая легче ломается при скручивании с поверхностями канавок. Письменный отзыв авторитетной автомобильной фирмы показал, что производительность на 300 процентов выше, чем при использовании новых заводских сверл.
Конкретный угол, который заземляется на вторичную точку, определяется углами первичной точки.Углы должны быть разделены равномерно, как показано на рисунке 4. Например, если одна сторона угла первичной точки составляет 67 градусов, то вторичный угол будет составлять половину этого или 33-1 / 2 градуса.
Есть некоторые исключения в разделении углов. В пластике вторичный угол следует увеличивать. Углы зазора вспомогательной кромки обычно такие же, как углы зазора основной кромки. На все спиральные сверла можно добавлять дополнительные углы при вершине для повышения точности и долговечности.
Углы зазора вспомогательной кромки обычно такие же, как углы зазора основной кромки. На все спиральные сверла можно добавлять дополнительные углы при вершине для повышения точности и долговечности.
Точка разделения
Одно из самых производительных спиральных сверл – это сверло с обычным наконечником. Однако у этого сверла есть свои ограничения, поскольку его нельзя использовать со сверлами диаметром более 1/2 дюйма. Кроме того, нейтральные углы, возникающие в результате расщепления острия, препятствуют выходу стружки, что приводит к образованию сварного шва. Сварной шов имеет тенденцию сводить на нет преимущества точки разделения. Точка разделения представляет собой наиболее сложную и критическую геометрию для переточки на уровне местного цеха.
Модифицированная точка разделения (MSP) устраняет недостатки традиционной точки разделения (CSP), и переточка более производительной MSP не является критичной. На рис. 5 выемка перемычки имеет положительный передний угол, что приводит к вторичным положительным режущим кромкам вплоть до долота.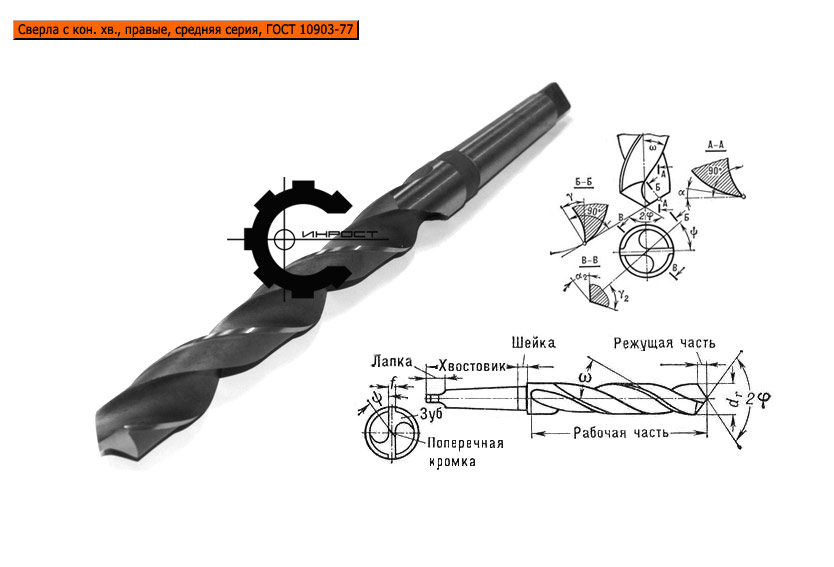 Затем MSP можно шлифовать сверлами диаметром до 3 дюймов. Длина долота может быть уменьшена соответственно до значений от 0,050 дюйма для сверл диаметром три дюйма до 0,010 дюйма для сверл диаметром 1/4 дюйма. Поэтому MSP производит самоцентрирующееся сверло, которое устраняет необходимость в пилотных отверстиях даже для сверл диаметром до 3 дюймов.
Затем MSP можно шлифовать сверлами диаметром до 3 дюймов. Длина долота может быть уменьшена соответственно до значений от 0,050 дюйма для сверл диаметром три дюйма до 0,010 дюйма для сверл диаметром 1/4 дюйма. Поэтому MSP производит самоцентрирующееся сверло, которое устраняет необходимость в пилотных отверстиях даже для сверл диаметром до 3 дюймов.
Пазы шлифуются параллельно углам канавки, позволяя стружке свободно стекать по канавке. С прорезью на противоположной перемычке, которая наклонена по диагонали вверх и в сторону от другого паза, толщина перемычки не ухудшается, что позволяет использовать более прочную точку, которая позволяет увеличивать усилие для более быстрого сверления отверстий.
При заточке MSP угол наклона полотна (выемка) может варьироваться от 5 градусов для самых мягких материалов до минус 5 градусов для самых твердых материалов.MSP особенно хорош для нержавеющей стали, инконеля, титана и других сложных металлов.
Дублированные сверла
Копировальное сверло, рис. 6, можно использовать для сверления многих материалов, помимо латуни и меди. Обычные спиральные сверла имеют максимальный положительный передний угол (угол или шаг) канавок на внешних краях режущих кромок. Сверла постепенно приближаются к нейтральному или слегка отрицательному углу в центре перемычки, в зависимости от спиральности сверла. Это приводит к получению режущих кромок с разнообразным режущим действием, уменьшенным до минимума вблизи центра сверла и чрезмерным на внешних углах кромки, где наблюдается наибольшая степень переднего и вращательного хода.Эта ситуация создает огромную нагрузку на режущие кромки в области наружного диаметра и является основной причиной поломки углов кромки.
6, можно использовать для сверления многих материалов, помимо латуни и меди. Обычные спиральные сверла имеют максимальный положительный передний угол (угол или шаг) канавок на внешних краях режущих кромок. Сверла постепенно приближаются к нейтральному или слегка отрицательному углу в центре перемычки, в зависимости от спиральности сверла. Это приводит к получению режущих кромок с разнообразным режущим действием, уменьшенным до минимума вблизи центра сверла и чрезмерным на внешних углах кромки, где наблюдается наибольшая степень переднего и вращательного хода.Эта ситуация создает огромную нагрузку на режущие кромки в области наружного диаметра и является основной причиной поломки углов кромки.
Дублирование поверхностей канавок позволяет получить равномерный передний угол по всей длине режущих кромок. Режущее действие усиливается в центральной области сверла, где оно обычно минимально, и постепенно уменьшается к внешнему диаметру, где оно обычно чрезмерно. Более равномерное распределение режущего действия происходит по всей длине выступа, тем самым уменьшая поломку углов и заметно повышая эффективность сверления.
Как показано, дублированные режущие кромки уменьшили длину долота. Дублированное сверло также самоцентрирующееся и исключает истончение стенки, пробивку по центру и пилотные отверстия. Насечки на этом сверле также расположены под углом друг от друга, чтобы сохранить толщину центральной поверхности перемычки и повысить ее устойчивость к силам раздавливания.
На рис. 7 показаны поперечные сечения дублированных передних углов, но углы рельефа кромки остаются неизменными на обоих рисунках. Режущая кромка, показанная справа, дает более толстую стружку из-за увеличенного переднего угла нарезанной поверхности канавки.Такая геометрия обеспечивает эффект планирования благодаря малому углу наклона кромки, что снижает заклинивание и вибрацию сверла, тем самым повышая производительность и точность. Уменьшение размера долота (как показано на рис. 6) и соответствующее увеличение или уменьшение переднего угла позволяет сверлить твердые или мягкие металлы, бакелит, стекловолокно, оргстекло, медь или латунь. При сверлении очень мягкой меди или латуни следует использовать отрицательный угол наклона 5 градусов, а по мере увеличения твердости металла передний угол должен быть соответственно отрегулирован в сторону положительного переднего угла.
При сверлении очень мягкой меди или латуни следует использовать отрицательный угол наклона 5 градусов, а по мере увеличения твердости металла передний угол должен быть соответственно отрегулирован в сторону положительного переднего угла.
Избегайте неравных земель
Сверла с неодинаковой фаской нельзя шлифовать должным образом, поскольку режущие кромки расположены не на 180 градусов друг от друга. Такие сверла, даже новые, не будут сверлить эффективно и точно. Тем не менее, дублирование таких сверл сглаживает разницу, оставляя дублированные губки в точном противоположном положении под углом 180 градусов друг от друга и с однородной конфигурацией поверхностей между канавками и канавками.
Дополнительная проблема – многочисленные поверхности канавок с шероховатыми зазубринами, в результате чего режущие кромки с пилообразными зубьями легче ломаются.Дублирование также решает эту проблему, создавая гладкие однородные поверхности на таких сверлах, что увеличивает срок службы губ.
Материалы
Для нержавеющей стали сверла шлифуются с включенным углом вершины сверла 140 градусов, что обеспечивает максимальное вовлечение выступов за минимальное время. Кроме того, угол наклона кромки от 10 до 12 градусов обеспечивает более эффективное резание. Ключом к сверлению нержавеющей стали является предотвращение наклепа за счет достижения максимального резания за минимальное время.(Рекомендуемая точка показана на рисунке 5). Вторичные режущие кромки составляют от 10 до 15 процентов общей длины губы. Насечки (рис. 5) могут варьироваться от 5 градусов для мягкой нержавеющей стали, нейтральной для полутвердой, до минус 5 градусов для твердых металлов.
Пластмассы требуют высочайшей точности сверления и самого тупого острия. В недавнем испытании оргстекло толщиной 1/8 дюйма было просверлено при температуре 35ºF с использованием сверла различных диаметров и углов при вершине. Начиная с наконечников сверла с углом наклона 80 градусов, материал разрушался каждый раз, когда наконечник просверливался через нижнюю поверхность материала. По мере увеличения угла при вершине (более тупой угол разрушения оргстекла уменьшился. При 134 градусах разрушение заметно уменьшилось. При 142 градусах разлома не было. Сколы вокруг нижнего плеча отверстия были устранены с помощью вторичных углов острия ( Рисунок 5). В этом конкретном случае второстепенные режущие кромки составляли 20 процентов от общей длины кромки. Рекомендуемые точки под углом от 60 до 80 градусов оказались наиболее разрушительными при сверлении оргстекла.
По мере увеличения угла при вершине (более тупой угол разрушения оргстекла уменьшился. При 134 градусах разрушение заметно уменьшилось. При 142 градусах разлома не было. Сколы вокруг нижнего плеча отверстия были устранены с помощью вторичных углов острия ( Рисунок 5). В этом конкретном случае второстепенные режущие кромки составляли 20 процентов от общей длины кромки. Рекомендуемые точки под углом от 60 до 80 градусов оказались наиболее разрушительными при сверлении оргстекла.
С таким острием в форме копья, когда сверло начинает выходить из материала, в нижней поверхности образуется небольшое отверстие неправильной круглой формы со скошенными краями.Следовательно, режущие кромки в форме копья вклиниваются в скошенные кромки под прямым углом, вызывая скрепляющее и фиксирующее действие, которое мгновенно разрушает материал. Тупой наконечник с меньшим заклиниванием выходит более плавно, а его режущие кромки более параллельны кромкам пера.
В конечном итоге наиболее эффективная точка состояла из 144 градусов включенных углов для основной точки, 80-85 градусов включенных углов вторичной точки, 4-5 граней основного угла зазора губ и 20 градусов вторичных углов. фаски зазора пятки (фаски с зазором пятки 20 градусов автоматически шлифуются, если основной угол составляет 8 градусов или меньше.Поскольку углы первичной фасетки уменьшаются, вторичные фасетки должны быть соответственно увеличены (рис. 8). Таким образом, тупые сверла с зазорами между кромками, отрегулированными для конкретных материалов, одинаково применяются для твердых и мягких черных, цветных и некоторых неметаллических материалов.
фаски зазора пятки (фаски с зазором пятки 20 градусов автоматически шлифуются, если основной угол составляет 8 градусов или меньше.Поскольку углы первичной фасетки уменьшаются, вторичные фасетки должны быть соответственно увеличены (рис. 8). Таким образом, тупые сверла с зазорами между кромками, отрегулированными для конкретных материалов, одинаково применяются для твердых и мягких черных, цветных и некоторых неметаллических материалов.
Зазор режущей кромки кромки
Чрезмерный зазор кромки широко практикуется в США. Он вызывает серьезное заклинивание и разрушение хрупкого материала. Кроме того, он дает отверстия слишком большого размера и является основной причиной сокращения срока службы режущей кромки.Такой чрезмерный зазор возникает из-за тенденции неправильно рассматривать сверло (как показано на рисунке 2). При просмотре сверла большинство читателей настаивают на том, что у сверла небольшой зазор кромок или вообще нет. Однако это оптическая иллюзия, поскольку у этого сверла на самом деле большой зазор – 15 градусов. Практически все мастера стараются определить зазор губ, глядя прямо в сверло. При этом нужно смотреть на составной угол на всей поверхности сверла, а не на боковой профиль режущей кромки.
Практически все мастера стараются определить зазор губ, глядя прямо в сверло. При этом нужно смотреть на составной угол на всей поверхности сверла, а не на боковой профиль режущей кромки.
Быстрый и надежный метод определения угла зазора губ – это определение угла линии долота (длина долота). Если угол линии долота находится в вертикальной плоскости, указывающей на 12 часов (90 градусов по отношению к режущим кромкам на горизонтальной плоскости), зазор кромки будет равен нулю. Но по мере постепенного увеличения зазора губ линия долота наклоняется по диагонали вправо к 1 часу (см. Рисунок 2). Следовательно, при параллельном расположении режущей кромки с транспортиром, показание 110 градусов угла линии долота означает приблизительно 5 градусов или малый зазор; 120 градусов означает 8 градусов или средний зазор; 130 градусов означает 11 градусов или большой зазор; 135 градусов указывает на очень высокий клиренс.После некоторой практики взгляд без транспортира довольно точно покажет статус зазора.
При использовании двустороннего сверла (рис. 2) сначала возникает небольшой зазор размером около 1/32 дюйма в задних наружных углах пятки, когда постоянный зазор между губами уменьшается до 7 градусов. При 5 градусах соударение составляет примерно 1/16 дюйма, и дальнейшее уменьшение зазора приводит к соударению треугольной формы, исходящему в первую очередь к губам и, во вторую очередь, к долоту. Следовательно, небольшая вторичная грань (рисунок 8) требуется только тогда, когда постоянный зазор составляет 8 градусов (диапазон среднего зазора), а размер вторичной грани зазора постепенно увеличивается по направлению к режущей кромке (см. Рисунок 4), поскольку угол основной кромки равен уменьшен соответственно до диапазона от 5 до 3 градусов (диапазон низкого и сверхнизкого зазора).
При выборе правильных углов зазора кромок необходимо проанализировать обрабатываемость материала, твердость, хрупкость и хрупкость. Поскольку вибрация сверла и заклинивание могут быть вредными как для сверла, так и для материала, требуется уменьшенный зазор в хрупком или твердом материале. Уменьшение зазора обеспечивает более точное отверстие, позволяя увеличить скорость сверления для компенсации тонкости стружки.
Уменьшение зазора обеспечивает более точное отверстие, позволяя увеличить скорость сверления для компенсации тонкости стружки.
Производительность
Металлообрабатывающая промышленность часто отстает от времени, теряя бесчисленные миллионы долларов из-за операций сверления на малых скоростях.Высокоскоростное охлаждение и охлаждение потоком – лучший ответ для обеспечения высокой производительности. Однако сверлильные станки должны быть в отличном состоянии с высокой степенью точности. Многие сверла с заводской шлифовкой, как правило, не отвечают таким требованиям точности из-за массового производства. Различные устройства для заточки сверл, не имеющие надлежащей механической конструкции и концепций, также не отвечают этим требованиям.
Перфораторы
Лезвия для лопаточных сверл имеют ту же геометрию, что и спиральные сверла, обсуждаемые в этой статье, и изготавливаются с более тупыми вершинами.Лопаточное полотно имеет множество превосходных преимуществ перед спиральными сверлами, например, позволяет более открытому каналу для охлаждающей жидкости достигать зоны резания в отверстии, исключение образования трещин в глубоких отверстиях и отличные стружколомающие свойства. Поскольку держатель лопаточного лезвия представляет собой трубчатую конструкцию с толстыми стенками, он обладает превосходными характеристиками крутящего момента, позволяя делать отверстия гораздо глубже, чем спиральные сверла. В одном держателе можно разместить до восьми лезвий разных размеров, что значительно снижает стоимость и пространство для хранения до доли восьми спиральных сверл.Оператор имеет больше возможностей для выполнения конкретных требований по бурению, поскольку держатели производятся разной длины. Основным возражением против более широкого использования лопаточных лезвий была дорогая и трудоемкая операция по переточке. Однако недавно компания J&A machinery разработала упрощенный станок, который быстро затачивает перфорационные сверла.
Поскольку держатель лопаточного лезвия представляет собой трубчатую конструкцию с толстыми стенками, он обладает превосходными характеристиками крутящего момента, позволяя делать отверстия гораздо глубже, чем спиральные сверла. В одном держателе можно разместить до восьми лезвий разных размеров, что значительно снижает стоимость и пространство для хранения до доли восьми спиральных сверл.Оператор имеет больше возможностей для выполнения конкретных требований по бурению, поскольку держатели производятся разной длины. Основным возражением против более широкого использования лопаточных лезвий была дорогая и трудоемкая операция по переточке. Однако недавно компания J&A machinery разработала упрощенный станок, который быстро затачивает перфорационные сверла.
Заключение
Обычными в американских механических мастерских являются гнутые сверла с чрезмерно утолщенными перемычками, большими зазубринами и сколами на режущих кромках, сильно изношенными краями, зазубринами и деформациями хвостовика и дешевыми качественными сверлами. Для качественной работы требуются сверла высочайшего качества. Невозможно подсчитать денежные убытки в результате непродуктивных учений. Убытки вызваны списанием дорогостоящих готовых деталей, которое сводится к нулю на последнем этапе – операции сверления. Убытки усугубляются общим отсутствием знаний о геометрии точки сверления и неспособностью воспользоваться преимуществами многих геометрических шаблонов.
Для качественной работы требуются сверла высочайшего качества. Невозможно подсчитать денежные убытки в результате непродуктивных учений. Убытки вызваны списанием дорогостоящих готовых деталей, которое сводится к нулю на последнем этапе – операции сверления. Убытки усугубляются общим отсутствием знаний о геометрии точки сверления и неспособностью воспользоваться преимуществами многих геометрических шаблонов.
Геометрия, параметры и надежные державки решают проблемы бурения
Производители сверл добавляют новые функции для повышения производительности.
Помимо сверления, CoroDrill 880 можно использовать для винтовой интерполяции, растачивания, врезания и точения. (Предоставлено Sandvik Coromant) Правильный выбор сверла, геометрия, заложенная в сами сверла, применение правильных параметров сверления, а также несколько советов и приемов от профессионалов могут помочь решить такие серьезные проблемы, как поломка сверла, непрерывная стружка, биение инструмента, плохое качество края отверстий и низкая стойкость инструмента.
Paramount использует правильный инструмент. «Сверла ломаются по многим причинам, от использования неправильных параметров резания до использования неправильного сверла для выполняемой работы», – сказал Мартин Хоббс, специалист по сверлению и фрезерованию, Запад США, Sandvik Coromant, Fair Lawn, N.Ж. «Новые технологии помогут; однако ничто так не продлевает срок службы инструмента, как правильная настройка и применение инструмента ».
Производители избавились от догадок из многих процессов, которые раньше приходилось решать самим магазинам при выборе подходящего сверла для резки различных материалов – например, углеродистой стали по сравнению с алюминием или нержавеющей сталью.
По словам Стива Пильгера, старшего инженера по нарезанию резьбы и сверления отверстий в YG-1 USA, Вернон-Хиллз, штат Иллинойс, производители использовали свои формулы для изготовления твердосплавных сверл.«Допустим, мы режем углеродистую сталь; у нас есть сверло из углеродистой стали с фиксированной геометрией, системой удаления канавок и стружки, отверстиями для охлаждающей жидкости определенного размера и твердым сплавом определенной марки с многослойным наноразмерным покрытием, которое лучше всего подходит для этого конкретного материала . Итак, одно упражнение не делает все ».
Итак, одно упражнение не делает все ».
YG-1 построил подборку сверл на основе обрабатываемого материала в трех каталогах. «Мы говорим:« Эй, что вы сверляете? »- сказал Пилгер. «Вы сверляете сталь? Вы выбираете стальное сверло.Вы сверляете нержавеющую сталь? Вы можете использовать нашу дрель из нержавеющей стали ».
Walter USA LLC, Вокеша, Висконсин, имеет различные технологии для борьбы с поломкой инструмента, в том числе новые покрытия класса
, включая собственное покрытие TiSiAlCrN / AlTiN для сопротивления износу, – сказал Саранг Гаруд, менеджер по маркетингу. Walter предлагает полное и точечное покрытие на свои сверла.
Эдвин Тонн, специалист по обучению и технический специалист компании Horn USA Inc., Франклин, штат Теннеси, сказал, что выбор геометрии сверла, соответствующей материалу и применению, имеет решающее значение.
«Системы DDM и DDP компании Horn являются примером адаптации точки бурения к области применения», – сказал Тонн. «Система DDM хорошо работает с такими сложными сплавами, как титан и никель, но может быть не лучшим выбором для железа. Проконсультируйтесь с поставщиком сверла для получения наилучшей рекомендации.
Проконсультируйтесь с поставщиком сверла для получения наилучшей рекомендации.
Horn также предназначена для обработки нержавеющих и кислотостойких сталей, а также упомянутых титановых и никелевых сплавов Tonne. Они имеют внутреннее охлаждение и новые покрытия, которые продлевают срок службы инструмента.
Инструменты типа DDP компании наиболее подходят для обработки нелегированных сталей, стального литья и легированных сталей с пределом прочности на разрыв до 1000 Н / мм2. У них тоже есть внутреннее охлаждение, хотя есть вариант, подходящий для заливного теплоносителя.
Emuge EF Step Drill – это твердосплавное сверло с высокой скоростью проникновения, которое сверлит и снимает фаски за одну операцию, экономя время и обеспечивая более точное расположение отверстия до фаски и оптимальную подготовку отверстия для нарезания резьбы или нарезания резьбы. (Предоставлено Emuge) Марлон Бландон, менеджер по продукции для резьбонарезания, Emuge Corp.Из Уэст-Бойлстона, штат Массачусетс, сказали, что магазины могут продлить срок службы своих инструментов, правильно выбирая их.
«Выбор инструмента сильно повлияет на срок службы инструмента», – сказал он. «Сверла из быстрорежущей стали – недорогое, но редко лучшее решение. Высокоскоростные кобальтовые сверла будут работать более эффективно при повышенных температурах, но срок службы и производительность инструмента не могут конкурировать с твердосплавными сверлами. Хотя твердосплавные сверла обычно являются лучшим вариантом, следует учитывать множество вариантов геометрии инструмента и обработки поверхности.”
Blandon предложил контрольный список возможных причин проблем, если нужный инструмент уже используется. Покрытия поверхности, геометрия и параметры нанесения входят в его список, но также и другие важные факторы.
«Предполагая, что режущий инструмент изготовлен в соответствии с высочайшими стандартами качества, срок службы инструмента должен быть одинаковым от одного инструмента к другому, когда он используется с одним и тем же материалом и в одном приложении», – сказал Бландон. «Если стойкость инструмента непостоянна, то проблема заключается либо в однородности материала обрабатываемой детали, либо в износе шпинделя станка, жесткости державки, фиксации детали или в применении СОЖ.”
«Если стойкость инструмента непостоянна, то проблема заключается либо в однородности материала обрабатываемой детали, либо в износе шпинделя станка, жесткости державки, фиксации детали или в применении СОЖ.”
Геометрия сверла: Overachiever
Производители сверл также используют геометрию для придания своей продукции конкретному материалу, а также для облегчения удаления стружки, улучшения качества поверхности, увеличения срока службы инструмента и предотвращения поломки сверла.
Blandon сказал, что производители изменяют конструкцию канавок и геометрию наконечника своих сверл в соответствии с конкретными материалами.
«Высокопроизводительные твердосплавные сверла – лучший вариант для крупных партий продукции или отверстий более высокого качества», – сказал он.«Они более дорогие, но обычно имеют конструкцию с канавками и острием, предназначенными для скручивания и защелкивания стружки до приемлемых размеров, которые можно эффективно удалять от режущей кромки».
Геометрия перемычки сверла также очень важна для удаления стружки, – сказал Бландон. Перегородка или стержень сверла должны быть постоянными или параллельными от вершины сверла до задней части канавки. Сверла из быстрорежущей стали обычно имеют увеличивающуюся конусность перемычки, что уменьшает расстояние между канавками и хвостовиком.Это ограничивает выход стружки из канавки.
«Некоторые новые твердосплавные сверла HP, предназначенные для обработки более глубоких отверстий, теперь имеют обратный конус перемычки, при котором перемычка в задней части фактически меньше, чем в точке», – сказал он. «Это обеспечивает максимальное пространство для стружки внутри канавки».
Сверла также используют геометрию режущей кромки в своих интересах. По словам Бландона, традиционный стружколом на сверле из быстрорежущей стали имеет ряд небольших зазубрин на режущей кромке, которые создают прерывистые стружки.Однако это не практичная конструкция для сверла с твердосплавной подложкой из-за хрупкости материала по сравнению с быстрорежущей сталью.
По словам Бландона, вместо ультрасовременного стружколома в высокопроизводительных твердосплавных сверлах, таких как серия Emuge EF, используются канавки различной формы, которые катят материал внутри канавки и вызывают его разрушение. При работе с правильной скоростью и скоростью подачи (которые влияют на толщину стружки) эти сверла устраняют длинные, вязкие образования стружки, которые приводят к засорению канавок и разрушению сверла.Другое преимущество конструкции высокопроизводительного твердосплавного сверла заключается в том, что устранение длинной стружки позволяет сверлу работать с постоянной скоростью подачи без циклов клевания.
«Использование геометрии канавки с двумя краями поможет улучшить качество поверхности», – сказал Бландон. «Второй задний запас поможет отполировать внутреннюю поверхность просверленного отверстия во время цикла сверления».
Пильгер из YG-1 отметил, что сегодня существует несколько различных способов сверления, и, вероятно, наиболее распространенным явлением является поломка сверл с твердосплавными сверлами, используемыми для определенных материалов и для определенных диаметров отверстий.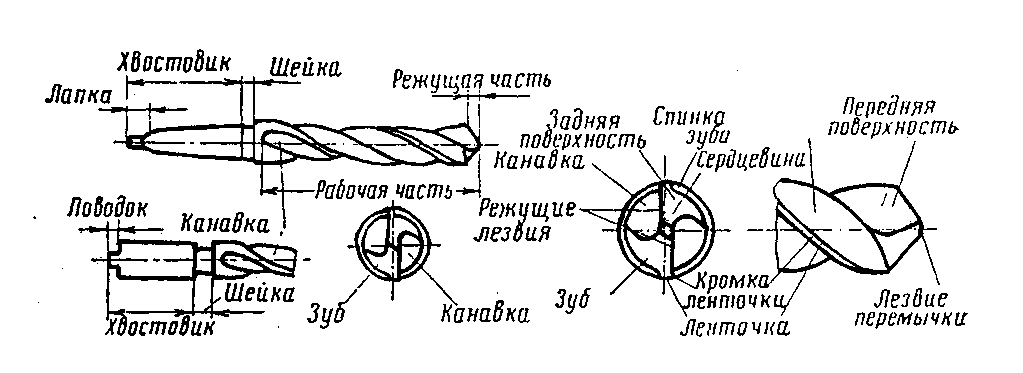 Магазины используют их для сверления отверстий, которые являются достаточно точными, быстрыми и повторяемыми, учитывая, что их диапазон диаметров соответствует предлагаемым диаметрам.
Магазины используют их для сверления отверстий, которые являются достаточно точными, быстрыми и повторяемыми, учитывая, что их диапазон диаметров соответствует предлагаемым диаметрам.
«Для углеродистой стали мы рекомендуем наше сверло из углеродистой стали или общее сверло Dream Drill; для нержавеющей стали 304 мы рекомендуем версию Dream Drill из нержавеющей стали », – сказал он. «Каждое из этих сверл имеет правильную геометрию и покрытие, чтобы наилучшим образом работать с этими материалами и в этих областях применения.”
Цельнотвердосплавное сверло Dream Drill имеет прочную геометрию для обработки стружки. «Все будет по-другому, если просверлить то же отверстие в нержавеющей стали», – сказал Пилгер. «Таким образом, у него есть геометрия, чтобы дать лучший чип. У него небольшой крючок, который помогает более точно вставить стружку во флейту ».
Хоббс из Sandvik Coromant сказал, что вставные корончатые сверла, такие как CoroDrill 880 и CoroDrill 881 его компании, позволяют изменять геометрию и сплавы покрытия, что способствует разрушению стружки. По своей природе корончатые сверла создают гармоническую вибрацию, которая помогает ломать стружку. Этих гармонических колебаний иногда бывает недостаточно, и все же могут возникать длинные или цельные сколы.
По своей природе корончатые сверла создают гармоническую вибрацию, которая помогает ломать стружку. Этих гармонических колебаний иногда бывает недостаточно, и все же могут возникать длинные или цельные сколы.
По словам Хоббса, при использовании более длинных сверл предварительное сверление отверстия является неизбежным и необходимым процессом для предотвращения поломки более длинного сверла. Процесс для более длинных сверл также требует особого внимания к тому, чтобы более длинное сверло входило в отверстие на более медленных скоростях и подачах, а также не включать сквозную охлаждающую жидкость, пока сверло не окажется в отверстии и не будет готово к сверлению.В это время можно применить соответствующие режимы резания и подать СОЖ.
«Чем дальше наконечник сверла находится от державки, тем больше повреждается наконечник сверла и тем больше влияние на качество отверстий оказывает сверло, выходящее за пределы круглой формы», – сказал Хоббс.
Гаруд сказал, что станок DC170 Вальтера с его уникальной комбинацией радиальных полей, каналов для охлаждающей жидкости и твердосплавной массы непосредственно за режущей кромкой помогает продлить срок его службы за счет эффективного рассеивания даже экстремальных температур.
Когда идти быстрее или медленнее
Каждое сверло от YG-1 имеет геометрию и покрытие для конкретного материала и применения, а также покрытия для достижения наилучших результатов. (Предоставлено YG-1)Правильные параметры сверления, включая скорость и скорость подачи, могут повлиять на поломку сверла, удаление стружки, заусенцы отверстий и качество поверхности.
Horn’s Tonne заявила, что во многих случаях конечные пользователи используют параметры скорости и подачи, которые слишком низкие для используемой ими системы бурения.
«Скорость резания должна быть достаточно высокой, чтобы избежать скопления материала или нароста на кромке [BUE]», – добавил он.«Когда происходит BUE, сверло ведет себя как тупой инструмент и, таким образом, создает давление, слишком высокое для острия сверла».
Для большинства операций твердого сверления приблизительное осевое усилие (Z) может составлять 3000–4000 Н (674–900 фунтов / фут), а тупая режущая кромка может легко удвоить это значение. Проконсультируйтесь с производителем инструмента относительно рекомендуемых параметров скорости и оставайтесь в пределах указанного диапазона, посоветовал Тонн. Для подачи всегда проходите больше, чем ширина кромочной подготовки, и меньше, чем максимальная подача на оборот.
Проконсультируйтесь с производителем инструмента относительно рекомендуемых параметров скорости и оставайтесь в пределах указанного диапазона, посоветовал Тонн. Для подачи всегда проходите больше, чем ширина кромочной подготовки, и меньше, чем максимальная подача на оборот.
Для борьбы с заусенцами уменьшите подачу на 50 процентов, пока не будут задействованы поля.Заусенцы на выходе немного сложнее, но их также можно улучшить, уменьшив подачу на 50 процентов, когда сверло расположено на 0,5 мм от выхода.
«Конкретная геометрия материала играет огромную роль в уменьшении заусенцев на выходе», – сказал Гаруд. «Например, сверла Xtreme-CI марки Walter-Titex предназначены для уменьшения заусенцев на выходе из чугуна». По его словам, на углах режущих кромок сверл имеется скошенная кромка, которая значительно снижает образование заусенцев.
«Аналогичная технология существует и для сверл по алюминию», – сказал Гаруд.«Наши сверла DC170 имеют радиальные поля, которые помогают обеспечить отличную чистовую обработку отверстий. Добавление дополнительных полей от земли (четыре вместо двух) также может значительно улучшить качество обработки отверстия ».
Добавление дополнительных полей от земли (четыре вместо двух) также может значительно улучшить качество обработки отверстия ».
Pilger из YG-1 заметил, что, когда клиенты начинают использовать твердосплавные сверла, они часто смотрят на значения скорости и подачи в каталоге, которые кажутся очень высокими, поэтому они снижают скорость. В результате сверло работает слишком медленно и не выделяет достаточно тепла. Затем материал прилипает к сверлу и отслаивается, снимая покрытие и карбид.Со временем сверло теряет размер и ломается.
Там, где уместно уменьшить скорость и подачу, используется поперечное отверстие, сказал Пильгер. Когда сверло приближается ко второй твердой части, уменьшите скорость и подачу на 50 процентов и повторно войдите в отверстие. Это дает дрели момент, чтобы оставить след и заняться. Затем увеличьте скорость и увеличьте подачу.
«В противном случае вы можете услышать болтовню, сломать дрель или увидеть, как она ходит», – сказал он. «Что происходит, вы получаете несоответствие, потому что вы ударяетесь о неровную поверхность и пытаетесь минимизировать это несоответствие. ”
”
Бывает время, когда хочется ускориться. «При сверлении очень распространенный способ улучшить качество стружки – отрегулировать один из параметров на станке», – сказал Пилгер. «Итак, когда у вас возникают проблемы со стружкой и вы хотите получить стружку лучшего качества, вы немного увеличиваете подачу стали [0,008-0,014 ipr или 0,2-0,36 мм / об]».
Хоббс из Sandvik Coromant согласился с тем, что очень важно знать, какой диапазон параметров резания у сверла соответствует обрабатываемому материалу. «Высокая скорость подачи может привести к образованию слишком толстой стружки или даже к перегрузке стенки сверла, что приведет к поломке сверла», – сказал он.«Низкое количество корма может стать причиной длинных, вязких и нежелательных стружек».
Более высокие скорости подачи часто используются для разрушения стружки, делая ее более толстой и склонной к разрушению. По словам Хоббса, в некоторых случаях лучше увеличить площадь поверхности и уменьшить скорость подачи, чтобы сломать стружку.
Иногда программные прерывания в движении подачи могут помочь измельчить стружку или, в крайних случаях, цикл клевания может решить проблему, сказал Уолтерс Гаруд.
Уметь удерживать их
Твердосплавное сверло Walter DC160 Advance можно использовать в широком диапазоне материалов и областей применения.Поля расположены в выдвинутом вперед положении, чтобы обеспечить быстрое ведение в скважине. Крутой угол зазора обеспечивает пространство для потока стружки, что приводит к улучшению качества отверстий и снижению усилия подачи. (Предоставлено Вальтером)Выбор правильной системы крепления инструмента и периодический осмотр, чтобы убедиться, что он находится в хорошем рабочем состоянии, могут продлить срок службы инструмента и помочь произвести отверстия более высокого качества.
«Выбор держателя действительно важен, когда вы работаете в высокопроизводительных средах, таких как автомобильная промышленность», – сказал Пильгер.«В большинстве случаев наши клиенты обычно без проблем держат наши сверла с цанговыми патронами. Однако при бурении больших объемов с высокой производительностью необходимы гребневые держатели с более сильным зажимным усилием ».
Однако при бурении больших объемов с высокой производительностью необходимы гребневые держатели с более сильным зажимным усилием ».
Но если вы хотите немного увеличить его, устранить биение и лучше удерживать сверло, есть несколько вариантов. Один из них представляет собой держатель с горячей посадкой, а другой – цанговый патрон с гидравлическим давлением. Эти две системы захватывают гораздо большую часть хвостовика. Фактически, университетские исследования показали, что удержание такого пути улучшает биение примерно на 50 процентов и увеличивает срок службы инструмента на 20-25 процентов.
«В условиях высокой производительности мы настоятельно рекомендуем систему горячей посадки или гидравлический патрон для наших твердосплавных сверл», – сказал Пильгер.
Хоббс Sandvik Coromant согласился с тем, что метод, используемый для удержания сверл, имеет решающее значение для производительности сверла и срока службы инструмента. Насколько надежно удерживается сверло, напрямую влияет на качество отверстия, например округлость и качество поверхности, а также на стойкость инструмента. Более слабые способы крепления инструмента позволяют увеличить биение на конце сверла.
Более слабые способы крепления инструмента позволяют увеличить биение на конце сверла.
Это биение приводит к резанию одной стороны сверла больше, чем другой.Когда это происходит, сверло не только режет и изнашивается больше на этой стороне, но и ухудшается качество отверстия из-за того, что сверло стремится выйти за пределы центра и зарубить боковые стенки отверстия.
«Термоусадочные и гидравлические державки, такие как CoroChuck 930 от Sandvik Coromant, обеспечивают наиболее стабильную фиксацию сверла и по сравнению с такими методами, как цанги ER, могут даже удвоить срок службы инструмента», – сказал он.
Метод, используемый для удержания сверла, становится тем более важным, чем дольше оно становится.По словам Хоббса, длинные сверла, диаметр которых в 10, 15, 20, 30 и 40 раз больше диаметра, никогда не следует удерживать в держателях любого типа, которые не являются абсолютно жесткими.
«Термоусадочные и гидравлические держатели удерживают сверла по центру лучше, чем цанговые патроны Weldon или цанговые патроны», – сказал он. «Такая жесткость помогает предотвратить выход сверла из-под круглой вершины сверла».
«Такая жесткость помогает предотвратить выход сверла из-под круглой вершины сверла».
Tonne рекомендовал использовать высокопроизводительную систему цанговых патронов, такую как Horn Fahrion Centro P, которая может увеличить срок службы инструмента более чем на 50 процентов из-за чрезвычайно жестких допусков биения конуса и цанги.
Emuge’s Blandon требует регулярного технического обслуживания. «Шпиндели обрабатывающего центра необходимо надлежащим образом обслуживать, чтобы уменьшить или исключить биение в точке сверления», – сказал он. «Если шпиндель загрязнен или изношен, сверло будет вращаться неравномерно. Это может привести к неравномерной нагрузке на острие сверла, что может вызвать выкрашивание режущих кромок и выход сверла из строя. На сегодняшний день лучшей технологией для сверления является гидравлический патрон или конструкция механической втулки Emuge FPC », – заявил Бландон.
Сверление металла – Appropedia: Theustainability wiki
Рис.1 – Два распространенных типа спиральных сверл. Маленькие сверла обычно имеют параллельные хвостовики, в то время как большие сверла, используемые в машинных сверлах, имеют конический хвостовик. Часть, помеченная буквой «X», слегка отшлифована, чтобы уменьшить трение.
Маленькие сверла обычно имеют параллельные хвостовики, в то время как большие сверла, используемые в машинных сверлах, имеют конический хвостовик. Часть, помеченная буквой «X», слегка отшлифована, чтобы уменьшить трение.
Спиральные сверла, используемые для сверления металла, во многом такие же, как и для обработки дерева. Эти сверла имеют размер от 0,0135 дюйма и выше. На более крупных сверлах принято использовать быстрорежущую сталь с приваренным встык хвостовиком из прочной стали. Маленькие сверла (до 1/2 дюйма) обычно изготавливаются с параллельными хвостовиками, в то время как большие сверла чаще разрабатываются с коническим хвостовиком.
Конический хвостовик сам заклинивается в шпинделе сверлильного станка, который имеет соответствующее коническое отверстие, и чем больше давления прикладывается, тем крепче зажимается сверло. Кроме того, однако, сверло выполнено с язычком или хвостовиком, который входит в соответствующую прорезь шпинделя сверлильного станка. Это дает более позитивный драйв.
Корпус сверла является основной частью, которая используется для фактического сверления и изготавливается точно до заданного размера, хотя обычно он шлифуется немного меньше по направлению к концу хвостовика, так что остается небольшой зазор не более 1 / 1000 дюймов.Полосы представляют собой узкие полосы вдоль режущей кромки канавок. Диаметр на них точно подогнан по размеру и представляет размер сверла. Часть корпуса, обозначенная X на рис. 1, слегка отшлифована для предотвращения трения.
Канавки сделаны таким образом, чтобы обеспечить правильный угол резания и в то же время обеспечить достаточный зазор для вытекания отходов из отверстия. Этот угол (рис. 2) называется углом закручивания и обычно составляет около 27 ½ градусов.Угол резания – это степень остроты или затупления сверла, который варьируется в зависимости от просверливаемого материала. Стандартные сверла обычно шлифуются под углом резания 59 градусов, и это больше всего подходит для обычных работ. Поверхности, сформированные шлифовкой конца сверла до угла резания, затем дополнительно шлифуются так, чтобы режущая кромка снова наклонялась под углом от 10 до 15 градусов; этот угол известен как задний угол и также указан на рис. 2.
2.
Рис. 2 – Стандартное спиральное сверло с тремя углами; задний угол, угол резания и угол закрутки.
Рис. 3 – Заточку сверла лучше всего производить с помощью специального шлифовального приспособления, которое можно использовать на шлифовальном круге с механическим приводом. Без точной шлифовки сверло не будет резать должным образом.
Записки по бурению. Необходимо очень внимательно следить за тем, чтобы угол резания и задний угол сохранялись при переточке сверла; угол закручивания, конечно, нельзя изменить шлифованием.
Ниже приведены некоторые неисправности, которые могут возникнуть при сверлении из-за неправильного шлифования.Если отверстие больше сверла, вероятно, два угла резания не идентичны. Это может вывести сверло из центра и вызвать его раскачивание. В результате будет дыра больше, чем должна быть. Кроме того, если углы обеих режущих кромок не одинаковы, одна кромка выполняет всю работу и быстро тускнеет. Чтобы исправить это, сверло необходимо переточить.
Специальные приспособления для заточки сверл (см. Рис. 3), которые могут быть прикреплены к шлифовальным кругам с механическим приводом, позволяют точно и в короткие сроки переточить сверло.Когда сверла нуждаются в заточке, лучше отнести их в строительный магазин или в металлообрабатывающий цех, где есть оборудование такого типа, и иметь там заточенное сверло, чем пытаться выполнять работу вручную. Получить правильные углы вручную практически невозможно. Тест на точную переточку заключается в том, чтобы поместить сверло в сделанное отверстие и посмотреть, упадет ли оно вертикально под собственным весом через отверстие. Если это не так, ясно, что отверстие не больше сверла, которое его сделало, и, следовательно, сверло является точным.Это очень серьезное испытание.
Рис. 4. Сверла, используемые для обработки мягких металлов, иногда имеют на конце небольшой выступ, служащий ориентиром.
Рис. 5 – Зенковка, используемая для мягких металлов, аналогична той, которая используется для дерева.
Рис. 6 – Сверло с плоским концом (слева), используемое для обработки дна отверстия. Долбежное сверло (справа) используется для подготовки неглубокой канавки или шпоночной канавки.
Угол наклона наконечника сверла выбирается в зависимости от твердости материала, на котором оно будет использоваться.Для мягких металлов можно использовать более острый угол, чем для очень твердых. Таким образом, угол от 45 до 60 градусов является лучшим углом резания для чугуна, чем более общие 59 градусов. Угол в 45 градусов также больше подходит для латуни, хотя для латуни могут быть изготовлены специальные сверла с прямыми канавками в дополнение к меньшему углу резания. Мягкие металлы, такие как медь или алюминий, лучше всего резать сверлом, имеющим угол резания 90 градусов и имеющим небольшую канавку в качестве направляющей, как показано на рис.4.
Очень твердая сталь, такая как марганцевая сталь, может быть лучше просверлена при использовании сверла с углом закручивания меньше обычного, например, 24 градуса. Угол среза тоже должен быть более плоским – около 75 градусов.
Угол среза тоже должен быть более плоским – около 75 градусов.
Всякий раз, когда необходимо просверлить большое отверстие, рекомендуется сначала просверлить маленькое отверстие, которое будет служить ориентиром. Это обеспечивает центр для большего сверла и снижает риск просверливания не совсем верного отверстия.
Кроме уже упомянутых сверл, существуют специально разработанные сверла для других видов работ.
На рис. 5 показана фреза с зенковкой, аналогичная используемой в деревообработке. Используется для проделывания отверстий под головки винтов или заклепок, а также для развертывания. Этот тип зенковки предназначен в основном для обработки мягких металлов. Для обычного зенкования используется спиральное сверло, размер которого в два раза больше просверленного отверстия.
На фиг. 6 показано сверло с плоским концом, с помощью которого отверстие, предварительно просверленное на нужную глубину спиральным сверлом, может быть преобразовано в квадрат до плоского дна; небольшой патрубок необходим для обеспечения концентрического движения сверла.
Рис. 7 – Использование определенного типа сверла с плоским концом для зенковки винтов с цилиндрической головкой. Сверло показано справа.
Рис. 8 – Вырезание больших отверстий в тонком листе металла лучше всего выполнять резаком и бруском. Размер отверстия, проделываемого этим типом сверла, можно отрегулировать, перемещая фрезу к круглому стержню или от него.
На рис. 7 показан другой вариант сверла с плоским концом, которое используется для прорезания существующего отверстия под головку болта или винт с цилиндрической головкой.Штифт сверла должен быть того же диаметра, что и отверстие, которое нужно утопить. Большие отверстия в тонком металле лучше всего вырезать с помощью фрезы и бруска, принцип действия которых показан на рис. 8. Сначала просверливается небольшое отверстие, и в нем вращается центральный стержень; Затем фрезу регулируют на правильный радиус и затягивают клиновой чекан.
Станки сверлильные. Существует множество буровых станков, которые могут быть как с механическими, так и с ручными приводами.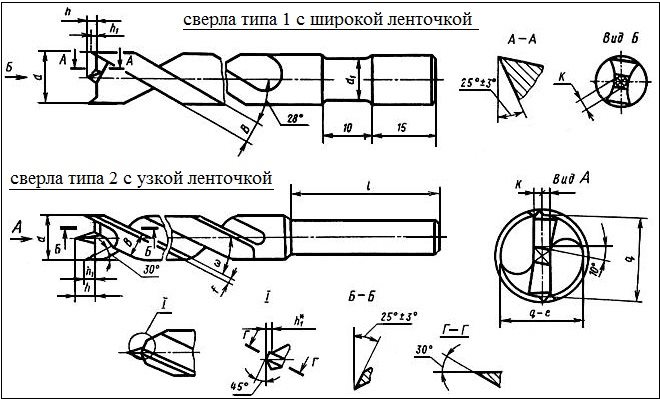
Маленькая ручная дрель, показанная на рис.9 используется в основном для сверления отверстий малого диаметра в тонком листе металла и особенно полезен для ремонтных работ и для сверления в местах, где невозможно использовать более мощный и крупный станок. Это тот тип, который используется в плотницких работах: и около 12 дюймов в длину; трехкулачковый патрон подходит для сверл диаметром до 1/4 дюйма. При использовании ручной дрели следует соблюдать осторожность, чтобы она была достаточно устойчивой и соответствовала спиральному сверлу. Если эта мера предосторожности не будет соблюдена, образовавшееся отверстие будет неправильным, и сверло почти наверняка погнется или сломается.
Рис. 9 – Маленькая ручная дрель, такая как показанная выше, удобна для небольших работ по металлу и ремонтных работ.
Рис. 10 – Сверло для груди может использоваться для любого количества работ и больше подходит, чем ручное сверло. Две разные скорости можно получить, перемещая шпиндель ведущего колеса, к которому прикреплена ручка.
Сверло для груди, показанное на рис. 10, больше и прочнее ручного сверла, а также имеет регулируемый нагрудник, с помощью которого к сверлу можно приложить гораздо большее давление.Машина, показанная на рис. 23, имеет два альтернативных передаточных числа. Это достигается перемещением шпинделя ведущего колеса в одно или другое из двух положений, как показано на рис. 23. В первом положении зубья вокруг большого конического колеса приводят в движение маленькое колесо, прикрепленное к шпинделю патрона; это дает высокую скорость движения. При перемещении шпинделя внутренний набор зубьев входит в зацепление, так что патрон вращается со скоростью, немного превышающей скорость ручки. Необходимо только нажать на подпружиненный плунжер, чтобы шпиндель можно было вынуть из любой втулки.Трехкулачковый патрон на станках этого типа обычно имеет диаметр до ½ дюйма. Эта дрель очень хорошо подходит для домашней мастерской.
Дрели с механическим приводом. Еще несколько лет назад дрели с механическим приводом были громоздкими, тяжелыми и дорогими машинами, которые можно было найти только в механических мастерских. Однако сейчас существует множество отличных производителей портативных электродрелей, которые имеют легкий вес и доступны механикам по разумной цене. Электродрели меньшего типа имеют пистолетную рукоятку и спусковой переключатель, так что дрелью можно управлять одной рукой.Благодаря использованию специальных приспособлений эти электродрели можно использовать для полировки, фрезерования и многих других работ, помимо сверления металла. Для очень легких металлоконструкций существуют электрические ручные инструменты, которые значительно меньше и дешевле, чем электрические сверлильные станки. Эти станки очень хороши для декоративных работ по металлу, так как их можно купить с насадками для гравировки, фрезерования, полировки и т. Д.
Однако сейчас существует множество отличных производителей портативных электродрелей, которые имеют легкий вес и доступны механикам по разумной цене. Электродрели меньшего типа имеют пистолетную рукоятку и спусковой переключатель, так что дрелью можно управлять одной рукой.Благодаря использованию специальных приспособлений эти электродрели можно использовать для полировки, фрезерования и многих других работ, помимо сверления металла. Для очень легких металлоконструкций существуют электрические ручные инструменты, которые значительно меньше и дешевле, чем электрические сверлильные станки. Эти станки очень хороши для декоративных работ по металлу, так как их можно купить с насадками для гравировки, фрезерования, полировки и т. Д.
Рис. 11 – Буровая стойка и трещотка – это ручной инструмент, используемый для сверления толстого металла.
К другим типам бурового оборудования относятся буровая стойка и храповик, представляющие собой ручной инструмент, используемый для сверления толстых или очень твердых металлов. С этим типом оборудования спиральное сверло приводится во вращение с помощью длинной ручки и храпового механизма; он медленно вводится в металл с помощью тонкой винтовой резьбы на шпинделе и на внутренней стороне восьмиугольной втулки; Сверло обычно имеет квадратное коническое отверстие для сверл с квадратным хвостовиком вместо трехкулачкового патрона (см.рис.11).
С этим типом оборудования спиральное сверло приводится во вращение с помощью длинной ручки и храпового механизма; он медленно вводится в металл с помощью тонкой винтовой резьбы на шпинделе и на внутренней стороне восьмиугольной втулки; Сверло обычно имеет квадратное коническое отверстие для сверл с квадратным хвостовиком вместо трехкулачкового патрона (см.рис.11).
Настольные упражнения (Рис. 12), механические или ручные, более прочные и жесткие, чем другие типы упражнений. Их следует прикрутить к скамейке.
Работа дрелью. Итак, что касается операции руки. Если это касается дрели, единственное, о чем следует быть осторожным, – это следить за тем, чтобы спиральное сверло не согнулось или не сломалось при движении детали или самого сверла. При работе с дрелями следует проявлять большую осторожность, особенно в случае стендовых дрелей с механическим приводом, где, если машина не работает должным образом, существует опасность серьезной травмы рабочего.Первое правило при использовании дрели с механическим приводом – убедиться, что дрель надежно закреплена в патроне дрели, а обрабатываемая деталь закреплена таким образом, чтобы не было необходимости держать ее руками. Другой момент – использовать только острое сверло. Правильная скорость вращения дрели очень важна при работе с электродрелью. Если сверло вращается слишком быстро, оно перегревается, теряется правильный характер, и сверло становится мягким и, следовательно, бесполезным. С другой стороны, если использовать недостаточное давление, чтобы заставить сверло резать металл, сверло будет повреждено.Чем больше сверло, тем медленнее оно должно вращаться. Другой фактор, влияющий на скорость, с которой может работать сверло, – это твердость просверливаемого металла. С мягкими металлами, такими как медь и алюминий, сверло может работать очень быстро, а с чугуном и сталью скорость должна быть значительно снижена. Во время использования сверло должно быть хорошо смазано, и хотя достаточно свободно наносить масленку на ручные сверла или сверла для груди, этот метод не подходит для больших сверлильных станков с механическим приводом.Для этого можно свободно использовать смесь мыла и воды или смесь мягкого мыла, соды и воды; это позволяет сверлам работать с увеличенными скоростями и подачами и в то же время продлевает срок службы сверла, предотвращая перегрев.
Другой момент – использовать только острое сверло. Правильная скорость вращения дрели очень важна при работе с электродрелью. Если сверло вращается слишком быстро, оно перегревается, теряется правильный характер, и сверло становится мягким и, следовательно, бесполезным. С другой стороны, если использовать недостаточное давление, чтобы заставить сверло резать металл, сверло будет повреждено.Чем больше сверло, тем медленнее оно должно вращаться. Другой фактор, влияющий на скорость, с которой может работать сверло, – это твердость просверливаемого металла. С мягкими металлами, такими как медь и алюминий, сверло может работать очень быстро, а с чугуном и сталью скорость должна быть значительно снижена. Во время использования сверло должно быть хорошо смазано, и хотя достаточно свободно наносить масленку на ручные сверла или сверла для груди, этот метод не подходит для больших сверлильных станков с механическим приводом.Для этого можно свободно использовать смесь мыла и воды или смесь мягкого мыла, соды и воды; это позволяет сверлам работать с увеличенными скоростями и подачами и в то же время продлевает срок службы сверла, предотвращая перегрев.
Когда сверло просто выступает сквозь просверливаемый металл, необходимо соблюдать осторожность, чтобы не допустить быстрого втягивания сверла в частично вырезанное отверстие и, таким образом, поломки. После некоторого опыта оператор может почувствовать, когда это должно произойти, и уменьшает подачу.Даже в этом случае требуется значительно больше усилий, чтобы удерживать рабочее место в неподвижном состоянии и предотвращать его вращение вместе с дрелью. Целесообразно подложить под изделие кусок дерева или мягкого металла, чтобы сверло не зацепилось за него при пробивании.
Рис. 13 – При использовании настольного сверлильного станка с механическим приводом важно, чтобы обрабатываемая работа надежно удерживалась. Основание сверла выполнено таким образом, чтобы к нему можно было прикрепить болтами обычные тиски, как показано выше, и затем сверлить в них.Не копите работу вручную.
Когда сверло отламывается заподлицо с металлической поверхностью, иногда необходимо использовать специальный инструмент, показанный справа, для его извлечения. Слева простой глубиномер для измерения глубины отверстий.
Маленькие тиски, такие как показанные на рис. 13, следует использовать с настольными сверлами, чтобы работа оставалась неподвижной. Тиски прикручиваются к основанию сверла.
Часто случается, что сверло ломается – обычно из-за небрежного использования или плохой заточки – и корпус остается надежно вклиниваемым в частично просверленное отверстие.В таком случае часто бывает очень трудно извлечь сломанную часть. Если какая-либо часть сверла выступает, за концы можно ухватиться плоскогубцами, а сломанный конец вынуть; К сожалению, сверло настолько хрупкое, что эти маленькие насадки часто рассыпаются, прежде чем можно будет получить реальный захват. Если это вообще возможно, работу следует нагреть до покраснения и дать остыть как можно медленнее – скажем, закопав ее в золу. В этом случае сверло становится жестким и мягким, а выступающие части можно использовать для извлечения сломанных частей.
Там, где нет выступающей части, можно изготовить или купить небольшой инструмент (рис. 14). Два маленьких пальца входят в канавки сломанного сверла, и можно повернуть сверло в отверстии и открутить его. При отсутствии этих методов сверло необходимо размягчить, как описано, и высверлить его новым сверлом.
14). Два маленьких пальца входят в канавки сломанного сверла, и можно повернуть сверло в отверстии и открутить его. При отсутствии этих методов сверло необходимо размягчить, как описано, и высверлить его новым сверлом.
Сверление круглого отверстия в листовом металле
Я почти уверен, что причина, по которой вы читаете эту страницу, заключается в том, что вы, как и я, по крайней мере один раз пытались просверлить отверстие в тонком листе металла, используя стандартное спиральное сверло, только для того, чтобы найти форму готового отверстия. меньше круглого.Отверстие может немного выглядеть как на картинке ниже. См. Предупреждение и отказ от ответственности внизу страницы !! Вышеупомянутое отверстие представляет собой «особый» вид круглого сечения, известный как «равносторонне изогнутый», как ни странно, если вы измеряете через центр отверстия в любой точке, он будет измерять одинаково в каждом месте, и если сверло заточено правильно, оно будет правильный размер.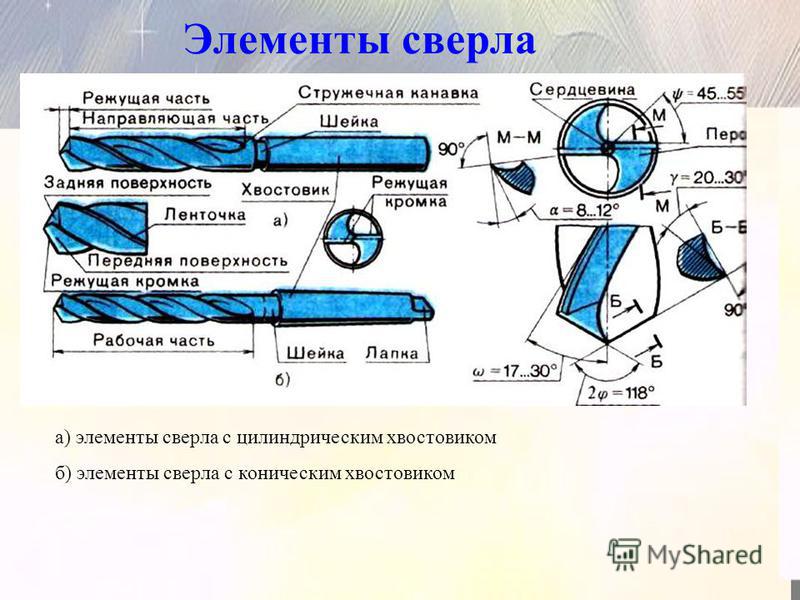 Например, если вы использовали сверло диаметром 10 мм, при измерении через осевую линию отверстие было бы 10 мм, но, как вы можете видеть, оно далеко не круглое.Если вы опытный инженер, то, возможно, заметили, что чем меньше диаметр сверла или толще пластина, тем меньше эффект, и что если вы просверлите достаточно маленькое отверстие, оно будет круглым, причина этого проста и может можно найти ниже…. TRIVIA – знаете ли вы, что фигуры в 50 и 20 пенсов также имеют равностороннюю изогнутость, но обе имеют семь сторон, как и семиугольники. Если вы мне не верите, измерьте один через центральную линию цифровым штангенциркулем в нескольких местах….
Например, если вы использовали сверло диаметром 10 мм, при измерении через осевую линию отверстие было бы 10 мм, но, как вы можете видеть, оно далеко не круглое.Если вы опытный инженер, то, возможно, заметили, что чем меньше диаметр сверла или толще пластина, тем меньше эффект, и что если вы просверлите достаточно маленькое отверстие, оно будет круглым, причина этого проста и может можно найти ниже…. TRIVIA – знаете ли вы, что фигуры в 50 и 20 пенсов также имеют равностороннюю изогнутость, но обе имеют семь сторон, как и семиугольники. Если вы мне не верите, измерьте один через центральную линию цифровым штангенциркулем в нескольких местах….
Причина…
Простая математика, острие сверла длиннее, чем толщина просверливаемого материала, что приводит к тому, что центральная часть сверла (перемычка) становится неподдерживаемой и «раскачивается» с оси, однако, поскольку отверстие уже имеется, сверло может только колебание в пределах отверстия, которое он сверлит. На этом этапе большинство людей говорят, что хорошо используйте короткое сверло и надежно зажмите заготовку, проблема в том, что вы все равно получите некруглое отверстие …
На этом этапе большинство людей говорят, что хорошо используйте короткое сверло и надежно зажмите заготовку, проблема в том, что вы все равно получите некруглое отверстие …
Решения….
Хорошо, значит, мы знаем проблему, но не знаем, как ее преодолеть ?? есть несколько методов, которые решат проблему, вы можете либо изменить сверло, чтобы «побудить» его просверлить круглое отверстие, что было бы здорово, если бы у вас был под рукой настольный шлифовальный станок и вы не возражали против изменения геометрии одного ваших любимых сверл, или вы можете использовать испытанный и испытанный метод ниже, который не требует модификации прецизионного режущего инструмента.Мой предпочтительный метод получения круглого отверстия в тонком листе металла настолько прост, что он удивителен, и вы бы никогда не подумали об этом, не только это, но я могу сказать по собственному опыту, что этот наконечник работает для отверстий диаметром до 32 мм в листовом металле, поскольку толщиной 1,2 мм (18swg). Ближе к делу, я слышал, как вы говорите !!!! ……. Чтобы просверлить круглое отверстие в тонком листе металла, возьмите кусок ткани, например, угол старого кухонного полотенца, нарезанного на квадраты, старую фланель или что-нибудь, что вы не против разрезать на квадраты и выбросить в мусорное ведро, как только у вас появится красивое круглое отверстие.Для отверстий диаметром до 19 мм (¾ ”) я бы посоветовал начать с квадрата примерно 100 мм (4 ″) и сложить его пополам, а затем еще раз наполовину; очевидно, что для сверления больших отверстий потребуется кусок побольше. Если у вас нет под рукой запасной ткани, иногда можно использовать бумажное полотенце хорошего качества, но рекомендуется использовать ткань.
Ближе к делу, я слышал, как вы говорите !!!! ……. Чтобы просверлить круглое отверстие в тонком листе металла, возьмите кусок ткани, например, угол старого кухонного полотенца, нарезанного на квадраты, старую фланель или что-нибудь, что вы не против разрезать на квадраты и выбросить в мусорное ведро, как только у вас появится красивое круглое отверстие.Для отверстий диаметром до 19 мм (¾ ”) я бы посоветовал начать с квадрата примерно 100 мм (4 ″) и сложить его пополам, а затем еще раз наполовину; очевидно, что для сверления больших отверстий потребуется кусок побольше. Если у вас нет под рукой запасной ткани, иногда можно использовать бумажное полотенце хорошего качества, но рекомендуется использовать ткань.
- Если возможно, прикрепите обрабатываемую деталь к станине станка или подходящему куску дерева или действуйте с особой осторожностью, если вы используете ручную дрель.(Результаты будут одинаковыми в любом случае).
- Просверлите небольшое пилотное отверстие в необходимом месте (Ø 3 мм)
- При остановленном шпинделе сверла расположите сложенную ткань по центру отверстия и установите сверло большого диаметра на станок (нет необходимости использовать дополнительные направляющие отверстия, если вы используете правильные скорости и подачу)
- Продвигайте сверло через тонкий листовой металл, может быть трудно заставить сверло начать резку, но следует прикладывать небольшое усилие, пока ткань не будет проткнута, стараясь не деформировать листовой металл, тогда сверло продвинется вперед. обычно сквозь металл, но полученное отверстие будет круглым, и, если геометрия сверла не зашкаливает, размер будет точным.
 обычно сквозь металл, но полученное отверстие будет круглым, и, если геометрия сверла не зашкаливает, размер будет точным.
обычно сквозь металл, но полученное отверстие будет круглым, и, если геометрия сверла не зашкаливает, размер будет точным.ПРЕДУПРЕЖДЕНИЕ. Во избежание травм. При использовании этого наконечника следует соблюдать осторожность, так как ткань может запутаться в сверле. Следите за тем, чтобы вся свободная одежда и части тела не мешали режущему участку.
Заявление об ограничении ответственности – Все советы и рекомендации по мастерской, предлагаемые на этом сайте, сделаны добросовестно, я не несу ответственности за травмы, причиненные кем-либо, воспользовавшимся данным советом. ПОЖАЛУЙСТА, СОБЛЮДАЙТЕ НОРМАЛЬНЫЕ ПРАКТИКИ ЗДОРОВЬЯ И БЕЗОПАСНОСТИ И ИСПОЛЬЗУЙТЕ СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ, КАК НЕОБХОДИМО, ВАША БЕЗОПАСНОСТЬ – ВАША ОТВЕТСТВЕННОСТЬ !!
Советы по сверлению
Советы по достижению хорошего качества отверстий
- Отвод стружки
Убедитесь, что отвод стружки удовлетворительный. Заклинивание стружки влияет на качество отверстия и надежность / срок службы инструмента. Геометрия сверла / пластины и параметры резания имеют решающее значение.
Заклинивание стружки влияет на качество отверстия и надежность / срок службы инструмента. Геометрия сверла / пластины и параметры резания имеют решающее значение.
- Стабильность, наладка инструмента
Используйте самое короткое сверло. Используйте жесткий и точный держатель инструмента с минимальным биением. Убедитесь, что шпиндель станка в хорошем состоянии и выровнен. Убедитесь, что компонент зафиксирован и устойчив. Установите правильные скорости подачи для неровных, угловых поверхностей и поперечных отверстий.
- Стойкость инструмента
Проверить износ пластины и установить заранее заданную программу стойкости инструмента.Самый эффективный способ контролировать бурение – использовать монитор усилия подачи.
- Техническое обслуживание
Регулярно меняйте зажимной винт пластины. Очистите гнездо наконечника перед заменой пластины и обязательно используйте динамометрический ключ. Перед переточкой твердосплавных сверл не превышайте максимальный износ.
Перед переточкой твердосплавных сверл не превышайте максимальный износ.
Наконечники и методы сверления для различных материалов
- Низкоуглеродистая сталь
- Аустенитная и дуплексная нержавеющая сталь
- CGI (Чугун с компактным графитом)
- Алюминиевые сплавы
- Титан и жаропрочные сплавы
- Твердые сплавы
Сверление наконечников из низкоуглеродистой стали
Выпуск: Стружкообразование может быть сложной проблемой при использовании низкоуглеродистой стали, которая часто используется для сварных деталей.Чем ниже твердость, содержание углерода и серы в стали, тем длиннее будет производиться стружка.
Рекомендации: Если возникают проблемы со стружкообразованием, увеличьте скорость, v c , и уменьшите подачу, f n (обратите внимание, что в обычных сталях подача должна быть увеличена).
Другое: Используйте под высоким давлением и внутреннюю подачу СОЖ.
Сверление наконечников из аустенитной и дуплексной нержавеющей стали
Выпуск: Аустенитные, дуплексные и супер-дуплексные материалы могут вызывать проблемы с образованием и удалением стружки.
Рекомендации: Правильная геометрия имеет решающее значение, поскольку она обеспечивает правильное формирование стружки и способствует их удалению. В целом, предпочтительнее острая режущая кромка. Если возникают проблемы со стружкообразованием, увеличение подачи f n позволит стружке легче ломаться.
Другое: Внутренний СОЖ под высоким давлением.
Насадки для сверления CGI (компактный графитовый чугун)
Проблема: CGI обычно не требует особого внимания.Он дает более крупную стружку, чем серый чугун, но она легко ломается. Усилия резания выше, что влияет на стойкость инструмента. Необходимы особо износостойкие марки. Угловой износ типичен, как и у всех чугунов.
Рекомендации: Если возникают проблемы со стружкообразованием, увеличьте скорость, v c , и уменьшите подачу, f n .
Другое: Внутренняя охлаждающая жидкость.
Сверление наконечников из алюминиевого сплава
Проблема: Образование заусенцев и удаление стружки могут быть проблемой.Срок службы инструмента также может быть низким из-за адгезии.
Рекомендации: Для лучшего стружкообразования используйте низкую подачу и высокую скорость.
Во избежание снижения стойкости инструмента может потребоваться испытание различных покрытий, минимизирующих адгезию. Эти покрытия могут включать алмазные покрытия или, в некоторых случаях (в зависимости от подложки), вообще не иметь покрытия.
Другое: Используйте эмульсию или охлаждающую жидкость под высоким давлением.
Сверление наконечников из титана и жаропрочных сплавов
Выпуск: Деформационное упрочнение поверхности отверстия влияет на последующие операции.Добиться хорошего удаления стружки может быть сложно.
Рекомендации: При выборе геометрии для титановых сплавов предпочтительно иметь острую режущую кромку. Для сплавов на основе никеля решающее значение имеет надежная геометрия. Если упрочнение является проблемой, попробуйте увеличить скорость подачи.
Другое: Охлаждающая жидкость под высоким давлением (до 70 бар) повышает производительность.
Сверление твердосплавных наконечников
Выпуск: Обеспечение приемлемого срока службы инструмента.
Рекомендации: Понизьте скорость резания для уменьшения нагрева. Отрегулируйте скорость подачи, чтобы получить приемлемую стружку, которую можно легко удалить.
Другое: Эмульсия с высоким содержанием примесей.
Наконечники допусков отверстий
Размеры отверстия можно разделить на три параметра:
- Номинальное значение (теоретически точное значение)
- Ширина допуска (обозначена как IT согласно ISO)
- Положение допуска (обозначается заглавными буквами в соотв.согласно ISO)
D max минус D min – ширина допуска, также называемая IT.
| Диапазон диаметров, D (мм) | |||||||||
| Ширина инструмента | D> 3-6 | D> 6-10 | D> 10-18 | D> 18-30 | D> 30-50 | D> 50-80 | D> 80-120 | D> 120-180 | D> 180-250 |
| IT5 | 0.005 | 0,006 | 0,008 | 0,009 | 0,011 | 0,013 | 0,015 | 0,018 | 0,020 |
| IT6 | 0,008 | 0,009 | 0,011 | 0,013 | 0,016 | 0,019 | 0,022 | 0,025 | 0,029 |
| IT7 | 0,012 | 0,015 | 0,018 | 0,021 | 0.025 | 0,030 | 0,035 | 0,040 | 0,046 |
| IT8 | 0,018 | 0,022 | 0,027 | 0,033 | 0,039 | 0,046 | 0,054 | 0,063 | 0,072 |
| IT9 | 0,030 | 0,036 | 0,043 | 0,052 | 0,062 | 0,074 | 0,087 | 0,100 | 0.115 |
| IT10 | 0,048 | 0,058 | 0,070 | 0,084 | 0,100 | 0,120 | 0,140 | 0,160 | 0,185 |
| IT11 | 0,075 | 0,090 | 0,110 | 0,130 | 0,160 | 0,190 | 0,220 | 0,250 | 0,290 |
| IT12 | 0,120 | 0.150 | 0,180 | 0,210 | 0,250 | 0,300 | 0,350 | 0,400 | 0,460 |
| IT13 | 0,180 | 0,220 | 0,270 | 0,330 | 0,390 | 0,460 | 0,540 | 0,630 | 0,720 |
| Диапазон диаметров, D (дюйм) | |||||||||
| Ширина инструмента | D> 0.118-0,236 | D> 0,236-0,394 | D> 0,394-0,709 | D> 0,709-1,181 | D> 1,181-1,969 | D> 1,969-3,150 | D> 3,150 -4,724 | D> 4,724-7,087 | D> 7,0879,843 |
| IT5 | 0,0005 | 0,0002 | 0,0003 | 0,0004 | 0,0004 | 0,0005 | 0,0006 | 0,0007 | 0,0008 |
| IT6 | 0.0003 | 0,0004 | 0,0004 | 0,0005 | 0,0006 | 0,0007 | 0,0009 | 0,0010 | 0,0011 |
| IT7 | 0,0005 | 0,0006 | 0,0007 | 0,0008 | 0,0010 | 0,0012 | 0,0014 | 0,0016 | 0,0018 |
| IT8 | 0,0007 | 0,0009 | 0,0011 | 0.0013 | 0,0015 | 0,0018 | 0,0021 | 0,0025 | 0,0028 |
| IT9 | 0,0012 | 0,0014 | 0,0017 | 0,0020 | 0,0024 | 0,0029 | 0,0034 | 0,0039 | 0,0045 |
| IT10 | 0,0019 | 0,0023 | 0,0028 | 0,0033 | 0,0039 | 0,0047 | 0,0055 | 0.0063 | 0,0073 |
| IT11 | 0,0030 | 0,0035 | 0,0043 | 0,0051 | 0,0063 | 0,0075 | 0,0087 | 0,0098 | 0,0114 |
| IT12 | 0,0047 | 0,0059 | 0,0071 | 0,0083 | 0,0098 | 0,0118 | 0,0138 | 0,0157 | 0,0181 |
| IT13 | 0.0071 | 0,0087 | 0,0106 | 0,0129 | 0,0154 | 0,0181 | 0,0213 | 0,0248 | 0,0283 |
- Чем ниже IT-номер, тем ближе допуск
- Допуск для один IT-класс увеличивается при увеличении диаметра
Один пример:
Номинальное значение: 15,00 ммДопустимая ширина: 0,07 мм (IT 10 согласно ISO)
Положение: от 0 до плюс (H согласно ISO)
Допуски отверстий и осей
Допуск отверстия часто связан с допуском ось, которая должна соответствовать отверстию.
Пример:
Диаметр оси 20 мм (0,787 дюйма) h7 Диаметр отверстия 20 мм (0,787 дюйма) h7Положение допуска оси обозначено строчными буквами, соответствующими допускам отверстий. На приведенном ниже рисунке представлена полная картина:
| Отверстие больше , чем ось | Ось больше , чем отверстие |
Повышение производительности обработки за счет геометрии сверла
Традиция Twist Drill существует уже более 150 лет, и его общий дизайн за это время очень мало изменился.Это признание новаторского изобретения американского механика Стивена Морса из Массачусетса в 1863 году. Однако стремление к совершенствованию всегда будет оставаться!
Хотя стиль и общее использование стандартного спирального сверла остается очень близким к его первоначальным корням, существует постоянная потребность в расширении границ и поиске новых способов повышения производительности, увеличения срока службы инструмента и снижения общих затрат. Философия Dormer Pramet всегда заключалась в предоставлении клиентам простых и надежных решений для поддержки и решения их производственных задач эффективным и рентабельным образом.Этот набор этосов был ключевым элементом в их развитии отличительной особенности рабочего конца традиционного сверла.
Предлагая долгосрочную работу
ТехнологияContinuously Thinned Web (CTW) является уникальной для линейки роторных буровых станков Dormer Pramet и предоставляет клиентам ряд преимуществ для продления срока службы режущего инструмента без ущерба для производительности. Геометрия CTW – ключевая особенность линейки твердосплавных сверл Dormer Force X для применений до 8xD.Включение CTW в ассортимент означает, что сверла легче переточить и обеспечить более стабильную долгосрочную работу. Это обеспечит восстановление сверл, максимально приближенных к своим первоначальным свойствам, после переточки, обеспечивая экономичное решение в упрощенном виде.
Традиционно утонение полотна выполняется как дополнительная операция после точечного шлифования. Острие сверла утончается за счет уменьшения длины режущей кромки долота, чтобы уменьшить силу тяги, необходимую при сверлении.Технология CTW упрощает процесс утонения долота, поскольку глубина уже задана и, следовательно, не требуется регулировка во время переточки, независимо от длины сверла. Рики Пейлинг, менеджер по стратегии производства вращающихся инструментов в Dormer Pramet, объясняет: «CTW увеличивает как объем канавки, так и прочность поперечного сечения. Комбинация этих элементов обеспечивает постоянство усилий на протяжении всего цикла сверления с незначительным увеличением потребляемой мощности или без его увеличения по мере того, как сверло проникает глубже в отверстие. Это, в свою очередь, позволяет увеличить скорость резания и повысить надежность работы без ущерба для стойкости инструмента.”
Преимущества технологии CTW
Переточка сверла может быть рентабельным решением для конечного пользователя по продлению срока службы режущего инструмента, но это может быть сложная процедура, и ее необходимо выполнять точно, чтобы гарантировать стабильно высокий уровень производительности продукта. . Рассказывая об этом, Рики делится: «Как правило, сверло после переточки будет иметь примерно 75-80 процентов от его первоначального качества и производительности, но с учетом CTW, это значительно возрастает до 90-95 процентов.Он далее подчеркивает: «Кроме того, для компании по переточке, работающей с партией сверл, включая CTW, значительно сократится время выполнения заказа по сравнению с теми, которые этого не делают. Это обеспечивает быстрое обслуживание клиентов, упрощает логистику и сводит к минимуму время простоя оборудования ».
Установка CTW в сверло не только позволяет уменьшить сложность операции повторного шлифования, но и, поскольку в конструкцию заложено некоторое утонение стенки, симметрия инструмента сохраняется после повторной шлифовки.Это означает, что сверло не выйдет из строя со временем и сохранит крутящий момент после многократных переточек. За счет интеграции части функции утонения полотна в форму канавки, конструкция эффективно утончается на протяжении всего срока службы сверла, без перекладывания на пользователя затрат и трудностей, связанных с этой дополнительной операцией. Кроме того, поскольку осевые силы постоянно остаются низкими, в результате уменьшается износ станка, что дает конечному пользователю еще одну экономию времени и средств.
Выдерживая разные условия
CTW уникален для Dormer Pramet и в настоящее время входит в линейку твердосплавных сверл Force X для обработки различных материалов, в том числе 3xD R457 и R458, 5xD R453 и R454 и 8xD R459. Ключевой особенностью R459 является его универсальность в обработке самых разных материалов. Недавние внутренние испытания, проведенные Dormer Pramet с использованием сверла для алюминия, закаленной стали и нержавеющей стали, продемонстрировали, как CTW может выдерживать различные применения и условия.
Во время испытания нержавеющей стали 316L с параметрами резания Vc 35 м / мин при подаче 0,1 мм / об (1395 об / мин при 140 мм / мин) R459 проработал 30 минут в контакте и показал небольшой подхват, с красивым ровным шрамом на режущих кромках. Аналогичным образом, при обработке алюминия сверло работало при данных каталога Dormer Vc 285 м / мин (11340 об / мин) при подаче 0,26 мм / об (2950 мм / мин). После 30 минут контакта сверло показало минимальный износ режущих кромок при небольшом захвате.
При разработке R459 с CTW компания Dormer Pramet провела ряд испытаний конкурентов, в ходе которых сверло продолжало работать хорошо по сравнению с пятью другими. Чтобы гарантировать справедливость по отношению к конкурентам, все упражнения были протестированы в одинаковых условиях. При глубине отверстия, установленной на 40 мм, и обработке закаленной стали (AMG 1.5) скорость составила 80 м / мин при 5092 об / мин, с подачей 0,09 мм / об при 458 мм / мин.
Из тех, что прошли испытания, сверло Dormer R459 и только один конкурент проработали полные 30 минут, просверлив более 340 отверстий без каких-либо проблем.В тот же период времени другой продержался полчаса, но показал плохую отделку и шумную работу, а другой продержался то же время, но только с возможностью 7xD. Остальные два вышли из строя через 20 минут.
Беспроигрышное решение для всех
Затем из первоначального теста был выбран лучший конкурент для сравнения стойкости инструмента при тех же условиях. R459 проработал в общей сложности 80 минут, просверлив 900 отверстий, без каких-либо проблем, в то время как конкурент сильно изношен после выполнения той же операции.Испытания показали, что даже с включенной функцией CTW для утонения стенки, сверла для глубокого сверления могут успешно работать в целом ряде материалов.