Беспроблемная гибка акрила на струне ➡ AVERS
На систему прямой гибки акрила влияют несколько моментов. Их стоит знать и считаться с ними, чтобы результат был качественным. Ознакомившись со статьей можно узнать, что происходит на каждом этапе технологической системы по гибке акрилового листа с помощью горячей струны, советы для решения часто возникающих вопросов, появившихся во время рабочего процесса и использования акрилового материала.
Согнутый лист по ровной прямой делает согнутую объемную акриловую деталь внешне довольно привлекательной. Такая методика часто применяется при выпуске ценника, товарной подставки, дисковой стойки, разновидных изделий для держания (холдеры могут быть как односторонние, так и двусторонние), стенда, визитницы, прайс-листа, меню и других изделий рекламно-информационного предназначения.
Часто на деталях можно обнаружить различные дефекты. Самыми распространенными считаются искривление ребер дуги вдоль сгибающейся линии, образование выпуклости на углах внутреннего шва, разные радиусы на закруглении идентичных заготовок, волосные трещины и пузырьки. Не допустить погрешности и добиться идеального результата поможет владение методикой и этапами процесса гибки, знаниями по особенностям процесса нагревания и возможностями акрилового материала.
Не допустить погрешности и добиться идеального результата поможет владение методикой и этапами процесса гибки, знаниями по особенностям процесса нагревания и возможностями акрилового материала.
Простейшая система методики «Сгибание по линии», когда заготовочные детали прогреваются по узкой прямой зоне натянутой проволокой, предварительно достигнувшей пика нагревания. Вместо нее можно взять нагреватель из керамики трубчатой формы. Далее формируется угол необходимого градуса и держится до полного остывания. Нагреватель нужно держать, придерживаясь необходимого расстояния от верхней части акрилового листа, таким образом, чтобы получившуюся ширину нагревательной зоны можно было прировнять к толщине листа. Промежуток нагрева по своей ширине должен быть равен трем толщинам заготовки. По правилу применение одностороннего нагревательного аппарата происходит при показателе толщины до пяти миллиметров. Если необходимо нагреть заготовочную деталь, ширина которой больше 5 мм, применяется другой нагреватель – двусторонний. Если такого нет, деталь придется прогревать сначала с одной стороны, а потом с другой. Вторая сторона обязана находиться на выпуклом месте изгиба. Чтобы придерживаться необходимой дистанции при разогреве, пользуются специальными экранами из металла или аппарат ближе подвигают к заготовке.
Если такого нет, деталь придется прогревать сначала с одной стороны, а потом с другой. Вторая сторона обязана находиться на выпуклом месте изгиба. Чтобы придерживаться необходимой дистанции при разогреве, пользуются специальными экранами из металла или аппарат ближе подвигают к заготовке.
Аппарат для сгибания листовой заготовки
Самый обыкновенный аппарат для струнной гибки представляет собой натянутую проволоку по горизонтали, которую необходимо накалить. С одной стороны она крепится, а с другой ложится поверх ролика. Ко второму концу цепляется грузок, чтобы обеспечить натяжное положение.
Для образования теплового пространства создается металлический каркас в форме буквы «П». При этом проволока должна разместиться вдоль плоскости оси П-образного каркаса. На кончики струны цепляются проводники, через которые поступает разряд, обеспечивающий непрерывное прогревание. Напряжение обязательно должно быть регулируемым и стабильным. Сила разряда должна быть 1 кВт на 1,2 м шнура. Рекомендуется применять таймер электронного типа, чтобы устанавливать необходимый период нагревания.
Рекомендуется применять таймер электронного типа, чтобы устанавливать необходимый период нагревания.
Нагревательный аппарат линейного типа размещают в углу рабочего места. При этом раскаленная проволока должна быть на порядок ниже, чем верхушка акриловой заготовки. Для того чтобы процесс не представлял опасности окружающим, необходимо избавиться от лишнего нагрева всего, что находится вокруг приспособления. Проволоку окружают плитами из асбеста, размер которых около 3-6 мм, для обеспечения изоляции тепла.
Струна из нихрома с отвесами на двух концах при подаче разряда раскаляется до того момента, пока не покраснеет. Она будет излучать тепловые потоки на заготовку из акрила. При температуре в 135-160°C акрил становится пластичным и находится на стадии экструдированного, который называют «Поликрил ЭКСТРА». Следующая стадия начинается с температурного промежутка 145-175°C, который становится литым «Поликрил КАСТ». Нагревание происходит в течение одной минуты. При очень высокой температуре листок может начать дымить.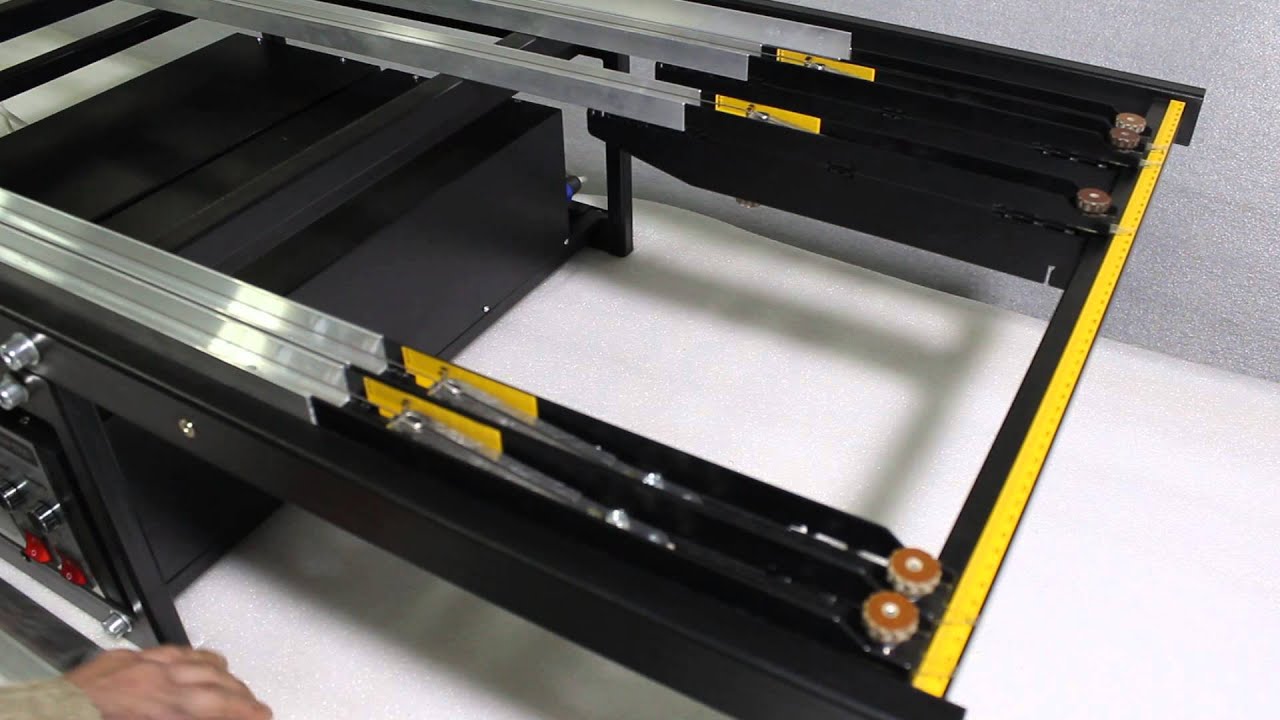 В таком случае обычно начинают появляться пузырчатые образования, которые можно заметить на месте попадания горячего потока. Также могут начать плавиться края заготовки.
В таком случае обычно начинают появляться пузырчатые образования, которые можно заметить на месте попадания горячего потока. Также могут начать плавиться края заготовки.
Когда температура достигает необходимой черты, листок из акрила становится мягким. Его очень просто согнуть, подобрав необходимый угол. Фиксация происходит автоматически. Для этого стоит некоторое время удержать радиус угла, чтобы материал остыл и закрепил фиксацию.
Данную процедуру принято осуществлять вручную, чтобы зафиксировать образование необходимой формы листа, с помощью конструкции для зажима. Важно обеспечить верхушке аппарата для зажима отсутствие прикосновения к нагретому месту листка, ведь в ином случае останутся следы, которые точно обеспечат брак продукции.
Систему, обеспечивающую образование формы под нужным углом, можно сконструировать из фанерного плотного материала, деревянного или металлического бруска. На материал обязательно стоит приклеить кусок ткани или замши. Существуют системы с более сложной конструкцией, которые сгибают бортики или части листовой заготовки. Угол может достигать 180°.
Угол может достигать 180°.
Раскаленный материал может взаимодействовать лишь с элементами, обеспечивающими изоляцию теплового потока. Ведь температурный перепад может спровоцировать образование трещин.
Гибка на струне и ее особенности
На качество изделия может повлиять то, каким образом будет располагаться линия изгиба. Это важный момент, на который стоит обязательно обратить внимание, чтобы заготовка получилась должным образом. Если изгиб располагать вдоль листа, то он может получиться дугообразным, что испортит изделие.
Ознакомившись со схемой, представленной в таблице 1, в которой обозначены правила продолговатой и поперечной усадки, станет понятнее, откуда появляется «саблевый» дефект. Если заготовка из литого акрила, то направление не имеет значения. В другом случае направление стоит учитывать в первую очередь.
Таблица 1. Параметры усадки с учетом толщин и направлений акриловой заготовки
|
Вид акрила |
Толщина |
|||
|
≤3мм |
>3мм |
|||
|
вдоль |
поперек |
вдоль |
поперек |
|
|
Экструдированный Polycryl® EXTRA |
6% |
1% |
3% |
0. |
|
Литой Polycryl® CAST |
2% |
2% |
2% |
2% |
 5-1%
5-1%
Нагреваясь, холодные бока проволоки держат теплую линию, размещенную внутри. Резкий температурный перепад создает внутренний разряд. Если бока очень длинные, а место разогрева узкое, могут образоваться трещины. Причем их появление не обязательно станет заметным сразу, оно может возникнуть по истечению некоторого времени. При поперечном сгибе такие дефекты – очень редкое явление, поскольку сила разряда поперечного направления превышена в несколько раз. Но незначительные трещины будут всегда присутствовать на сгибе акрилового листа. Растрескивания могут появиться и при взаимодействии многих растворителей и ребра, находящегося под разрядом. Такое может случиться, к примеру, в момент соединения с помощью сольвентного клея, взаимодействия акрила с краской или растворителями на участке, где совершен сгиб.
Чтобы убрать разряд, нужно осуществить обжигание в печке. Литая акриловая поверхность намного меньше предрасположена к растрескиванию на месте сгиба и при отсутствии возможности взаимодействия с краской, процедуру отжига не проводят.
Чтобы избежать трещин, место нагрева необходимо сделать меньше. Перед процедурой стоит создать паз V-образа, глубина которого будет равняться половине толщины заготовки и взять оборудование в виде гравировальной фрезы, угол которой 90-100°. После процесса сгибания паз рекомендуется залить средством для склеивания (лучше использовать двухкомпонентный акриловый клей, вязкость которого характеризуется средним или низким уровнем).
Есть еще один дефект, который может возникнуть в процессе создания сгиба – образования пузырчатого эффекта независимо от того, был перегрет материал или нет. Часто такое происходит в связи со скоплением влаги, если материал долгое время находился там, где есть влажный воздух. Поэтому перед процедурой материал нужно тщательно высушить.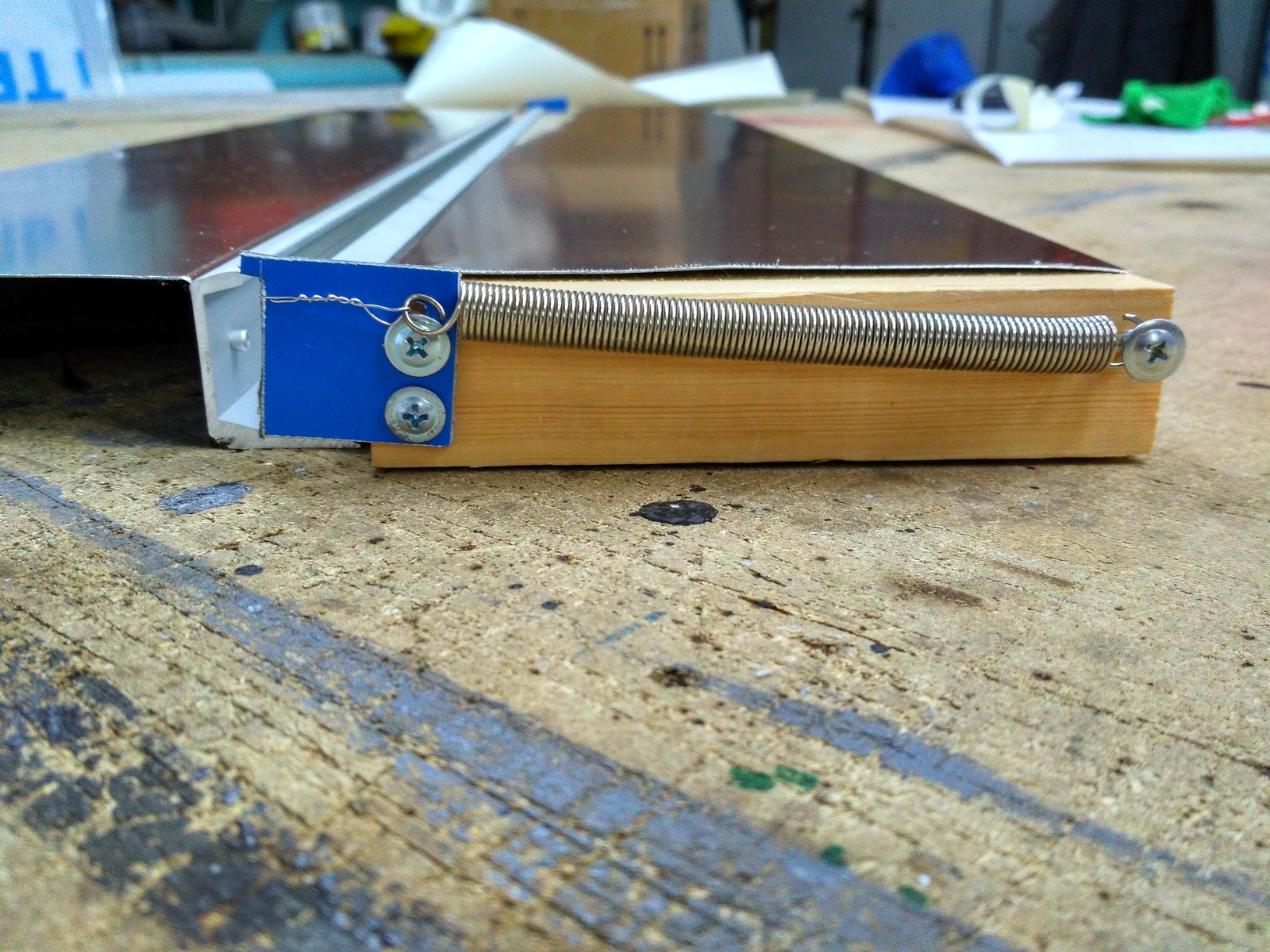
Процесс отжига деталей под напряжением
Акриловый материал отжигают, чтобы избавиться от разряда внутри изделия. Во время термической обработки разряд становится очень сильным. Чтобы избавится от него, листы принято прогревать в специальной печи для уменьшения температуры на 20 °С. Изделия необходимо подержать в печи и остудить, не допустив быстрого охлаждения. Ведь напряжение может образоваться вновь.
Таблица 2. Режимы отжига листов акрила
|
Тип акриловых изделий |
Сильно формованные |
Слабо формованные |
|
Экструдированный Polycryl® EXTRA |
65 °C |
75°C |
|
Литой Polycryl® CAST |
75 °C |
85°C |
|
Время отжига, час |
4 ч + 0,45 × d (мм) |
2 ч + 0,225 × d (мм) |
После процедуры материал должен остужаться со скоростью не больше десяти градусов в час.
Виды нарушений
В процессе гибки могут возникнуть некоторые дефекты, которые нарушают правильную цилиндрическую форму изгиба.
Отсутствие плавности при изгибе, что влияет на образование ступенек на колене. Такой дефект может появиться, в связи с неполным разогревом материала с обратной стороны из-за того, что образовывается резкая зона, где с одной стороны нагретая, а с другой холодная часть. Материал начинает растягиваться, а толщина колена – уменьшаться. Чтобы избавиться от проблемы, лучше не допускать быстрого перепада температурных режимов. К примеру, там, где находятся «холодные места» недалеко от теплой зоны, необходимо приложить металлические полосы. Они будут греться от проволоки и отдавать тепловой эффект акриловому листку. Еще одним действующим способом является увеличение периода нагревания, но с уменьшенной силой. В таком случае тепло будет идти равномернее.
Невозможность воспроизвести радиус по месту сгиба. Такое случается, когда нагревательное место очень широкое или его перегрели. Иногда из-за неодинаковой подачи тепла по сгибу. Также при увеличенном давлении в процессе загиба, чаще всего после принятия заготовкой необходимого угла. Этой проблемы можно избежать. Стоит уменьшить место нагрева и температурный режим. В момент сгиба акрила под нужный угол не стоит материал вдавливать. В этом нет никакой необходимости, поскольку радиус это не уменьшит, но есть все шансы добиться искривления.
Такое случается, когда нагревательное место очень широкое или его перегрели. Иногда из-за неодинаковой подачи тепла по сгибу. Также при увеличенном давлении в процессе загиба, чаще всего после принятия заготовкой необходимого угла. Этой проблемы можно избежать. Стоит уменьшить место нагрева и температурный режим. В момент сгиба акрила под нужный угол не стоит материал вдавливать. В этом нет никакой необходимости, поскольку радиус это не уменьшит, но есть все шансы добиться искривления.
Эффект выпуклости или появление складок во внутреннем углу. Брак получается при сгибании нагретого места внутрь. Все должно быть по-другому. Сторона нагрева тянется по радиусу лучше, в связи с этим получается выпуклость коленного изгиба.
Появление косой фаски на гранях заготовки на месте тепловой обработки внешнего колена. При усадке в месте тепловой обработки материал начинает уменьшаться, а его параметры длины сгиба начинают сжиматься. Мест, где нагрев не происходит, это не касается, поэтому на краях согнутой зоны получается эффект скоса, который протягивается из угла, размещенного внутри, и к наружному. В большинстве случаев это происходит с длинными сгибами. Избежать такой проблемы можно, воспользовавшись V-образной пазовой фрезеровкой по прямой линии загиба. Место нагрева должно быть минимальным. Также материал нужно расположить в поперечном направлении к экструзии.
В большинстве случаев это происходит с длинными сгибами. Избежать такой проблемы можно, воспользовавшись V-образной пазовой фрезеровкой по прямой линии загиба. Место нагрева должно быть минимальным. Также материал нужно расположить в поперечном направлении к экструзии.
Дуговой эффект по линии длинного сгиба. Помимо главной проблемы усадки, часто возникают и другие дефекты, которые влияют на различие температурного режима. Разница в температуре места нагрева по прямой черте сгиба может провоцировать появление искривления радиуса вдоль линии сгиба и образование дугового эффекта. Для устранения этой проблемы стоит следовать таким правилам:
- избавиться от провисания проволоки путем тщательного натягивания;
- сделать замену проволоки, ведь некоторое время спустя она становится неравномерной, и тонкие выгоревшие места нагреваются быстрее;
- убедиться в том, что проволока находится под нужным углом наклона и размещается параллельно площади листа;
- избавиться от неодинаковой тепловой подачи.


Идентичные листы имеют разные углы на сгибах при выдерживании «идентичных режимов тепловой подачи». Стоит рассмотреть несколько причин возникновения проблемы.
Неконтролируемый нагрев
-
- . Этот процесс лучше засекать не примерно, а с помощью звукового таймера. Время от времени нагревательный аппарат стоит отключать от питания, поскольку каждая последующая проволока начинает нагреваться быстрее. По истечении часа стоит проверить температурный режим на неоднородность подачи тепла вдоль проволоки, поскольку тепловой поток может неодинаково отражаться под струной.
Разные условия при сгибе листа
-
- . Период от финальной стадии подачи тепла и до перехода к процессу сгибания может быть разным для идентичных изделий. На радиус сгиба может повлиять и скорость процесса, поэтому стоит учитывать то, что медленный и быстрый сгиб могут образовывать разные углы.
- . Период от финальной стадии подачи тепла и до перехода к процессу сгибания может быть разным для идентичных изделий. На радиус сгиба может повлиять и скорость процесса, поэтому стоит учитывать то, что медленный и быстрый сгиб могут образовывать разные углы.

Разное направление экструзии касаемо проволоки
-
- . На этапе разделения акрилового материала на отдельные заготовки рекомендуется на каждой отмечать направление для одинакового размещения на раскаленной проволоке.
Разное размещение будущих изделий на этапе формообразования
- . При условии применения зажимного аппарата для акриловой заготовки стоит обращать внимание на то, как каждый лист размещается на форме. Заготовки должны располагаться одинаково. Даже незаметное на первый взгляд смещение краев может повлиять на различие радиуса угла будущего изделия от предыдущего. Чтобы избежать смещения необходимо сделать на форме упор из акрилового или другого материала.
Появление трещин на месте сгиба
- Увеличенное напряжение на пластике. Это может случиться при недостаточном нагревании материала. В этом случае во время загиба слышится характерный треск. Микротрещины могут образоваться не сразу или под воздействием краски и растворителя.
- Маленький угол сгиба. Случается это в связи с узким местом нагрева. Во время сгиба заготовка очень тянется. Это провоцирует сильное напряжение.
 Микротрещины могут образоваться не сразу или под воздействием краски и растворителя.
Микротрещины могут образоваться не сразу или под воздействием краски и растворителя.Чтобы избежать появления трещин, необходимо предотвратить причины, указанные выше. Когда требуется создать минимальный радиус сгиба с последующим взаимодействием с краской или растворителем, следует сделать отжиг детали. При этом температура при отжиге не должна превышать 75 °C. Также можно фиксировать деталь сразу при отжиге.
Гибка акрила специальных видов
Polycryl mirror зеркального вида согнется с помощью натянутой проволоки, лишь с наличием слоя из металла, разместить который стоит внутрь сгиба. Тепловую подачу нужно осуществлять противоположно металлической перегородке. Процесс гибки лучше предварительно отработать, ведь температурный диапазон намного меньше, чем у листа из акрила. Можно воспользоваться проволокой Polycryl Satin, с помощью которой изгиб совершается, не нарушая эмбосированную поверхность. Литой материал обладает высокой термальной вязкостью, что обеспечивает поверхности целостность.
Литой материал обладает высокой термальной вязкостью, что обеспечивает поверхности целостность.
Если вы заинтересованы в получении результата, который будет вас устраивать по всем параметрам, в первую очередь вам следует ознакомиться со всеми особенностями и тонкостями данного процесса. Тогда он не будет вызывать сложностей. Если же вопросы все же остались, вам стоит проконсультироваться со специалистами. Они смогут скорректировать все ошибки, которые вы допустили. В результате вы исправите все ошибки, которые допустили и сможете получить оптимальный для себя результат.
Гибка оргстекла и поликарбоната на струне
Оргстекло и поликарбонат хорошо поддаются термической формовке. Одной из самых востребованных операций термоформовки является гибка на струне. Технология применима для листов небольшой толщины (до 8-10 мм). Гибка осуществляется по прямой линии, с небольшим радиусом изгиба под любым углом.
Основной инструмент для гибки акриловых и поликарбонатных листов – туго натянутая нихромовая струна, подключаемая к источнику электропитания. Струна накаляется и локально нагревает материал по прямой линии. На участке местного нагрева заготовка становится пластичной, происходит изгиб листа. После остывания изогнутый лист сохраняет свою форму и восстанавливает исходную прочность. Нихромовая струна выполняет две функции: служит источником нагрева и направляющей для линии изгиба.
Струна накаляется и локально нагревает материал по прямой линии. На участке местного нагрева заготовка становится пластичной, происходит изгиб листа. После остывания изогнутый лист сохраняет свою форму и восстанавливает исходную прочность. Нихромовая струна выполняет две функции: служит источником нагрева и направляющей для линии изгиба.
Режимы гибки на струне
Технологический процесс гибки на струне требует строгого соблюдения правильных режимов нагрева. Диапазон температур, при которых термопластичные материалы могут подвергаться формовке, составляет: для литьевого акрила Plexiglas GS – 160…175 °С, экструзионного акрила Plexiglas XT – 150…160 °С, поликарбоната Makrolon – 190…210 °C.
- Недостаточный нагрев не позволит выполнить качественную гибку. Изгиб получается не плавным, а ступенчатым, с неровной, шероховатой поверхностью. Заготовка должна прогреться не только на поверхности, но и по всей толщине листа. Поэтому нельзя нагревать материал слишком быстро: важно соблюдать точное соотношение времени и интенсивности нагрева.
- Перегрев заготовки приводит к сильному размягчению материала, он теряет свою форму, превращается в расплавленную массу, которая не поддается восстановлению.

В процессе гибки экструзионного акрила на результат влияет расположение линии изгиба по отношению к линии экструзии. Если лист сгибается вдоль направления экструзии, то может возникнуть усадка, поэтому эструзионный акрил гнется поперек экструзионной линии.Также на результат гибки влияет качество самой струны – если она износилась, то линия изгиба получится неровной. Струна не должна провисать, ее положение должно быть строго горизонтальным.
От того, насколько правильно соблюдаются режимы гибки, зависит качество готового изделия. Поэтому эту операцию важно доверять специалистам с большим опытом работы, которые знают все технические нюансы процесса и не допускают ошибок, которые могли бы привести к появлению брака. Помимо опыта и профессионализма мастеров, на качество гибки влияет применяемое оборудование.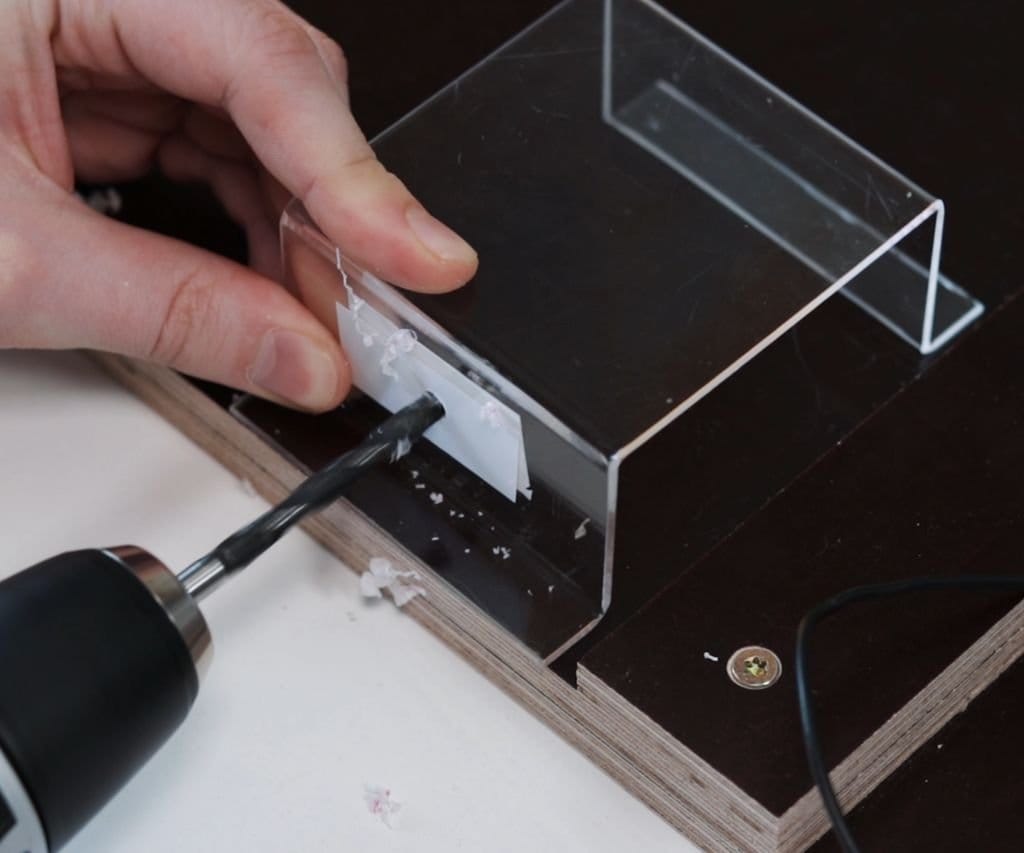 Применение самодельных приспособлений не приведет к хорошему результату, гибка на струне не может быть выполнена идеально качественно без применения надежного специализированного оборудования.
Применение самодельных приспособлений не приведет к хорошему результату, гибка на струне не может быть выполнена идеально качественно без применения надежного специализированного оборудования.
Последовательность реализации техпроцесса гибки на струне
- Лист акрила или поликарбоната раскраивается в нужный размер.
- Осуществляется разметка места расположения линии изгиба.
- Заготовка укладывается на стол специального оборудования и фиксируется таким образом, чтобы струна располагалась строго по линии изгиба.
- Нихромовая струна подключается к источнику электропитания и накаляется до расчетной температуры.
- Лист становится пластичным в месте нагрева, в результате чего происходит изгиб заготовки.
- Далее происходит охлаждение заготовки на воздухе, материал снова затвердевает и сохраняет новую форму. В процессе охлаждения положение изогнутой грани фиксируется с помощью специальных упоров.
- После завершения процесса термической гибки в структуре материала возникают остаточные внутренние напряжения – для их устранения заготовка отжигается в печи. Отжиг производится при температуре ниже точки размягчения (около 80°С). Заготовка медленно нагревается, а затем – медленно остывает. Нагрев длится не менее 2 часов, температура снижается примерно на 15°С в час. Если не провести отжиг, то в месте изгиба может появиться «паутинка» тонких трещинок.
 Отжиг производится при температуре ниже точки размягчения (около 80°С). Заготовка медленно нагревается, а затем – медленно остывает. Нагрев длится не менее 2 часов, температура снижается примерно на 15°С в час. Если не провести отжиг, то в месте изгиба может появиться «паутинка» тонких трещинок.
Отжиг производится при температуре ниже точки размягчения (около 80°С). Заготовка медленно нагревается, а затем – медленно остывает. Нагрев длится не менее 2 часов, температура снижается примерно на 15°С в час. Если не провести отжиг, то в месте изгиба может появиться «паутинка» тонких трещинок.Гибка на термодизайнере
Для гибки больших партий листовых заготовок целесообразно использовать специальное оборудование – термодизайнер. Принцип его работы аналогичен гибке на струне, но станок обеспечивает более высокую производительность. Качество гибки на струне и на станке идентично (при условии выполнения данных операций профессионалами), но станок выигрывает по скорости работы.
Также термодизайнер не требует длительной настройки, позволяет точно регулировать температуру нагрева и угол изгиба, справляется с гибкой более толстых листовых заготовок за счет глубокого двухстороннего нагрева.
Изделия, получаемые с помощью технологии гибки на струне
Технология гибки на струне незаменима в том случае, когда необходимо изготовить небольшие изделия из тонкого листового материала. Чаще всего данный метод используется для производства POS-материалов: менюхолдеров, карманов для ценников, подставок, стоек, горок, буклетниц, визитниц, лотков, контейнеров, держателей и прочих изделий для оформления витрин и выставочных стендов. Профессионально выполненная гибка на струне позволяет получить продукцию идеального качества.
Чаще всего данный метод используется для производства POS-материалов: менюхолдеров, карманов для ценников, подставок, стоек, горок, буклетниц, визитниц, лотков, контейнеров, держателей и прочих изделий для оформления витрин и выставочных стендов. Профессионально выполненная гибка на струне позволяет получить продукцию идеального качества.
Немалая часть товаров, представленных на сайте PlexiStore, изготовлена с применением технологии гибки на струне. Приобретая изделия от компании «Плексистор», Вы застрахованы от неприятных сюрпризов (таких как брак, несоответствие размеров, недостаточное качество поверхности). Помимо предложенных модификаций POS-материалов, мы оказываем услугу изготовления акриловой продукции под заказ в точном соответствии с техническим заданием. Мы работаем с партиями любого объема – от единичных заказов до крупного опта.
Для получения информации по вопросам приобретения продукции из акрила или поликарбоната обращайтесь с нашим менеджерам. Мы предоставим подробную консультацию и предложим самую выгодную схему сотрудничества.
Как легко согнуть лист акрила/оргстекла с помощью домашних инструментов
К Лесли ШепердЛесли Шеперд
Лесли Шеперд — мастер миниатюр, которая делится своими знаниями о миниатюрах. Она имеет более чем 30-летний опыт преподавания этого узкоспециализированного ремесла. Лесли также занимается изготовлением музейных моделей.
Узнайте больше о The Spruce Crafts’ Редакционный процесс
Обновлено 01.11.20
Ель / Лесли Шеперд
Создавайте кривые и изгибы на плоских акриловых или плексигласовых листах для своих моделей или миниатюр с помощью простого приспособления и обычных источников тепла. Большинству масштабных моделей не нужны акриловые изгибы толщиной более 1/16 дюйма. Трудность с небольшими проектами, имеющими узкие изгибы близко друг к другу, заключается в контроле источника тепла, чтобы не влиять на соседнюю кривую. Используя эти инструкции, модельер может согнуть что угодно, начиная от акриловых листов пресс-папье и заканчивая материалом толщиной до 1/8 дюйма, с размерами, подходящими для большинства миниатюрных проектов. Вы можете увидеть проект кукольного домика, в котором этот метод использовался для изготовления миниатюрного «стеклянного» футляра для прилавка магазина.
Вы можете увидеть проект кукольного домика, в котором этот метод использовался для изготовления миниатюрного «стеклянного» футляра для прилавка магазина.
Наконечник
Некоторые виды листового акрила продаются как термостойкие или пластиковые, на которые можно нанести тиснение в магазинах штампов и альбомов. Эти виды пластика не деформируются при воздействии тепла. Избегайте листов тонкого пластика/акрилового пластика, которые заявлены как пригодные для тиснения.
Оборудование/инструменты
- Небольшая бутановая горелка, термоинструмент для тиснения или термофен
- Быстросъемные зажимы для стержней
- Защита глаз
- Сварочные или духовые перчатки
- Линейка
Материалы
- Древесные отходы (толщиной не менее 1/8 дюйма и достаточной ширины для зажимов)
- Оргстекло или акриловый лист (толщиной до 1/8 дюйма)
Испытание техники
Чтобы настроить пластиковый или акриловый лист для сгибания простых кривых для ваших миниатюр и моделей, сначала снимите защитное покрытие с материала, который вы хотите согнуть.
Используйте длинные тонкие тест-полоски (шириной около 1 дюйма), чтобы попрактиковаться в технике и узнать, как ваш конкретный источник тепла влияет на выбранную вами толщину пластика.Разложите пластик
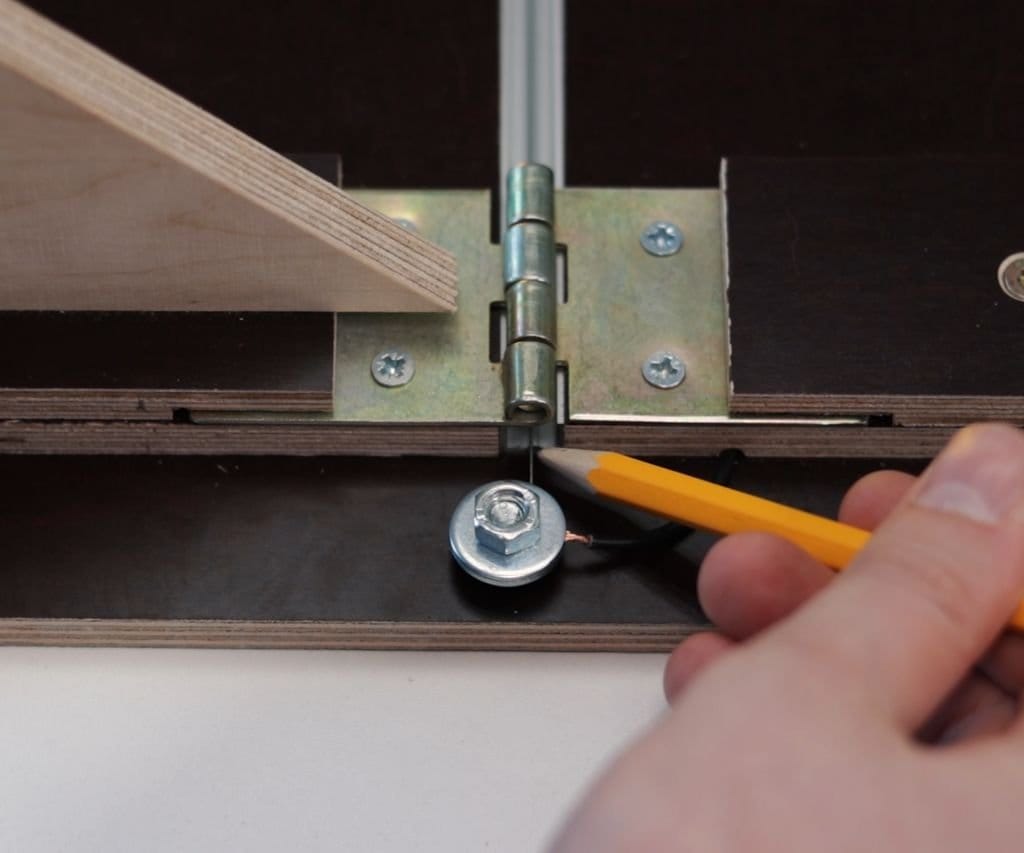
Положите пластик на жаропрочную рабочую поверхность и положите на него кусок деревянной полосы примерно на 1/4 дюйма впереди того места, где должен быть изгиб. Это будет в некоторой степени определяться толщиной вашего пластика, так как более толстый пластик потребует более широкого радиуса кривой для большинства изгибов. Используйте линейку, чтобы убедиться, что ваш лист плексигласа или пластика держится под прямым углом под зажимным приспособлением из планки. Полоса дерева будет ограничивать подачу тепла (она загорится, если вы перегреете древесину) и не позволит пластику под ней стать достаточно мягким, чтобы согнуться.
Наконечник
Оставьте длинный конец пластиковой полоски так, чтобы вы могли легко надавить на него рукой, защищенной сварочной перчаткой или перчаткой для духовки.
Лесли Шеперд/Ель Гораздо легче согнуть длинный конец пластиковой полоски, чем короткий конец. Убедитесь, что любой легковоспламеняющийся или термочувствительный материал на ваших зажимах находится далеко от того места, где вы будете нагревать оргстекло.Нагрев пластика
Цель состоит в том, чтобы равномерно нагреть пластик вдоль линии прямо перед прямым краем зажимного приспособления. Для этого проведите источником тепла с равномерной медленной скоростью вдоль линии пластика перед приспособлением, держа его достаточно далеко, чтобы источник тепла не опалил вашу деревянную приспособление.
Совет
Старайтесь держать источник тепла под прямым углом к листу пластика/плексигласа. Если вы поворачиваете источник тепла, когда проходите по акрилу, тепло не будет распределяться равномерно по всей ширине вашего листа.
Применить давление
В то время как вы применяете равномерное нагревание вдоль линии сгиба, слегка нажимайте на лист материала, который вы сгибаете.
Наступит момент, когда материал будет легко двигаться вверх, достигая расплавленного состояния. Вы должны чувствовать эту точку равномерно по всей ширине полосы, которую вы сгибаете. С одной стороны она не должна быть мягче, чем с другой.Когда вы почувствуете, что ваша простыня позволяет вам равномерно отталкиваться от нее, уберите источник тепла и положите его в безопасное место на подставку или термостойкую поверхность; конец вашего инструмента будет горячим! Равномерно держите листовой материал обеими руками (обе в защитных перчатках) и осторожно толкайте лист вверх, слегка сгибая его по линии приспособления, как показано на фото выше. Вы должны использовать две руки, чтобы сделать это с равномерным давлением, иначе ваш материал будет слегка скручиваться, когда вы его сгибаете, если только вы не работаете с очень тонкой узкой полосой.
Дать остыть
Когда у вас есть лист под правильным углом или изогнутая кривая, которую вы хотите (для окна или передней части изогнутой витрины пекарни, которая может быть не под углом 90 градусов по Фаренгейту), аккуратно удерживайте пластик на месте в течение нескольких секунд, пока он снова устанавливается.
Лесли Шеперд/Ель Дайте ему остыть, все еще зажатым в приспособлении, как показано на рисунке.Наконечник
Вы можете использовать тот же термоинструмент, который вы используете для сгибания пластика, для герметизации и зачистки срезанных краев любых пластиковых деталей. Аккуратно проведите термоинструментом вперед и назад вдоль обрезанного края пластика, чтобы смягчить его ровно настолько, чтобы он стал прозрачным.
 Используйте длинные тонкие тест-полоски (шириной около 1 дюйма), чтобы попрактиковаться в технике и узнать, как ваш конкретный источник тепла влияет на выбранную вами толщину пластика.
Используйте длинные тонкие тест-полоски (шириной около 1 дюйма), чтобы попрактиковаться в технике и узнать, как ваш конкретный источник тепла влияет на выбранную вами толщину пластика. Гораздо легче согнуть длинный конец пластиковой полоски, чем короткий конец. Убедитесь, что любой легковоспламеняющийся или термочувствительный материал на ваших зажимах находится далеко от того места, где вы будете нагревать оргстекло.
Гораздо легче согнуть длинный конец пластиковой полоски, чем короткий конец. Убедитесь, что любой легковоспламеняющийся или термочувствительный материал на ваших зажимах находится далеко от того места, где вы будете нагревать оргстекло. Наступит момент, когда материал будет легко двигаться вверх, достигая расплавленного состояния. Вы должны чувствовать эту точку равномерно по всей ширине полосы, которую вы сгибаете. С одной стороны она не должна быть мягче, чем с другой.
Наступит момент, когда материал будет легко двигаться вверх, достигая расплавленного состояния. Вы должны чувствовать эту точку равномерно по всей ширине полосы, которую вы сгибаете. С одной стороны она не должна быть мягче, чем с другой. Дайте ему остыть, все еще зажатым в приспособлении, как показано на рисунке.
Дайте ему остыть, все еще зажатым в приспособлении, как показано на рисунке.Поиск и устранение неисправностей
Изгиб до того, как материал станет достаточно мягким
На фотографии ниже вы можете увидеть плохой изгиб листа плексигласа толщиной 1/16 дюйма. Изгиб изогнутый, неровный и находится слишком далеко от зажимного приспособления, поэтому он не прямой и не перпендикулярный концу материала. Проблемы с этим изгибом были вызваны тем, что источник тепла не применялся достаточно близко к зажимному приспособлению и изгибался материал до того, как материал был равномерно размягчен по всей ширине материала.
Вы должны дождаться момента, когда вы почувствуете, что материал «упадет», так как у вас нет возможности измерить тепло. Когда вы надавите вверх на конец акрила, вы почувствуете, что он начинает двигаться против вашей руки, а затем он будет двигаться очень быстро. Эта свободная точка, когда материал может двигаться быстро, – это когда вы хотите придать ему форму относительно приспособления. Если вы начнете пытаться надавить на него до того, как он полностью размякнет, вы не получите ровного изгиба, так как он будет мягким в некоторых местах вдоль линии изгиба, но не в других.
Лесли Шеперд/ЕльПузыри и палящие
Если вы не равномерно нагреваете линию изгиба листа плексигласа или акрила, вы можете создать пузыри или подпалины, которые невозможно удалить. Не держите тепловую пушку или горелку слишком близко к пластику. Если вы подпаливаете древесину на приспособлении, значит, вы слишком близко.
Если вы обнаружите пузырьки или следы пригара на пробных изгибах, перемещайте нагреватель немного быстрее вдоль линии изгиба или держите его дальше от поверхности листового материала.
Расстояние и скорость будут разными в зависимости от толщины материала, с которым вы работаете.Кривые изгибы
На фото ниже показана тестовая полоска листового акрила, которая неравномерно изогнулась по линии кондуктора. Это та же самая полоса, показанная на приспособлении, где тепло подавалось слишком далеко от линии сгиба и подавалось неравномерно. Изгиб был сделан до того, как материал был равномерно размягчен, в результате чего получился угловой, а не прямой изгиб. Материал на одной стороне полосы не был полностью готов к полному изгибу, когда был сделан изгиб. Это привело к угловому, а не прямому изгибу приспособления.
Лесли Шеперд/Ель

 Расстояние и скорость будут разными в зависимости от толщины материала, с которым вы работаете.
Расстояние и скорость будут разными в зависимости от толщины материала, с которым вы работаете.Создание равномерных изгибов листа акрила или пластика толщиной с бумагу с помощью простого приспособления
Вы можете делать изгибы всех типов в очень тонком листовом акриле, при условии, что вы отработаете тепло и время, необходимые для гибки тонкого материала, и не превысите эту точку. Тонкие листы легко коробятся довольно далеко от изгиба. Для более тонких листов необходимо равномерно нагревать очень узкую полосу материала. Если у вас нет источника тепла, подходящего для тонких материалов, попробуйте метод, показанный для тепловой сварки пластика, с использованием металлического кухонного шпателя или лезвия, нагретого утюгом, а затем прижатого к материалу.
Тонкие листы легко коробятся довольно далеко от изгиба. Для более тонких листов необходимо равномерно нагревать очень узкую полосу материала. Если у вас нет источника тепла, подходящего для тонких материалов, попробуйте метод, показанный для тепловой сварки пластика, с использованием металлического кухонного шпателя или лезвия, нагретого утюгом, а затем прижатого к материалу.
Акриловый лист толщиной с бумагу, показанный ниже, был согнут с помощью термоинструмента для тиснения, которым было легко управлять над приспособлением. В более широком сечении материала было бы трудно добиться равномерного нагрева, не вызывая деформации материала. Использование нагретого лезвия было бы более надежным методом.
Лесли Шеперд/ЕльПолное руководство по изгибу акрила
Полное руководство
Акриловые листы можно сгибать, и это свойство дает множество возможностей для производства нашей различной продукции. Он также не меняет цвет, потому что мы его сгибаем, и обладает высокой стабильностью. В повседневной жизни вы можете захотеть согнуть кусок акрила, например, чтобы сделать держатель для мобильного телефона, поэтому в этой статье мы даем несколько важных советов и рекомендаций по сгибанию акриловых листов.
В повседневной жизни вы можете захотеть согнуть кусок акрила, например, чтобы сделать держатель для мобильного телефона, поэтому в этой статье мы даем несколько важных советов и рекомендаций по сгибанию акриловых листов.
И согнуть акриловую доску, если вы сделаете тщательную подготовку, так же просто, как согнуть кусок хлеба, но даже в этом случае есть некоторые проблемы, на которые следует обратить внимание:
1. Прежде чем сгибать акрил, вам нужно обрезать акрил по размеру и оторвать два слоя акриловой защитной пленки. Если есть какие-либо трудности с удалением акриловой пленки, вы можете прочитать этот пост в блоге, который содержит подробный анализ метода.
2. В процессе нагрева всегда следите за температурой, слишком высокая температура повредит акриловые изделия и заставит их расплавиться.
3. Перед использованием инструмента обязательно примите меры предосторожности, чтобы избежать травм.
Ну что, готовы? Давайте начнем!
Как согнуть акриловый лист с помощью фена
Если ваша сторона инструмента ограничена, то я думаю, что вы можете получить самое быстрое оборудование, должно быть это – фен, вы можете попробовать с помощью фена согнуть акриловые панели.
Прежде всего, первый момент, не забудьте снять защитную пленку с акрила, об этом нельзя забывать;
На изгибаемой части можно сделать пометку стираемой ручкой, например, провести прямую линию;
Если вы не хотите нагреваться, но неизбежно, вы можете накрыть его влажной тканью. Медленно перемещайте фен по только что сделанной отметке и следите за тем, чтобы нагрев был равномерным, пока он не достигнет необходимого гибкого состояния. Во время процесса нагрева, пожалуйста, вытекайте. Держите расстояние не менее 5 см между отверстием и поверхностью акриловой пластины;
Время от времени аккуратно потяните за край листа плексигласа, чтобы проверить его гибкость.
После сгибания акрилового листа убедитесь, что с формой все в порядке. Нужно терпеливо ждать, пока он снова затвердеет. Не двигайте его, пока он полностью не затвердеет.
Вроде просто, да?
Как согнуть акриловый лист с помощью фена
Если вы можете найти такие инструменты, как фен, то лучше быть не может, что значительно лучше фена.
Прежде чем официально начать, нам нужно сделать некоторые приготовления, вот инструменты, которые вам могут понадобиться:
- Тепловая пушка, представляющая собой электрический инструмент, который нагревает и размягчает различные материалы
- Обрезки древесины
- Тиски и зажимы
- Китайский карандаш, также известный как жирный карандаш или перманентный маркер
Первый из все, первый пункт, не забудьте оторвать защитную пленку, и сами примите меры защиты;
Затем определите, во что вы хотите согнуть акриловую пластину. Это требует от вас планирования положения кривизны, затем вам может понадобиться выполнить некоторые тщательные расчеты, это не беда, вы можете потратить больше времени;
Поместите акриловую доску между двумя кусками древесных отходов и закрепите ее струбцинами, тисками и другими инструментами;
Запустите тепловую пушку, чтобы согнуть акрил, нагрев — медленный процесс, наберитесь терпения;
Если вам нужно согнуть несколько раз, сделайте это после того, как предыдущий сгиб остынет. Это вам очень поможет и не потеряет первый изгиб.
Это вам очень поможет и не потеряет первый изгиб.
Как согнуть акриловый лист в трубку
Иногда вам могут понадобиться трубчатые приспособления. На этот раз вы столкнетесь с необходимостью согнуть акриловый лист в трубочку. Как ты делаешь это?
Здесь потребуются некоторые профессиональные методы. Вам необходимо подготовить:
- Нить накала или резистивная проволока
- Нагревательная пластина
- Акриловый клей и аппликатор
Первый шаг, не забудьте снять акриловую пленку! Если вы используете высокотемпературную пленку, вы не удаляете ее. Вам нужно поместить акриловый лист на длинную тонкую нить так, чтобы линия изгиба располагалась точно над проволокой. Когда вы нагреваете акрил до 160 градусов Цельсия, он становится мягким и легко гнется. Желательно действовать осторожно. Медленно и осторожно сгибайте акрил, чтобы не порвать материал на внешней стороне сгиба. После сгибания слегка нагрейте акрил снаружи от линии сгиба, чтобы закрепить его должным образом. Затем дайте плексигласу остыть и закрепиться в выбранной форме или положении. После охлаждения плексиглас навсегда сохраняет свою новую форму.
Затем дайте плексигласу остыть и закрепиться в выбранной форме или положении. После охлаждения плексиглас навсегда сохраняет свою новую форму.
Конечно, вы можете использовать некоторые предметы, которые помогут улучшить вашу пластику, например бутылку вина. После того, как изгиб завершен, нанесите акриловый клей, чтобы закрепить его. Акриловый клей должен затвердевать не менее пяти минут.
Хорошо, если вы не хотите быть таким хлопотным, вы можете напрямую выбрать подходящую акриловую трубку для покупки, которая доступна в нашем торговом центре. Вы можете сообщить нам о любых требованиях относительно размера материала, и ваш запрос всегда приветствуется.
Здесь, возможно, вы сможете узнать больше информации о механической обработке акрила на заказ и гибке акриловых труб.
Часто задаваемые вопросы
Вопросы
Вот несколько вопросов по обработке оргстекла.
Заключение
Гнуть акрил несложно, но требует терпения. Во время этого процесса вы можете очень устать, поэтому не забудьте сделать перерыв. Акрил может воплотить в жизнь ваши многочисленные гениальные идеи, если вам нужна помощь в процессе гибки акрила, пожалуйста, свяжитесь с нами. Итак, а теперь о том, из какого акрила его гнут, есть ли у вас нестандартные идеи, спешите рассказать!
Во время этого процесса вы можете очень устать, поэтому не забудьте сделать перерыв. Акрил может воплотить в жизнь ваши многочисленные гениальные идеи, если вам нужна помощь в процессе гибки акрила, пожалуйста, свяжитесь с нами. Итак, а теперь о том, из какого акрила его гнут, есть ли у вас нестандартные идеи, спешите рассказать!
UVACRYLIC является ведущим поставщиком акриловых листов, акриловых стержней, акриловых трубок. В то же время поставляет акрил на заказ клиентам по всему миру. Материнской компанией является компания UVPLASTIC, которая является ведущим производителем поликарбонатных листов и предоставляет услуги по механической обработке поликарбоната.
О компании UVACRYLIC
UVACRYLIC является 100% дочерней компанией UVPLASTIC, которая является глобальной компанией в области инженерных пластиков, включая поликарбонатные листы.
UVACRYLIC является ведущим производителем акриловых листов в Китае, основным видом деятельности которого является предоставление продуктов на основе акрила, включая акриловые листы, акриловые пленки, акриловые стержни, акриловые трубки и услуги по обработке акрила.