Как согнуть профильную трубу в домашних условиях без трубогиба?
С вопросом, как согнуть профильную трубу в домашних условиях без трубогиба, приходится сталкиваться практически всем дачникам и владельцам частных домов. Используются дуги из профильной трубы при строительстве теплиц, беседок, навесов и козырьков арочной формы. Приобретение специальных приспособлений для гибки или изготовление их своими руками экономически невыгодно. Они нужны для массового, а не для единичного производства. Рассмотрим, какие существуют методы придания профильным трубам изгиба нужного радиуса.
В чем проблема гибки профиля?
Суть этого процесса заключается в том, что одна сторона трубы подвергается растягиванию, а внутренняя часть сжимается. На заготовку оказывается давление, которое может сопровождаться нагреванием, чтобы сделать металл более податливым.
Гибка профильной трубы по радиусу своими руками связана с такими сложностями:
- смещение продольных осей и плоскостей детали, что приводит к перекосу;
- разрыв и появление трещин на внешней части заготовки под воздействием усилия разрыва;
- неравномерное сжимание внутренней части, приводящее к эффекту гофры;
- изменение диаметра или формы обрабатываемого изделия.


Чтобы знать, как правильно придавать стальным трубам форму арки, необходимо принимать в расчет ряд факторов.
Влияние материала на выбор способа сгиба
Профильные трубы сделаны в соответствии с требованиями ГОСТ 54157-2010 и обладают определенными свойствами.
Сгибать профильные трубы необходимо с учетом таких параметров:
- Минимальный радиус гиба облицовочного материала, который планируется уложить на арки. У сотового поликарбоната данные показатели зависят от толщины и структуры.
- Размер профиля и толщина стенок. Изделия с высотой стенки до 10 мм допускается изгибать с использованием мускульной силы. Профили от 20×40 мм и больше, изгибать нужно комплексно, давлением и нагревом или на станке.
- Упругость (пластический момент сопротивления). Его нужно вкладывать в предварительные расчеты, придавая заготовке меньший радиус гиба.
На основе анализа этих данных делается выбор способа выполнения задачи.
Способы сгибания и приспособления для гибки
Используя подручные средства и бытовые инструменты, можно сделать гибочное приспособление без дополнительных затрат.
Что касается профессиональных приборов, то их стоимость может в несколько раз превышать цену материала для изготовления арок.
Рассмотрим способы, с помощью которых можно сделать гнутые прямоугольные арки идеальной формы.
Нахолодную
Без нагревания холодный прокат гнут в том случае, если для этой процедуры достаточно мускульной силы мастера. Как правило, это квадратные трубы сечением 10×10 мм и прямоугольные 10×20 мм.
Если стенки заготовок толстые, то заполнение внутренней полости сопротивлением не проводится. Рассмотрим основные варианты создания арок из металлических заготовок.
Рычагом с насадкой
Сначала изготавливается лекало с определенной длиной полуокружности, соответствующей заданным параметрам. Делают его из ДСП, фанеры, гипсокартона или досок.
После этого необходимо:
- прочно закрепить тиски на тяжелом и устойчивом столе. В тисках прочно закрепляется отрезок трубы с большим размером, чем у заготовки;
- произвести изгибание в несколько этапов путем вставления профиля отверстие зажатого в тисках отрезка и приложения к нему усилия.

На сгибаемый фрагмент насаживается рычаг достаточной длины, чтобы создать нужное давление для деформации металла. В ходе работы кривизна контролируется лекалом.
По оправке
Оправка изготавливается на твердом основании, которым является бетонная или асфальтовая площадка, большой верстак. По сути — это специальный шаблон, по контурам которого будет изгибаться профильная труба.
С учетом степени упругости металла мастеру необходимо придать оправке меньший радиус.
Процедура проводится в такой последовательности:
- деталь надежно закрепляется на основании;
- к одному из его краев прикручивается проволокой или струбцинами конец заготовки;
- проводится сгибание профиля до тех пор, пока ему не будет придана желаемая форма.
Шаблон можно заменить арматурой, вбитой в грунт. По мере деформации трубы она последовательно приваривается к штырям. После окончания работы арка срезается с стопоров.
С применением средств внутреннего противодействия (песка, воды)
Такой способ применяется, когда параметры профиля меньше чем: высота 10 мм, ширина 20 мм толщина стенки 1 мм. Заполненные плотным веществом трубы лучше сохраняют форму, даже при сильном давлении на малую площадь изделия.
Заполненные плотным веществом трубы лучше сохраняют форму, даже при сильном давлении на малую площадь изделия.
Использование песка и воды гарантирует качественный результат без брака. А данный фактор имеет значение, учитывая стоимость стального проката.
Наполнитель должен заполнить полость профильной трубы по всему объему. Намного проще этого добиться с помощью жидкости. Песок трамбуется вибрацией и проливается водой. Отверстия с обеих сторон завариваются или плотно забиваются деревянными пробками. Если применять нагрев, то важно одну из сторон оставить не закупоренной для выхода газов.
Резка болгаркой и сваривание (секторная сварка)
Резка болгаркой и сваривание не требует приложения значительных усилий. Мастеру нужно быть готовым к тому, что это мероприятие займет много времени. Плюс у этой технологии в том, что отсутствует вероятность повреждения профиля, его форму можно корректировать на протяжении всего процесса изгибания.
Работа проводится в такой последовательности:
- Составляется схема. На ней изображается расстояние между пропилами и их конфигурация.
- На профиль наносится разметка. По ней болгаркой делаются треугольные пропилы. Надрезанные фрагменты удаляются.
- Проводится сгибание заготовки. Если металл упругий и разгибается после сжатия, то стыки сразу фиксируются точечной сваркой.
- Оставшиеся после сжатия щели завариваются или запаиваются. После остывания металла швы шлифуются и закрашиваются.
- Грани на арке почти не заметны. При укладке поликарбоната небольшие перепады компенсируются толстым уплотнителем.
 На ней изображается расстояние между пропилами и их конфигурация.
На ней изображается расстояние между пропилами и их конфигурация.Нагорячую
Предварительное нагревание осуществляется в тех случаях, если профильная труба имеет крупное сечение или тонкие стенки. То есть — вручную ее согнуть либо невозможно, либо это чревато повреждением или поломкой заготовки. Остановимся на приемах, которые применяются для термического изгибания стального проката.
Использование пружины и паяльной лампы
Пружина нужна для того, чтобы предотвратить продавливание стенок профиля во время их изгибания.
Секция одним концом жестко фиксируется в земле или в тисках. Перед тем, как загнуть фрагмент, он разогревается, пока металл не станет красным.
Охлаждать согнутое место можно только теплым машинным маслом — от воды железо трескается и становится хрупким.
Использование пружины и паяльной лампы избавляет работника от прикладывания излишних усилий.
Горячая формовка
Придать желаемую форму профилю можно и без предварительного внутреннего наполнения. При нагреве сталь становится настолько мягкой и пластичной, что ее можно гнуть руками, без использования рычагов и сложных приспособлений.
Для этого изготавливается выпуклый упор полукруглой формы. Его нужно делать из материала, устойчивого к высокой температуре. Лучше всего для этого подойдет автомобильный диск или шамотный кирпич, обмазанный глиной. Нагретым местом деталь прикладывается к шаблону. После этого она сгибается одним медленным и точным движением. Через несколько минут можно продолжать процедуру.
Нагретым местом деталь прикладывается к шаблону. После этого она сгибается одним медленным и точным движением. Через несколько минут можно продолжать процедуру.
Советы и рекомендации
Придание профильным трубам формы арки является сложным процессом, требующим наличия навыков обращения с бытовыми инструментами и металлом.
При изготовлении арок следует придерживаться таких правил:
- Работать легче и удобнее с короткими заготовками. Перед изгибом детали целесообразно разрезать на отрезки длиной 1,5-2 метра. Последующая сварка не ослабит прочность готовой арки.
- Нагрев металла следует производить медленно, чтобы не допустить неравномерного прогрева и деформации. Образовавшуюся окалину необходимо сразу счищать, так как она вызывает коррозию.
- Стальной прокат нельзя подвергать воздействию температуры выше + 800 ºС. Такое воздействие приводит к разрушению кристаллической решетки металла. Профиль становится мягким или хрупким.
- Все действия по изгибанию следует выполнять медленно, постепенно увеличивая нагрузку.

Сколько стоит погнуть профиль для теплицы
Стоимость услуг определяется статусом мастерской, ее географическим положением и применяемым оборудованием.
Средняя цена на сгибание профильного проката составляет (в рублях за погонный метр):
- 10×10 — 80;
- 20×20 — 100;
- 25×25 — 110;
- 30×30 — 120;
- 20×40 — 125;
- 20×45 — 130;
- 40×40 — 140;
- 50×50 — 150;
- 60×40 — 160;
- 50×50 — 180;
- 80×40 — 240;
- 80×80 — 360;
- 100×100 — 480.
Стоимость может отличаться в зависимости от рынка спроса и предложения.
Специальные устройства для гибки
Для того, чтобы достичь высокого качества готового продукта, можно воспользоваться заводскими и самодельными приспособлениями.
Трубогиб
Трубогибы состоят из станины, нескольких роликов, ограничителей и привода. Управление прибором осуществляется вручную, электромотором и гидравлическими цилиндрами. В частном строительстве используются профильные трубы с высотой стенки до 20 мм.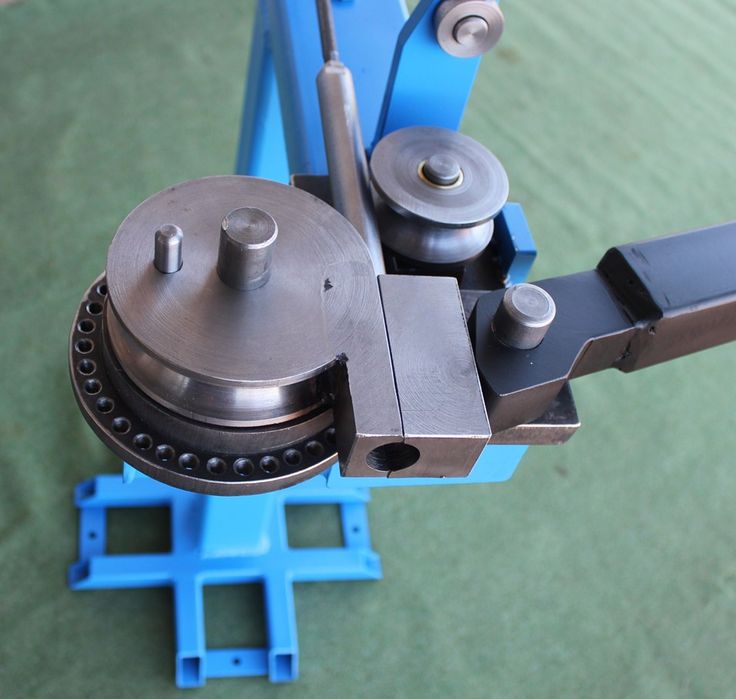 С их сгибанием справляется ручной трубогиб.
С их сгибанием справляется ручной трубогиб.
Кондуктор
Этот инструмент предназначен для точного изготовления и соединения стыков профиля при резке болгаркой и соединения арок с вертикальными, поперечными и наклонными стойками.
Благодаря использованию кондуктора достигается максимально точное соединение деталей под прямым углом и аккуратный шов между ними.
Гибочная плита
Данное приспособление представляет собой съемную конструкцию, устанавливаемую на верстаке или на полу мастерской.
Для крепления используются закладные детали или анкерные болты. Кривизна опорной плиты регулируется болтами.
После завершения гибки оборудование снимаются, а закладные закрываются заглушками.
Изготовление гибочного станка своими руками
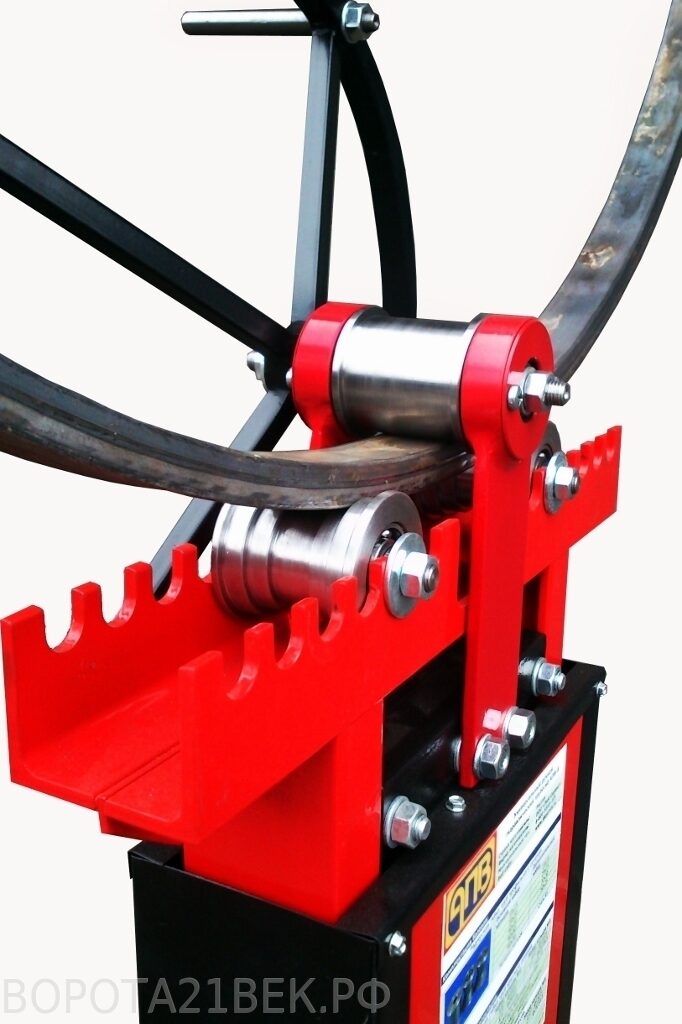
Про то, как самостоятельно собрать ручной трубогиб мы уже писали в прошлом материале. Это не самое простое устройство, но оно позволит быстро гнуть довольно большие объемы профиля. Для сборки вам понадобятся 3-5 заготовок для валов, швелер, двутавровая балка, болгарка, сварочный аппарат и дверь с набором крепежа. На фото ниже как раз те вальцы, о которых шла речь.
Это не самое простое устройство, но оно позволит быстро гнуть довольно большие объемы профиля. Для сборки вам понадобятся 3-5 заготовок для валов, швелер, двутавровая балка, болгарка, сварочный аппарат и дверь с набором крепежа. На фото ниже как раз те вальцы, о которых шла речь.
На сегодня это все, что мы для вас подготовили. Делитесь своими способами гибки в комментариях и рекомендуйте наши статьи своим знакомым. До встречи!
технология радиусного загиба, приспособления, трубогибы, цена
Автор admin На чтение 5 мин. Просмотров 2.9k. Опубликовано
Гибка профильной трубы по радиусу позволяет сэкономить время сборки металлоконструкции.
Ведь дугообразную балку можно либо согнуть из одного отрезка профильной трубы, либо собрать с помощью сварки из десятка-другого заготовок, нарезанных из той же разновидности металлопроката.
Содержание
- Технология гибки профильной трубы машинным способом
- Гибка профильной трубы своими руками
- Оборудование для гибки труб: заводские и самодельные варианты
- Самодельные трубогибы
Технология гибки профильной трубы машинным способом
В основе процесса механической гибки лежит контролируемая деформация тела трубы, осуществляемая на особых станках-трубогибах. Деформируемое изделие помещают на два «транспортных» вальца и прижимают (сверху или снизу) деформирующим вальцом.
Деформируемое изделие помещают на два «транспортных» вальца и прижимают (сверху или снизу) деформирующим вальцом.
Причем деформирующий валец располагается между транспортной парой (чаще всего по центру) и сгибает расположенную «в воздухе» трубу, используя транспортные вальцы как опорные поверхности.
Контролируя скорость подачи тубы и прижимное усилие можно влиять и на степень «кривизны» трубы, и на производительность процесса. Причем радиусная гибка профильных труб, как правило, происходит за несколько «проходов. Изделие деформируется постепенно, поэтому трубу «заправляют» в систему подачи станка несколько раз и, прокатывая сквозь зону деформации, увеличивают степень кривизны изделия. Результат контролируется шаблоном, к которому прикладывают «полусогнутую» трубу.
При этом внешние габариты тела трубы практически не меняются, а в теле изделия накапливаются практически неощутимые усталостные деформации. Ну а сама процедура реализуется в «холодном» состоянии.

Причем при определенной сноровке, используя мощные, гидравлические трубогибы для профильных труб, изделие можно «скрутить» даже в кольцо.
Однако, подобные манипуляции с профильной трубой возможны с оглядкой на минимальный радиус кривизны изгиба, который вычисляют по внешним габаритам деформируемого изделия. Стоит выйти за этот «минимальный радиус» и в теле трубы появятся трещины, а собранная из таких изделий металлоконструкция развалится под своим весом.
Гибка профильной трубы своими руками
Для деформации профильной трубы инструмент, конечно же, нужен, но не обязателен. Эту операцию можно выполнить и без трубогиба, фактически «своими руками», задействовав наполнители и шаблоны.
Сам процесс ручной гибки, в этом случае, выглядит следующим образом:
- В подготовленный мерный отрезок трубы, один торец которого заглушен плотной пробкой, засыпается песок или заливается вода.
- После заполнения внутренней полости второй торец заглушается такой же пробкой.
- Далее труба помещается в шаблон – частокол из штырей, в который вводится свободный торец. Орудуя вторым торцом как рычагом можно согнуть край трубы в шаблоне, после чего нужно продвинуть деформируемого изделии далее по шаблону и продолжить операцию тем же образом.
В итоге, труба деформируется. Правда, такой трубогиб для профильной трубы – ручной, с плохо контролируемым усилием изгиба – не гарантирует качество операции, особенно, на протяженных участках.
Кроме того, для гибки труб можно использовать обычный домкрат. Его подводят под два штыря, вбитых в стену. Заполненную песком или водой трубу укладывают на шток домкрата и поднимают до уровня упоров. После этого шток продолжает движение и выгибает участок трубы.
Такой способ, в сочетании с шаблоном, гарантирует достаточно высокое качество операции, поскольку позволяет контролировать процесс гибки за счет дозирования деформирующего усилия.
Оборудование для гибки труб: заводские и самодельные варианты
Классическое приспособление для гибки профильной трубы – это трубогиб. Причем агрегаты подобного типа бывают ручными и механизированными.
Причем агрегаты подобного типа бывают ручными и механизированными.
У ручных станков от мускульной силы оператора работает и привод подачи трубы (соединенные цепной передачей вальцы) и генератор деформирующего усилия (соединенная с верхним вальцом струбцина).
Механизированный станок для гибки профильной трубы работает на электрическом приводе, который генерирует крутящий момент на подающих вальцах. Генератор прижимного усилия такого агрегата функционирует либо от мускульной силы оператора (струбцина), либо от гидравлического привода (ротационный пресс).
К заводским моделям трубогибов относятся агрегаты из серии «ПГ» (профелегибы).
Причем в быту и промышленности используют следующие модели:
- ПГ-1 – мобильный трубогиб, который могут использовать и «домашние мастера» и слесари или сантехники из аварийных бригад. Этот компактный аппарата сгибает профиль с габаритами до 40х40 миллиметров. Причем минимальный радиус изгиба – 180 миллиметров, а минимальный диаметр (для кольцеобразных деталей) – 0,6 метра.
- ПГ-2 – мобильный трубогиб с увеличенной мощностью. Этот аппарат сгибает даже 60-миллиметровые профили. Минимальный радиус изгиба в данном случае равен 22 сантиметрам (диаметр — 60 сантиметрам).

Средняя стоимость подобных станков – 600-700 долларов США. Поэтому большинство домашних мастеров используют не «фабричные» а самодельные трубогибы. Или заказывают услугу у специализированных компаний.
Причем цена гибки профильной трубы зависит от объемов работы, габаритов и конструкционного материала деформируемого изделия и сложности профиля согнутой детали.
Самодельные трубогибы
Самодельные аппараты для гибки труб конструируют на основе трехвальцовой схемы, реализованной в промышленных трубогибах.
Сборку такой конструкции начинают с производства каркаса – прямоугольника, изготовленного из четырех швеллеров, соединенных сваркой.
На изготовленный каркас, по центру, наваривают П-образный кронштейн, в центр верхней планки которого вваривают гайку – основу будущей струбцины. В эту гайку вкручивают винт с маховиком. Пята винта контактирует с подвижной плитой, которая перемешается в пазах боковых стенок П-образного кронштейна. В плиту (которую можно выполнить в виде того же П-образного кронштейна, только с короткими вертикальными «ножками) встраивают валец (закрепляя между боковыми «ножками»). Прижимное усилие будет генерироваться струбциной.
В эту гайку вкручивают винт с маховиком. Пята винта контактирует с подвижной плитой, которая перемешается в пазах боковых стенок П-образного кронштейна. В плиту (которую можно выполнить в виде того же П-образного кронштейна, только с короткими вертикальными «ножками) встраивают валец (закрепляя между боковыми «ножками»). Прижимное усилие будет генерироваться струбциной.
По бокам от П-образного кронштейна наваривают стержневые кронштейны, которые будут удерживать подающие вальцы. Крепление вальцов осуществляется с помощью винтов. Причем с одной стороны на вальцы монтируют звездочки цепной передачи (можно использовать детали от велосипеда).
В финале на подающие вальцы надевают цепь и крепят к одной из звездочек рукоять, с помощью которой генерируют момент вращения на валу.
Схема работы такого агрегата очень проста:
- Деформируемую трубу укладывают на подающие вальцы и поджимают деформирующим роликом, затягивая винт струбцины.
- После этого, вращая рукоять подающей системы, прокатывают всю трубу сквозь зону деформации.
- При необходимости вышеописанные действия повторяют еще раз.
В итоге, труба гнется, а владелец оборудования экономит от 500 до 700 долларов США.
рисунков и советов по изготовлению. Как сделать трубогиб для трубы своими руками
25 ноября. Инструменты Просмотры 691. Комментарии к записям Трубогиб профильный своими руками: чертежи и советы по изготовлению №
Применение профилированных труб для строительства и изготовления металлических изделий в последнее время стало практически повсеместным. Трубы квадратного сечения отлично зарекомендовали себя как легкий, но очень надежный материал. Его часто используют для возведения обычных, но прочных конструкций, таких как балконные рамы, навесы, беседки, теплицы.
Принцип действия и устройство трубогибочного станка
Теплицы, теплицы, теплицы, как правило, имеют арочную форму, поэтому трубу нужно будет согнуть. Вы можете сделать это двумя способами:
Вы можете сделать это двумя способами:
- Труба с подогревом вручную. Этот вариант подходит только для небольших объемов работ. Он имеет ряд существенных недостатков. Во-первых, при нагреве меняются свойства металла, что может негативно сказаться на прочности всей конструкции. Во-вторых, при изготовлении гибки вручную будет сложно добиться точности каждой детали. Да и сделать идеальный радиус вручную невозможно.
- С помощью трубогибочного станка. Это самый оптимальный вариант. Точность изготовления деталей с заданным радиусом дуги, высокая производительность по сравнению с ручной работой – делают этот способ наиболее предпочтительным.
Если трубогибочный станок будет использоваться в промышленных масштабах для ведения бизнеса, имеет смысл приобрести заводскую модель. Если он нужен для разовой работы, либо понадобится время от времени, нет смысла тратить значительные средства на покупку. Вы можете арендовать его или сделать самостоятельно. О том, как сделать трубогиб своими руками для профильной трубы — далее в статье.
Прежде чем приступить к процессу изготовления трубогиба своими руками, необходимо четко представлять, из чего он состоит и как работает.
Принцип работы трубогиба достаточно прост. Гладкая труба прокатывается между подвижными валками, один из которых может менять свое положение по вертикальной оси. За счет давления центрального валка заготовка изгибается под определенным углом. Приложенное давление не в одной, а в нескольких точках, является залогом равномерного изгиба трубы, без разрушения ее поверхностей.
Конструкция гибки труб также довольно проста. Основные узлы трубогибочного станка следующие:
- Станна. Представляет собой сварную металлоконструкцию, на которую устанавливаются все части станка, в том числе направляющий ролик, механизм изменения угла прокатки трубы, приводной механизм.
- Комплект роликов. Как правило, простая трубогибка имеет 3 ролика, два из которых жестко закреплены на станине, а третий имеет свободный ход. Благодаря такой конструкции можно изменять угол прокатки, а соответственно и радиус детали. Станок должен иметь специальное устройство для фиксации положения трубы при прокатке, что позволит прокатывать конструкции разных сечений без смещения.
- Привод. Для перемещения заготовки на станке один из валов, как правило, является центральным верхним валом, должен придавать ей движение, просто вращаться. Для этого к нему подключается накопитель. Это может быть электрический, гидравлический или ручной привод. В самодельной гибке труб обычно используется последний.
 Благодаря такой конструкции можно изменять угол прокатки, а соответственно и радиус детали. Станок должен иметь специальное устройство для фиксации положения трубы при прокатке, что позволит прокатывать конструкции разных сечений без смещения.
Благодаря такой конструкции можно изменять угол прокатки, а соответственно и радиус детали. Станок должен иметь специальное устройство для фиксации положения трубы при прокатке, что позволит прокатывать конструкции разных сечений без смещения.Конструкция станины трубоподшипниковых машин бывает двух видов:
- Закрыто.
- Открыть.
Изделия, изготовленные в домашних условиях, обычно комплектуются дополнительными элементами, упрощающими эксплуатацию агрегата.
Материалы для изготовления труб-нагрузок для профильной трубы своими руками
Несмотря на некоторую сложность конструкции, изготовление трубогибочного станка не требует особых материальных затрат. Большинство деталей можно купить на разборке или в пунктах приема металлолома. При этом, по сравнению с не слишком крепкими заводскими рукоятками, это действительно мощная, пусть и не такая красивая машина, которая прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи гибки профильной трубы своими руками.
Большинство деталей можно купить на разборке или в пунктах приема металлолома. При этом, по сравнению с не слишком крепкими заводскими рукоятками, это действительно мощная, пусть и не такая красивая машина, которая прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи гибки профильной трубы своими руками.
Для изготовления кровати потребуется:
- Schweller шириной не менее 140 мм.
- Несколько швеллеров 5п шириной полки 50 мм для роликовых опор.
- В отдельных случаях возможно применение стального круглого проката из цельных марок стали.
- Для упоров на станине используются три пары подшипников. Их внутренний диаметр подбирается под диаметр валов.
- Если верхний ролик регулируемый, то для механизма его подъема и опускания потребуется прижимной винт и гайка соответствующего диаметра. В этом случае могут приводиться только нижние ролики. На их валы наварен обычный привод от старого велосипеда, который и приводит их в движение.

Можно сделать трубогиб с подвижным нижним крайним роликом. Тогда кровать делают не цельную, а сборную, с подвижной спинкой. Для этого можно остановить обычный гидравлический домкрат. В случае с регулируемым нижним роликом к верхнему приваривается ручной привод, который и будет приводным.
В качестве ручного привода необходима ручка с большим плечом. Он облегчает усилие, которое необходимо приложить для гибки профильной трубы с большой площадью поперечного сечения.
Последняя конструкция более удобна и проста в изготовлении.
Из инструмента для этой бумаги вам понадобится:
- Болгарка с диаметром окружности не менее 230 мм для резки толстостенного металла и зачистки сварочных швов.
- Сварочный аппарат с комплектом электродов.
- Рулетка, линейка, мужской ящик, мел.
Трубогиб профильный своими руками. Требования безопасности при работе с металлом
При резке, сварке и зачистке металла необходимо строго соблюдать правила техники безопасности:
- При работе со сварочным аппаратом необходимо иметь огнетушитель. Эти работы целесообразно проводить вместе.
- Работать необходимо только в спецодежде с применением средств индивидуальной защиты:
 Эти работы целесообразно проводить вместе.
Эти работы целесообразно проводить вместе.- сварочный щиток;
- маска или очки для работы болгаркой;
- варежки.
Трубогиб для труб своими руками с центральным регулировочным роликом
При наличии необходимых материалов и навыков сварки трубогибочный станок можно собрать за 1 день.
Порядок работ следующий:
- Для начала необходимо изготовить станину и упор для роликового прижимного винта. Кровать в этом случае будет сплошной. Его длина выбирается на свое усмотрение. В центре станины сооружается упор для роликового прижимного винта. Его высота не должна быть больше свободного оборота винта. П-образная опора сварена из деталей Schweller 5P, обработана и приварена к станине. Основные металлоконструкции машины готовы.
- Теперь в центре ригеля просверлено отверстие, диаметром равное диаметру шурупа. Далее к этому отверстию приваривается резьбовая гайка. Идеальным решением при изготовлении прижимного механизма будет использование винта старого хомута. После остывания гайки ее смазывают смазкой и несколько раз загоняют винт до свободного хода.
- Далее производится прижимной ролик. Основой для него будет отрезок швеллера 5п, длина которого равна расстоянию между опорными стойками. С внешней стороны полки приварены два корпуса подшипников качения с внутренним посадочным диаметром 30 мм. Вал вставляется в подшипники. Если заострить его проблему, то можно взять кусок толстостенной трубы соответствующего диаметра или круглого стального проката. Идеальная точность посадки вала здесь не нужна. Чтобы он не выпал из подшипника, его прихватывают к внутренней части обоймы.
- Далее нарезчик приваривается к концу винта. Теперь при вращении последнего по часовой стрелке прижимной ролик будет опускаться, при вращении против часовой стрелки ездить, тем самым регулируя радиус закругления трубы.
- Теперь можно установить боковые катки. Для их основания на концах станины привариваются два отрезка швеллера 5п, длина которых 140 мм. На их концах приварены две пары подшипников, того же размера, который использовался для устройства прижимного ролика. Между ними установлены одинаковые валы, которые также прилегают к внутренним подшипникам ракеты.
- Теперь механизм скручивания труб готов. Вы должны установить его диск. Идея состоит в том, чтобы синхронизировать движение боковых роликов для перемещения заготовки с одной скоростью. Для этого к одному из роликов с одной стороны приварили ручку. Вы можете использовать часть велосипедной педали. С другой стороны этого же вала приварена ведущая звездочка (тоже велосипедная), которая будет соединена с такой же на противоположном валу.
- Для соединения звездочек используется велосипедная цепь, длина которой должна быть отрегулирована на нормальное растяжение. Теперь валы будут вращаться с одинаковой скоростью, благодаря чему заготовка будет прокатываться более равномерно.
 Далее к этому отверстию приваривается резьбовая гайка. Идеальным решением при изготовлении прижимного механизма будет использование винта старого хомута. После остывания гайки ее смазывают смазкой и несколько раз загоняют винт до свободного хода.
Далее к этому отверстию приваривается резьбовая гайка. Идеальным решением при изготовлении прижимного механизма будет использование винта старого хомута. После остывания гайки ее смазывают смазкой и несколько раз загоняют винт до свободного хода.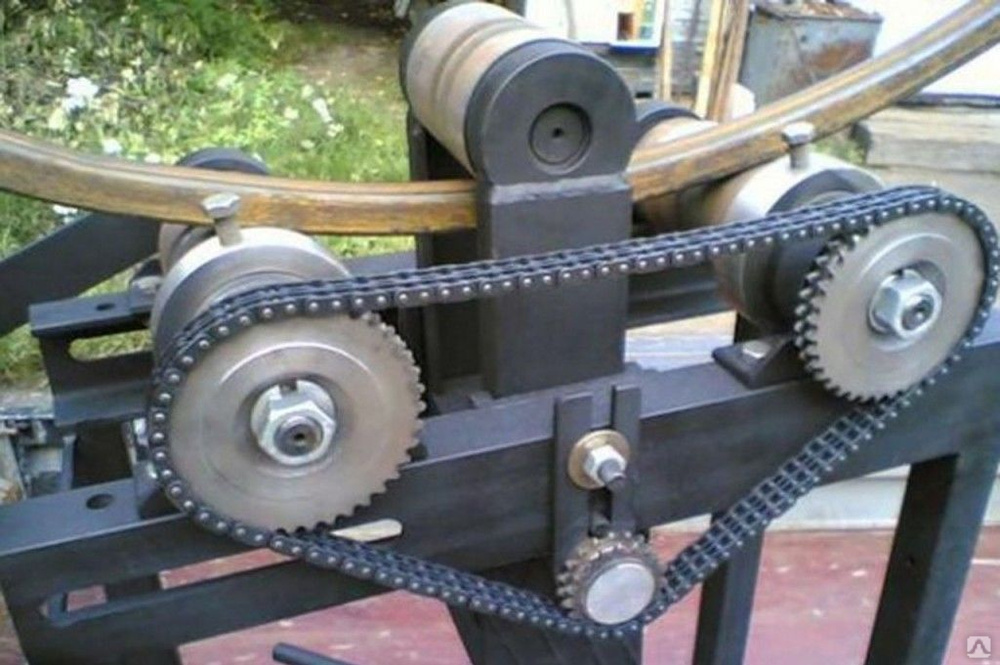

Изготовление трубогиба своими руками с роликом боковой регулировки
Принципиально схема машины не отличается от приведенной выше. Также есть пара нижних роликов и один верхний. Отличие только в том, что регулировочный ролик не центральный, а боковой. Для этого кровать делается не цельная, а сборная. На одной части (неподвижной) установлен верхний центральный и нижний боковой ролик. При этом центральная фиксируется на высоте, равной максимальной высоте обрабатываемой заготовки.
С другой стороны подвижная часть кровати с роллером крепится к стальным петлям. Под него устанавливают домкрат, которым при необходимости поднимают его, изменяя тем самым радиус трубы. В этой конструкции движение заготовки обеспечивает центральный ролик, вал которого крепится к рукоятке. Процесс сварки и размеры окна трубогибочного станка в двух вариантах идентичны, какой из них лучше – решать в зависимости от назначения и наличия материала.
Трубогиб своими руками: чертежи, фото
Трубогиб своими руками: видео
 youtube.com/embed/uLPqia3Asv0″ frameborder=”0″ type=”text/html”/>
youtube.com/embed/uLPqia3Asv0″ frameborder=”0″ type=”text/html”/> «Водяной теплый пол своими руками. Расчет и монтаж монолитного бетонного перекрытия своими руками »
Как согнуть трубу своими руками? Смотрите здесь для начинающих
Каждый второй человек на земле хотя бы раз в жизни задавался вопросом, как согнуть трубу самостоятельно. Осуществить процесс можно с помощью специального приспособления – трубогиба. Если такового нет, то есть ряд способов согнуть трубу в домашних условиях без посторонней помощи. Вам понадобятся средства индивидуальной защиты, освещение, горелка (строительный фен), песок, тиски.
Краткое содержание статьи:
Разновидности труб
Перед началом процесса необходимо определиться с материалом, из которого изготовлен длинный полый предмет. Для каждого типа труб существует определенный способ гибки.
Пластиковые трубы
В настоящее время рынок завален пластиковыми изделиями, трубы не исключение. Но стоит обратить внимание, что износостойкость таких металлических труб гораздо меньше.
Но стоит обратить внимание, что износостойкость таких металлических труб гораздо меньше.
Вряд ли они подойдут для работы с горячими жидкостями, и недолго продержатся на открытом пространстве под воздействием солнечных лучей. Однако их активно используют для канализации и холодного водоснабжения.
Пластиковые трубы
Такие трубы намного эффективнее справляются с перепадами температур, отлично подходят для горячего водоснабжения, отопления и не подвержены морозу. В состав труб входят два материала, они в сочетании обеспечивают изделиям прочность и долговечность.
Способ изготовления – слой пластика и тонкие листы металла. Несмотря на способность выдерживать высокие температуры, трубы хрупкие и повреждаются при сильном физическом воздействии.
Следует отметить, что по составу пластиковые трубы делятся на два основных вида: полиэтиленовые и поливинилхлоридные.
Первые в составе имеют различные виды полиэтилена, выдерживающие давление и высокие температуры.
Вторые изготавливаются из поливинилхлорида, за счет этого они прочны и устойчивы к перепадам температур, но не используются для воды, так как хлорид имеет свойство вымывать из труб и в вещество, следовательно, в человеческое тело.
Трубы металлические
Эти трубы широко используются при прокладке трубопроводов, нефтепроводов и газопроводов. На сегодняшний день для наливных трубопроводных сетей нет более прочного и долговечного материала.
Трубы алюминиевые
Несмотря на то, что этот материал очень гибкий и легко деформируется, его можно использовать только в промышленности или для изготовления конструкций.
Алюминийспособен выделять в окружающую среду вредные вещества, поэтому для трубопроводов он категорически не пригоден.
Способы гибки труб
Для начала нужно определиться, как будет происходить процесс, и что нужно иметь под рукой.
Если у вас есть станок Вольнова или трубогиб, то процесс гибки не составит особой сложности. С его помощью можно сделать изгиб в виде скобы, ветки, калача и уточки. Выставляются трубы разного диаметра от 15 до 25 мм.
Процесс выглядит следующим образом:
- Трубу помещаем в зажим станка длинным концом
- Место, где будет происходить изгиб, следует смазать машинным или другим маслом.
- С усилием отогните короткий конец трубы.
В интернете можно более подробно посмотреть процесс на фото, и понять как согнуть трубу с помощью этого станка.
В том случае, если такого устройства нет под рукой, придется приложить немного усилий и отнестись к процессу серьезно.
Визуально кажется, что при изгибе металлической трубы все происходит хорошо и труба не деформируется. Но на самом деле с внутренней стороны изгиба образуются складки, за счет чего уменьшается радиус трубы, а с внешней стороны материал подвергается сильному растяжению, из-за чего есть вероятность образования микротрещин.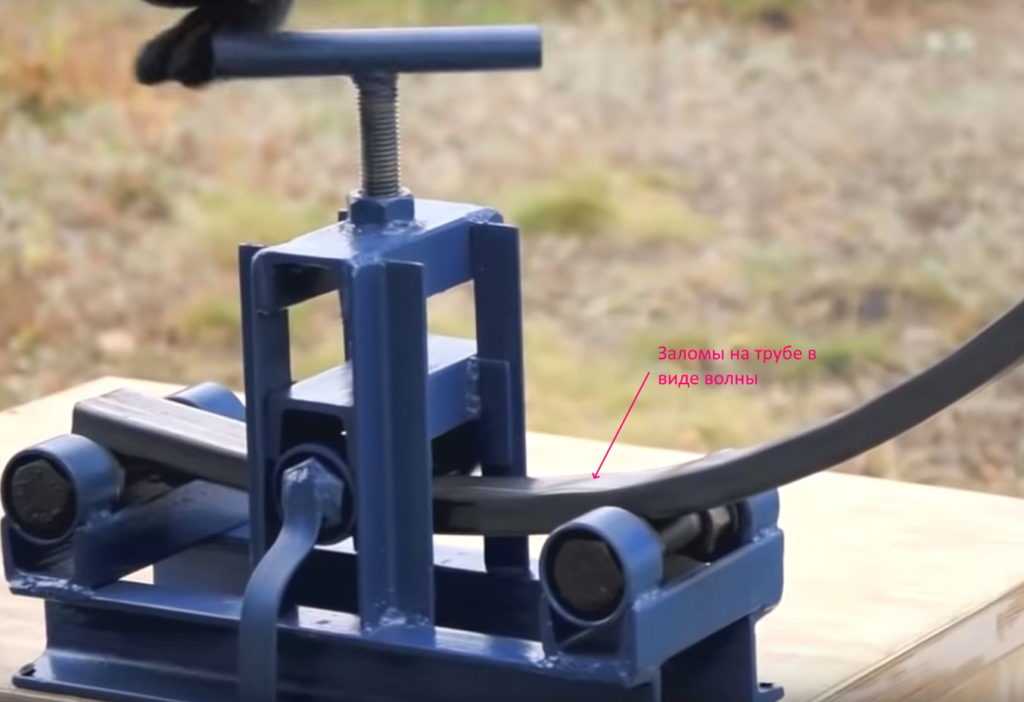
Чем быстрее происходит изгиб, тем выше вероятность того, что труба будет повреждена и станет непригодной для использования.
Прежде чем приступить к гибке трубы, ее необходимо нагреть до оптимальной для гибки температуры. Опытные мастера советуют проверять температуру бумажным листом. Если при соприкосновении бумаги с трубой она начинает тлеть, значит, можно приступать к процессу.
Чтобы избежать нежелательных резких изгибов, необходимо заполнить трубу песком и забить ее с обеих сторон. Зажимаем и запускаем процесс.
Потребуются усилия и время, зато вам не придется прибегать к помощи специалистов, приобретать специальное оборудование и вы будете знать, как согнуть трубу в домашних условиях.
С пластиковыми трубами дело обстоит немного иначе. Их легче гнуть, но вероятность появления микротрещин гораздо выше. В отличие от металла, стоит следить за температурой нагрева, иначе труба просто сгорит.
Еще минус в том, что на пластике могут быть не видны отверстия или даже их зачатки, которые в дальнейшем дадут о себе знать в самый неподходящий момент.

Трубы из металлопластика можно не греть, они уже отлично гнутся за счет наличия внутри алюминиевого стержня, нужно только позаботиться о стабилизаторе.
Тонкие пластиковые трубы часто ломаются при попытке сгибания, поэтому место планируемого сгиба нужно прогреть строительным феном до температуры около 180-200 градусов и аккуратно согнуть. Это произойдет легко и быстро, достаточно закрепить готовый изгиб и дождаться остывания трубы.
Гибка профильных труб немного сложнее и стоит подойти к этому более серьезно. Если толщина стенки трубы менее 2 мм, не стоит даже пытаться согнуть трубу, проще будет использовать сварку при строительстве.
Гибка труб осуществляется с трубами отопления и в холодном состоянии. Несомненно, нагретую трубу будет легче согнуть. Без подогрева можно обойтись, если высота профиля не более 10 мм, в случаях с большей высотой стоит использовать горелку.
Обязательно заполнить профиль прокаленным песком, закупорив отверстия с двух сторон деревянными заглушками, длиной 7-10 мм.