Листогиб своими руками – поворотный, роликовый и валковый
Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм можно сделать в условиях домашней мастерской или цеха.
Разнообразные изделия из жести и металлического листа, полученные способом гибки, популярны и востребованы как в профессиональном строительстве и машиностроении, так и для мелкого бытового ремонта и хозяйственных нужд. Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм из черного, оцинкованного или цветного металла можно сделать в условиях домашней мастерской или небольшого металлообрабатывающего цеха.
Зачем нужен самодельный листогиб
Станок для гибки металлического листового проката отличается простотой конструкции и при этом обладает высокой производительностью. Промышленные установки с ручным приводом стоят довольно дорого. Не будем останавливаться на промышленных гидравлических или пневматических прессах, а также станках с поворотной балкой — для мелкосерийного производства они не нужны.
Постройка гибочного станка для листового металла своими руками займет от одного до двух дней рабочего времени, и еще один день на подбор и поиск материала. Чертежи самодельных станков можно найти в интернете, но, что еще удобнее и практичнее, лучше воспользоваться как образцом для постройки одной из промышленных моделей. Разобравшись, как они работают, можно сделать свои рабочие чертежи и разработать технологическую схему, как сделать листогиб своими руками, исходя из собственных возможностей.
Чтобы сделать простой листогиб своими руками не понадобиться особых инженерных или конструкторских знаний и умений — достаточно средних слесарных навыков и опыта работы с электросваркой. При постройке роликового листогиба еще нужно будет выполнить несколько операций на токарном станке, но этот вопрос можно решить в любом цехе или мастерской по металлообработке.
Листогибы промышленного изготовления:
Виды листогибов
Для различных работ с металлическим листом используются листогибы разного вида:
- с поворотной балкой;
- роликовые;
- валковые;
- механические и гидравлические прессы.


Они отличаются своими техническими возможностями и сферой применения. Все разновидности можно сделать как в мобильном или ручном, так и в стационарном вариантах.
- Трубогибы с поворотной балкой — наиболее распространенные и удобные для самостоятельного изготовления. Они могут работать с листами большого размера, изгибая как кромки высотой в несколько сантиметров, так и стенку в 30–70 см под углом до 1200. Несложно и выполнить догибку для создания фальцевого соединения.
- Ручной роликовый листогиб используется для гибки кромок и невысоких стенок при кузовном ремонте, кровельных работах, установке подоконников и соединении крупных листов жести. Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.
- Валковый трубогиб применяется для гибки полукруглых желобов или труб полного сечения. Он может регулироваться по радиусу передвижением валков: опорных — по горизонтали, а прижимного — по вертикали. Такой самодельный валковый листогиб легко оснастить электроприводом с цепной или шестеренчатой передачей.
- Прессы понадобятся для гибки как тонкого, до 1 мм, так и толстого, до 2–3 мм металла. Они способны не только гнуть металл под углом до 900, но и перфорировать его или склеивать под давлением. Для смены вида операций понадобиться только сменить пуансон и матрицу.
 Такой самодельный валковый листогиб легко оснастить электроприводом с цепной или шестеренчатой передачей.
Такой самодельный валковый листогиб легко оснастить электроприводом с цепной или шестеренчатой передачей.Как они работают, показано на рисунке:
Все разновидности станков не отличаются сложностью, важно только определиться с предстоящими задачами и выбрать модель установки, которая поможет решить максимум задач по металлообработке. Например, при изготовлении коробов или кровельных работах валковый станок мало чем поможет, а при установке водосточных систем он станет незаменимым, в то время, как поворотный сможет помочь только частично.
Самодельный станок с поворотной рамой
Такой станок для гибки листового металла отличается большой универсальностью и применяется чаще всего.
 Конструкция его хорошо видна на схеме:
Конструкция его хорошо видна на схеме:Базовый рабочий стол выполнен из дерева или металла. Его размеры должны составлять не менее 2х1 м. При необходимости работы с большими листами металла, можно с задней стороны предусмотреть откидную раму или плоскость, которая устанавливается на одном уровне со столом. Это необходимо для фиксации листа и предотвращения его выскальзывания из-под прижима в момент изменения положения.
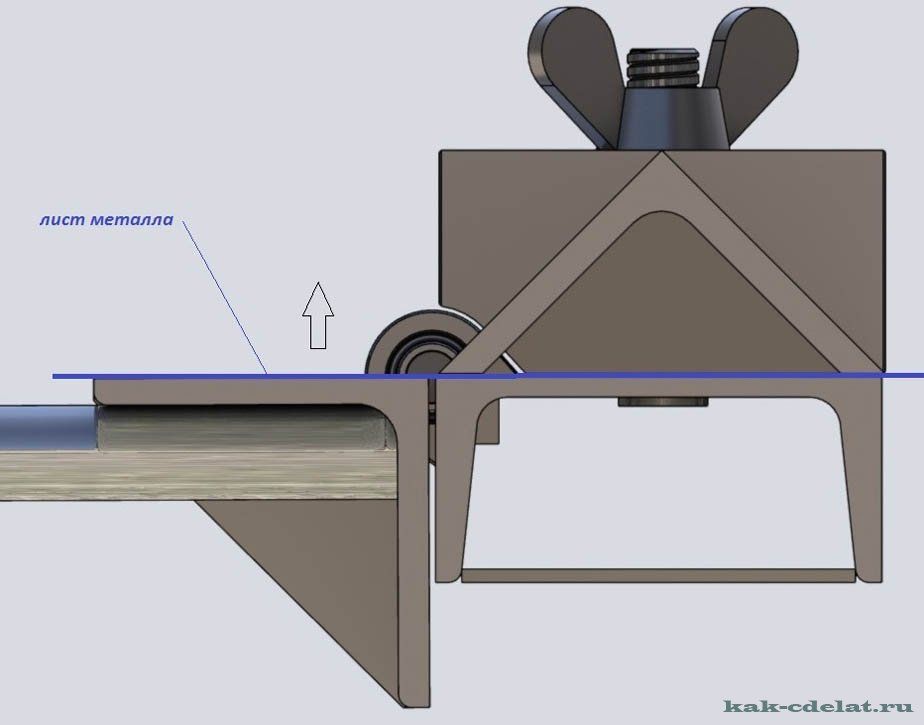
К передней части стола привинчивается основание — швеллер с шириной верхней грани до 7 см. По его обоим концам проделаны отверстия для установки направляющих шпилек с пружинами. На шпильках крепится прижим 5 со скошенной под углом в 45 – 50о передней гранью. Можно использовать уголок 5х5 см или большего размера, установленный ребром вверх.
Поворотная часть — уголок 7 (5Х5) см с приваренной рукояткой устанавливается на петлях 6 таким образом, чтобы в откинутом состоянии верхняя грань уголка находилась на одной плоскости с основанием. Как сделать листогибочный станок усовершенствованного типа, который отличается повышенной производительностью и универсальностью конструкции, показано в ролике.
Его простота конструкции и доступность материалов для изготовления позволяет минимизировать затраты на постройку. В большинстве случаев металл для каркаса и рабочей части даже не придется покупать — в каждой мастерской найдется достаточно обрезков швеллера, уголка и трубы, чтобы из них можно было сделать самодельный станок для гибки металла.
Роликовые листогибы
Ручной вариант роликового листогиба применяется для выполнения работ по формированию кромок или профилированию деталей, стационарный — для гибки крупного листа под углом до 90 0. Как сделать ручной роликовый листогиб, который станет полезным для работы в гараже, в мастерской или на строительном объекте, подробно расскажет видеоролик.
Подробно устройство ручного роликового листогиба видно на фото:
В качестве роликов можно использовать любые подшипники качения с ровным внешним срезом обоймы, например, 203 или 205. Валы потребуется выточить из стального кругляка, а прижимной механизм винтового типа сделать из обычного болта диаметром 10 – 12 мм.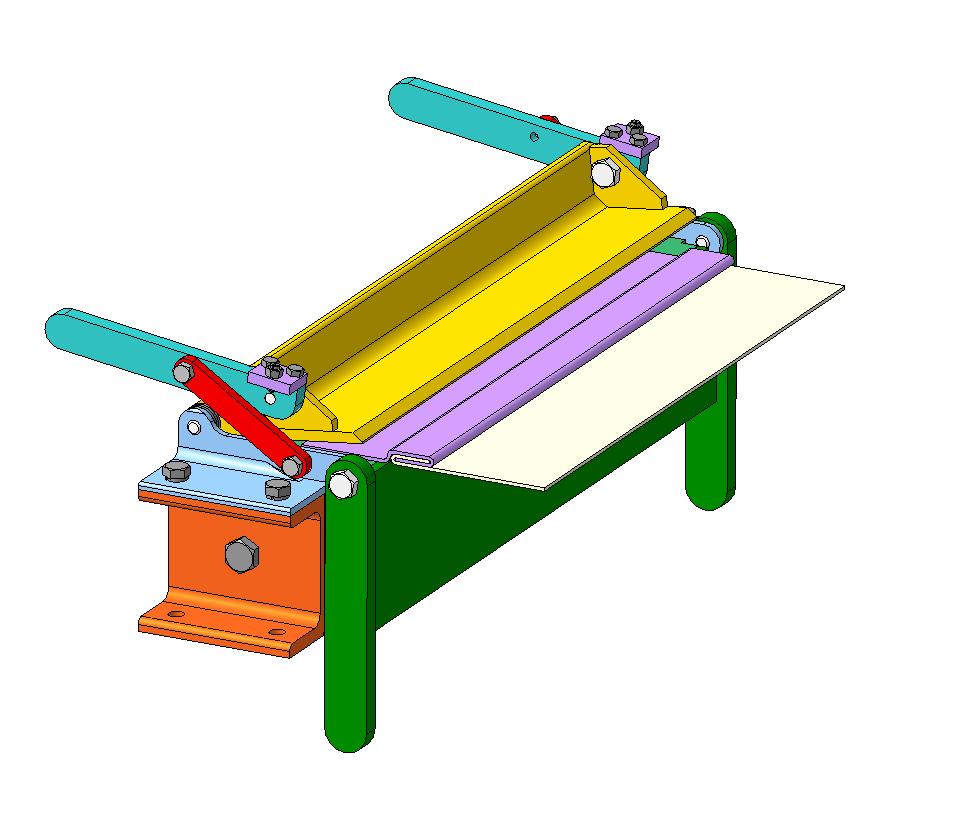
Самодельный листогиб на основе образца можно сделать при определенных навыках в токарном деле, или заказать валы и механизмы фиксации у профессиональных токарей. В любом случае такой инструмент обойдется дешевле, чем купленный в магазине. В этом достаточно легко убедиться, посмотрев цена на роликовые гибочные устройства на любом сайте.
Валковые листогибы
Изготовление и монтаж вентиляционных каналов, дымоходов, водосточных систем невозможен без криволинейной гибки стального листа. С этой задачей отлично справляются валковые листогибы. Самодельный листогибочный станок с тремя вальцами построить достаточно просто. Как работает такая система показано на примере промышленного станка с электроприводом.
Но сделать такой же с ручным приводом, или оборудованный электромотором, не составит особого труда.
Основные составные части:
- Рама
- Вертикальные стойки из швеллера с отверстиями под оси на подшипниках;
- Три продольных вала. Можно использовать трубы различного диаметра с заваренными торцами. Трубы желательно брать толстостенные, во избежание деформации;
- Зубчатый или цепной привод. Он должен обеспечивать вращение валков в одну сторону с одинаковой скоростью;
- Прижимной узел управления верхним валком;
- Струбцины перемещения опорных валков по горизонтали.
Одна из вертикальных стоек должна поворачиваться на 90 – 120 Это делается для того, чтобы можно было заменить вальцы на цилиндры другого диаметра.
Это делается для того, чтобы можно было заменить вальцы на цилиндры другого диаметра.
Принципиальная схема вальцового листогиба приведена ниже:
В сборе станок выглядит примерно так:
Существуют и другие варианты конструкции, например, как листогибочный станок на этих фото:
При постройке самодельного листогиба вальцового типа следует учесть, что максимальные его возможности ограничены мускульной силой человека. В среднем станок может гнуть железный лист толщиной до 1,5 мм при ширине до 600 мм. Если лист имеет толщину до 0,8 мм, то при правильно подобранной механической передаче усилия, ширину заготовки можно увеличить до 800 мм. Диаметр трубы (желоба) регулируется перемещением валков и их диаметром.
Прессы для гибки листового металла
Листогиб для толстого листа своими руками можно сделать, использовав автомобильный домкрат или винт большого диаметра. Для основания (матрицы) и пуансона (прижимной балки) понадобятся два отрезка уголка 5х5 или 7х7 см длиной до 1 м, швеллер для основания и боковых вертикальных направляющих, несколько регулировочных винтов и возвратные пружины.

Как работает гидравлический листогиб можно увидеть во всех подробностях в небольшом ролике и убедиться, что самодеятельному техническому творчеству нет предела.
Все описанные конструкции листогибов приведены не в качестве образца, а как стимул для самостоятельной разработки собственных вариантов листогибочного оборудования.
Возможно, Вам удастся создать свою оригинальную конструкцию или усовершенствовать уже существующие. Пишите нам на сайт — мы всегда рады популяризировать достижения наших читателей.
Пишите нам на сайт — мы всегда рады популяризировать достижения наших читателей.
преимущества и недостатки самодельного листогиба, виды устройств, примеры изготовления
Современные листогибы — востребованные конструкции для выполнения холодной гибки основных листовых металлов при необходимости облегчить создание различных изделий. Изготовить наипростейший, но функциональный листогибочный станок своими руками вполне возможно с небольшими затратами времени, сил и денежных средств.
Что такое листогибочный станок
Листогиб или листогибочный пресс — устройство для холодной гибки металла. Основное назначение — изготовление изделий из листовых материалов.
За счёт пластичности материала цветные и чёрные металлы, а также многие виды сплавов легко подвергаются механическим воздействиям. Гибочные станки позволяют изгибать металлические изделия, придавать им круглую, квадратную или фасонную форму. При этом наружный слой изделия растягивается, а внутренний — сжимается. Обязательным условием сгиба являются точные и ровные углы.
Обязательным условием сгиба являются точные и ровные углы.
Главная черта гибки металла — отсутствие изломов, гофрирования готового изделия и появления других недостатков
Зачастую листогибами пользуются на месте проведения кровельных работ, в строительстве, при изготовлении всевозможных видов профилированных листов. С помощью гибочных станков создают стендовую продукцию и вывески. Оборудование используют в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов.
История технического развития
Ещё в первой половине прошлого века мировой промышленностью выпускались преимущественно листогибочные станки механического типа, что объяснялось низкой стоимостью и простотой исполнения, а также надёжностью эксплуатации таких устройств. Тем не менее механические прессы обладали значительными недостатками, связанными в первую очередь, с их массивностью и ростом основных требований, предъявляемым к предприятиям.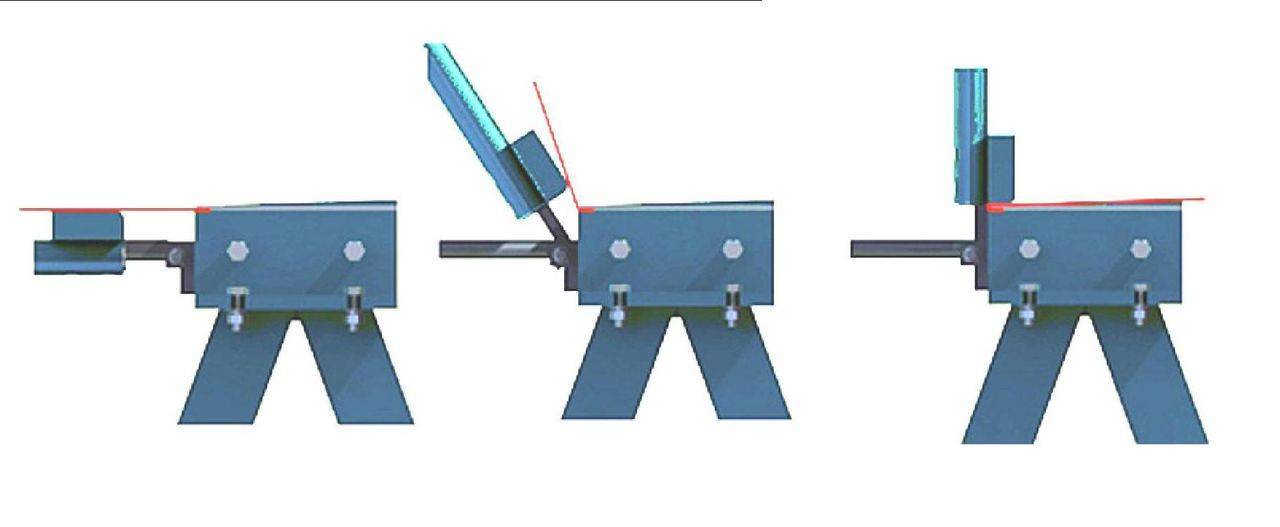
Механические конструкции потребляли значительное количество электрической энергии, были шумными и сильно вибрирующими.
Для самых первых устройств характерна сложность частой переналадки и слишком высокий риск травматизма, а также низкое качество готовых изделий
Листогибочные конструкции пневматического типа ограничены в эксплуатации за счёт необходимости обеспечивать подвод магистрали со сжатым воздухом. А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.
Гидравлические станки удобнее и безопаснее механических прессов
Появление в конструкции новых управляющих систем дополнило устройства удобным графическим пользовательским интерфейсом с автоматическими расчётами всей последовательности производимых операций и этапов программы, защитой сложным лазерным контролирующим устройством. Наиболее современные агрегаты полностью защищены от перегрузочного давления, имеют удобную электронную регулировку скорости, датчик контроля и многие другие важные усовершенствования.
Наиболее современные агрегаты полностью защищены от перегрузочного давления, имеют удобную электронную регулировку скорости, датчик контроля и многие другие важные усовершенствования.
Виды листогибов
Листогибы могут быть стационарными и мобильными или передвижного типа, делятся на прессовые, поворотные и ротационные модели. Такое устройство оборудуется гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном варианте с автоматической или ручной подачей заготовки и с разными видами ЧПУ.
Простые ручные
Функционируют за счёт использования мускульной силы и «поворотной балки», благодаря чему рычагом придаётся металлу нужная форма. Значительная часть ручных приборов представлена передвижными устройствами, которые эксплуатируются непосредственно на местах изготовления металлических изделий.
Каркас ручных станков изготовливается из высококачественной стали, обеспечивающей надёжность всей конструкции
Преимущества простого ручного листогибочного станка представлены отсутствием шума в работе, невысокой стоимостью, лёгкостью и мобильностью, а также независимостью от электросети. К недостаткам относятся небольшая ширина и возможность использования в работе исключительно тонкой жести толщиной не более 1,5–2,0 мм.
К недостаткам относятся небольшая ширина и возможность использования в работе исключительно тонкой жести толщиной не более 1,5–2,0 мм.
Пневматические
Работа обусловлена наличием в конструкции пневматических цилиндров. Такие листогибочные прессы выпускаются в виде стационарных и передвижных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Станок позволяет изготавливать серийные детали различной геометрии, в том числе из листового металла с лакокрасочным покрытием
Достоинства пневматического листогиба представлены хорошей автоматизацией процесса, а также высокой универсальностью и необходимостью минимального вмешательства оператора во весь процесс работы. Кроме того, пневматика вполне доступна и проста в плане технического обслуживания. Самый основной недостаток моделей пневматического типа представлен необходимостью обеспечивать наличие достаточно мощного и дорогого компрессора, который создаёт шум при работе.
Гидравлические
Передвижные и стационарные гидравлические листогибные станки функционируют за счёт наличия в конструкции гидропривода. На сегодняшний день такой вариант оборудования считается одним из самых лучших и современных.
Современные гидравлические листогибы используются для получения идеальных по качеству и точности изделий
Достоинства моделей гидравлического типа представлены быстрой работой, низким уровнем шума, высокой надёжностью и возможностью перегиба даже толстых металлов. Такой вид устройств редко нуждается в обслуживании. Минусы эксплуатации заключаются в проблемах поиска вышедших из строя деталей, необходимости ремонта в специализированных мастерских и риске вытекания масла при значительном износе.
Электромеханические
Стационарный вид листогиба, функционирующий за счёт работы электрического двигателя, приводной системы и редуктора. Электромеханические прессы вполне заслуженно очень популярны, что объясняется доступной стоимостью и относительной простотой эксплуатации.
Электромеханический гибочный станок относится к оборудованию тяжелого класса
Достоинства электромеханического оборудования представлены сравнительно невысокой ценой, хорошей производительностью, широким функционалом и доступностью основных запасных комплектующих. При выборе следует учитывать такие минусы эксплуатации, как значительную шумность электрического двигателя, цепи или ремня, и не слишком высокие показатели надёжности, что объясняется наличием большого количества деталей и основных составных узлов.
Механические
Стационарного типа механические листогибы функционируют в результате передачи энергии кинетического вида с предварительно раскрученного до нужных показателей маховика.
Механические листогибы могут использоваться для проведения монтажных работ
Несмотря на низкую себестоимость производства, простоту исполнения и довольно высокую надёжность эксплуатации, механические станки отличаются большой массой, высоким уровнем потребления электрической энергии, шумностью в работе и заметным неудобством выполнения самостоятельной переналадки.
Изготовление листогибочного станка своими руками
Проще всего изготовить самостоятельно ручной станок, который прост в эксплуатации, но несколько ограничен в функционале.
Трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доработать наиболее удачный шаблон
- 1 — струбцина;
- 2 — щёчка;
- 3 — основание;
- 4 — кронштейн;
- 5 — прижим сварного типа;
- 6 — ось;
- 7 — уголок пуансона.
Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
Работа на этом типе оборудования предполагает высокое мастерство оператора, что объясняется повышенным риском производства бракованных изделий при наличии даже незначительного перекоса устанавливаемой заготовки. Все ручные модели самостоятельного изготовления упрощены, но их основной недостаток представлен физическими нагрузками оператора.
Подготовка к работе
Простой в изготовлении ручной листогиб может быть довольно мощным, предназначенным для работы с разными по толщине металлическими листами. Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Основные материалы для изготовления:
- три стандартных уголка, имеющих ширину полки 45 мм или более при толщине металла в 3 мм и выше;
- тавры на 70 мм — для сгибания максимально толстого и длинного листового металла;
- две стандартные дверные металлические петли;
- пара винтов диаметром 10–20 мм;
- «барашки» для винтов;
- пружина;
- металл толщиной 0,5 см для выполнения укосин.
Рабочее место должно быть максимально ровным, прочным и надёжным, очищенным от пыли и любых загрязнений. В крайнем случае допускается изготовление конструкции на поверхности земли.
Пошаговый процесс изготовления
Принципиальных схем и чертежей самодельного листогиба несколько, но наиболее удобным в исполнении и практичным в использовании является листогиб на основе тавров.
Этот вариант изготовления листогибочного станка своими руками лёгок в исполнении, но позволяет работать только с довольно тонкими листовыми металлам.
- Два тавра аккуратно и ровно складываются, после чего на двух концах вырезаются выемки под скошенным углом 45° для петель. Третий тавр необходимо обрезать аналогичным способом.
В третьем тавре глубина выемки делается немного больше, что необходимо для свободного хода прижимной планки
- Металлические дверные петли надёжно привариваются в обязательном порядке не только с лицевой, но и с изнаночной стороны.
Все сварочные швы необходимо делать до окончательной сборки, чтобы не допускать изменения геометральных характеристик конструкции
- На каждый из тавров приваривается по паре укосин с двух сторон.
Такие элементы необходимы для установки болтового фиксатора прижимной планки
- К укосинам приваривается гайка болта.
Сварочные швы надёжно крепят элементы станка друг к другу
- Устанавливается прижимная планка в виде третьего обрезанного тавра, после чего на верхней части аккуратно привариваются металлические пластины, имеющие отверстие в центральной части. Диаметр такого отверстия должен немного превышать размеры болта.
Приваривание выполняется после центровки и расположения строго на одной вертикали
- Пружина устанавливается таким образом, чтобы она могла поднимать прижимную планку примерно на 0,5–0,7 см. Болт пропускается в «ухо» на прижимной планке, после чего надевается пружина и закручивается гайка.
Аналогичное крепление осуществляется с другой стороны, что позволяет при откручивании выполнять самостоятельный подъём прижимной планки
- К винтовой шляпке приваривается по паре арматурных отрезков, используемых как удобные и надёжные ручки для закручивания. Вполне можно выполнить установку пружины на винт, что значительно облегчит процесс подъёма планки.
Такая конструкция готового устройства позволяет делать довольно качественную отбортовку
- Уголки располагаются не полочками по отношению друг к другу, а имеют одностороннее направление, что делает фиксацию петли не слишком удобной, но вполне осуществимой.
На изгибе неподвижного уголка по двум сторонам привариваются небольшие упорные пластинки для расположения прижимной планки с приваренной винтовой гайкой
- Прижимная планка из уголка укладывается изгибом вверх на станок, а наваренное из обычных металлических перемычек усиление предотвращает изгиб элемента. На двух концах планки привариваются не слишком маленькие металлические площадки с просверлёнными для болтов отверстиями.
Грань, обращённая на место сгиба, должна быть срезана, что позволит получить максимально острый угол изгиба
- Планка прижимная устанавливается на станок, после чего подкладывается пружина и устанавливаются ручки.
 Диаметр такого отверстия должен немного превышать размеры болта.
Диаметр такого отверстия должен немного превышать размеры болта. На завершающем этапе монтируются ручки для удобства пользования
Готовый листогиб — неплохой самодельный вариант для бытового использования, который без труда согнёт оцинковку и жесть.
Техника безопасности
Стандартной техникой безопасности предусматривается обязательное соблюдение инструкции по обслуживанию ручных листогибочных станков:
- установка требуемых углов сгиба на ограничителе;
- контроль установленных данных по угломеру;
- проверка правильности установки рабочего инструмента;
- аккуратная укладка на рамную часть устройства элемента для загибания;
- выполнение пробного загибания и, при необходимости, внесение корректив;
- повторная проверка правильности загибания.
Важно контролировать правильность хода всех операций по загибанию, а также своевременно проверять техническое состояние устройства, поддерживать листогиб в чистоте и порядке.
Преимущества и недостатки самодельных и покупных моделей
При выборе нужно обращать внимание на технические возможности и отдавать предпочтение оборудованию, имеющему небольшой запас по основным важным характеристикам. Самыми покупаемыми станками в России являются агрегаты, выпускаемые производителями из США, Польши, Китая и Германии.
К бюджетным производственным станкам относятся китайские и российские листогибы, а к прессам из средней ценовой категории относятся модели из США, Турции и Польши. Самыми дорогими и недоступными для рядового потребителя принято считать станки от производителей Германии и Франции, а также выпускаемые другими западно-европейскими странами.
Таблица: сравнение листогибов разных производителей
| Марка | Мобильность / вандалостойкость | Стоимость ремонта устройства | Толщина металла / ресурс рабочей части (п. м.) | Стоимость тыс. долларов |
| Tapco | Высокая / низкая | Высокая | 0,7 / 10000 | От 2,0 |
| Van Mark | Высокая / низкая | Высокая | 1,0 / 10000 | От 2,0 |
| Jouanel | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Mazanek | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Schechtl | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| ЛГС-26 | Высокая / высокая | Низкая | 0,7 / 10000 | Порядка 32,0 |
Несмотря на массу преимуществ, включая высокую производительность, заводские модели обладают некоторыми недостатками, представленными достаточно высокой стоимостью и дорогостоящим обучением персонала, а также относительно дорогим обслуживанием. Любые самодельные листогибы, как правило, просты в эксплуатации и доступны в изготовлении, но их производительность оставляет желать лучшего.
Видео по теме: листогибочный станок своими руками
https://www.youtube.com/embed/Rndk74cqR1Q https://www.youtube.com/embed/iA9IDpnB9eU
В целом относительно простые ручные листогибы являются самыми популярными и наиболее часто продаваемыми типами станков для гибки листового металла. Они отличаются простой конструкцией и лёгкой эксплуатацией, не потребуют значительных затрат на приобретение и обслуживание. Именно такой вариант можно выполнить самостоятельно, используя простой набор инструмента и вполне доступные по цене материалы.
Оцените статью: Поделитесь с друзьями!Как сделать мини станок для гибки металла
Наличие гибочного станка в домашней мастерской будет совсем нелишним. С его помощью можно изгибать тонкие листы жести и алюминия для самых разных нужд.Понадобится
Поскольку мы собираемся работать с тонкими материалами, то и усилия изгиба будут не слишком большими. С учетом этих факторов, производим подбор материалов:
- уголок 25×25 мм длиной 500 мм;
- стержень диаметром 8 мм длиной 250 мм;
- две навесных петли 25×60 мм;
- два болта 6×50 мм с гайками;
- четыре винта;
- деревянный брус 50×100×300 мм.
Чтобы выполнить все операции, понадобится дрель со сверлами диаметром 3,5 и 6,5 мм, ленточная пила, сварочное оборудование, тиски и струбцины.
Процесс изготовления мини гибочного станка
Разрезаем уголок 25×25 мм ленточной пилой на пять отрезков: три – длиной 125 мм и два – 62,5 мм. Также отрезаем от стального стержня диаметром 8 мм отрезок длиной 250 мм для изготовления ручки.
Два стальных уголка по 125 мм складываем полками вниз и зажимаем в тиски. Третий укладываем на один из двух, зажатых в тиски, так, чтобы наружная сторона вертикальной полки совпала с линией соединения двух нижних уголков, и сжимаем их струбцинами.
Помещаем во внутренний угол, образованный тремя элементами, навесные петли. Плотно прижимаем их к полкам и через отверстия для шурупов привариваем к металлу. Убеждаемся, что петли свободно складываются и раскладываются.
Снова складываем шарниры и по центру поперечно упираем в вертикальную полку стальной стержень и привариваем его к горизонтальной полке с наружной стороны.
На полке уголка без ручки сверлим по центру, отступив от торцов 12 мм, по одному отверстию диаметром 6,5 мм. Кладем этот элемент на продольный угол деревянного бруса ближе к одному концу, чтобы полка с отверстиями оказалась сверху. Используя этот уголок как шаблон, сверлим два сквозных отверстия в брусе, который за другой конец зажат в тисках.
В третьем уголке тем же сверлом выполняем также два отверстия на таком же расстоянии друг от друга, что и во втором уголке. Он будет крепиться к нему так, чтобы его угол был направлен в сторону от петель. Но центры отверстий в третьем уголке смещаем к кромке горизонтальной полки на величину толщины материала для изгиба.
В нашем случае величина смещения должна быть 1,6 мм.
В двух коротких заготовках уголка по краям сверлим отверстия диаметром 3,5 мм и прикручиваем их винтами к деревянному брусу так, чтобы они упирались в продольно закрепленный большой уголок и составляли с ним 90 градусов.
Наш станок готов к работе.
Испытание станка
Ослабляем гайки крепления уголков и в образовавшуюся щель между ними просовываем полоску металла, которую необходимо согнуть. Чтобы изгиб получился ровным, прижимаем полоску к направляющему уголку.
После этого затягиваем гайки, не допуская перетяга дальней гайки и перекоса прижимного уголка. Щель между уголками должна быть одинаковой по всей их длине.
Ручку, которая до сих пор висела вертикально вниз, поднимаем до горизонтального положения. В процессе ее перемещения из первого положения во второе, происходит изгиб металла.
Ослабляем гайки и освобождаем изгибаемый материал. После этого вынимаем его из станка, если изгиб закончился, или перемещаем в другое положение и продолжаем изгибные операции.
Original article in English
Как сделать листогибочный станок своими руками
В современном строительстве невозможно представить работу, связанную с железобетонными конструкциями, металлической арматурой или созданием фундамента, без использования удобных гибочных станков, которые способны выполнять много полезных функций. Ручные самодельные листогибы являются достаточно простыми инструментами, которые позволяют из листового материала изгибать качественные изделия даже неквалифицированному мастеру.
Первые механические листогибочные прессы изобрели в США. Возникновение листогибов свое начало берет еще с 19 столетия, когда в производственных организациях всевозможных отраслей назрела необходимость широкого выпуска металлических конструктивных деталей.
Изготовление изделий из металла без использования специального оборудования было чрезвычайно дорогостоящим и занимало много времени. Затем были попытки внедрить в производство пневматический пресс, однако они потерпели крах, так как отличались малой производительностью и плохой видимостью материала.
Но технический процесс на месте не стоит, и неудобные, массивные, потребляющие много энергии и травмоопасные механические листогибы заменили на более лучшие в эксплуатационных свойствах гидравлические модели. Это случилось во второй половине 20 века, когда началась налаживаться обработка стали. А далее пошло-поехало…
Работа учёных в данной среде способствовала автоматизации листогибочных станков, развитию дополнительного оборудования и безопасности сотрудников. Спустя 60 лет листогибочный станок стал неотъемлемой частью производства. А сегодня даже частные мастера постоянно задаются вопросом, как сделать листогиб своими руками.
Предназначение листогибочного станка
Листогибочный станок представляет собой прессовое устройство, которое производит гибку цельных листов металла или вырезанных полос из него разной толщины и формы. Самодельный листогиб способен изгибать листы под желаемым углом, вместе с этим не нарушая плоскостности. Листогибочные станки используют для обработки листов из латуни, стали, алюминия и меди, а также прочих металлов с толщиной до 0,7-0,8 миллиметров.
При этом отсутствуют у отгибаемой части листа деформации, которых невозможно достичь при использовании традиционной киянки и оправки. Это позволяет из листа изготавливать самые разные предметы. Изделия, которые сделаны таким способом, почти не отличаются от аналогичных, изготовленных на промышленных станках.
Наличие на гибочной балке силиконовой вставки делает возможным изгибание окрашенных листов без опасности повреждения покрытия. Также предусмотрены удобные функции регулирования толщины листов, что предстоит изогнуть. Листогиб сгибает без труда листы из железа и жести, точность и качество сгиба при этом достаточно высокие и отвечают всем требованиям. Многие из таких станков могут одновременно проводить резку металла.
Листогибочное оборудование широко применяется:
в машиностроении — для изготовления кузовов и запчастей;
в корабле- и авиастроении;
в области строительства – отделка фронтов крыш, изготовление кровли, вентиляционных шахт и воздухоотводов, ветровых планок и карнизов, дверных и оконных переплетов, облицовка фасадов, производство коньков и отливов для окон, а также элементов металлического сайдинга, металлочерепицы и профнастила;
в электронике – для изготовления корпусов персональных компьютеров, стиральных машин, холодильников и микроволновых печей;
в мебельном производстве — для создания незамкнутых и замкнутых профилей, конусов, коробов, цилиндров.
Листогибочный станок состоит из листа железа, что является основанием, прижима, обжимного пуансона с креплением, 2 струбцин для прикрепления оборудования к столешнице верстака. Изготавливают листогиб своими руками из металлических заготовок. Специалисты рекомендуют на металлобазе купить швеллер 6,5 – 8, что имеет длину 500 — 650 миллиметров, на котором держится вся конструкция листогиба.
Зачастую листогибы снабжены дополнительными опциями: приспособлением для держания рулонного металла, угломером, дублирующими опорами для металлических листов и профилирующим устройством. Иногда практикуют изготовление листогиба с усиленной опорой, которая обеспечивает надежное крепление станка, и специальный роликовый нож, что может резать металл на уровне качества, достигаемого на фабриках.
Конструкция листогибочного станка
Листогибочный аппарат в большинстве случаев используется для изготовления из металлопрофиля элементов кровли. В устройство листогиба листы можно заправлять с тыльной и передней стороны, что избавляет от потребности проведения предварительной порезки. В конструкции имеется резец, который позволяет резать металл прямо на объекте.
Главными элементами чертежа самодельного листогиба для сгибания листового металла являются следующие:
Роликовый нож. Этот инструмент изготавливается из самого прочного и качественного стального сплава, ресурс функционирования колеблется в пределах 25 километров металла полумиллиметровой толщины. Нож можно заточить после окончания ресурса и цикл проделать несколько раз. Конструкция стального ножа с порошковой посыпкой является весьма стойкой к нагрузкам, вес достигает 5 килограммов.
Задний стол. На стол легко помещается рабочий лист металла, который вы можете двигать в требуемом направлении, заправлять для работы. Сгибатель и резак материала устанавливается на опорах стола.
Подставка. Рабочий стол размещается на деревянной подставке, поэтому листогибочный станок не скользит по полу. Предусмотрена возможность регулирования высоты подставки, а станок способен перемещаться на колёсах просто, что удобно для регулярной перевозки.
Передние упоры. Данные элементы позволяют задавать ширину разреза, при этом их конструкция может поворачиваться на 180 градусов, после чего возвращаться в первое положение.
Измерительная пластина и упор сгиба угла. Упор способен быстро устанавливать необходимый угол листа, или сам процесс сгибания выполнять без фиксации под произвольным углом.
Принцип работы станка
Ручной самодельный листогиб предназначается для изготовления профильных деталей из тонколистовой стали, алюминия и меди: толщиной 0,5-0,7 миллиметра, шириной до 2500 миллиметров, с высотой полки от 20 миллиметров, отрезания полос данного листа от 80 до 400 миллиметров для складывания загнутой полки для придания изделию дополнительной жесткости.
Принцип работы листогибочного станка основывается на фиксации заготовки на столе листогиба с помощью прижимной рамы и дальнейшем загибе поворотной балкой на нужный угол выступающей части заготовки. Максимальный угол загиба достигает 135 градусов, предусмотрена возможность догиба до 180 градусов. От мощности прессового механизма зависит предельная толщина металла, что подается.
Прижим совершается в механическом режиме с использованием эксцентриковой стяжки. Вы можете отрегулировать усилие прижима. Простая конструкция листогибочного станка и используемые материалы способны обеспечивать его безотказность и высокую надёжность, а также ремонтопригодность в суровых условиях — даже в полевых. Особенность конструкции состоит в возможности неограниченной подачи заготовок по длине.
В продаже имеются специальные станки, чертежи листогибов данного типа имеют некие отличительные особенности. Прижим заготовки может осуществляться с помощью электромагнита, который располагается в корпусе аппарата. Мощность электромагнита способна обеспечивать прижим, исключающий выскальзывание из-под прижимной балки заготовки.
Повышенная жёсткость вышеописанной конструкции демонстрирует прямолинейность и высокое качество изгиба. Длина заготовок и угол гибки бывают фиксированными или заданными при помощи ограничителей для создания одинаковых или однотипных деталей.
Также в ассортименте предложены гибочные прессы, деформация заготовок в которых совершается благодаря вдавливанию её в выемку матрицы выступом пуансона. Усилие обеспечено гидро- или пневмоприводом. Подобное листогибочное оборудование предназначается для изгибания листовой стали, которая имеет толщину до 3 миллиметров на длине до 2500 миллиметров.
Разновидности листогибочных станков
Листогибочное оборудование по мобильности делится на передвижное и стационарное. Первые виды станков используют на производстве для обработки большого объема материала, вторые станки – на небольших предприятиях или стройках для изготовления отдельных деталей.
Зависимо от методики обработки материала, листогибочные станки бывают поворотными, оснащенными гибочной балкой, прессовыми с пуансоном и матрицей, ротационными – схемы листогибов предусматривают наличие валок.
По виду привода листогибочные станки разделяются на 5 типов:
Пневматические аппараты работают за счет функционирования пневмоцилиндров, в основном в продаже представлены поворотные модели.
Электромеханические станки являются стационарными механизмами, оснащенными приводной системой, электродвигателем и редуктором.
Механические станки представляют собой стационарные машины, которые функционируют благодаря энергии маховика.
Гидравлические станки способны действовать за счет гидроцилиндров.
Ручные станки для своей эксплуатации требуют мускульную силу рабочих и являются очень удобными для быстрой перевозки и работы в местах производства изделий.
При выборе листогибочного станка или изготовлении своими руками листогиба необходимо определиться с толщиной листов металла, потому что оптимальным решением для обработки материала, который имеет толщину меньше 0,1 сантиметра, считается ручной станок.
Этот аппарат способен обеспечить необходимую точность и освобождать хозяев от больших вложений. Если требуются разные детали из металла, что имеют толщину больше 1 сантиметра, лучше всего выбрать промышленную модель с электроприводом и возможностями выполнения широкого спектра функций. Такие станки стоят намного больше, занимают большую площадь, однако демонстрируют высокую производительность.
Изготовление листогибочного станка
Листогибочный станок в практике самодельщиков — пока малораспространенное приспособление. Однако данный инструмент является очень полезным, потому что даже неквалифицированным мастерам позволяет качественно выполнять работу, связанную с гибкой листового металла.
Листогибочный станок, состоящий из основания, обжимного пуансона с рычагом, прижима и двух струбцин, можно изготовить при наличии электросварки. Необходимы только недеформированные уголки номер 3 и 5, а также отрезок швеллера. Основание принято изготавливать из швеллера номер 6,5 или 8, что имеет длину до 500 миллиметров. Размер принято выбирать по своему усмотрению.
Сделанный из уголка прижим способен обеспечить гибку листа на угол, что составляет больше 90 градусов, что, к примеру, нужно для соединения в фальц листов. Прижим изготовленного своими руками ручного листогиба отличается сварной конструкцией. Основной уголок 5 необходимо дополнительно усилить профилем из уголка номер 3.
Чтобы прижим получился жестким, рекомендуется использовать уголки, толщина полок которых составляет 5 миллиметров. Прижим делают короче основания на 70 миллиметров, к его торцам следует приварить кронштейны из отрезков уголка номер 3 со стенкой, толщина которой достигает 5 миллиметров.
Края полок уголка, которые контактируют с изгибаемым листом, обрабатывают напильником или фрезеруют, делая их параллельно основанию. В каждом уголке-кронштейне посредине полки необходимо просверлить отверстие, диаметр которого составляет 8 миллиметров.
Обжимной пуансон выполните из уголка номер 5, он на 10 миллиметров короче, чем прижим. Рычаг принято выгибать из арматурного стального прутка, что имеет диаметр 15 миллиметров, в виде скобы и приваривать к пуансону. Дальше выпилите из стального листа, толщина которого 5 миллиметров, щечки и просверлите в них по отверстию диаметром 10 миллиметров.
Снимите с ребра торцов уголка-пуансона фаски, длина которых 30 и глубина 5 миллиметров, что необходимы для крепления и установки стальных осей из прутка, что отличается диаметром 10 миллиметров. Оси необходимо приваривать таким способом, как показано на видео о листогибах своими руками, чтобы осевая линия прутка направлялась параллельно ребру уголка. На ребре основания снимите фаски, что имеют глубину 6 и длину 32 миллиметра.
Основание и пуансон для предварительной сборки нужно закрепить в слесарных тисках так, чтобы полки уголка и швеллера размещались в одной горизонтальной плоскости. Наденьте на оси пуансона щечки и прихватите их в нескольких точках к основанию электросваркой или крепят другим методом.
На данную поверхность для пробной гибки принято помещать лист из мягкого металла, что имеет толщину близко 1 миллиметра, и сверху фиксировать прижимом, притягивая его временно к основанию шпильками с накладками или струбцинами. Положение щечек относительно основы рекомендуется проверять посредством пробных гибок и корректировать при потребности. Убедившись в оптимальном положении щечек, их нужно приварить окончательно к основанию.
При использовании отверстий в кронштейнах прижима их сверлят диаметром 8 миллиметров в основании и нарезают резьбу М10 в них. Отверстия в прижиме нужно рассверлить до диаметра 10 миллиметров. В основании в резьбовые отверстия снизу завинтите болты, головки которых следует зафиксировать на основании сваркой.
Притяните к основанию прижим гайками М10, под их головки подложите шайбы. Использовать желательно гайки-маховички, которые получится снять с водопроводной арматуры. При отвинчивании затяжных гаек отжатие прижима обеспечивают пружины, что надеты на болты. Можно применять и резиновые амортизаторы.
Струбцины для закрепления листогибочного станка к основанию являются самодельными, сваренными из уголка номер 3. Конструкция струбцин является совершенно понятной из чертежа листогиба своими руками. Зажимные винты М10 оснащены опорными накладками. Струбцины необходимо приварить к полке основания возле щечек.
Требования и техника безопасности
Разные виды листогибочных станков предназначены для разных целей, но все они должны соответствовать ниже обозначенным требованиям: удобство в работе, безопасность, минимальная энергопотребляемость, устойчивость, хорошее качество составляющих деталей, возможность замены элементов при выходе из строя, соответствие их требуемым стандартам.
Чтобы избежать возникновения производственных травм, настоятельно рекомендуется ознакомиться с техникой безопасности. Листогибочный станок является опасным устройством, так как содержит множество колющих и режущих элементов, которые представляют угрозу для здоровья и жизни оператора. Непосредственно перед работой нужно детально изучить инструкцию для каждого конкретного устройства. Работать с листогибом необходимо исключительно в защитной одежде.
Перед каждым запуском аппарата следует тщательно проводить проверку работоспособности оборудования. Запрещается гнуть листы металла выше допустимой толщины и оставлять листогибочный станок без присмотра.
Таким образом, листогибочный станок в умелых руках способен обеспечить высокое качество изготовления таких деталей, как кожухи, шасси, корпусы, также станок понадобится при соединении в фальц листов, гарантируя во всех случаях надлежащий товарный вид изделию. Главное только знать, как сделать листогиб правильно. При этом обеспечивается отсутствие деформаций и плоскостность в отгибаемой части листов.
__________________________________________________Почитать еще:чертежи с пошаговым описанием и видео работы
Где берут детали из металла различных форм? Ответ — покупают готовыми либо изготавливают самостоятельно. Готовые металлические детали намного дороже себестоимости металлического листа, а чтобы изготовить их самостоятельно, нужен специальный станок. Листогибочный станок можно изготовить своими руками, имея в наличии некоторые инструменты, материалы и, конечно, те самые «золотые руки». Видео и чертежи, представленные в нашей статье, тоже вам пригодятся.Не проще ли купить листогиб?
Наиболее насущный вопрос – цена листогибочного станка. Стоимость заводского листогибочного оборудование высока. Целесообразна такая затрата только в случае, если вы приобретаете такой станок для заработка, в противном случае он себя не окупит.
Кроме того, большая часть станков такого плана рассчитана на то, чтобы гнуть листы шириной до 3 м. Универсальным такой агрегат не назовешь, во-первых, он войдет не в любой гараж, во-вторых, механический привод неудобен для тонких работ, а гидравлика сложна и дорогостояща. В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
Остается лишь вариант с ручным приводом, который можно изготовить своими руками!
Простейший станок-листогиб своими руками
Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом. Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:- Прижим;
- Обжимной пуансон;
- Ручка-рычаг;
- Основания.
Кстати, все детали вовсе не обязательно изготавливать из металла, можно использовать и дерево. Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.
За основу возьмите представленные чертежи:
- Укрепляем дерево металлическими уголками или листами металла;
- Где потребуется настоящая прочность, так это петли для станка, при помощи которых двигается его сгибающее звено;
- Если сгибающее звено будет приличного размера, то вам не понадобится даже утяжеляющая рама, чтобы оказывать нужное давление на тонкий металлический лист;
- Обжимной пуансон следует фиксировать барашковыми гайками, главное, положить под них шайбы;
- Для работы с листами разной толщины можно сделать заготовки нескольких пуансонов, у которых пазы разной толщины;
- Чтобы гнуть металлические листы под 90 градусов, нужно оборудовать ограничительную поверхность с наклоном около 5 градусов. Иначе идеально прямой угол сделать будет невозможно.
Секрет! Чтобы делать точные изгибы, нужно в предполагаемом месте изгиба сделать надпил, который будет направлять процесс в нужное русло.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
Некоторые рекомендуют просто пройтись по прижиму напильником или, что еще более диковинно, болгаркой. Однако вы должны осознавать, что такая обработка плоскости прижима не даст идеальной точности – допустимая неровность этого элемента всего 0,2 мм. Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
Оцените статью: Поделитесь с друзьями!
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
Как проводится гибка листового металла?
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
Блок: 1/4 | Кол-во символов: 278
Источник: https://WikiMetall.ru/metalloobrabotka/gibka-listovogo-metalla.html
Классификация и особенности процесса
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) — получение изделий типа петель, хомутов из оцинковки и пр.
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
В зависимости от размера и вида заготовки, а также требуемых характеристик продукции после деформирования, в качестве гибочного оборудования используются:
- Вертикальные листогибочные прессы с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры — горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
Характерная особенность листогибочных машин — сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства ручных гибочных станков, предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале — упругие, а далее — пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
В процессе изгиба металлопрокат получает следующие искажения формы:
- Изменение толщины, особенно для толстолистовых заготовок;
- Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
- Складкообразование металлического листа;
- Появление линий течения металла.
Все эти обстоятельства необходимо учитывать, разрабатывая технологический процесс штамповки.
Блок: 2/4 | Кол-во символов: 3266
Источник: https://WikiMetall.ru/metalloobrabotka/gibka-listovogo-metalla.html
Разновидности и конструкция гибочных станков
Гибку листового металла производят на специализированном оборудовании – листогибах. По принципу действия, станки для гибки металла, можно условно разделить на несколько видов:
Универсальный гибочный станок
Универсальный. При работе этого станка, лист укладывают в закрепленную матрицу и при содействии пуансона ему придают требуемую форму. Пуансоны выполняют в нескольких исполнения, которые отличаются друг от друга формой и размерами, например, углом. На матрице, как правило, выполняют паз в форме угла.
Универсальные прессы легко перенастраиваются и способны решить множество технологических задач.
Поворотный. Этот станок состоит из траверсы, так называют гибочную балку, гибочной балки и заднего упора. Прижимная балка необходима для фиксации листа металла к станине. Сгибание листа осуществляет гибочная балка. По сути, она и есть главный рабочий элемент этого станка.
Ротационный. В конструкцию такого оборудования может входить несколько валов (валков). Они вращаются вокруг своей оси. Кроме того рабочие валки могут перемещаться в вертикальной плоскости. Лист металла помещают в пространство между валами и перемещая их по вертикали регулируют будущий радиус гибки. После того, как лист пройдет между вращающимися валами он получит требуемую форму.
Станок для гибки металла может работать от мускульной силы человека, гидравлического, пневматического, электрического (электромеханического) или механического привода.
Для работы с металлом небольшой толщины применяют фальцегибочные или фальцепрокатные станки. Их широко применяют при работе с кровельным листом, создании вентиляционных коробов и пр.
Блок: 2/15 | Кол-во символов: 1646
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Этапы и последовательность технологии
Здесь, и в дальнейшем речь пойдет о процессах штамповки листового металла в холодном состоянии.
Разработка проводится в следующей последовательности:
- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Подбирается типоразмер производственного оборудования.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Проектируется технологическая оснастка.
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
- Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
По результатам анализа иногда принимают решение о замене исходного материала на более пластичный, о необходимости предварительной разупрочняющей термической обработки, либо используют подогрев заготовки перед деформацией.
Обязательным пунктом при разработке технологического процесса считается расчет минимально допустимого угла гибки, радиуса гибки и угла пружинения.
Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1
Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
Не менее важным является и определение минимального радиуса гибки, который также зависит от исходной толщины металла, расположения волокон проката и пластичности материала (см. табл. 2). В том случае, когда радиус гиба слишком мал, то наружные волокна стали могут разрываться, что нарушает целостность готового изделия. Поэтому минимальные радиусы принято отсчитывать по наибольшим деформациям крайних частей заготовки, с учетом относительного сужения ψ деформируемого материала (устанавливается по таблицам). При этом учитывают также и величину деформации заготовки. Например, при малых деформациях используют зависимость
а при больших деформациях — более точное уравнение вида
Таблица 2
Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
Таблица 3
Блок: 3/4 | Кол-во символов: 3245
Источник: https://WikiMetall.ru/metalloobrabotka/gibka-listovogo-metalla.html
6.1. Суть гибки
Гибка — слесарная операция по обработке металлов давлением, в результате которой заготовке или детали придается необходимая изогнутая форма. Это одна из наиболее распространенных слесарных операций. Она бывает ручная и машинная; выполняется при холодном либо горячем состоянии заготовки. Гибке подлежат только пластичные материалы.
Ручная слесарная гибка производится молотками (лучше применять молотки с мягкими бойками) в тисках, на плите или с помощью специальных гибочных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами. Механизированная гибка выполняется на гибочных прессах и вальцах.
Детали и заготовки больших сечений гнут с предварительным подогревом, в результате чего металл становится более пластичным, что облегчает процесс гибки.
Суть гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом: на заготовку, свободно лежащую на двух опорах (рис. 6.1), действует Р, которая вызывает в заготовке изгибающие напряжения; если эти напряжения не превышают предел упругости материала, то заготовка принимает первоначальный вид, т.е. выпрямляется. Однако при гибке необходимо добиться, чтобы после снятия нагрузки заготовка сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической.
В процессе гибки наружные слои металла растягиваются, а внутренние испытывают напряжение сжатия. Не изменяется
Рис. 6.1. Схема гибки
длина слоя, которая совпадает с осевой линией. Этот слой металла называют средним или нейтральным. Только он в процессе гибки не деформируется, а значит, не меняет своих размеров. Следовательно, имея чертеж детали, расчет длины заготовки перед гибкой выполняют по нейтральному слою. Для этого, пользуясь чертежом, разбивают профиль детали на прямолинейные и криволинейные участки, вычисляют длины всех участков и путем их суммирования определяют длину заготовки. Размеры прямых участков определяют непосредственно по чертежу.
Рассмотрим несколько примеров расчета длин заготовок для гибки.
Пример 6.1. Рассчитать длину заготовки для гибки угольника под прямым углом с минимально допустимым закруглением с внутренней стороны.
Решение. Разбиваем угольник на отдельные участки и 12 (рис. 6.2, а). При гибке деталей под прямым углом с минимально допустимым закруглением с внутренней стороны припуск на загиб берется равным 0,5-0,7 толщины материала.
Вычисляем общую длину заготовки:
где я — толщина заготовки, мм.
Пример 6.2. Рассчитать длину заготовки для гибки угольника с внутренним закруглением.
Решение. Разбиваем угольник на отдельные участки а и Ь, а также участок закругления (рис. 6.2, б), длина которого равна пг/2, где /— радиус закругления.
Рис. 6.2. Определение длины заготовки при гибке: а — без внутреннего закругления; б — с внутренним закруглением; в — на угол, отличный от 90°; г — кольца
Вычисляем общую длину заготовки:
Пример 6.3. Определить длину заготовки для ее гибки на угол а Ф 90°.
Решение. Согласно чертежу детали (рис 6.2, в) длина заготовки складывается из длин прямых участков и 12, а также длины дуги сектора, которая рассчитывается по формуле
Общая длина заготовки
Пример 6.4. Определить длину заготовки при гибке проволоки диаметром 6 мм в кольцо наружным диаметром 100 мм.
Решение. Длина заготовки подсчитывается по среднему диаметру ?> кольца (рис. 6.2, г):
В процессе гибки в металле возникают напряжения и деформации. Они особенно большие, когда радиус гибки очень мал. Чтобы не получить при этом трещин в наружных слоях, необходимо соблюдать минимально допустимый радиус гибки. Он выбирается в зависимости от толщины металла и вида изгибаемого материала (рис. 6.3).
6.2.
Рис. 6.3. График для определения радиуса загиба листового и полосового материала
Блок: 2/2 | Кол-во символов: 3926
Источник: https://ozlib.com/861537/tehnika/gibka_metalla
Определение усилия гибки
Силовые параметры гибки зависят от пластичности металла и интенсивности его упрочнения в ходе деформировании. При этом значение имеет направление прокатки исходной заготовки. Дело в том, что после прокатки металл приобретает свойство анизотропии, когда в направлении оси прокатки остаточные напряжения меньше, чем в противоположном. Соответственно, если согнуть металл вдоль волокон, то при одной и той же степени деформации вероятность разрушения заготовки существенно уменьшается. Поэтому ребро гиба располагают таким образом, чтобы угол между направлением прокатки и расположением заготовок в листе, полосе или ленте был минимальным.
Для расчета силовых параметров уточняют, как будет выполняться деформирование. Оно возможно изгибающим моментом, когда заготовка укладывается по фиксаторам/упорам, и далее деформируется свободно, либо усилием, когда в завершающий момент процесса полуфабрикат опирается на рабочую поверхность матрицы. Свободная гибка проще и менее энергоемка, зато гибка с калибровкой дает возможность получать более точные детали.
Если упрочнение металла невелико (например, гнется изделие из алюминия, либо малоуглеродистой стали), то момент можно вычислить по зависимости:
где σт — предел текучести материала заготовки перед штамповкой.
Больший угол гиба (свыше 450) должен учитывать интенсивность упрочнения заготовки, которая зависит от размеров ее поперечного сечения:
где b — ширина заготовки.
Для расчета значений технологического усилия Р используют следующие зависимости. При одноугловой свободной гибке
, где
наибольшая деформация сечения заготовки;
α — угол гибки;
σв — значение предела материала на прочность.
Когда гибка — несвободная (с калибровкой в конце рабочего хода ползуна), то для расчета усилия используют зависимость
где Fпр — площадь проекции заготовки, подвергаемой изгибу;
pпр — удельное усилие гибки с калибровкой, которое зависит от материала изделия:
- Для алюминия — 30…60 МПа;
- Для малоуглеродистых сталей — 75…110 МПа;
- Для среднеуглеродистых сталей — 120…150 МПА;
- Для латуней — 70…100 МПа.
Для выбора типоразмера оборудования, рассчитанные усилия увеличивают на 25…30%, и сравнивают полученный результат с номинальными (паспортными) значениями.
Блок: 4/4 | Кол-во символов: 2202
Источник: https://WikiMetall.ru/metalloobrabotka/gibka-listovogo-metalla.html
Основные принципы гибки металла
Для изменения формы металлического проката можно использовать несколько различных методик.
Очень часто в этом случае используют сварку, однако такое тепловое воздействие на металл не только сильно влияет на его структуру, но и значительно снижает показатели его прочности, а соответственно, и уменьшает срок службы.
В этом случае изменить форму листового металла можно за счет определенного усилия, при котором в заготовке не происходят структурные изменения.
Особенности гибки металлического проката заключаются в том, что при выполнении этой слесарной операции происходит растяжение наружных слоев материала и соответственно сжатие внутренних.
Видео:
Технология гибки любого листового металла заключается в том, что часть проката перегибается по отношению к другой на строго определенный угол.
Получить величину заданного угла перегиба позволяет расчет.
Конечно, за счет прилагаемого усилия сам металл определенным образом подвергается деформации, которая имеет допустимый предел, который согласно ГОСТ зависит от таких параметров, как толщина материала, величина угла изгиба, а также хрупкости и скорости проведения операции.
Данная технологическая операция проводится на специальном оборудовании, которое дает возможность получить в итоге изделие без каких-либо дефектов.
В условиях, когда работа выполняется своими руками, для гибки металла используется специальное приспособление.
И в том, и в другом случае необходимо обязательно учитывать то, что если изделие будет согнуто с нарушениями, то на поверхности материала образуются микротрещины, которые впоследствии станут причиной ослабления металла непосредственно в месте изгиба, что может привести к серьезным последствиям.
Современные возможности позволяют проводить изгиб проката самой разной толщины, при этом создаваемое напряжение должно превышать такой параметр, как предел упругости.
В любом случае, деформация листового металла должна носить пластический характер.
Следует отметить, что получаемая таким образом бесшовная конструкция, будет иметь высокую прочность и обладать определенной устойчивость к воздействию коррозии.
Блок: 2/5 | Кол-во символов: 2110
Источник: https://rezhemmetall.ru/gibka-listovogo-metalla.html
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Видео:
Блок: 5/6 | Кол-во символов: 1382
Источник: https://plavitmetall.ru/obrabotka/gibka-listovogo-metalla-doma.html
Принцип работы различных листогибочных станков
Технологическое оборудование, применяемое на современном производстве по созданию металлических конструкций, позволяет получать из листового материала готовые детали с разными габаритами и формами.
Гибка прокаткой в роликах
Ручные листогибы
Эти конструкции имеют ряд особенностей, в частности, у них существуют ограничения на глубину закладки заготовки, максимальной толщины металла, его шириной, точнее длиной гибки. Чем тоньше металл, тем длина гибки больше. Чаще всего, их применяют для гибки тонколистового металла.
Гибка ручным листогибом
Работа ручной установки строится следующим образом:
Верхней балкой лист прижимается к рабочему столу. Необходимый угол гиба получают путем подъема нижней, поворотной балки. Используя это станок необходимо иметь в виду то, что толщина листа, который может быть обработан, не должна превышать 2 мм.
Ручные листогибы обладают небольшой массой, и это позволяет их использовать и в стационарных условиях, и непосредственно на рабочем месте, например, на строительной площадке.
Гидравлические листогибы
Эти станки используют в качестве источника энергии жидкость. Насос, встроенный в систему, он создает избыточное давление, под действием которого плунжер, передвигает подвижную поперечную балку.
Лист, подлежащий обработке, прижимают к рабочему столу, и движение поперечной балки выполняет, правку и гибку листа.
Листогибы этого класса используют для обработки заготовок по всей длине рабочего стола, кроме того, с их помощью выполняют глубокую вытяжку металла.
Гидравлические цилиндры отличаются точностью позиционирования и высокой эффективностью работы. Их применение позволяет контролировать величину перемещения, скорость и движение частей гидравлической системы.
Гидравлический листогиб
Станки с гидравлическим приводом применят для производства доборных комплектующих, воздуховодных коробов, деталей кровельного покрытия. С помощью этого оборудования изготавливают рекламные конструкции, выполняют внешнюю и внутреннюю отделку зданий и сооружений.
Использование гидравлического оборудования позволяет обрабатывать листы с большей толщиной, например, до 4 – 8 мм. Разумеется, эта величина зависит от марки обрабатываемого материала.
Электромеханические листогибы
Конструкция этого оборудования состоит из станины, поворотной балки для загиба листа. Кроме поворотной балки, на станке устанавливают балку собранную из профильных сенментов, которая прижимает лист. Для безопасности оператора на станке этого типа реализовано педальное управление.
Электромеханические листогибы
Листогибы этого типа позволяют выполнять гибку металла с большой длиной. Их используют для обработки разных материалов, в том числе оцинковку, холоднокатаную сталь толщиной 2,5 мм.
Станки этого типа задействуют на производстве отливов, подоконников, конструкций для вентиляционных систем.
Блок: 5/15 | Кол-во символов: 2844
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Видео:
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Блок: 6/6 | Кол-во символов: 1422
Источник: https://plavitmetall.ru/obrabotka/gibka-listovogo-metalla-doma.html
Гибка металла на станках с ЧПУ преимущества
Все чаще и чаще использование оборудования, работающего под управлением компьютера, становится нормой, нежели исключение. Такие станки можно увидеть практически на любом производстве, причем, вне зависимости от его масштабов. Использование специализированного ПО, позволяет не только поднять скорость обработки деталей, но и приводит к заметной экономии металла, повышению точности обработки заготовок.
Работа по обработке заготовок на гибочных станках под управлением ЧПУ выглядит следующим образом:
- при помощи носителей информации или через ЛВС в систему управления вводится управляющая программа.
- в ней закодированы необходимые для работы оборудования сигналы, на основании которых будет выполняться обработка заготовки. То есть, исполнительные механизмы, получая соответствующие команды, приводят в движение рабочий орган (пуансон) вдавливающий заготовку в матрицу.
Использование систем управления позволяет добиться определенных преимуществ, перед другими способами обработки металла:
- Качество готового изделия, оно обеспечивается, в том числе и том, что при работе ЧПУ полностью исключается влияние человеческого фактора.
- Размеры и форма получаемого изделия полностью соответствуют требованиям рабочей документации.
Кроме названных параметров нельзя не упомянуть и то, что работа по изготовлению продукцию может выполняться в режиме 7/24 без привлечения дополнительных человеческих ресурсов.
Блок: 7/15 | Кол-во символов: 1433
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
- Раскрой листового материала и получение заготовок, которые подлежат обработке на гибочном оборудовании, получают разнообразными способами.. Для раскроя могут быть использованы практически все виды заготовительного оборудования.
- Затем, заготовки передают на производственный участок, где оператор, у которого на руках должна быть вся необходимая рабочая документация выполняет соответствующие операции и в итоге получает готовую деталь.
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент – линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Блок: 8/15 | Кол-во символов: 1164
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Гибка металла последующая обработка
По сути, гибочные операции носят промежуточных характер при изготовлении определенных узлов, например, элементов металлических лестниц. То есть, после гибки, полученные детали, отправляют на сборочное производство, где их устанавливают на место определенное в рабочей документации на изделие.
Сборочное производство
Если изделие не будет использоваться в составе других конструкций, то на ее поверхность наносят защитное коррозионно-стойкое покрытие. Это может быть грунтовка типа ГФ 21, или порошковая краска. Все зависит от назначения и условий эксплуатации готового изделия.
Блок: 9/15 | Кол-во символов: 610
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Зачем нужен самодельный листогиб
Гибка листового металла своими руками – это вполне осуществимая операции, которая может быть выполнена в домашних условиях. Но, многих домашних мастеров останавливает довольно высокая цена на листогибочные станки. Для нужд мелкосерийного производства или для работ по дому нет необходимости в установке сложных машин с гидравлическим проводом, а вполне хватит ручного станка.
Для того, что бы изготовить станок подобного рода необходимо иметь, как минимум эскизную документацию. Ее всегда можно найти в сети интернет, где ее можно или просто скачать, или купить. Но лучше всего изучить работу действующего ручного станка и полученные знания реализовать в металле.
Самодельный листогиб
На самом деле, для сооружения такого станка, потребуется некоторое количество метало проката, листового материала, сварочный аппарат и слесарный инструмент.
Блок: 10/15 | Кол-во символов: 870
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Листогиб своими руками
Станок для гибки листового металла состоит из следующих основных компонентов:
- станины;
- прижимной балки;
- поворотной гибочной балки;
- обжимная балка;
- нож (роликовый, сабельный) для отрезки заготовок;
- приемный лоток, который может быть изготовлен из дерева или листового металла.
При изготовлении такого станка мастер должен помнить, что он управляется мускульной силой и поэтом рассчитывать на то, что можно будет обрабатывать металл с толщиной до 2 мм.
Блок: 11/15 | Кол-во символов: 465
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Основание для станка
Для изготовления станины потребуется некоторое количество профильного металлопроката. Это может быть швеллер или двутавровая балка.
Станина — основание для станка
При ее сборке необходимо помнить о том, что конструкция должна обладать жесткостью. От этого параметра зависит качество обработки металла.
Блок: 12/15 | Кол-во символов: 319
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Прижимное устройство
В качестве прижима, в серийно выпускаемом оборудовании применяют стальные плиты. В самодельном станке можно использовать профильный прокат, например, швеллер No 12.
Прижимное устройство самодельного листогиба
Блок: 13/15 | Кол-во символов: 227
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Роликовый нож
Для отрезания полученной детали, можно использовать несколько видов ножей, например, сабельный, или роликовый. Чаще всего их применяют для работы с тонколистовым материалом. При сборке самодельного листогиба роликовый нож целесообразно приобретать в компании, которая занимается поставками подобного оборудования.
Роликовый нож самодельного листогиба
Все дело в том, что для изготовления роликовых ножниц, как впрочем, и других, применяют инструментальные стали. Для получения рабочих органов необходимо использовать термическую обработку, а в домашних условиях это выполнить вряд ли получиться.
Блок: 14/15 | Кол-во символов: 606
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Обслуживание и техника безопасности
К работе на листогибах могут быть допущены лица, которые обладают квалификацией слесаря МСР. Перед началом работы персонал должен пройти соответствующее обучение и сдать квалификационные экзамены.
Персонал, который будет работать на листогиба должен пройти первичный инструктаж по безопасности.
Между тем, на станках предназначенных для гибки листового металла, предусмотрены определенные меры безопасности, например, на некоторых моделях, поворотная балка или плита могут быть приведены в движение только после нажатия оператором двух управляющих кнопок. Такое решение позволит избежать травм рук оператора.
Управляющая панель листогиба
На некоторых моделях для запуска механизма необходимо еще и нажимать педаль.
В конструкции механического оборудования, предусмотрено наличие концевых датчиков, ограничивающих ход пуансона или поворотной плиты. Кроме этого, безопасность работ обеспечивают различного вида ограждения, которые ограничивают допуск оператора в рабочую зону.
Схема листогибного станка
Они установлены таким образом, что даже отключение одной из них приведет к тому, что станок просто не включится.
Блок: 15/15 | Кол-во символов: 1147
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Количество использованных доноров: 5
Информация по каждому донору:
- https://WikiMetall.ru/metalloobrabotka/gibka-listovogo-metalla.html: использовано 4 блоков из 4, кол-во символов 8991 (25%)
- https://plavitmetall.ru/obrabotka/gibka-listovogo-metalla-doma.html: использовано 4 блоков из 6, кол-во символов 4897 (14%)
- http://StankiExpert.ru/tehnologii/gibka-metalla.html: использовано 13 блоков из 15, кол-во символов 14369 (40%)
- https://rezhemmetall.ru/gibka-listovogo-metalla.html: использовано 2 блоков из 5, кол-во символов 3966 (11%)
- https://ozlib.com/861537/tehnika/gibka_metalla: использовано 1 блоков из 2, кол-во символов 3926 (11%)
Cheap Diy Metal Bending Machine, найдите Diy Metal Bending Machine предложения на сайте Alibaba.com
Cheap Diy Metal Bending Machine, найдите Diy Metal Bending Machine онлайн на Alibaba.com Главная страница ›(13 результатов)WC67K-50T2500 cnc гидравлический листогибочная машина стальная гибочная машина с ЧПУ Гидравлическая гибочная машина с ЧПУ
6 359 долларов США / комплект
1,5 * 2000 Ручная фальцевальная машина, ручная папка, гибочная машина, металлическая ручная фальцевальная машина
994 доллара США77 шт. / Шт.
Гибочные станки Ручная гибочная машина Малая ручная гибочная машина Гибка металла для стального листа Оцинкованный лист Алюминий
328,0
Гидравлический листогибочный станок Dream world Anhui гибочные станки для металла Листогибочные станки
6 200,00 долл. США / комплект
5 шт. / LOT Металлорежущий листогибочный станок Напильник из твердого сплава
US $ 20,89 / lot
Мощный мини-токарный станок по металлу с 12000 об / мин моторами 70 Вт в подарок детям.
219,00 долларов США / кусок
Мир мечты Гидравлический гибочный станок в Аньхой станок для резки и гибки листового металла
6 200,00 долларов США / комплект
Мощный мини-сверлильный станок по металлу с 12000 об / мин моторами 70 Вт в подарок детям.
219,00 долларов США / кусок
3-х валковая листогибочная машина листогибочная машина для вальцевания металлопрокатная машина
US $ 9 850,00 / штука
Двухосевая угловая гибочная машина Бендер Рекламная настольная фальцевальная машина для металлических букв, ширина изгиба 10 см
256.0
Двухосный угловой гибочный станок Рекламная настольная фальцевальная машина для металлических букв, ширина гибки 15 см
299,0
4-валковая машина для гибки алюминиевого листа / 4-валковая гибочная машина для листового металла / 4-валковая машина для гибки нержавеющей стали
1,00 долл. США / шт.
Надоело искать поставщиков? Попробуйте запрос предложений! | Запрос коммерческого предложения
Настройка обработки апелляций
|
Пневматический угловой гибочный станок Фальцевальный станок с металлическим словом Педаль с металлической кромкой (высота подола: 10 см)
null
Станок для резки металла серии Q43 Крокодиловые ножницы Гидравлический гибочный станок, ножницы по металлу
10000 $.0
гидравлический пресс, гибочный станок / листогибочный станок / станок для гибки нержавеющей стали
US $ 5 090,00 / комплект
Плоскогубцы 10 см Деревообрабатывающий сверлильный станок Мини-инструменты для сверления металла DIY
US $ 369,00 / Шт
Универсальный 48-дюймовый (1200 мм) ручной нагреватель для акрилового гибочного станка + ручной гибочный станок для изготовления акриловых букв
229 долларов США.00
Станок для гибки листового металла с ЧПУ / станок для гибки вручную / станок для резки и гибки
US $ 15,600.00 / Комплект
Миниатюрный алюминиевый лобзик по металлу Инструмент для самостоятельного изготовления изделий для деревообработки своими руками
605,00 долларов США / кусок
CNC channeacrylic letter bending машина Цена гибочного станка с ЧПУ станок для гибки проволоки
US $ 5,090.00 / piece
Универсальный мини-фрезерный станок по дереву Mini Metal Miller DIY Tools для DIY
380 долларов США.00 / шт
Мини-алюминиевый станок для индексации металла Сверлильное приспособление для деревообработки своими руками
US $ 380,00 / Шт
Мини-токарный станок по дереву Инструменты с ЧПУ Металлический фрезерный станок по дереву Сверлильный станок DIY мельница шлифовальная пила Сверлильный станок 12000 об / мин
179,99
110V 1200 мм Ручная горячая гибка Нагреватель простой акриловый гибочный станок для горячего гибочного станка Настольный инструмент для гибки ПВХ
US $ 161,50 / Шт
Ручной алюминиевый гибочный станок с распорной втулкой —- Бесплатная доставка
US $ 400.00 / шт.
Пневматический двухосевой гибочный станок с металлическими полосками и буквами Инструмент для гибки листов алюминия
155.0
Гибочный станок с ЧПУ с системой DA41
15600,00 долларов США / комплект
Гибка металла (величайшее волшебство в мире)
19.00
Ручной станок для гибки алюминиевых распорных стержней
200 долларов США за штуку
Вас также может заинтересовать:
Примечание: статьи, изображения, новости, мнения, видео или информация, размещенные на этой веб-странице (за исключением интеллектуальной собственности принадлежащие Alibaba Group на этой веб-странице) загружаются зарегистрированными участниками Alibaba.Если вы подозреваете какое-либо несанкционированное использование ваших прав интеллектуальной собственности на этой веб-странице, сообщите нам об этом по следующему адресу: [email protected].
Небезопасное действие во время процесса гибки излома листового металла
Листогибочный пресс – один из популярных станков, используемых для гибки листового металла, включая нижнюю гибку и гибку на воздухе. Заготовка зажимается между пуансоном и матрицей для создания заданного изгиба. Эти тормоза из листового металла известны своей универсальностью, простотой использования, минимальным обслуживанием, долговечностью и надежностью.Однако с инструментом необходимо обращаться осторожно, так как халатность приводит к непредвиденным несчастным случаям и травмам людей. Таким образом, этот пост призван познакомить вас с некоторыми потенциальными опасностями, связанными с листогибочными прессами, и решениями, позволяющими защитить себя от этих опасностей.
6 общих опасностей, связанных с выпечкой на прессеНиже перечислены наиболее часто встречающиеся опасности, возникающие при работе листогибочного пресса.
- Опасность: защемление частей тела
Пример: во время операций гибки есть вероятность, что рука оператора может застрять между заготовкой и суппортом.
- Опасность: электрическая
Пример: Если переключатели, провода и вилки находятся в плохом рабочем состоянии, сотрудники могут подвергнуться поражению электрическим током, ударам электрическим током и ожогам.
- Опасность: повреждение или потеря слуха
Пример: силовые прессы по своей природе шумны, и частое воздействие такого высокого уровня шума может вызвать повреждение слуха у операторов. Чтобы избежать этого, операторы могут использовать беруши промышленного класса или ограждать машину шумозащитными экранами.
- Опасность: травма стопы
Пример: перерывы на пресс с ножными педалями могут привести к травмам ног. Это также может произойти при использовании машины, когда вы стоите на скользкой или неровной поверхности. При работе с гибочными прессами для листового металла рекомендуется использовать одобренную защитную обувь.
- Опасность: травмы острыми предметами
Пример: Это происходит при загрузке и разгрузке заготовок.
- Опасность: переутомление в рабочее время
Пример: Часто операторам приходилось работать много часов, чтобы уложиться в сроки проекта. Это приводит к усталости и снижению концентрации. В это время могут произойти непредвиденные происшествия.
Чтобы избежать таких потенциальных опасностей и опасностей, можно строго соблюдать следующие правила техники безопасности:
- Регулярно проверяйте листогибочные прессы.Убедитесь, что соединение отсутствует, а все ограждения и другие защитные устройства находятся на своих местах.
- Убедитесь, что операторы прочитали инструкции по эксплуатации и технике безопасности и странным образом их соблюдают.
- При необходимости используйте подходящую ткань, обувь и другие защитные очки.
- В случае обнаружения каких-либо отклонений в работе, остановите машину и немедленно устраните проблему.
Следуйте современным процедурам уборки, чтобы гарантировать, что зона вокруг листогибочного пресса свободна от опасностей поскользнуться и споткнуться.
Строгое следование рекомендациям, приведенным в сообщении, среди прочего, гарантирует безопасную работу и дает ожидаемые результаты.
Покупая пресс-паузы, вы должны серьезно относиться к качеству. Всегда предпочитаю покупать товар только у проверенных производителей и дистрибьюторов. Woodward Fab – одно из ведущих производителей в отрасли, предлагающее недорогие листогибочные прессы для безопасного формования коробок, правки, загибки кромок, отбортовки и гибки. Листогибочные прессы Woodward Fab имеют пневматический привод и могут двигаться в 10 раз быстрее, чем многие другие гидравлические прессы на рынке.Кроме того, тормоза можно легко остановить, открыв клапан и выпуская воздух. Это одна из функций безопасности, которая помогает свести к минимуму потенциальные опасности. Кроме того, у этих пневматических прессов очень мало подвижных частей. Это гарантирует бесперебойную работу и безопасную работу.
Связанные листогибочные прессы для листового металла Сообщения в блоге:
- Как обезопасить листогибочный пресс для предотвращения опасностей?
- Важные факторы, которые следует учитывать при покупке листогибочного пресса
- 5 причин использовать листогибочные прессы Woodward Fab
Stierli Bieger производитель гибочных станков / правильных прессов
Stierli-Bieger AG проектирует и производит продуманные ручные или управляемые ЧПУ горизонтальные гибочные машины , гибочные и правильные машины ( правильный пресс ) и токарные устройства .Первый гибочный станок был выпущен в 1936 году и с тех пор постоянно совершенствуется. Сегодня Stierli-Bieger AG – мировой лидер в производстве горизонтальных гибочных прессов, а также правильных и гибочных машин. Наша клиентская база включает в себя металлообрабатывающую промышленность и известных производителей стали, производителей распределительного устройства (гибочные станки для сборных шин), производителей машин, судов и рельсов по всему миру.
- гидравлические горизонтальные гибочные машины
- Гибочные прессы и горизонтальный листогибочный пресс (ручной или ЧПУ)
- Правильные машины
- Правильные прессы
- Токарное устройство и токарные устройства Rotator
Универсальные гибочные и правильные машины для самых различных задач по общей обработке металла и обработке листового металла
Наши модели охватывают широкий диапазон рабочей силы.Мы производим различные модели машин с гидравликой с усилием правки и гибки от 8 тонн до максимум 900 тонн. Компании, работающие в металлообрабатывающей промышленности, ценят наши надежные стандартные станки, а также нашу компетентность и опыт в производстве специальных станков, таких как станки для гибки стали или станки для гибки шин. Имея собственное конструкторское бюро, мы можем производить горизонтальные фальцевальные машины (гидравлические листогибы) или правильные машины, адаптированные к вашим потребностям в обработке металла.Используя наши современные системы управления, мы постоянно внедряем инновации, которые увеличивают возможности и эффективность гибки и правки металлов. Конструкция нашей системы управления варьируется от проверенной и простой в использовании системы ручного управления до цифрового ЧПУ с подключением гибочного станка к гибочному роботу. Гибочные станки с ЧПУ соответствуют, в зависимости от версии, лучшему современному гибочному центру, который содержит графические изображения текущего изгиба, угла изгиба, радиуса, общей длины и моделирования последовательности изгиба.Гибочные станки также доступны с датчиком активного угла в качестве принадлежности.
Модели горизонтальных листогибов имеют гидравлический привод, радиально-гибочные (угловые) – моторизованные электроприводы.
Инструментальная технология предлагает широкий спектр производственных возможностей для выполнения различных задач по гибке и правке стали и металла при общей обработке металла, обработке листового металла на станках для гибки листового металла и машиностроении.Например, листовой металл и стандартные гнутые детали можно сгибать стандартными гибочными инструментами с V-образным вырезом. На наших станках можно без проблем сгибать плоский или круглый прокат. Эти стандартные инструменты доступны с разной рабочей шириной и высотой в зависимости от модели машины. С помощью формующих инструментов и гибки под давлением (также известной как штамповка) гнутые детали можно экономично производить последовательно за один единственный ход гибки. Дополнительные инструменты, такие как сегменты для гибки труб, превращают листогибочный пресс Universal Stierli в трубогибочную машину, которую можно использовать для гибки труб (без оправки).В сочетании с зарекомендовавшим себя устройством для правки Stierli и соответствующими инструментами для правки, использование станков для правки может быть расширено для достижения оптимальных возможностей применения за счет гибкости. Такое универсальное использование позволяет достичь оптимального соотношения цены и качества при работе в мастерской.
Откройте для себя различные системы гибки и правки на нашем веб-сайте с помощью навигации. У нас есть множество видеороликов, иллюстрирующих процесс гибки или правки, и они доступны для вас.Если вы заинтересованы, мы будем рады отправить вам фотографии или онлайн-видео.
Модели Radial Bender, работающие по принципу ротационной вытяжной гибки, также могут использоваться как гибочные станки для гибки толстых металлов, или как круглогибочные станки или станки для гибки колец для гнутых деталей с разными радиусами и изгибами (без трех или четыре рулона) в зависимости от конструкции и типа установленного инструмента. Меньший горизонтальный плунжер в виде мобильной версии с ручным управлением и компактным рабочим столом (и небольшой занимаемой площадью) очень часто заменяет на практике ручные гибочные машины или гидравлический трубогиб.Обычно они доступны на складе.
Мы оптимально связаны на мировом рынке с нашими представителями, занимающимися торговлей машинами, и можем предложить вам компетентный совет (бесплатно) от профессионалов, лучшую поддержку и бесперебойную доставку до и после покупки новой машины. Вы найдете нас на многих крупных выставках машин в Германии, Австрии, Швейцарии, Франции, Бельгии, Голландии, Испании, Польше, США, США, России, Австралии, Южной Америке и т. Д.
Вас интересуют наши модели, продукты или наши индивидуальные решения по правке или гибке? Или вы ищете подходящий станок для конкретного применения для гибки или правки? Мы с нетерпением ждем вашего ответа по телефону, электронной почте или через форму обратной связи.Мы также доступны для тестирования. Мы будем рады отправить вам необязательную информацию, предложения и цены на нашу гибочную машину. Чтобы мы могли предоставить вам оптимальную поддержку еще до покупки, для нас очень важна близость к клиентам.
Приглашаем Вас всегда к нам в гости. Мы будем рады представить Вам лично разнообразие наших моделей и продуктов и будем рады проконсультировать Вас. Мы очень легко доступны для наших гостей и идеально расположены рядом с автомагистралью.Два аэропорта Zurich ZRH и Basel BSL находятся всего в 1 часе езды. По вашему желанию мы также можем забрать вас в аэропорту.
Наша компания является производителем высококачественных, надежных и инновационных технических продуктов и машинных решений. Переведено с
Советы по гибке листового металла – сделайте его из металла
Листовой металл очень удобен для всех видов работ, так как с ним так легко работать. Вы можете сделать многое, используя лишь горстку инструментов.
Тем не менее, это может быть довольно легко искалечить, если вы не используете правильную технику.
Вот несколько советов, которые позволят вам делать точные, чистые и профессиональные изгибы при работе с листовым металлом.
Знайте, какие материалы подходят для гибки
Некоторые материалы более пластичны, чем другие. Это означает, что одни гнутся, а другие ослабнут и треснут. Для менее податливых материалов может оказаться целесообразным нагреть заготовку, чтобы снизить риск растрескивания.
Вот некоторые распространенные материалы, с которыми вы можете столкнуться в виде листов, и некоторая информация о том, как легко их сгибать без трещин.
| Низкоуглеродистая сталь | Это очень пластичная сталь, и вы сможете без проблем сгибать ее в холодном состоянии. |
| Пружинная сталь | Очень гибкая при полном отжиге. Вам нужно будет снова подвергнуть его термообработке, чтобы он стал работать как пружинная сталь, когда он придет в нужную вам форму. Если вы попытаетесь согнуть его, когда он затвердеет, он, вероятно, сломается. |
| Отожженная легированная сталь | Сильно варьируется, если вы не знаете точный сплав.4140 обычно довольно пластичен. В общем, вы всегда хотите, чтобы его отожгли, если вы планируете сгибать его, иначе он треснет. |
| 6061 Алюминий | Плохо сгибается, очень часто возникают трещины, а холодная гибка всегда ослабляет металл. Правильный изгиб может быть выполнен путем предварительного отжига алюминия, хотя это не идеальный вариант для формованных деталей. |
| 5052 Алюминий | Легко формуемый и один из лучших видов алюминия для гибки.Обычно растрескивание или усталость не являются проблемой, если его не нужно разгибать и переделывать, но это довольно распространено практически для любого ковкого металла. |
| Медь | Очень пластичная, очень легко сгибается. |
| Латунь | На пластичность будет влиять количество цинка в сплаве – чем больше цинка, тем менее пластичен до латуни. Для простых гибов листового металла это обычно не проблема, но для чего-то более сложного вам может потребоваться нагревание, чтобы смягчить его. |
| Бронза | Обычно более жесткая и более склонная к растрескиванию. Используйте тепло, чтобы улучшить формуемость. |
| Титан | Это прочный материал, поэтому будьте осторожны, чтобы не сломать инструменты. Чтобы избежать растрескивания, используйте больший внутренний радиус изгиба, чем для других металлов. Он также имеет низкий модуль упругости, поэтому вам придется его значительно перегибать, чтобы он вернулся в желаемую форму. |
Не загибайте острый внутренний угол
Если вы согнете лист с острым внутренним углом, вы добавите массу внутренних напряжений.Даже на ковких материалах вы можете в конечном итоге расколоть металл на изгибе или ослабить его до такой степени, что он сломается с минимальным усилием.
Решение состоит в том, чтобы иметь радиус инструмента, который вы будете использовать для сгибания металла. Это предотвратит появление трещин или слабых мест.
Вот хорошее практическое правило для большинства материалов:
Радиус внутреннего изгиба должен быть равен толщине формируемого материала.
Другими словами, если вы сгибаете лист толщиной 1/8 дюйма, используйте инструмент с радиусом 1/8 дюйма, чтобы сформировать внутреннюю часть сгиба.Если вы изгибаете материал толщиной 0,020 дюйма, используйте радиус 0,020 дюйма.
Однако: Для большинства применений с нержавеющей сталью или алюминием вы можете обойтись без изгиба нулевого радиуса на чем-либо толщиной менее 0,050 ″. Просто не на полную катушку.
Если вы хотите добиться максимальной прочности при изгибе, вот диаграмма для алюминия и нержавеющей стали, которая в настоящее время используется в аэрокосмической промышленности для изготовления летающих жестяных банок:
Имейте в виду, что это только для максимальной силы; вы определенно можете пойти меньше этого, просто он не будет таким сильным.По крайней мере, вы можете увидеть, какое качество металла и текущие условия термообработки влияют на то, что вы можете с ним делать.
Используйте припуск на изгиб
Если вы хотите выполнить какую-либо работу с неполной точностью, когда длина фланца или расстояние между изгибами несколько верны, вам нужно будет учесть припуск на изгиб.
Это немного менее важно, когда вы делаете одиночный изгиб и все равно собираетесь обрезать. В противном случае вам следует рассчитать это.
Поскольку металл толкается, тянется и растягивается, когда вы его сгибаете, расчет допуска на изгиб даст вам более надежные цифры для работы, когда вы раскладываете плоский лист.
Есть несколько факторов, которые влияют на это – например, толщина материала, размер внутреннего радиуса и т. Д. И т. Д. И т. Д.
Вместо того, чтобы демонстрировать, как рассчитать это самостоятельно, я просто построил калькулятор, который сделает это за вас. Вот для чего нужны компьютеры.
Вот некоторая информация, чтобы расшифровать, что это означает:
Допуск на изгиб – это в основном компенсация того, что происходит с материалом, когда он растягивается и превращается из плоского рисунка в правильный изгиб. Вычислив это значение, вы узнаете, какая часть фланца у вас останется после того, как вы сделаете изгиб.
Теперь, чтобы увидеть, как эта же деталь будет выглядеть как развертка, вот еще одна диаграмма:
Итак, зная, сколько материала будет потреблено сгибом, мы можем точно определить, где разместить сгиб.
Однако имейте в виду, что есть несколько переменных, которые затрудняют точность этого расчета, если вы ищете чрезвычайно высокую точность. Например, точная твердость и состояние металла изменит коэффициент K изгиба, и это будет иметь небольшое влияние на количество материала, необходимого для получения правильной длины фланца.
В целом, однако, это отличный способ получить действительно точные изгибы.
Использование тепла для тяжелых / толстых изгибов
Есть несколько вещей, которые вы можете сделать с теплом.Наиболее важными из них являются отжиг и горячая штамповка.
Это практично для материалов, которые не любят гнуться без трещин или серьезных усилий. Пружинная сталь или алюминий 6061 являются некоторыми примерами.
Отжиг
Отжиг – это способ размягчения металла, что делает его более пластичным. Это чаще всего используется для углеродистой стали, но также может быть эффективным (хотя и немного сложнее) для других материалов, таких как определенные сорта алюминия.
Сталь
Для углеродистой стали это практично, когда этот металл имеет достаточно высокое содержание углерода для термической обработки.На самом деле нет причин делать это с чем-то вроде мягкой стали.
Чтобы сделать это со сталью, вы должны нагреть ее до красивого вишнево-красного цвета, а затем охладить ее как можно медленнее. Для большинства сталей это означает не более 70 F в час.
Это может быть сложно, особенно с мелкими деталями. Итак, вот трюк:
Достаньте действительно сухой песок. Если вы используете что-то вроде детского песка, готовьте его некоторое время, чтобы избавиться от влаги.
Возьмите стальной блок побольше и нагрейте его до ярко-вишневого цвета, затем закопайте его в песок.Это позволит песку нагреться.
Затем нагрейте меньший кусок и, когда он нагреется, положите его рядом с большим куском металла. Хорошее теплое прилегание между двумя материалами не позволит более мелкой детали слишком быстро остыть. Оставьте на несколько часов (или на ночь), и у вас будет красивый, отожженный, ковкий кусок стали.
Конечно, если у вас есть термообрабатывающая печь или обжиговая печь, подход на ферме не нужен. Просто дайте ему остыть в плите с закрытой дверцей.
Алюминий
Это работает только для термообрабатываемых марок, таких как 6061 или 7075. Честно говоря, это может быть довольно сложно отжигать, но я научился действительно крутому трюку, который работает (почти) каждый раз, гарантированно!
Для этого используйте кислородную горелку. Начните с зажигания горелки только ацетиленом (или любым другим топливом, которое у вас есть). Это создаст неприятное пламя черного дыма. Покройте кусок алюминия сажей, пока он не станет черным.
Затем включите кислород, чтобы получить обычное пламя, но держите его немного меньше обычного.Используйте кончик бутона розы, если он у вас есть. Хитрость здесь в том, чтобы не плавить алюминий, но чтобы это сработало, вам нужно максимально приблизиться к этой температуре плавления.
Медленно нагрейте металл, перемещая резак взад и вперед, пока сажа не выгорит. Так вы узнаете, что алюминий имеет нужную температуру.
Теперь дайте ему медленно остыть. Вы можете сделать это, держа фонарик все дальше и дальше, или используя метод горячего прижатия (почти уверен, что это технический термин… HSM?), Упомянутый ранее.Если он остынет слишком быстро или если вы его закалите, алюминий станет очень хрупким.
Алюминий действительно податливый. Если вам нужно снова «закалить» его после того, как вы закончили работу, это будет немного сложнее без надлежащей печи для термообработки. Нагрейте его до 1000 F, дайте ему впитаться при этой температуре около часа, затем охладите его водой. Чтобы состарить его (что-то вроде закалки), нагрейте его до 400 F, выдержите в течение часа, а затем дайте ему остыть на воздухе.
Горячая гибка
Ничего сложного, просто нагрейте, пока он не станет красным (если он черный), и согните.Просто имейте в виду, что это значительно испортит любую термообработку, поэтому вам может потребоваться переделать ее, если она действительно нуждается в твердости.
Это, очевидно, может быть непросто для длинных тонких предметов, так как они остынут, как только исчезнет источник тепла. Но если вы делаете что-то вроде небольшого проекта, это может снизить риск растрескивания большинства металлов.
Это также отлично подходит для некоторых пластиков, например, акрила.
Защитите поверхности
Гнущийся металл действительно может поцарапать поверхности, поэтому, если вы делаете что-то, что должно выглядеть красиво, стоит потратить несколько дополнительных минут, чтобы защитить их.
Самый простой способ сделать это – просто приклеить малярный скотч в любом месте, которое будет соприкасаться с чем-то твердым.
Если металл все еще царапается, вы можете либо нанести несколько слоев малярной ленты, либо использовать деревянные блоки (например, 2 × 4 или что-то в этом роде), чтобы сэндвич с деталью для сгибания, когда вы постукиваете по ней молотком – дерево будет достаточно мягким, чтобы не повредить поверхность, если на нем нет металлической стружки / твердых предметов.
Используйте тормоз
Для самых чистых поворотов лучше всего использовать тормоз.Вы можете сгибать лист чистым непрерывным движением, при этом металл не будет деформироваться или волнисто.
У большинства людей нет такого в гараже, но вы можете подобрать несколько действительно дешевых для тонких материалов (которые подходят для небольших хобби) за очень дешевый онлайн (ссылка на Amazon). Как вариант, вы можете потратить несколько сотен долларов на более красивого малыша.
Для более крупных работ, например, для работы с потолком и панелью в вашем доме, лучше всего просто пойти в пункт проката инструмента и забрать один из них.Обычно их можно довольно недорого арендовать на неделю.
Прочие практические инструменты
Не все требует тормоза; есть много других способов согнуть листовой металл, особенно если это кусок меньшего размера.
Один из способов, которым я часто работаю с листовым металлом для автомобильных панелей, – это сложить 2 × 4 в тисках с заготовкой посередине, а затем обработать металл резиновым молотком. Приятно то, что вы можете использовать более длинные 2х4, чтобы получить дополнительный охват, которого вы не получите только с помощью одних тисков.Вы также получите красивую круглую складку, так как у 2 × 4 будет радиус, который будет переходить на листовой металл – ваши изгибы на самом деле будут красивыми и прочными.
Еще можно использовать плоскогубцы для закаточки (ссылка на Amazon). Они действительно дешевые, очень быстрые и простые в использовании для более тонких и мелких деталей. В каждом ящике для инструментов должна быть пара или две. С ними вы можете получить действительно красивые, чистые изгибы. Также легко просто наклеить малярный скотч на губки вместо заготовки, так что царапины на металле более удобны.
Планируйте изгибы
Раньше я работал в мастерской по ремонту вертолетов, где делал штампованные стальные инструменты длиной от 4 до 12 футов. Однажды я не планировал свои изгибы, и в итоге я не смог вставить заготовку в тормоз для последнего изгиба. Это действительно отстой.
Если вы делаете несколько крутых крутых поворотов, сначала спланируйте, как вы собираетесь это делать. Убедитесь, что на каждом этапе заготовка сможет поместиться в любой инструмент, который вы используете.
Самый простой способ сделать это – просто отрезать небольшую полоску металла и использовать ее в качестве образца для испытаний. Каждый раз, когда вы делаете изгиб, отмечайте место числом. Если вы можете дойти до конца без проблем, просто следуйте своим собственным шагам.
В любом случае, есть несколько форм, которые просто не очень практичны для большинства гибочных инструментов. Например, глубокий U-образный канал с узким дном может быть практически невозможен без специальных инструментов. Я делал это раньше, используя кусок плоского стержня в гидравлическом прессе и вдавливая металл в пластину из твердого уретана, но не у всех есть доступ к этому.
Альтернатива, которая может работать во многих приложениях, – это просто разделить его на две части и сварить их вместе в проблемной зоне. Каждая работа индивидуальна, поэтому нет никакого практического правила – исчерпывающий список принципов был бы само по себе учебником.
Что работает (почти) каждый раз, так это просто работа с этой тест-полоской. Лучше испортить обрезок шириной 1 дюйм, чем большой лист дорогого материала.
В общем, вот оно. Это некоторые из моих советов по работе с листовым металлом.
8м Бендеры | KIKUKAWA KOGYO
На этой машине Kikukawa может сгибать металлические листы длиной до 8 метров. Наличие одного из крупнейших в отрасли гибочных станков позволяет изготавливать панели большого размера или сверхдлинные. Изготовленный на заказ пресс с ЧПУ был установлен на заводе Кикукавы для реализации проекта, который требовал минимального количества стыков. На станке можно гнуть нержавеющую сталь, бронзу (медный сплав), сталь и алюминий толщиной до 6 мм.
Объединив наше мастерство и оборудование, KIKUKAWA может выполнять сверхдлинную и сложную гибку, соответствующую нашим высоким стандартам качества.
Щелкните здесь, чтобы просмотреть нашу брошюру о «8-метровом трубогибе»
■ Обзор 8-метрового гибочного станка
Экологичная гибочная машина основана на серии HD-NT AMADA и имеет множество функций, обеспечивающих высококачественную гибку.Вместе с нашей коллекцией штампов расширяет возможности гибки.
1) Автоматические функции
Благодаря ЧПУ и функции автоматического выпрямления, станок и опыт KIKUKAWA обеспечивают точную и стабильную гибку.
2) Различные матрицы
KIKUKAWA вмещает более 30 штампов для выполнения различных требований по гибке. В коллекцию входят штампы для гибки валков по индивидуальному заказу, штампы различных радиусов и штампы для глубокой гибки.
Благодаря опыту KIKUKAWA, эти штампы позволяют нам изготавливать такие формы, как конусы, гофрированные вентиляторы или такие изделия, как круглые крышки колонн.
3) Экологичный
Гибридная система привода спроектирована с учетом низкого энергопотребления и требует меньше гидравлической жидкости, чем обычные машины.
Для получения дополнительной информации об оборудовании (перейдите на страницу AMADA):
http://www.amada.com/america/down-acting-hd-2204l-nt-
■ Технология гибки KIKUKAWA
Одной машины недостаточно для реализации высококачественной продукции, производимой KIKUKAWA.Дополнительная длина и, соответственно, вес изделия усложняют процесс металлообработки. Чем длиннее изгиб, тем больше шансов на непостоянство изгиба. Это также требует совместной работы и особой осторожности, чтобы на поверхности материала не оставалось царапин.
Для обеспечения качества гибки операторы KIKUKAWA используют свои знания и опыт для выбора наилучшей требуемой процедуры гибки.
Вот несколько примеров металлоконструкций, которые KIKUKAWA может реализовать, комбинируя нашу технологию и другое оборудование для металлообработки:
– гофра в форме вентилятора
– конусы
– изготовление из негабаритного (недоступного на рынке) материала и панели
– удлиненные круглые крышки колонн
-гофрирование
-кручивание
-сложные формы
-двойно-изогнутые панели
■ Изменение спроса
С развитием 3D CAD и технологий изготовления, сложность и разнообразие архитектурных проектов, которые могут быть реализованы, продолжают расти.Как специализированного архитектурного мастера по металлу, нас часто консультируют о возможности создания уникального дизайна с «минимальными стыками» или «трехмерными кривизнами».
Добавление этого оборудования на наш завод было одним из способов ответа на этот меняющийся спрос. Хотя обычно максимальный рабочий размер составляет 4 ~ 5 м, эта машина, изготовленная на заказ, позволяет нам изготавливать изделия большего размера.
Наряду с большой коллекцией штампов KIKUKAWA продолжает совершенствовать свои ноу-хау, чтобы превосходить требования наших клиентов.
■ Свяжитесь с нами
Благодаря нашему опыту и передовым технологиям мы выбираем наиболее подходящий метод и процедуру изготовления в зависимости от материала, отделки и сложности гибки.Пожалуйста, не стесняйтесь обращаться к нам, от консультации до возможности изготовления.
Для получения дополнительной информации о возможностях металлообработки щелкните здесь
Металлоконструкции на заказ
Чтобы сделать запрос, нажмите здесь
Свяжитесь с нами
Как правильно согнуть трубки
К счастью, большинство наших самодельных проектов не требует значительного изгиба труб. Однако я заверяю вас, что эти несколько компонентов важны, и многие из них по большей части хорошо заметны.Поскольку они настолько заметны, их изготовление заслуживает ваших самых больших усилий. Но прилагать максимум усилий не означает, что вы должны производить большое производство из этой штуковины для гибки труб. То же самое касается гибки стальных, медных и алюминиевых труб.
Любой, кто строит самолет из труб и ткани, вероятно, столкнется с большими возможностями для развития своих навыков гибки труб, чем если бы он строил композит. Эти сварные трубчатые самолеты обычно снабжены красиво изогнутыми поверхностями хвостового оперения, сделанными из стальных труб небольшого диаметра.Некоторые из них также имеют трубчатые носовые части крыла, каркасы фюзеляжа и каркасы сидений. Строители других типов самолетов могут добавить дуги ветрового стекла и фонаря, ручки закрылков и иногда S-образные контрольные колонки к списку изогнутых труб.
Практически единственные медные трубки, используемые в жилищном строительстве, – это линия давления масла и линии заливки. Даже они выходят из употребления, поскольку все больше строителей переходят на электрические датчики. Эти медные трубки имеют диаметр всего 1/8 дюйма, и их можно легко согнуть вручную или сформировать вокруг пустой жестяной банки или банки подходящего диаметра.Здесь нет серьезных проблем с изгибом трубы.
Алюминиевые трубки используются не только для топливных магистралей, они также используются для ветровых стекол, носовых частей фонаря и законцовок крыльев. Эти трубы большего диаметра создают проблемы изгиба, аналогичные тем, которые возникают при работе со стальными трубами. Сверхлегкие строители используют много предварительно изогнутых алюминиевых труб в конструктивных элементах, но эти компоненты, как правило, приобретаются предварительно обрезанными и предварительно изогнутыми на заводе или у поставщика. Алюминиевые трубки играют важную роль в топливных системах, равно как и изгибы, которые вы делаете в них.В конце концов, зачем использовать фитинг там, где изгиб трубки тоже подойдет? Отводы трубок намного легче, дешевле и, в отличие от фитингов, не протекают.
Не дайте убаюкивать себя мыслью, что просто из-за того, что алюминиевые топливопроводы диаметром 3/8 дюйма довольно пластичны, вы можете легко сформировать их вручную. Конечно, вы можете, но формованные вручную концы часто становятся сплющенными и имеют плохой неправильный вид. Такие волнистые сглаженные изгибы являются обычным результатом попыток изгиба тонкостенных труб до малых радиусов без помощи трубогиба.Сплющенная топливная магистраль может ограничить поток топлива и, в конечном итоге, выйти из строя.
Что происходит при изгибе трубки?
Чтобы сделать изгиб в середине куска трубки, нужно взяться за каждый конец, верно? Затем вы кладете его на какую-нибудь твердую изогнутую поверхность и сильно надавливаете на оба конца трубки. . . и трубка начнет гнуться. Если радиус нижележащего объекта (формы), по которому вы изгибаете, большой, изгиб будет большим и плавным, а труба сохранит свое круглое поперечное сечение.Если, с другой стороны, нижняя поверхность имеет небольшой радиус, кривизна, развивающаяся в трубке, будет локализована. На первых нескольких градусах изгиба изгиб будет хорошо развиваться. Затем вы заметите, что трубка начинает сплющиваться. Верхняя часть изгиба теперь находится под возрастающим натяжением и должна растягиваться. Трубка, однако, не хочет этого делать и делает короткий разрез вокруг изгиба, вызывая это нежелательное сплющивание в трубке. А как быть с нижней стороной, которая упирается в «гнущуюся форму»? Он сильно сжимается, и, хотя трубка сопротивляется этому сжатию, она начинает проявлять признаки коробления по всему диаметру трубки.Если вы продолжите сгибание, сплющивание на верхней стороне станет более выраженным, в то же время скученный металл на нижней стороне снимет давление, образуя больше морщин. В конечном итоге трубка внезапно резко изогнется и сломается.
Трубку с тонкими стенками сложнее согнуть, потому что она очень быстро сгибается и сгибается.
Чем больше диаметр трубы, тем большее давление вы должны приложить, чтобы она изогнулась. Хотя вы можете легко сформировать изгиб на 90 ° на медной линии диаметром 1/8 дюйма и длиной всего 6 дюймов, вы просто не можете сделать то же самое с трубкой аналогичной длины 3/4 дюйма.Даже если у вас есть форма, чтобы ее согнуть. Это почему?
Вам нужно усилие
Независимо от того, как вы изгибаете трубку, вам будет намного легче сделать это, если она будет достаточно длинной. Затем вы можете воспользоваться преимуществом, которое он предоставляет (принцип вы знаете). Отсутствие достаточного рычага может сделать практически невозможным формирование изгиба возле любого конца стальной (или алюминиевой) трубы диаметром 3/4 дюйма. Всегда начинайте с длинной трубы при ее сгибании.Чем больше диаметр трубки, тем больше должна быть ее избыточная длина. Оставьте дополнительные 12 дюймов на каждом конце для трубок диаметром до 3/4 дюйма. Допускается еще больше для большего диаметра. . . вам понадобятся дополнительные рычаги воздействия, которые он предоставляет. Если вы обнаружите, что вам нужно больше рычагов, вы всегда можете вставить стальной стержень или надеть трубку большего диаметра через конец, чтобы она служила своего рода удлиненной ручкой.
Необходимое оборудование
Вам не нужно много оборудования или материалов, чтобы делать хорошие равномерные изгибы.Эти предметы обязательно нужны.
1. Вам потребуются большие прочные тиски. Эффективность гибочного устройства практически любого типа можно значительно повысить, если закрепить его в тисках для тяжелых условий эксплуатации, надежно закрепленных на твердом столе. Помимо освобождения обеих рук (а в некоторых случаях и ног), это позволит вам более точно приложить изгибающее давление к трубке. Заменить тиски можно было бы на прочную неподвижную скамью, к которой можно было бы горизонтально прикрепить сгибающее устройство.
2.Для любого изгиба, превышающего, скажем, от 15 ° до 20 °, необходимо какое-то устройство изгиба, особенно когда этот изгиб сосредоточен вокруг небольшого радиуса.
3. Наполнитель (песок, изгибающийся сплав или соль) для труднодоступных изгибов.
4. Шаблоны вырезанные из фанеры. Как еще можно проверить изгиб, который вы делаете?
Устройства для гибки труб
Вы можете успешно согнуть трубки практически с помощью любого простого самодельного устройства для гибки труб, если оно сделано правильно.У вас есть широкий выбор типов, из которых вы можете выбирать.
На месте у вас может быть доступ к какой-нибудь коммерческой трубогибочной машине. Если так, отлично. . . просто не забудьте взять с собой и свои шаблоны.
Другие из вас могут найти кого-нибудь, у кого есть трубогиб электрика, и организовать его использование.
Он должен позволять выполнять простые изгибы с высокой степенью успеха при условии, что он может соответствовать диаметру трубы, которую необходимо изгибать. Большинство трубок, которые мы используем в жилищном строительстве, имеют диаметр 1/2 или 3/4 дюйма (иногда также 5/8 дюйма).Если трубогиб, к которому у вас есть доступ, предназначен для труб большего диаметра, вам, вероятно, не стоит его использовать, поскольку это может привести к чрезмерному сглаживанию ваших изгибов. Конструкция трубогиба электрика достаточно проста, поэтому вы можете продублировать ее по размеру трубки, которую нужно согнуть.
Простая форма для гибки фанеры, прибитая гвоздями к верстаку, является хорошим основным устройством для гибки больших гибов труб малого диаметра. Однако при обрезке формы необходимо сделать ее изгиб более острым, так как трубка будет иметь тенденцию к пружинению.Такое устройство для гибки легко использовать для получения однородных изгибов, потому что вы можете закрепить один конец трубки и протянуть свободный конец вокруг формы, заставляя ее плавно изгибаться одним легким движением.
Усовершенствованный вариант приспособления для гибки фанеры (формы) – это приспособление для гибки фанеры, края которого имеют канавки по диаметру трубы, для которой он предназначен. Желобок важен. Это снижает склонность трубки к сглаживанию, и возможны несколько более острые изгибы или изгибы трубки. Еще большее улучшение могло бы состоять в том, чтобы сделать фрезерованную канавку несколько глубже, чтобы трубка входила в нее за пределы своей половины диаметра.Эта дополнительная глубина позволяет стенкам канавки оказывать сдерживающее действие против тенденции трубы к сглаживанию. Не менее важно при изготовлении шкива с канавками или приспособления для гибки, чтобы кромки формы с канавками были достаточно прочными, чтобы противостоять сплющиванию и расширению трубы. Деревянная форма, особенно фанерная, в этом отношении довольно непрочна, поэтому у нее должно быть значительное краевое расстояние между канавкой и краем шкива, формы, зажимного приспособления или чего-то еще. Рифленый алюминиевый «шкив» был бы намного прочнее, но его сложнее сделать, если у вас нет большого куска алюминиевой пластины или токарного станка для обработки металла. На рис. 5 показаны некоторые варианты изготовления устройств для гибки труб с пазами, будь то шкивные или простые зажимные приспособления для дерева. Рисунки с 1 по 5 должны дать вам достаточно идей, которые помогут вам разработать собственное устройство для гибки.
Процедуры изгиба
При работе с самолетами трубы обычно изгибаются в холодном состоянии. Вопреки тому, что может показаться логичным и противоречащим тому, что вы, возможно, слышали, попытка согнуть трубку путем нагревания может обернуться паршивым приключением.У большинства из нас нет навыков и терпения, чтобы играть с горячим поворотом, и это обычно приводит к плачевным результатам. Проблема заключается в локальном неравномерном нагреве и плохо согласованном давлении изгиба. . . не говоря уже о нетерпении. Если прижать горячую трубку к изгибу, она обязательно сплющится с внутренней стороны изгиба. Сгибать его вручную без помощи формы также очень сложно. Короче гнуть холодно.
Нагревание трубки до раскаленного состояния имеет место изгибаться.Изгиб приводит к некоторому затвердеванию металла. Итак, нагревая трубку, вы можете отжечь ее и осторожно продолжить сгибание после того, как трубка остынет. Другими словами, можно сделать изгибы с меньшим радиусом, если вы отожжете трубку один или два раза по мере продвижения изгиба. Это медленный способ, но он может привести к серьезному изгибу. Есть еще один способ снизить риск неудачного изгиба. Используйте наполнитель.
Использование присадочных материалов
Легко видеть, что упаковка трубы, которую вы хотите согнуть, твердым материалом, например песком или расплавленным сгибаемым сплавом, значительно подавит тенденцию к сплющиванию.
Прежде чем вы попытаетесь согнуть трубку большого диаметра (3/4 дюйма или больше), вы должны заполнить ее плотно утрамбованным песком (я понимаю, что соль тоже работает, хотя я никогда не пробовал). Песок должен быть сухим. и хорошо просеян, чтобы удалить все инородные тела и более крупные песчинки. Закройте нижний конец трубки деревянной пробкой и насыпьте песок. Несколько раз постучите нижним концом трубки о твердую поверхность (бетонный пол). После Трубка заполнена песком, продолжая постукивать, он осядет и наберется более плотно.Добавьте дополнительный песок. После того, как песок перестанет оседать, вбейте деревянную пробку в верхний конец трубы, убедившись, что она плотно прилегает к песку. Теперь ваша трубка готова к сгибанию. Риск плоского изгиба будет значительно снижен.
Более эффективным наполнителем, конечно же, является любой из коммерческих сплавов для гибки, например CERROBEND. Эти сплавы имеют очень низкую температуру плавления, в некоторых случаях она достигает 165 ° F. Когда этот изгибаемый сплав нагревается до температуры плавления, его можно заливать в трубку, которую вы хотите согнуть.. . конечно, сначала заткни нижнюю. Охлаждение трубки в воде приведет к затвердеванию сплава, и вы готовы к усилиям по изгибу. После завершения изгиба трубку необходимо снова нагреть, чтобы расплавить сплав. Материал можно использовать повторно любое количество раз. Однако, поскольку маловероятно, что большинство из нас могло бы найти экономичный источник гибкого сплава, обработка песком была и будет одной из наиболее используемых в жилищном строительстве.
Подробнее о процессе гибки
Вы не можете спешить с рутинной гибкой труб.Обычно это занимает гораздо больше времени, чем вы ожидали. Уделите себе достаточно времени для изгибов с неоднородным радиусом.
Практически любое устройство для гибки, которое вы используете, за исключением шаблонного приспособления для гибки, будет иметь шкив, ролик или диск с канавками небольшого диаметра, на которые будет изгибаться труба. Очевидно, вы не сможете сильно согнуть трубку в любом месте, если для вашего сгиба требуется радиус, во много раз превышающий радиус шкива гибочного устройства. Это означает, что процесс гибки может занять довольно много времени, так как вам придется немного согнуть, сверять изгиб трубы по шаблону и т. Д.В качестве помощи при проверке точности вашего изгиба по мере продолжения вы должны отметить центральную линию вокруг трубы, чтобы использовать ее в качестве ориентира, привязанного к вашему шаблону. (Используйте черный маркер для стирки на алюминиевых трубках и серебристый карандаш для стальных трубок.)
Не забудьте проверить трубку после завершения изгиба, чтобы убедиться, что она не перекручена, если смотреть с концов. Положите его на ровную поверхность для быстрой проверки. Если деформация присутствует, скручивающее давление в нужном направлении устранит деформацию.Еще раз проверьте изгиб трубки по шаблону, прежде чем поздравить себя с хорошо выполненной работой.
Как построить из металла
Через сварочную маску мир становится тусклым. Несколько минут назад раздвижная дверь металлического магазина Ника Уикса за пределами Портленда, штат Мэн, была настежь распахнута. Солнце пробивалось сквозь небольшой дождь. Но теперь, когда у меня в руке был сварщик MIG, и моя маска была спущена, все, что я мог видеть, это контуры двух кусков труб из мягкой стали.
Уикс помогал мне построить багажник на крышу для моего Jeep Wrangler – то, что он согласился сделать, несмотря на то, что я ничего не знал о кузнечном деле.(Например, я назвал это кузнечным делом, что, как оказалось, относится только к работе, выполняемой в кузнице.) После беглого обзора он вручил мне факел – инструмент, который создает дугу, горящую под тысячами градусов. Он сказал мне держать его на расстоянии примерно полдюйма от заготовки и перпендикулярно поверхности.
Я пробовал, но меня больше беспокоило другое, о чем сказал мне Уикс: «Яркость сварочного аппарата может вызвать ожог глаз», – сказал он. «Сегодня ты можешь чувствовать себя нормально, но завтра ты проснешься и ничего не увидишь.Это было прямо перед тем, как он вручил мне маску и предупредил, чтобы я ничего не делал, пока его собственная не была на месте. Я нажал на курок факела.
Несколькими годами ранее я использовал джип, чтобы взять с собой троих друзей в поход в национальный парк Акадия в штате Мэн. В Wrangler было с трудом уместить четырех взрослых людей и походное снаряжение. Это был не первый раз, когда я столкнулся с ограниченной грузоподъемностью джипа, но именно в этот момент я решил, что что-то нужно делать.
Основы металлообрабатывающего инструмента
Быстросменная отрезная пила, 14 дюймов
DEWALT амазонка.ком199,00 долл. США
Станок для гибки выхлопных труб и стальных труб
Happybuy amazon.com289,99 долл. США
Handler 140 MIG Welder
Хобарт amazon.com539,99 долл. США
Угловая шлифовальная машина в алюминиевом корпусе
Я живу в Нью-Йорке.Иметь здесь машину – это хлопот – парковка на улице, звон, движение – но она выполняет очень важную функцию: сбежать. Иногда нужно иметь возможность собрать друзей и куда-нибудь поехать. Где угодно. С космосом, деревьями, звездами и пивом, которое стоит меньше 8 долларов. Мой джип должен был выполнить эту задачу за меня, независимо от того, сколько оборудования и багажа мы взяли с собой.
Я искал багажник на крышу. Часто вы покупаете две части: раму, которая крепится к кузову джипа, и корзину, которая крепится к раме.(Эта вторая часть не нужна, если вас больше интересуют лыжи или байдарки, но для многоцелевого использования, которое я имел в виду, это было обязательным требованием.) Проблема заключалась в том, что мой конкретный джип – длинная колесная база, две двери – производился всего за три года. Вариантов было немного и дорого.
Итак, я позвонил Уикс. Он предложил купить раму, если я смогу найти ее дешево, потому что уровень точности, необходимый для идеального сочетания нестандартной рамы с точками крепления корпуса Wrangler, вероятно (хорошо, определенно) превышал то, что я мог произвести.Но то, что мы могли сделать, сказал он, – это построить корзину при условии, что мы найдем дизайн, который поставит под угрозу мои функциональные требования и мой уровень навыков.
Мне нужно было что-то, что занимало бы как можно больше места на крыше, имело достаточно высокие борта для крепления груза и могло бы быть легко снято, если бы я хотел снять складной верх с джипа. Это дало нам стойку из стальных труб размером 54 на 70 дюймов, прямоугольную с закругленными углами, верхние перила поддерживались балясинами высотой в четыре дюйма.
Пол стеллажа будет сделан из плоского материала, на который будет легче загружать груз, чем на круглые трубы.В рамках проекта я совершил экскурсию по цеху по металлу – резка, гибка, сварка и даже ковка. Это меня немного напугало. Сталь всегда казалась мне грубой и недружелюбной по сравнению с деревом, с которым я был гораздо более знаком. Но вот почему я хотел это сделать.
К тому времени, когда я добрался до штата Мэн, чтобы начать сборку, Уикс нарисовал полную схему на листе оргалита на рабочем столе магазина. Первым делом нужно было обрезать трубку и плоскую заготовку до нужного размера. Резка была единственной техникой, которой научил меня Уикс, с которой я уже был знаком по своему опыту в мастерской по дереву.Я измерял, размечал и пил так же, как делал бы пиломатериалы на торцовочной пиле.
По мере того, как я отрезал куски по длине, я выкладывал их на план проекта ДВП. Один за другим я закрашивал рисунок Уикса – верхний рельс, нижний рельс, крестовины. Внутри его линий умещается все, кроме углов. Те еще пришлось согнуть. Каждый угловой элемент нуждался в плавном изгибе под углом 90 градусов. Это казалось достаточно простым. Затем я узнал, что изогнутые слишком сильно или слишком сильно трубки могут разрушиться.
Уикс научил меня избегать этой проблемы с помощью кузнечного принципа: кузнецы не изгибают, скажем, кусок кованого железа, снова и снова молотя в одном месте.Они наносят удары по всей поверхности, медленно приобретая нужную форму. Для меня это было слишком сложно, поэтому мы сделали аналог с простым гидравлическим гибочным станком.
Несмотря на это, мне все же удалось согнуть одну деталь значительно больше, чем на 90 градусов. «Есть ли способ спасти это?» Я спросил. Уикс поднял его, чтобы оценить, насколько сильно я упустил угол. «Да, я так думаю, – сказал он.
«Что мы делаем?» Я спросил.
«Ударь его о что-нибудь твердое», – сказал он, вставляя его в тиски.Он схватил один из своих кузнечных молотов и ударил его до 90.
Это никогда бы не сработало по дереву.
На следующий день, зажег свою кузницу, Уикс сказал мне, что он думает, что мы можем сделать наши собственные барашковые гайки. «У меня есть эти маленькие кусочки стального стержня», – сказал он. «Мы собираемся сгладить их с разных сторон, чтобы создать крылья». Гайки-барашки будут прикреплять кронштейны, которые будут удерживать корзину на раме, – кронштейны, которые мы также порезали сами. Он вытащил из кармана ручку Wite-out и нарисовал линии на стержне, чтобы отметить каждое крыло и центральную гайку.«Обезвоживание не горит в кузнице, – сказал он, – и вы все еще можете увидеть его, когда металл светится».
В 16-тонном гидравлическом трубогибе Harbour Freight для тяжелых условий эксплуатации используется домкрат для сгибания заготовок. Это недорого, но очень эффективно, если вы будете осторожны. Вот как мы с Уиксом адаптировали технику кузнечного дела для получения плавных изгибов без разрушения трубок.
Как сгибать металлические трубки
Отметьте на трубке центральную точку изгиба.Добавьте отметки в обоих направлениях – по одному дюйму на отметку не менее двух дюймов.
Вставьте трубку так, чтобы метка центра совпала с центром домкрата. Убедитесь, что штифты над домкратом, на которые труба прижимается при изгибе, расположены на большом расстоянии. Проверните домкрат до тех пор, пока не начнет формироваться изгиб.
Опустите домкрат и сдвиньте трубку в сторону, совместив ее с первой отметкой.Поднимите домкрат, углубив изгиб.
Повторить на той же отметке на противоположной стороне. Двигайтесь наружу, чередуя стороны, а затем снова войдите. Остановитесь, когда дойдете до желаемого поворота.
Я бы сказал, что самая сложная часть кузнечного дела – это развитие координации, чтобы перемещать все с помощью набора щипцов, но в кузнечном деле есть много самых сложных частей. Я едва мог нанести точный удар молотком, когда мои руки были свежими.После нескольких колебаний они потеряли надежду. Понимание различных углов наковальни и того, как использовать их в своих интересах, было на удивление тонким. Так вспомнил, что металл горячий. Не раз я пытался поднять расплавленную сталь с земли голыми руками.
Но потом: я сам сделал барашковые гайки. Работая в столярной мастерской, вы никогда не думаете, что сделаете свои собственные гвозди или шурупы. В металлическом цехе каждая деталь конструкции зависит от вас. Это пугает, как я и представлял, но в то же время – настоящий мастерский опыт.
В темноте сварочной маски все было черным, кроме мерцающего света дуги на конце горелки. Маска, которую одолжил мне Уикс, тусклая, когда фонарь выключен, но становится почти непрозрачной, когда чувствует свет, как самые темные линзы Transitions в мире. Даже немного света – это все, что я создавал с помощью фонарика. Я был неправильно расположен, а воздушный зазор был слишком большим для образования сильной дуги. Он шипел и шипел, как при коротком замыкании. Уикс крикнул мне, чтобы я подошел ближе.Я принес фонарь и поправил угол.
Внезапно, когда все было на месте, дуга усилилась и стала устойчивой, гудя, как линия электропередачи. Он светился достаточно ярко, чтобы осветить заготовку. Я видел шов, и Уикс помогал мне двигаться по нему. Я выключил фонарик и снял маску. Мой сварной шов представлял собой пятно карбункула на суставе – особенно по сравнению с одним из швов Викса, который выглядел как давно заживший шов из рубцовой ткани.
Готовый стеллаж.Грета Рыбус
Мы вдвоем сварили всю корзину. Затем мы снова обработали сварные швы, опиливая их угловой шлифовальной машиной, чтобы подготовить их к покраске. Когда мы закончили, пока Уикс убирал, я приподнял одну сторону стойки, чтобы проверить вес. Трудно было поверить, что то, что я помогал резать, гнуть и сваривать, не расколется при малейшем напряжении. Но это выдержало. Последней работой было покрасить стойку черной краской.
Уикс сказал мне, что ненавидит живопись, но после нескольких дней резки стали, гибки стали, перегрева и сплющивания стали, а также плавления стали, я ожидал, что покраска будет самой легкой задачей.
Уикс был прав. Покраска стали – отстой. Смешивание краски требует терпения. Капает. Это грязно. Не сохнет достаточно быстро. А потом тебе нужно сделать еще одно пальто.
Это было все, о чем я мог думать, пока не понял, что это тот же список, который я пробегал в своей голове о стали всего несколько дней назад. Будь то дерево или сталь, краска или лак – вы понимаете, как работать с материалами, которые вам нужны, чтобы делать то, что вы хотите. Это самый надежный способ получить именно то, что вам нужно.