Гидравлический листогибочный станок – китайский производитель
Гидравлический листогибочный станок
Возможность поставки: 200 комплектов / комплектов в месяц
Порт: Циндао / Шанхай
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| технические характеристики | Номинальный давление (кН) | Длина стола (мм) | Расстояние между столбы (мм) | Глубина горло и рот (мм) | Инсульт (мм) | Главный мотор мощность (кВт) |
| WC67Y40 / 2200 | 400 | 2200 | 1700 | 200 | 100 | 4 |
| WC67Y40 / 2500 | 400 | 2500 | 1900 | 200 | 100 | 4 |
| WC67Y50 / 2500 | 500 | 2500 | 1900 | 250 | 100 | 4 |
| WC67Y50 / 3200 | 500 | 3200 | 2500 | 250 | 100 | 4 |
| WC67Y63 / 2500 | 630 | 2500 | 1900 | 250 | 120 | 5. 5 5 |
| WC67Y63 / 3200 | 630 | 3200 | 2500 | 250 | 120 | 5.5 |
| WC67Y80 / 3200 | 800 | 3200 | 2500 | 250 | 120 | 5.5 |
| WC67Y80 / 4000 | 800 | 4000 | 3000 | 250 | 120 | 5.5 |
| WC67Y100 / 2500 | 1000 | 2500 | 1900 | 320 | 120 | 7,5 |
| WC67Y100 / 3200 | 1000 | 3200 | 2500 | 320 | 120 | 7,5 |
| WC67Y100 / 4000 | 1000 | 4000 | 3000 | 320 | 120 | 7,5 |
| WC67Y100 / 5000 | 1000 | 5000 | 4000 | 320 | 120 | 7,5 |
| WC67Y125 / 2500 | 1250 | 2500 | 1900 | 320 | 120 | 7,5 |
| WC67Y125 / 3200 | 1250 | 3200 | 2500 | 320 | 120 | 7,5 |
| WC67Y125 / 4000 | 1250 | 4000 | 3000 | 320 | 120 | 7,5 |
| WC67Y125 / 5000 | 1250 | 5000 | 4000 | 320 | 120 | 7,5 |
| WC67Y160 / 3200 | 1600 | 3200 | 2500 | 320 | 200 | 11 |
| WC67Y160 / 4000 | 1600 | 4000 | 3000 | 320 | 200 | 11 |
| WC67Y160 / 5000 | 1600 | 5000 | 4000 | 320 | 200 | 15 |
| WC67Y160 / 6000 | 1600 | 6000 | 4800 | 320 | 200 | 15 |
| WC67Y200 / 3200 | 2000 | 3200 | 2600 | 320 | 200 | 15 |
| WC67Y200 / 4000 | 2000 | 4000 | 3100 | 320 | 200 | 15 |
| WC67Y200 / 5000 | 2000 | 5000 | 4000 | 320 | 200 | 15 |
| WC67Y200 / 6000 | 2000 | 6000 | 4800 | 320 | 200 | 15 |
| WC67Y250 / 3200 | 2500 | 3200 | 2600 | 400 | 250 | 18,5 |
| WC67Y250 / 4000 | 2500 | 4000 | 3200 | 400 | 250 | 18,5 |
| WC67Y250 / 5000 | 2500 | 5000 | 4000 | 400 | 250 | 18,5 |
| WC67Y300 / 4000 | 3000 | 4000 | 3300 | 400 | 250 | 22 |
| WC67Y300 / 5000 | 3000 | 5000 | 4000 | 400 | 250 | 22 |
| WC67Y300 / 6000 | 3000 | 6000 | 5800 | 400 | 250 | 22 |
| WC67Y400 / 5000 | 4000 | 5000 | 4000 | 400 | 250 | 30 |
| WC67Y400 / 6000 | 4000 | 6000 | 4800 | 400 | 250 | 30 |
| WC67Y500 / 6000 | 5000 | 6000 | 4800 | 400 | 300 | 37 |
| WC67Y600 / 7000 | 6000 | 6000 | 5600 | 400 | 300 | 45 |
| WC67Y700 / 7000 | 7000 | 7000 | 5600 | 400 | 300 | 45 |
Фигурка пресс-формы для гибочного пресса:
После фиксации толщины плиты и внутреннего радиуса изгиба см. Таблицу ниже.
Таблицу ниже.
1. Из таблицы видно, что давление на каждый метр при гибке материалов.
2. Ширина V-образной канавки (V) нижней матрицы при гибке.
3. Самая короткая длина (b), возникающая при изгибе.
Примечание. В следующей таблице показана соответствующая ширина V-образной канавки фильеры с общей толщиной.
Tsinfa – профессиональный поставщик и производитель гидравлических гибочных станков в Китае. Гидравлический листогибочный пресс особенно подходит для гибки листового металла.
Существует много различных видов тоннажа: 40 тонн, 50 тонн, 63 тонны, 80 тонн, 100 тонн, 125 тонн, 160 тонн, 200 тонн, 300 тонн, 400 тонн, 500 тонн, 600 тонн, 800 тонн гидравлический листогибочный пресс.
Особенности:
● Цельносварная конструкция. Вибрация для устранения сжатия, высокая прочность и хорошая жесткость.
● Механический упор, стальной торслон для поддержания синхронизации, высокая точность.
● Электронное управление. Ручная точная настройка цифрового дисплея заднего упора и бокового хода.
● Компенсационный блок Dellecbon установлен на верхней матрице. Компенсационный блок для нижней матрицы используется для станка.
Вопросы?Позвоните нам по телефону + 86-15318444939и поговорите с одним из наших опытных представителей.Вы также можете заполнить нашу контактную форму.
СДЕЛАТЬ ЗАПРОС
Моя цитата
В вашей цитате нет позиций.
КОНТАКТЫ
Часы работы:
Понедельник воскресенье
24 часа
+ 86-15318444939
ВЕБ-МАГАЗИН
- 100+ профессиональных квалифицированных рабочих.
- Умеренная цена
- 15+ лет опыта
- Контроль качества
- Быстрая доставка
Недавние Посты
- Все, что вам нужно знать об обработке с ЧПУ
- Из чего сделаны защитные двери?
- Как использовать токарный станок по металлу: Операции на станке с зазором со станиной
- Что такое токарный станок по металлу? Использование, Определение, Операции, Детали, Схема
- Введение в токарный станок: 16 типов токарных станков
КОНТАКТЫ
Продажи.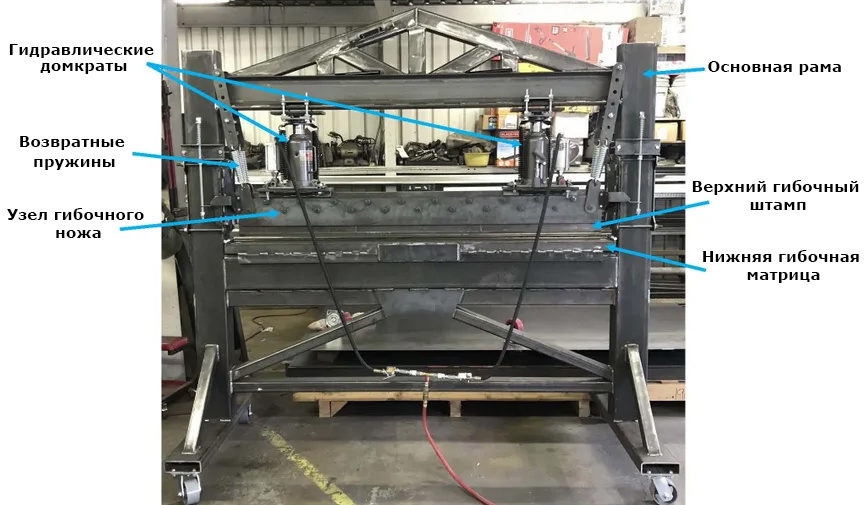 Отдел:
Отдел:
Электронная почта: [email protected]
Телефон: + 86-15318444939
Отдел обслуживания:
Почта: [email protected]
Телефон: + 86-632-5656658
Часы работы
7 * 24 часа
Адрес
No 6 Industrial Area Park, Dadi Road, Tengzhou, Шаньдун, Китай
СДЕЛАТЬ ЗАПРОС
Пожалуйста, оставьте это поле пустым.
Copyright 2010-2030 © Shandong Tsinfa CNC Equipment Co., Ltd
СДЕЛАТЬ ЗАПРОС
Пожалуйста, оставьте это поле пустым.
Гидравлические гибочные станки в России
- Главная
- Продажа
- Металлообработка
- Гидравлический гибочный станок
Вы можете очень быстро сравнить цены гидравлического гибочного станка и подобрать оптимальные варианты из более чем 88911 предложений
Реклама
Гидравлический листогибочный станок КМТ модель КРВ 125-2500
Этот современный пресс разработаны для выполнения операций гибки металлических листов. Прочная сварная конструкция рамы, прошедшая термический отпуск для снятия сварочных напряжений в конструкции,…
Подробное описание и цена >>>
Реклама
Синхронизированный гидравлический листогибочный станок с ЧПУ PBH 80/2550
Максимальное усилие 80 тонн, длина рабочего стола 2550, глубина зева 350 мм, расстояние между колоннами 2150, мощность 5,5 кВт
Подробное описание и цена >>>
Реклама
Синхронизированный гидравлический листогибочный станок с ЧПУ PBH 110/3100
Максимальное усилие 110 тонн, длина рабочего стола 3100, глубина зева 410 мм, расстояние между колоннами 2600, мощность 7,5 кВт
Подробное описание и цена >>>
Прочная сварная конструкция рамы, прошедшая термический отпуск для снятия сварочных напряжений в конструкции,…
Подробное описание и цена >>>
Реклама
Синхронизированный гидравлический листогибочный станок с ЧПУ PBH 80/2550
Максимальное усилие 80 тонн, длина рабочего стола 2550, глубина зева 350 мм, расстояние между колоннами 2150, мощность 5,5 кВт
Подробное описание и цена >>>
Реклама
Синхронизированный гидравлический листогибочный станок с ЧПУ PBH 110/3100
Максимальное усилие 110 тонн, длина рабочего стола 3100, глубина зева 410 мм, расстояние между колоннами 2600, мощность 7,5 кВт
Подробное описание и цена >>>
Ручной гидравлический гибочный станок FBH-150
Состояние: Новый
В наличии
Ручной гидравлический гибочный станок FBH-150 и применяется для изгибания деталей трубных заготовок с небольшой твёрдостью. Технические характеристики:Материал гибки: труба 1/2″”, 3/4″”, 1″”, 1…
Технические характеристики:Материал гибки: труба 1/2″”, 3/4″”, 1″”, 1…
27.08.2019 Смоленск (Россия)
гидравлическая гибочная машина
Состояние: Новый
Гидравлический гибочный станок необходим для производства обжимных изогнутых панелей или изогнутых гофрированных листов без обжатия, которые в основном применяются в качестве кровли складов,…
05.09.2022 Москва (Россия)
Гибочный станок ADIRA QIHD 11030 № MEO-007584.
Состояние: Б/У Год выпуска: 2006 Производитель: ADIRA (Португалия)
Гибочный станок ADIRA QIHD 11030 № MEO-007584.Гибочные прессы ADIRA изготавливаются на основе употребления новейших технологий, по новаторским проектам и техническим разрешениям. Благодаря…
Благодаря…
22.07.2016 Владимир (Россия)
1 999 999
Гибочный станок для гибки колена из трубы
Состояние: Новый Год выпуска: 2012
В наличии
Гибочный станок коленный предназначен для производства круглого колена (гофроколена) из круглой трубы (заготовки) водосточной системы круглого сечения. Гофроколено (колено) водостоков имеет…
23.08.2012 Липецк (Россия)
175 000
Раскроечно-гибочные станки Flexiplus и CS 40, Италия
Состояние: Б/У Год выпуска: 2010
Раскроечно-гибочные станки Flexiplus и CS 40 автоматический станок с электронным управлением для раскроя арматурных стержней по заданному размеру. Система Flexiplus может использоваться только для. ..
..
14.05.2013 Адлер (Россия)
6 450 000
Гидравлический плоскошлифовальный станок HFS 4080 VC
Состояние: Новый
В наличии
Гидравлический плоскошлифовальный станок размер стола: 400×800 мм технологический ход, ось Х: 910 мм технологический ход, ось Y: 450 мм масса заготовки: 500 кг Bыcoкaя тoчнocть и…
29.08.2013 Щелково (Россия)
Гидравлический листогибочный станок 80/3200 ЧПУ
Состояние: Б/У Год выпуска: 2012
Предлагается к продаже гидравлический листогибочный станок WC67K-80/2500/3200Предлагается
к продаже гидравлический
листогибочный станок WC67K-80/2500/3200
№
Наименование.
05.12.2013 Новосибирск (Россия)
800 000
APK 121 – гидравлический профилегибочный станок Akyapak
Состояние: Новый Год выпуска: 2012
В наличии
APK 121 – гидравлический профилегибочный станок Akyapak (Турция). В НАЛИЧИЕ НА СКЛАДЕ В САНКТ-ПЕТЕРБУРГЕ. Возможны доставка и проведение пуско-наладочных работ.Валки приводятся в движение с…
19.05.2014 Санкт-Петербург (Россия)
1 450 000
Гидравлический дровокольный станок Palax Power 90 S
Состояние: Новый Производитель: Teras Takomo OY (Финляндия)
Гидравлический дровокольный станок Palax Power 90 S предназначен для профессиональной заготовки дров. Дровокол выполняет две операции – раскряжевка бревна на заготовки заданных размеров,. ..
..
29.03.2016 Псков (Россия)
Гидравлический дровокольный станок Palax Power 90 SG
Состояние: Новый Производитель: Teras Takomo OY (Финляндия)
Гидравлический дровокольный станок Palax Power 90 SG предназначен для профессиональной заготовки дров. Дровокол выполняет две операции – раскряжевка бревна на заготовки заданных размеров,…
29.03.2016 Псков (Россия)
ФАЛЬЦЕПРОКАТНЫЙ СТАНОК, ГИБОЧНЫЙ СТАНОК, СТАНОК ДЛЯ РЕЗКИ МЕТАЛЛА.
Состояние: Б/У
ФАЛЬЦЕПРОКАТНЫЙ СТАНОК, ГИБОЧНЫЙ СТАНОК, СТАНОК ДЛЯ РЕЗКИ МЕТАЛЛА.ФАЛЬЦЕПРОКАТНЫЙ СТАНОК ДЛЯ ПРОИЗВОДСТВА ЗАМКОВ НА ЛИСТОВОМ МЕТАЛЛЕ, ГИБОЧНЫЙ СТАНОК, СТАНОК ДЛЯ РЕЗКИ ЛИСТОВОГО МЕТАЛЛА.
01.06.2016 Красноярск (Россия)
Гидравлический гибочный пресс, HPB 40-2000 (WC67Y-40-2000)
Состояние: Б/У Год выпуска: 2006 Производитель: Китай
Гидравлический гибочный пресс, HPB 40-2000 (WC67Y-40-2000)
08. 09.2016
Некрасовское (Россия)
09.2016
Некрасовское (Россия)
угловырубной, ЧПУ, угловысечной, углоруб, пробивной, дыропробивной, гибочный, станок, пресс, ножницы, гильотина, листорез, листогиб
Состояние: Новый Производитель: Собственное производство (Россия)
В наличии
Продажа, производство, металлобработка. Продаем пресс, станок, угловырубной, угловысечной, пробивной, дыропробивной, гибочный, станок с ЧПУ, пресс, ножницы, гильотина, углорез, листогиб,…
26.10.2021 Саратов (Россия)
160 000
Трехроликовый гибочный станок с ЧПУ ERCOLINA CE100h4 со стяжкой
Состояние: Б/У Год выпуска: 2013
Предназначен для гибки двутавровой балки и швеллера на «тяжелую» стороны, трубы ВГП, уголка, трубы профильнойПродается трехроликовый гибочный станок с ЧПУ ERCOLINA CE100h4 с усиливающей стяжкой.
09.03.2017 Ростов-на-Дону (Россия)
2 450 000
Гидравлический гибочный пресс (Италия) Gasparini PBS 45/1600 2004г. ЧПУ Delem DA65. 4 – осевой: Y1, Y2, X, R. В отличном состоянии
Состояние: Б/У Год выпуска: 2004 Производитель: Gasparini (Италия)
ПродамГидравлический гибочный пресс (Италия) Gasparini PBS 45/1600 б/у 2004г. ЧПУ Delem DA65. 4 – осевой: Y1, Y2, X, R. В отличном состоянии. Работает в производстве, в Москве. Укомплектован…
18.06.2017 Москва (Россия)
2 300 000
Гидравлический гибочный пресс FOG-K-200/6000
Состояние: Новый
Листогиб гидравлический оснащенный ЧПУ серии FOG-К предназначен для выполнения операций гибки металлических листов вертикально опускающейся траверсой с гидравлическим приводом. Автоматическое…
Автоматическое…
23.02.2023 Казань (Россия)
Гидравлический гибочный пресс FOG-K-40/2000
Состояние: Новый
Листогиб гидравлический оснащенный ЧПУ серии FOG-К 40/2000 предназначен для выполнения операций гибки металлических листов вертикально опускающейся траверсой с гидравлическим приводом….
23.02.2023 Казань (Россия)
Гидравлический гибочный пресс FOG-K-40/2500
Состояние: Новый
Листогиб гидравлический оснащенный ЧПУ серии FOG-К 40/2000 предназначен для выполнения операций гибки металлических листов вертикально опускающейся траверсой с гидравлическим приводом….
23.02.2023 Казань (Россия)
Гидравлический гибочный пресс с чпу
Состояние: Б/У Год выпуска: 2007 Производитель: VIMERCATI (Италия)
Продаем синхронизированный гидравлический гибочный пресс VIMERCATI PHSY-10030 с блоком Cybelec DNC 1200 и 4 контролируемыми осями (2007 г. в. / Италия). Станок от официального дилера, в наличии в…
в. / Италия). Станок от официального дилера, в наличии в…
25.01.2021 Москва (Россия)
5 200 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по гидравлическому гибочному станку почти как на Авито и TIU
Видео гидравлического гибочного станка
Краткая история гибочного станка – Часть 2
От механической обработки листового металла в 18 веке до полностью автоматизированного двойного гибочного станка эпохи цифровых технологий. История гибочного станка продолжается.
Прокатный стан для производства механических плит | © Morphart – stock.adobe.com
Ручной тормоз, конец 19 века | Иллюстрация из: Отто Люгер, Lexikon der gesamten Technik, 1904
Ручной гибочный станок серии 69-MH-4/1 с станиной, один из первых станков Jorns, ок. 1973 г. | © Jorns AG
Гидравлический гибочный станок серии 82-NC длиной 4 м, один из первых гибочных станков с ЧПУ от Jorns, около 1985 г. | © Jorns AG
| © Jorns AG
Полностью автоматизированный двойной гибочный станок Jorns JDB, длина 12,2 м, мощность гибки стального листа 3 мм, 2021 | © Jorns AG
Промышленная революция: великолепная механическая обработка металлов
Одно не изменилось в металлообработке к середине 18 века: это по-прежнему очень тяжелый ручной труд. Но пришла промышленная революция, все больше и больше резьбовых стержней из дерева и деревянных балок заменялись металлическими деталями; закрывающая функция также состояла из рычагов, управляющих валов и эксцентриковых подшипников из металла. Деревянный стол для гибки часто усиливали металлом, так называемой краевой планкой, для достижения точных результатов гибки. А механическое производство листового металла действительно началось в конце 18 века, когда английский промышленник Джон Уилкинсон изобрел реверсивный прокатный стан.
Середина 19 века: построены первые «гибочные прессы для листового металла»
Металлические листы теперь были доступны в изобилии, и, следовательно, их обработка также была быстро механизирована. Первые гибочные станки назывались «гибочные прессы для листового металла» или «складные скамейки» примерно в 1875 году. Они были настоящими тяжеловесами, но, безусловно, облегчали работу. Затем на сцену вышла гидравлика: стопорный рычаг и гибочные инструменты приводились в действие одним или несколькими гидроцилиндрами и управлялись простым рычажным клапаном. Первоначально ножницы приводились в движение только вручную за счет импульса, но позже они также приводились в действие гидравлически. Долгое время положение изгиба определялось складным правилом или шаблоном. Позже к ним присоединились первые регулируемые системы обратного упора с ручным приводом.
Первые гибочные станки назывались «гибочные прессы для листового металла» или «складные скамейки» примерно в 1875 году. Они были настоящими тяжеловесами, но, безусловно, облегчали работу. Затем на сцену вышла гидравлика: стопорный рычаг и гибочные инструменты приводились в действие одним или несколькими гидроцилиндрами и управлялись простым рычажным клапаном. Первоначально ножницы приводились в движение только вручную за счет импульса, но позже они также приводились в действие гидравлически. Долгое время положение изгиба определялось складным правилом или шаблоном. Позже к ним присоединились первые регулируемые системы обратного упора с ручным приводом.
Гибочные системы становились все более электрифицированными в период между началом и серединой 20-го века. Первые простые системы управления были разработаны для управления функциями зажима, гибки и резки. С тех пор гибочные станки почти полностью контролировали себя.
1973: швейцарская фирма Jorns начинает производство гибочных станков
Когда главный механик Курт Йорнс принял фирму Конрада в Лоцвиле, Швейцария, отдельные стойки гибочных станков все еще были прикручены к земле на территории заказчика. Это оказалось проблемой с точки зрения статики в зависимости от подложки, которая могла привести к неточностям при изгибе. Курт Йорнс осознал эту проблему и разработал одну из первых станин для гибочного станка – новинку в отрасли. В 1975 компания Jorns представила первые гибочные станки с ЧПУ: серии 78 и 77. Вскоре за ними последовали первые гибочные станки с моторизованным задним упором и электрическими ножницами.
Это оказалось проблемой с точки зрения статики в зависимости от подложки, которая могла привести к неточностям при изгибе. Курт Йорнс осознал эту проблему и разработал одну из первых станин для гибочного станка – новинку в отрасли. В 1975 компания Jorns представила первые гибочные станки с ЧПУ: серии 78 и 77. Вскоре за ними последовали первые гибочные станки с моторизованным задним упором и электрическими ножницами.
История гибочного станка в эпоху цифровых технологий
Эпоха цифровых технологий началась с числового программного управления (ЧПУ) для всех станков. В 1980-х годах к ним присоединились переключатели с накатанной головкой для гибочных станков. Благодаря этому можно было предварительно установить и запустить точные значения для систем зажима, гибки, резки и обратного упора. Программа была ограничена количеством рядов переключателей колесика.
Первые листогибочные станки с ЧПУ и мониторными системами управления были построены в начале 1990-х годов. Измерительные системы также становились все точнее и быстрее. На рынке появились первые конические системы обратного упора. В конце 1990-х к ним присоединились графические системы управления, за которыми последовали сенсорные экраны, которыми можно было управлять непосредственно пальцем. Премьера полностью автоматизированных двойных гибочных станков состоялась на рубеже тысячелетий.
Измерительные системы также становились все точнее и быстрее. На рынке появились первые конические системы обратного упора. В конце 1990-х к ним присоединились графические системы управления, за которыми последовали сенсорные экраны, которыми можно было управлять непосредственно пальцем. Премьера полностью автоматизированных двойных гибочных станков состоялась на рубеже тысячелетий.
И куда движутся гибочные станки в будущем?
«Гибочный станок имеет долгую историю. и это останется актуальным для человечества и в будущем, потому что далеко не у всех на планете есть крыша над головой», — говорит Марк Йорнс, эксперт по гибке металлов и генеральный директор Jorns AG. А как дело будет развиваться технически? «В будущем гибочные станки станут еще точнее и быстрее. Процесс гибки будет дополнительно автоматизирован и, более того, он будет еще лучше взаимосвязан с программными компонентами более высокого уровня. Профилактическое обслуживание также значительно упростит работу, особенно на крупных производственных объектах, которые работают в несколько смен. Небольшие компании также выиграют от этих разработок».
Небольшие компании также выиграют от этих разработок».
Итак, история гибочных станков, начавшаяся тысячи лет назад с обработки листового металла, продолжается. Потому что для изготовления профилей крыш и стен защищенных помещений срочно нужны гибочные станки – сейчас и в будущем.
Что вы можете сказать об истории гибочных станков? Дайте нам знать.
Источники
Герд Изинг, Die Schwenkbiegemaschine, Books on Demand GmbH, Нордерштедт, 2005 г.
Отто Люгер, Lexikon der gesamten Technik und ihrer Hilfswissenschaften, DVA, Stuttgart, 1904
Википедия, Biegmaschine, https://de.wikipedia.org/wiki/… и Schwenkbiegen, https://de.wikipedia.org/wiki/…
Как работает гибка листового металла?
ПОНИМАНИЕ ЛИСТОВЫХ МЕТАЛЛОКОНСТРУКЦИЙ ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯЛистогибочные прессы с ЧПУ
Гибка листового металла представляет собой производственный процесс, в ходе которого изготавливается большинство корпусов, электрических коробок, кронштейнов и компонентов с помощью станка, известного как гибочный пресс с ЧПУ или (тормозной пресс). В этой технической статье объясняется, как производственные компании сгибают листовой металл с помощью этих типов машин. Мы надеемся, что после прочтения этой технической статьи вы лучше поймете, как работает гибка листового металла.
В этой технической статье объясняется, как производственные компании сгибают листовой металл с помощью этих типов машин. Мы надеемся, что после прочтения этой технической статьи вы лучше поймете, как работает гибка листового металла.
(Также можно использовать станки для гибки панелей, хотя их работа не рассматривается на этой странице.)
Гибка листового металла
Листовой металл сгибается, когда листогибочный пресс продавливает его между двумя инструментами: верхний инструмент (известный как пуансон) и нижний инструмент (известный как V-образный штамп). Листогибочный пресс управляет движением пуансона или матрицы и обеспечивает усилие прессования с помощью гидроцилиндров или электрических серводвигателей. Угол изгиба преимущественно определяется глубиной проникновения пуансона в V-образный штамп.
- Воздушная гибка (трехточечная гибка): Только два верхних угла V-образного штампа касаются материала, а внутренний радиус изгиба определяется шириной отверстия V-образного штампа, а не радиус наконечника пуансона.

- Чеканка или изгиб дна: Материал контактирует со всей внутренней поверхностью V-образного штампа, а кончик пуансона образует внутренний радиус изгиба. Требует гораздо большей силы по сравнению с изгибом на воздухе.

Воздушная гибка Радиус изгиба
При воздушной гибке внутренний радиус преимущественно определяется отверстием V-образной формы или шириной V. Предпочтительно, чтобы для любого данного материала использовалось самое большое практическое отверстие матрицы, чтобы свести к минимуму требуемое усилие, что приводит к большему радиусу. Часто желателен меньший радиус, и хорошим практическим правилом является использование минимального внутреннего радиуса, равного толщине материала. Матрицы изготавливаются определенных размеров, что ограничивает выбор радиусов для конкретного материала. По этой причине в конструкции должны быть предусмотрены большие допуски на внутренние радиусы изгиба (обычно не менее +/- 30% требуемого размера).
Длина изгиба / длина полки
Длина изгиба или длина полки определяются положением заднего упора или упора пальца, показанного черным на наших изображениях, относительно которого компоненты располагаются перед каждой операцией гибки. На наших листогибочных прессах упоры снабжены электроприводом, а их положение контролируется программой ЧПУ, что позволяет достигать нескольких различных длин гибки в рамках одного программного цикла.
В зависимости от ширины листогибочного пресса можно настроить несколько различных инструментальных станций, чтобы компонент, требующий различных настроек инструментов, можно было полностью согнуть в течение одного запуска программы. Каждый из наших листогибочных прессов имеет два обратных упора, но они имеют разные возможности перемещения обратного упора, а наши самые мощные машины могут иметь независимое движение по всем трем осям, что обеспечивает максимальную гибкость.
Конструкция и сложность деталей из листового металла
Компоненты различаются по сложности: от деталей с одним изгибом до деталей с несколькими изгибами и полками различной длины. Современные листогибочные прессы оснащены регулируемыми упорами обратного хода, приводимыми в действие серводвигателями, против которых воздействуют компоненты вручную или роботизированным манипулятором. Чем ближе упор обратного хода к оснастке, тем короче получается фланец, и наоборот.
Современные листогибочные прессы оснащены регулируемыми упорами обратного хода, приводимыми в действие серводвигателями, против которых воздействуют компоненты вручную или роботизированным манипулятором. Чем ближе упор обратного хода к оснастке, тем короче получается фланец, и наоборот.
На сложных деталях упоры обратного хода регулируются после каждого изгиба на соответствующее расстояние, необходимое для следующего изгиба. Движение упоров обратного хода и листогибочного пресса синхронизируется контроллером ЧПУ. Программы ЧПУ могут быть созданы онлайн в пользовательском интерфейсе станка или с помощью пакета программного обеспечения для автономного программирования (или CADCAM).
Вас может заинтересовать наше руководство по проектированию компонентов из листового металла .
Возможности листогибочного пресса
Максимальное усилие листогибочного пресса определяет максимальную длину изгиба для комбинации толщины листового металла, радиуса изгиба и угла изгиба. Усилие, необходимое для гибки листового металла, увеличивается с увеличением длины изгиба, внешнего угла изгиба и толщины листового металла и уменьшается с увеличением радиуса изгиба. Листогибочные прессы Hydram имеют различные характеристики: максимальная длина изгиба составляет 4 метра, а максимальное усилие — 250 тонн. В таблице ниже приведены некоторые типичные примеры для 9Изгибы под углом 0 градусов с использованием воздушной гибки (не чеканки).
Усилие, необходимое для гибки листового металла, увеличивается с увеличением длины изгиба, внешнего угла изгиба и толщины листового металла и уменьшается с увеличением радиуса изгиба. Листогибочные прессы Hydram имеют различные характеристики: максимальная длина изгиба составляет 4 метра, а максимальное усилие — 250 тонн. В таблице ниже приведены некоторые типичные примеры для 9Изгибы под углом 0 градусов с использованием воздушной гибки (не чеканки).
| Толщина мягкой стали | Длина изгиба | Внутренний радиус изгиба | Требуемая сила |
| 1,5 мм | 3000 мм | 2 мм | 45 тонн |
| 3 мм | 1500 мм | 4 мм | 51 тонна |
| 6 мм | 1000 мм | 8 мм | 48 тонн |
| 9мм | 500 мм | 13 мм | 34 тонны |
Листогибочные инструменты
Для различных задач по гибке листового металла доступны различные инструменты для листогибочных прессов. Характеристики верхнего и нижнего инструментов варьируются в зависимости от требований к компоненту из листового металла.
Характеристики верхнего и нижнего инструментов варьируются в зависимости от требований к компоненту из листового металла.
Инструменты для гибки листового металла толстых металлов
Более толстый металл обычно обрабатывается с большим радиусом изгиба, и это может быть достигнуто за счет увеличения радиуса верхнего инструмента и расстояния поперек отверстия V-образной матрицы или ширины V-образной формы.
Инструменты для гибки листового металла под острыми углами
Компоненты, требующие острого угла гибки, требуют инструментов для «перегиба». И верхний, и нижний инструменты в этом случае имеют более острый угол.
Инструменты для гибки листового металла с малым зазором
Компоненты, имеющие более одного изгиба, часто требуют специального верхнего инструмента для обеспечения зазора для существующих фланцев. Без этого зазора компонент столкнулся бы с инструментом до завершения последующей операции гибки. Этот тип инструмента часто называют гусиной шеей.
Модифицированные зажимы
Для обеспечения зазора в крайних случаях верхний инструмент можно подвешивать к балке листогибочного пресса с помощью модифицированных зажимов. Эти расширенные зажимы обеспечивают гораздо больший зазор для больших фланцев, если листогибочный пресс имеет достаточную длину хода, чтобы приспособиться к общей высоте инструмента.
Развертка заготовки из листового металла со сгибом
Размер заготовки — припуск на изгиб
При проектировании компонентов из листового металла со складками или изгибами необходимо создать развертку или развертку заготовки. Эта заготовка затем вырезается лазером или перфорируется на станке с ЧПУ, прежде чем попасть на листогибочный пресс для складывания. При создании заготовки важно, чтобы в конструкции учитывался радиус изгиба, образованный инструментом листогибочного пресса. Радиус изгиба влияет на уменьшение развернутого размера заготовки. Чем больше радиус, тем меньше заготовка, как показано в примере напротив. Конструктивные расчеты, необходимые для разработки заготовки из листового металла, называются расчетом «припуска на изгиб».
Конструктивные расчеты, необходимые для разработки заготовки из листового металла, называются расчетом «припуска на изгиб».
Радиус изгиба Рассмотрение
Радиус изгиба зависит от толщины материала и инструментов, используемых для гибки материала, и каждый субподрядчик будет иметь свои собственные предпочтения в отношении инструментов, а это означает, что разные субподрядчики могут использовать разные разработки заготовок. Поэтому очень важно, чтобы конструктор или инженер-технолог знал, какие инструменты будут использоваться для гибки материала, и хорошо понимал, какое влияние это оказывает на радиус изгиба и результирующий размер заготовки. Точно так же, чтобы обеспечить точность изогнутого компонента, оператор листогибочного пресса должен знать, с каким радиусом была спроектирована деталь, чтобы сделать правильный выбор инструмента.
Инструкции по черчению и нанесению размеров компонентов из фальцованного листового металла
Размеры детали должны быть указаны в одном направлении, где это возможно. Из-за последовательного характера процесса формования и того факта, что на каждом изгибе вводится изменение размеров, нанесение размеров в одном направлении параллельно процессу и помогает контролировать накопление допусков.
Из-за последовательного характера процесса формования и того факта, что на каждом изгибе вводится изменение размеров, нанесение размеров в одном направлении параллельно процессу и помогает контролировать накопление допусков.
Разрешить более широкий допуск на длину фланца (+/- 0,2 мм), поскольку более жесткие допуски, хотя и достижимые, сделают деталь более дорогой. Часто допуски в основной надписи чертежа могут быть излишне жесткими для одних размеров и углов и подходящими для других.
По возможности не указывайте радиусы изгиба. У каждого субподрядчика будут свои предпочтения в отношении инструментов, которые определяют радиусы изгиба детали. Если важны радиусы изгиба, то по возможности используйте один и тот же радиус изгиба для всех изгибов детали. Это помогает субподрядчику свести к минимуму настройки и снизить затраты. В любом случае следует допускать большой допуск, чтобы обеспечить максимальный выбор инструмента (обычно +/- 30% от требуемого размера). Обратите внимание, что полученный радиус не должен изменяться в пределах партии деталей, изготовленных с использованием одной и той же оснастки, несмотря на большой допуск.
Обратите внимание, что полученный радиус не должен изменяться в пределах партии деталей, изготовленных с использованием одной и той же оснастки, несмотря на большой допуск.
Как правило, размеры следует наносить от элемента к кромке. Избегайте межэлементных размеров в двух или более плоскостях. Для размеров элемента для изгиба могут потребоваться специальные приспособления или калибры.
Должны использоваться внешние размеры, если внутренние размеры не являются критическими. Однако размеры смещений и тиснений должны быть указаны с одной и той же стороны материала, если только общая высота не является критической.
Только абсолютно критические размеры должны быть выделены как таковые. Размещение чрезмерно высоких допусков и избыточных критических размеров на чертеже может значительно увеличить стоимость детали.
Если на вашем чертеже требуется пустая проявка, пометьте ее как «Только для информации».