Листогиб гидравлический FOG 200/6000 YangLi (Китай)
Листогиб гидравлический серии FOG предназначен выполнения операций гибки металлических листов. Прочная сварная конструкция рамы, прошедшая термический отпуск для снятия сварочных напряжений в конструкции и надежная гидравлика позволяют добиться хороших результатов обработки листа. Синхронизация работы двух гидроцилиндров обеспечивается механической траверсой между ними. Привод перемещения задних упоров электромеханический, управляется с пульта на передней панели.
Простота управления данными прессом и его универсальность позволяют найти данному оборудованию широкое применение во всех отраслях промышленности. Пресс наиболее эффективен при несложных гибах на длину всего рабочего стола, и в случаях, когда не требуется частой смены рабочего инструмента.
Профили, получаемые при использовании листогиба
Производитель: YangLi
Родина бренда: Китай
| Техническая характеристика Листогиба гидравлического FOG 200/6000 | ||
| Усилие, кН | 2000 | |
| Длина рабочего стола, мм | 6000 | |
| Расстояние между колоннами, мм | 4890 | |
Высота открытия макс.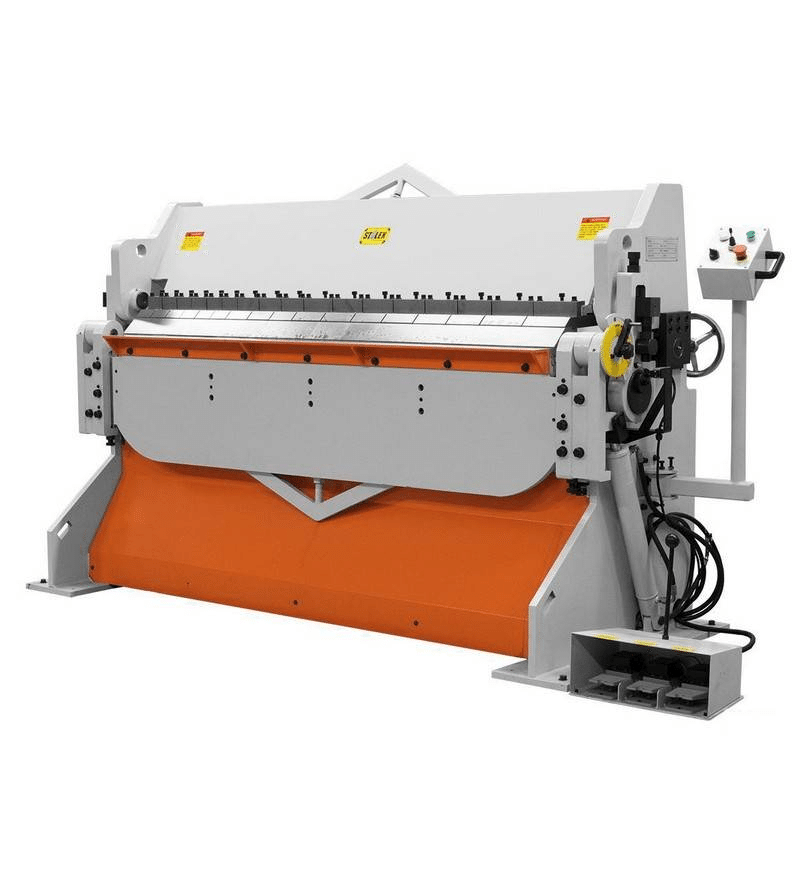 , мм , мм |
350 | |
| Ход пуансона, мм | 200 | |
| Мощность двигателя, кВт | 15 | |
| Габариты станка, мм | 6070х2315х2900 | |
| Вес нетто, кг | 23000 | |
Отзывы о Листогибе гидравлическом FOG 200/6000
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Листогибочный станок Stalex HBV48A – является мощной гидравлической моделью с возможностью гибки листовой стали до 4* мм и шириной гиба до 1250 мм. Усилие создается гидравлическим приводом на 30 тонн, он позволяет регулировать высоту подъёма прижимной гибочной балки – для сокращения рабочего времени и удобства работы с заготовками с замкнутым контуром. Тип привода: гидравлический Усилие в тоннах: 30 тонн. Макс. рабочая длина: 1250 мм. Толщина металла (400 Н/мм2): 4 мм. Ход верхней балки: 120 мм. Задний упор: 105-550 мм. Мощность мотора: 3,0 кВт. Вес: 470 кг. Листогибочный пресс гидравлического типа c ЧПУ Stalex WE67K-160/2500 DA52S – это гибочное оборудование с ЧПУ, с рабочей длиной 2500 мм и максимальным усилием 160 тонн. Листогиб гидравлический (пресс) Stalex WС67-250/3200 E21 с ЧПУ это гидравлическое листогибочное оборудование с рабочей длиной 3200 мм, и усилием гидравлики в 250 тонн, станок с системой УЦИ Estun Е21 применяется для гибки листового металла. Регулируемая по высоте передняя поддержка листа. Система крепления – универсальная система от поставщика Guoling, с широким каталогом инструмента. Задние упоры: 20-500 мм. Усилие гибки, тонн: 250. Листогиб гидравлический (пресс) Stalex WС67-160/3200 E21 с ЧПУ – это гидравлическое листогибочное оборудование с рабочей длиной 3200 мм, и усилием гидравлики в 160 тонн, станок с системой УЦИ Estun Е21 применяется для гибки листового металла с помощью сегментных матриц и пуансонов. Листогибочный пресс Stalex WС67-160/3200 имеют жесткое (через трубчатую траверсу) соединение двух силовых гидроцилиндров для синхронизации их работы. Задние упоры: 20-500 мм. Усилие гибки, тонн: 160. Рабочая длина, мм: 3200. Расстояние между колоннами, мм: 2600.  Глубина зева, мм: 320. Макс. расстояние между столом и траверсой, мм: 460. Ход, мм: 200. Ход по оси Х, мм: 500. Скорость по оси Х, мм/сек: 230. Ход по оси R, мм: 200. Ось R (механическая): в комплектации. Мощность двигателя, кВт: 11. Масса, тонн: 10,5. Габариты (ДхШхВ), мм: 3200х1700х2700. Глубина зева, мм: 320. Макс. расстояние между столом и траверсой, мм: 460. Ход, мм: 200. Ход по оси Х, мм: 500. Скорость по оси Х, мм/сек: 230. Ход по оси R, мм: 200. Ось R (механическая): в комплектации. Мощность двигателя, кВт: 11. Масса, тонн: 10,5. Габариты (ДхШхВ), мм: 3200х1700х2700. Гидравлический пресс, листогиб Stalex WС67-100/3200 E21 с ЧПУ – это гидравлического оборудование для гибки листового металла с рабочей длиной 3200 мм и максимальным усилием в 100 тонн. Конструкция гидравлического листогиба имеет высокую жёсткость и стабильность. Система управления – ЧПУ Estun E21 (оси X, Y). Моторизованный задний упор с возможностью подстройки высоты. Передняя поддержка листа с настройкой по высоте. Задние упоры: 20-500 мм. Кнопка аварийного отключения: да Усилие гибки, тонн: 100. Рабочая длина, мм: 3200. Листогибочный гидравлический пресс Stalex WС67-100/2500 E21 с ЧПУ – это гидравлического оборудование для гибки листового металла с рабочей длиной 2500 мм и максимальным усилием в 100 тонн. Точная “геометрия” составных частей станины достигается – за счёт раскроя заготовок на станках лазерной и плазменной резки с ЧПУ. Управление гибочным прессом осуществляется при помощи оснащенного системой УЦИ Estun Е21. Усилие гибки, тонн: 100. Рабочая длина, мм: 2500. Расстояние между колоннами, мм: 2020. Листогибочный гидравлический пресс Stalex WC67-80/2500 E21 с ЧПУ – это гидравлического оборудование для гибки листового металла с рабочей длиной 2500 мм и максимальным усилием в 80 тонн, применяется для комплексной гибки листового металла. Листогибочный пресс WC67-80/2500 является гибочным оборудованием, оснащаемый системой УЦИ Е21. Главный двигатель: Siemens (Германия). Двигатель заднего упора: Detong Shanghai (Китай). Электрические компоненты: Schneider (Франция). Уплотнительные кольца: Nok (Япония). Усилие гибки, тонн: 80 Рабочая длина, мм: 2500. Расстояние между колоннами, мм: 1990. Листогибочный гидравлический пресс Stalex WС67-63/2500 E21 с ЧПУ – это гидравлического оборудование для гибки листового металла с рабочей длиной 2500 мм и максимальным усилием в 63 тонны, применяется для комплексной гибки листового металла. Конструкция гидравлического листогиба имеет высокую жёсткость и стабильность, нужный эффект достигается за счёт термической обработки. Главный двигатель: Siemens (Германия). Двигатель заднего упора: Detong Shanghai (Китай). Электрические компоненты: Schneider (Франция). Уплотнительные кольца: Nok (Япония). Задние упоры: 20-500 мм.  Ход, мм: 100. Ход по оси Х, мм: 500. Скорость по оси Х, мм/сек: 230. Мощность двигателя, кВт: 5,5. Масса, тонн: 3,0. Габариты (ДхШхВ), мм: 2500х1200х1910. Ход, мм: 100. Ход по оси Х, мм: 500. Скорость по оси Х, мм/сек: 230. Мощность двигателя, кВт: 5,5. Масса, тонн: 3,0. Габариты (ДхШхВ), мм: 2500х1200х1910. Листогибочный гидравлический пресс Stalex модели WС67-40/1600 E21 с ЧПУ с рабочей длиной 1600 мм и усилием гибки в 40 тонн – это мощное листогибочное оборудование применяется для комплексной гибки листового металла с помощью гидравлического привода. Управление гибочным прессом осуществляется при помощи оснащенного системой УЦИ Estun Е21. Задние упоры, мм: 20-500. Кнопка аварийного отключения: да. Усилие гибки, тонн: 40. Рабочая длина, мм: 1600. Расстояние между колоннами, мм: 1250. Глубина зева, мм: 230. Макс. расстояние между столом и траверсой, мм: 320. Рабочая высота стола, мм: 500. Ход по оси Х, мм: 500. Скорость по оси Х, мм/сек: 230. Пресс гидравлический листогибочный Stalex модели WC67K-30×1600 E21 с ЧПУ с рабочей длиной 1600 мм – это мощное листогибочное оборудование применяется для комплексной гибки листового металла с помощью гидравлического привода, создающего большие сжимающие усилия. Усилие гибки, тонн: 30. Рабочая длина, мм: 1600. Расстояние между колоннами, мм: 1250. Глубина зева, мм: 230. Макс. расстояние между столом и траверсой, мм: 320. Рабочая высота стола, мм: 500. Мощность двигателя, кВт: 5,5. Масса тонн: 2,3. Габариты (ДхШхВ), мм: 1600х1200х1800. Станок листогибочные гидравлический Stalex HW с сегментной балкой (листогиб гидравлический сегментный). Станок листогибочные гидравлический Stalex HW с сегментной балкой (листогиб гидравлический сегментный). Рабочая длина 2440 мм, работает с листовой сталью толщиной до 3,5 мм. Угол гибки от 0º-135º. Ход цилиндра 400 мм. Максимальная выходная мощность двигателя 5 кВт. Станок листогибочные гидравлический Stalex HW с сегментной балкой (листогиб гидравлический сегментный). Рабочая длина 1830 мм, работае с листовой сталью толщиной до 3,5 мм. Гидравлический листогиб Stalex HBV-48 это листогибочный пресс с откидной балкой, предназначенный для гибки листового металла толщиной до 4 мм. Рабочая длина составляет 1220 мм. Усилие 30 тонн. Благодаря возможности смены инструмента можно работать с листовым металлом различной толщины, а также менять угол гибки. |
 Пресс предназначен для серийного, мелкосерийного и штучного изготовления деталей имеющих более четырех гибов. Усилие гибки, тонн: 160. Рабочая длина, мм: 2500. Расстояние между колоннами, мм: 2050. Глубина зева, мм: 400. Макс. расстояние между столом и траверсой, мм: 420. Мощность двигателя, кВт: 11. Масса, тонн: 9,5. Габариты (ДхШхВ), мм: 3100х1700х2500.
Пресс предназначен для серийного, мелкосерийного и штучного изготовления деталей имеющих более четырех гибов. Усилие гибки, тонн: 160. Рабочая длина, мм: 2500. Расстояние между колоннами, мм: 2050. Глубина зева, мм: 400. Макс. расстояние между столом и траверсой, мм: 420. Мощность двигателя, кВт: 11. Масса, тонн: 9,5. Габариты (ДхШхВ), мм: 3100х1700х2500.

 Глубина зева, мм: 320. Макс. расстояние между столом и траверсой, мм: 350 Ход, мм: 150. Ход по оси Х, мм: 500. Скорость по оси Х, мм/сек: 230. Мощность двигателя, кВт: 11. Масса, тонн: 6. Габариты (ДхШхВ), мм: 2500х1600х2400.
Глубина зева, мм: 320. Макс. расстояние между столом и траверсой, мм: 350 Ход, мм: 150. Ход по оси Х, мм: 500. Скорость по оси Х, мм/сек: 230. Мощность двигателя, кВт: 11. Масса, тонн: 6. Габариты (ДхШхВ), мм: 2500х1600х2400.
 Кнопка аварийного отключения: да Усилие гибки, тонн: 63. Рабочая длина, мм: 2500. Расстояние между колоннами, мм: 1900. Глубина зева, мм: 250. Макс. расстояние между столом и траверсой, мм: 320. Ход, мм: 100. Ход по оси Х, мм: 500. Скорость по оси Х, мм/сек: 230. Мощность двигателя, кВт: 5,5. Масса, тонн: 4,0. Габариты (ДхШхВ), мм: 2500х1300х2210.
Кнопка аварийного отключения: да Усилие гибки, тонн: 63. Рабочая длина, мм: 2500. Расстояние между колоннами, мм: 1900. Глубина зева, мм: 250. Макс. расстояние между столом и траверсой, мм: 320. Ход, мм: 100. Ход по оси Х, мм: 500. Скорость по оси Х, мм/сек: 230. Мощность двигателя, кВт: 5,5. Масса, тонн: 4,0. Габариты (ДхШхВ), мм: 2500х1300х2210. Мощность двигателя, кВт: 5,5. Масса тонн: 2,5. Габариты (ДхШхВ), мм: 1600х1200х1800.
Мощность двигателя, кВт: 5,5. Масса тонн: 2,5. Габариты (ДхШхВ), мм: 1600х1200х1800. Рабочая длина 2440 мм, работает с листовой сталью толщиной до 3,5 мм. Угол гибки от 0º-135º. Ход цилиндра 400 мм. Максимальная выходная мощность двигателя 7,5 кВт.
Рабочая длина 2440 мм, работает с листовой сталью толщиной до 3,5 мм. Угол гибки от 0º-135º. Ход цилиндра 400 мм. Максимальная выходная мощность двигателя 7,5 кВт. Угол гибки от 0º-135º. Ход цилиндра 400 мм. Максимальная выходная мощность двигателя 4 кВт.
Угол гибки от 0º-135º. Ход цилиндра 400 мм. Максимальная выходная мощность двигателя 4 кВт. Гидравлический листогиб – конструкция и особенности пресса + Видео
Гидравлический листогиб применяется на различных производственных предприятиях для гибки листового металла по холодной методике с четким соблюдением заданных углов сгиба.
1 Как появились гидравлические листогибочные станки?
Изначально мировая промышленность изготавливала листогибы механического и ручного типа. Они были просты и надежны в эксплуатации, имели несложную конструкцию и не требовали чрезмерных затрат на их производство. Понятно, что ручной листогиб не обеспечивал должной точности сгибания, да и для его использования необходимо было применять немалую физическую силу. Масса недостатков имелась и у механического оборудования:
Они были просты и надежны в эксплуатации, имели несложную конструкцию и не требовали чрезмерных затрат на их производство. Понятно, что ручной листогиб не обеспечивал должной точности сгибания, да и для его использования необходимо было применять немалую физическую силу. Масса недостатков имелась и у механического оборудования:
- высокая степень вибрации и шума при эксплуатации;
- малое качество производимой продукции;
- повышенный риск травмирования оператора установки;
- большой расход электрической энергии;
- сложности при необходимости переналадки станков.
Одновременно с механическими прессами для гибки металлических заготовок стали применять пневматическое оборудование. Его эксплуатировали достаточно ограничено, так как для работы таких агрегатов нужно было подводить к ним сжатый воздух по специальной магистрали. А усилие нагрузки, которое они могли обеспечивать, было сравнительно малым.
Настоящим прорывом в вопросах сгибания листового металла стало появление в середине 20 столетия гидравлических прессов, которые отличались малым расходом электричества, высоким уровнем безопасности выполнения работ, практически безупречной надежностью и превосходным качеством выпускаемых изделий.
За последние годы стандартный гидравлический листогибочный пресс претерпел множество изменений. В наши дни он оснащается инновационными устройствами и механизмами, которые значительно облегчают процедуру гибки заготовок из металла. К таковым относят следующие приспособления и разработки:
- графический пользовательский интерфейс, дающий возможность программному управлению станком самостоятельно определять и задавать последовательность гибки;
- оборудование для регулировки электронными устройствами скорости траверсы;
- защита оператора от травм;
- индикаторы контроля угла гиба.
Перечислять современное дополнительное оборудование, устанавливаемое на гидравлические листогибы, можно достаточно долго. О многих специальных механизмах и тонкостях использования листогибочных станков с ЧПУ мы еще поговорим, описывая их популярные марки.
2 Общие сведения об установках и принципе их работы
Описываемое оборудование обычно применятся на производствах в следующих ситуациях:
- для получения идеальных по качеству и точности изделий;
- в качестве одного из этапов процесса промышленной обработки металлических заготовок толщиной от 3,5 миллиметров;
- для быстрой и недорогой гибки листов металла толщиной менее 3,5 миллиметров;
- при выполнении операций по сгибанию однотипных изделий (когда настройки инструмента не нужно менять слишком часто).


Листогибы на гидравлике бывают стационарными и передвижными. Первые используются на одном месте, они могут перерабатывать большие объемы металла. А вторые, мобильные, допускается эксплуатировать на разных объектах. Как правило, их приобретают небольшие производственные компании. И первые, и вторые при этом функционируют на энергии гидроцилиндров, что исключает необходимость применения усилий со стороны оператора листогибочного станка.
Суть работы описываемого оборудования заключается в обеспечении заданных значений хода (рабочего) траверсы установки и требуемого усилия. Под траверсой понимают жесткую балку из стали. На нее монтируют приспособления для конкретных режимов гибки, учитывающие характеристики обрабатываемой заготовки.
Траверса перемещается под постоянным контролем специальных линейных датчиков. Обычно на листогибы их устанавливают две штуки (один “следит” за правой стороной балки, другой – за левой), что гарантирует равномерность хода траверсы. На большинстве станков для гибки, кроме того, монтируют задний программируемый упор. Он позволяет получать отгибаемую металлическую кромку с определенными геометрическими значениями.
На большинстве станков для гибки, кроме того, монтируют задний программируемый упор. Он позволяет получать отгибаемую металлическую кромку с определенными геометрическими значениями.
Листогибы на гидроцилиндрах на сегодняшний день считаются незаменимыми при производстве материалов для корпусного строительства, электронных изделий, приборов и быттехники, транспортных средств и специальной автотехники. Они также необходимы для изготовления гнутых изделий, используемых в машино- и станкостроении. При установке дополнительных механизмов гидравлические листогибочные станки без проблем обрабатывают разные по диаметру цилиндрические и конические поверхности.
3 Алгоритм гиба металла на листогибах с гидроцилиндрами
Технология обработки листовых металлических заготовок на рассматриваемом оборудовании не имеет особых сложностей. При этом она обеспечивает максимальную производительность листогибов и высокую безопасность выполнения работ.
В целом процесс сгибания заготовок на интересующих нас агрегатах осуществляется в семь стадий:
- Траверсу надежно фиксируют в так называемой “мертвой верхней точке”.
- Запускают траверсу при помощи педали либо кнопки управления. Перемещение балки происходит с запланированной оператором скоростью сверху вниз. Указанная скорость именуется свободным падением за счет того, что до некоторого заданного момента она выше скорости непосредственно гибочной операции. При этом необходимо понимать – действительно свободного (то есть неконтролируемого) падения как такового не происходит – аппаратура, которой располагает любой современный гидравлический листогибочный пресс, контролирует каждое движение оборудования.
- Рабочую скорость балка получает в интервале переключения скоростей. На данном этапе отмечается синхронизация объема и скорости подачи в гидроцилиндры гидравлической жидкости, функционирования двух сторон траверсы и выбора запланированной рабочей скорости. Все озвученные процессы идут одновременно, за правильность их выполнения отвечают аппаратные регулировочные средства либо датчики.
- Траверса после получения нужной для работы скорости устремляется к другой мертвой точке (теперь уже к нижней). В этом положении балка остается определенное время, которого достаточно для обеспечения равномерной нагрузки на деталь, подвергаемую сгибанию.
- Траверсу начинают поднимать с четко обозначенной скоростью на необходимую по условиям техпроцесса величину. Данная стадия носит название декомпрессии. Она контролируется автоматически, правильность поднятия балки влияет на качество получаемого изделия не меньше, чем сама операция гибки.
- Траверса возвращается до мертвой верхней точки с достаточно большой скоростью.
- Отключение оборудования.
Листогибы с добавочными механизмами, конечно же, могут функционировать с некоторыми дополнительными этапами. Но сама гибка металлических изделий выполняется именно по описанному алгоритму.
Добавим, что обработка заготовок на листогибах с гидроцилиндрами описывается тремя основными параметрами – рабочая длина станка, мощность развиваемой нагрузки на деталь, производительность за определенное время, а также несколькими добавочными характеристиками (дистанция между стойками агрегата, скорость выполнения рабочих операций, амплитуда, с которой может перемещаться траверса и другие).
4 Станок ЛГСГ-28 – краткое описание
Пресс ЛГСГ-28 Липецкого комбината по выпуску профилегибочного специального оборудования пользуется огромной популярностью у российских компаний, которые занимаются производством разных видов швеллеров и уголков, а также иных изделий для строительной отрасли. Данный агрегат способен обрабатывать на высочайшем уровне эффективности листовой металл толщиной до 3 миллиметров и длиной до 2,5 метров.
ЛГСГ-28 рекомендуется применять тогда, когда предприятие занимается изготовлением большого количества однотипных (серийных) изделий. Листогиб характеризуется:
- незначительным шумом при работе;
- элементарным управлением;
- прекрасным соотношением функциональности и стоимости;
- небольшим потреблением электрической энергии;
- возможностью выполнять гибку в ручном и полностью автоматическом режимах;
- достаточно высокой универсальностью.

ЛГСГ-28 развивает при сгибании усилие до 20 тонн, обеспечивает угол гибки – до 105 градусов. Габаритные размеры станка – 280 на 80 на 200 сантиметров при весе примерно 2 тысячи килограмм. Данное оборудование позволяет получать минимальный загиб на уровне четырех сантиметров.
Нельзя не отметить, что ЛГСГ-28 ломается крайне редко. Но даже в ситуациях, когда возникает необходимость его ремонта (замены узлов, естественным образом вышедших из строя), проблем у пользователей с “обновлением” станка не возникает. Липецкий завод производит в достаточном количестве полный ассортимент запасных частей к своему листогибу.
5 Обзор листогибочных прессов с числовым программным управлением
Гидравлические агрегаты для гибки металлов в наши дни оснащаются системами ЧПУ. Такое оборудование отличается особой точностью и эффективностью выполнения работ. На отечественном рынке представлены листогибочные станки многих известных производителей из Европы. О некоторых компаниях и их продукции мы расскажем немного подробнее.
На отечественном рынке представлены листогибочные станки многих известных производителей из Европы. О некоторых компаниях и их продукции мы расскажем немного подробнее.
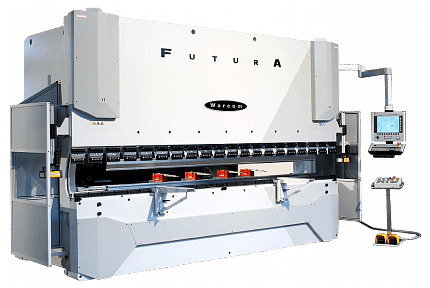
Популярными считаются листогибы португальской марки Adira, выпускаемые в городе Порту. Российские предприятия закупают оборудование серии РН (модели 16060, 30060, 40070, 50070, 60060, 110080, 135070 и др.), которое снабжается двигателями разной мощности (от 15 до 110 кВт), скоростью гибки (от 6,5 до 10 мм/сек) и усилием прессования (от 160 до 2000 тонн). Все оно характеризуется далее приведенными эксплуатационными преимуществами:
- компактные размеры гидравлических станций;
- стабилизированная моноблочная прочная траверса;
- наличие двух сервоклапанов с автоматическим управлением;
- гидравлическая и электрическая защита от перегрузок;
- простая настройка показателя опускания траверсы и программирование всех без исключения величин технологического процесса;
- высокопроизводительные числовые цветные контроллеры с русификацией;
- мощный упор (задний) с четырьмя управляемыми осями.

Также хорошо известны агрегаты под брендом MetalMaster (модели 2563К, HPJ-к 1340, 2580, 32200), имеющие много функциональных возможностей, надежную гидравлику, современную аппаратуру и конструкцию из термически обработанных сварных составляющих. Данные листогибы управляются числовым комплексом ESTUN, позволяющим выполнять пошаговое программирование любого числа рабочих операций в дюймовой и метрической системе координат.
Гидравлический листогиб MBH-16060 – цена, отзывы, характеристики с фото, инструкция, видео
Гидравлический листогиб MBH-16060 имеет достаточно высокую производительность и рабочую точность гибки металлических листовых материалов. Применение различных сочетаний матриц и пуансонов для оснастки гидравлического гибочного станка позволит выполнить загиб практически любой формы угла, радиуса вплоть до производства корпусных деталей и коробов. Цельносварная конструкция гидравлического листогиба имеет достаточный запас прочности и жесткости, а также оборудована защитой гидравлической системы станка от перегрузок, возникающих в случае неправильного выбора оснастки либо заготовки. Более того гидравлические листогибочные станки серии MBH обладают преимуществами стабильной работы, удобством и простотой эксплуатации, низкой шумовой нагрузкой.
Цельносварная конструкция гидравлического листогиба имеет достаточный запас прочности и жесткости, а также оборудована защитой гидравлической системы станка от перегрузок, возникающих в случае неправильного выбора оснастки либо заготовки. Более того гидравлические листогибочные станки серии MBH обладают преимуществами стабильной работы, удобством и простотой эксплуатации, низкой шумовой нагрузкой.
Применение станка
Основное предназначение станка – изготовление различных изделий из листовых материалов в условиях как штучного, так и серийного производства и, в зависимости от комплектации, данное оборудование применимо в различных отраслях народного хозяйства: машиностроении, авто-, авиа-, приборостроении и строительстве для производства различных замкнутых и незамкнутых профилей, коробов, пробивки отверстий и т. д.
Преимущества комплектации
Станок оборудован датчиком положения задних упоров, позиция которых задается оператором с пульта управления и выводится на дисплей УЦИ. По желанию заказчика станок может быть оснащен устройством ЧПУ. Комплексная система контроля механических, электро и гидравлических компонентов станка позволяет достичь высокой точности, повторяемости производимых изделий, делает работу оператора безопасной. Возможность подбора комплектующих в соответствии с необходимостью конкретного производства и тех.процесса обработки.
По желанию заказчика станок может быть оснащен устройством ЧПУ. Комплексная система контроля механических, электро и гидравлических компонентов станка позволяет достичь высокой точности, повторяемости производимых изделий, делает работу оператора безопасной. Возможность подбора комплектующих в соответствии с необходимостью конкретного производства и тех.процесса обработки.
| Листогибочный станок | MBH-16060 |
|---|---|
| Номинальное усилие, кН | 1600 |
| Длина рабочего стола, мм | 6000 |
| Расстояние между гидроцилиндрами, мм | 4600 |
| Глубина зева, мм | 320 |
| Ход траверсы, мм | 200 |
| Расстояние между столом и траверсой, мм | 450 |
| Мощность, кВт | 11 |
| Вес, кг | 19800 |
| Габариты Д х Ш х В, мм | 6000х1900х3300 |
Листогиб гидравлический ЛГГ2500 по низкой цене, описание с техническими характеристиками, видео работы.
 Интервесп
Интервесп
- Поставщик: Россия
| Усилие (тонны) | 20 | |
| Длина гиба (мм.) | 2500 | |
Общая информация о прессе листогибочном гидравлическом ЛГГ2500
Листогиб гидравлический ЛГ2500 (гибочный станок) предназначен для гиба листовых металлов (сталь, алюминий, медь) с лакокрасочным и цинковым покрытием. Область применения гидравлического листогиба: монтаж кровли, наружняя или внутренняя отделка зданий, производство вывесок, изготовление различных видов профилей (доборные детали).Опции, описания
Профили производимые на гидравлическом листогибе:
Технические характеристики пресса листогибочного гидравлического ЛГГ2500
| |||||||||||||||||
Инструмент для листогибов (гибочный инструмент)
Продажа пресса листогибочного гидравлического – пожалуйста, уточняйте наличие товара на складе. Информация о прессе листогибочном гидравлическом размещенная на этом сайте не является публичной офертой.
Информация о прессе листогибочном гидравлическом размещенная на этом сайте не является публичной офертой.
Производитель оставляет за собой право изменять технические характеристики оборудования
Автор – ИНТЕРВЕСП,
дата публикации 23.12.2011 12:54, дата последнего изменения 30.03.2021 14:02.
intervesp-stanki.ru © 2002-2021, Все права защищены.
Публикация разрешена с письменного разрешения автора.
Гидравлический листогибочный станок – листогиб GHBM WC67Y-63/3200
Технические характеристики
Боковое защитное ограждение, защищающее работка с двух сторон, а также заднее защитное ограждение
Механическая ручная система крепления верхнего и нижнего инструмента типа AMADA-PROMECAM
Задний упор перемещается по линейным направляющим с помощью шарико-винтовой пары при помощи серводвигателя
Задний упор имеет два упорных блока, регулируемых по высоте и расстоянию между ними
Две передние поддержки листа
Оснащен инструментом (сегментный пуансон + сегментная 4-х лучевая матрица) на всю длину
Выносная педаль управления с кнопкой аварийной остановки
Инструкция по эксплуатации документация на русском языке.
Габаритные размеры, мм:
3200x1300x2200
Длина рабочего стола, мм:
3200
Расстояние между колоннами, мм:
2360
Глубина зёва, мм:
250
Ход ползуна, мм:
120
Максимальное расстояние между рабочим столом и ползуном, мм:
340
Регулировка ползуна, мм:
80
Скорость перемещения ползуна при холостом ходе, мм/сек. :
:
20~45 плавное регулирование
Скорость перемещения ползуна при рабочем ходе, мм/сек.:
10
Скорость перемещения ползуна при возвратном ходе, мм/сек.:
45
Главный двигатель:
Y132S-4
Мощность, кВт:
5,5
Скорость вращения, об\мин:
1440
Масляный насос:
10MCY
Давление насоса, MPa:
31,5
Масляный насос поток, mL/r:
10
Максимальное рабочее давление гидравлической системы, MPa:
21
Четырехвалковый гидравлический листогиб 4R HSS 20
Общая информация о вальце четырехвалковом 4R HSS 20
Четырехвалковые гидравлические листогибы серии 4R HSS наиболее хорошо подходят для автоматической гибки листов средней толщины при производстве обжимных креплений в автоматическом рабочем цикле как с использованием, так и без использования различных систем ЧПУ, а также для изготовления деталей переменного радиуса Их отличает простота и удобство использования, привлекательный дизайн, надежность в работе. Листогибы данной серии используются в серийном производстве.
Листогибы данной серии используются в серийном производстве.
Преимущества
- гидравлическое позиционирование нижнего прижимного валка;
- два поперечных валка с двойным прижимным действием, нижние прижимные и поперечные валки оснащены системой балансировки, обеспечивающей идеальную параллельность и высокое качество;
- гидравлический привод верхних валков с редукторным приводом, оснащенный системой защиты от перегрузки;
- поршневой механизм перемещения поперечных валков;
- цифровые дисплеи для установки положения валков;
- гидравлическая откидная опора для облегчения снятия цилиндра;
- все органы управления удобно расположены на отдельной панели;
- тяжелая стальная сварная несущая рама, термообработанная для снятия напряжений;
- валки с индукционной закалкой выполнены из кованой углеродистой стали с высокой прочностью на растяжение, подвергнуты термообработке и прошли неразрушающий структурный контроль;
- для специальных типов работ имеются валки со шлифованной поверхностью;
- устройство для конической гибки;
- гидравлические компоненты (двигатель, насосный агрегат, клапаны высокого давления, электромагнитные клапаны, датчик уровня масла и т. п.) фирм Rexroth, Bosch, Parker;
- система аварийного отключения: проволочный барьер безопасности вокруг машины и кнопка аварийного останова;
- электрооборудование: Telemechanique, Siemens;
- двухскоростная система, управляемая с независимой консоли;
- машина изготовлена в соответствии с директивами по технике безопасности ЕС (маркировка “СЕ”).
 п.) фирм Rexroth, Bosch, Parker;
п.) фирм Rexroth, Bosch, Parker;Технические характеристики вальца четырехвалкового 4R HSS 20
| Модель |
Мах длина обрабат. |
Мах/min толщина обрабат. |
Диаметр |
Размеры, |
Мощность, |
Вес, |
| 4R HSS 20-280 | 2050 мм | 20/16 мм | 280/220мм | 4500х1850х1800 | 15 | 7000 |
| 4R HSS 20-320 | 2050 мм | 25/20 мм | 320/240 мм | 4700х1900х1900 | 18,5 | 9000 |
| 4R HSS 20-350 | 2050 мм | 30/25 мм | 350/260 мм | 5000х2000х1900 | 22 | 11000 |
| 4R HSS 20-380 | 2050 мм | 40/30 мм | 380/280 мм | 5000х2450х2000 | 30 | 13000 |
| 4R HSS 20-400 | 2050 мм | 45/35 мм | 400/300 мм | 5200х2400х2300 | 37 | 15000 |
| 4R HSS 20-460 | 2050 мм | 50/40 мм | 460/380 мм | 5500х2400х2600 | 45 | 20000 |
| 4R HSS 20-500 | 2050 мм | 55/50 мм | 500/400 мм | 5500х3000х2600 | 45 | 30000 |
| 4R HSS 20-550 | 2050 мм | 60/50 мм | 550/450 мм | 5500х3000х2900 | 66 | 40000 |
Другая информация из этого раздела:
Amazon.
 com: Электрический гидравлический листогибочный пресс 100-тонный листогибочный станок для металла и стали: Товары для дома
com: Электрический гидравлический листогибочный пресс 100-тонный листогибочный станок для металла и стали: Товары для домаВ настоящее время недоступен.
Мы не знаем, когда и появится ли этот товар в наличии.
- Убедитесь, что это подходит
введя номер вашей модели.
- Емкость: 100 тонн (1000кн); Давление: 30 МПа
- Максимальное давление цилиндра 32MPA, ТОННАЖ: 1005KN; Масляный бак: 88 литров (22,3 галлона); Ход поршня: 9,84 дюйма (250 мм) + 15,94 дюйма (405 мм)
- Размер рабочего стола: 38-1 / 2 “x 17-1 / 2” x 1-1 / 2 “; Макс. Длина: 38-5 / 8″; Толщина изгиба: (10 мм) 25/64 ”
- Гидравлический мотор: 220 Вольт; 3 кВт; 1720 об / мин; 3-фазный; 11,6 ампер
- Количество: 1; Габаритные размеры: Пресс: 60 “x 24” x 75-1 / 2 “(ящик: 69” x28 “x 86”) * только оценка *; Гидравлическая станция: 23-3 / 4 “x 19-3 / 4” x 30 “(ящик: 28” x24 “x 38”) * только оценка *; Вес G.W. / N.W. : Давление: 3018 фунтов / 2812 фунтов * только оценка *; Гидравлическая станция: 284 фунта / 220 фунтов * только оценка *

| MachineMfg
Гидравлический гибочный пресс состоит из кронштейна, стола и зажимной пластины.
Верстак размещается на опоре, а верстак состоит из основания и плиты пресса.
Основание соединено с зажимной пластиной с помощью шарнира и состоит из корпуса седла, змеевика и крышки.
Катушка помещается в углубление корпуса, а верх углубления закрывается крышкой.
При использовании катушка возбуждается по проводу. После подачи энергии на плиту пресса создается сила тяжести, которая зажимает тонкую пластину между плитой пресса и основанием.
Благодаря электромагнитному зажиму плита пресса может быть превращена в заготовку с различными требованиями, а заготовка с боковыми стенками может быть обработана.
Состав и характеристики- Имеет цельностальную сварную конструкцию с достаточной прочностью и жесткостью.
- Гидравлическая трансмиссия, масляные цилиндры на обоих концах машины размещены на гидроцилиндре для непосредственного управления работой скольжения.
- Механизм синхронизации плунжера использует ось кручения для обеспечения синхронизации.
- Он имеет механическую блочную конструкцию, которая является стабильной и надежной.
- Ход поршня маневрирует быстро, настраивается вручную и отображается счетчик.
- Механизм коронки с косым клином для обеспечения высокой точности гибки.

Мы кратко представим обычный гидравлический гибочный пресс для обработки листа Q235:
1) Сначала включите питание , включите переключатель с ключом на панели управления, а затем нажмите масляный насос для запуска, чтобы вы услышали звук масляного насоса.(Аппарат в это время не работает)
2) Регулировка хода
При использовании гибочного пресса необходимо уделять внимание регулировке хода, необходимо проверить ход перед гибкой.
Когда верхняя матрица гибочного станка опускается вниз, она должна обеспечивать зазор по толщине листа, в противном случае это приведет к повреждению формы и станка.
Регулировка хода также оснащена электрической быстрой регулировкой и ручной точной регулировкой.
3) Выбор ширины проема гибочного патрубка
Обычно выбирают выемку шириной в 8 раз больше толщины пластины.
Для листа толщиной 4 мм требуется надрез около 32 мм.
4) Регулировка заднего упора
Как правило, быстрая электрическая регулировка и ручная точная регулировка, метод такой же, как и на ножницах.
5) Нажмите на педаль, чтобы начать гибку
В отличие от ножниц, гибочный станок можно ослабить в любой момент.После того, как лапка будет отпущена, гибочный станок остановится, а затем снова нажмете, верхняя матрица гибочного станка продолжит опускаться.
Техническое обслуживание Верхняя матрица должна быть выровнена с нижней матрицей, а затем выключить станок до завершения работ по техобслуживанию.
Если необходимо включить машину или выполнить другие операции, следует выбрать ручной режим и обеспечить безопасность.
Техническое обслуживание:
Гидравлический масляный контур
Проверяйте уровень масла в топливном баке каждую неделю.Если гидросистема ремонтируется, проверьте ее. Гидравлическое масло следует заливать, когда уровень масла ниже масляного окна;
В этой машине используется гидравлическое масло ISO HM46 или MOBIL DTE25;
Масло следует менять через 2000 часов работы, а масло следует менять через каждые 4000 ~ 6000 часов работы. Масляный бак следует очищать каждый раз при замене масла;
Температура масла в системе должна быть от 35 ° C до 60 ° C и не должна превышать 70 ° C.Если он будет слишком высоким, это приведет к ухудшению качества масла и комплектующих.
Фильтр
Фильтр следует заменять или тщательно очищать каждый раз при замене масла;
Если машина выдает соответствующие аварийные сигналы или если качество масла не чистое, что приводит к неисправности фильтра, фильтр необходимо вовремя заменить;
Воздушный фильтр топливного бака следует проверять и очищать каждые 3 месяца, предпочтительно 1 год.
Гидравлические компоненты
Очистите гидравлические компоненты (основания, клапаны, двигатели, насосы, трубопроводы и т. Д.).) каждый месяц, чтобы предотвратить попадание грязи в систему. Не используйте моющие средства;
После использования новой машины в течение одного месяца проверьте изгиб каждой трубки на предмет деформации и замените ее, если есть какие-либо отклонения. После двух месяцев использования следует подтянуть стыки всех аксессуаров. Выключите машину перед выполнением этой работы, чтобы освободить систему от стресса.
Поделиться – это забота!
Принцип работы гидравлической системы гибочного станка
Гидравлический гибочный станок обычно используется в промышленности для гибки листов, а прочность регулируется в соответствии с параметрами системы для достижения различных эффектов изгиба.В состав входят подставка, верстак и прижимная пластина. Верстак ставится на подставку. Верстак состоит из основания и прижимной плиты. Основание соединяется с прижимной пластиной через шарнир. Основание состоит из корпуса, катушки и крышки. Змеевик помещается в углубление корпуса сиденья, верх углубления прикрывается накладкой.
Основание соединяется с прижимной пластиной через шарнир. Основание состоит из корпуса, катушки и крышки. Змеевик помещается в углубление корпуса сиденья, верх углубления прикрывается накладкой.
Принцип работы гидравлической системы гибочного станка:
1.Пуск
Все электромагниты не должны находиться под напряжением, а выходное масло главного насоса выгружается через середину клапанов 6, 21.
2. Главный цилиндр быстро выходит из строя
Электромагниты 1Y и 5Y находятся под напряжением, клапан 6 находится в правом положении, а обратный клапан гидроуправления 9 открывается управляющим маслом через клапан 8. Впуск масла: насос 1 – клапан 6, правый клапан 13 – верхняя полость главного цилиндра. Путь возврата масла: нижняя полость главного цилиндра – клапан 9 – правое положение клапана 6 – среднее положение клапана 21 – масляный бак.
Ползун главного цилиндра быстро опускается под собственным весом. Хотя насос 1 находится в состоянии максимального потока, он все еще не может удовлетворить свои потребности. Следовательно, верхняя полость главного цилиндра создает разрежение, и масло из верхнего масляного бака 15 попадает в верхнюю полость главного цилиндра через заправочный клапан 14.
Следовательно, верхняя полость главного цилиндра создает разрежение, и масло из верхнего масляного бака 15 попадает в верхнюю полость главного цилиндра через заправочный клапан 14.
3. Главный цилиндр медленно приближается к заготовке. и нагнетает давление
Когда ползун главного цилиндра опускается в определенное положение и касается переключателя хода 2S, 5Y теряет мощность, и клапан 9 закрывается.В это время давление в верхней камере главного цилиндра повышается, клапан 14 закрывается, и главный цилиндр медленно приближается к заготовке под действием напорного масла, подаваемого насосом 1. После контакта с заготовкой возникает сопротивление резко увеличивается, давление дополнительно увеличивается, и поток на выходе насоса 1 автоматически уменьшается.
4. Поддерживать давление
Когда давление в верхней камере главного цилиндра достигает заданного значения, реле давления 7 посылает сигнал на обесточивание 1Y, клапан 6 возвращается в нейтральное положение, а верхняя и нижняя камеры главного цилиндра закрыты.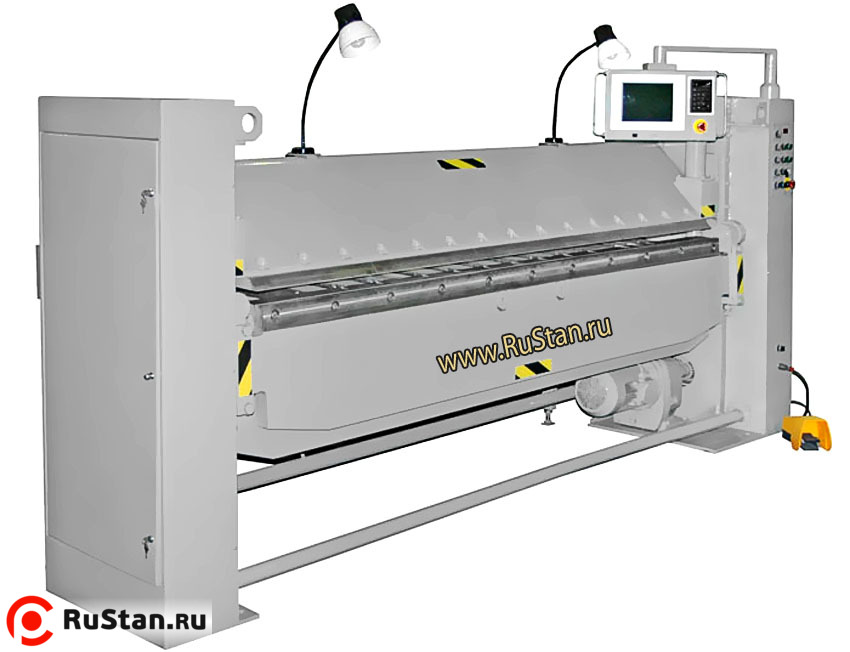 Конические поверхности обратного клапана 13 и заправочного клапана 14 обеспечивают хорошее уплотнение. Он поддерживает давление в главном цилиндре. Время выдержки регулируется реле времени. Во время периода удержания давления насос разгружается в центре клапанов 6 и 21.
Конические поверхности обратного клапана 13 и заправочного клапана 14 обеспечивают хорошее уплотнение. Он поддерживает давление в главном цилиндре. Время выдержки регулируется реле времени. Во время периода удержания давления насос разгружается в центре клапанов 6 и 21.
Меры предосторожности при эксплуатации гидравлического гибочного станка:
1. Во время работы прессованная деталь должна быть помещена в средний и параллельный верхней и нижней формам, а подушка должна быть устойчивой.Во время работы гибочного станка категорически запрещается проводить капитальный ремонт или регулировку формы.
2. При прессовании длинных и больших заготовок требуется два человека (или более) для работы. Избегайте опрокидывания, когда заготовка деформируется из-за силы и деформации. Запрещается удерживать прессуемую заготовку на близком расстоянии.
3. При калибровке или прессовании заготовки она должна быть помещена в середину формы, смещение не допускается. Верхняя матрица должна медленно приближаться к заготовке, чтобы предотвратить ее выталкивание.
Верхняя матрица должна медленно приближаться к заготовке, чтобы предотвратить ее выталкивание.
4. Всегда проверяйте, одинаковы ли ходы двух цилиндров во время работы, в противном случае отрегулируйте или сообщите о ремонте вовремя. Когда поршень масляного цилиндра трясется или масляный насос кричит, необходимо выпустить воздух из масляного контура.
5. Всегда обращайте внимание на масляный бак и проверяйте, соответствует ли уровень масла.Если уровень масла слишком высок, проверьте линию возврата масла и отрегулируйте клапан возврата масла. Категорически запрещается переливать масляный бак. Поддерживайте рабочую температуру масла ≤45 ℃.
6. При выходе из строя регулирующего клапана и предохранительного клапана или неисправности предохранительного устройства продолжать работу нельзя.
7. Регулирующие клапаны и манометры строго запрещены к регулировке третьими лицами, и оператор должен подтянуть их после регулировки.
8. При слишком высоком рабочем давлении необходимо проверить и отрегулировать обратный масляный клапан, а работы можно проводить только после устранения неисправности.
9. Строго запрещается превышение максимального хода верхней матрицы гидравлического листогибочного станка.
10. Во время работы категорически запрещается касаться середины верхней и нижней форм.
11. Часто проверяйте переключатель хода и защитное устройство гидравлического листогибочного станка, чтобы гарантировать надежную работу станка.
12. Во время регулировки пресс-формы или капитального ремонта масляный насос должен быть выключен в целях безопасности.
13. При использовании крана для подъема заготовки строго соблюдайте правила техники безопасности при выполнении крановых операций и наземных (крюковых) операций, а также тесно сотрудничайте.
Конструкция гидравлического гибочного станка
Лесная служба США
Уход за землей и служение людям
Министерство сельского хозяйства США
Конструкция гидравлического гибочного станка
Автор (ы): Стивен Г. Ханкель; Marshall Begel
Дата: 2004
Источник: Gen. Tech. Реп. FPL-GTR-148. Мэдисон, Висконсин: Министерство сельского хозяйства США, Лесная служба, Лаборатория лесных продуктов, 2004 г.5 страниц
Серия публикаций: Общий технический отчет (GTR)
Станция: Лаборатория лесных товаров
PDF: Скачать публикацию (794 КБ)
Описание Чтобы идти в ногу с требованиями клиентов при постепенном отказе от старого и непригодного к эксплуатации испытательного оборудования, сотрудники Лаборатории инженерной механики (EML) в Лесной службе Министерства сельского хозяйства США, лаборатории лесных продуктов, спроектировали и собрали гидравлический машина для испытания на изгиб.Компания EML построила эту машину для испытания пиломатериалов номинальных размеров, толщиной 2 дюйма и глубиной до 12 дюймов, на пролетах до 20 футов и нагрузках до 20 000 фунтов-силы. Гидравлическая испытательная машина на изгиб была построена с использованием частей испытательной рамы на сжатие 100 000 фунтов-силы. Добавленные компоненты включали W12 на 65 стальных балок; стальные трубные профили, L-образные профили и шпильки с резьбой для крепления балок; Диски распорные двутавровые; торцевые опоры балок из деревянных блоков; 4-дюйм. отверстие, 10 дюймов гидроцилиндр хода с емкостью 38 000 фунтов силы; стальные пластины для армирования цилиндров; и два поворотных четырехточечных узла нагрузки.Эксцентричные нагрузки, которые могут возникнуть во время испытания, не повлияют на установочные винты головки машины и не повлияют иным образом на результаты испытаний. Примечания к публикации - Мы рекомендуем вам также распечатать эту страницу и прикрепить ее к распечатке статьи, чтобы сохранить полную информацию о цитировании.
- Эта статья была написана и подготовлена служащими правительства США в официальное время и поэтому находится в открытом доступе.
Gen. Tech. Реп. FPL-GTR-148. Мэдисон, Висконсин: Министерство сельского хозяйства США, Лесная служба, Лаборатория лесных продуктов, 2004. 5 страниц Цитирование Ключевые слова Гидравлический гибочный станок, размерный пиломатериал, машина для испытания древесины Связанный поиск
XML: Просмотр XML
 Ханкель; Marshall Begel
Ханкель; Marshall Begel  Добавленные компоненты включали W12 на 65 стальных балок; стальные трубные профили, L-образные профили и шпильки с резьбой для крепления балок; Диски распорные двутавровые; торцевые опоры балок из деревянных блоков; 4-дюйм. отверстие, 10 дюймов гидроцилиндр хода с емкостью 38 000 фунтов силы; стальные пластины для армирования цилиндров; и два поворотных четырехточечных узла нагрузки.Эксцентричные нагрузки, которые могут возникнуть во время испытания, не повлияют на установочные винты головки машины и не повлияют иным образом на результаты испытаний. Примечания к публикации
Добавленные компоненты включали W12 на 65 стальных балок; стальные трубные профили, L-образные профили и шпильки с резьбой для крепления балок; Диски распорные двутавровые; торцевые опоры балок из деревянных блоков; 4-дюйм. отверстие, 10 дюймов гидроцилиндр хода с емкостью 38 000 фунтов силы; стальные пластины для армирования цилиндров; и два поворотных четырехточечных узла нагрузки.Эксцентричные нагрузки, которые могут возникнуть во время испытания, не повлияют на установочные винты головки машины и не повлияют иным образом на результаты испытаний. Примечания к публикации  Gen. Tech. Реп. FPL-GTR-148. Мэдисон, Висконсин: Министерство сельского хозяйства США, Лесная служба, Лаборатория лесных продуктов, 2004. 5 страниц Цитирование Ключевые слова Гидравлический гибочный станок, размерный пиломатериал, машина для испытания древесины Связанный поиск
Gen. Tech. Реп. FPL-GTR-148. Мэдисон, Висконсин: Министерство сельского хозяйства США, Лесная служба, Лаборатория лесных продуктов, 2004. 5 страниц Цитирование Ключевые слова Гидравлический гибочный станок, размерный пиломатериал, машина для испытания древесины Связанный поиск Показать больше
Показать меньше
https: // www.fs.usda.gov/treesearch/pubs/7038
Листогибочные машины – Гидравлические листогибочные машины Оптовый торговец из Ludhiana
Из нашего широкого ассортимента продукции мы предлагаем гидравлическую листогибочную машину оптимального качества . Предлагаемая машина произведена с использованием компонентов высшего качества и передовых технологий со стороны продавцов. Мы предлагаем эту машину в различных моделях и с другими техническими характеристиками, чтобы удовлетворить требования наших выдающихся клиентов. Помимо этого, предлагаемая нами машина тщательно проверяется нашими продавцами на четко определенных параметрах, чтобы обеспечить безупречный диапазон для нашего клиента.
Характеристики:
- Промышленный одобренный дизайн
- Высокая скорость работы
- Простота эксплуатации
Спецификация:
| ЕМКОСТЬ В ТОННАХ | 10 | 20 9004 | 60 | 80 | 100 | 125 | 150 | 200 | 250 | |
| 750 | 1000 | 1000 | 1200 | 1250 | 1300 | 1350 | 1350 | |||
| RAM DIA | 50 | 55 | 65 | 65 | 65 | 125 | 155 | 185 | ||
| ХОД | 100 | 100 | 125 | 125 | 150 | 150 | 175 | 175 | 175 | 175 |
| ТОЛЩИНА ПЛИТЫ 12 | 20 | 25 | 32 | 32 | 40 | 50 | ||||
| ВЕС В КГ (ПРИБЛИЗИТЕЛЬНО) | 200 | 250 | 500 | 700 | 1000 | 1650 | 2000 | 2500 |
Где вы: гидравлические гибочные станки type 69?
На днях в Röthlisberger Haustechnik в Бютцберге: Роман Ретлисбергер и гибочный станок тип 69-M-6/1 приветствовали двух представителей Jorns AG.
 Мы получили отчет от гидравлического гибочного станка – с запросом. Кто-нибудь может помочь?
Мы получили отчет от гидравлического гибочного станка – с запросом. Кто-нибудь может помочь?Гибочный станок тип 69-М-6/1: 1973 г. постройки
Гибочный станок тип 69-М-6/1: взгляд изнутри на машину
Гибочный станок тип 69-М-6/1: валковые ножницы с электроприводом
Гибочный станок тип 69-М-6/1: с автоматической подачей кабеля
Гибочный станок тип 69-М-6/1: гидравлический рычаг управления
Гибочный станок тип 69-М-6/1: угловой указатель
Гибочный станок тип 69-М-6/1: работа с мобильным телефоном
Здравствуйте, я гидравлический листогибочный станок тип 69-М-6/1 – вам просто тип 69!
Все началось несколько дней назад. Роман ворвался в дверь на рассвете – с типично римским выражением глаз. Я сразу понял, что в этот день должно произойти что-то хорошее. К счастью, я уже растянул свои сгибающие рычаги и руки на полные шесть метров и смазал их при подготовке. Я был более чем готов. Нечасто ко мне приходит сам босс, потому что он теперь больше домашний техник, чем жестянщик. Очень жаль, потому что я очень люблю гнуть и обрезать кромку. Хочу показать всем, что еще не прогадал.Отнюдь не!
Роман ворвался в дверь на рассвете – с типично римским выражением глаз. Я сразу понял, что в этот день должно произойти что-то хорошее. К счастью, я уже растянул свои сгибающие рычаги и руки на полные шесть метров и смазал их при подготовке. Я был более чем готов. Нечасто ко мне приходит сам босс, потому что он теперь больше домашний техник, чем жестянщик. Очень жаль, потому что я очень люблю гнуть и обрезать кромку. Хочу показать всем, что еще не прогадал.Отнюдь не!
Роман вернулся в полдень с двумя парнями из некоего Jorns AG. «Ладно, значит, в конце концов, это будет не так уж интересно», – подумал я. Но потом я понимаю, что эти двое чем-то разные. У одного из них были волосы на основном контроллере, а у другого – нет. Когда я увидел их табличку, меня внезапно осенило: Страйк! Они из моей оригинальной мастерской в Лотцвиле. Как это круто? Место, которое я построил около 50 лет назад. Я не могу сдержать легкий писк возбуждения, и посетители теперь меня узнают.Один из них выглядит весьма гордым и говорит:
«Этот тип станка был разработан в 1969 году и является одним из первого поколения гибочных станков от Lotzwil с параллелограммом в качестве гибочного рычага».

«Этот гидравлический гибочный станок является дальнейшим развитием, вероятно, с 1973 года, поскольку он имеет гидравлический привод и электрические ножницы с автоматической подачей кабеля». Боже, боже, я был так счастлив, что все, что я мог сделать, это удержать себя от объятия его своими зажимными приспособлениями.Наконец-то Роман меня включил. Мой гидравлический насос сразу заработал, с нуля до шестидесяти. Комнату наполнил ровный величественный гул. Все стихло, и мы все просто наслаждались звуком.
«Смотри, какие симпатичные, эти рычаги и ручки напоминают мне те маленькие экскаваторы, которые можно найти на детских площадках»,
сказал другой глава. Дерзкий такой-то – действительно детская площадка! Хотя, подождите … Я действительно был участником детской игровой площадки для Романа, когда он был по колено с кузнечиком.Это было бы во времена старшего начальника, мистера Реми …
«Я до сих пор помню, как мне разрешили помогать дедушке с гибочным станком», – сказал Роман. «Он заплатил за это 25 800 франков, по тем временам это было для нас целое состояние». Но это означало, что Röthlisberger были единственными жестянщиками в этом районе, которые на протяжении многих лет могли сгибать тонкие листы толщиной до 1 миллиметра на 6 метров с помощью своего гидравлического гибочного станка – я напеваю. И просто продолжай напевать. Сейчас они рассказывают о моем индикаторе угла гибки и электрических ножницах.И эта маленькая электронная штуковина, знаете, мобильный телефон, продолжает меня фотографировать. Я очень хорошо лажу с этим мобильным телефоном – отслеживаю, что происходит на стройплощадке, или читаю профиль строительства, который кто-то прислал. Я не чувствовал себя таким свежим и молодым целую вечность!
«Он заплатил за это 25 800 франков, по тем временам это было для нас целое состояние». Но это означало, что Röthlisberger были единственными жестянщиками в этом районе, которые на протяжении многих лет могли сгибать тонкие листы толщиной до 1 миллиметра на 6 метров с помощью своего гидравлического гибочного станка – я напеваю. И просто продолжай напевать. Сейчас они рассказывают о моем индикаторе угла гибки и электрических ножницах.И эта маленькая электронная штуковина, знаете, мобильный телефон, продолжает меня фотографировать. Я очень хорошо лажу с этим мобильным телефоном – отслеживаю, что происходит на стройплощадке, или читаю профиль строительства, который кто-то прислал. Я не чувствовал себя таким свежим и молодым целую вечность!
Этот лысый парень из Йорнса только что назвал меня «старушкой». Все потому, что у моих ножниц нет новомодного сервопривода. Ну и что! Я был рядом, когда у него еще были кудри, которые он мог назвать своими! Этого достаточно, чтобы меня чуть не выключить. Но подождите минутку. Он только что сказал кое-что более интересное:
Но подождите минутку. Он только что сказал кое-что более интересное:
«Сотни таких гидравлических гибочных станков все еще используются – в Швейцарии и других странах мира».
Ого, мой инструмент для гибки вышел из строя горячим потоком – все эти годы, а я никогда об этом не думал. Если это правда, может быть, я снова смогу увидеть своих старых коллег, которые все еще работают гидравлическими гибочными станками в мастерских!
Итак, вот моя просьба: есть ли у вас в мастерской гибочный станок моего поколения, тип 69?
А может, в ваших магазинах? Если да, свяжитесь с нами, лучше всего с фотографией гидравлического гибочного станка и вашими контактными данными.Ребята из Йорна что-то планируют – не знаю, что, но я люблю сюрпризы и с нетерпением жду встречи со старыми друзьями!
У вас есть гидравлический листогибочный станок тип 69? Если да, пришлите нам фото!
По возможности укажите точный тип и свои контактные данные. Из всех заявок мы разыграем 69 сюрпризов. * Мы с нетерпением ждем вашего ответа!
* Мы с нетерпением ждем вашего ответа!
* Решение судьи окончательно.
Профиль: гидравлический гибочный тип 69-М-6/1
- Гидравлический гибочный станок первого поколения, Jorns AG, бывшая фирма Конрада, год постройки: около 1973; рама машины пока отсутствует, стойки машины размещены на металлических пластинах и прикручены болтами непосредственно к земле.
- Мощность станка: гибкость до 1 мм, длина гибки до 6 м
- Рычаг управления; привод: гидронасос
- Угол гибки гибочного инструмента, приводимого в движение боковым тяговым усилием, угол отображается в отдельном поле
- Роликовые ножницы с электроприводом: на отдельной станции ножниц с электродвигателем
- Особенности: параллелограмм в качестве гибочного рычага; катушка для кабеля с автоматической подачей
ГИДРАВЛИЧЕСКИЕ ГИБКИ | REIVAX MAQUINAS: Производитель проволочных станков
AS-R2: ГИБОЧНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ РУКОЯТКОВ ДЛЯ ПЛАСТИКОВЫХ КОВШЕЙ.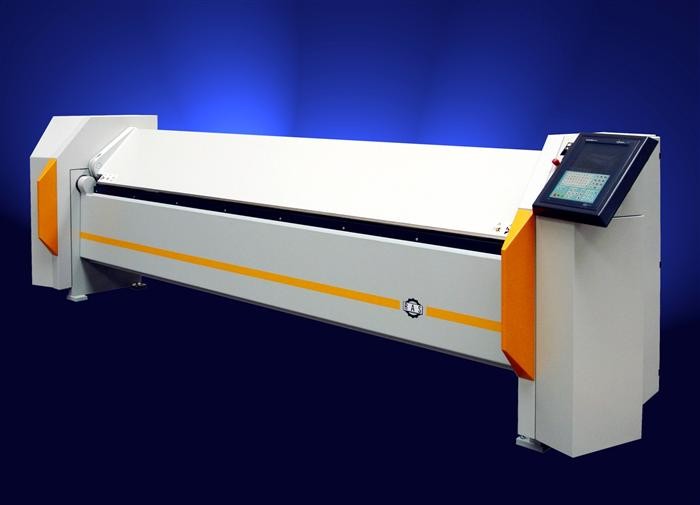
- Машина AS-R2 работает с нарезанными прутками или катушками с помощью моторизованного разматывателя.
- Эта машина производит все модели проволочных рукояток, которые сейчас продаются на рынке.
- Он имеет новую систему, позволяющую очень быстро и точно делать надрезы на концах.
- Отличное качество выпускаемых деталей.
- Машина имеет возможность вставлять пластиковые захваты в ручку во время производственного процесса.
- AS-R2-V Версия: машина питается через нарезанные стержни.Машина оборудована бункером и системой подачи.
- AS-R2-R Версия: машина питается проволочными роликами через моторизованный разматыватель. Оснащен коробкой подачи с ЧПУ, выпрямителем и режущим модулем.
- Видео работы ковшовой машины с проволочными роликами от моторизованного разматывателя.
- Скачать технические данные – запрос бюджета.
AS-R1: МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ РУКОЯТКОВ ДЛЯ СБОРКИ В ПЛАСТИКОВЫЙ КОНТЕЙНЕР.
- Сборка с пластиковой ручкой или без нее.
- Модель легко поменять
- Машина собирает ручку на выходе механизма инжектора с горячей емкостью
- Высокая производительность.
- Автоматическое штабелирование контейнера. Скачать технические данные – запрос бюджета.
DH-2000: МАШИНА С ИНСТРУМЕНТАМИ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ПРОВОЛОКИ.
- Станок имеет двухметровую конструкцию, на которую можно установить инструменты.
- Простое программирование. Программа работает с графическим интерфейсом и может быть запрограммирована пользователем.
- Возможна установка большого количества гидравлических кареток, сервоприводов, пневматического механизма.
- Гидравлическая группа большой мощности.
- Высокая производительность при низкой стоимости инструмента.
- Возможность быстрой смены инструмента.
- Хранение бесконечного количества моделей.
- Эта машина может работать с проволокой 1,5 и 16 мм.
- Вагоны 1, 3 и 5 тонн.Скачать технические данные – запрос бюджета.

M M-10: МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ РАМ И ПОДОБНЫХ ДЕТАЛЕЙ.
- На этой машине можно гнуть прутки от 1 мм до 10 мм.
- Это гидравлический канатный станок с инструментами, который работает с отрезными прутками.
- Представляет собой верстак, оборудованный инструментами и гибочными головками.
- Управляется легко программируемой последовательной программой.
- Подача осуществляется отрезными стержнями и может быть ручной или автоматической.
- Машина оборудована бункером, системой подачи и выброса.
- Стандартная машина представляет собой скамейку длиной 1,5 метра с двумя или четырьмя головами.
- Программирование является последовательным, очень быстрым и простым, оператор может очень легко создавать или изменять все рабочие циклы, движения и время.