Движения в металлорежущих станках – АО «Совместное Технологическое Предприятие «Пермский Завод Металлообрабатывающих Центров»
Для получения на металлорежущем станке детали требуемой формы и размеров рабочим органам станка необходимо сообщить определенный, иногда довольно сложный комплекс согласованных друг с другом движений. Эти движения можно разделить на основные (рабочие) и вспомогательные. К основным движениям относятся главное движение, называемое также движением резания, и движение подачи. В некоторых станках имеют место и другие виды рабочих движений, например движение деления, обкатки и др. С помощью этих движений осуществляется процесс снятия стружки с обрабатываемой заготовки. Скорость главного движения определяется оптимальной скоростью резания, а величина подачи зависит от требуемой шероховатости обработанной поверхности.
Вспомогательные движения необходимы для подготовки процесса резания, обеспечения последовательной обработки нескольких поверхностей на одной заготовке или одинаковых поверхностей на различных заготовках.
К числу вспомогательных движений относятся:
а) движения для настройки станка на заданные режимы резания;
б) движения для наладки станка в соответствии с размерами и конфигурацией заготовки;
в) движения управления станком в процессе работы;
г) движения соответствующих рабочих органов для подачи или зажима прутка или штучных заготовок;
д) движения для закрепления и освобождения рабочих органов станка.
Вспомогательные движения можно выполнять как автоматически, так и вручную. В станках-автоматах все вспомогательные движения автоматизированы и выполняются механизмами станка в определенные моменты времени в соответствии с технологическим процессом обработки детали.
Главное движение в металлорежущих станках бывает чаще всего двух видов – вращательное и прямолинейное (возвратно-поступательное). В отдельных станках главное движение может иметь более сложный характер, но определяется оно также через вращательное и поступательное движения.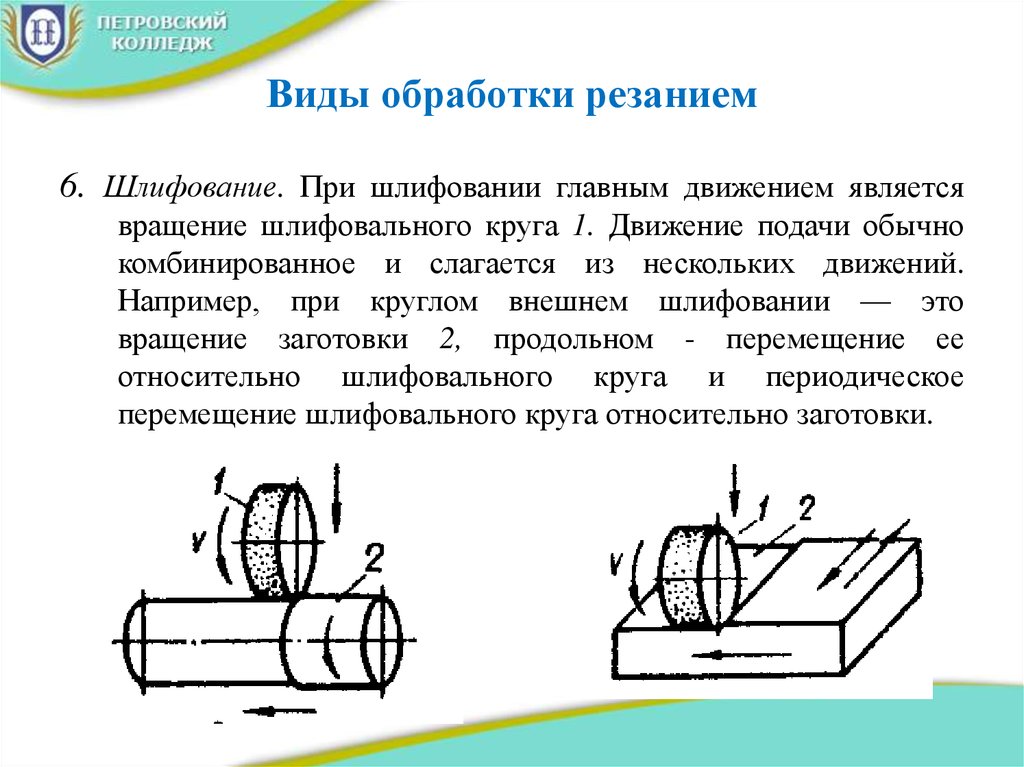
В некоторых станках главное движение получается в результате одновременного вращения заготовки и инструмента (например, при сверлении отверстий малого диаметра на токарных многошпиндельных автоматах).
Движение подачи у металлорежущих станков может быть непрерывным или прерывистым (периодическим), простым или сложным, состоять из нескольких самостоятельных движений или отсутствовать. Например, у токарных, фрезерных, сверлильных и других станков движение подачи является непрерывным. Прерывистым движение бывает, например, у продольно строгальных станков.
Основные движения формообразования в станках различного типа
Технологическое оборудование машиностроительных производств
Величины, характеризующие основные движения. При изготовлении деталей на металлорежущих станках снятие припуска с заготовки инструментом осуществляется резанием. Прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания, называется главным движением резания или просто главным движением (ГОСТ 25762—83).
При нарезании резьб на токарных автоматах методом «обгона» плашка вращается в том же направлении, что и заготовка, но при этом я™ > лзаг (рис. 1, з). Тогда относительная частота вращения, которая определяет скорость резания резьбы, П = Лпл + Лзаг – Главное движение может быть получено и при разнородных движениях, например, при вращении детали со скоростью резания V поступательном движении резца с подачей S, например, при нарезании наружной и внутренней резьбы резцом (рис. 1, и).
Движением подачи называют относительное движение инструмента и заготовки, обеспечивающее совместно с главным движением фор-
Рис. 1. Виды главного движения и подач в металлорежущих станках |
Мообразование поверхности детали. Подачу определяют как величину перемещения инструмента относительно заготовки за один оборот (двойной ход) заготовки или инструмента (зависимые подачи на токарных, сверлильных и строгальных станках) или перемещение в единицу времени (независимые подачи на фрезерных и шлифовальных станках).
В зависимости от направления движения инструмента по отношению к детали подачи делят на продольную S (рис. 1, а), поперечную S„ (рис. 1, б), радиальную Sp (рис. 1, в), круговую Sk (рис. 1, г). Кроме того, подачи могут быть осевыми (рис. 1, ж) в сверлильных станках и вертикальными в зубофрезерных станках (рис. 1, д).
Делительное движение — это движение, при котором осуществляется поворот заготовки 1 на требуемый угол (рис. 2, а) или линейное перемещение заготовки относительно инструмента 2 на определенную величину, например, на шаг Р (рис. 2, б).
Движение обката — это согласованное движение между инструментом и заготовкой, имеющее при формообразовании необходимое последовательное положение, например, соответствующее зацеплению двух зубчатых колес (рис. 3, а). Это движение используется преимущественно при нарезании зубчатых колес методом обката на зубофрезерных или зубодолбежных станках (рис. 3, б).
Дифференциальное движение алгебраически добавляется к какому – либо движению инструмента или заготовки.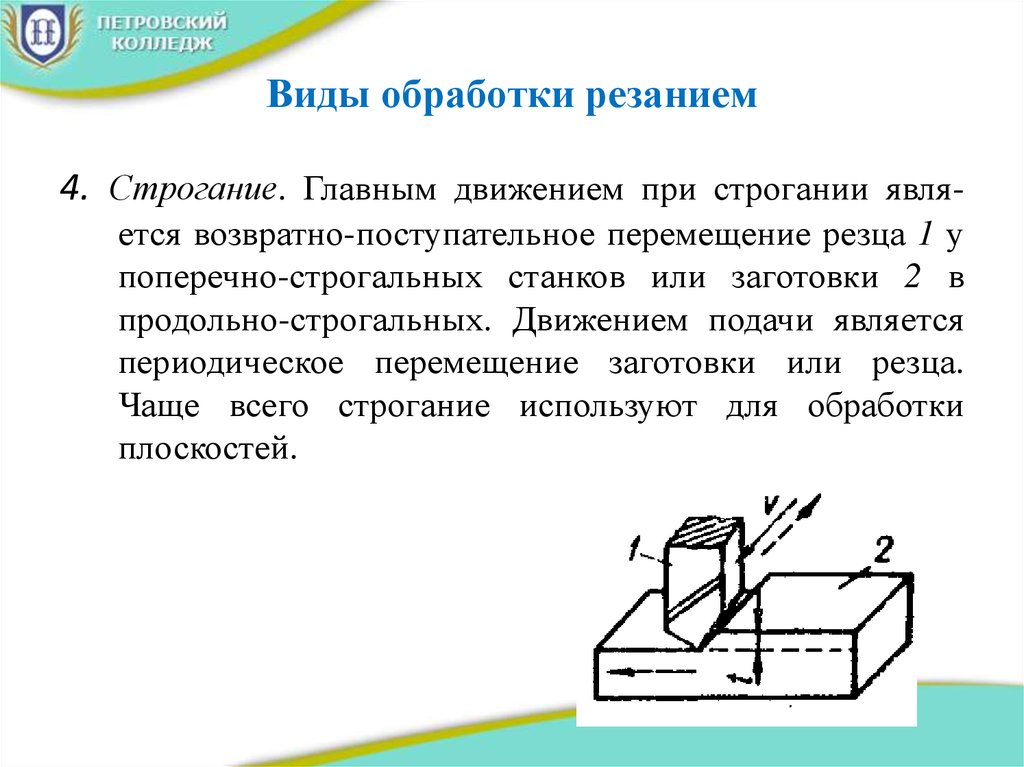 Понятие дифференциального движения аналогично с математическим понятием «дифференциал», т. е. приращение. Суммировать можно только однородные движения: вращательное с вращательным, поступательное с поступательным. Для суммирования движений применяют дифференциальные механизмы. Дифференциальные движения применяются в затыловоч – ных, зубофрезерных и других станках.
Понятие дифференциального движения аналогично с математическим понятием «дифференциал», т. е. приращение. Суммировать можно только однородные движения: вращательное с вращательным, поступательное с поступательным. Для суммирования движений применяют дифференциальные механизмы. Дифференциальные движения применяются в затыловоч – ных, зубофрезерных и других станках.
Вспомогательные движения подготавливают процесс резания, но сами в нем не участвуют. К таким движениям относят: отвод и подвод инструмента, зажим и разжим заготовки, установку и снятие инстру – Н=і ; х. &
А) б) I
Рис. 3. Обкат двух зубчатых колес (а), инструмента и заготовки (б)
Мента, переустановку упоров на станке, изменение положения детали и т. д. Вспомогательные движения осуществляются либо вручную, либо от специальных приводов. В станкостроении обязательным условием сокращения ручного труда является автоматизация вспомогательных движений.
Контрольно-измерительные приборы необходимы, чтобы измерять ту или иную физическую величину.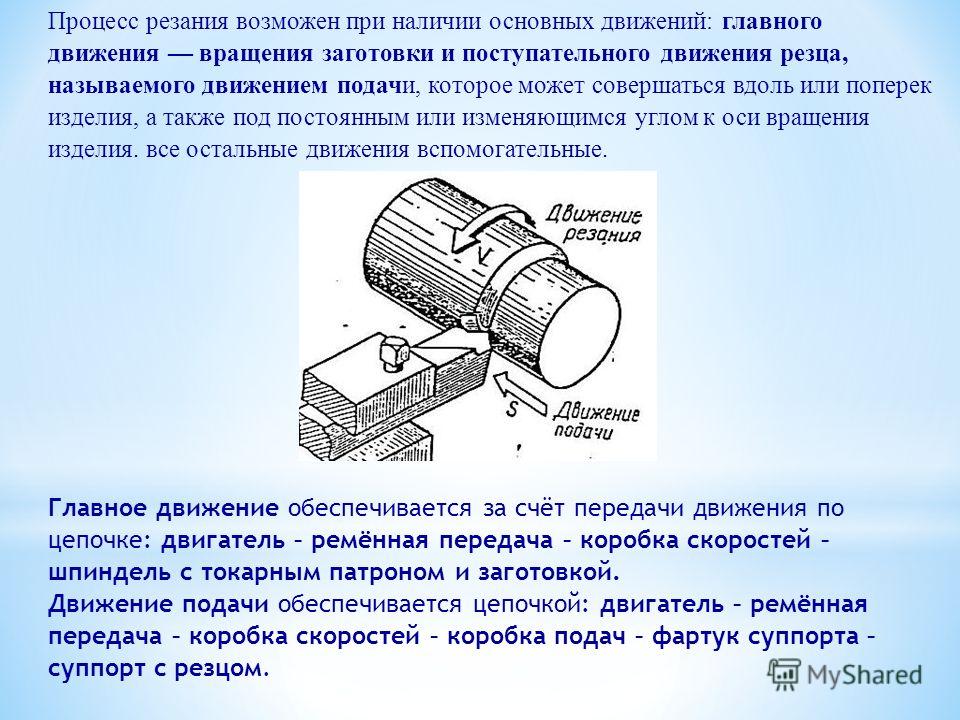
Производим и продаем электроприводы ЭТУ, ЭПУ для двигателей постоянного тока, тел./email +38 050 4571330 / [email protected] Назначение, классификация и конструктивные особенности сверлильных и расточных станков с ЧПУ. Эти станки предназначены …
Производим и продаем электроприводы ЭТУ, ЭПУ для двигателей постоянного тока, тел./email +38 050 4571330 / [email protected] Развитие производства во многом определяется техническим прогрессом машиностроения. Увеличение выпуска продукции машиностроения осуществляется за …
Три основных движения о том, как работает токарный станок
Сервис ЧПУ
Polígono Industrial VillalonquéjarC/ Condado de Treviño, 14
09001 Бургос Телефон: + 34 947 47 36 19
Факс: + 34 947 47 36 20
Электронная почта: [email protected]
Подпишитесь на нашу рассылку
* Я прочитал и принимаю политику конфиденциальности
Я заинтересован в получении сообщений об инициативах, мероприятиях, услугах и продуктах от NC Service Milling Machines, S.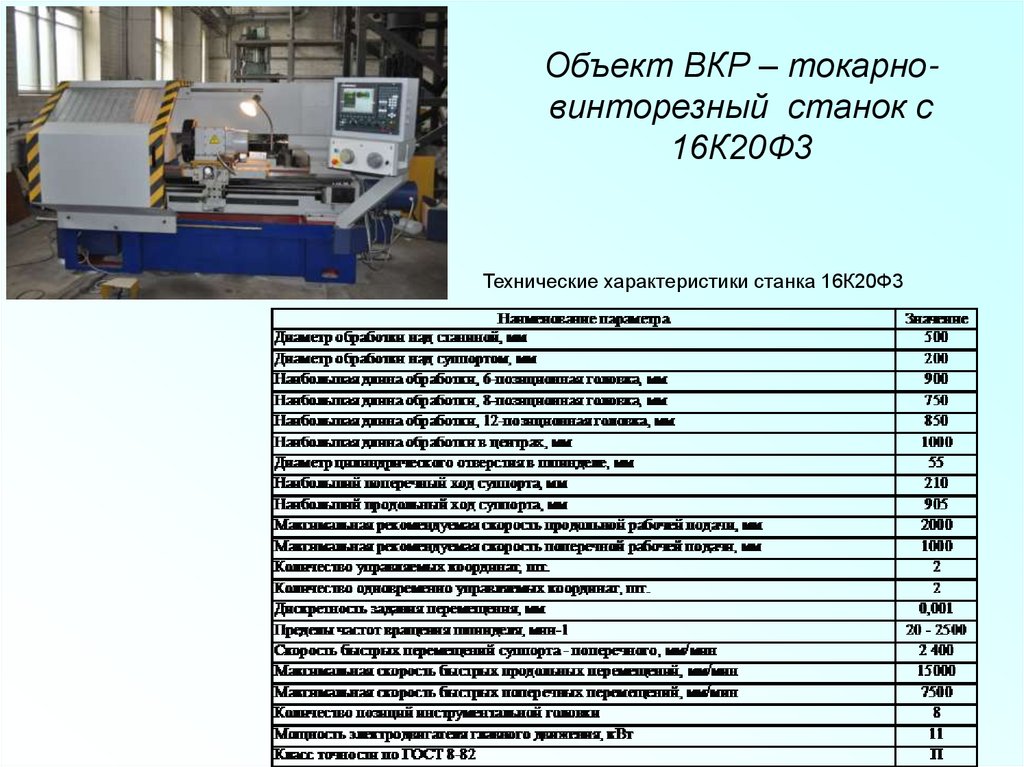 A, а также публикаций о последних разработках в отрасли по электронной почте или в других средствах массовой информации.
A, а также публикаций о последних разработках в отрасли по электронной почте или в других средствах массовой информации.
Напоминаем, что вы можете отозвать свое согласие в любое время.
* Я прочитал и принимаю политику конфиденциальности
Я заинтересован в получении сообщений об инициативах, мероприятиях, услугах и продуктах от NC Service Milling Machines, S.A, а также публикаций о последних разработках в отрасли по электронной почте или в других средствах массовой информации.
В соответствии с Регламентом (ЕС) 2016/679Европейского парламента и Совета от 27 апреля 2016 года о защите физических лиц в отношении обработки персональных данных и о свободном перемещении таких данных, сообщаем вам, что любые личные данные, которые вы можете нам предоставить, включен в систему регистрации, которая является собственностью:
Название компании: NC Service Milling Machines, S. A
A
Номер плательщика НДС: ESA09352774
Адрес: Calle Condado de Treviño Nº 14, Polígono Ind. Villalonquéjar; 09001-Бургос (Испания)
Телефон: +34 947473619
Электронная почта: [email protected]
Сообщаем вам, что предоставленные данные будут обрабатываться с целью обработки полученного запроса и управления им.
Предоставленные персональные данные должны храниться в течение времени, необходимого для обработки запроса и ответа на него, и, в любом случае, в течение периода, установленного применимыми правовыми положениями, для целей любых возможных обязательств, которые могут возникнуть. По истечении этого периода данные будут удалены.
Ваши данные не будут переданы третьим лицам, за исключением случаев, когда на это есть юридическое обязательство.
Вы можете в любое время воспользоваться своими правами на доступ, исправление, удаление, возражение, ограничение обработки и переносимость данных через вышеупомянутый почтовый адрес или адрес электронной почты.
 Как только ваш запрос будет получен, мы вышлем вам форму, чтобы воспользоваться конкретным запрошенным правом. Эта форма должна быть заполнена и возвращена вместе с ксерокопией вашего национального документа, удостоверяющего личность (DNI) или паспорта. После получения этой документации мы займемся реализацией ваших прав в установленные законом сроки. Если вы не получили удовлетворения при осуществлении своих прав, вы можете подать иск в Контрольный орган, Испанское агентство по защите данных: www.agpd.es
Как только ваш запрос будет получен, мы вышлем вам форму, чтобы воспользоваться конкретным запрошенным правом. Эта форма должна быть заполнена и возвращена вместе с ксерокопией вашего национального документа, удостоверяющего личность (DNI) или паспорта. После получения этой документации мы займемся реализацией ваших прав в установленные законом сроки. Если вы не получили удовлетворения при осуществлении своих прав, вы можете подать иск в Контрольный орган, Испанское агентство по защите данных: www.agpd.es- Согласие
- Настройки
Мы используем куки-файлы, чтобы посетители нашего веб-сайта могли наслаждаться просмотром с точки зрения прозрачности и простоты использования. Заходя на наш веб-сайт, вы соглашаетесь на использование файлов cookie. Более подробная информация о файлах cookie и их использовании доступна в разделе «Политика использования файлов cookie» на нашем веб-сайте.
Пожалуйста, активируйте те, которые вы хотите принять, и деактивируйте те, которые вы хотите отклонить из следующих.
- Принять/отклонить все файлы cookie
- Аналитические файлы cookie Файлы cookie, которые хранят неличную информацию для записи статистической информации о посещениях Интернета.
- Маркетинговые файлы cookie Файлы cookie, необходимые для определенных маркетинговых действий, включая просмотр видео с таких платформ, как YouTube, Vimeo и т.
 д.
д. - Файлы cookie социальных сетей Файлы cookie, связанные с отображением информации из социальных сетей или с обменом веб-контентом в социальных сетях.
 д.
д. Что вы знаете о конструкции токарного станка?
Токарный станок всегда играл важную роль в обрабатывающей промышленности и является незаменимой частью промышленного производства и обработки. Он имеет долгую историю развития. От оригинальных ручных токарных станков до автоматических токарных станков , а затем токарных станков с ЧПУ и интеллектуальных токарных станков, это дало большой импульс развитию промышленности.
Проще говоря, токарный станок — это станок, который в основном использует токарный инструмент для резки вращающейся заготовки.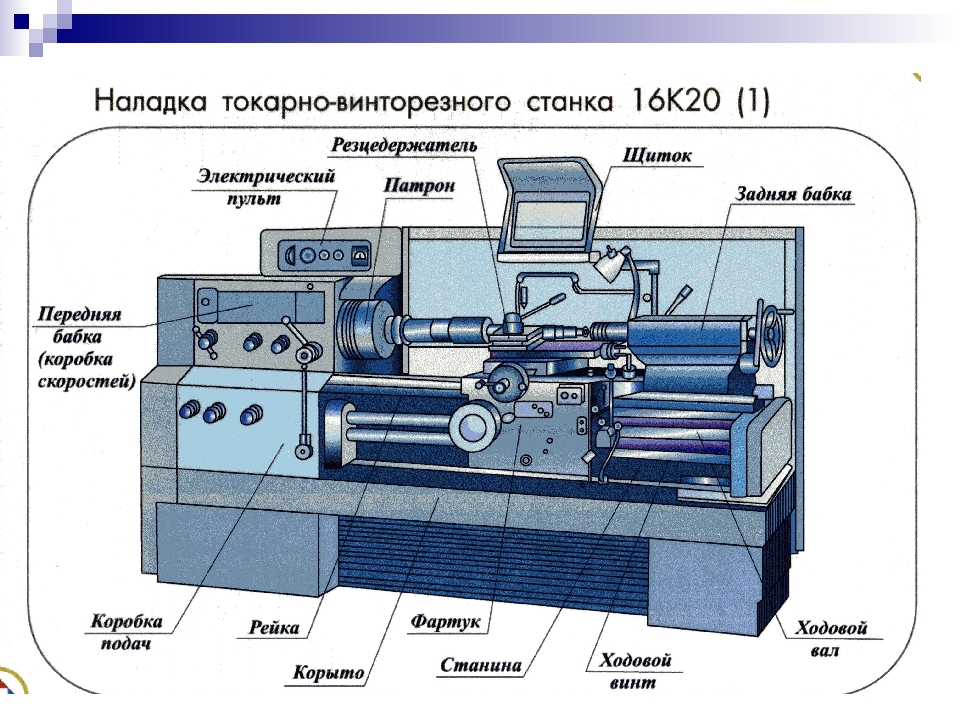 Он отличается от фрезерного станка, о котором мы часто говорим. В общем, формой обработки токарного станка является движение подачи инструмента, а его основным движением является вращательное движение заготовки. Фрезерный станок стоит напротив токарного станка. Основное движение фрезерный станок является вращательным движением фрезы, а движение заготовки используется как движение подачи. Структура токарного станка обычно включает в себя станину, коробку шпинделя, коробку подачи, держатель инструмента, заднюю бабку, охлаждающее устройство и так далее.
Он отличается от фрезерного станка, о котором мы часто говорим. В общем, формой обработки токарного станка является движение подачи инструмента, а его основным движением является вращательное движение заготовки. Фрезерный станок стоит напротив токарного станка. Основное движение фрезерный станок является вращательным движением фрезы, а движение заготовки используется как движение подачи. Структура токарного станка обычно включает в себя станину, коробку шпинделя, коробку подачи, держатель инструмента, заднюю бабку, охлаждающее устройство и так далее.
Станина: основная часть высокоточной направляющей. Он используется для поддержки и соединения различных частей токарного станка, а также для обеспечения точного взаимного расположения частей в работе.
Коробка шпинделя: основной задачей коробки шпинделя является передача мощности от главного двигателя к шпинделю через ряд передаточных механизмов, в то время как коробка шпинделя передает некоторую мощность на коробку подачи. Шпиндель в шпиндельной коробке является ключевой частью токарного станка. Гладкость шпинделя напрямую влияет на качество обработки заготовки. Как только точность вращения шпинделя уменьшится, стоимость использования станка уменьшится.
Шпиндель в шпиндельной коробке является ключевой частью токарного станка. Гладкость шпинделя напрямую влияет на качество обработки заготовки. Как только точность вращения шпинделя уменьшится, стоимость использования станка уменьшится.
Коробка подач: коробка подач оснащена механизмом изменения скорости движения подачи. Регулируя передаточный механизм, можно получить требуемую подачу, а затем мощность может быть передана на держатель инструмента через голый стержень или винт для выполнения резки.
Держатель инструмента: держатель инструмента состоит из скользящих пластин, седла станины и рамы ножа. Он используется для установки фрезы и привода инструмента.
Задняя бабка : ее можно установить на направляющую станины и перемещать по направляющей для регулировки рабочего положения.
Охлаждающее устройство: охлаждающее устройство станка нагнетает смазочно-охлаждающую жидкость в зону резания, снижает температуру резания, удаляет стружку и смазывает поверхность, чтобы увеличить срок службы инструмента и качество обработки поверхности заготовка.
Например, первые два типа обычных токарных станков — это C616 и C6240. Существует большая разница между двумя станками в механизме передачи. Два типа токарных станков являются представителями двух разных видов токарных станков.
Токарный станок C616 передает механическую мощность на шпиндельную коробку с помощью независимого редуктора станка. Его преимущество в том, что операция гибкая и удобная, а техническое обслуживание очень простое. Но многолетний опыт подсказывает мне, что у него есть самый большой недостаток, то есть токарный станок с такой конструкцией требует многократного положительного и отрицательного изменения скорости в двух направлениях при обработке резьбы, что приводит к легкому повреждению редуктора. Основная причина повреждения коробки передач заключается в том, что в направлении изменения скорости коробка передач не имеет буферной конструкции, позволяющей легко повредить передачу. И такая конструктивная конструкция часто дает утечку масла, эта проблема беспокоила инженеров на протяжении многих лет.