самодельные станки для холодной ковки дома и не только, размеры устройств, из тисков и профильных труб, для гибки арматуры, квадрата, полосы
Станок для холодной ковки PROMA Gnutik 0005
Гнутик предназначен для гибки прутков и трубок под радиус или заданный угол, является одним из основных инструментов при выполнении холодной ковки. Данная статья посвящена изготовлению устройства своими руками.
- Станки для холодной ковки, инструменты и приспособления
- Самодельный гнутик для ковки арматуры и других материалов дома, как сделать из тисков, профильной трубы, подшипников и не только, размеры, видео
- Самодельный разборный гнутик для холодной ковки из обычного и каленого металла с размерами всех частей устройства
- Гнутик из каленого металла, чертеж и размеры устройства, сборка своими руками
- Самодельный гнутик со съемными роликами для гибки полосы, квадрата, профиля
Станки для холодной ковки, инструменты и приспособления
При изготовлении различных изделий и элементов по технологии холодной ковки используется набор ручных или электрических агрегатов, а также инструменты и приспособления.
В перечень ручных мехханизмов входит вышеупомянутый гнутик, а также улитка, волна, твистер, глобус (объемник), фонарик. Каждый механизм используется для производства определенных элементов. Станки возможно сделать самостоятельно, так как они обладают не слишком сложным строением, или купить механизмы заводской сборки.
Станок типа улитка PROMA. Фото ВсеИнструменты.ру
Инструменты и приспособления в большинстве случаев производятся каждым мастером самостоятельно.
Наличие всего необходимого оснащения позволяет реализовывать проекты холодной ковки своими руками.
Самодельный гнутик для ковки арматуры и других материалов дома, как сделать из тисков, профильной трубы, подшипников и не только, размеры, видео
Далее представлены обзоры самостоятельного производства устройства для гибки, делаем механизмы своими руками (!технология самостоятельного изготовления рычажного щепокола здесь).
Самодельный разборный гнутик для холодной ковки из обычного и каленого металла с размерами всех частей устройства
Мастер демонстрирует готовый станок, выполняется гибка полосы 4 см.
- Механизм выполнен из металла толщиной 10 мм., валики — из каленого металла, крепление и фиксация осуществляется с помощью болтов.
- Размеры: ширина — 120, длина — 210 мм., диаметр трех валов, один из которых с насечками — 30 мм.
- С нижней стороны приварены две щечки, толщина которых 10 мм., диаметр и высота вала — 60 и 40 мм. соответственно.
Есть проблема: мягкий металл, нужна высокоуглеродистая сталь, либо каленые части.
Гнутик из каленого металла, чертеж и размеры устройства, сборка своими руками
Мастер демонстрирует подробный чертеж устройства на бумаге. Все элементы станка: пластины, болты и валы — выполняются из каленого металла, их производство заказывается у специалистов. Данный станок является усовершенствованной модификацией устройства из предыдущего ролика.
Данный станок является усовершенствованной модификацией устройства из предыдущего ролика.
Размеры всех элементов прописываются и оговариваются, исполнитель объясняет, какое строение имеет станок, каким образом выполняется крепление деталей.
Демонстрируется каркас станка, сваренный из трех элементов и объясняется процесс дальнейшей сборки устройства.
Самодельный гнутик со съемными роликами для гибки полосы, квадрата, профиля
Важная особенность! Данное приспособление позволяет гнуть парные заготовки для симметричных изделий.
Механизм позволяет проводить гибку заготовок разной формы и сечения, является незаменимым инструментом для кузнеца.
С помощью съемных роликов выполняется гибка двух 12-ых и 14-ых квадратов, полосы 25 на 4. В результате получаются заготовки полукруглой формы.
В результате получаются заготовки полукруглой формы.
https://youtu.be/jGqd1KTG1lk
Многофункциональный станок своими руками для холодной ковки –
Содержание
- Самодельный станок для холодной ковки своими руками чертежи
- Основные приспособления
- Механизмы без которых холодная ковка была бы очень тяжёлым занятием
- Механизм улитка
- Виды холодной ковки
- На этом процесс холодной ковки не завершается, а наоборот находится в самом разгаре
- Прессование
- Заключительным, а также достаточно ответственным этапом является прокатка
- Проектирование станка для холодной ковки
- Составляющие детали механизма
- Приспособление «Гусинная лапка» видео
- Приспособление «Твистер» видео
- Приспособление «Улитка» видео
- Самодельные приспособления и станки для холодной ковки
- Какие вообще устройства используются
- Самодельные «Улитки»
- Торсионный станок
- Видео про самодельные приспособления и станки для холодной ковки
Самодельный станок для холодной ковки своими руками чертежи
Невооружённым глазом можно заметить, что у того или иного человека появился красивый забор или ворота, различного вида предметы декорирования приусадебных участков. Всё это воплощается в реальность посредством ковки, с отсутствием каких — либо температур.
Всё это воплощается в реальность посредством ковки, с отсутствием каких — либо температур.
В современном обществе очень хорошо развита холодная ковка металла. За долгие годы существования такого промысла, люди создавали инструменты, с помощью которых можно производить тонкие элементы декорирования из железа.
Основные приспособления
Механизмы без которых холодная ковка была бы очень тяжёлым занятием
Механизм улитка
Применяется для придания отдельным участкам поковок спиралевидной формы. Как правило, сама улитка закреплена на толстой, железной
плите и может быть съёмной. Толщина такой плиты должна быть не тоньше 4 миллиметров толщиной. Как правило, на изделие, который создан своими руками, необходимо изготовить различные оттиски, называемые шаблонами. С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
Механическое устройство универсал
На таком устройстве осуществляется резка, клёпка и формирование. Довольно удобная вещь, в своём роде. В отличие от заводского электрического механизма, его можно также собрать своими руками и сэкономить свой бюджет.
Довольно удобная вещь, в своём роде. В отличие от заводского электрического механизма, его можно также собрать своими руками и сэкономить свой бюджет.
Устройство гнутик
С помощью него производится дуговая деформация под углом. Главное заранее сделать чертежи и точно разметить градусы углов, чтобы с помощью станка производить точное сгибание прутьев.
Аналог гнутика твистер
Способствует производить сгибание вдоль продольной оси уже готового объекта. Такое приспособление можно сделать несколькими способами. По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
Агрегат волна
С его помощью можно получать волнообразные заготовки из металлических прутьев. С помощью такого станка можно изготавливать периодические решётки по типу «Боярские», «Волна».
Штамповый пресс
С помощью такого пресса, на изделие наносятся штампы с различными узорами. Как правило, должно иметься огромное множество таких штампов с различными рисунками. Производится это посредством вдавливания в металл штампа. Соответственно, под давлением на металле остаются чёткие отпечатки шаблонов.
Как правило, должно иметься огромное множество таких штампов с различными рисунками. Производится это посредством вдавливания в металл штампа. Соответственно, под давлением на металле остаются чёткие отпечатки шаблонов.
Механический узел
Для сгибания кругов из металлических прутьев, различных диаметров. Когда в конструкции декора должны присутствовать круги, такое приспособление незаменимо.
Виды холодной ковки
В кузнечном деле, червонную болванку, либо отдельную деталь, принято называть «поковкой». Такой же термин имеется и в горячей ковке металла. Только он уже означает процесс ковки металла, для придания заготовке необходимой формы.
Разновидности холодной ковки
Различают непосредственно 7 видов холодной ковки, которые производятся по строгой последовательности. Каждый вид — это определенный процесс, производимый с заготовками. Если не совершать этих действий в соответствии с требованиями, то у вас ничего не получится. Итак, рассмотрим эти виды.
Непосредственно, ковка металлических заготовок. Ковка является самым сложнейшим и объёмным процессом в кузнечном деле. Холодная ковка разделяется на следующие виды и подвиды:
Осадка
Такое действие производится под давлением. Делается это для того, чтобы уменьшить высоту заготовки и увеличить боковые размеры заготовок.
Протяжка
Это действие производится за счёт нагревания заготовки и обработке молотом. За счёт чего, уменьшается площадь поперечного сечения и происходит увеличение длины заготовки.
Прошивка
Данное действие производится для получения на заготовках необходимых отверстий. Как правило, совершая такое действие, на заготовках появляются различных размеров пазы, отверстия различных диаметров. Прошивка бывает нескольких видов:
Открытая прошивка
Производится сплошным прошивнем, за счёт вытеснения металла. Однако такое действие влечёт за собой дополнительную обработку заготовки.
Закрытая прошивка
Производится пустотелым прошивнем. Обычно используют при изготовлении больших отверстий.
Обычно используют при изготовлении больших отверстий.
Совет: «За счёт осадки и протяжки металлических заготовок, структура металла может стать хрупкой. Поэтому необходимо обращаться с заготовками аккуратно, чтобы не допустить внезапной поломки той или иной детали! В лучшем случае придётся переделывать поковку, а в худшем случае, может нанести здоровью непоправимый вред!»
На этом процесс холодной ковки не завершается, а наоборот находится в самом разгаре
Далее совершается три последовательных этапа:
Наглядный процесс холодной ковки.
Штамповка
(штампование) — называется процесс пластичной деформации заготовки, с изменением форм и размеров металла. Различают несколько видов штамповки:
Объёмная штамповка
Производится за счёт давления. Когда ковочная деталь нагрета до соответствующих размеров, она подвергается прессованию специальными штампами. Такой способ применяется на производствах, где детали, полученные таким способом, выпускаются партиями.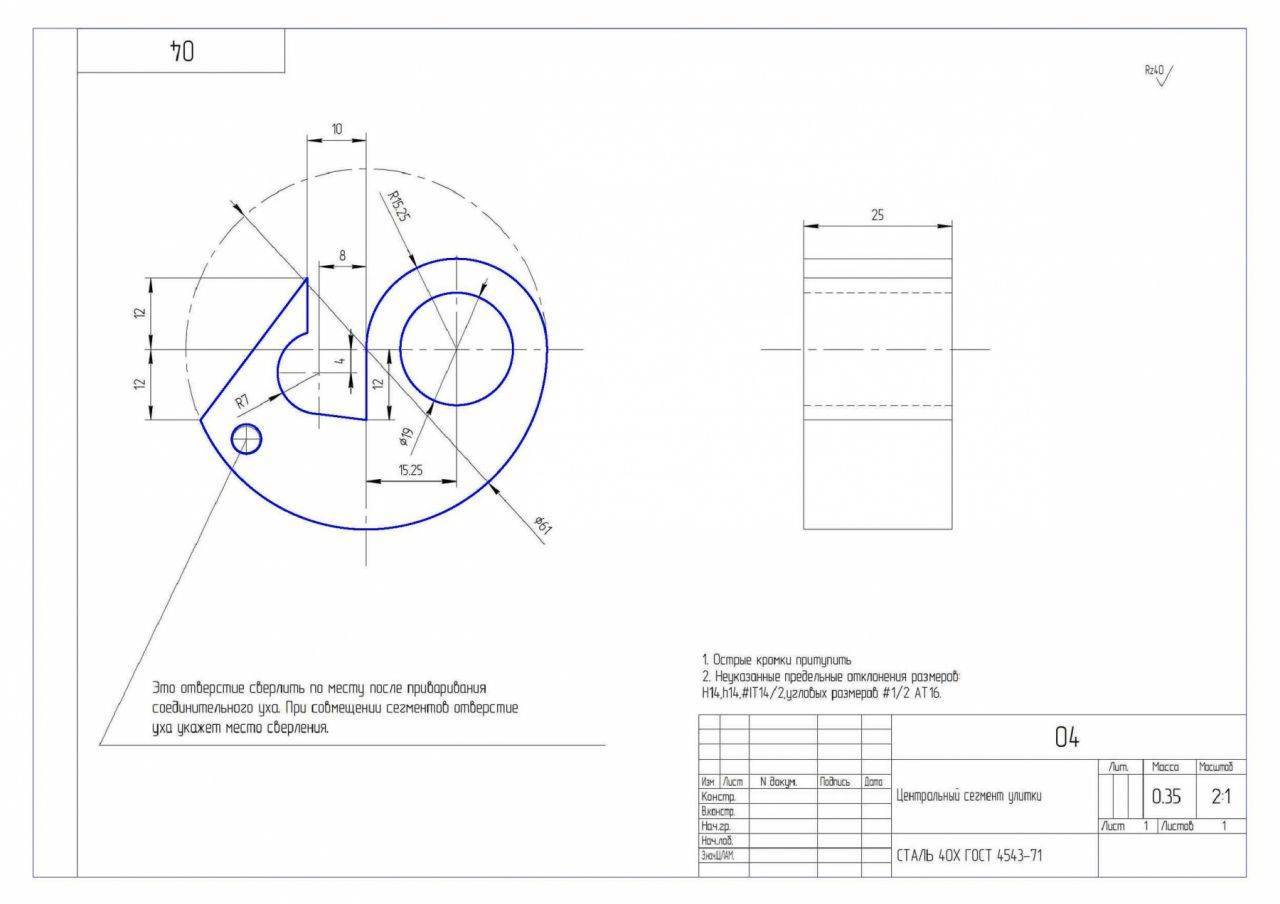
Листовая штамповка
Производится из листового железа. Применяется при производстве мелких и средних деталей металла. Такой вид штамповки позволяет добиться высокого качества и прочности от изготавливаемых деталей.
Прессование
Этот процесс обработки металла производится за счёт высокого давления, за счёт чего повышается плотность металла и изменяется его форма. Существует несколько видов прессования:
Прямое прессование
Такой способ позволяет получать различные профильные заготовки (прутья, трубы, профили). Процесс заключается в выдавливании металла через определённое отверстие.
Обратное прессование
При этом процессе заготовка располагается в формуляре, а давление производится в обратном направлении, нежели при прямом прессовании.
Волочение
Является процессом протягивания , уже прессованных прутьев через специальную волочильную матрицу. За счёт такого процесса можно получить проволоку, фасонные профили, трубы с тонкими стенками.
Заключительным, а также достаточно ответственным этапом является прокатка
В этом процессе участвует закон «Силы трения», за счёт которого, путём трения специальными валиками о поверхность заготовки, происходит пластическая деформация. В свою очередь различают 5 видов прокатки изделий:
Завершающий этап холодной ковки -прокатка.
Продольная прокатка
При использовании этого вида прокатки, на станке, валики вращаются в разные стороны. За счёт этого происходит постепенное обжимание и удлинение детали. В данном случае производится листовое железо, ленточное железо и полосы.
Поперечная прокатка
При данном виде прокатки, валики движутся в одном направлении. За счёт этого деталь подвергается деформации в поперечном движении. К примеру, посредством такого вида получают цилиндрические шестерёнки с накатанными зубцами.
Поперечная или винтовая прокатка
в данном случае валики на станке установлены под углом друг к другу. Тем самым поковка получает поступательное и вращательное движения. Между этих валов получается зазор и металл, попадая в этот зазор, получает свою деформацию. Такой вид прокатки используется для создания трубных заготовок, так называемых «гильз».
Между этих валов получается зазор и металл, попадая в этот зазор, получает свою деформацию. Такой вид прокатки используется для создания трубных заготовок, так называемых «гильз».
Проектирование станка для холодной ковки
Прежде, чем заниматься сборкой , необходимо создать проект, в котором будет подробно описано всё то, что вы собираетесь воплотить в реальность.
Однако, перед созданием своего стального детища, необходимо прочитать очень много литературы, в которой подробно описаны все приспособления. Чтобы в процессе сборки не возникло непредвиденных ситуаций, важно иметь представление о станке, его размерах и размерах каждой из деталей, которые будут задействованы в проекте.
Потому, как все детали будут производиться из чернового металла или из каких-либо деталей, которые лежат без дела в вашем гараже.
Итак, прежде чем приступить к изготовлению изделия для ковки, необходимо изготовить станину, на поверхности которой и будут располагаться все необходимые детали станка.
Чтобы иметь представление о самодельном станке и о ковке в целом, а также узнать, как собрать, посмотрите видео ролик, представленный ниже:
Теперь, когда у вас сложилось представление, можно приступить к изготовлению — станины.
Станина должна изготавливаться из прочного материала. Это может быть массив дерева, причём достаточно плотным и толстым или железная плита. Однако, она должна иметь железную опору из сваренных или прочно закреплённых к станине ножек. В готовом виде у вас должен получиться прочный верстак.
После того, как станина изготовлена и установлена в необходимом месте, можно начинать собирать и крепить все приспособления на станину.
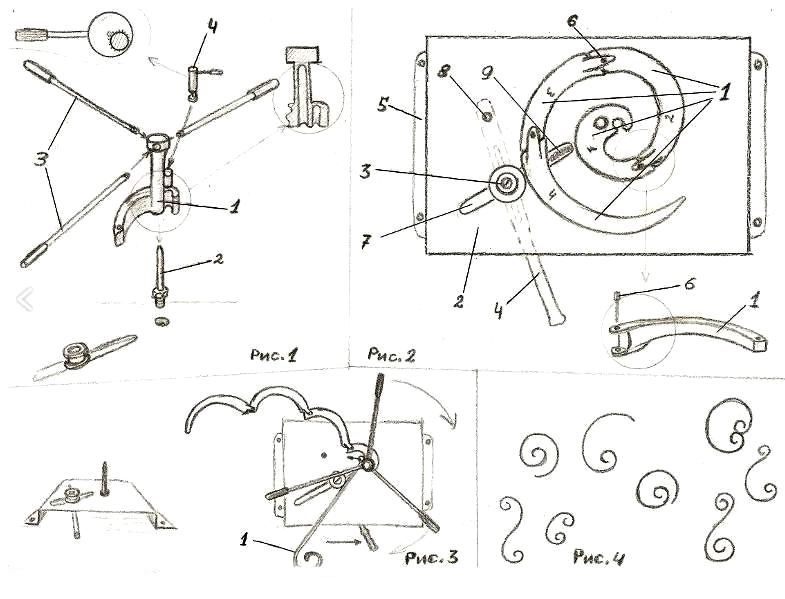
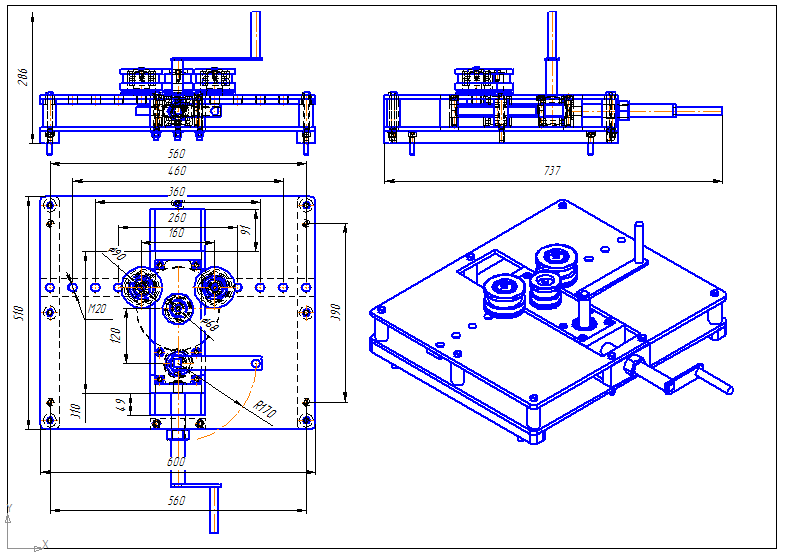
Схема сборки приспособления «Улитки».
Выше представлена схема сборки приспособления, так называемой «Улитки». Предназначена она для изготовления спиралевидных завитков на поковке.
Составляющие детали механизма
- Ведущий лемех самой улитки,
- Основная ось,
- Рычаги для совершения силовых операций,
- Фиксатор для металлической заготовки,
- Площадка станка,
- Прижимной валик,
- Палец для фиксации лемехов улитки,
- Пружина для притяжения прижимного валика,
- Рычаг управления валиком.


Для большей наглядности можно посмотреть архив чертежей данного приспособления. Скачать
Универсальный станок для холодной ковки предназначен для отрезания металлической полосы, металлического прутка или квадрата. Также можно пробивать отверстия под
Чертеж универсального станка
заклёпки и заклепать ту или иную деталь. Он приспособлен для сгибания под заданным углом и для производства вальцевания. Состоит такое приспособление из 39 деталей. Подробнее с ними вы сможете ознакомиться в данном архиве. Скачать
Гнутик
Предназначен для сгибания различных металлических заготовок, а также дуговых поковок определённого радиуса. Для изготовления данного станка применяют преимущественно инструментальную сталь. Это объясняется тем, что в приспособлении преобладают большие нагрузки. Состоит из рукояти, движущегося по оси углового гнутика, три валика, которые в закреплённом состоянии похожи на треугольник. Также крепёжные элементы и элементы крепления станка к станине.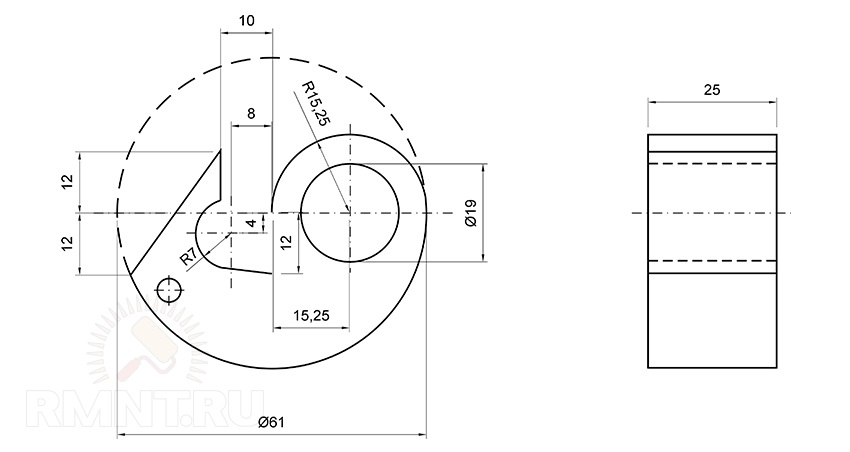
Твистер
Предназначен для сгибания металлических прутьев, квадратов и полос вокруг продольной оси. Получается торсионное скручивание. Состоит из двух креплений, закреплённых на усиленной станине с отверстиями под металлический прут и рукояти, чтобы совершать движения по оси. Более подробную информацию можно найти в архиве чертежей данного приспособления.
Приспособление волна предназначено для изменения изгиба металлической заготовки, получая волнообразные детали. По своей значимости — это тот же гнутик, однако имеет волна сложную конструкцию.
С помощью штампового пресса можно совершать оттиски рисунков на металлических заготовках.
Если вы вдруг собрались сделать собственноручно, начертите обязательно все нужные эскизы и чертежи с размерами, предположительно таких же размеров, какими они будут в сборной конструкции.
Такой манёвр позволит Вам полностью иметь представление о будущем станке, поможет редактировать все детали на чертеже. Также посмотрите множество роликов в интернете на тему «Как сделать приспособления для холодной ковки?». Это даст возможность иметь представление о полной картине.
Также посмотрите множество роликов в интернете на тему «Как сделать приспособления для холодной ковки?». Это даст возможность иметь представление о полной картине.
А также прочитайте немного литературных произведений, которые посвящены данному вопросу. Как изготовить ту или иную деталь, а также, из какого материала она должна быть изготовлена, вы тоже должны изучить. Когда вы будете знать наверняка, что к чему, вы с лёгкостью сможете сделать станок своими руками!
Ниже представлены три видео ролика посвящённые отдельным частям механического узла, без применения высоких температур:
Приспособление «Гусинная лапка» видео
Приспособление «Твистер» видео
Приспособление «Улитка» видео
Источник
Самодельные приспособления и станки для холодной ковки
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами.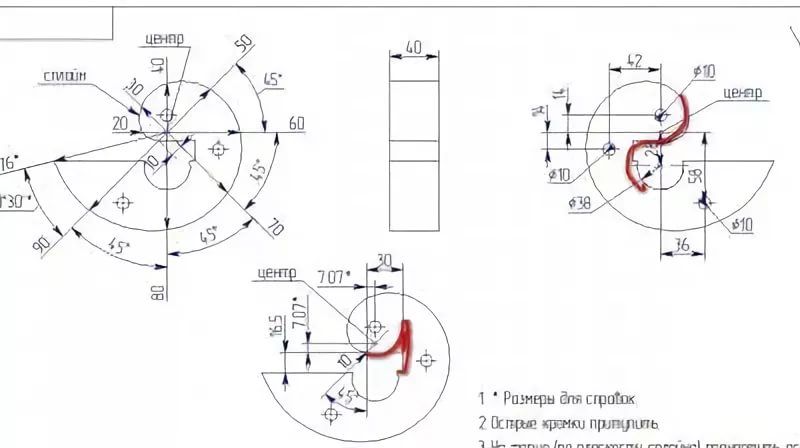 В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
Фонарик. На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.
Так делают «фонарик»
Твистеры или улитки. Формируют плоские завитки разного диаметра.
Приспособление для холодной ковки улитка — для формирования завитков
Гибочные станки или гнутики. Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
Волна. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
Станок «Волна» — для формирования соответствующего рельефа
Приспособления для обработки концов деталей — инерционно-штамповочные станки или другие самодельные устройства.
Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.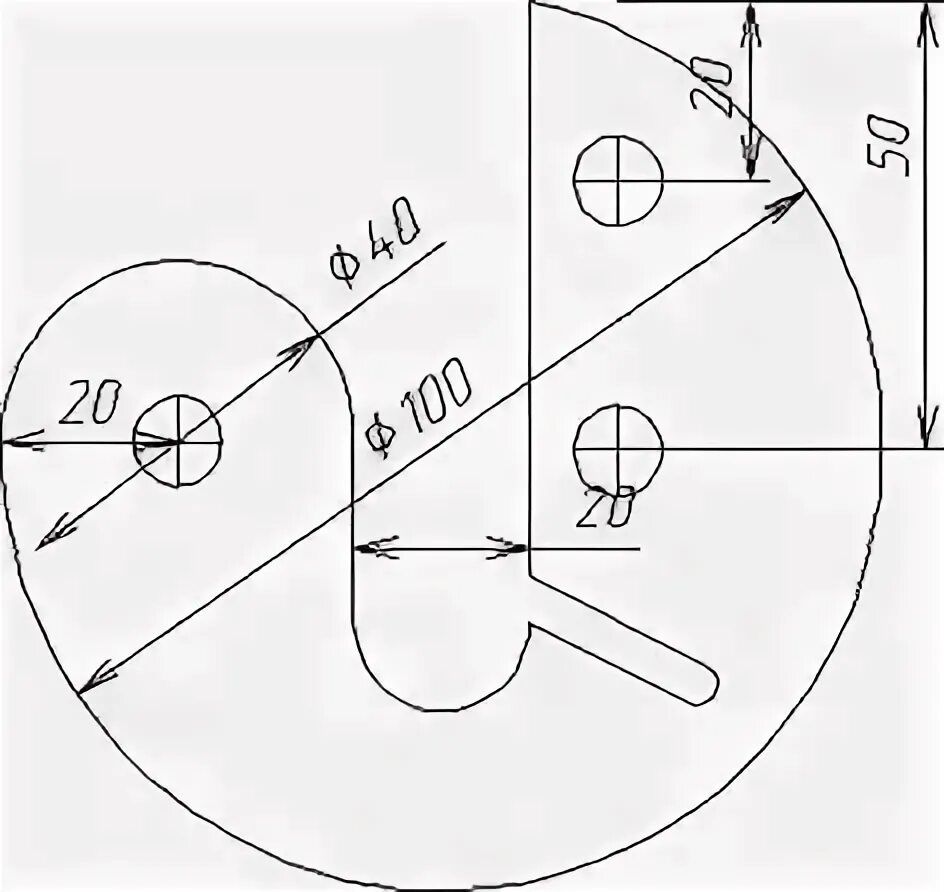
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.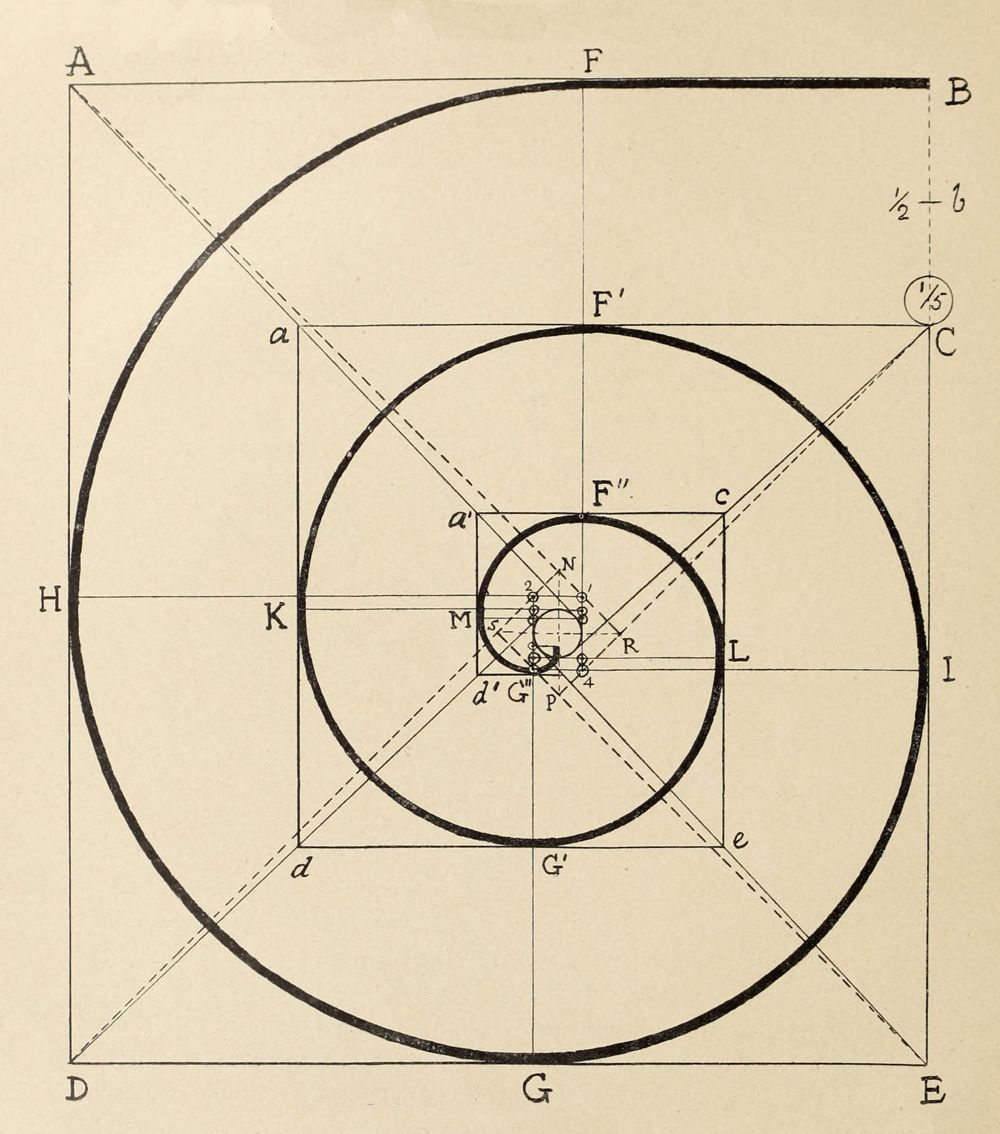
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео.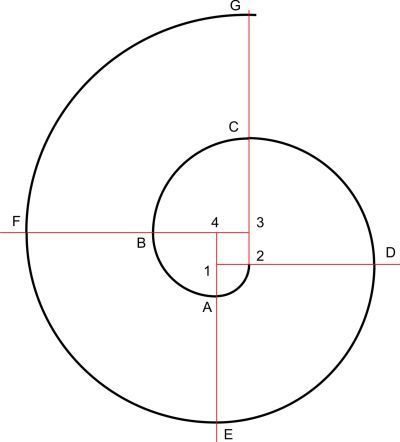 Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Видео про самодельные приспособления и станки для холодной ковки
Источник
Металлический трубогиб M600 + 1 матрица – сталь | Углерод | Алюминий | Хроммолибден
Рейтинг 5,00 из 5 на основе 46 оценок покупателей
1 550,00 $ – 2 169,00 $ 9 0005
- Металлический трубогиб M625 может сделать 94 градуса за один выстрел и пройти 180 градусов
- Сгибает различные металлы – углеродистую сталь, хромомолибден, нержавеющую сталь, алюминий и многое другое!
- Чрезвычайно точный и простой в использовании
- Сделано в США
- Патент заявлен
| Размер матрицы | Выберите вариант5X Combo (выберите для подробностей) x 2,5 CLR5X Combo (выберите для подробностей) x 3,5 CLR.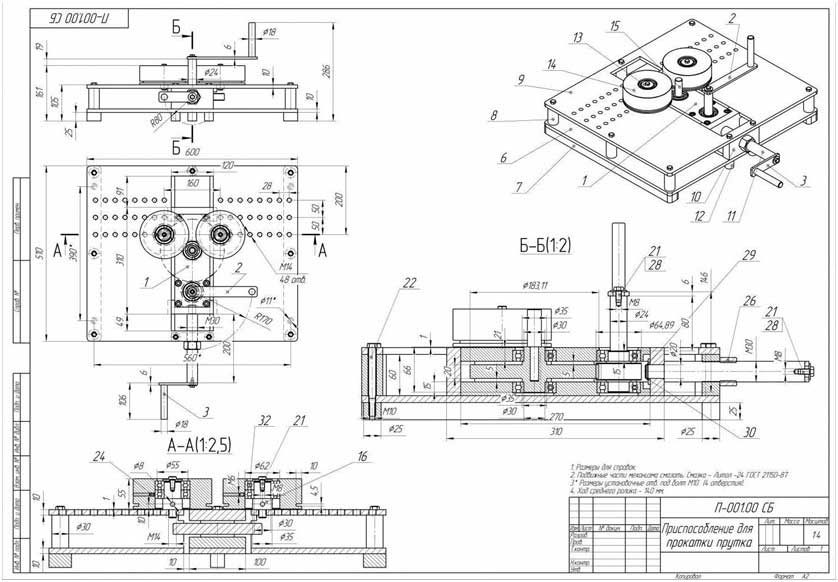 50 Круглые/Квадратные x 2,5 Набор матриц CLR.50 Круглые/Квадратные x 3,5 Набор матриц CLR.625 (5/8″) Круглые Набор матриц CLR 675 и 0,840 x 2,5. Набор матриц CLR 1,00 x 4,5 Набор матриц CLR 1,00 x 6,00 Набор матриц CLR 1,050 (труба 3/4″) x 3,5 Набор матриц CLR 1,125 x 3,50 Набор матриц CLR 1,125 x 6,00 Набор матриц CLR 1,25 x 3,5 CLR 1,25 x 4,5 Набор матриц CLR 1,25 x 6,0 Набор матриц CLR 1,315 (труба 1 дюйм) x 4,5 Набор матриц CLR 1,315 (труба 1 дюйм) x 6,0 Матрица CLR 1,375 (1 3/8 дюйма) x 4,5 Набор матриц CLR1. 375 (1 3/8″) x 6,00 Набор матриц CLR 1,50 x 4,5 Набор матриц CLR 1,50 x 6,00 Набор матриц CLR 1,625 (1 5/8″) x 4,5 Набор матриц CLR 1,625 (1 5/8″) x 6.00CLR Набор матриц1.66 (труба 1 1/4″) x 4.5CLR Набор матриц1.66 (1 1/4″ труба) x 6.00CLR Набор матриц1.75 x 4.5CLR Набор матриц1.75 x 6.00CLR Набор матриц1. 875 (1 7/8″) x 6,00 CLR Набор штампов1.90 (труба 1 1/2″) x 6,00CLR Набор матриц2,00 x 6,00CLR Набор матриц.75 квадратов x 4,5CLR Набор матриц1,00КВАДРАТ x 4,5CLR Набор матриц1,00квадрат x 6,0CLR Набор матриц1,25квадрат x 4,5 Набор матриц CLR1,50 Square x 6,00 Набор матриц CLR (2 зажимных блока) 30 мм x 114 мм CLR 50 Круглые/Квадратные x 2,5 Набор матриц CLR.50 Круглые/Квадратные x 3,5 Набор матриц CLR.625 (5/8″) Круглые Набор матриц CLR 675 и 0,840 x 2,5. Набор матриц CLR 1,00 x 4,5 Набор матриц CLR 1,00 x 6,00 Набор матриц CLR 1,050 (труба 3/4″) x 3,5 Набор матриц CLR 1,125 x 3,50 Набор матриц CLR 1,125 x 6,00 Набор матриц CLR 1,25 x 3,5 CLR 1,25 x 4,5 Набор матриц CLR 1,25 x 6,0 Набор матриц CLR 1,315 (труба 1 дюйм) x 4,5 Набор матриц CLR 1,315 (труба 1 дюйм) x 6,0 Матрица CLR 1,375 (1 3/8 дюйма) x 4,5 Набор матриц CLR1. 375 (1 3/8″) x 6,00 Набор матриц CLR 1,50 x 4,5 Набор матриц CLR 1,50 x 6,00 Набор матриц CLR 1,625 (1 5/8″) x 4,5 Набор матриц CLR 1,625 (1 5/8″) x 6.00CLR Набор матриц1.66 (труба 1 1/4″) x 4.5CLR Набор матриц1.66 (1 1/4″ труба) x 6.00CLR Набор матриц1.75 x 4.5CLR Набор матриц1.75 x 6.00CLR Набор матриц1. 875 (1 7/8″) x 6,00 CLR Набор штампов1.90 (труба 1 1/2″) x 6,00CLR Набор матриц2,00 x 6,00CLR Набор матриц.75 квадратов x 4,5CLR Набор матриц1,00КВАДРАТ x 4,5CLR Набор матриц1,00квадрат x 6,0CLR Набор матриц1,25квадрат x 4,5 Набор матриц CLR1,50 Square x 6,00 Набор матриц CLR (2 зажимных блока) 30 мм x 114 мм CLR |
|---|---|
| Сборка | Выберите вариант Комплект для сварки сварных швов/порошковое покрытие |
| Роликовая матрица | Выберите один из вариантовНет, используйте стандартные прижимные матрицы Да, используйте прижимные ролики Очистить |
Артикул: Н/Д Категория: Трубогибы
- Описание
- Отзывы (46)
Трубогиб RogueFab модели 600 — лучшее предложение на рынке. По цене он конкурирует с машинами, у которых нет такой гибкости, универсальности и технической поддержки. Наш трубогиб для стальных труб прост в использовании, точен и портативен. Текущее время выполнения заказов составляет от 1 до 4 рабочих дней для трубогибочных станков (с матрицами) и от 2 до 6 рабочих дней для машин с порошковым покрытием (сюда входят комплекты, содержащие трубогибочные станки и принадлежности). Этот продукт защищен патентом США № 11529.663.
По цене он конкурирует с машинами, у которых нет такой гибкости, универсальности и технической поддержки. Наш трубогиб для стальных труб прост в использовании, точен и портативен. Текущее время выполнения заказов составляет от 1 до 4 рабочих дней для трубогибочных станков (с матрицами) и от 2 до 6 рабочих дней для машин с порошковым покрытием (сюда входят комплекты, содержащие трубогибочные станки и принадлежности). Этот продукт защищен патентом США № 11529.663.
Гидравлический цилиндр (или система, варианты ЗДЕСЬ) продаются отдельно (как написано на фото выше и далее в этом описании).
Не знаете, что такое прижимной ролик? Нужна помощь с вариантами? Узнайте все, что вам нужно, менее чем за 4 минуты:
Возможности металлического трубогиба M625
У нас самые доступные матрицы в отрасли, и все они изгибаются на 180+ градусов. Вы можете забыть о бендерах «90 градусов 1 выстрел», которые останавливаются на 90. Гибочный станок M625 может выполнить 94 градуса за ОДИН выстрел, а затем, конечно, он может продолжить работу и пройти 180 градусов после повторного закрепления гидравлического цилиндра.
Вы можете забыть о бендерах «90 градусов 1 выстрел», которые останавливаются на 90. Гибочный станок M625 может выполнить 94 градуса за ОДИН выстрел, а затем, конечно, он может продолжить работу и пройти 180 градусов после повторного закрепления гидравлического цилиндра.
Гибка углеродистой и нержавеющей стали
Гибочный станок M625 был протестирован на углеродистой и нержавеющей стали и работает очень хорошо. Наша линейка трубогибов имеет непревзойденный диапазон толщин стенок, которые они могут успешно сгибать, благодаря их исключительной мощности для толстостенных труб на M625 и их удивительному диапазону тонких стенок при оснащении насадкой для оправки Rogue Fab.
Другие поддерживаемые материалы
Наш M625 также может выполнять S-образные изгибы, что показано в разделе видео. Кроме того, он может гнуть:
- латунь
- медь
- алюминий (круглая/квадратная труба и труба)
- тонкостенный титан для работы с турбонаддувом и трубчатые титановые рамы
Хотя этот металлический трубогиб может сгибать сверхтолстые трубы DOM, он также может сгибать тонкие хромомолибденовые трубы 4130 для каркасов безопасности и по-прежнему может с легкостью выполнять точные трехмерные изгибы любого материала.
Вы все еще смотрите на ручные трубогибы?
Эта современная машина была разработана для работы с пневматическим/гидравлическим приводом (цилиндр продается отдельно, 99-195 долларов США). Сравните нашу максимальную вместимость с конкурентами перед покупкой, потому что ничто другое не может сравниться с этим. Эта машина может сгибать цельный стальной стержень диаметром до 2 дюймов! У нас есть видео, чтобы доказать это. Просто нажмите «видео» в меню в верхней части этой страницы.
Размеры машины:Трубогиб M6xx: (собран, готов к изгибу): площадь основания 12 x 30 дюймов. Габаритные размеры 12”x47”x32” (ДхШхВ). Вес 140-200 фунтов.
Гибочный станок M6xx на тележке: Площадь основания 22 x 34 дюйма. Габаритные размеры 22”x47”x68” (ДхШхВ). Вес 210+ фунтов (зависит от содержимого корзины).
Гибкая конструкция
Преимущество нашей линейки трубогибов в том, что они легко расширяются вместе с вашим цехом.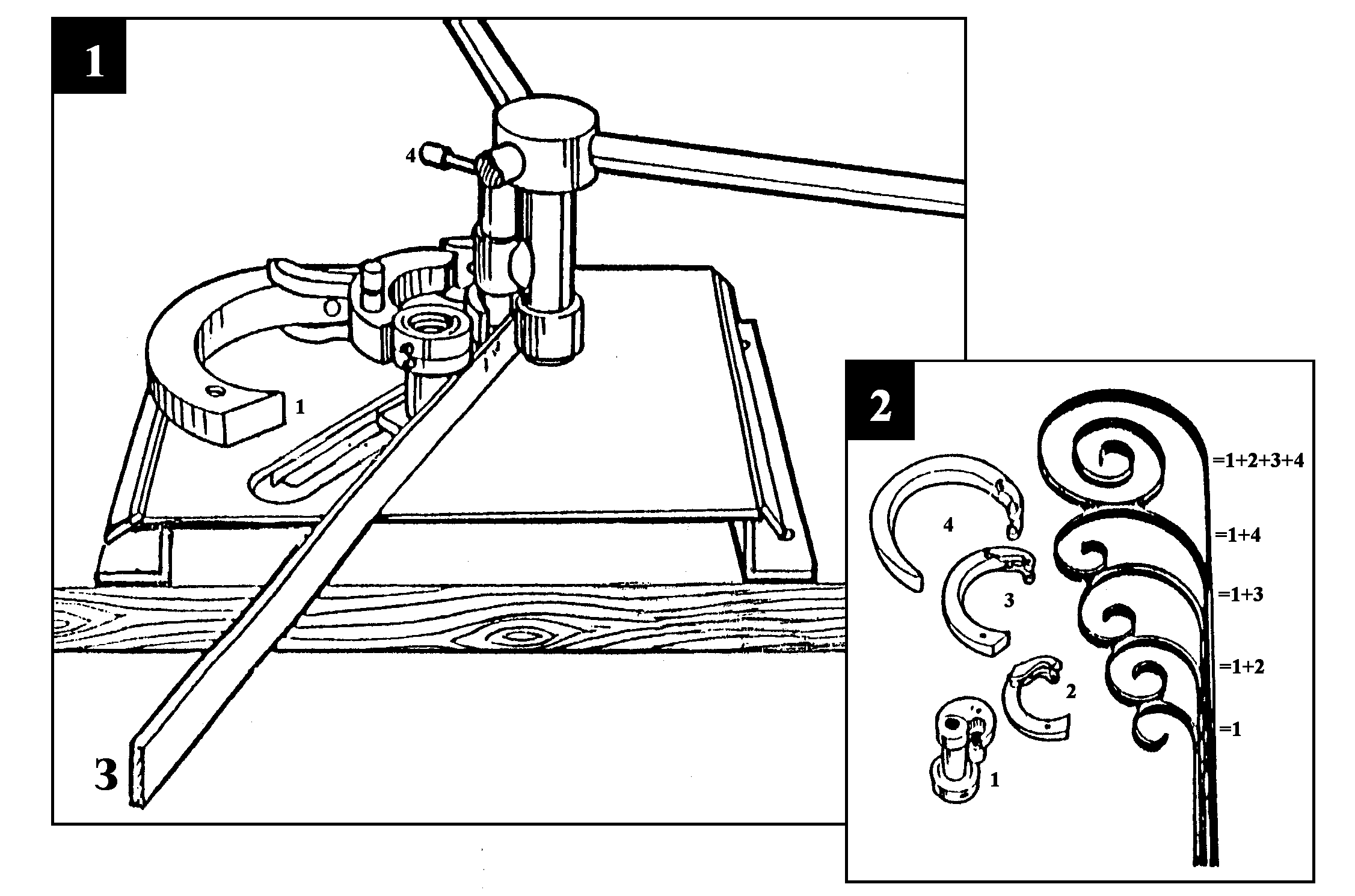
В будущем нет необходимости продавать эту машину для модернизации:
- Вы можете добавить оправку для гибки очень тонких трубок.
- Вы можете перейти на прижимные роликовые матрицы для более сложной геометрии гибки и гибки алюминия
- Вы можете модернизировать электрическую/гидравлическую силовую систему со скоростью 9,5 градусов в секунду с автоматическими остановками для повторяющихся деталей.
- Вы даже можете добавить ограничитель обратного хода и датчики поворота, чтобы отслеживать расстояние между изгибами и поворот между изгибами на 3D-деталях.
Нужно место для хранения? Мы продаем комплекты тележек и полные тележки для наших машин. Хотите стать продвинутым? Мы продаем лучшее в отрасли программное обеспечение для гибки, уже настроенное для наших станков.
Этот трубогиб не является ловушкой. В комплекте есть все, что на фото, кроме гидравлического цилиндра. Вы можете купить таран в Harbour Freight, чтобы сэкономить деньги на доставке, или получить его прямо на нашей веб-странице. Наша веб-страница является наиболее полным источником информации о гибке труб. Прочитайте все это в нашем Техническом указателе (ССЫЛКА).
В комплекте есть все, что на фото, кроме гидравлического цилиндра. Вы можете купить таран в Harbour Freight, чтобы сэкономить деньги на доставке, или получить его прямо на нашей веб-странице. Наша веб-страница является наиболее полным источником информации о гибке труб. Прочитайте все это в нашем Техническом указателе (ССЫЛКА).
- Нужна помощь в выборе матрицы? – НАЖМИТЕ ЗДЕСЬ
- Хотите узнать емкость каждого кубика? – НАЖМИТЕ ЗДЕСЬ
***ПРИМЕЧАНИЕ. Мы отправляем все трубогибы M625 с комплектом HD (деталь, которая крепится к гидравлическому цилиндру), который совместим с гидравлическими цилиндрами марок Rogue Fab и Harbour Freight. Если у вас есть гидравлический цилиндр от Amazon или Northern Tool, вам нужно будет указать это в примечаниях к заказу. Вместо этого мы можем включить этот тип, но только в том случае, если вы сообщите нам об этом при заказе***
Вы беспокоитесь о том, чтобы научиться гнуть трубу? Или изучать новую машину? Наш самый простой в использовании и способный делать самые сложные изгибы.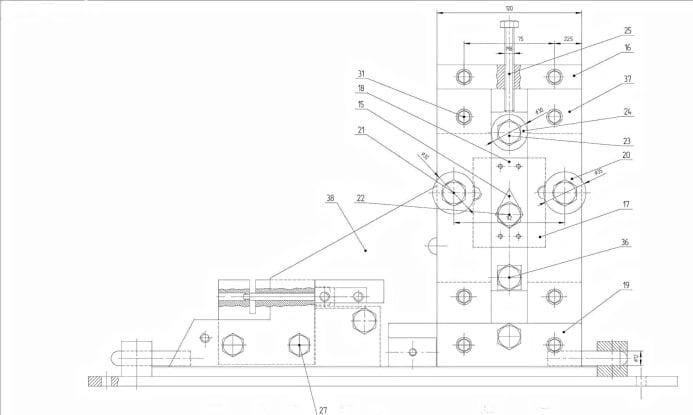 Позвольте нам показать вам менее чем за 7 минут:
Позвольте нам показать вам менее чем за 7 минут:
Хотите увидеть весь проект от начала до конца и еще больше трюков с изгибом, которые на 100% уникальны для нашего дизайна? Посмотрите это видео:
Сколько работы нужно, чтобы сварить это вместе? Очень мало, так легко справится начинающий сварщик:
 youtube.com/embed/OOcTqvgows4?feature=oembed” allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share” allowfullscreen=””/>
youtube.com/embed/OOcTqvgows4?feature=oembed” allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share” allowfullscreen=””/> Насколько сложно менять штампы? Супер легко! Вот видео смены набора штампов;
*при соответствующей комплектации. Полную информацию см. в нашей таблице грузоподъемности по толщине стенки. Он находится в нашем техническом разделе на нашей веб-странице.
Вам также может понравиться…
Пакет Bender/Notcher ELITE – (время выполнения от 0 до 2 недель)**
Рейтинг 5,00 из 5
9 846,35 долл. США – 23 873,00 долл. США Выберите опцииПлатежи от
223 $/месяц
Нажмите, чтобы применить
- Распродажа!
Трубогиб Tradesman Pkg.
M605/625Рейтинг 4,84 из 5
2 250,00 $ – 3 500,00 $ Выберите опцииПлатежи от
$59/мес
Нажмите, чтобы применить
 M605/625
M605/625Кузнечное дело для непосвященных: первый раз на наковальне
- автор: Дженни Лист
Зажечь кузницу достаточно просто.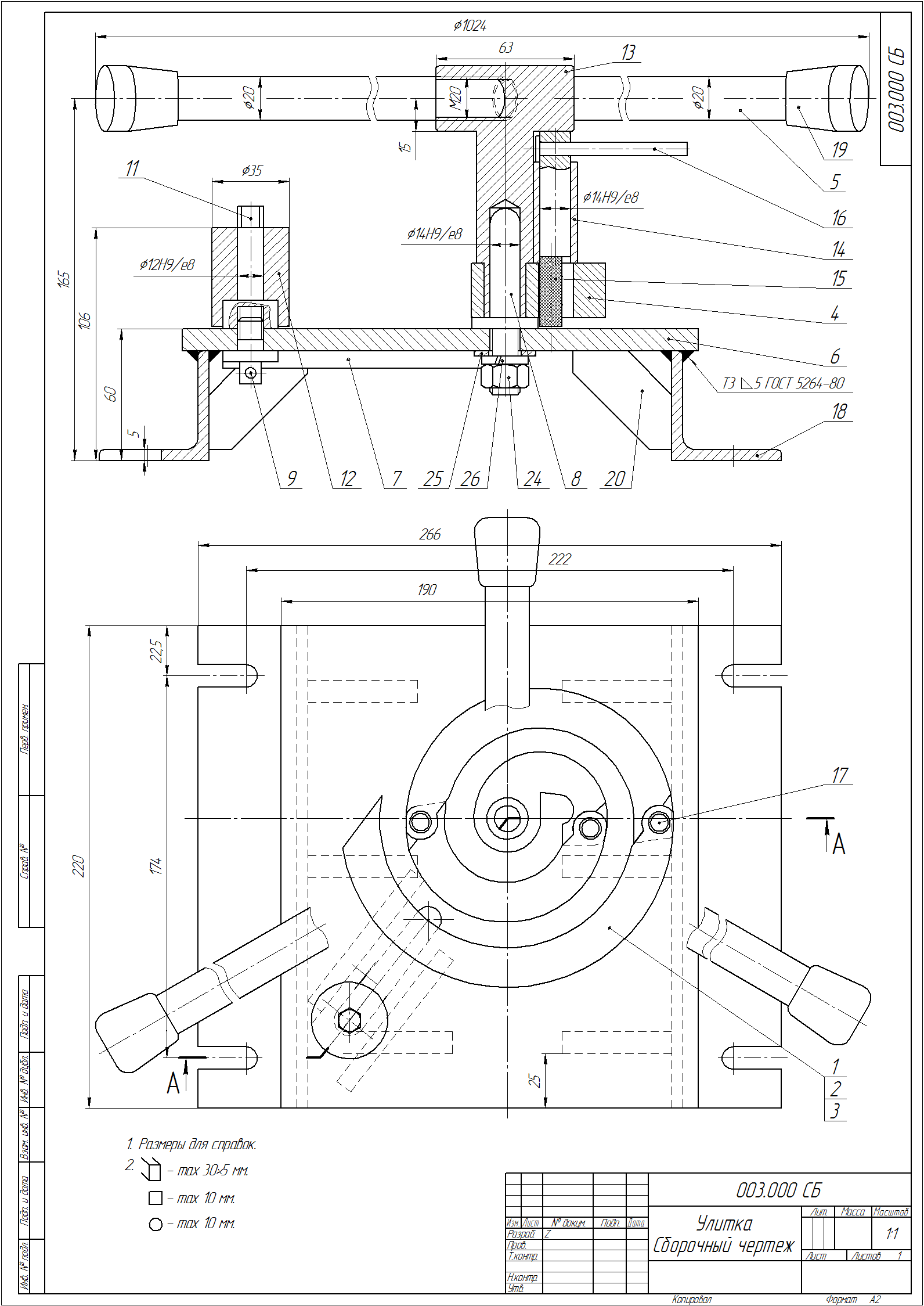 Кто-то делает это с помощью газовой горелки, но я разбиваю полено на палочки с помощью молотка с долом, вставленным в прочное отверстие на наковальне в качестве импровизированного дровокола. Разжигая небольшой костер, зажигая бумагу под стопкой палочек, лежащих на очаге рядом с фурмой, я запускаю воздуходувку и затем высыпаю кокс поверх образовавшегося пожара. Примерно через десять минут у меня будет удовлетворительный рев и куча тлеющих углей, и по мере их горения на дне костра будет собираться шлак, который мне в конечном итоге нужно будет выгребать.
Кто-то делает это с помощью газовой горелки, но я разбиваю полено на палочки с помощью молотка с долом, вставленным в прочное отверстие на наковальне в качестве импровизированного дровокола. Разжигая небольшой костер, зажигая бумагу под стопкой палочек, лежащих на очаге рядом с фурмой, я запускаю воздуходувку и затем высыпаю кокс поверх образовавшегося пожара. Примерно через десять минут у меня будет удовлетворительный рев и куча тлеющих углей, и по мере их горения на дне костра будет собираться шлак, который мне в конечном итоге нужно будет выгребать.
Подумайте о стали, которую вы используете
Этот кусок стали слишком долго оставался в огне и горит, как бенгальский огонь. Для первого эксперимента выберите кусок стали диаметром около 10 мм (3/8″), квадратный или круглый, это не имеет значения. Я предлагаю один длиной 300 мм (1 фут) или более, чтобы вы могли обращаться с холодным концом без щипцов. Вы, несомненно, попробуете различные материалы в зависимости от того, что попадется вам на пути, и вы обнаружите, что лучше всего подходит для вас. Соответственно, с более твердыми сталями труднее работать, поэтому иногда для экспериментов лучше использовать запас более низкого качества.
Соответственно, с более твердыми сталями труднее работать, поэтому иногда для экспериментов лучше использовать запас более низкого качества.
Если вы поместите его конец примерно на 25 мм (1″) в самую горячую часть огня, где он ярко-желтый, вы сможете наблюдать, как он нагревается. В идеале вы хотите, чтобы он стал почти, но не таким желтым, как угли вокруг него, после чего вы можете вытащить его и начать работу. Если вы оставите его слишком долго, он сначала начнет гореть так, что будет искрить, как бенгальский огонь, когда вы его вытащите, а если вы оставите его еще дольше, он начнет таять.
Первый удар молотком
Забивание плоской поверхности на конце прутка. Мой, к счастью, остался неизменным, но не волнуйтесь, если ваш имеет слегка овальную форму. Дан кусок стали толщиной 10 мм с концом 25 мм раскаленного до желтого цвета, удерживая его за холодный конец, можно положить его на лицевую сторону наковальни. Несколько раз ударьте горячим концом по одному и тому же месту, и он начнет растекаться. Здесь вы ничего не делаете, вместо этого это простое упражнение по привыканию как к металлу, так и к молотковому движению. Вместо того, чтобы высоко поднимать молоток для каждого удара в стереотипном образе кузнеца, вы стремитесь создать с ним ритм в нижней части руки и запястье, в полной мере используя отскок, о котором мы упоминали, когда рассматривали, что делает хорошую наковальню. . По мере того, как вы забиваете, вы увидите, что работа теряет температуру, она меняет цвет с желтого на оранжевый и красный на тускло-красный с просачиванием серого. В этот момент вам нужно будет положить его обратно в угли, как описано выше, чтобы вернуть его обратно. до температуры и повторить процедуру.
Здесь вы ничего не делаете, вместо этого это простое упражнение по привыканию как к металлу, так и к молотковому движению. Вместо того, чтобы высоко поднимать молоток для каждого удара в стереотипном образе кузнеца, вы стремитесь создать с ним ритм в нижней части руки и запястье, в полной мере используя отскок, о котором мы упоминали, когда рассматривали, что делает хорошую наковальню. . По мере того, как вы забиваете, вы увидите, что работа теряет температуру, она меняет цвет с желтого на оранжевый и красный на тускло-красный с просачиванием серого. В этот момент вам нужно будет положить его обратно в угли, как описано выше, чтобы вернуть его обратно. до температуры и повторить процедуру.
Продолжая бить молотком, если вы будете последовательны, вы увидите, что конец ложи сплющивается до тех пор, пока в конце концов он не станет плоским куском стали на конце вашего ложа. Вероятно, это не будет постоянной формы, и вы еще не сделали ничего полезного, но вы начали чувствовать как сам металл, так и необходимое ударное движение.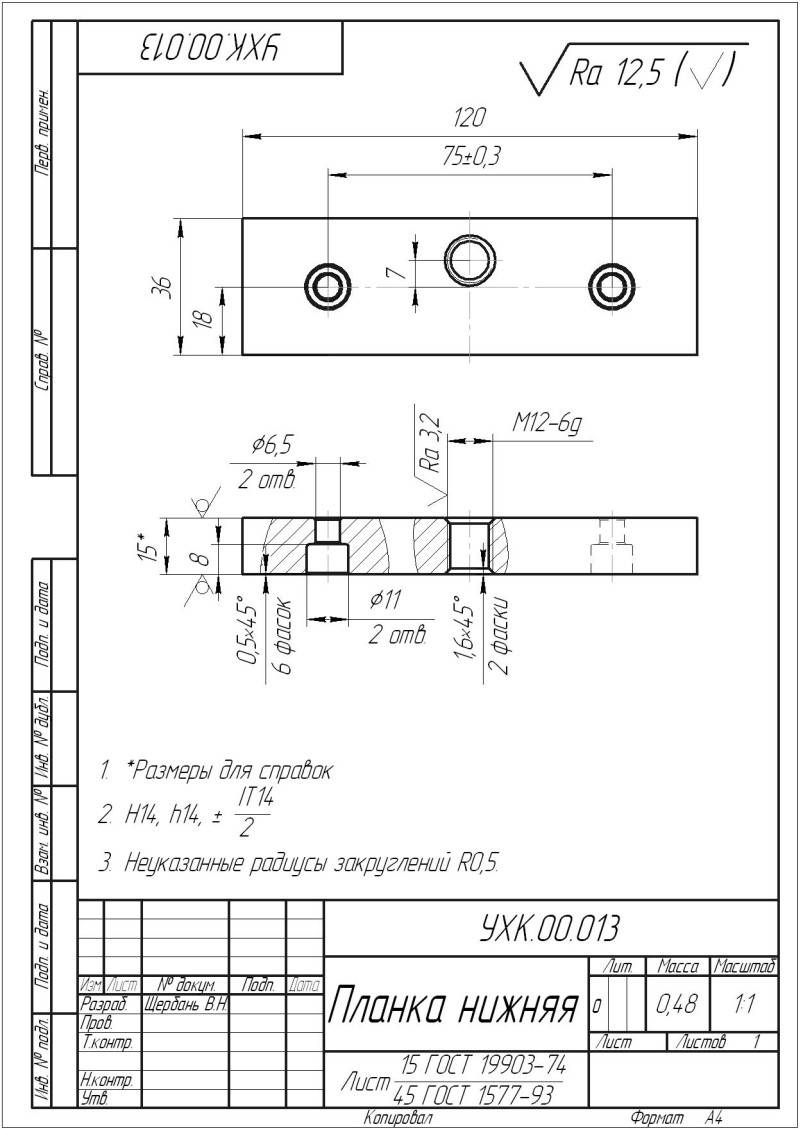 Охладите его в чане с водой, чтобы он был достаточно прохладным, чтобы вы могли с ним обращаться, и вы увидите, что некоторые серые оксиды отслаиваются от его поверхности, это нормально.
Охладите его в чане с водой, чтобы он был достаточно прохладным, чтобы вы могли с ним обращаться, и вы увидите, что некоторые серые оксиды отслаиваются от его поверхности, это нормально.
Из круглого в квадратный или наоборот
Я выровнял конец своего круглого инвентаря. Яркий солнечный свет мешает видеть, но металл теперь тускло-красный, и его нужно снова отправить в огонь.Теперь вы немного чувствуете металл, пора научиться чему-то более полезному. Возьмите другой конец заготовки, конец которой вы только что сплющили, и нагрейте его в углях, как и раньше, примерно на 50 мм (2″). Если это квадратная заготовка, вы сделаете ее круглой, и, наоборот, если она круглая, вы забьете ее квадратной. Положите его на лицевую сторону наковальни и нанесите по нему серию ударов молотком, равномерно распределенным по его длине. Если вы продолжите, вы получите более длинный сплющенный кусок металла, как и раньше, но в этом случае вы будете поворачивать ложу, когда будете молотить.
Если это круглая деталь, вы будете бить молотком по одной стороне, пока она не начнет слегка сплющиваться, прежде чем повернуть ее на 90 градусов и забить другую, а если это квадратная деталь, вы сначала забьете ее по углам, чтобы закруглить их. , а затем последовательно вращайте его во время ударов, чтобы удары распределялись равномерно по его поверхности. Вы можете обнаружить, что при этом он начинает гнуться, в этом случае просто положите его на поверхность наковальни по оси, которую вы хотите выпрямить, и расплющите молотком. На протяжении всего этого процесса вам нужно будет продолжать возвращать его в огонь, чтобы снова нагреть, и вы можете удивить себя, обнаружив, что требуется более легкое прикосновение молотком, чем вы ожидаете.
, а затем последовательно вращайте его во время ударов, чтобы удары распределялись равномерно по его поверхности. Вы можете обнаружить, что при этом он начинает гнуться, в этом случае просто положите его на поверхность наковальни по оси, которую вы хотите выпрямить, и расплющите молотком. На протяжении всего этого процесса вам нужно будет продолжать возвращать его в огонь, чтобы снова нагреть, и вы можете удивить себя, обнаружив, что требуется более легкое прикосновение молотком, чем вы ожидаете.
В конце концов вы обнаружите, что у вас либо новая прямоугольная деталь на конце круглой заготовки, либо, наоборот, закругленная часть на какой-то квадратной ложе. Нет ничего постыдного в том, чтобы ошибиться и повторить попытку несколько раз, но вы быстро освоитесь. Вы узнаете больше об ощущении металла и молотка, а также о том, какое усилие требуется в процессе.
Предоставление всего острия
При ковке острия заготовка удерживается под углом к поверхности наковальни и вращается, в то время как она забивается под нужным углом.
Наконец, на сегодня вы поставите точку на своем только что скругленном или прямоугольном куске акций. Нагрейте конец на 25 мм и поместите его острие на поверхность наковальни под углом около 20 градусов. Ударьте молотком под прямым углом по самому его концу, медленно вращая его, и вы увидите, как начинает формироваться точка. По мере того, как вы работаете с молотком, он становится более выраженным. Вы никогда не доведете его до остроты карандаша, но немного потренировавшись, вы сможете добиться стабильного результата. Потушите его, и если все будет хорошо, у вас должен получиться кусок заготовки с листообразным плоским кусочком на одном конце и острием на другом. На самом деле вы не сделали ничего полезного, но уже изучили основы кузнечного дела.
Эта серия будет продолжаться с более простыми методами кузнечного дела, в следующей части мы попробуем согнуть сталь, сделать кривые, петли и завитки. Вы пока не станете опытным кузнецом, хотя, выросший среди опытных кузнецов, я тоже не один из них, однако по мере продвижения вы должны накопить набор базовых навыков, на основе которых вы сможете развить способность делать более сложные куски работы.