Автоподача и долговечность вертикальная фрезерная головка
Alibaba.com предлагает вам великолепные коллекции долговечных, качественных и продуктивных. вертикальная фрезерная головка для различных типов резки, сверления и различных целей обработки. Эти машины оснащены всеми новейшими технологиями, обеспечивающими стабильную производительность с течением времени и идеальными для любого типа коммерческих и промышленных работ. Эти крепкие и умелые. вертикальная фрезерная головка созданы с использованием новейших и передовых технологий, чтобы гарантировать длительную работу и удобство использования во время работы. Ведущий. вертикальная фрезерная головка поставщики и оптовики на сайте предлагают эти продукты по самым экономичным ценам и по выгодным ценам.Эти оптимальные стандарты. вертикальная фрезерная головка изготовлены из АБС-пластика, железа и других металлов для обеспечения прочности и известны своей устойчивостью к различным видам использования.
Эти машины являются энергосберегающими вариантами для предприятий и могут сократить ваши расходы, такие как рабочая сила, а также потребление энергии. Файл. Предлагаемые здесь вертикальная фрезерная головка включают недорогое техническое обслуживание и безотказную технологию, позволяющую удвоить ваши результаты. Отличный. Найденные здесь вертикальная фрезерная головка оснащены эффективными подшипниками, двигателем, редуктором и обладают высокой жесткостью.
Просматривайте разные. вертикальная фрезерная головка на Alibaba.com различных цветов, дизайнов, форм, размеров и других характеристик в зависимости от требований и моделей. Эти изделия представляют собой машины для средних нагрузок, которые обеспечивают высокий уровень точности и высокопрочную режущую кромку. Эти наборы. вертикальная фрезерная головка обладают износостойкостью и снабжены автоматами подачи для повышения эффективности. Вы также можете поручиться.
Alibaba.com предлагает вам широкий выбор. вертикальная фрезерная головка варианты, чтобы выбрать и купить их в рамках своего бюджета. Эти продукты просты в установке и имеют более длительный гарантийный срок, чтобы помочь в случае чего. Вы также можете выбрать послепродажное обслуживание и варианты настройки.
 Эти машины являются энергосберегающими вариантами для предприятий и могут сократить ваши расходы, такие как рабочая сила, а также потребление энергии. Файл. Предлагаемые здесь вертикальная фрезерная головка включают недорогое техническое обслуживание и безотказную технологию, позволяющую удвоить ваши результаты. Отличный. Найденные здесь вертикальная фрезерная головка оснащены эффективными подшипниками, двигателем, редуктором и обладают высокой жесткостью.
Эти машины являются энергосберегающими вариантами для предприятий и могут сократить ваши расходы, такие как рабочая сила, а также потребление энергии. Файл. Предлагаемые здесь вертикальная фрезерная головка включают недорогое техническое обслуживание и безотказную технологию, позволяющую удвоить ваши результаты. Отличный. Найденные здесь вертикальная фрезерная головка оснащены эффективными подшипниками, двигателем, редуктором и обладают высокой жесткостью.  вертикальная фрезерная головка, которые помогают быстро резать, но не оставляют следов, а также тщательно отбирают различные мелкие частицы.
вертикальная фрезерная головка, которые помогают быстро резать, но не оставляют следов, а также тщательно отбирают различные мелкие частицы. Новые машины | Мы, SEHO, не только предлагаем подержанные машины, но также поставляем клиентам новые машины в качестве опции. | Больше | Подержанные металлообрабатывающие станки | Поскольку отрасль станкостроения постоянно совершенствуется, пользователям станков требуются более высокоточные и более стабильные станки, чтобы завершить разработку своих новых продуктов и повысить производительность, но цены на эти новые станки достаточно высоки, о чем пользователи станков раньше много думали. | Больше | Угловая фрезерная головка | Угловая фрезерная головка является одним из наиболее часто используемых аксессуаров для фрезерных станков, вертикальных / горизонтальных обрабатывающих центров, двухстоечных станков, плоско-фрезерных станков, расточных станков и вертикальных токарных станков. Основная функция угловой фрезерной головки – изменить направление обработки и сделать обработку более разнообразной. | Больше | Под рабочий стол | «Вспомогательный рабочий стол» может использоваться как основание для подъема деталей, сварки и ремонта оборудования, а также для тестирования деталей или другого базового инструмента. | Больше | Сервисные аксессуары | SEHO предлагает различные бывшие в употреблении станки, в том числе: токарный станок разного типа, обрабатывающий центр, шлифовальный станок. Поскольку для каждой машины различается год производства и использование, некоторые из запасных частей машины будут повреждены или сломаны из-за использования времени, по этой причине будет стоить сбитая машина, которая не сможет работать. Для клиентов, которые купили машину у нас, мы предлагаем лучшее послепродажное обслуживание, чтобы удовлетворить потребности и желания клиентов. SEHO предлагает комплексное обслуживание, мы предлагаем небольшие аксессуары для станков, которые можно легко разбить, от Turcite, каталога клавишных панелей, рабочего освещения, MPG до крупных аксессуаров, таких как нефтесборщик или охлаждающая жидкость через шпиндель, даже держатель инструмента. | Больше | Ремонт машинного оборудования | В настоящее время острая рыночная конкуренция и строгие требования к качеству продукции, точности обработки и стабильности должны быть эффективно улучшены. SEHO тщательно оценивает различия в характере обработки, чтобы пользователи могли извлечь максимальную пользу из станка. | Больше |
 решить инвестиции.
решить инвестиции.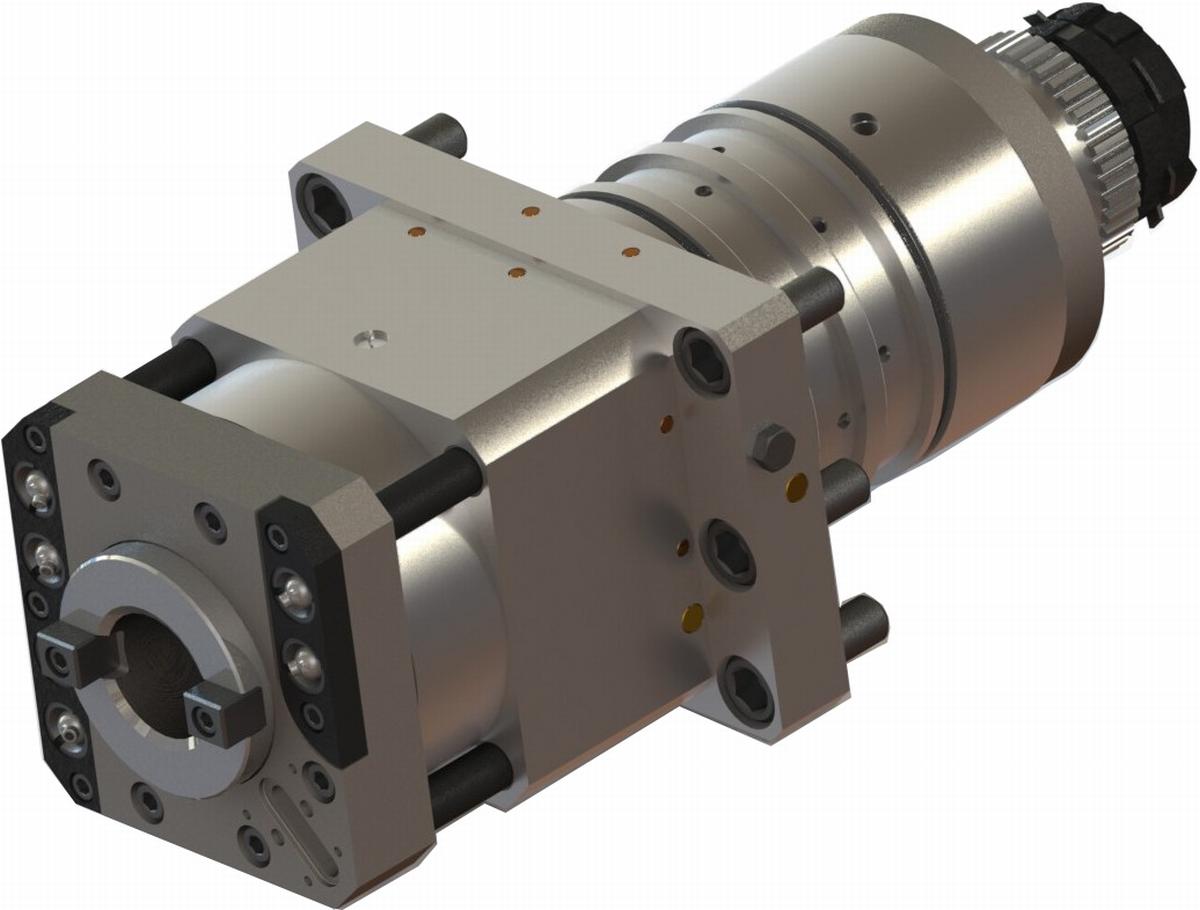 Это незаменимое базовое оборудование для производства машин.
Это незаменимое базовое оборудование для производства машин.
| |||||
| |||||
| |||||
| |||||
| |||||


Ускорительная головка-мультипликатора для фрезерного станка
Если на вашем производстве стоит обрабатывающий центр, маленькая частота вращения которого больше не отвечает вашим задачам, у вас есть два варианта. Вы можете либо заменить его на новый станок с высокоскоростным шпинделем, либо подобрать ускорительную головку (что, разумеется, гораздо проще, дешевле и быстрее). Они расширяют возможности металлообрабатывающих центров и используемого инструмента, позволяя достигнуть высоких оборотов, не увеличивая при этом нагрузку на подшипники шпинделя.
Вы можете либо заменить его на новый станок с высокоскоростным шпинделем, либо подобрать ускорительную головку (что, разумеется, гораздо проще, дешевле и быстрее). Они расширяют возможности металлообрабатывающих центров и используемого инструмента, позволяя достигнуть высоких оборотов, не увеличивая при этом нагрузку на подшипники шпинделя.
Есть множество различных вариантов ускорителей шпинделя, использующих различные технологии, в зависимости от того, какую скорость вращения нужно достичь. Всего несколько десятилетий назад было достаточно купить шпиндель, увеличивающий скорость вращения старого станка с 2000 до 12-15000 об / мин. При скорости вращения 2000 об / мин операция с извилистой канавкой для уплотнительного кольца, выполняемая с использованием небольшой концевой фрезы, заняла бы вечность. Механические шпиндели-ускорители стали естественным решением этой проблемы – они позволили использовать небольшие инструменты на более крупные станки, повышая их производительность.
Сегодня стандартные обрабатывающие центры поставляются со шпинделями на 6000, 8000, 10000, 12000 об / мин. Но и с современными головками-мультипликаторами вы можете проапргрейдить ваш станок до совершенного нового уровня. Например, при операциях микрорезания, когда оператор работает с инструментами очень малого диаметра. В этом случае важно получить максимально возможную скорость шпинделя, что обеспечит достижение хорошего отделения стружки, длительного срока службы инструмента, хорошего качества поверхности и, особенно, при обработке алюминия, предотвращения наростов на кромке. При недостаточной скорости вращения операторы вынуждены использовать экзотические или дорогие материалы для режущего инструмента (такие как алмаз, например). Это не так критично при работе с закаленной сталью. Однако, если оператору не удается достичь минимальной рекомендуемой площади поверхности, это отразится как на качестве поверхности, так и на сроке службы инструмента.
Пороговым значением диаметра инструмента можно назвать 0,060 дюйма; любой инструмент меньшего размера стоит использовать в сочетании с ускорительной головкой.
Примеры с цифрами
Чем меньше размер конуса, тем быстрее будет вращаться шпиндель. Обычный станок с конусом 30 без интерфейса шпинделя с двойным контактом будет развивать скорость 18 000 об / мин. Здесь не нужны никакие дополнительные инженерные решения. Такие станки рассчитаны на стандартные конические шпиндели. С системой двойного контакта, вы сможете удвоить эти скорости, а конус 30 будет работать со скоростью 30 000 об / мин. На графике ниже показаны стандартные диапазоны скоростей.
HSK размером 63 (что соответствует конусу 40) будет иметь примерно такую же скорость вращения, как и система с двумя контактами. Но HSK 63 при этом ограничен диаметром инструмента (он должен быть более 0,060 дюйма). Если оператору нужно будет перейти к HSK 32, необходимая скорость вращения шпинделя составит 50 000 об / мин. Станок не справится с этой работой.
Оператор также может рассматривать использование более малентких державок HSK для высокоскоростной и микрообработки.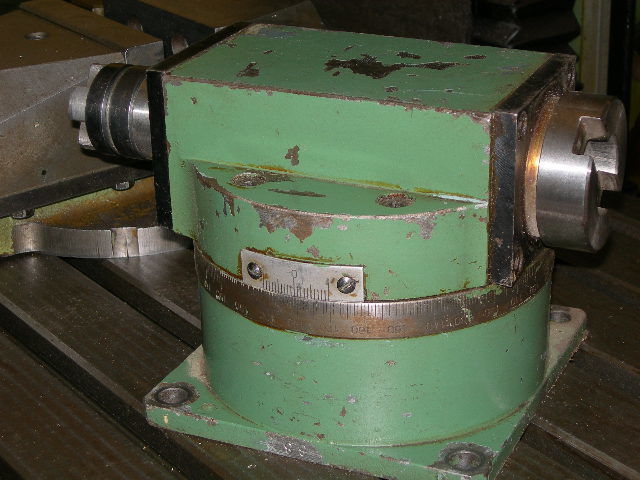 Меньшие размеры конуса, от 25 до 32, предназначены для очень маленького инструмента и должны быть очень точно сбалансированы. Инструмент, работающий со скоростью 50 000 об/мин, требует большой точности и опыта оператора, как при эксплуатации, так и при балансировке. Иначе достичь необходимых показателей качества поверхности достичь не получится.
Меньшие размеры конуса, от 25 до 32, предназначены для очень маленького инструмента и должны быть очень точно сбалансированы. Инструмент, работающий со скоростью 50 000 об/мин, требует большой точности и опыта оператора, как при эксплуатации, так и при балансировке. Иначе достичь необходимых показателей качества поверхности достичь не получится.
Проблемы при эксплуатации станков на максимальных оборотах
При работе на максимальной или близкой к максимальной частоте вращения, тепловое расширение, вызванное трением, приведет к выгоранию подшипников и шестерен. Даже если уделять особое внимание охлаждающей жидкости, система смазки может выйти из строя, и подшипники придется менять чаще, а это увеличивает время простоя под обслуживание. Это особенно актуально для продолжительных периодов времени – 1, 2, 3 часа или более. Кроме того, в результате теплового расширения происходит деформация оси Z.
Доступное решение
Ускорительная головка-мултьтипликатор обойдется вам значительно дешевле нового специализированного станка. Однако есть 5 ключевых требований, которым должны соответствовать высокоскоростные шпиндели.
Однако есть 5 ключевых требований, которым должны соответствовать высокоскоростные шпиндели.
1) Инструмент должен иметь сверхвысокую скорость и обеспечивать приемлемое динамическое биение. Шпиндели должны быть достаточно тихими и иметь низкую тепловую деформацию.
2) Ускоритель шпинделя должен обеспечивать автоматическую смену инструмента (ATC), поскольку операторы не захотят тормозить производство. У шпинделя BIG Kaiser, например, к торцу шпинделя прикреплен единственный стопорный блок. Этот стопорный блок зацепляет позиционный штифт на самом инструменте. При системе зубчатого привода он удерживает инструмент неподвижно во время вращения шпинделя, а при пневмоприводе воздух проходит через стопорный блок, попадает в позиционный штифт и в турбинный привод, и в конечном итоге выходит через боковую часть агрегата. BIG Kaiser может сориентировать и выровнять любой из них, чтобы смена инструмента происходила автоматически, без ручного вмешательства.
3) Традиционные системы зубчатого привода, использующие конструкцию планетарной передачи, могут развивать скорость до 24 000 об/мин. Эти типы шпиндельных систем ускорения могут обеспечить большой скачок частоты вращения для существующего инструмента, который бы являлся достаточно точным, но максимальная скорость, в этом случае, составляет от 5000 до 8000 об/мин. Однако, поскольку внутри него вращаются шестерни, он действительно демонстрирует удлинение по оси Z, это неизбежно. Обычно такая система достигает стабильности после 20 минут обработки,. Следует помнить об этом, особенно при работе с более короткими циклами.
4) При этом нужно понимать, что если шпиндель станка изначально находится в плохом состоянии, ускорительная головка этого не исправит его. Вместо этого величина биения, создаваемого неисправным шпинделем, будет передаваться на исправный ускоритель, создавая большое биение и большую нагрузку на подшипники и шестерни внутри.
5) При системе пневмопривода фактически шпиндель станка вообще не вращается – станок просто перемещает инструмент из одного положения в другое. Привод находится внутри самого инструмента. Воздух поступает в стопорный блок через позиционный штифт и в привод турбины. Затем турбинный привод создает крутящий момент и скорость режущего инструмента. Чем больше турбина и, следовательно, размер ускорителя шпинделя, тем ниже потенциальные скорости. И наоборот, более крупные агрегаты могут создавать больше мощности. При отсутствии системы программирования давления воздуха, регуляторировать это придется вручную. Однако это не общий сценарий.
Новые ускорители с пневматическим приводом могут развивать скорость до 120 000 об/мин, но необходимо учитывать очень низкий крутящий момент в обоих шпинделях – ни один из них не может справиться с тяжелой резкой. Больший крутящий момент доступен с инструментами большего размера и более медленными оборотами.
Рекомендации по цанговому патрону
При вращении шпинделя со скоростью 80 000 об/мин, режущий инструмент должен управляться по центру с точностью до одного или двух микрон. Режущий инструмент диаметром всего 0,010 дюйма, принимающий стружку менее одной десятой на зуб, должен управляться лучше, чем одна десятая. Это обеспечивает высокую точность инструмента, при этом все цанги так же должны быть проверенными и точными, зажимные гайки должны быть предназначены для работы на высокой скорости, инструмент с хорошей балансировкой и достаточное усилие зажима.
Режущий инструмент диаметром всего 0,010 дюйма, принимающий стружку менее одной десятой на зуб, должен управляться лучше, чем одна десятая. Это обеспечивает высокую точность инструмента, при этом все цанги так же должны быть проверенными и точными, зажимные гайки должны быть предназначены для работы на высокой скорости, инструмент с хорошей балансировкой и достаточное усилие зажима.
Традиционные системы ER недостаточно точны и не способны обеспечить высокую скорость. Для рассматриваемого типа резки требуется специализированные зажимные системы.
Рассчитать цену с доставкой Найти похожее оборудование
Фрезерные Головки накладные – Энциклопедия по машиностроению XXL
Примечания 1. Проверка 18 относится к накладной головке, предназначенной для нарезания резьбы, и к фрезерной головке универсального назначения при возможности ее поворота на 90 относительно вертикальной плоскости. [c.709]
[c.709]| Рис. 8. Накладная фрезерная головка к расточному станку |
Фрезерование одно- и многозаходных червяков производится на универсально-фрезерном станке с применением накладной фрезерной головки, шпиндель которой повернут на 90°. [c.236]
После модернизации 7.0 50—1000 60—1250 50—1000 1. Установить электродвигатель мощностью 7,0 кет 2. Заменить все валы, включая шпиндель и зубчатые колеса коробки скоростей 1. Оснастить станки 1) накладной универсальной фрезерной головкой 2) машинными поворотными тисками 3) накладной долбежной головкой [c.260]
Установка накладной вертикальной фрезерной головки. ………….. 10 12 14 16 [c.11]
Этим лнаклонные плоскости и на горизонтально-фрезерном станке, если станок имеет накладную вертикальную фрезерную головку. [c.138]
[c.138]
Накладная вертикальная фрезерная головка является специальной принадлежностью горизонтально-фрезерного станка. Наличие накладной вертикальной головки позволяет выполнять на горизонтально-фрезерном станке различные работы, обычно выполняемые на вертикально-фрезерном станке. На рис. 107, а показана одна из конструкций накладной вертикальной головки. [c.138]
| Рис. 07. Накладная вертикальная фрезерная головка а — конструкция, б — различные положения шпинделя головки |
| Рис. 108. Установка накладной вертикальной фрезерной головки |
Такая обработка должна производиться концевой фрезой на вертикально-фрезерном или горизонтально-фрезерном станке с накладной вертикальной фрезерной головкой.
 [c.163]
[c.163]На этот угол Р необходимо повернуть стол универсально-фрезерного станка или накладную фрезерную головку. [c.325]
При обработке паза закрепим заготовку кулачка на оправке в шпинделе делительной головки, а в шпинделе накладной фрезерной головки закрепляется концевая фреза Ф диаметром, равным ширине паза. Шпиндель головки и концевая фреза располагаются вертикально (рис. 98, а). [c.346]
Фрезерование наклонных плоскостей и скосов с по-воротом фрезы. Фрезерование наклонных поверхностей с поворотом фрезы производят на вертикальнофрезерных станках с поворотом фрезерной головки (рис. 18, г, д) или на горизонтальнофрезерных, имеющих накладную фрезерную головку. [c.80]
Накладную фрезерную головку закрепляют на вертикальных направляющих станины, и она получает движение от шпинделя станка через пару цилиндрических и конических колес. Поворотную часть накладной фрезерной головки поворачивают вокруг
[c. 80]
80]
Фрезерование с подъемом стола на каждый двойной ход проводят до тех пор, пока паз не будет обработан насквозь. Фрезерование замкнутых фигурных пазов можно проводить и на горизонтальнофрезерных станках при использовании накладной вертикальной фрезерной головки и без нее. [c.95]
Фреза, как правило, за один проход не может снять весь припуск, поэтому припуск срезают постепенно, начиная с участка, наиболее удаленного от разметочной риски. При выборе диаметра фрезы следует учитывать возможность получения заданных по чертежу закруглений. Если криволинейный контур имеет вогнутые закругления, то диаметр фрезы подбирают равным удвоенному радиусу закруглений, указанных на чертеже. После обработки деталь снимают со стола, удаляют заусенцы и проверяют правильность изготовления криволинейного контура. Контурное фрезерование можно проводить и на горизонтальнофрезерном станке при использовании накладной фрезерной головки или при совмещении одновременных движений заготовки в продольном и вертикальном направлениях. [c.113]
[c.113]
Для расширения технологических возможностей к станку за особую плату поставляются накладная планшайба, поворотная фрезерная головка, приспособление для нарезания резьбы. [c.187]
Вертикальнофрезерный с поворотной шпиндельной бабкой или горизонтально-фрезерный с накладной вертикальной головкой [c.247]
Фрезерование паза ласточкин хвост Одноугловая фреза Вертикальнофрезерный или горизонтально-фрезерный с накладной вертикальной головкой Машинные тиски, специальные оправки для закрепления фрез Штанген- циркуль, шаблоны, рейсмас, угольник [c.265]
Концевая фреза Вертикальнофрезерный или горизонтально-фрезерный с накладной вертикальной головкой Поворотный круглый стол Штанген- циркуль, специальные шаблоны [c.271]
Продольно-фрезерные станки имеют дистанционное управление с подвесного пульта, механизированный зажим подвижных узлов, автоматический отвод фрезы от детали при быстром ходе стола, дистанционное бесступенчатое регулирование скорости подач (для станков с шириной стола 500 мм и более), механизмы отвода стружки из зоны резания. Тяжелые станки оснащены механизмами для установки тяжелых фрез, накладными угловыми фрезерными головками, механизмами для отсчета перемещений. На станках с шириной стола 3200 — 5000 мм можно производить строгание, сверление и растачивание.
[c.147]
Тяжелые станки оснащены механизмами для установки тяжелых фрез, накладными угловыми фрезерными головками, механизмами для отсчета перемещений. На станках с шириной стола 3200 — 5000 мм можно производить строгание, сверление и растачивание.
[c.147]
С целью расширения технологических возможностей фрезерных станков рекомендуется применение ряда приспособлений универсальные накладные фрезерные головки и столы, накладные долбежные головки, накладные головки для нарезания реек, копировальные приспособления и др. [c.157]
В большинстве случаев фрезерование спиралей производится концевыми фрезами на горизонтально-фрезерных станках, закрепляемыми в поворотном шпинделе накладной фрезерной головки. Обрабатываемый кулачок центрируют и закрепляют на консольной оправке, установленной в шпинделе делительной головки. При фрезеровании кулачков оси шпинделей фрезерной и делительной головок всегда расположены параллельно. Если шпиндель головки установлен вертикально (рис. 241, а), то передаточное отношение 1 сменных зубчатых колес, соединяющих винт продольной подачи стола станка с валиком привода головки, определяют по формуле (30), как и при обработке винтовых канавок
[c.201]
241, а), то передаточное отношение 1 сменных зубчатых колес, соединяющих винт продольной подачи стола станка с валиком привода головки, определяют по формуле (30), как и при обработке винтовых канавок
[c.201]
Оснаш ение рабочего места вертикально-фрезерный станок или горизонтально-фрезерный с накладной вертикальной головкой концевые фрезы машинные тиски штангенциркули и специальные шаблоны заготовки [c.151]
Оснащение рабочего места вертикально-фрезерный станок или горизонтально-фрезерный с накладной вертикальной головкой специальное приспособление для установки заготовки и копира-шаблона специальная концевая фреза штангенциркуль, рейсмас, специальные шаблоны вспомогательный инструмент, заготовки [c.153]
Если надо получить пакеты сотового заполнителя очень больших размеров, то используется пресс УСП-70 (рис. 147) или УСП-150 для одновременного (группового) склеивания 2—6 пакетов сотовых заполнителей с автоматическим регулированием температуры (до 200° С), давления (усилие пресса УСП-70 равно 100 тс) и времени выдержки в процессе склеивания, при этом загрузка и выгрузка пакетов механизирована (длина склеиваемых пакетов 990 мм, а ширина — 400 мм и больше). Фрезерование пакетов сотовых заполнителей в сжатом состоянии по прямолинейным и криволинейным контурам с применением высокоскоростной фрезерной головки осуществляется с помощью накладных копиров на станках РФК-1 пли па станке ФП-7М с ЧПУ, при этом обеспечив ется точность обработки 0,05—0,10 мм. Для. механической обработки пакетов применяются также ленточно-пильные станки ЛС-80-3 (резка пакетов на заготовки).
[c.271]
Фрезерование пакетов сотовых заполнителей в сжатом состоянии по прямолинейным и криволинейным контурам с применением высокоскоростной фрезерной головки осуществляется с помощью накладных копиров на станках РФК-1 пли па станке ФП-7М с ЧПУ, при этом обеспечив ется точность обработки 0,05—0,10 мм. Для. механической обработки пакетов применяются также ленточно-пильные станки ЛС-80-3 (резка пакетов на заготовки).
[c.271]
Широко применяется модернизация устаревших горизонтально-фрезерных станков для скоростного фрезерования при помощи установки вертикальной шпиндельной головки. В этом случае используются накладные вертикальные фрезер- [c.615]
Фиг 48. Накладные головки к фрезерным станкам [c.621]
Примечание. Проверка 19 относится к накладной головче, предназначенной для нарезания резьбы, и к фрезерной головке универсального назначения при возможности ее поворота на 90 относительно вертикальной плоскости. У станков, шпиндель фрезерной головки которых не имеет отверстия, проверка производится по выступающей части шпинделя для инструмента
[c. 709]
709]
На рис. 106 показана обработка проема станины накладной фрезерной головкой с угловым поворотом. Некоторые заводы и фирмы выпускают уникальные фрезерно-расточные станки, снабженные выдвижными штосселями с вмонтированными в них шпинделями. Так, Новосибирский завод Тяжстанкогидропресс выпускает такого типа станок модели НР-3 аналогичные станки производит фирма Асквит . На станке НР-3, помимо расточных и фрезерных работ, можно производить перемещением штосселя поперечное строгание. Таким образом, этот наиболее универсальный станок выполняет разнообразные сложные работы, связанные с обработкой проемов станин, за одну установку детали. [c.187]
Установку накладной вертикальной головки на горизонталь-. iO-фрезерный станок производят следующим образом (рис. 108) сначала необходимо снять подвеску хобота, открепить хобот и отодвинуть его в крайнее заднее положение. Потом опустить до отказа стол фрезерного станка, тщательно очистить коническое отверстие шпинделя станка, вставить в него вместо фрезерной оправки конусный валкк с зубчатым колесом и затянуть при помощи затяжного винта подобно тому, как затягивают конус фрезерной оправки при установке ее в шпиндель горнзонтально- фрезерного станка. Затем следует поставить на стол фрезерного станка накладную фрезерную головку, предварительно отвернув и сняв с нее планку, которая находится в направляющих головки. Подняв рукояткой вертикальной подачи стол станка с находящейся на не.м накладкой головкой до уровня сцепления зубчатого колеса, вставленного в шпиндель станка, с колесом накладной головки, надо поднять вверх вертикальную головку и
[c.139]
Затем следует поставить на стол фрезерного станка накладную фрезерную головку, предварительно отвернув и сняв с нее планку, которая находится в направляющих головки. Подняв рукояткой вертикальной подачи стол станка с находящейся на не.м накладкой головкой до уровня сцепления зубчатого колеса, вставленного в шпиндель станка, с колесом накладной головки, надо поднять вверх вертикальную головку и
[c.139]
Во время фрезерования детали электродвигатель станка расходовал электроэнергию, фреза несколько затупилась, на охлаждение расходовалась эмульсия, на смазку станка затрачивалось машинное масло, на обтирку—обтирочные материалы. Шорник, электрик, ремонтный слесарь обслуживали рабочее место фре-зеровшика. Все эти расходы, связанные с обеспечением нормальной работы станка, называются накладными, или косвенными, расходами, связанными с работой оборудования. Так как во время работы станок постепенно изнашивается, то в эту группу расходов включается также амортизация производственного оборудования (фрезерный станок, электродвигатель) и дорогостоящих приспособлений (делительная головка, поворотный стол, специальные приспособления) и инструментов, служащих более года (фрезерные головки, наборы фрез, штангензубомеры, индикаторы и т. д.).
[c.498]
д.).
[c.498]
Фреза закашляется на шпинделе накладной поворотной фрезерной головки 2, располагаемом” углом 90° относительно основного шпинделя универсального фрезерного станка (рис. XI.5, а). При установке фрезы относительно обрабатываемого червяка 1 не,обходимо следить за тем, чтобы вертикальная линия, проходящая через середину пробиля [c.229]
Широкоуниверсальный станок консольного типа 6Р82Ш рис. 57, а) отличается от рассмотренного горизонтально-фрезерного станка 6Р82Г тем, что на хоботе 1 станка устанавливают дополнительные поворотную 2 и накладную 3 фрезерные головки, а в хоботе монтируют коробку скоростей привода еще одного горизонтального шпинделя и шпинделей поворотной и накладной головок. Фрезерные головки поворотом вокруг двух взаимно перпендикулярных осей могут быть установлены под любым углом к заготовке, за счет чего расширяется универсальность станка. При снятых головках возможна одновременная работа обоими горизонтальными шпинделями. [c.64]
[c.64]
Кроме того, к фрезерным приспособлениям относят устройства, применение которых позволяет увеличить чйсло выполняемых работ на станках, как например, вертикальные накладные головки, долбежные накладные головки, накладные сверлильные головки, приспособления для нарезания реек и т. д [c.71]
Продольно-строгальные станки оснащаются накладными фрезерными и шлифовальными головками, копировальными устройствами с гидравлической следящей системой. Проводится комплексная разработка гамм продольно-строгальных станков на основе межтиповой и межзаводской унификации сборочных единиц и деталей, удовлетворяющих требованиям различных типов станков. Осуществляется дальнейшее совершенствование круглопильных, зубообрабатывающих станков, круглошлифовальных, вну-тришлифовальных, плоскошлифовальных, бесцентровошлифовальных, профилешлифовальных, резьбошлифовальных, хонин-говальных, заточных, электроэрозионных, электрохимических, ультразвуковых, светолучевых станков. [c.291]
[c.291]
ФРЕЗЕРНАЯ ГОЛОВКА – это… Что такое ФРЕЗЕРНАЯ ГОЛОВКА?
- ФРЕЗЕРНАЯ ГОЛОВКА
1) часть фрезерного станка, несущая шпиндель. Ф. г. бывают горизонтальные, вертик. и наклонные (в т. ч. поворотные). 2) Узел агрегатного станка с силовым приводом и приспособлением для крепления реж. инструмента (фрезы).
Большой энциклопедический политехнический словарь. 2004.
- ФРЕЗА ПОЧВЕННАЯ
- ФРЕЗЕРНО-ЦЕНТРОВАЛЬНЫЙ СТАНОК
Смотреть что такое “ФРЕЗЕРНАЯ ГОЛОВКА” в других словарях:
фрезерная головка — 1. Узел фрезерного станка со шпинделями, несущими фрезы. 2. Насадная фреза со вставными зубьями. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
ГОЛОВКА — элемент детали или узла в конструкции многих технических устройств, а также в радиоэлектронных устройствах записи и воспроизведения информации.
Термин «Г.» применяется в разных значениях: (1) в машиностроении а) в инструменте (Г. резца,… … Большая политехническая энциклопедияФрезерная группа станков — Вертикально фрезерный обрабатывающий центр с открытым кожухом и инструментальным магазином.[1] Фрезерные станки группа металлорежущих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских… … Википедия
накладная фрезерная (шпиндельная) головка — Приспособление, имеющее свой шпиндель, который получает вращение от шпинделя станка. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
поворотная фрезерная (шпиндельная) головка — Приспособление, имеющее свой шпиндель, который получает вращение от шпинделя станка и имеющее возможность поворота. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
ФРЕЗЕРНЫЙ СТАНОК — станок для обработки резанием заготовок, использующий в качестве реж.
инструмента фрезы. Ф. с. предназначены для обработки плоских и фасонных нар. и внутр. поверхностей, прорезки прямых и винтовых канавок,обработки зубьев зубчатых колёс и др.… … Большой энциклопедический политехнический словарьФуговальный станок — Деревообрабатывающий станок для прямолинейного строгания (фрезерования, фугования) заготовок по пласти или кромкам. Ф. с. имеет станину, на которой смонтированы круглый ножевой вал (обычно имеет 2 4 ножа), рабочий стол, вертикальная… … Большая советская энциклопедия
Координатный стол — Проверить нейтральность. На странице обсуждения должны быть подробности. Координатный стол промышленная установка, комплекс оборудования, предназначенный для перемещения по заданной траектории рабочего меха … Википедия
фре́зерный — ая, ое. прил. к фреза, к фрезер. Фрезерная головка. || Снабженный фрезой (в 1 знач.), фрезером. Фрезерный станок. Фрезерные машины.
|| Полученный при обработке почвы, грунта, торфа фрезой (во 2 знач.). Фрезерный торф. Фрезерноя крошка … Малый академический словарьОсевой рельеф — Axial relief Осевой рельеф. Рельеф или зазор позади концевой режущей кромки фрезы. См. Face mill Фрезерная головка. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 … Словарь металлургических терминов
 Термин «Г.» применяется в разных значениях: (1) в машиностроении а) в инструменте (Г. резца,… … Большая политехническая энциклопедия
Термин «Г.» применяется в разных значениях: (1) в машиностроении а) в инструменте (Г. резца,… … Большая политехническая энциклопедия инструмента фрезы. Ф. с. предназначены для обработки плоских и фасонных нар. и внутр. поверхностей, прорезки прямых и винтовых канавок,обработки зубьев зубчатых колёс и др.… … Большой энциклопедический политехнический словарь
инструмента фрезы. Ф. с. предназначены для обработки плоских и фасонных нар. и внутр. поверхностей, прорезки прямых и винтовых канавок,обработки зубьев зубчатых колёс и др.… … Большой энциклопедический политехнический словарь || Полученный при обработке почвы, грунта, торфа фрезой (во 2 знач.). Фрезерный торф. Фрезерноя крошка … Малый академический словарь
|| Полученный при обработке почвы, грунта, торфа фрезой (во 2 знач.). Фрезерный торф. Фрезерноя крошка … Малый академический словарьДелительная головка, цанги, втулки, тиски для фрезерного станка + Видео
Разнообразные приспособления для фрезерных станков имеют большое значение для нормального функционирования этого широко распространенного металлообрабатывающего оборудования.
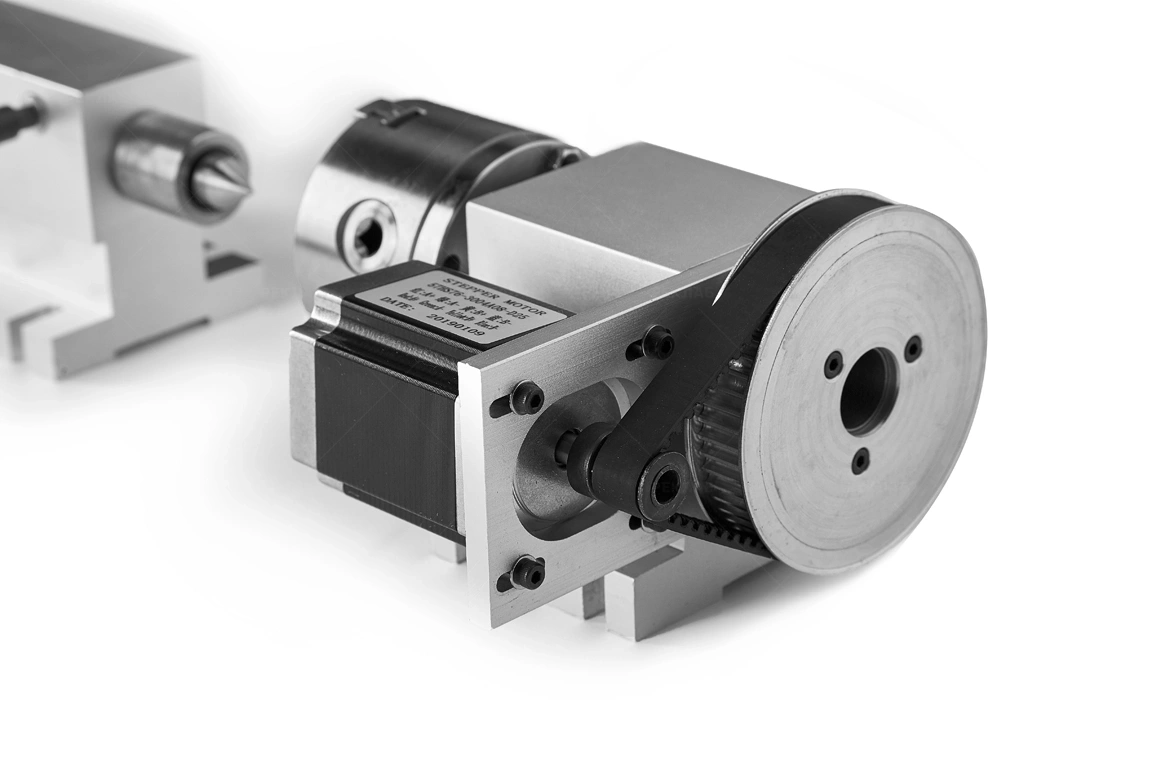
1 Делительная головка – важнейший инструмент
Под делительной головкой (ДГ) понимают приспособление горизонтального типа. Оно используется для поворота (за определенный промежуток времени) обрабатываемого на фрезерном станке изделия на неравные либо равные углы. По этой причине описываемые головки нередко называют поворотными.
По этой причине описываемые головки нередко называют поворотными.
На практике делительные головки позволяют выполнять фрезерование многогранных заготовок, нарезать зубья, канавки и впадины режущих инструментов и колес на станках с ЧПУ и на обычных агрегатах. Также ДГ обеспечивает постоянное вращение детали в унисон с осевой подачей и максимально точное перемещение рабочей поверхности. Делительные головки изготавливаются по ГОСТ 8615 и имеют следующие эксплуатационные достоинства:
- простота в монтаже на агрегат и в использовании;
- возможность осуществления широкого спектра работ с разными по геометрическим параметрам заготовками;
- существенное расширение рабочего потенциала фрезерной установки;
- возможность фрезерования изделий в любом удобном положении.
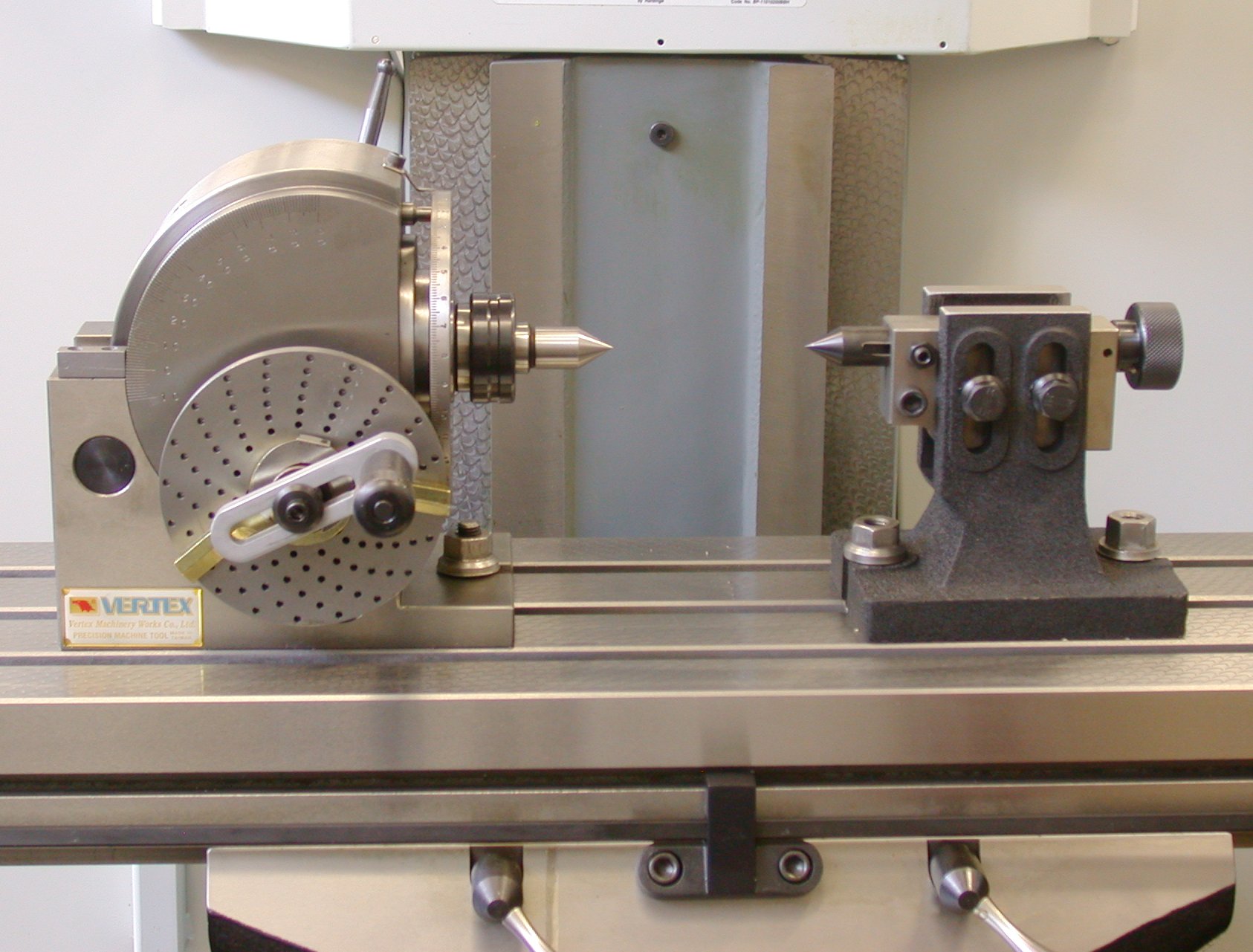
Делительная головка для фрезерования
Кроме того, делительные головки имеют доступную цену. Благодаря этому использовать их могут домашние мастера, владеющие небольшими фрезерными станками.![]() ДГ подразделяют на универсальные, упрощенные и оптические. Последние применяются для выполнения работ повышенной точности на станках с ЧПУ.
ДГ подразделяют на универсальные, упрощенные и оптические. Последние применяются для выполнения работ повышенной точности на станках с ЧПУ.
Наибольшее распространение получили универсальные головки. Они позволяют производить на фрезерных агрегатах простое, непосредственное, дифференциальное, комбинированное и непрерывное деление. Опытный оператор быстро подбирает нужную ему ДГ для осуществления определенной операции. Для выбора конкретного вида деления и его частей существует специальная таблица. В ней указываются следующие характеристики, которые имеет делительная головка:
- части деления;
- отсчитываемые отверстия;
- число оборотов;
- общее количество отверстий.
Таблица позволяет без труда выбрать нужную ДГ даже неопытному домашнему умельцу, начинающему осваивать работу на фрезерном оборудовании. Чаще всего используются делительные универсальные головки таких марок УДГ 125, УДГ 100 (эти две модели хороши для использования на небольших фрезерных агрегатах, устанавливаемых в частных мастерских), УДГ 320 и УДГ 400. Последнее из указанных приспособлений является достаточно массивным. Такая поворотная головка устанавливается на станки, которые фрезеруют большие по массе и геометрическим размерам изделия.
Последнее из указанных приспособлений является достаточно массивным. Такая поворотная головка устанавливается на станки, которые фрезеруют большие по массе и геометрическим размерам изделия.
2 Цанги – будет ли без них работать фреза?
Для того чтобы работать на фрезерном агрегате, в обязательном порядке необходим цанговый патрон и набор цанг для него. Без этих приспособлений вы просто-напросто не сможете зафиксировать режущий инструмент. А значит, станок будет лишь грудой металла, а не эффективным металлообрабатывающим оборудованием.
Цанговый патрон также дает возможность повторно зажимать (по ранее обработанной поверхности) фрезеруемое изделие и надежно фиксировать холоднотянутый пруток. Такая оснастка для фрезерных станков бывает неподвижной, выдвижной и втягиваемой. Кроме того, цанги принято делить на зажимные и подающие. Между ними есть разница.
Цанговый патрон зажимного типа изготавливается в виде втулки, оснащенной особыми пружинящими лепестками. В случаях, когда цанга располагает шестью лепестками, с ее помощью можно фрезеровать детали сечением более 8 см, четырьмя – сечением 3–8 см. А изделия с меньшим диаметров обрабатывают посредством трехлепестковых приспособлений. Выбирая набор цанг, это следует учитывать.
А изделия с меньшим диаметров обрабатывают посредством трехлепестковых приспособлений. Выбирая набор цанг, это следует учитывать.
Цанговые патроны зажимного типа
В большинстве случаев зажимные цанги делают цельными. Существуют и специальные разъемные приспособления. Они имеют сменные втулки и вкладыши. Геометрические параметры этих элементов определяются размерами и формами металлических прутков, обрабатываемых на фрезерных агрегатах. Так как подобные изделия бывают разными по параметрам, приходится приобретать набор цанг, позволяющий фрезеровать их на стандартных станках и на установках с ЧПУ.
Подающие цанги – это втулки, прошедшие процедуру закалки, располагающие тремя разрезами. Последние формируют лепестки (пружинящие) с поджатыми по отношению друг к другу торцами. Профиль фрезеруемого прутка должен соответствовать размерам подающей цанги, которая накручивается на трубу (ее называют подающей) станка.
Трубное приспособление продвигает пруток, получая движение от гидропривода либо от кулачкового устройства. Заготовка при этом проникает между лепестками цанги. Они разжимаются, а затем прижимаются за счет упругой силы к детали. Так работает подающий цанговый патрон.
Заготовка при этом проникает между лепестками цанги. Они разжимаются, а затем прижимаются за счет упругой силы к детали. Так работает подающий цанговый патрон.
3 Набор цанг – зачем он нужен, и какой покупать?
Цанговый патрон важен и в качестве крепежа для установки фрезы. Правда, используется он исключительно для монтажа инструментов с малым сечением хвостовиков. Рассматриваемый нами патрон вставляется непосредственно в цангу (в сменную) и крепится там гайкой.
Затем гайка вдавливает при закручивании цанги в патрон. При этом цанговый элемент обжимает фрезу, обладая способностью деформироваться по упругому принципу. Из описания видно, что для нормальной работы оборудования требуется использовать набор цанг. Ведь для разных заготовок приходится применять различные виды элементов. Несмотря на кажущееся неудобство, цанговый патрон очень распространен.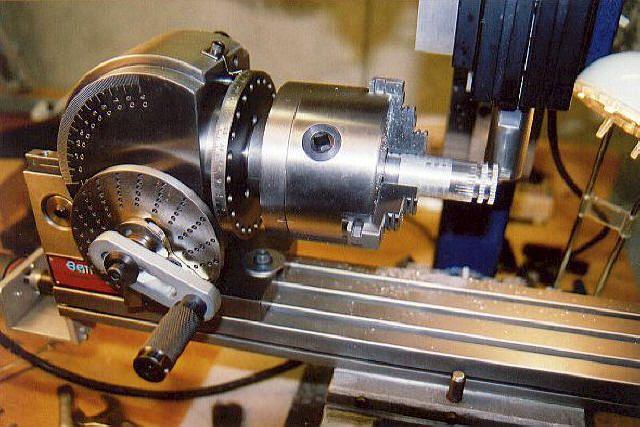 Он используется повсеместно.
Он используется повсеместно.
Набор цанг для фрезерного станка
Сейчас можно приобрести и патрон, и набор цанг разных производителей. В продаже есть как отечественная продукция, так и зарубежная. При этом любой набор цанг изготавливается по определенному ГОСТу или DIN. Популярностью пользуется оснастка (патрон и набор сменных цанг) с маркировками OZ и ER. Такие приспособления применяются на обычных станках и на центрах с ЧПУ. Также востребованным является набор цанг ER.
Функциональных отличий между комплектами приспособлений разных моделей нет. Любой набор цанг выполняет одну задачу. А вот наполняемость конкретного комплекта бывает различной. Один набор цанг содержит 18 приспособлений, другой – 23. Выбрать оптимальный вариант несложно. Таким образом, каждое предприятие либо владелец собственного фрезерного агрегата покупают тот набор цанг, который им необходим. Частному мастеру, как правило, хватает одного комплекта описываемых элементов для работ по металлу.
4 Переходные втулки и оправки для фрезерных агрегатов
Как расширить технологический потенциал металлорежущего станка? Очень просто, если использовать переходные втулки и специальные оправки. Они считаются неотъемлемыми элементами комплектации любого агрегата для фрезерования. Будь то станок с ЧПУ или же универсальная установка для работ по металлу.
Они считаются неотъемлемыми элементами комплектации любого агрегата для фрезерования. Будь то станок с ЧПУ или же универсальная установка для работ по металлу.
Для крепления на фрезерные станки фрезерного инструмента с продольной шпонкой и торцевых насадных фрез применяются комбинированные оправки (ГОСТ 13787 и 13788). Они нужны для быстрой замены рабочих приспособлений с сохранением ранее заданной точности их центровки. Все оправки делают из инструментальных сталей высокого качества. Поэтому служат они по-настоящему долго. Конструктивно интересующие нас приспособления состоят из конического хвостовика и специальной части, предназначенной для фиксации фрезы. Конусы, которыми располагают оправки, стандартизированы.
На отечественных предприятиях чаще всего используются приспособления по ГОСТ 24644. Такие оправки имеют хвостовик, выполненный в типоразмерах конуса Морзе. Маркируются они так – 7:24. Эти комбинированные оправки дают возможность производить фрезерование изделий с применением за одну установку сразу нескольких инструментов. Причем смена фрезы выполняется с минимальными временными потерями.
Причем смена фрезы выполняется с минимальными временными потерями.
Комбинированные оправки обладают рядом эксплуатационных достоинств. Они:
- снижают колебания инструмента в процессе выполнения работ по металлу;
- гарантируют максимальную точность фрезерования;
- предотвращают опасность проскальзывания фрезы при передаче крутящего момента;
- защищают инструмент от проворотов (при использовании оправки режимы резания являются стабильными на все 100 %).
Комбинированная оправка для фрезы
Обратите внимание! На горизонтально-фрезерных агрегатах обычно используются особые длинные оправки. Они позволяют через специальные регулируемые либо жесткие кольца составлять набор из нескольких фрез и производить одновременное фрезерование сразу нескольких поверхностей. При таких работах нередко дополнительно применяют распорные втулки. Их монтируют в хобот станка.
В ситуациях, когда конус шпинделя фрезерного агрегата не совпадает с конусом оправки, применяют переходные втулки по ГОСТ 13598 и ГОСТ 13789. Ими можно крепить режущий инструмент с хвостовиками, имеющими разную конусную величину. Переходные втулки изготавливаются по указанным ГОСТ в длинном и коротком исполнении. К шпинделю станка они прикрепляются через резьбовое отверстие.
Ими можно крепить режущий инструмент с хвостовиками, имеющими разную конусную величину. Переходные втулки изготавливаются по указанным ГОСТ в длинном и коротком исполнении. К шпинделю станка они прикрепляются через резьбовое отверстие.
Переходные втулки существенно повышают производительность фрезерования, характеризуются высоким эксплуатационным ресурсом, уменьшают объем брака при выполнении металлообрабатывающих операций. Кроме того, эти станочные приспособления исключают опасность получения травмы оператором станка и снижают до минимума риск поломки и выхода из строя фрезерного агрегата.
Нельзя также не отметить и то, что переходные втулки значительно снижают затраты на подготовку цикла производства тех или иных деталей. Для домашнего умельца это не столь важно. А вот на крупных предприятиях вопросам себестоимости выполнения работ уделяется особое внимание. Поэтому переходные элементы на них используются в обязательном порядке.
5 Тиски для оборудования – универсальные приспособления
Станочные тиски располагают сменными губками и постоянными элементами – салазками, корпусом, зажимающим механизмом. Губки могут быть плавающими и подвижными. Корпус изготавливают из стали по ГОСТ 1412 или из ковкого чугуна. Как правило, станину дополнительно закаляют и шлифуют с целью придания ей повышенной прочности и надежности при эксплуатации.
Губки могут быть плавающими и подвижными. Корпус изготавливают из стали по ГОСТ 1412 или из ковкого чугуна. Как правило, станину дополнительно закаляют и шлифуют с целью придания ей повышенной прочности и надежности при эксплуатации.
Разные тиски используют свои собственные зажимы, которые бывают:
- эксцентриковыми;
- ручными;
- пневматическими;
- пневмогидравлическими;
- винтовыми;
- механизированными;
- гидравлическими.
Тиски с эксцентриковым зажимом
Станочные тиски производится трех типов (по ГОСТ 14904) – с пневматическим, гидравлическим и ручным приводом. Разница между ними, думается, понятна и без дополнительных объяснений. Конструктивно тиски выпускаются: поворотными – в перпендикулярных по отношению друг к другу плоскостях либо в одной плоскости и неповоротными. Сейчас в основном используются поворотные тиски (ГОСТ 16518). Они более удобны и функциональны.
На станках с ЧПУ в большинстве случаев используют прецизионные тиски.
 Они обеспечивают высокую точность фиксации обрабатываемых изделий. Такие тиски для агрегатов с ЧПУ бывают двухосевыми, поворотными и синусными. На них устанавливаются очень прочные губки из стали.
Они обеспечивают высокую точность фиксации обрабатываемых изделий. Такие тиски для агрегатов с ЧПУ бывают двухосевыми, поворотными и синусными. На них устанавливаются очень прочные губки из стали.Синусные тиски нужны для крепления фрезеруемой заготовки по отношению к плоскости рабочей поверхности под определенным углом. А двухосевые приспособления (они также называются крестовинными либо координатными) передвигаются посредством сразу двух суппортов. За счет этого такие тиски для универсальных агрегатов и фрезерных станков с ЧПУ обеспечивают возможность не выполнять переустановку изделия при фрезеровании его в продольном направлении и поперек.
6 Другие приспособления для фрезерования – короткий обзор
Хорошим дополнением к металлообрабатывающим агрегатам в стандартной комплектации являются прижимы. Они используются для фиксации на станине фрезеруемой детали. Что облегчает процесс ее обработки с наружной стороны.
Прижимы для фрезерных агрегатов обязаны иметь регулировку по высоте, обеспечивать жесткое и оперативное крепление заготовок, не мешать головке станка либо рабочему инструменту, подводимому к изделию. Эти приспособления применяются для станков с ЧПУ. Прижимы в данном случае гарантируют открытость области обработки детали, прочность ее фиксации и точность базирования.
Эти приспособления применяются для станков с ЧПУ. Прижимы в данном случае гарантируют открытость области обработки детали, прочность ее фиксации и точность базирования.
Еще один важный момент. Прижимы обязаны характеризоваться относительно высоким показателем твердости. Если это условие не выполняется, винтовой зажим может прогнуть прижимное приспособление, что приведет к снижению нагрузки на обрабатываемое изделие. Итогом вполне может стать срыв заготовки с рабочего стола, повреждение агрегата либо инструмента.
Прижимное приспособление фрезерного агрегата
В большинстве случаев на станках с ЧПУ используют универсальные прижимы. Но для фрезерования каких-либо особых деталей нередко применяются и специализированные изделия. Такие прижимы бывают следующих видов:
- плиточный прихват;
- винтовая распорка либо фиксатор;
- ступенчатые и подковообразные изделия.
Также встречаются фигурные и угловые прижимы. На некоторых фрезерных установках может монтироваться долбежная универсальная головка. Ее применение обеспечивает расширение функциональных возможностей станка. Долбежная головка, как правило, используется на мелкосерийном и единичном производстве металлических изделий. С ее помощью выполняют обработку различных пазов, соединений шлицевого типа, зубьев колес (шестеренчатых).
Ее применение обеспечивает расширение функциональных возможностей станка. Долбежная головка, как правило, используется на мелкосерийном и единичном производстве металлических изделий. С ее помощью выполняют обработку различных пазов, соединений шлицевого типа, зубьев колес (шестеренчатых).
На отечественных металлообрабатывающих предприятиях в Челябинске, Екатеринбурге и других известных промышленных городах для работы на фрезерных установках чаще всего применяется долбежная головка ГД-1.
Auto-Feed and Durable Фрезерный станок для головки блока цилиндров
Alibaba.com предлагает вам великолепные коллекции долговечных, высококачественных и производительных. Фрезерный станок для головки блока цилиндров для различных типов резки, сверления и обработки. Эти машины оснащены всеми новейшими технологиями, обеспечивающими стабильную производительность с течением времени и идеальными для любого типа коммерческих и промышленных работ. Эти крепкие и умелые. Фрезерный станок для головки блока цилиндров изготовлен с использованием новейших и передовых технологий, чтобы обеспечить долговечность и удобство использования во время работы. Ведущий. Фрезерный станок для головки блока цилиндров Поставщики и оптовые торговцы на сайте предлагают эту продукцию по самым экономичным ценам и предложениям.
Ведущий. Фрезерный станок для головки блока цилиндров Поставщики и оптовые торговцы на сайте предлагают эту продукцию по самым экономичным ценам и предложениям.Настоящие оптимальные стандарты. Фрезерный станок для головки блока цилиндров изготовлен из АБС-пластика, железа и других металлов для обеспечения прочности и известен своей высокой устойчивостью к различным видам использования. Эти машины являются энергосберегающими вариантами для предприятий и могут сократить ваши расходы, такие как рабочая сила, а также потребление энергии. Файл. Фрезерный станок для головки блока цилиндров Предлагаемый здесь оснащен недорогим техническим обслуживанием и безотказной технологией, позволяющей удвоить производительность.Отличный. Фрезерный станок для головки блока цилиндров Обнаруженный здесь оснащен эффективными подшипниками, двигателем, шестерней и отличается высокой жесткостью.
Просмотрите отдельные. Фрезерный станок для головок цилиндров на Alibaba.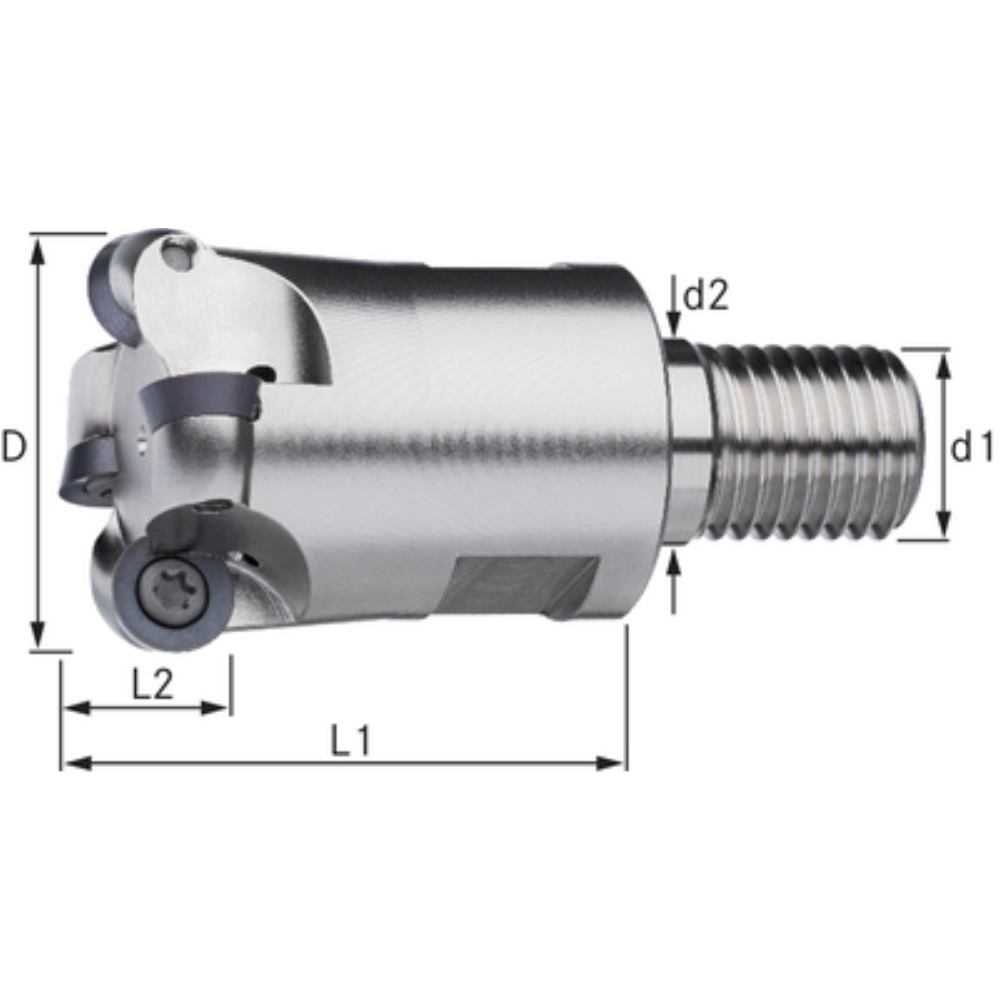 com различных цветов, дизайнов, форм, размеров и других характеристик в зависимости от требований и моделей. Эти продукты представляют собой машины для средних нагрузок, которые обеспечивают высокий уровень точности и высокопрочную режущую кромку. Эти наборы. Фрезерный станок для головки блока цилиндров отличается износостойкостью и оснащен автоподатчиком для повышения эффективности.Вы также можете поручиться. Фрезерный станок для головки блока цилиндров , который способствует быстрой резке, но не оставляет следов, а также тщательно отбирает различные мелкие частицы.
com различных цветов, дизайнов, форм, размеров и других характеристик в зависимости от требований и моделей. Эти продукты представляют собой машины для средних нагрузок, которые обеспечивают высокий уровень точности и высокопрочную режущую кромку. Эти наборы. Фрезерный станок для головки блока цилиндров отличается износостойкостью и оснащен автоподатчиком для повышения эффективности.Вы также можете поручиться. Фрезерный станок для головки блока цилиндров , который способствует быстрой резке, но не оставляет следов, а также тщательно отбирает различные мелкие частицы.
Alibaba.com предлагает вам широкий выбор. Фрезерный станок для головки блока цилиндров вариантов на выбор и покупка в рамках своего бюджета. Эти продукты просты в установке и имеют более длительный гарантийный срок, чтобы помочь в случае чего-либо. Вы также можете выбрать послепродажное обслуживание и варианты настройки.
Новые машины | Мы, SEHO, не только предлагаем подержанные машины, но также поставляем клиентам новые машины в качестве опции. | Узнать больше | Бывшие в употреблении станки по металлу | Поскольку отрасль станкостроения постоянно совершенствуется, пользователям станков требуются более высокоточные и более стабильные станки для завершения разработки новых продуктов и повышения производительности, но цены на эти новые станки невысокие. тихо, пользователи машины должны о многом подумать, прежде чем принять решение об инвестициях. | Узнать больше | Угловая фрезерная головка | Угловая фрезерная головка является одним из наиболее часто используемых принадлежностей для фрезерных станков, вертикальных / горизонтальных обрабатывающих центров, двухстоечных станков, плоско-фрезерных станков, расточных станков и вертикальных токарных станков. | Узнать больше | Вспомогательный рабочий стол | «Вспомогательный рабочий стол» можно использовать в качестве основания для подъема деталей, сварки и ремонта оборудования, а также тестирования деталей или другого базового инструмента.Это незаменимое базовое оборудование для производства машин. | Узнать больше | Сервисные аксессуары | SEHO предлагает различные бывшие в употреблении станки, в том числе: токарный станок разного типа, обрабатывающий центр, шлифовальный станок. Поскольку для каждой машины год выпуска и использования различаются, некоторые из запасных частей машины будут повреждены или сломаны из-за использования времени, по этой причине будет стоить сбитая машина, которая не сможет работать. | Узнать больше | Восстановление оборудования | В настоящее время жесткая конкуренция на рынке и строгие требования к качеству продукции, как точности обработки, так и стабильности, должны быть эффективно улучшены.SEHO тщательно оценивает различия в характере обработки, чтобы пользователи могли извлечь максимальную пользу из станка. | Подробнее |
 Основная функция угловой фрезерной головки – изменить направление обработки и сделать обработку более разнообразной.
Основная функция угловой фрезерной головки – изменить направление обработки и сделать обработку более разнообразной. Для клиентов, купивших машину у нас, мы предлагаем лучшее послепродажное обслуживание, чтобы удовлетворить потребности и пожелания клиентов. SEHO предлагает комплексное обслуживание, мы предлагаем небольшие аксессуары для станков, которые легко разбиваются от Turcite, каталога клавиатур, рабочего освещения, MPG до крупных аксессуаров, таких как нефтесборщик или охлаждающая жидкость через шпиндель, даже держатель инструмента. Эта услуга появилась потому, что SEHO хочет помочь клиентам сэкономить время, им не нужно приходить к производителю для покупки аксессуаров
Для клиентов, купивших машину у нас, мы предлагаем лучшее послепродажное обслуживание, чтобы удовлетворить потребности и пожелания клиентов. SEHO предлагает комплексное обслуживание, мы предлагаем небольшие аксессуары для станков, которые легко разбиваются от Turcite, каталога клавиатур, рабочего освещения, MPG до крупных аксессуаров, таких как нефтесборщик или охлаждающая жидкость через шпиндель, даже держатель инструмента. Эта услуга появилась потому, что SEHO хочет помочь клиентам сэкономить время, им не нужно приходить к производителю для покупки аксессуаров
Трамвай головы – производственные процессы 4-5
После завершения этого раздела вы сможете:
- Опишите, как перемещать фрезерную головку.
- Объясните, как обозначать тиски.
- Объясните использование пружинных цанг.
- Опишите разницу между набором высоты иобычное фрезерование.
- Объясните, как использовать кромкоискатель.
- Опишите, как правильно настроить быструю коробку передач.
- Опишите, как выровнять приклад.
- Опишите торцевое фрезерование.
- Опишите расширенное удержание заготовки.
Циферблатный индикатор – это точный инструмент, используемый для измерения незначительных отклонений между двумя поверхностями.
При перемещении стрелочный индикатор, прикрепленный к патрону, используется для определения ориентации головки мельницы относительно стола мельницы.Тот же гаечный ключ, который используется для затягивания и ослабления пиноли, можно использовать для регулировки различных болтов на головке фрезы.
Циферблатный индикатор, используемый для проталкивания головки.
Tramming обеспечивает перпендикулярность головки фрезы к осям X и Y стола фрезы. Этот процесс гарантирует, что режущие инструменты и фрезерные поверхности будут перпендикулярны столу. Правильная трамбовка также предотвращает образование неправильных рисунков при фрезеровании.
Циферблатный индикатор, прикрепленный к шпинделю для точного выравнивания фрезерной головки.
Головка вертикальной фрезы может наклоняться вперед-назад и из стороны в сторону. Иногда эти настройки могут дрейфовать. Головку фрезы следует периодически проверять и регулировать, следя за тем, чтобы шпиндель был перпендикулярен столу.
- Снимите тиски с фрезерного стола.
- Присоедините циферблатный индикатор к шпинделю и сместите циферблат на шесть дюймов от оси шпинделя. Убедитесь, что индикаторный зонд направлен вниз.
- Поднимите фрезерный стол так, чтобы при его соприкосновении с индикатором значение индикатора находилось в диапазоне от 0. От 005 до 0,010 дюйма. Это значение называется предварительным натягом.
- Расположите циферблатный индикатор так, чтобы он был виден, затем установите безель на ноль.
- Вращайте шпиндель вручную, следя за индикатором.
- Если показание циферблатного индикатора остается на нуле, шпиндель выровнен.
- Если показание не равно нулю, продолжайте проталкивать головку, как показано ниже.
 От 005 до 0,010 дюйма. Это значение называется предварительным натягом.
От 005 до 0,010 дюйма. Это значение называется предварительным натягом.- Для перемещения вокруг оси x (направление стола мельницы слева направо, если смотреть на переднюю часть мельницы) ослабьте шесть болтов (по три с каждой стороны мельницы) с помощью фрезерного гаечного ключа.
Расположение ослабляемых болтов, позволяющих головке вращаться вокруг оси X.
- После ослабления болтов снова затяните их вручную плюс ¼ оборота с помощью фрезерного ключа.
- Регулировочный болт, который перемещает головку фрезы вверх и вниз вокруг оси x, расположен в задней части фрезы.
Регулировочный болт, используемый для позиционирования фрезерной головки вертикально вокруг оси X.
- Два транспортира используются для обозначения общего выравнивания.На большем транспортире на головке мельницы есть красная стрелка, которая должна совпадать с нулевым маркером на изогнутом транспортире на корпусе мельницы. Это только общее руководство, показания циферблатного индикатора необходимы для точного выравнивания.
- Расположите циферблатный индикатор позади стола. Обнулите циферблатный индикатор (предварительно загруженный от 0,005 ″ до 0,010 ″). Обязательно проводите измерения на нетронутой поверхности фрезерного стола. Может потребоваться сдвинуть стол, чтобы избежать пробелов в таблице.
Циферблат, указывающий вокруг оси X фрезерной головки.
- Когда циферблат обнулен, а шпиндель находится в нейтральном положении, поверните шпиндель так, чтобы циферблатный индикатор теперь находился на передней части стола, в идеале – на 180 градусов. Обязательно возьмитесь за зажим, прикрепленный к шпинделю (чтобы не изменить вертикальную конфигурацию шкалы).
- Обратите внимание на направление вращения шкалы, чтобы определить направление, в котором фрезерная головка должна двигаться. Движение по часовой стрелке требует, чтобы головку мельницы нужно было отрегулировать вверх, в то время как показание против часовой стрелки требует, чтобы головку мельницы нужно было отрегулировать вниз.
Регулировка головки фрезы по оси X.
- На приведенной выше диаграмме показано, как перемещение регулировочного болта соотносится с перемещением в головке фрезы. Убедившись в правильности направления, необходимо повернуть регулировочный болт, отрегулируйте головку фрезы так, чтобы разница между задним и передним измерениями была равна 1/2. Например, если заднее показание равно нулю, а переднее показание 0,010 дюйма, отрегулируйте головку фрезы так, чтобы шкала показывала 0,005 дюйма ближе к нулю.
- После завершения первой регулировки снова обнулите циферблатный индикатор. Рекомендуется обнулить одно и то же положение, чтобы избежать путаницы, однако в этом нет необходимости. Продолжайте процесс регулировки до тех пор, пока разница между передней и задней частью не станет больше 0,002 дюйма.
- После получения удовлетворительных показаний начните повторно затягивать ослабленные болты, равномерно затягивая их при вращении, чтобы предотвратить изменение центровки. Еще раз проверьте размер между передней и задней частью, чтобы убедиться, что фрезерная головка не сильно сдвинулась после затяжки.
- Чтобы начать движение вокруг оси Y, на передней части фрезы необходимо ослабить четыре болта, чтобы обеспечить перемещение головки фрезы. Болты следует ослабить, а затем снова затянуть до упора почти вручную (примерно на ¼ оборота от руки с помощью соответствующего гаечного ключа).
Расположение ослабляемых болтов, позволяющих головке вращаться вокруг оси Y.
- Регулировочный болт для перемещения фрезерной головки влево и вправо вокруг оси Y показан на рисунке ниже.Поворачивая этот болт по часовой стрелке и против часовой стрелки, фрезерная головка будет двигаться соответственно.
Регулировочный болт, используемый для позиционирования фрезерной головки вокруг оси Y.
- Стрелка-указатель на транспортирах для перемещения вокруг оси y расположена на отдельной пластине, которая соприкасается с вертикальным транспортиром. Эту стрелку-указатель и ноль на вертикальном транспортире можно использовать для оценки начальной точки прокладки трамвая.
Регулировка головки фрезы по оси Y.
- На рисунке выше показано, как регулировочный болт для перемещения по оси Y влияет на головку фрезы. Используйте тот же процесс, который описан для перемещения по оси x, однако используйте точки слева и справа от фрезерной головки в качестве контрольных точек, в отличие от передней и задней, как это было сделано ранее.
- После завершения регулировки затяните болты на головке фрезы и еще раз проверьте измерения по оси x и оси y. Возможно, что движение трамвая в любом направлении могло измениться из-за повторной затяжки болтов.Убедитесь, что все размеры находятся в пределах 0,002 дюйма. Если измерения выходят за пределы допуска, придется переделывать трамбовку.
- Большинство заготовок удерживаются в тисках, закрепленных на столе.
- Важно выровнять тиски с осями подачи на станке, чтобы элементы обработки совпадали с краями заготовки.
- Закрепите тиски на станине с помощью Т-образных болтов и плотно закрепите, при этом позволяя регулировать тиски.
- Установите циферблатный индикатор в шпиндель станка так, чтобы датчик был направлен в сторону от оператора.
- Опустите шпиндель, затем установите станину стола так, чтобы фиксированная губка тисков коснулась индикатора. Продолжайте, пока индикатор не покажет половину оборота.
- Установите безель циферблатного индикатора на ноль.
- Проведите индикатором по лицевой стороне тисков с поперечной подачей.
- Индикатор останется на нуле, если тиск возведен в квадрат.
- Если индикатор не остается на нуле, выровняйте тиски, слегка постукивая мягким молотком, пока индикатор не покажет половину своего предыдущего значения.
- Повторяйте процесс до тех пор, пока циферблатный индикатор не покажет ноль при полном перемещении от одной стороны тисков к другой.
- Надежно затяните Т-образные болты, не меняя ориентации тисков. Еще раз проверьте выравнивание тисков.
Ассортимент фрез.
- Фрезы со сплошным валом обычно используются в вертикальных фрезах.
- Фрезы со шпоночными отверстиями обычно используются в горизонтальных фрезах.
- Концевые фрезы используются для вырезания карманов, шпоночных пазов и пазов.
- Две концевые фрезы с канавками можно использовать для врезания в заготовку, как сверла.
- 2 и 3 канавки обычно подходят для алюминия, 4 канавки лучше для нержавеющей стали. Чем больше канавок, тем лучше режут, но они стоят дороже.
- Концевые фрезы с более чем двумя канавками нельзя погружать в работу.
- Филе можно производить с помощью шаровых фрез.
- С помощью фасонных фрез можно получить множество деталей, например закругленные кромки.
Способы удержания концевой фрезы.
- Если необходимо удалить инструмент, заблокируйте пиноль в самом верхнем положении.
- Затем ослабьте дышло гаечным ключом при использовании тормоза.
- Убедитесь, что резьба дышла остается в цанговом патроне.Если они не входят в зацепление, фреза упадет и может быть повреждена, когда цанга выйдет из шпинделя.
- Чтобы освободить цангу от шпинделя, ударьте по концу тяги.
- Наконец, отвинтите дышло от цанги.
- Чтобы установить другой резак, поместите резак в цангу, соответствующую хвостовику.
- Вставьте цангу в шпиндель, убедившись, что шпоночная канавка правильно совмещена со шпонкой в шпинделе.
- Начните заправлять тягу в цангу, удерживая резак одной рукой.После этого с помощью гаечного ключа затяните дышло при включении тормоза.
Важно знать разницу между обычным и подъемным фрезерованием. Использование неправильной процедуры может привести к поломке резцов и бракованным деталям.
- Заготовка подается против вращения фрезы.
- Обычное фрезерование обычно предпочтительнее для черновой обработки.
- Обычное фрезерование требует меньших усилий, чем подъемное фрезерование.
- Не требует компенсатора люфта и жестких упоров стола.
- Рекомендуется при обработке отливок и горячекатаной стали.
- Также рекомендуется при наличии твердой поверхности, образовавшейся из-за накипи или песка.
Показано выше: Обычное фрезерование
- Заготовка подается при вращении фрезы.
- Этот метод дает более качественную отделку. Стружка не попадает в заготовку, что не приводит к повреждению отделки.
- Светильники дешевле. Фрезерование с подъемом заставляет заготовку опускаться, поэтому можно использовать простые удерживающие устройства.
- Толщина стружки имеет тенденцию уменьшаться по мере приближения к кромке, поэтому вероятность поломки кромки меньше, особенно при работе с хрупкими материалами.
- Увеличивает стойкость инструмента. Срок службы инструмента может быть увеличен до 50% из-за скопления стружки за инструментом.
- Стружку легче удалить, так как стружка отстает от фрезы.
- Уменьшает потребляемую мощность на 20%. Это связано с использованием фрезы с более высоким передним углом.
- Не рекомендуется, если заготовку нельзя надежно удерживать или если станок не может выдерживать большие усилия.
- Не применяется для обработки отливок и горячекатаной стали.
- Этот метод может втягивать заготовку в резак и от удерживающего устройства, что приводит к поломке резцов и браку заготовок.
Показано выше: Фрезерование с подъемом
- Скорость шпинделя изменяется в зависимости от геометрии трансмиссии.
- Ручной кривошип можно использовать для регулировки скорости шпинделя на новых станках.
- Чтобы изменить скорость, шпиндель должен вращаться.
- Скорость (в об / мин) отображается на циферблатном индикаторе.
- На циферблатном индикаторе есть две шкалы для нижнего и верхнего диапазонов.
- Рычаг используется для изменения диапазона машины.
- Иногда требуется небольшое вращение шпинделя для правильного соединения шестерен.
- Кромки заготовки должны быть обнаружены перед фрезерной работой, требующей большой точности. Поиск края помогает найти края.
- Рекомендуется 800-1200 об / мин шпинделя.
- Чтобы использовать кромкоискатель, слегка сместите две половинки, чтобы они качались при вращении.
- Медленно переместите заготовку к кромкоискателю.
- Кромкоискатель центрируется, а затем внезапно теряет концентричность.
- Цифровой индикатор показывает положение шпинделя.
- Диаметр кромкоискателя 0.200 ″. Таким образом, добавление или вычитание половины этого (0,100 ″) будет центром инструмента.
- При центрировании в верхнем левом углу добавьте 0,100 ″ к оси X и вычтите 0.100 ″ от оси Y. Если вы центрируете вверху справа, вычтите 0,100 ″ из оси X и вычтите 0,100 ″ из оси Y.
- Ноль ссылки на деталь – это когда бит обнулен по осям X и X.
- Поиск с заостренным краем намного проще, но не так точен. Используйте искатель с заостренным краем только в том случае, если точность не требуется.
- Большинство ручных устройств подачи на фрезерном станке имеют шкальные индикаторы микрометра.
- Если длина подачи известна, циферблатный индикатор должен быть установлен на это число (тысячные доли дюйма).
- Чтобы освободить циферблатный индикатор, поверните стопорное кольцо против часовой стрелки. Установите циферблат и снова затяните.
- Перед настройкой циферблатного индикатора убедитесь, что люфт механизма привода стола компенсирован.
- Новые машины обычно имеют цифровые считывающие устройства, которые предпочтительнее, поскольку они непосредственно измеряют положение стола. При использовании цифрового считывающего устройства проблемы люфта устраняются.
- При создании квадратного угла расположите готовую кромку в тисках вертикально и слегка прижмите ее к детали.
- Приложите угольник машиниста к готовому краю и основанию тисков.
- Совместите заготовку с квадратом, слегка постучав по нему резиновым молотком.
- Плотно зажмите тиски.
- Верхний край детали готов к фрезерованию.
- Часто возникает необходимость фрезеровать плоскую поверхность на большой заготовке. Лучше всего это делать с помощью торцевого фреза.
- Следует выбрать фрезу примерно на дюйм шире заготовки, чтобы закончить облицовку за один проход.
Показано выше: Торцевое фрезерование
- Квадратные пазы можно прорезать концевыми фрезами.
- За один проход можно создать прорези с точностью до двух тысячных дюйма.
- Используйте концевую фрезу меньшего размера, чем желаемый паз, для большей точности.
- Измерьте прорезь и сделайте второй проход, чтобы открыть прорезь до желаемого размера.
- Глубина резания не должна превышать диаметр фрезы.
- Используйте V-образный блок, чтобы закрепить круглый приклад в тисках.Его можно использовать как по горизонтали, так и по вертикали.
- Зажатие круглой ложи в V-образном блоке обычно приводит к ее повреждению.
- Цанговые патроны предназначены для удержания круглых заготовок.
- Для фрезерования элементов с шагом 90 градусов используйте квадратный цанговый блок.
- Для фрезерования элементов с шагом 60 градусов используйте шестиугольный блок.
- Наладить припуск проще всего, когда элементы перпендикулярны или параллельны краям заготовки. Если элементы не параллельны или не перпендикулярны краям, сложнее настроить заготовку.Иногда угловую пластину можно использовать для фрезерования заготовки под любым желаемым углом.
- Детали, которые не помещаются в тиски, можно напрямую закрепить на столе с помощью прижимных зажимов.
- Используйте параллели, чтобы создать зазор между работой и кроватью.
- Слегка наклоните зажимы вниз в рабочее положение.
- Поворотные столы можно поставить на кровать для создания круглых элементов.
- Поворотные столы позволяют вращать заготовку.
- Используйте циферблатный индикатор, чтобы точно контролировать угол поворота.
- Используйте шарик для обработки деталей нестандартной формы. Обязательно делайте небольшие надрезы, чтобы не выбросить заготовку из тисков.
- Какой инструмент используется для проталкивания головы?
- Объясните процесс перемещения по оси X.
- Объясните процесс перемещения по оси Y.
- Какова цель обозначения тисков?
- Назовите три типа фрез.
- Объясните, как работает пружинная цанга.
- В чем разница между обычным и подъемным фрезерованием?
- Кратко опишите, как можно центрировать поворотный стол с помощью шпинделя вертикального фрезерного станка.
- Кратко опишите, как установить скорость шпинделя на фрезерном станке.
- Какой инструмент используется для фрезерования больших поверхностей деталей?
Типы расточной головки для фрезерного станка
Расточная головка для фрезерных станков увеличивает периметр предварительно просверленного отверстия.Использование расточной головки также позволяет добиться большей точности диаметра отверстия. Хотя использование расточной головки для фрезерных станков кажется довольно простой операцией, на самом деле процедура требует особого внимания для достижения точности. По точности допуск ошибки составляет менее 0,001 дюйма.
Использование режущего инструмента, такого как расточная головка или расточная оправка, для увеличения существующего отверстия – операция, аналогичная развертыванию. Тем не менее, цели растачивания и рассверливания немного отличаются.Растачивание увеличивает предварительно просверленное отверстие и обеспечивает лучшую точность, тогда как при расширении удаляется ограниченное количество материала из отверстия, чтобы обеспечить лучшую чистовую обработку отверстия.
Выбор расточной головки для фрезерного станка, отклонение инструмента, смазка, геометрия режущей кромки, параметры резания, удаление стружки и температура – все это влияет на результаты операции растачивания. Если какой-либо из этих факторов не контролируется должным образом, прецизионное растачивание невозможно. Расточные головки изготавливаются из разных материалов, и все они обладают определенными физическими свойствами.Каждый тип расточной головки имеет свои уникальные характеристики и подходит для выполнения определенных задач. В следующих разделах мы расскажем о нескольких распространенных типах расточных оправок и о том, как их подготовить. Надеюсь, эта информация окажется для вас полезной!
Расточная оправка из быстрорежущей стали (HSS)
Быстрорежущая сталь – это материал, обычно используемый для изготовления расточной головки для фрезерных станков. Ключевые особенности быстрорежущей стали заключаются в том, что она дешевле, чем другие высококачественные материалы, и имеет относительно более прочную конструкцию.Эти две особенности делают быстрорежущую сталь идеальным материалом для расточной оправки. Кроме того, физические свойства быстрорежущей стали позволяют ей выдерживать более высокие температуры без потери твердости во время операции фрезерования.
Твердосплавный расточный брус
Твердосплавные расточные головки с пайкой имеют общие черты с быстрорежущей сталью. Они могут выдерживать высокие температуры во время эксплуатации, сохраняя при этом твердость и жесткость. Однако термостойкость намного выше, чем у быстрорежущей стали.Таким образом, расточные головки из твердого сплава могут резать детали в два-пять раз быстрее, чем расточные оправки из быстрорежущей стали. Помимо термостойкости, твердость твердого припоя примерно в два-три раза выше, чем у стали.
Твердосплавная расточная оправка со сменными пластинами
Под индексируемостью режущего инструмента понимается способность режущего инструмента позиционировать или располагать как эффективно, так и точно. Сменные расточные оправки представляют собой крошечные сверла, которые крепятся к корпусу инструмента.Поскольку биты можно заменять и заменять, выбор сверл осуществляется в зависимости от операций обработки. В результате, долота с наиболее идеальными физическими характеристиками могут быть использованы для операции по достижению точной резки. Одним из преимуществ режущих инструментов со сменными пластинами является то, что их можно заменять после износа. Они не нуждаются в обслуживании.
:: Подробнее: Введение в расточные станки
Что следует учитывать при установке расточных оправок?
Настройка расточной головки и расточного станка жизненно важна для точного растачивания.Ключом к прецизионному растачиванию является жесткость сверл. Чтобы добиться максимальной жесткости, рекомендуется использовать расточную оправку большего диаметра с меньшей длиной зажима. Чем больше диаметр и меньше длина зажима, тем выше точность.
Расточные оправки не имеют выравнивающих поверхностей на хвостовике, и они не вращаются в соответствии со шпинделем. Расточная оправка вращается вокруг оси шпинделя. Следовательно, ориентация расточной оправки важна.Ориентация относится к переднему углу расточной оправки в расточной головке. Нельзя не подчеркнуть, что для растачивания следует использовать только нейтральную ориентацию расточной головки.
Как добиться лучшего скучного результата?
При использовании расточной головки на фрезерном станке рекомендуется начинать со скоростью резания, равной половине обычного расчетного значения, и постепенно увеличивать ее. Причина в том, что жесткость может снизиться из-за консольного свойства бурильной головки и сложности постоянной смазки во время работы.Что касается безопасности, в буровой головке может быть дисбаланс вращения, поэтому не вращайте бурильную головку быстрее 600 об / мин.
Помимо скорости вращения решающее значение имеет также глубина резания. При использовании расточной головки существует безопасная минимальная глубина резания. Если глубина резания ниже минимальной глубины, резание размазывает поверхность отверстия и приводит к нестабильному размеру и чистоте отверстия. Безопасная минимальная глубина обычно составляет от 0,003 до 0,005 дюйма.Использование расточных оправок из более твердых материалов позволяет уменьшить минимальную глубину резания.
Вообще говоря, расточная головка для фрезерных станков используется для больших отверстий, когда допуски жесткие и требуется точность. Использование расточной головки также может в определенной степени улучшить качество поверхности отверстия. Кроме того, расточная головка для фрезерных станков может использоваться не только для точения точного внешнего диаметра, но и для обработки отверстия внутреннего диаметра, в котором режущий наконечник обращен внутрь для обработки заготовки.Это мощный компонент при фрезеровании, поскольку он может обеспечить большую точность и аккуратность обработки.
Выставка IMTS
IMTS собрала на этой онлайн-платформе производителей сверлильных станков со всего мира. Просмотрите и найдите своего следующего поставщика вместе с нами.
Если у вас возникнут трудности, пожалуйста, свяжитесь с нами.
Быстрая ссылка на поставщиков
|
|
| |
Защитный кожух фрезерного станка с креплением на головку
компании ATS Machine Safety Solutions
13 отзывовВ наличии. Отправка в тот же день при заказе до 15:00 EST
.Деталь #
MG-2 – Стандартная модель, без блокировки.2,5 дюйма с квадратным расположением болтов (Бриджпорт и большинство копий). $ 625,00
MG-2T – Стандартная модель, без блокировки. Расположение болтов 3 x 3,5 “(некоторые машины TRAK, DPM5) $ 625,00
MG-2-SK1 – Модель с блокировкой, конфигурация 2,5 “, предохранительный выключатель с магнитным приводом. Двойное напряжение 120 В переменного тока / 24 В постоянного тока. $ 793.00
MG-2T-SK1 – Модель с блокировкой, конфигурация 3 x 3,5 дюйма, предохранительный выключатель с магнитным приводом. Двойное напряжение 120 В переменного тока / 24 В постоянного тока. $ 793.00
Характеристики
- 2 схемы расположения болтов: выберите при заказе
- Доступен с выключателем безопасности или без него. Выбирайте при заказе. Выключатели безопасности рассчитаны только на 2 ампера и требуют некоторой формы управления двигателем для адаптации к вашей трехфазной машине.
- Монтажные пластины имеют пазы наружу, чтобы компенсировать небольшие различия в расположении болтов в машине. Квадратный узор 2,5 дюйма может работать с квадратом до 2,75 дюйма или 70 мм.
- Этот защитный кожух фрезерного станка, устанавливаемый на головку, защищает операторов от разлетающейся стружки, охлаждающей жидкости и случайного контакта с вращающейся фрезой / шпинделем. Экран из поликарбоната (лексан) толщиной 1/4 “
- Передний рычаг открывается влево на 180 градусов для облегчения установки и доступа к работе
- Сверление не требуется! Болты к селектору подачи иглы на Bridgeport, Sharp, Jet, Trak, Prototrak DPM, HH Roberts, Clausing, Lagun, Webb, Supermax, Alliant и многих других ручных вертикальных фрезерных станках.
- Шарнирно-сочлененные рычаги позволяют оператору легко позиционировать щит так, чтобы он соответствовал различным обрабатываемым деталям или приспособлениям
- Прочные стальные регулируемые ручки – выдвигайте и ориентируйте на 360 градусов
- Защитный кожух фрезерного станка, устанавливаемый на головку, не будет работать, если наклонять головку станка влево и вправо (только вперед / назад)
- Включает изогнутый экран из лексана и плоский экран.
- Цельнолитая алюминиевая конструкция с ЧПУ, порошковое покрытие “OSHA Safety Orange”
Наклон фрезерной головки – КИТПЛАНЫ
Большинство фрезерных станков имеют возможность наклонять фрезерную головку для выполнения резки под углом.Это удобно, когда заготовку невозможно удобно зажать под требуемым углом или в случаях, когда угловые пропилы нескольких деталей требуют более высокой степени точности. Наклон также может быть ключом к созданию интересных гребешков, которые можно использовать в служебных или косметических целях.
Эта профессиональная мельница Bridgeport может наклонять головку вперед назад, слева направо и поворачиваться. Механизм наклона слева направо состоит из четырех усиленных зажимных болтов (стрелки слева) и червячного привода с шестигранной головкой, приводимого в действие гаечным ключом, для регулировки угла наклона.Наклон фрезерной головки включает ослабление зажимных болтов, ручное вращение или механический поворот головки на желаемый угол и повторный зажим головки. Головка профессионального станка, такого как мельница типа Бриджпорт, очень тяжелая, поэтому обычно имеет механическую регулировку с червячным приводом. Это позволяет одному оператору легко регулировать, проверять, уточнять и фиксировать настройки до энной степени. Вы не найдете червячного привода в небольших домашних или настольных мельницах. Но они относительно легкие, поэтому вручную повернуть голову под точным углом – не проблема.
Маленькая коленная фреза с основными возможностями наклона влево и вправо. Наклон осуществляется ослаблением четырех шестигранных гаек (по две с каждой стороны головки) и ручным поворотом головки на желаемый угол.Большинство небольших мельниц для домашнего цеха наклоняются только влево и вправо (некоторые вообще не наклоняются). Хотя это может показаться серьезным ограничением по сравнению с полностью шарнирно-сочлененной головкой мельницы Бриджпорта (которая наклоняется влево и вправо, вперед и назад и поворачивается), на самом деле вы редко столкнетесь с работой, требующей более одного направление наклона.
Эта настольная мини-мельница наклоняется за счет поворота всей колонны у основания. Хотя это ограничивает его полезность для определенных операций, это все же полезная функция. Обратите внимание на шкалу наклона (см. Вставку на фото слева). Завод поставляет гаечный ключ на 36 мм для ослабления зажимной гайки. Большая пружинная шайба обеспечивает натяжение колонны во время регулировки. Изношенные и изношенные пандусы требовали модернизации!Недавно мне довелось использовать функцию наклона для фрезерования ряда выемок в 1х1х0.Алюминиевая квадратная труба со стенкой 20 дюймов. Деталь делалась для модернизации фанерных пандусов для моего ангара. Что такое пандус? Это небольшая доска, которая проходит над дверными рельсами. Эти гусеницы, к сожалению, имеют правильный размер (или неправильный размер, в зависимости от обстоятельств), поэтому, когда я толкаю свой Jabiru в ангар (без пандусов), они останавливаются, если я не успеваю по ним хорошо пробежать. самолет мертв. Мои фанерные пандусы стареют, и недавно одна из них расслоилась. Поэтому я решил перейти на новые пандусы с алюминиевыми боковыми опорами.
Создание зубчатых канавок
Следующий метод – изящный трюк, если вам нужно фрезеровать гребешок или радиус, который больше вашего самого большого фрезы. Спонсор освещения авиашоу
: Шаг первый – установить нулевую ссылку на таблицу заводов. Цифровой транспортир позволяет сделать это быстро и легко (слева). После того, как угол набран (или вдавлен, как в случае с этой фрезой), повторно затяните зажимные болты и закрепите заготовку для фрезерования (справа).Идея достаточно проста: представьте, что ваша фрезерная головка установлена под прямым углом к столу и вы устанавливаете торцевую фрезу диаметром два дюйма, такую как фреза или большую концевую фрезу.Зажмите заготовку шириной 1¼ дюйма в тисках. Если фреза действительно перпендикулярна, любой проход по одной траектории через верхнюю часть заготовки (часто называемый строгальным резом) приведет к абсолютно ровной поверхности. Теперь представьте, что головка мельницы немного не отрегулирована (наклонена). Вместо строгания поверхность будет иметь выпуклость из-за скошенного угла резца.
Как видно из этой последовательности фотографий, угол резака совмещен с центральной линией выемки. Надрезанный надрез подтверждает совмещение выемки.Стол постепенно поднимается в последовательных проходах, пока не будет достигнута желаемая глубина. Пруток с надрезом распилили пополам с помощью настольной пилы, а затем приклеили к новой фанерной рампе с помощью быстросхватывающейся эпоксидной смолы.Идея состоит в том, чтобы воспользоваться этой «ошибкой», которая может быть использована для получения гребешка или радиуса на заготовке, которая больше диаметра любой фрезы. На прилагаемой иллюстрации показано, как с помощью двухдюймовой фрезы можно выполнять различные разрезы с радиусом разного радиуса, причем все они больше, чем 1-дюймовый радиус 2-дюймовой фрезы.При внимательном рассмотрении вы заметите, что получившийся гребешок на самом деле является сегментом эллипса, а не истинным радиусом. Для иллюстрации я наложил приблизительный радиус, который можно получить с помощью инструмента диаметром 2 дюйма.
На этом чертеже показано, как наклон фрезерной головки создает различную степень наклонности тарелки к заготовке.Этот метод неоценим для изготовления кронштейнов и креплений для объектов большого диаметра, таких как кислородные баллоны или маслосборники. Программное обеспечение САПР, такое как SolidWorks, Solid Edge и Inventor, упрощает определение угла и фрезы для получения желаемой канавки.Но вы также можете выяснить это методом проб и ошибок, используя обрезки дерева, пластика, пеноблоков или чего-либо другого, что является расходным материалом. Если вы математик и действительно знаете, что означают все эти греческие символы на калькуляторе, вы тоже можете это вычислить.
Фрезерование гребешка 2-дюймовым ножом под углом 40 °. Полученный гребешок идеально подходит для зажима 3-дюймового цилиндра. Показанная фреза представляет собой долбежную пилу диаметром 2 дюйма, но для получения того же эффекта можно использовать фрезу, долбежную фрезу или расточную головку.Другой вариант – зайти на сайт Marv Klotz’s Utilities и найти программу Radius.