Сварочная горелка – устройство, виды, назначение
1 / 1
Содержание:
- Зачем нужна сварочная горелка
- Устройство горелки
- Принцип работы
- Классификация сварочных горелок
- Газовые горелки
- Безинжекторные горелки
- Инжекторные горелки
- Горелки для полуавтомата (MIG/MAG)
- Для аргонодуговой сварки (TIG)
Для сварки металлов наравне с самим аппаратом важную роль играет сварочная горелка. От неё напрямую зависит качество конечного результата, безопасность процесса и уровень производительности.
Горелка для полуавтомата обычно поставляется в комплекте со сварочным аппаратом. Хороший производитель сразу подбирает оптимальный вариант. Но это расходник, который периодически изнашивается и требует замены. Выбор новой осложняется большим количеством нюансов, в которых бывает не просто разобраться.
Выбор новой осложняется большим количеством нюансов, в которых бывает не просто разобраться.
Зачем нужна сварочная горелка
Без горелки можно обойтись разве что выполняя сварку ручным дуговым методом (ММА). В остальных случаях – это главный инструмент сварщика. Он применяется во всех типах сварочных процессов, где требуется наличие газа:
Главное её назначение заключается в смешивании и подаче защитного или горючего газа в рабочую зону, формировании устойчивого пламени. При этом силу горения можно регулировать.
Разбираемся в устройстве
Сварочные горелки для каждого из типов сварки могут иметь присущие только им конструктивные особенности. Но в целом их устройство идентично: сама горелка (гусак), рукав (шлейф) и контактный элемент.
Инструмент для газовой сварки максимально просто устроен. С тыльной стороны рукоятки два штуцера, к которым подключаются шланги. Подача газов регулируется вентилями.
Горелка для сварочного полуавтомата отличается тем, что кроме газа, в неё по шлейфу подаётся ещё и ток, а также сварочная проволока. В мощных устройствах есть каналы для жидкостного охлаждения.
Принцип работы сварочной горелки
Это оборудование имеет простой принцип действия: газы через регулирующие вентили подаются в смеситель, после чего под давлением выходят наружу через сопло. Горящий газовый поток должен иметь определённую скорость – 70-150 м/сек. Превышение этого значения приводит к тому, что пламя отрывается от мундштука и затухает. А если скорость газа будет слишком низкой – огонь может переброситься внутрь инструмента, что чревато взрывом. Поэтому важно, чтобы горение происходило в заданных режимах.
В устройствах типа MIG/MAG или TIG процесс формирования шва происходит не под температурным воздействием пламени, а посредством электрической дуги.
Классификация сварочных горелок
Правильно подобранная горелка для сварки позволяет максимально эффективно выполнять сварку металлов, обеспечивает комфорт и безопасность рабочего. Чтобы купить инструмент чётко под свои нужды, необходимо знать его классификацию и конструктивные особенности. Внешняя простота этих изделий обманчива; если копнуть глубже, то у неподготовленного человека может закружиться голова от разнообразия их видов:
-
С инжектором и без.
-
Газовые и жидкостные.
-
Универсальные и специализированные.
-
Однопламенные и многопламенные.
-
Ручные и машинные.
-
С разной мощностью пламени.


Различия по применяемому газу
В сварочном процессе могут применяться три разных типа газовой смеси. Для каждого из них требуется своя горелка:
1. Для ацетиленовой сварки. Основное применение – сварка, пайка и подогрев металлов. Температура пламени – около 3200 °С. Можно варить чёрные металлы небольшой толщины. Работа с высококачественной легированной сталью тоже возможна, но качество будет низким.
2. Пропано-кислородные. Из-за низкой температуры горения пропана (2000-2100 °C) варить ими чёрный металл затруднительно, но возможно, если толщина материала до 3 мм и неважно качество соединения. Такие горелки лучше подходят для пайки с использованием высокотемпературного припоя.
3. Для газовоздушной пропановой сварки. Это горелки инжекторного типа для работы с пропан-бутановой смесью. Варить и паять ими не получится. Основное предназначение – нагрев неметаллических и металлических материалов. Например, при укладке кровли или нагрев труб для их последующего сгибания. Они делятся на однопламенные и многопламенные (с несколькими соплами).
Например, при укладке кровли или нагрев труб для их последующего сгибания. Они делятся на однопламенные и многопламенные (с несколькими соплами).
Кроме этого для каждого типа сварки (полуавтомат или ручная подача присадочного прутка, MIG/MAG или TIG, газовая сварка) требуется устройство определённой конструкции. Поэтому, прежде чем отправиться за покупкой, полезно ознакомиться с классификацией оборудования.
Газовые горелки
Горелки для газовой сварки по принципу работы бывают инжекторными и безинжекторными (диффузионными), а также отличаются по применяемому газу и по мощности.
Мощностные характеристики
Возможности газовой горелки и область её применения во многом зависят от её мощности. Этот показатель регулирует ГОСТ 1077-79, согласно которому оборудование делится на 4 типа:
-
Микромощность (r1) – горелки безинжекторного типа со штуцером размером М12х1,25. Применяют для сварки металла толщиной от 0,1 до 1 мм, а также для пайки.
-
Малая мощность (r2) – горелки инжекторного и безинжекторного типа со сменными штуцерами (наиболее популярны наконечники с размерами М12х1,25 и М16х1,5). Это распространённый вариант, хорошо подходящий для домашнего использования и небольших мастерских. Толщина свариваемых изделий от 0,3 до 10 мм.
-
Средняя мощность (r3) – здесь также возможно применение инжекторных и безинжекторных механизмов. Размер наконечника М16х1,5. Варят металл толщиной 0,5-35 мм. Чаще используются в промышленных условиях.
-
Большая мощность (r4) – горелки только инжекторного типа со штуцером М16х1,5. Сваривают толстостенные конструкции от 40 до 85 мм.

Безинжекторные горелки
Диффузионные модели предельно просто устроены. Кислород и горючий газ подаются в смесительную камеру с одинаковым давлением по отдельным каналам.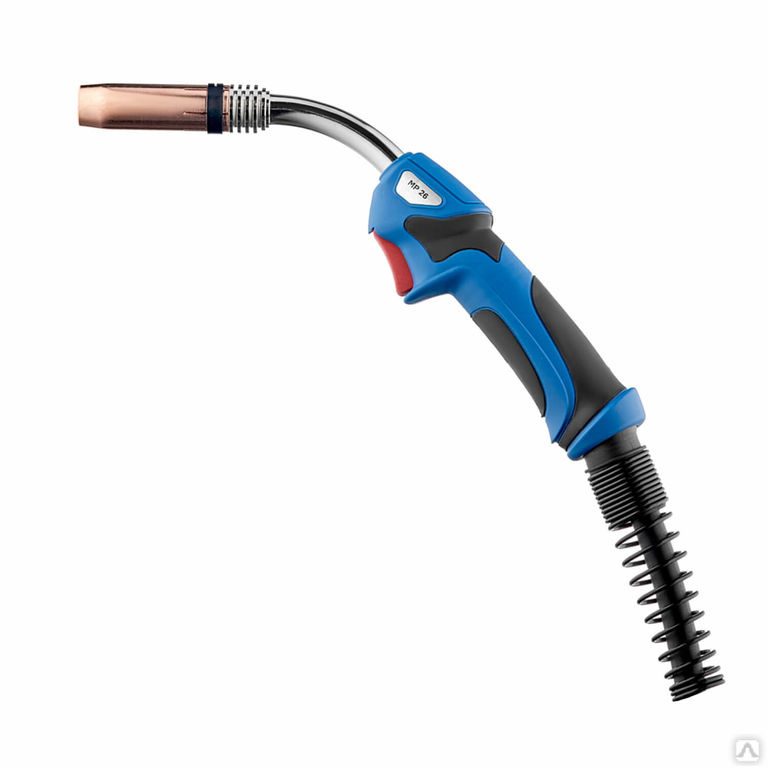 Перед входом в смеситель потоки разделяются на несколько тонких струй. Это создаёт дополнительные завихрения и способствует лучшему смешиванию. Получившаяся смесь устремляется далее и выходит из наконечника.
Перед входом в смеситель потоки разделяются на несколько тонких струй. Это создаёт дополнительные завихрения и способствует лучшему смешиванию. Получившаяся смесь устремляется далее и выходит из наконечника.
Безинжекторные горелки имеют свои плюсы: можно отдельно регулировать подачу каждого из компонентов, точно изменяя температуру пламени на выходе, для работы не требуется высокое давление. К минусам можно отнести неполное сгорание газа и небольшой КПД, риск попадания пламени внутрь форсунки с последующим взрывом держателя.
Инжекторные
В инжекторных моделях можно регулировать лишь давление кислорода. Он подаётся в смесительную камеру с большой скоростью мимо отверстий для поступления горючего газа. При этом создаётся разряженная зона низкого давления, под действием которой горючий газ устремляется в смеситель вслед за кислородом. А дальше по наконечнику смесь выходит наружу. Благодаря этому компоненты перемешиваются тщательно, а горение проходит с более высокой температурой. Пламя вырывается из форсунки с большей скоростью, что предотвращает его попадание внутрь. Недостаток заключается в неравномерном горении, из-за того, что невозможно точно отрегулировать соотношение компонентов.
Пламя вырывается из форсунки с большей скоростью, что предотвращает его попадание внутрь. Недостаток заключается в неравномерном горении, из-за того, что невозможно точно отрегулировать соотношение компонентов.
Горелки для полуавтомата (MIG/MAG)
Процесс сварки типа MIG/MAG осуществляется плавким электродом в среде защитного газа. Горелка состоит из трёх основных элементов: рабочая часть – гусак, кабель и контактный разъём, который служит для подключения к сварочному аппарату. По рукаву в рабочую часть подаётся проволока, газ и электрический ток. Гусак выполнен в форме пистолета с кнопкой активации.
При выборе горелки для полуавтоматической сварки следует учитывать ряд факторов: силу тока, длину рукава, тип охлаждения, эргономику и удобство в обслуживании.
С первым параметром всё предельно понятно, важно лишь знать, на какой максимальный ток рассчитан Ваш сварочный аппарат, и выбрать оборудование в соответствии с этим показателем.
Длину рукава подбирают исходя из собственных предпочтений и задач. Кто-то считает, что чрезмерно длинный шлейф способствует энергопотерям, отдавая предпочтение коротким. Другим же наоборот важен запас длины для большей мобильности.
Тип охлаждения бывает воздушный и жидкостный. Первый подходит для сварки небольшими токами (до 250 А). С более мощными сварочными аппаратами предпочтительней жидкостное охлаждение.
Эргономику каждый выбирает под себя. Важно, чтобы инструмент удобно лежал в руке и был хорошо сбалансирован.
Основная нагрузка приходится на рабочий край горелки. Для удобства обслуживания наконечник с соплом и диффузором делают съёмными. Это даёт возможность работать с проволокой разной толщины, облегчает их чистку или замену.
Для аргонодуговой сварки (TIG)
Аргоновая сварка также проходит в среде защитного газа, но используется тугоплавкий электрод, а формирование шва происходит за счёт присадочного материала. Здесь не требуется устройство для подачи электрода, он закреплён неподвижно в центре форсунки. Факторы, на которые стоит обратить внимание при выборе, здесь такие же, как в случае с полуавтоматом. Кроме этого, существуют вентильные TIG-горелки, позволяющие контролировать подачу газа. Удобно, если горелка для аргонодуговой сварки оснащена триггером, с помощью которого можно активировать подачу газа в необходимый момент.
Здесь не требуется устройство для подачи электрода, он закреплён неподвижно в центре форсунки. Факторы, на которые стоит обратить внимание при выборе, здесь такие же, как в случае с полуавтоматом. Кроме этого, существуют вентильные TIG-горелки, позволяющие контролировать подачу газа. Удобно, если горелка для аргонодуговой сварки оснащена триггером, с помощью которого можно активировать подачу газа в необходимый момент.
Правила использования горелок для сварки
Первым делом необходимо зачистить свариваемые участки для обеспечения лучшего соединения и подобрать подходящую присадочную проволоку. Далее на сварочном аппарате предварительно регулируется сила тока и скорость подачи проволоки. После настраивается скорость газовой смеси. Этот параметр подбирается опытным путём или с помощью выбора встроенной программы. Теперь можно приступать непосредственно к сварке.
Факел и присадочная проволока направляются в начало шва. По мере образования сварочной ванны горелка перемещается вперёд. Делая вертикальные швы, выбирайте направление снизу вверх. Так будет легче контролировать процесс, а поверхность после застывания получится менее деформированной. При этом подача газа должна быть выше примерно на 30 % в сравнении с горизонтальным процессом.
Делая вертикальные швы, выбирайте направление снизу вверх. Так будет легче контролировать процесс, а поверхность после застывания получится менее деформированной. При этом подача газа должна быть выше примерно на 30 % в сравнении с горизонтальным процессом.
Важные нюансы
Работа с газом требует высокой квалификации сварщика, знание и соблюдение правил безопасности. В применении газовых горелок есть множество нюансов, приведём самые важные из них:
1. Для начала работы первым пускается горючий газ и только потом кислород. Чтобы погасить горелку, наоборот: сначала перекрывается кислород, а затем горючий газ.
2. Газовые горелки бывают 2-тактными и 4-тактными. В первом случае для активации необходимо нажать и удерживать клавишу пуска. Отпускаете – работа прекращается. Принцип работы 4-тактной горелки другой: короткое нажатие кнопки включает подачу газа и активирует процесс сварки, при повторном коротком нажатии газ перестаёт поступать.
3. Диаметр проволоки в полуавтоматической горелке должен точно соответствовать диаметру её направляющей внутри сопла.
Сварочные горелки КЕДР
Любые работы с использованием газа относятся к разряду опасных. Поэтому очень важно внимательно относиться к выбору газосварочного оборудования. Никогда не пренебрегайте правилами техники безопасности и выбирайте оборудование только от проверенных производителей.
Компания «Кедр» завоевала особое уважение среди сварщиков-профессионалов, благодаря характеристикам и качеству своей продукции. В производстве используются только долговечные материалы, соответствующие всем современным требованиям. На сайте https://kedrweld.ru можно заказать сварочные горелки и все сопутствующие им комплектующие по ценам от производителя. Доставка возможна не только для жителей столицы, но и для всех регионов России.
В каталоге товаров компании представлены горелки для полуавтоматов, а также для аргонодуговой сварки, отвечающие самым высоким параметрам безопасности. Квалифицированные менеджеры знают все нюансы работы со сварочным оборудованием и всегда готовы сделать так, чтобы Ваша покупка оказалась максимально полезной.
Квалифицированные менеджеры знают все нюансы работы со сварочным оборудованием и всегда готовы сделать так, чтобы Ваша покупка оказалась максимально полезной.
Горелка сварочная DEKA 36KD 5 м
Код товараСТ000001863
Описание
Горелка сварочная DEKA 36KD 5 метров предназначена для полуавтоматической сварки плавящимся электродом (сварочной проволокой) в среде защитных газов (MIG/MAG) во всех пространственных положениях.
Технические характеристики:
| Длина | 5 метров |
| Номинальный сварочный ток (СО2) | 320 А |
| Номинальный сварочный ток (Ar/CO2) | 300 А |
| Продолжительность включения на максимальном сварочном токе (ПВ) | 60% |
| Тип охлаждения | Воздушное |
| Диаметр сварочной проволоки | 0,8-1,6 мм |
Отличительные особенности:
- эргономичная рукоятка горелки выполнена из композитных материалов, что делает ее максимально удобной при выполнении сварочных работ;
- в основании рукоятки горелки установлен шарнир, который позволяет производить сварку в различных положениях в ограниченном пространстве;
- универсальный евроразъем позволяет использовать данную горелку на абсолютном большинстве сварочных аппаратов различных производителей;
- возможно использование данной горелки для сварки порошковой проволокой без защитного газа, если сварочная проволока и сварочный аппарат соответствуют данному виду сварки;
- надежная индивидуальная коробка обеспечит сохранность горелки при транспортировке;
- входной контроль и высокое качество горелок обеспечит надежность и долговечность их работы.

Горелка сварочная DEKA 36KD имеет традиционную конструкцию для горелок данного типа и состоит из трех основных частей: рукоятки горелки, гибкого шлейфа и присоединительного элемента. В рукоятке горелки расположен гусак, к которому подсоединяются требующие периодической замены в ходе работы расходные элементы: диффузор (газовый распылитель), токоподводящий наконечник и газовое сопло. Газовый диффузор и сопло придают защитному газовому потоку требуемое ламинарное, равномерное течение, что позволяет исключить образование дефектов в сварном шве. Токоподводящий наконечник изготавливается из технической меди или цинкового сплава и служит, в свою очередь, для подвода электрического тока к электродной проволоке. По шлейфу (кабелю) горелки подается защитный газ в зону сварки, также в шлейфе располагается направляющий канал, по которому идет проволока. Направляющие каналы, как правило, бывают двух типов: для стальной и порошковой проволоки (стоит по умолчанию в данной горелке) и тефлоновый для алюминиевой проволоки. Присоединительный элемент сварочной горелки представляет собой “евро”-разъем в пластиковом корпусе для подключения к сварочному полуавтомату. Охлаждение воздушное.
Присоединительный элемент сварочной горелки представляет собой “евро”-разъем в пластиковом корпусе для подключения к сварочному полуавтомату. Охлаждение воздушное.
Использование шарнирного соединения между рукояткой и шлейфом позволяет выполнять комфортную работу даже в самых неудобных положениях.
Горелки DEKA выполнены из высококачественных материалов для обеспечения стабильной дуговой сварки: хорошей проводимости, плавности подачи проволоки, надежной газовой защиты и управления. Резиновая оплетка рукава горелки устойчива к тепловому старению, сохраняет эластичность и изоляционные свойства при низких температурах. Медный кабель имеет максимальное сечение 40мм2 и изготовлен из меди без примесей с высокой электрической проводимостью.
Горелка DEKA 36KD подходит для проволоки диаметром 0,8 мм – 1,6 мм.
Длина горелок DEKA 36KD: 3м, 4м, 5м
Каналы направляющие для горелки DEKA 36КD 5 метров: стальной. тефлоновый
Сопла для горелки DEKA 36КD
Токосъемные наконечники для горелки DEKA 36KD
Держатели наконечников для горелки DEKA 36KD
Газовые диффузоры для горелки DEKA 36KD
Горелки для роботизированной сварки MIG
- Преимущества
- Система с первого взгляда
- Высокая совместимость
- Расходные материалы
- Поддержка периферийных устройств
Контакт
ПреимуществаКраткий обзор системыВысокая совместимостьРасходные материалыПоддержка периферийных устройствКонтакт
От труднодоступных компонентов до удаленных рабочих площадок: Сварочные горелки Fronius предназначены для широкого спектра применений. Различные шейки горелок разной длины и под разными углами облегчают жизнь. Сварщики могут рассчитывать на необходимую им гибкость с Fronius — это гарантировано.
Различные шейки горелок разной длины и под разными углами облегчают жизнь. Сварщики могут рассчитывать на необходимую им гибкость с Fronius — это гарантировано.
Преимущества
ДОЛГИЙ СРОК ИЗНАШИВАЕМОЙ ДЕТАЛИ
Разработаны и изготовлены для максимального срока службы и оптимального отвода тепла. Высококачественные материалы гарантируют долгий срок службы.
ДОЛГИЙ СРОК СЛУЖБЫ
Компоненты высшего качества увеличивают срок службы сварочной горелки.
ГИБКИЙ
Мы предлагаем корпуса горелок различной длины и угла, что дает вам максимальную гибкость для вашего приложение.
СИСТЕМА КРАТКИЙ ОБЗОР
Серия роботизированных фонарей MTB 500S для США
Эти высокопроизводительные горелки с газовым охлаждением просты в установке и обслуживании и совместимы со всеми основными сварочными системами.
1
Кабель горелки в сборе / монтажная рамка
2
Роботизированный фланец/твердое крепление
3
1
Роботизированные горелки MTB 500S US серии
Эти высокопроизводительные горелки с газовым охлаждением просты в настройке, обслуживании и совместимы со всеми основными сварочными системами.
2
Кабель горелки в сборе/монтажная рамка
3
Роботизированный фланец/твердое крепление
ВЫСОКАЯ СОВМЕСТИМОСТЬ СО СТОРОННИМИ УСТРОЙСТВАМИ
Видео: совместимость
FSC — ОДНО СОЕДИНЕНИЕ ДЛЯ ВСЕХ НОСИТЕЛЕЙ
Системный разъем Fronius (FSC) служит центральным соединением для всех носителей. Это обеспечивает простое и безопасное подсоединение шлангового пакета к механизму подачи проволоки менее чем за 10 секунд без инструментов. Для сварочного оборудования других производителей предлагаются 4 различных варианта центрального подключения (подходят для Euro, Lincoln, Miller, Hobart), чтобы гарантировать максимально возможную совместимость. Для этого предлагаются автономные шланг-пакеты с соответствующими соединителями или адаптерами для существующих шланг-пакетов. Более подробную информацию вы можете получить у наших продавцов-консультантов.
Для этого предлагаются автономные шланг-пакеты с соответствующими соединителями или адаптерами для существующих шланг-пакетов. Более подробную информацию вы можете получить у наших продавцов-консультантов.
ДОПОЛНИТЕЛЬНО:
СИСТЕМА ВОДЯНОГО ОХЛАЖДЕНИЯ
В системах с водяным охлаждением система охлаждения максимально выдвинута вперед и наружу. Форма контактного наконечника означает, что теперь поглощается меньше лучистого тепла.
Одно только это обеспечивает СНИЖЕНИЕ ТЕМПЕРАТУРЫ НА 70 °C / 158 °F ДЛЯ ИЗНАШИВАЕМЫХ ЧАСТЕЙ .
ВЫТЯЖКА СВАРОЧНОГО ДЫМА
Вытяжка сварочного дыма с помощью Robacta Exento
КОМПЛЕКТ ВЫТЯЖКИ EXENTO ДЛЯ РОБОТИЗИРОВАННОЙ СВАРОЧНОЙ ГОРЕЛКИ
Точная вытяжка точно в точке образования сварочного дыма.
Во всех сварочных процессах образуется смесь дыма и газов, которые могут отрицательно сказаться на здоровье сварщика, если не будут приняты надлежащие защитные меры. Комплект для удаления дыма Exento для роботизированных сварочных горелок удаляет сварочный дым именно в месте его образования и до того, как он распространится.
Комплект для удаления дыма Exento для роботизированных сварочных горелок удаляет сварочный дым именно в месте его образования и до того, как он распространится.
ПРЕИМУЩЕСТВА:
- Прямая вытяжка сварочного дыма в месте их возникновения
- Очень хорошее улавливание дыма за счет размещения вытяжной форсунки непосредственно на газовой форсунке
- Оптимальная газовая защита даже при нормальном количестве газа: особая геометрия экстракционного сопла
Расходные материалы
Внутренние вкладыши
- Подходящий внутренний вкладыш для любого материала
- Простая, быстрая замена без инструментов
Варианты контактных наконечников
- Подходящие контактные наконечники для всех применений и диаметров проволоки
ПОДДЕРЖКА ПЕРИФЕРИЙНЫХ УСТРОЙСТВ
ROBACTA CTC
Устройство автоматической смены контактных наконечников
Предназначено для автоматической замены контактных наконечников в процессе производства
- Замена контактного наконечника всего за 40 секунд
- Замена 10 контактных наконечников без ручного вмешательства
- Цикл переключения адаптирован к износу контактного наконечника
- Стабильное качество сварного шва
- Обеспечивает правильный крутящий момент
БЫСТРАЯ ОКУПАЕМОСТЬ
Robacta CTC продлевает срок службы робота, снижает производственные затраты и исключает возможность человеческой ошибки при ручном управлении. Инвестиции, которые окупаются!
Инвестиции, которые окупаются!
Воспользуйтесь нашим калькулятором окупаемости, чтобы проверить свои сбережения и срок окупаемости.
К калькулятору окупаемости
Robacta CTC видео
Устройство смены контактных наконечников доступно для следующих корпусов горелок
MTB 500S G R US — с газовым охлаждением MTB 500S GR – с газовым охлаждением MTB 400i GR – с газовым охлаждением MTB 330i GR – с газовым охлаждением MTB 500i W R — с водяным охлаждением MTB 400i W R — с водяным охлаждением MTB 330i W R — с водяным охлаждениемROBACTA TX/i
АВТОМАТИЧЕСКАЯ ПЕРЕМЕНА КОРПУСОВ ГОРЕЛКИ ВСЕГО ЗА 30 СЕКУНД
весь корпус горелки заменяется автоматически без вмешательства человека в процессе производства. Это гарантирует, что
все быстроизнашивающиеся детали, влияющие на ПТС и
сварной шов
качество заменено
Это гарантирует, что
все быстроизнашивающиеся детали, влияющие на ПТС и
сварной шов
качество заменено
Robacta TC 2000
Robacta TC бесконтактно очищает горелку при автоматизированном производстве стали. Поверхности изнашиваемых деталей остаются неповрежденными, а срок службы газового сопла увеличивается. Постоянно определяемая мощность очистки имеет плотность магнитного потока до 4,7 Тесла, что дает стандартной простой стиральной машине массу, эквивалентную примерно 3 кг (6,61 фунта).
Бесконтактная магнитная чистка:- В отличие от чистки резаком, не повреждается поверхности быстроизнашивающихся деталей
- Не влияет на TCP (Tool Center Точка)
Robacta TC 2000 Video
Повышенная экономичность
- Повышенная доступность робота система, требующая меньше обслуживания
- Срок службы газового сопла увеличивается в десять раз по сравнению с механическими методами очистки
- Не требует интенсивной очистки необходимые компоненты и быстроизнашивающиеся детали
Универсальный и компактный
- Может быть интегрирован во все существующие роботизированные модули и доступны практически для любой геометрии резака
- Компактный дизайн для экономии места используйте
ROBACTA REAMER EASY V
Развертка Robacta серии V используется для автоматической очистки сварочных горелок MIG/MAG. Устройства для очистки серии Robacta Reamer V позволяют очищать внутреннюю и переднюю часть газового сопла сварочных горелок различных форм. Результатом является значительное увеличение срока службы быстроизнашивающихся деталей.
Устройства для очистки серии Robacta Reamer V позволяют очищать внутреннюю и переднюю часть газового сопла сварочных горелок различных форм. Результатом является значительное увеличение срока службы быстроизнашивающихся деталей.
- Применение для стали и нержавеющей стали
- Базовое механическое решение с разъемом Harting Han6P для автоматического управления (кабель не входит в комплект)
- Включает кусачки
- Высота двигателя должна быть отрегулирована в соответствии с приложением .
Как пользоваться сварочной горелкой
Пьер Янг
Сварка горелкой может быть продуктивным и творческим способом разумно использовать свое время и сделать что-то, чем вы сможете гордиться. Многие обычные люди занимаются сваркой газовой горелкой в качестве хобби, чтобы построить с нуля все, от кронштейнов, ворот, заборов и рам до целых мотоциклов и автомобилей.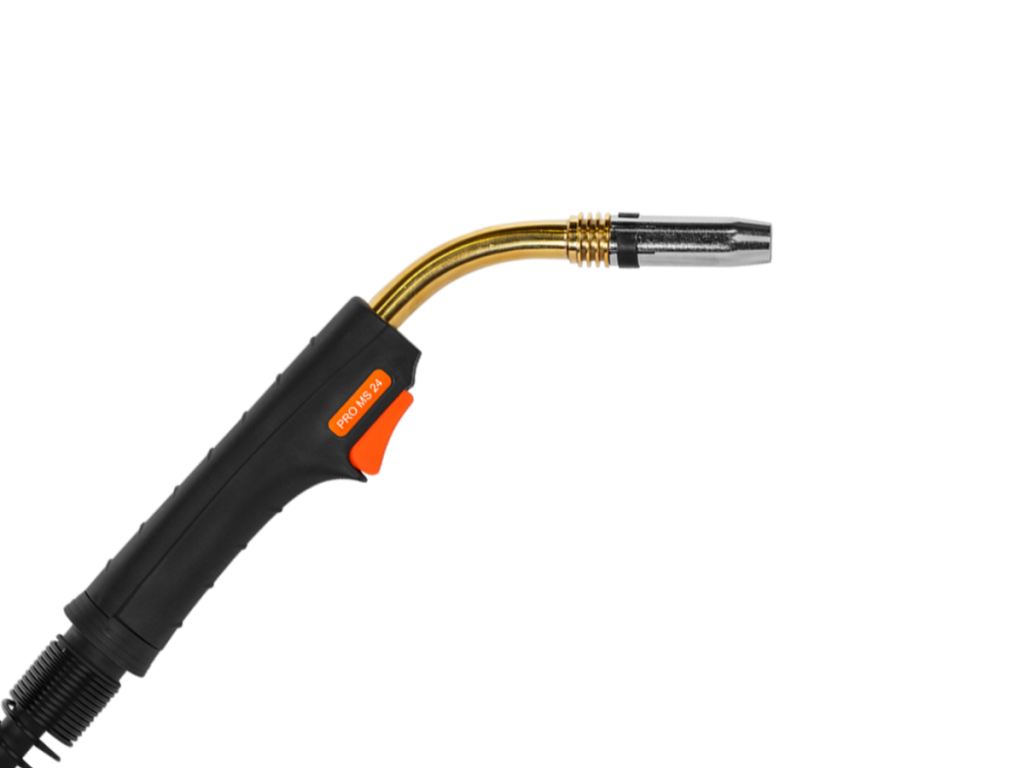
Но многие новички задаются вопросом, как эффективно использовать сварочную горелку?
Существуют некоторые советы по безопасности и стандартные рабочие процедуры, которым следует всегда следовать, когда вы впервые начинаете сварку горелкой. Эти советы не только предотвратят несчастный случай, но и повысят качество создаваемых вами проектов.
Основы сварки горелкой
Сварка горелкой используется уже давно. Он широко использовался в сельском хозяйстве и сельских общинах до того, как стало доступно электричество.
Аппараты для сварки горелкой вырабатывают тепловую энергию за счет сжигания смеси ацетилена и кислорода. Оборудование для газовой сварки достаточно эффективно и может обеспечивать температуру пламени до 3200°C или 5620°F. состав. Для этого требуется одна единица оборудования, которая может создать свой собственный портативный источник тепла. Сварочный аппарат с горелкой можно использовать для нагрева, резки сварного шва и пайки различных видов металлов. Он достаточно мощный, чтобы работать даже со сталью.
Он достаточно мощный, чтобы работать даже со сталью.
Сварочный аппарат с горелкой
Основной комплект горелки состоит из двух баллонов высокого давления с разными газами. В одном баллоне кислород, в другом ацетилен. Оба цилиндра соединены с горелкой через два соответствующих регулятора давления. Двойной шланг подает кислород и ацетилен от регуляторов.
Различные типы наконечников могут быть подключены к соплу горелки для получения желаемого результата. Рукоятка может быть оснащена режущей головкой, сварочным наконечником или нагревательной насадкой для резки, сварки или формовки металла по мере необходимости.
Если вы используете горелку для резки металла, вам понадобится дополнительный режущий наконечник, который крепится к концу режущей головки. Этот дополнительный наконечник помогает контролировать толщину пламени, что облегчает резку даже более толстых металлов.
В большинстве случаев сварочное оборудование с кислородной и ацетиленовой горелками достигает одной и той же рабочей температуры 5620 градусов. Некоторые люди ошибочно полагают, что бак большего размера означает более высокую температуру, в то время как бензобак меньшего размера создает более низкую температуру. Это неправда. Размер ваших газовых баллонов никак не повлияет на температуру пламени. Это влияет только на то, как долго будет продолжаться пламя.
Некоторые люди ошибочно полагают, что бак большего размера означает более высокую температуру, в то время как бензобак меньшего размера создает более низкую температуру. Это неправда. Размер ваших газовых баллонов никак не повлияет на температуру пламени. Это влияет только на то, как долго будет продолжаться пламя.
Перед началом работы над проектом рекомендуется заполнить баллоны соответствующим газом. Это избавит вас от проблем с нехваткой газа во время работы. Газ можно пополнить в большинстве магазинов сварочных материалов.
Подготовка к сварочным работам
Безопасность должна быть вашей главной заботой, когда вы работаете над сварочным проектом. Убедитесь, что вы надели защитную одежду, включая перчатки с длинными рукавами, длинные брюки и рубашки, сварочную обувь и достаточное покрытие для глаз и лица.
При сварке горелкой образуется очень сильное пламя. Вы также получите много брызг, когда будете резать металл. Убедитесь, что вы работаете на открытом пространстве, и вокруг нет легковоспламеняющихся материалов или химикатов, которые могут вызвать пожар.
Прежде чем зажечь фонарик, проверьте следующее.
- Убедитесь, что регулировочные винты давления регулятора полностью вывернуты
- Убедитесь, что клапаны горелки полностью закрыты
- Держитесь на расстоянии от передней части регулятора
- Медленно откройте клапаны баллонов с кислородом и ацетиленом
- Осторожно отрегулируйте винты регулятора, чтобы изменить настройки давления
- Проверьте клапаны горелки, открывая и закрывая их по отдельности, и точно настройте параметры давления на регуляторах
- Если вы резки металла, нажмите на рычаг резки и отрегулируйте давление перед тем, как зажечь пламя
Запуск резака
Выполните следующие действия, чтобы зажечь факел.
- Раздельная продувка газопроводов кислорода и ацетилена
- Включите клапан топливного газа, не более чем на 1/2 оборота
- Слегка наклоните зажигалку, чтобы захватить немного топлива в искровом стакане, и медленно зажгите горелку бойком
- Увеличьте подачу ацетилена в горелку до тех пор, пока пламя не выйдет из конца наконечника и из пламени не пойдет дым
- Уменьшайте давление до тех пор, пока пламя не вернется обратно в наконечник пистолета
- Откройте кислородный клапан и отрегулируйте, пока не получите нейтральное пламя
- Нажмите кислородный рычаг и отрегулируйте пламя.

Применение горелки
Сварку горелкой можно использовать для различных целей, включая резку, сварку и нагрев металла.
Резка металла
Резка – наиболее широко используемый процесс сварки газовой горелкой. Вам нужно прикрепить режущую головку к ручке горелки и подключить режущий наконечник на конце.
Насадка и наконечник сжигают смесь ацетилена, обогащенного кислородом, для создания критически высоких температур. Когда кислородный рычаг нажат, он подает в пламя поток кислорода, который может прорезать большинство типов металлов.
Преимущества газовой резки
- Этот метод газовой резки довольно портативный
- Он создает длинное пламя, которое может резать толстый материал с помощью различных режущих наконечников
- Не требует больших навыков и даже от новичков можно быстро освоить
Недостатки газовой резки
- Кислородно-ацетиленовая газовая смесь пригодна только для резки сталей на основе железа
- Если вы не используете правильный режущий наконечник, более высокая температура может деформировать тонкие металлы
Нагрев металла
Факельное оборудование также широко используется для нагрева металла. Специальный нагревательный наконечник, обычно используемый для этой цели, обычно не входит в базовую комплектацию горелки, но вы можете купить его отдельно.
Специальный нагревательный наконечник, обычно используемый для этой цели, обычно не входит в базовую комплектацию горелки, но вы можете купить его отдельно.
Нагревательный наконечник крепится непосредственно к рукоятке горелки. Этот нагревательный наконечник имеет несколько отверстий в сопле, которые позволяют нескольким пламени выходить из наконечника. Эти множественные пламена могут быстро нагревать большую площадь металлической поверхности, что облегчает сгибание или выпрямление металлической детали.
Преимущества газового нагрева
- Факельное оборудование может нагревать металл намного быстрее, чем любой другой тип газового нагревательного оборудования
- Это оборудование легкое и портативное для работы на открытом воздухе
- Оно легко в освоении и не требует особых навыков
Недостаток газового нагрева
- Нагрев металла требует большого количества топлива и может быть дорогим
Сварка металла
Хотя это не самый предпочтительный метод сварки, для сварки также можно использовать горелку. . Вы можете прикрепить сварочный наконечник к ручке горелки, чтобы получить желаемый эффект.
. Вы можете прикрепить сварочный наконечник к ручке горелки, чтобы получить желаемый эффект.
Контролируемое пламя используется для создания очень высокой температуры, при которой основной металл плавится до состояния лужи или жидкости. На этом этапе стержень для газовой сварки погружается в расплавленную ванну. Стержень сливается с основным металлом, и они становятся одним куском металла, образуя сварной шов.
Сварочный стержень должен соответствовать комбинации сталей основного металла для чистого плавления и хорошего качества сварных швов.
Преимущества газовой сварки
- Метод достаточно портативный
- Может использоваться в сочетании с резкой и нагревом
Недостатки газовой сварки
- Этот процесс требует больших навыков и не должен использоваться новичками
- Газовая сварка работает только со сталями на основе железа, обычно на рынке нет других металлических наконечников для стержней
Связанные вопросы
Можно ли сваривать ацетиленовой горелкой?
Ацетиленовая сварочная горелка использует смесь углерод-водородного газа и чистого кислорода для создания пламени, температура которого может достигать более 3000°C. Такой высокой температуры достаточно, чтобы расплавить даже сталь. Он создает лужу расплавленного металла, которую можно соединить в валик для сварки металлических конструкций.
Такой высокой температуры достаточно, чтобы расплавить даже сталь. Он создает лужу расплавленного металла, которую можно соединить в валик для сварки металлических конструкций.
Можно ли сваривать резаком?
Можно использовать один аппарат для кислородно-ацетиленовой сварки как для резки, так и для сварки. Однако вам нужно будет прикрепить к соплу соответствующее режущее или сварочное приспособление, чтобы получить подходящую горелку.
В чем разница между резаком и сварочной горелкой?
Резак используется для резки металлов на более мелкие части, а сварочная горелка используется для сплавления и соединения различных металлических частей вместе.
В газокислородном резаке есть два кислородных клапана, а в сварочном пистолете используется один клапан. Вы начинаете резать металл по краю одним резаком, а затем включаете второй клапан, чтобы разрезать лист.
Что вы включаете в первую очередь кислород или ацетилен?
После того, как вы подключили кислородный и ацетиленовый баллоны, вы должны сначала включить ацетиленовый газовый баллон, чтобы зажечь пламя.
 8 / 1.0 / 1.2 / 1.6 мм
8 / 1.0 / 1.2 / 1.6 мм 8 / 1.0 / 1.2 / 1.6 мм
8 / 1.0 / 1.2 / 1.6 мм 8 / 1.0 / 1.2 мм
8 / 1.0 / 1.2 мм 8 / 1.0 / 1.2 мм
8 / 1.0 / 1.2 мм
 MIG MS 36 (до 340A) 5м
MIG MS 36 (до 340A) 5м
 Пламя достаточной мощности нагревает металл до расплавления. От технических характеристик этого инструмента газосварщика зависят удобство и безопасность проведения сварочных работ и качество результата. Требования по безопасности оборудования для газопламенной обработки изложены в ГОСТе 12.2.008-75.
Пламя достаточной мощности нагревает металл до расплавления. От технических характеристик этого инструмента газосварщика зависят удобство и безопасность проведения сварочных работ и качество результата. Требования по безопасности оборудования для газопламенной обработки изложены в ГОСТе 12.2.008-75.
 Оборудование для сварки горелкой достаточно эффективно и может создавать температуру пламени до 3200° C или 5620° F.
Оборудование для сварки горелкой достаточно эффективно и может создавать температуру пламени до 3200° C или 5620° F. Убедитесь, что вы надели защитную одежду, включая перчатки с длинными рукавами, длинные брюки и рубашки, сварочную обувь и достаточное покрытие для глаз и лица.
Убедитесь, что вы надели защитную одежду, включая перчатки с длинными рукавами, длинные брюки и рубашки, сварочную обувь и достаточное покрытие для глаз и лица.
 Когда кислородный рычаг нажат, он подает в пламя поток кислорода, который может прорезать большинство типов металлов.
Когда кислородный рычаг нажат, он подает в пламя поток кислорода, который может прорезать большинство типов металлов. На этом этапе стержень для газовой сварки погружается в расплавленную ванну. Стержень сливается с основным металлом, и они становятся одним куском металла, образуя сварной шов.
На этом этапе стержень для газовой сварки погружается в расплавленную ванну. Стержень сливается с основным металлом, и они становятся одним куском металла, образуя сварной шов. Далее следует кислородный клапан для регулировки силы пламени.
Далее следует кислородный клапан для регулировки силы пламени. Когда топливо и кислород воспламеняются, они создают маленькое голубое пламя.
Когда топливо и кислород воспламеняются, они создают маленькое голубое пламя. Горелка TIG, с другой стороны, использует тот же процесс нагрева для соединения металлов, но фокусируется на использовании вольфрамовых электродов для выполнения сварного шва. Это приносит пользу сварщику, поскольку горелка создает собственный газовый щит, уменьшая разбрызгивание горячего металла.
Горелка TIG, с другой стороны, использует тот же процесс нагрева для соединения металлов, но фокусируется на использовании вольфрамовых электродов для выполнения сварного шва. Это приносит пользу сварщику, поскольку горелка создает собственный газовый щит, уменьшая разбрызгивание горячего металла.