7534 Станок протяжной горизонтальный. Паспорт, схемы, характеристики, описание
Сведения о производителе протяжного станка 7534
Разработчиком и изготовителем горизонтально-протяжного станка 7534 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
- 7А510 – станок протяжной горизонтальный для внутреннего протягивания, 100 кН
- 7Б510 – станок протяжной горизонтальный для внутреннего протягивания, 100 кН
- 7А534 – станок протяжной горизонтальный для внутреннего протягивания, 250 кН
- 7Б55 – станок протяжной горизонтальный для внутреннего протягивания, 100 кН
- 7Б56 – станок протяжной горизонтальный для внутреннего протягивания, 200 кН
- 7Б57 – станок протяжной горизонтальный для внутреннего протягивания, 400 кН
- 8В66 – станок отрезной круглопильный автомат, Ø 280
- 8В66А – станок отрезной круглопильный автомат, Ø 280
- 8Г662 – станок отрезной круглопильный автомат, Ø 280
- 8Г663 – станок отрезной круглопильный автомат, Ø 285
- 7523 – станок протяжной горизонтальный для внутреннего протягивания, 100 кН
- 7534 – станок протяжной горизонтальный для внутреннего протягивания, 250 кН
- МП8-876 – станок деревообрабатывающий комбинированный бытовой
- МП8-1540 – станок деревообрабатывающий комбинированный бытовой
7534 Станок протяжной горизонтальный для внутреннего протягивания.
 Назначение и область применения
Назначение и область примененияСтанок протяжной горизонтальный для внутреннего протягивания 7534 предназначен для обработки протягиванием сквозных отверстий (предварительно обработанных и необработанных) различной конфигурации: -круглых, шлицевых, прямоугольных, со шпоночными пазами и пр. Используется в массовом, крупносерийном, мелкосерийном и единичном производстве.
Конструктивные особенности горизонтального протяжного станка 7534:
При оснащении полуавтомата 7534 специальными приспособлениями на нем можно производить обработку протягиванием также и наружных поверхностей различной формы. При оснащении автоматизированным загрузочно-разгрузочньм устройством полуавтомат может работать в автоматическом режиме, а также встраиваться в автоматические линии.
Полуавтомат 7534 выпускается взамен станка модели 7Б56 и входит в состав новой унифицированной гаммы протяжных станков.
Более высокая производительность обусловлена повышением коэффициента технического использования станка 7534, повышением уровня механизации и автоматизации, увеличением тягового усилия (250 кН против 200 кН у модели 7Б56).
Повышенную надежность полуавтомата обеспечивают:
- новая конструкция гидропривода главного движения на базе аксиально-поршневых насосов;
- новая более совершенная система смазки, обеспечивающая строго дозированную подачу смазывающей жидкости в каждую точку с контролем подачи и сигнализацией в случае несрабатывания;
- введение двойной фильтрации рабочей жидкости с использованием фильтра тонкой очистки с электровизуальной сигнализацией и высокой степенью очистки;
- применение беструбного метода монтажа притычной и модульной гидроаппаратуры с использованием унифицированных плит;
- система охлаждения масла гидропривода с помощью воздушного теплообменника;
- применение новой силовой электрической аппаратуры;
- укладка электроприводов в металлические короба.
Удобство обслуживания полуавтомата улучшено за счет:
- усовершенствования механизма регулировки длины хода рабочих салазок;
- введения в конструкцию полуавтомата электросекундомера для измерения скорости перемещения рабочих салазок;
- оснащения полуавтомата счетчиком циклов для счета количества обработанных деталей и определения необходимости переточки протяжек;
- соединения электрошкафа со станком и гидробаком, а также со средствами автоматизации посредством штепсельных разъемов.


По требованию заказчика за отдельную плату с полуавтоматом поставляются:
- механизм поддержки детали для компенсации массы обрабатываемой детали и упрощения ее установки относительно оси протягивания;
- технологическое приспособление для шпоночных пазов;
- грузоподъемник для установки и снятия тяжелых заготовок и протяжек;
- приспособление для очистки протяжки от стружки.
По заказу полуавтомат модели 7534 может поставляться с наладкой для обработки одной или нескольких определенных деталей, а также без приставной станины (модификация 7534—002).
Шероховатость обработанных поверхностей Rz20—Ra 0,63 мкм.
Класс точности станка Н по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не превышает 108 дБА.
Проектная организация — Минское специальное конструкторское бюро протяжных станков.
Основные технические характеристики горизонтального протяжного станка 7534
- Номинальное тяговое усилие – 250 кН (25 тс)
- Наибольшая длина рабочего хода салазок – 1600 мм
- Диаметр отверстия в планшайбе – 160 мм
- Скорость рабочего хода – 1 ÷ 13 м/мин
- Мощность электродвигателя привода главного движения – 37 кВт
- Масса станка – 6,2 т
7534 Габарит рабочего пространства протяжного станка
Габарит рабочего пространства горизонтального протяжного станка 7534
Габарит рабочего пространства протяжного станка 7А534. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
7534 Фото горизонтального протяжного станка
Фото горизонтального протяжного станка 7534
Циклограмма работы протяжного станка 7534 в режиме полного и простого полуцикла
Циклограмма работы протяжного станка 7534
В режиме полного полуцикла (см. рис. 70,а) последовательность работы станка будет следующей. В исходном состоянии рабочие и вспомогательные салазки будут находиться в крайнем правом положении. Исходное положение поршня рабочего гидроцилиндра на рис. 69 показано тонкими линиями. Переключатель режима работы станка на пульте управления 4 (см. рис. 67) установлен в положение «Полный полуцикл».
После нажатия кнопки управления (КУ) «Пуск цикла» реверсивный золотник направляет масло от лопастного насоса 10 (см. рис. 69) в бесштоковую полость вспомогательного цилиндра 8. Поршень вспомогательного цилиндра перемещается влево, осуществляется подвод протяжки, в конце которого срабатывает конечный выключатель 6ПВ. Этот выключатель дает команду на включение гидрораспределителя, направляющего масло от радиально-поршневого насоса в штоковую полость рабочего цилиндра. Начинается рабочий ход. Одновременно реверсивным гидрораспределителем отключается подача масла во вспомогательный цилиндр.
Этот выключатель дает команду на включение гидрораспределителя, направляющего масло от радиально-поршневого насоса в штоковую полость рабочего цилиндра. Начинается рабочий ход. Одновременно реверсивным гидрораспределителем отключается подача масла во вспомогательный цилиндр.
Конечный выключатель ЗПВ настраивается так, чтобы срабатывание его происходило в момент входа калибрующих зубьев протяжки в обрабатываемую деталь. При этом в системе управления радиально-поршневым насосом включается гидрораспределитель, уменьшающий производительность насоса, что приводит к снижению скорости резания. Конечный выключатель 1ПВ, срабатывающий в конце рабочего хода, дает команду на прекращение подачи масла в штоковую полость рабочего цилиндра, станок останавливается.
Для начала обратного движения необходимо снова нажать кнопку «Пуск цикла». При этом включается гидрораспределитель, направляющий масло от радиально-поршневого насоса в бесштоковую полость рабочего цилиндра. При обратном ходе масла из штоковой полости через обратный клапан 12 (см. рис. 69) будет вытесняться в бесштоковую полость. Срабатывание конечного выключателя 4ПВ дает команду на включение золотника, уменьшающего производительность радиально-поршневого насоса, что приводит к снижению скорости обратного хода. Конечный выключатель 2ПВ, который срабатывает в конце обратного хода, дает команду на прекращение подачи масла в рабочий цилиндр, и одновременно дается команда на подачу масла в штоковую полость вспомогательного цилиндра. Начинается отвод протяжки. Конечный выключатель 5ПВ срабатывает в конце отвода протяжки и дает команду на прекращение подачи масла во вспомогательный цилиндр. Станок останавливается.
рис. 69) будет вытесняться в бесштоковую полость. Срабатывание конечного выключателя 4ПВ дает команду на включение золотника, уменьшающего производительность радиально-поршневого насоса, что приводит к снижению скорости обратного хода. Конечный выключатель 2ПВ, который срабатывает в конце обратного хода, дает команду на прекращение подачи масла в рабочий цилиндр, и одновременно дается команда на подачу масла в штоковую полость вспомогательного цилиндра. Начинается отвод протяжки. Конечный выключатель 5ПВ срабатывает в конце отвода протяжки и дает команду на прекращение подачи масла во вспомогательный цилиндр. Станок останавливается.
Режим простого полуцикла отличается тем, что в работе не участвует механизм подвода и отвода протяжки. В наладочном режиме гидросистема станка позволяет независимо управлять движениями рабочих и вспомогательных салазок.
Скорости рабочего и обратного ходов рабочих салазок настраивают с помощью четырех винтов механизма управления насосом. Настройка скоростей должна производиться только на наладочном режиме.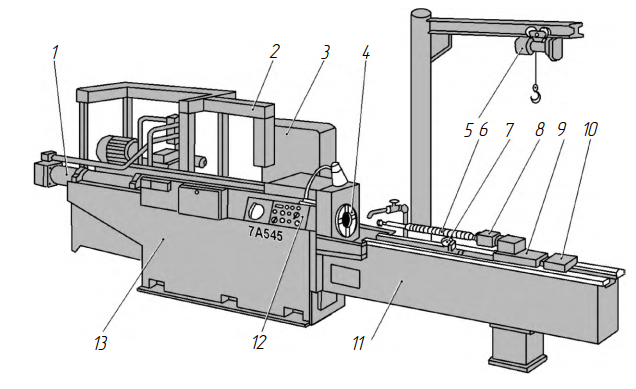 Двумя винтами настраивается скорость рабочего хода и скорость рабочего замедленного хода. Другими двумя винтами настраивается скорость обратного хода и обратного замедленного хода. Величина скорости рабочего хода определяется оптимальной стойкостью инструмента применительно к конкретным условиям обработки. При этом необходимо учитывать, что величина скорости рабочего хода ограничивается не только заданной стойкостью, но и силами резания при протягивании конкретной детали. О силах резания в процессе протягивания можно судить по показаниям манометра. В паспорте станка приведены графики режимов работы станка в зависимости от величины силы резания при протягивании. Поскольку вся ранее выпущенная документация основана на старой системе единиц, в Приложениях 2 и 3 приведены соотношения этих единиц с обязательными в настоящее время единицами системы СИ. Например, для станка мод. 7534 номинальная сила тяги 200 кН будет соответствовать показанию манометра примерно 8,2 МПа. Наибольшая скорость резания допускается при силе резания до 100 кН.
Двумя винтами настраивается скорость рабочего хода и скорость рабочего замедленного хода. Другими двумя винтами настраивается скорость обратного хода и обратного замедленного хода. Величина скорости рабочего хода определяется оптимальной стойкостью инструмента применительно к конкретным условиям обработки. При этом необходимо учитывать, что величина скорости рабочего хода ограничивается не только заданной стойкостью, но и силами резания при протягивании конкретной детали. О силах резания в процессе протягивания можно судить по показаниям манометра. В паспорте станка приведены графики режимов работы станка в зависимости от величины силы резания при протягивании. Поскольку вся ранее выпущенная документация основана на старой системе единиц, в Приложениях 2 и 3 приведены соотношения этих единиц с обязательными в настоящее время единицами системы СИ. Например, для станка мод. 7534 номинальная сила тяги 200 кН будет соответствовать показанию манометра примерно 8,2 МПа. Наибольшая скорость резания допускается при силе резания до 100 кН. При силе резания 200 кН допустимая скорость резания будет составлять только 8,5 м/мин.
При силе резания 200 кН допустимая скорость резания будет составлять только 8,5 м/мин.
Следует иметь ввиду, что скорость рабочего хода обычно регулируется на наладочном режиме без нагрузки. При протягивании деталей, когда гидросистема работает под нагрузкой, наблюдается «посадка», т. е. уменьшение скорости по сравнению с отрегулированной скоростью. Величина посадки зависит от давления в системе на рабочем ходе. При давлении 10 МПа под нагрузкой посадка составляет 1,2 м/мин. Для меньших рабочих давлений величину посадки нужно пропорционально уменьшить.
Скорость обратного хода и замедленная скорость обратного хода настраиваются заводом-изготовителем. В процессе эксплуатации эти скорости изменять не рекомендуется.
Схема протяжной операции горизонтального станка 7534
Схема протяжной операции горизонтального станка 7534
Движение протяжки осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой – производительностью 25 л/мин – подает масло во вспомогательный гидроцилиндр.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать в автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Одна из схем протягивания показана на рис. 50. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9.
Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки.
Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение.
Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается.
Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход — замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Полный цикл станка предусматривает:
- быстрый подвод протяжки к рабочему патрону и захват ее
- замедленный ход с большей скоростью (которая обеспечивает полное использование мощности привода)
- замедленный рабочий ход (для получения требуемой шероховатости при работе калибрующих зубьев протяжки)
- раскрытие вспомогательного патрона и вывод протяжки из детали
- остановка станка для выгрузки детали
- обратный ход рабочих салазок после повторного нажатия кнопки «Пуск цикла»
- захват заготовки вспомогательным патроном в начале обратного хода
- замедление скорости в конце обратного хода и раскрытие рабочего патрона
- отвод протяжки вспомогательными салазками
- останов
Возможен неполный цикл без подвода и отвода протяжки, когда вспомогательные узлы не действуют.
Во избежание провисания свободного конца протяжки, когда она закреплена только в одном из патронов, предусмотрены поддерживающие ролики, которые могут быть отведены.
7534 Пример протяжных работ внутреннего протягивания
Пример протяжных работ внутреннего протягивания 7534
Установочный чертеж протяжного станка 7534
Установочный чертеж протяжного станка 7534
Протяжной инструмент
Читайте также: Ремонт гидравлических систем металлорежущих станков
Современный горизонтально-протяжной станок
Технические характеристики протяжного станка 7534
| Наименование параметра | 7Б55 | 7Б56 | 7534 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности станка | Н | Н | Н |
| Номинальное тяговое усилие, кН(тс) | 100(10) | 200(20) | 250(25) |
| Наибольшая длина хода рабочих салазок, мм | 1250 | 1600 | 1600 |
| Наибольшая настроенная длина хода рабочих салазок, мм | 1200 | 1715 | 1550 |
| Расстояние от станины до оси отверстия под планшайбу в опорной плите, мм | 250 | 280 | 280 |
| Максимальный наружный диаметр обрабатываемой детали, мм | 600 | 600 | 600 |
| Длина протяжки, мм | 400. .1715 .1715 | ||
| Размеры рабочей поверхности передней опорной плиты станка, мм | 450 х 450 | 450 х 450 | 450 х 450 |
| Диаметр отверстия под планшайбу в опорной плите, мм | 160 | 200Н7 | 200Н7 |
| Диаметр отверстия в планшайбе, мм | 125 | 130H7 | 160H7 |
| Диаметр планшайбы, мм | 280 | 360 | |
| Скорость рабочего хода, м/мин | 1,5..11,5 | 1,5..11,5 | 1..13 |
| Регулирование скорости рабочего хода | бесступенчатое | бесступенчатое | бесступенчатое |
| Рекомендуемая скорость обратного хода, м/мин | 20..25 | 20..25 | 20 |
| Рекомендуемая скорость подвода протяжки, м/мин | 15 | 15 | 11,2 |
| Рекомендуемая скорость отвода протяжки, м/мин | 15 | 15 | 18,8 |
Электрооборудование. Привод Привод | |||
| Количество электродвигателей на станке | 3 | ||
| Электродвигатель привода главного движения (гидронасоса главного привода), кВт | 18,5 | 37 | |
| Электродвигатель привода насоса охлаждения, кВт | 0,15 | ||
| Электродвигатель насоса теплообменника, кВт | 0,12 | ||
| Суммарная мощность электродвигателей установленных на станке, кВт | |||
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 6340 x 2090 x 1910 | 7205 х 2200 х 1810 | |
| Масса станка, кг | 5200 | 6250 |
- Ашихмин В.Н. Протягивание, 1981, стр.90.
- Кацев П. Г. Протяжные работы, 1968
- Кацев П.Г., Епифанов Н.П. Справочник прояжника, 1963
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980, стр.248.
- Тепинкичиев В.К. Металлорежущие станки, 1973, стр.76.
Список литературы:
 Г. Протяжные работы, 1968
Г. Протяжные работы, 1968Связанные ссылки. Дополнительная информация
Протяжные станки в России – Биржа оборудования ProСтанки
- Главная
- Продажа
- Специализированные станки и оборудование
- Протяжной станок
Вы можете очень быстро сравнить цены протяжного станка и подобрать оптимальные варианты из более чем 77537 предложений
Реклама
Электромагнитный листогибочный станок EB 1000х1,6
Рабочая длина 1000 мм. Рабочая толщина 1,6 мм. Угол гибки 135°. Масса нетто 142 кг.
Подробное описание и цена >>>
Реклама
Ленточнопильный станок STALEX BS-128 HDR
Ленточнопильный станок STALEX BS-128 HDR — предназначен для пиления заготовок под различными углами на небольшом производстве, в вспомогательных участках, а также в бытовом использовании и в. ..
Подробное описание и цена >>>
Реклама
Ручной вальцовочный станок BP1250
Диаметр верхнего вала 70 мм. Наибольшая длина вальцевания 1250 мм. Максимальная толщина листа, (при вальцевании на максимальную длину) 1,75 мм
Подробное описание и цена >>>
..
Подробное описание и цена >>>
Реклама
Ручной вальцовочный станок BP1250
Диаметр верхнего вала 70 мм. Наибольшая длина вальцевания 1250 мм. Максимальная толщина листа, (при вальцевании на максимальную длину) 1,75 мм
Подробное описание и цена >>>
горизонтально-протяжной станок 7534
В наличии
Продаем горизонтально-протяжной станок 7534. Станок в хорошем состоянии, комплектный, рабочий. Локация – г. Нефтекамск. Стоимость с учетом погрузки на машину – 200 000 руб с НДС.
20.06.2013 Нефтекамск (Россия)
200 000
Протяжной станок 7Б520
Состояние: Б/У
Продам протяжной станок 7Б520, подробная информация с фото по запросу. Цена договорная.
22. 05.2013
Красноярск (Россия)
05.2013
Красноярск (Россия)
вертикально-протяжной станок для обкаточного протягивания шестерен
Состояние: Новый
Куплю вертикально-протяжной станок для обкаточного протягивания шестерен. Любой аналог. Фотографии и место локации указать обязательно. Хлам не предлагать. Станок нужен рабочий, подключенный, с…
30.01.2023 Набережные Челны (Россия)
горизонтально-протяжной станок 7523
Состояние: Новый
В наличии
Продаю горизонтально-протяжной станок 7523 Станок полуавтомат протяжной горизонтальный 7523, г/в 1990. Класс точности: Н Номинальное тяговое усилие, кН 100. Длина хода рабочих салазок, мм1250….
28.10.2018 Набережные Челны (Россия)
горизонтально-протяжные станки 7А523, 7А534, 7А545, 7555
Производитель: Россия
В наличии
В ООО «Станочный Мир» Вы можете купить новые, после ремонта и реновации или б/у горизонтально-протяжные станки 7А523, 7А534, 7А545, 7555 – цена договорная. Это оборудование предназначено для…
Это оборудование предназначено для…
09.01.2016 Москва (Россия)
Вертикально-протяжные станки 7А612, 7А621, 7А623, 7А633, 7А634
Состояние: Новый Год выпуска: 2017 Производитель: Беларусь (Беларусь)
ООО Станочный Мир предлагает к поставке по заводской цене или ниже вертикальные протяжные станки для внутреннего протягивания 7А612, 7А621, 7А623, 7А633, 7А634, 7А635,…
05.03.2023 Москва (Россия)
2 950 000
вертикально-протяжные станки 7А712, 7А723, 7А724, 7А733, 7А734
Состояние: Новый Год выпуска: 2017 Производитель: Беларусь
ООО Станочный Мир предлагает к поставке по доступной цене новые вертикальные протяжные станки для наружного протягивания 7А712, 7А723, 7А724, 7А733, 7А734. Станки служат для…
Станки служат для…
05.03.2023 Москва (Россия)
вертикально-протяжные станки МП7А773, МП7А784, МП7А783, МП7785
Состояние: Новый
ООО Станочный Мир предлагает к поставке по доступной цене новые сдвоенные вертикальные протяжные станки для наружного протягивания МП7А773, МП7А784, МП7А783, МП7785. Станки…
05.03.2023 Москва (Россия)
горизонтально-протяжные станки 7555, 7655, 7А523, 7А534, 7А545
Состояние: Новый Год выпуска: 2017 Производитель: Беларусь
ООО Станочный Мир предлагает к поставке по доступной цене новые горизонтальные протяжные станки 7555, 7655, 7А523, 7А534, 7А545. Станки предназначены для обработки протягиванием сквозных. ..
..
05.03.2023 Москва (Россия)
Вертикально-протяжной станок 7А623
Состояние: Новый Год выпуска: 2016 Производитель: Россия
В наличии
Вертикально-протяжной станок 7А623 предназначен для протягивания внутренних поверхностей заготовки.Применяется в серийном и массовом производстве за счет высокой производительности…
16.02.2017 Москва (Россия)
3 250 000
7А534 протяжной станок 1991 г.в. 7А523, 7Б520
Состояние: Б/У Год выпуска: 1987 Производитель: Россия
Продам полуавтомат протяжной 7А534, 1991 г.в. В хорошем техническом состоянии. Не дорого. Кипить станок протяжной 7523, 7А523 в Вологде. Горизонтально-протяжной станок, протяжка. Протяжной 7Б520, 7520
Протяжной 7Б520, 7520
06.06.2019 Вологда (Россия)
вертикально-протяжной станок 7633 (1987г.)
Состояние: Б/У Год выпуска: 1987 Производитель: Россия
Продам вертикально-протяжной станок 7633 Состояние: рабочееб.у. Год выпуска: 1987Документация: естьДоставка: самовывозЦена: Договорная
28.06.2017 Остров (Россия)
Вертикально-протяжные станки 7А712, 7А723, 7А724, 7А733, 7А734
Состояние: Новый Производитель: Россия
Вертикально-протяжные станки 7А712, 7А723, 7А724, 7А733, 7А734 Вертикально-протяжные станки целесообразно применять на предприятиях крупносерийного и массового производства, однако они эффективны и.. .
.
27.02.2023 Москва (Россия)
3 900 000
горизонтально-протяжной станок 5Б720
Состояние: Б/У Год выпуска: 1976
Горизонтально-протяжной станок 5Б720 для внутреннего протягивания односторонний. Комплектный. Малая эксплуатация. Подключен. Локация Татарстан. Подробная информация по запросу. Цена 220тр. Торг
28.05.2019 Набережные Челны (Россия)
220 000
горизонтально-протяжной станок 7Б55
Состояние: Б/У Год выпуска: 1983
Горизонтально-протяжной станок 7Б55 для внутреннего протягивания односторонний. г/в 1983. Малая эксплуатация. Подключен. Локация Удмуртия. Цена 250тр.
28.05.2019 Ижевск (Россия)
250 000
горизонтально-протяжной станок 7540
Состояние: Б/У Год выпуска: 2000
Горизонтально-протяжной станок 7540, комплектный, в рабочем состоянии. Локация Башкортостан. Подробная информация по запросу. Цена договорная.
Локация Башкортостан. Подробная информация по запросу. Цена договорная.
28.05.2019 Уфа (Россия)
горизонтально-протяжной станок
Состояние: Б/У Год выпуска: 1977 Производитель: Россия
горизонтально-протяжной станок усилие 20 тоннтакже есть станок на 63 тонны
04.07.2019 Екатеринбург (Россия)
горизонтально-протяжной станок для длины 11 метров
Состояние: Б/У Год выпуска: 1997 Производитель: Россия
горизонтально-протяжной станок для обработки деталей до 11 метров , усилие 16 тонн , например строгание паза внутри трубы.привод каретки- эл.механический.длина станка 24 метра.
07.07.2019 Челябинск (Россия)
7а545,7545 горизонтально-протяжной станок
Состояние: Б/У Год выпуска: 1990 Производитель: Россия
гидравлический горизонтально-протяжной станок , усилие 63 тонны ,7а545 1987г. в.7545 1976г.в.
в.7545 1976г.в.
08.07.2019 Челябинск (Россия)
Вертикально- протяжной станок 7634
Состояние: Б/У Год выпуска: 1988
Вертикально- протяжной станок 7634. Состояние отличное, мало эксплуатировался.
23.09.2019 Тольятти (Россия)
550 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по протяжному станку почти как на Авито и TIU
Видео протяжного станка
Что такое горизонтальная протяжка? | Миллер Броуч
31 декабря 2019 г. | мельник | Протяжка
Горизонтальная протяжка — это распространенный метод промышленного производства, используемый для производства прецизионных компонентов с высокой скоростью. Если вам нужны большие объемы специализированных деталей или вы планируете изменить тип протяжного станка, который вы используете в настоящее время, Miller Breach может помочь. Узнайте, как первоклассные услуги ведущей протяжной компании могут сэкономить ваше время и деньги.
Узнайте, как первоклассные услуги ведущей протяжной компании могут сэкономить ваше время и деньги.
Типы протяжных станков
Существует множество типов протяжных станков, в зависимости от конкретной спецификации детали. Ваши заготовки и типы резки, необходимые для создания готового продукта, определяют лучший протяжной станок для ваших производственных нужд. Вот лишь несколько типов протяжных станков, на которые следует обратить внимание:
- Горизонтальный протяжной
- Вертикальный протяжной
- Внутренний протяжной
- Внешний протяжной
- Вращательное протягивание
- Линейное протягивание
Многие из этих типов протягивания могут перекрываться. Например, многие горизонтальные протяжные станки предназначены для вращательного протягивания или протягивания с натяжением. В то время как горизонтальные машины были наиболее популярны, вертикальные машины часто используются как вариант для экономии места.
Вертикальные протяжные станки обеспечивают аналогичные результаты при значительно меньшей занимаемой площади. Если пространство является премией, это делает его привлекательным вариантом. Однако длина хода вертикальных протяжных станков ограничена в зависимости от высоты вашего предприятия. В то время как вертикальный протяжной станок должен иметь достаточный зазор для большинства применений, для сверхдлинных ходов требуется большой горизонтальный станок.
Конечно, это только основные категории протяжных станков. Эти динамические станки бывают разных размеров и характеристик, а также доступны специализированные протяжные станки для уникальных разрезов специальных деталей.
Характеристики горизонтального протягивания
Горизонтальный протяжной станок может использоваться для тянущего, непрерывного, вращательного и поверхностного протягивания, в зависимости от типа станка. По сравнению с вертикальными станками, горизонтальный протяжной станок имеет более длинный ход.
Протяжные станки описываются на основе ограничений по тоннажу и ходу. Например, горизонтальный протяжной станок может иметь усилие в шесть тонн и ход 48 дюймов. Размер и характеристики требуемого протяжного станка в значительной степени зависят от вашей заготовки, поэтому многие службы протяжки используют несколько протяжных станков для обеспечения точной работы в различных размерах.
Эти протяжные машины могут создавать необходимые первые шаги к готовому изделию или создавать готовые к распространению разрезы. Крайне важно использовать инструменты, специально разработанные для вашей конкретной заготовки, иначе вы можете потратить дополнительное время и энергию на ненужные шаги. Как только вы получите специализированный инструмент от ведущего специалиста по протяжке, вы сможете наслаждаться его непрерывным использованием с минимальным временем простоя для текущего обслуживания.
Преимущества горизонтальной протяжки
По сравнению с вертикальной установкой, выбор горизонтальной протяжки имеет ряд преимуществ. Горизонтальный станок предлагает широкий выбор форм резки, особенно для внутренней протяжки. Он также может легко создавать квадраты, шестигранники, шпоночные канавки и шлицы с помощью очень длинных штрихов.
Горизонтальный станок предлагает широкий выбор форм резки, особенно для внутренней протяжки. Он также может легко создавать квадраты, шестигранники, шпоночные канавки и шлицы с помощью очень длинных штрихов.
Горизонтальные протяжные станки легко настраивать и перенастраивать. В зависимости от точных спецификаций ваших требований к протяжке, вы можете получить минимальные или нулевые затраты, связанные с инструментами, когда вы используете услугу промышленного протягивания.
Вы также можете использовать горизонтальный станок для создания внешних пазов, форм и контуров в ваших заготовках. Из-за простоты переналадки горизонтальная протяжка позволяет производить множество специализированных заготовок для ваших производственных нужд.
Откройте для себя первоклассные услуги по протяжке в Miller Breach
Узнайте больше об услугах по протяжке, связавшись с Miller Breach. Являясь ведущей промышленной протяжной компанией, мы предлагаем широкий спектр протяжных услуг для удовлетворения ваших потребностей. От переоснащения и ремонта протяжных станков до высококачественного производства прошивных заготовок — у нас есть возможности, необходимые для того, чтобы ваша компания оставалась в авангарде отрасли. Свяжитесь с нами сегодня, чтобы узнать больше о горизонтальной протяжке и о том, как вы можете использовать ее для улучшения своих производственных возможностей.
От переоснащения и ремонта протяжных станков до высококачественного производства прошивных заготовок — у нас есть возможности, необходимые для того, чтобы ваша компания оставалась в авангарде отрасли. Свяжитесь с нами сегодня, чтобы узнать больше о горизонтальной протяжке и о том, как вы можете использовать ее для улучшения своих производственных возможностей.
Связанные сообщения
Круглая протяжка и другие услуги по протяжке
Круглый протяжной станок идеально подходит для создания качественных заготовок с точным допуском. Наш…Заточка круглой протяжки
Восстановите свою производительность, сократите время простоя и насладитесь недорогим обслуживанием, выбрав заточку протяжки…Заточка плоской протяжки
Ваш протяжной станок должен опережать других производителей протяжек и предлагать точные компоненты по..Производство плоских протяжек
Для повышения производительности и эффективности вашему протяжному станку требуются прецизионные протяжные инструменты. Как…
Как…Что такое вертикальная протяжка?
По сравнению с горизонтальной прошивкой и другими распространенными типами протяжки, вертикальная прошивка имеет много отличительных особенностей…Сколько существует типов протяжки?
Вы когда-нибудь задумывались, сколько существует типов протяжек? Работаете ли вы…Что такое протяжной инструмент?
Изготовление деталей для прецизионной обработки с помощью высококачественного протяжного инструмента. Инструменты для протяжки поставляются в…Как работает поточное, вращательное и шлицевое протягивание?
Протяжка — это важный процесс, используемый при точной крупносерийной обработке. Если вы ищете…Для чего используется прошивка?
Имея широкий спектр промышленных производственных процессов, может быть трудно…Какие материалы можно прошивать?
Существует множество специализированных способов от линейной протяжки до вращательной протяжки…Когда инструмент для протяжки готов к заточке?
Вы заметили ухудшение общего качества вашего протяжного инструмента? То ли.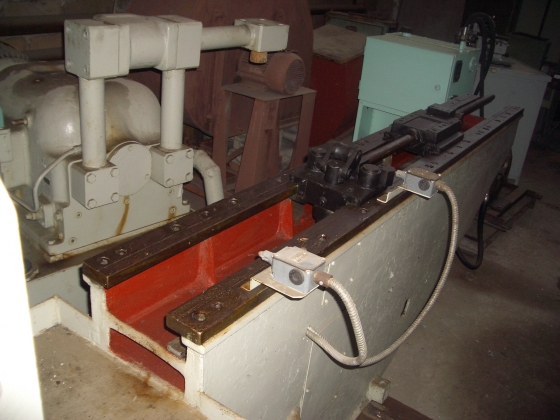 ..
..Что такое внешнее прошивание?
Если вам нужны прецизионные компоненты, производимые в больших объемах, вам нужно качество…Что такое внутренняя протяжка?
Ищете экономичный способ производства индивидуальных прецизионных компонентов на большом…Что такое протяжка?
Протяжка — это процесс механической обработки, в котором используется зубчатый инструмент для удаления материала из… ВверхТочные, высококачественные и доступные услуги
Мы стремимся постоянно совершенствоваться. Мы предлагаем надежные и эффективные услуги по протяжке для всех наших клиентов.
УслугиСвяжитесь с нами
Горизонтальное протягивание – Услуги горизонтального протягивания
V W Breaching специализируется на высококачественных услугах горизонтального протягивания, используемых для резки прямых и эвольвентных внутренних форм и форм. Основным примером этого может быть прорезание шпоночного паза в шкиве или шестерне. Горизонтальная протяжка относится к типу станка, который используется для протяжки штучной детали. Горизонтальный станок имеет силовой цилиндр и корпус станка, ориентированные горизонтально, при этом протяжка протягивается через деталь или проходит мимо нее. Некоторые прошлые производители горизонтальных протяжных станков включают: Acme, American, Colonial и Oil Gear. Хотя большинство горизонтальных протяжных станков имеют гидравлический привод, некоторые также используют электромеханическую, пневматическую и механическую энергию. Горизонтальные протяжные станки обычно используются для резки внутренних форм и форм, таких как шпоночные пазы и квадраты. Однако их также можно использовать для вырезания внешних пазов и форм.
Горизонтальные протяжные станки были разработаны первыми и до сих пор широко используются. VW Breaching Service предлагает широкий выбор горизонтальных протяжных станков, каждый из которых отличается своим ходом, который определяет длину реза, и мощностью, которая определяет размер реза, который машина может сделать.
VW Breaching Service предлагает широкий выбор горизонтальных протяжных станков, каждый из которых отличается своим ходом, который определяет длину реза, и мощностью, которая определяет размер реза, который машина может сделать.
Каковы преимущества горизонтальной протяжки?
- Чрезвычайно гибкий метод резки практически любых внутренних форм и форм, таких как шпоночные пазы, шлицы, квадраты, шестигранники и т. д.
- Очень часто затраты на инструмент практически отсутствуют, если мы можем использовать одну из имеющихся на складе протяжек
- Время быстрой настройки
- Может быть оснащен специальными адаптерами для выполнения сложных операций, таких как спиральная протяжка
- Оборудование может быть специально подобрано для разрезаемой детали для более эффективной резки
Каковы возможности горизонтальной протяжки?
- 10 горизонтальные протяжные станки
- Максимальная длина резки 102 дюйма (за один проход)
- Максимальная мощность резания 42 тонны
- Один из крупнейших складских запасов режущего инструмента для протяжки в мире
- Возможность резать практически любой обрабатываемый материал, включая нержавеющую сталь, пластик, магний и порошковый металл
- Собственный инструментальный отдел, способный заточить и восстановить ваши инструменты, чтобы сохранить их целостность и долговечность
Качество, на которое можно положиться
V W Breaching, компания, сертифицированная по стандарту ISO 9001:2015, является одной из крупнейших специализированных механических мастерских на Среднем Западе.