2А620Ф1 станок горизонтально-расточной с УЦИ. Паспорт, схемы, характеристики, описание
Сведения о производителе горизонтально-расточного станка 2А620Ф1
Производитель горизонтально-расточных станков 2А620Ф1 Ленинградский станкостроительный завод им. Свердлова, основанный в 1868 году.
С 1949 предприятие тяжёлого станкостроения. Начал выпуск металлорежущих станков собственной конструкции (горизонтально-расточных, координатно-расточных, копировально-фрезерных, типа «обрабатывающий центр» и др.
В 1962 на базе завода создано Ленинградское станкостроительное производственное объединение.
Объединение обладает замкнутым технологическим циклом, имеет литейное, заготовительное, гальваническое производства, все виды механической обработки, стендовую сборку станков, малярные и упаковочные участки.
Станки производства Ленинградского станкостроительного завода им. Свердлова
- 2А470 – станок координатно-расточной двухстоечный особо высокой точности, 1400 х 2240
- 2А614 – станок горизонтально-расточной универсальный, Ø 80
- 2А620 – станок горизонтально-расточной универсальный, Ø 90
- 2А620Ф1 – станок горизонтально-расточной с УЦИ, Ø 90
- 2А620Ф2 – станок горизонтально-расточной с ЧПУ, Ø 90
- 2А622 – станок горизонтально-расточной универсальный, Ø 110
- 2А622Ф1 – станок горизонтально-расточной универсальный, Ø 110
- 2А622Ф2 – станок горизонтально-расточной с ЧПУ, Ø 110
- 2А622Ф4 – станок горизонтально-расточной с ЧПУ, Ø 110
- 2А656Ф11, 2А656РФ11 – станок горизонтально-расточной тяжелый универсальный с подвижной стойкой, Ø 160
- 2В460 – станок координатно-расточной двухстоечный, 1000 х 1600
- 2В622Ф4 – станок горизонтально-расточной с ЧПУ, Ø 125
- 2Е460
- 2Е470 – станок координатно-расточной двухстоечный, 1400 х 2240
- 2Е656, 2Е656Р – станок горизонтально-расточной тяжелый универсальный с подвижной стойкой, Ø 160
- 262Г – станок горизонтально-расточной универсальный, Ø 85
- 2620, 2620А – станок горизонтально-расточной универсальный, Ø 90
- 2622, 2622А – станок горизонтально-расточной универсальный, Ø 110
- 2657 – станок горизонтально-расточной универсальный, Ø 150
- 6441Б – станок копировально-фрезерный горизонтальный с электронным управлением, 630 х 1200
- 6652 – станок продольно-фрезерный двухстоечный четырехшпиндельный, 1250 х 4250
2А620ф1 Горизонтально-расточной станок c неподвижной передней стойкой, поворотным столом и УЦИ.
 Назначение, область применения
Назначение, область примененияГоризонтально-расточной станок 2А620ф1 сконструирован на основе базовой модели 2А620 с высокой степенью унификации функциональных узлов и деталей.
Горизонтально-расточные станки 2А620ф1 предназначены для консольной обработки различных крупных корпусных деталей массой до 4000 кг, имеющих точные отверстия, оси которых связаны между собой точными размерами.
Станки 2А620ф1 снабжены неподвижной передней стойкой и встроенным поворотным столом, имеющим продольное и поперечное перемещение относительно оси шпинделя.
На станках можно производить сверление, зенкерование, растачивание и развертывание точных отверстий по точным координатам, фрезерование и нарезание резьбы.
Конструкция станков 2А620ф1 позволяет производить фрезерование по восьмиугольному контуру с двумя подачами: поперечной — стола и вертикальной — шпиндельной бабки, а также фрезерование с круговой подачей стола.
Конструктивные и эксплуатационные особенности станков:
- расточный шпиндель с твердой азотированной поверхностью в стальных закаленных втулках большой длины;
- повышенная жесткость, виброустойчивость шпинделя;
- механизированный зажим инструмента;
- шариковинтовые пары;
- закаленные токами высокой частоты боковые направляющие качения для подвижных узлов;
- специальная прецизионная опора качения поворотного стола;
- автоматический поворот стола через 90°;
- автоматический зажим и отжим подвижных узлов станка на направляющих;
- подвесной жесткий электрический пульт;
- телескопическая защита направляющих;
- электрический штурвал для точной установки подвижных узлов с чувствительностью до 0,005 мм;
- централизованная, автоматизированная смазка направляющих;
- тиристорный привод подач.
Станки 2А620ф1 могут быть оснащены различными системами числового программного управления как отечественного, так и зарубежного производства.
Читайте также: Электрооборудование станка 2А620
Основные характеристики горизонтального расточного станка 2а620ф1
Производитель: Ленинградский станкостроительный завод им. Свердлова.
Горизонтально-расточной станок 2а620ф1 производился с основными параметрами по ГОСТ 7058-84. Станки горизонтально-расточные. Основные размеры..
- Диаметр выдвижного расточного шпинделя – 90 мм
- Наибольшее горизонтальное (осевое) перемещение шпинделя (Z`) – 710 мм
- Наибольшее вертикальное перемещение шпиндельной бабки (Y) (установочное) – 1000 мм
- Рабочая поверхность стола (ширина х длина) – 1120 х 1250 мм
- Наибольший продольный ход стола (Z, W) – 1000 мм
- Наибольший поперечный ход стола (X) – 1250 мм
- Наибольшая масса обрабатываемого изделия – 4000 кг
- Частота вращения шпинделя – 10.
 ..1600 об/мин (23 ступени)
..1600 об/мин (23 ступени) - Электродвигатель привода шпинделя – 11 кВт; 1500 об/мин
- Вес станка – 17,5 т.
 ..1600 об/мин (23 ступени)
..1600 об/мин (23 ступени)Основные характеристики устройства цифровой индикации (УЦИ) расточного станка 2а620ф1
- Дискретность цифровой индикации – 0,01 мм
- Число одновременно индицируемых координат – 3
- Смещение начала отсчета (плавающий нуль) – есть
Модификации горизонтально-расточного станка 2А620Ф1
Станки моделей 2А620, 2А620Ф1, 2А620Ф2 с радиальным суппортом на встроенной планшайбе с выдвижным шпинделем диаметром 90 мм отличаются большой универсальностью.
2А620, 2А620-1, 2А620Ф1-1, 2А620Ф2-1 – горизонтально-расточные станки производства станкостроительного завода “Свердлов”
2А620-2, 2А620Ф1-2 – горизонтально-расточные станки производства Чаренцаванского станкостроительного завода
- Станок модели 2А620-1 снабжен оптическим отсчетом координат.
- Станок модели 2А620Ф1-1 оснащается цифровой индикацией координат.
- Станок модели 2А620Ф2-1 оснащается системой числового программного управления.

Класс точности станков Н
В 1975 г. станкам моделей 2А620-1, 2А620Ф1-1 присвоен «Знак качества».
Посадочные и присоединительные базы горизонтально-расточного станка 2А620Ф1. Встроенная план-шайба
Посадочные и присоединительные базы станка 2А620Ф1
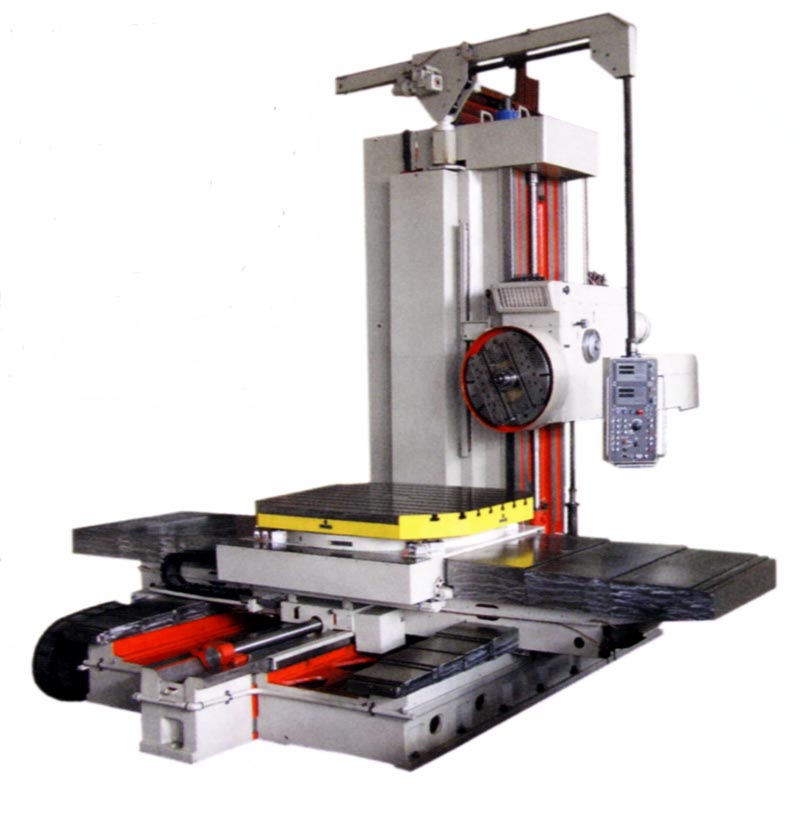
Фото горизонтально-расточного станка 2А620Ф1
Фото горизонтально-расточного станка 2А620Ф1
Фото горизонтально-расточного станка 2А620Ф1
Фото горизонтально-расточного станка 2А620Ф1
Фото горизонтально-расточного станка 2А620Ф1
Расположение составных частей горизонтально-расточного станка 2А620Ф1
Расположение составных частей расточного станка 2А620Ф1
Перечень составных частей горизонтально-расточного станка 2А620Ф1
- станина;
- стол;
- планшайба;
- подвеска пульта;
- передняя стойка;
- шпиндельная бабка:
- дополнительная направляющая станины
Расположение органов управления горизонтально-расточным станком 2А620ф1
Расположение органов управления расточным станком 2а620ф1
Перечень органов управления горизонтально-расточным станком 2А620ф1
- рукоятка включения нарезания резьбы;
- рукоятка включения план-шайбы:
- рукоятка выбора величины подачи;
- выбор скорости вращения шпинделя;
- лимб отсчета перемещения шпинделя;
- штурвал;
- пульт штурвала;
- лимб отсчета перемещения суппорта;
- отжим инструмента;
- зажим инструмента.

Управление горизонтально-расточным станками 2А620Ф1
Нa главном пульте сосредоточены все основные пусковые органы управления. Кроме главного пульта, на станке имеются еще несколько мест оперативного управления станком:
- на шпиндельной бабке расположен механизм переключения скоростей, механизм выбора величины подачи, кнопка включения штурвала, рукоятка включения планшайбы и рукоятка, включение которой дает возможность перемещать суппорт планшайбы от штурвала при нарезании резьбы столом;
- на нижних санях столах расположен доводочный оператор на гибком шланге для тонкой установки подвижных узлов;
- на оптических отсчетных устройствах имеются кнопки включения освещения оптики.
Описание пульта управления цифровой индикации и пульта устройства числового программного управления даны по второй части руководства по эксплуатации.
Органы управления на главном пульте
Избиратель рабочего органа
Избиратель предназначен для выбора рабочего органа и представляет собой кнопочный переключатель.
При выборе органа нажимом кнопки орган, соответствующий ранее нажатой кнопке, зажимается.
При нажиме на кнопку происходит подготовка электрической схемы привода выбранного органа к включению и отжим выбранного органа.
Оператор установочных перемещений
Оператор предназначен для управления установочными перемещениями подвижных органов станка.
Оператор выполняет следующие функции:
- выбор направления и включение движения — нажатием соответствующей кнопки на рукоятке оператора;
- изменение скорости медленного установочного движения в диапазоне скорости подачи — вращением рукоятки;
- включение быстрого установочного движения с наибольшей скоростью — одновременным нажатием двух кнопок.
Переключатель непрерывного фрезерования
Переключатель имеет восемь положений и предназначен для изменения направления непрерывной подачи при фрезеровании плоскостей торцовыми фрезами. Фрезерование плоскостей торцовыми фрезами с непрерывным вращением шпинделя и непрерывной подачей способствует повышению качества обработанной поверхности.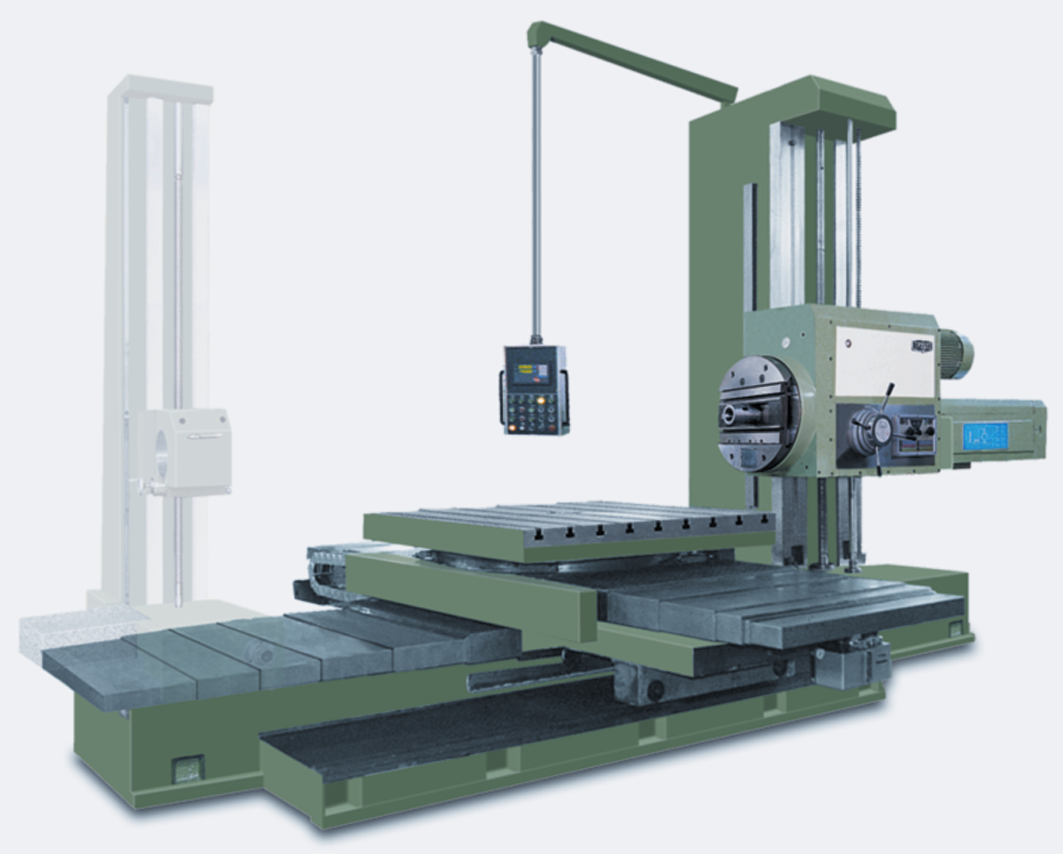
Переключатель позволяет осуществлять фрезерование плоскости:
- горизонтальными строчками;
- вертикальными строчками;
- обходом по контуру с возможностью изменения направления подачи через 45°;
- строчками, направленными под углом 45°.
Механизм переключения скоростей
Механизм расположен на шпиндельной бабке и предназначен для выбора и переключения скорости шпинделя посредством одной рукоятки 180 (рис. 9 и 10).
Вариатор подачи
Вариатор подачи предназначен для выбора величины подачи в миллиметрах на оборот шпинделя и изменения величины подачи в процессе резания (рис. 11).
Штурвал
Штурвал предназначен для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и стола продольно (рис. 12).
На пульте под штурвалом расположены:
- тумблер выбора тонкого перемещения выбранного подвижного органа или быстрого перемещении только шпинделя;
- кнопка включения штурвала.
Доводочный оператор
На нижних санях станка расположен доводочный оператор — электрический штурвал для тонкого перемещения подвижных узлов.
Основные узлы горизонтально-расточных станка 2А620Ф1
Станина
Станина с четырьмя направляющими имеет замкнутое коробчатое сечение со стенками, усиленными системой продольных и поперечных ребер жесткости. Три ряда башмаков позволяют быстро и легко выверять направляющие станины с требуемой точностью.
При исполнении станков с увеличенным поперечным ходом стола с двух сторон основной станины расположены две дополнительные боковые направляющие, установленные на башмаках (рис. 13).
Станина имеет широкие плоские шлифованные направляющие с телескопической защитой, обеспечивающей длительное сохранение первоначальной точности.
На торце станины размещен редуктор с электродвигателем привода перемещения шпиндельной бабки, шпинделя, радиального суппорта и стола продольно.
Распределение движений производится посредством электромагнитных муфт.
Передняя стойка
Передняя стойка, несущая шпиндельную бабку, жестко закреплена на плоскости станины и имеет высокую жесткость и виброустойчивость.
Передние направляющие стойки — плоские, шлифованные; боковые направляющие представляют собой закаленные накладные стальные планки, по которым на роликах качения перемещается шпиндельная бабка.
Шпиндельная бабка
Шпиндельная бабка представляет собой узел, состоящий из связанных между собой механизмов, смонтированных внутри и снаружи корпуса бабки: привода механизма главного движения, шпиндельного устройства, механизмов перемещения шпиндельной бабки, расточного шпинделя, радиального суппорта планшайбы (для станков 2А620-1, 2А620Ф1-1 и 2А620Ф2-1), хвостовой части, механизмов управления и отсчета перемещений расточного шпинделя и радиального суппорта планшайбы.
Привод механизма главного движения шпиндельной бабки осуществляется от фланцевого односкоростного электродвигателя трехфазного тока при помощи пружинной муфты переменной жесткости через промежуточный редуктор с двумя электромагнитными муфтами, расположенный на боковой стенке корпуса шпиндельной бабки.
Шпиндельное устройство состоит из расточного и полого фрезерного шпинделей.
Расточный шпиндель из азотированной стали перемещается внутри термически обработанных втулок, запрессованных во фрезерном шпинделе.
Фрезерный шпиндель смонтирован в прецизионных цилиндрическом и коническом роликовых подшипниках.
Передний конец фрезерного шпинделя снабжен фланцем, имеющим посадочную цилиндрическую поверхность, торцовый шпоночный паз и резьбовые отверстия для закрепления инструмента и приспособлений.
Планшайба с радиальным суппортом монтируется на своем шпинделе.
Механизмы перемещения шпиндельной бабки, шпинделя и радиального суппорта кинематически связаны с электродвигателем постоянного тока через редуктор, расположенный на правом торце станины, и вертикальный вал.
Подача всех подвижных органов осуществляется при помощи электродвигателей постоянного тока с приводом широкого диапазона.
Вариатор величин подач подвижных органов расположен на шпиндельной бабке рядом с механизмом переключения скоростей и представляет собой двухрядный многоступенчатый переключатель со шкалой величин подач в миллиметрах на один оборот. Величина подачи подвижного органа может быть изменена в процессе резания. При изменении чисел оборотов шпинделя автоматически сохраняется постоянство величины подачи в миллиметрах на оборот при фактическом изменении величины подачи в миллиметрах в минуту.
Величина подачи подвижного органа может быть изменена в процессе резания. При изменении чисел оборотов шпинделя автоматически сохраняется постоянство величины подачи в миллиметрах на оборот при фактическом изменении величины подачи в миллиметрах в минуту.
Стол
Поворотный стол станка имеет продольное и поперечное перемещение и центрируется в опоре с прецизионным цилиндро-роликовым подшипником.
При исполнении станков с увеличенным поперечным ходом стола 1600 мм на нижних салазках стола установлены отъемные боковые опоры, перемещающиеся по двум дополнительным боковым направляющим,
Боковые направляющие нижних салазок стола представляют собой закаленные стальные планки, по которым на роликах качения перемещаются верхние салазки стола.
Продольное перемещение стола осуществляется от электродвигателя постоянного тока через редуктор, расположенный па правом торце станины. Поперечное перемещение и поворот стола—от электродвигателя постоянного тока через редуктор, расположенный на заднем торце нижних салазок. Распределение движения производится электромагнитными муфтами.
Распределение движения производится электромагнитными муфтами.
Кинематическая схема горизонтально-расточного станка 2А620Ф1
Кинематическая схема горизонтально-расточного станка 2а620ф1
Схема кинематическая горизонтально-расточного станка 2А620. Смотреть в увеличенном масштабе
Привод главного движения горизонтально-расточных станков 2А620Ф1
Привод вращения шпинделя и планшайбы осуществляется посредством двухступенчатого агрегата скоростей с электромагнитными муфтами, монтируемого на шпиндельной бабке. Кинематические схемы станков показаны на рис. 14, 15 и в табл. 2.
Для защиты от динамического воздействия в механизме главного привода имеется упругая муфта (рис. 16).
Передача движения на шпиндель осуществляется двумя парами зубчатых колес 63, 64 (100) и 65, 66 (69) (рис. 17, 18, 19). Большее колесо 64 (100) приводит во вращение шпиндель в нижнем диапазоне скоростей с большими моментами, а другое, меньшее колесо 66 (99) — в верхнем диапазоне скоростей с меньшими моментами.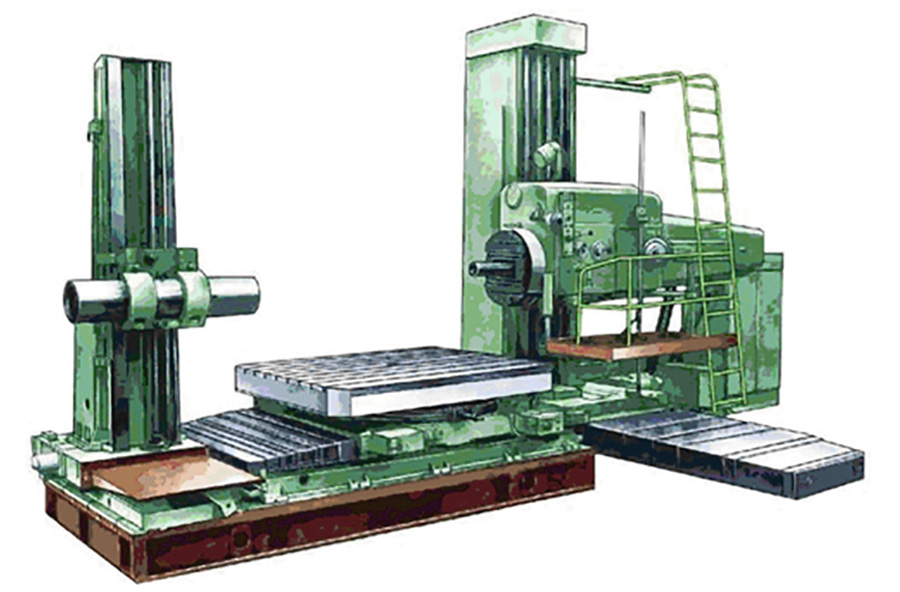 Передача движения на планшайбу осуществляется парой колес 36, 35. Для включения вращения планшайбы имеется специальная рукоятка.
Передача движения на планшайбу осуществляется парой колес 36, 35. Для включения вращения планшайбы имеется специальная рукоятка.
Привод подачи шпинделя, радиального суппорта, планшайбы, шпиндельной бабки и продольного перемещения стола
Осевое перемещение шпинделя, радиальное перемещение суппорта планшайбы (рис. 20), вертикальное перемещение шпиндельной бабки и продольное перемещение стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на станине станка (рис. 21).
Распределение движения в цепи перемещения шпинделя, шпиндельной бабки, радиального суппорта и стола продольно производится посредством электромагнитных муфт.
В кинематической цепи привода радиального суппорта имеется планетарный механизм с сателлитами 26 и 71, обеспечивающий возможность перемещения суппорта во время вращения планшайбы (рис. 22).
Осевое перемещение расточного шпинделя осуществляется шарико-винтовой передачей 86 и 84, расположенной в хвостовой части шпиндельной бабки (рис. 23).
23).
Вертикальное перемещение шпиндельной бабки осуществляется посредством вращающейся гайки, расположенной в редукторе на шпиндельной бабке, и неподвижного шарикового винта, закрепленного на стойке (рис. 24).
На станках смонтирован механизм предотвращения падения шпиндельной бабки при обрыве троса противовеса (рис. 25).
При подвешенном противовесе шпиндельной бабки деталь 243, соединенная с тросом противовеса, находится в верхнем положении, сжимая пакет тарельчатых пружин 244. При этом шарик 245, упираясь в бурт детали 243, через систему рычагов фиксирует смонтированную в редукторе шпиндельной бабки деталь 248 в верхнем положении.
При обрыве троса противовеса деталь 243 под воздействием пакета тарельчатых пружин 244 переместится вниз, освобождая шарик 245 и через систему рычагов деталь 248. Деталь 248 под воздействием пружины 249 переместится в нижнее положение и зацепится с деталью 247, фиксирующей вал 246 от проворота. При этом шпиндельная бабка надежно фиксируется от падения.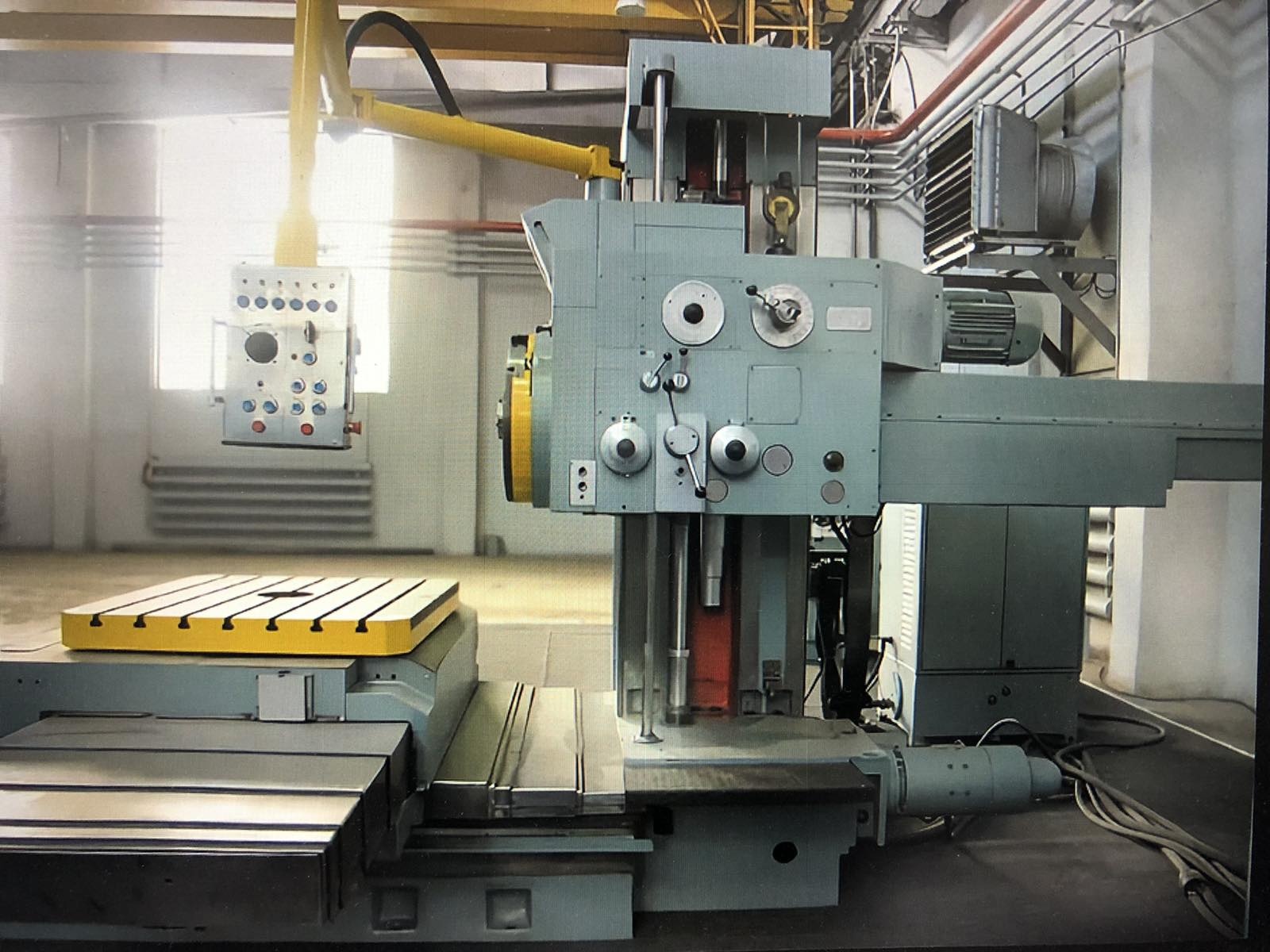
Привод поперечного перемещения и поворота стола
Поперечное перемещение стола и поворот стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на заднем торце нижних саней.
Распределение движения к цепи поперечного перемещения и поворота стола производится посредством электромагнитных муфт в редукторе (рис. 26).
Кинематика нарезания резьбы
Станок позволяет нарезать метрическую и дюймовую резьбу (см. „Таблица набора сменных шестерен для нарезания резьбы”).
Нарезание резьбы производится выдвижным шпинделем при его осевом перемещении или радиальным суппортом планшайбы при продольном перемещении стола.
Для нарезания резьбы цепь подачи шпинделя соединяется с приводом вращения шпинделя посредством гитары с набором сменных зубчатых колес, расположенной па переднем торце шпиндельной бабки.
Для нарезания левых резьб па гитаре устанавливается паразитная шестерня.
Для перемещения суппорта планшайбы от штурвала при нарезании резьбы подачей стола следует включить рукоятку, расположенную на крышке шпиндельной бабки.
Кинематика штурвала
На шпиндельной бабке имеется штурвальное устройство для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и продольного перемещения стола.
турвал позволяет осуществлять тонкое перемещение подвижного органа и быстрое перемещение выдвижного шпинделя.
Включение штурвала осуществляется кнопкой с пульта на шпиндельной бабке.
Читайте также: Электрооборудование станка 2А620
Читайте также: Обозначения кинематических схем металлорежущих станков
2А620ф1 станок горизонтально-расточной. Видеоролик.
Технические характеристики горизонтально-расточных станков 2А620Ф1
| Наименование параметра | 2А620Ф1 | 2А622Ф1 |
|---|---|---|
| Основные параметры станка | ||
| Диаметр выдвижного расточного шпинделя, мм | 90 | 110 |
| Наибольший диаметр расточки шпинделем, мм | 240 | 320 |
| Наибольший диаметр расточки суппортом планшайбы, мм | – | |
| Наибольшая длина расточки и обточки суппортом планшайбы, мм | – | |
| Точность установки координат, мм | 0,025 | 0,025 |
| Точность установки поворотного стола, сек | 3 | 3 |
| Наибольший диаметр сверла (по конусу), мм | ||
| Стол | ||
| Рабочая поверхность стола, мм | 1120 х 1250 | 1120 х 1250 |
| Наибольшая масса обрабатываемого изделия, кг | 4000 | 4000 |
| Наибольшее перемещение стола, мм | 1000 х 1250 | 1000 х 1250 |
| Пределы рабочих подач стола (вдоль и поперек), мм/мин | 1,25. ..1250 ..1250 | 1,25…1250 |
| Наибольшее усиление подачи стола (вдоль и поперек), кгс | 2000 | 2000 |
| Деление шкалы лимба, мм | 0,025 | |
| Деление шкалы лимба поворота стола, град | 0,5° | 1° |
| Выключающие упоры | есть | есть |
| Скорость быстрых продольных перемещений, м/мин | 6,0 | 6,0 |
| Скорость быстрых поперечных перемещений, м/мин | 5,0 | 5,0 |
| Скорость быстрых установочных круговых перемещений, об/мин | 2,8 | |
| Шпиндель | ||
| Наибольшее горизонтальное (осевое) перемещение шпинделя, мм | 710 | 710 |
| Частота вращения шпинделя, об/мин | 10…1600 | 10…1250 |
| Количество скоростей шпинделя | 23 | 22 |
| Пределы рабочих подач шпинделя, мм/мин | 2. ..2000 ..2000 | 2…2000 |
| Пределы рабочих подач радиального суппорта, мм/мин | 0,8…800 | – |
| Пределы рабочих подач шпиндельной бабки, мм/мин | 1,4…1110 | 1,4…1110 |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 1000 | 1000 |
| Скорость быстрых перемещений шпиндельной бабки, м/мин | 6,0 | 6,0 |
| Скорость быстрых перемещений шпинделя, м/мин | 4,0 | 4,0 |
| Скорость вращения планшайбы, об/мин | 6,3…160 | – |
| Количество скоростей планшайбы | 13 | 13 |
| Возможность отключения вращения планшайбы | есть | есть |
| Возможность одновременной подачи суппорта и шпинделя | есть | есть |
| Наибольшее перемещение радиального суппорта планшайбы, мм | 160 | – |
| Скорость быстрых перемещений радиального суппорта, м/мин | 1,39 | – |
| Наибольший крутящий момент на шпинделе, кгс*м | 140 | 180 |
| Наибольший крутящий момент на планшайбе, кгс*м | 250 | – |
| Наибольшее усиление подачи шпинделя, кгс | ||
| Наибольшее усиление подачи суппорта, кгс | ||
| Наибольшее усиление подачи бабки, кгс | ||
| Нарезаемая метрическая резьба, мм | 1. ..10 ..10 | 1…10 |
| Нарезаемая дюймовая резьба, число ниток на 1″ | 4…20 | 4…20 |
| Привод | ||
| Устройство цифровой индикации (УЦИ) | Ф5147 | Ф5147 |
| Устройство программного управления (УЧПУ) | 2П62-3И | 2П62-3И |
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения Мощность, кВт | 11 | 11 |
| Электродвигатель привода продольной подачи стола и шпинделя, кВт | 3,8 | 3,8 |
| Электродвигатель привода поперечной подачи и поворота стола, кВт | 3,8 | 3,8 |
| Суммарная мощность электродвигателей, кВт | 25 | 25 |
| Габариты и масса станка | ||
| Габариты станка, включая ход стола и салазок, мм | 6070 х 3970 х 3220 | 6070 х 3970 х 3220 |
| Масса станка, кг | 18300 | 17800 |
- Станки горизонтально-расточные 2А622-1, 2А620-1, 2А622Ф2-1, 2А620Ф2-1, 2А622Ф1-1, 2А620Ф1-1, 2А622ПФ1-1.
Руководство по эксплуатации 2А622-1.000.000 РЭ, 1976 - Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В. К. Токарь-расточник. Учебник для технических училищ, 1982
- Богданов А.В. Расточное дело, 1960
Список литературы:

 К. Токарь-расточник. Учебник для технических училищ, 1982
К. Токарь-расточник. Учебник для технических училищ, 1982Связанные ссылки. Дополнительная информация
Горизонтально-расточный станок HCW 3 | Мир Станочника
Металлорежущее оборудование / Фрезерные станки / Горизонтально-расточные станки с ЧПУ / Горизонтально-расточный станок HCW 3
СервисТайваньское оборудование отличается высокой надежностью, при его производстве используются хорошо зарекомендовавшие себя комплектующие.
Гарантийный срок на оборудование составляет 1 год с момента подписания акта приемо-сдаточных работ. В случае возникновения гарантийного случая запчасти и ремонт для клиента являются абсолютно бесплатными. Устранением неполадок занимается собственная сервисная служба Мир Станочника. Основные запчасти находятся на нашем складе, ремонт занимает непродолжительное время.
Мы имеем большой опыт поставок оборудования в Лизинг. Для получения подробной информации свяжитесь с нами.
Гарантийный срок на оборудование составляет 1 год с момента подписания акта приемо-сдаточных работ. В случае возникновения гарантийного случая запчасти и ремонт для клиента являются абсолютно бесплатными.
Инструмент и оснасткаНаши технологи и программисты бесплатно проработают технологию и напишут управляющие программы для изготовления Ваших деталей. В том числе мы можем поставить оборудование с технологией и выпуском партии деталей. Вы оплачиваете оборудование, оснастку и инструмент. Мир Станочника – официальный дилер ведущих производителей инструмента, поэтому мы можем предложить конкурентоспособные цены и сроки поставки.
Написание управляющих программНаши инженеры-программисты напишут управляющие программы под Ваши детали. Есть опыт реализации сложных проектов в оборонной и авиационной промышленности. При покупке у нас инструмента услуга является бесплатной.
Пуско-наладкаПуско-наладка оборудования проходит в несколько этапов: монтаж оборудования, проверка точности и подписание акта проверки точности, изготовление деталей и подписание акта приемки оборудования. Обучение Ваших сотрудников происходит одновременно с пуско-наладкой и запуском деталей.
Обучение Ваших сотрудников происходит одновременно с пуско-наладкой и запуском деталей.
Срок поставки большинства позиций составляет 10-12 календарных дней. Складские позиции поставляются за 1-2 рабочих дня с момента оплаты счета. При выставлении счета наш инженер-технолог в обязательном порядке проверяет наличие позиций на складе и информирует Вас. Доставка осуществляется курьерской службой за наш счет.
Написание управляющих программНаши инженеры-программисты напишут управляющие программы под Ваши детали. Есть опыт реализации сложных проектов в оборонной и авиационной промышленности. При покупке у нас инструмента услуга является бесплатной.
ГарантияМы гарантируем правильность подбора инструмента и оснастки, соответствие Вашим задачам. Бесплатная замена в случае ошибки.
Цена по запросу
Диаметр шпинделя (мм): 200/225/250/262
Мощность главного двигателя (кВт): 129
Максимум. скорость шпинделя (об / мин): 2 000
Страна: Тайвань
*Цена указана без НДС на стандартную комплектацию.
Сервис
Лизинг
Гарантия
Инструмент и оснастка
Написание управляющих программ
Пуско-наладка
- Описание
- Технические характеристики
- Видео
Product Description
Трехступенчатая коробка передач позволяет передавать чрезвычайно высокий крутящий момент в шпинделе или инструмент для грубой обработки вместе с возможностью высоких оборотов для окончательной обработки.
ПОЛНОСТЬЮ ГИДРОСТАТИЧЕСКИЙ СТАНОК С ВЫСОКИМ КРУТЯЩИМ МОМЕНТОМ
Это дает отличные результаты в процессе обработки при одновременном использовании огромных чипов, а также при очень точной механической обработке деталей заказчика, отвечающих самым высоким требованиям.
Тяжелые ребристые и крупногабаритные отливки вместе с внутренней точной механической обработкой в величинах микрон дают превосходные характеристики устойчивости машины в долгосрочном периоде ее использования. Благодаря современному подходу инженеров ŠKODA и использованию передовых функций и технологий, машина обеспечивает еще большую производительность и надежность в течение своей жизни.
Благодаря современному подходу инженеров ŠKODA и использованию передовых функций и технологий, машина обеспечивает еще большую производительность и надежность в течение своей жизни.
Технические характеристики
| HCW 3 | |
|---|---|
| Диаметр шпинделя (мм) | 200/225/250/262 |
| Мощность главного двигателя (кВт) | 129 |
| Максимум. скорость шпинделя (об / мин) | 2 000 |
| Длина втулки Z (мм) | 1 600 |
| Длина втулки W (мм) | 1 500 |
| Максимум. ход шпиндельной головки Y (мм) | 9 000 |
Видео
Инструментальная оснастка
Металлорежущий инструмент
Scroll Up
Направленные буры – Ditch Witch
Направленные буры – Ditch Witch перейти к содержаниюСОВЕТНИК ПО ЖЕСТКИМ ДИСКАМ
ФИНАНСИРОВАНИЕ
СЕРТИФИЦИРОВАННОЕ ОБУЧЕНИЕ
СРАВНИТЬ МОДЕЛИ
НАПРАВЛЕННЫЕ БУРЫ
ВЕЗДЕХОД
АМЕРИКАНСКИЕ ШНЕКИ®
SUBSITE®
НАПРАВЛЕНИЕ ЖЕСТКОГО ДИСКА
МЫ В ЭТОМ
ВМЕСТЕ.

© 2023 The Charles Machine Works, Inc.
- Связаться с нами
- Карьера
- Запросить информацию
- Подержанное оборудование
- Одежда
Фейсбук
Твиттер
Твиттер
Инстаграм
Инстаграм
Линкедин
YouTube
YouTube
МЫ В ЭТОМ
ВМЕСТЕ.
Фейсбук Твиттер Инстаграм Линкедин YouTube
© 2023 The Charles Machine Works, Inc.
- JT5
- JT10
- JT20
- JT24
- JT28
- JT32
- JT40
- JT60
- JT100
- АТ32
- АТ40
- АТ60
- АТ100
- АТ120
- ДД110
- ДД240Т
- ДД440Т
- DD660RS
- ДД1100РС
- Система управления жесткими дисками серии Marksman™
- Командир™ 7
- Система управления ГНБ серии TK Recon™
- Ретранслятор разведки ТК
- ТМС Плюс
- Полевой Разведчик™
- Скаутвью™
- ТСР Мобильный
- Маяки жесткого диска
НАЙТИ ДИЛЕРА
- FT5
- FM5X
- FM13X
- FM25X
- МР90
- Метафло
- Стандартные инструменты
- Активная голова
- Катамаунт
- Молетрак®
- Статический
- Пневматический
- Боковой
НАЙТИ ДИЛЕРА
- FX20
- HX30
- HX30G
- HX50
- HX75
- HXT30
- HXT50
- HXT75
- МВ8
- МВ12
- Воздушная сабля
- Сопло разведчика
НАЙТИ ДИЛЕРА
- C16X
- C24X
- C30X
- S3C
- РТ45
- РТ70
- РТ80
- РТ120
- РТ125
- ST37X
- РТ70 Четырехместный
- РТ80 Четырехместный
- RT120 Четырехместный
- RT125 Четырехместный
- МТ12
- МТ16
- МТ26
- МТ122
- МТ124
- МТ164
- восстановление
- Перезагрузить клинок
- 100SX
- 410SX
- ПО30
- Плуг/траншеекопатель PT37
- Плуг Zahn®
НАЙТИ ДИЛЕРА
- СК3000
- СК600
- SK800
- СК900
- СК1050
- СК1550
- ST37X Стоящий траншеекопатель
- Держатель инструментов Zahn®
- Утикор® МС-450
- СК вложения
НАЙТИ ДИЛЕРА
ГИДРАВЛИЧЕСКИЙ ОТМОЛИТЕЛЬ
Наши отбойные молотки, используемые для строительства и сноса, могут использоваться для разрушения асфальта, бетона или даже глины. Гидравлический молот идеально подходит для любой мелкой или средней работы. Целью всегда является увеличение времени безотказной работы в полевых условиях, а при наличии всего двух движущихся частей и нескольких уплотнений нет причин для простоев.
Гидравлический молот идеально подходит для любой мелкой или средней работы. Целью всегда является увеличение времени безотказной работы в полевых условиях, а при наличии всего двух движущихся частей и нескольких уплотнений нет причин для простоев.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550
Предыдущий
Следующий
ВАКУУМНЫЙ ПОДЪЕМНИК
Поднимите в 10 раз больше тяжелых грузов, таких как стальные дорожные плиты и бетонные плиты, с помощью вакуумного подъемника. Постоянное давление вакуума устраняет необходимость в традиционных методах, которые могут повредить материалы, и вдвое сокращает трудозатраты, позволяя операторам больше времени сосредоточиться на работе.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550
Предыдущий
Следующий
ЭКСКАВАТОР-ЛОПАТА
Легко перемещайте материалы для реконструкции, нового строительства, фундаментов, ремонта инженерных сетей и многого другого с помощью этого компактного и универсального приспособления.
Совместимые модели
SK800, SK900, SK1050, SK1550
Предыдущий
Следующий
ИЗМЕЛЬЧИТЕЛИ ПНЕЙ
Мощные насадки для измельчения пней с усиленной конструкцией стрелы быстро измельчают пни до основания. Легкое маневрирование от пня к пню и повышенная видимость превращают большее количество пней в большую прибыль.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550, SK3000
Предыдущий
Следующий
МНОГОЗАДАЧНЫЙ ИНСТРУМЕНТ
Ваш многоцелевой инструмент для идеальной многозадачности уже здесь. Разработанный для того, чтобы захватывать тяжелые материалы и перемещать их с легкостью и точностью, этот многоцелевой инструмент идеально подходит для работы с тяжелыми материалами. Легко управлять с помощью удобных функциональных рычагов.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550
Предыдущий
Следующий
КОРОНКОВЫЙ БУР
С насадкой для бурения MC-450 техническое обслуживание становится простым и менее трудоемким. Интуитивно понятное управление и встроенный резервуар для воды делают MC-450 идеальным выбором для быстрой резки и более продуктивного процесса отбора керна. Полностью регулируемая скорость от 0 до 280 об/мин обеспечивает улучшенный контроль и большую производительность.
Интуитивно понятное управление и встроенный резервуар для воды делают MC-450 идеальным выбором для быстрой резки и более продуктивного процесса отбора керна. Полностью регулируемая скорость от 0 до 280 об/мин обеспечивает улучшенный контроль и большую производительность.
Совместимые модели
SK1050, SK1550
Предыдущий
Следующий
КУЛЬТИВАТОР ДЛЯ ПОЧВЫ
Подготовьте грядки, сады и ландшафтные проекты с помощью культиватора для почвы. Он подготавливает землю, перемешивая органический материал обратно в почву, чтобы сделать газон более здоровым и устойчивым. Закапывает самые большие камни для более рыхлого верхнего слоя почвы.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550
Предыдущий
Следующий
НОЖИ
Независимо от того, хотите ли вы увеличить высоту разгрузки или глубину копания, установка отвала для обратной засыпки — это простой способ сэкономить рабочую силу на строительной площадке, работая точно и своевременно. Доступны различной ширины.
Доступны различной ширины.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550
Предыдущий
Следующий
ПРИВОД ДЛЯ ШНЕКА
Идеально подходит для ландшафтного дизайна и ухода за деревьями, насадка для шнека ускорит создание ям и позволит операторам быстрее сажать деревья или устанавливать столбы забора, чем если бы они копали вручную или полагались на ручной бур. Доступны диаметры от 6 до 30 дюймов.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550
Предыдущий
Следующий
РЕМБЕЛЬНИК
Прочные и эффективные культиваторы подготавливают ваш сад, разрыхляя жесткую почву и удаляя нежелательные сорняки. Доступный в 4′ ширине.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550
Предыдущий
Следующий
ЗАХВАТЫ
Захваты для деревьев поставляются с отверстиями размером 48 или 57 дюймов для эффективного удаления бревен и мусора с рабочей площадки. Он имеет конструкцию стрелы в стиле экскаватора с порошковым покрытием и цилиндровым замком для повышения безопасности. Доступны щеточные захваты с зазором 29″ и шириной 42″ или 54″.
Он имеет конструкцию стрелы в стиле экскаватора с порошковым покрытием и цилиндровым замком для повышения безопасности. Доступны щеточные захваты с зазором 29″ и шириной 42″ или 54″.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550
Предыдущая
Следующая
CARRY ALL LEVELER
Одно из наших самых простых, но универсальных навесных приспособлений, Carry-All Leveler идеально подходит для переноски громоздких материалов, выравнивания почвы и придания вашей работе ровной и гладкой поверхности. Предлагается шириной 49 дюймов.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550
Предыдущий
Следующий
КОВШИ
Превратите одну машину в многофункциональную рабочую лошадку с помощью универсального навесного оборудования Ditch Witch® SK. От ландшафтного дизайна и сложных ландшафтов до ухода за деревьями и выполнения строительных задач ваш погрузчик с бортовым поворотом может взять на себя больше, чем вы думаете. У нас вы найдете различные ковши от 4-в-1 до тяжелых и легких материалов. Ширина варьируется от 34 до 66 дюймов.
У нас вы найдете различные ковши от 4-в-1 до тяжелых и легких материалов. Ширина варьируется от 34 до 66 дюймов.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550, SK3000
Предыдущий
Следующий
ВИЛЫ ДЛЯ ПОДДОНОВ
Берите на себя самые тяжелые грузы с точностью и надежностью с помощью вил для поддонов Ditch Witch. Они легко прикрепляются к любому из наших мини-погрузчиков и могут легко дополняться шипами для сена, защитными кожухами и многим другим, чтобы повысить рентабельность инвестиций. Предлагается шириной от 36 до 48,75 дюймов и длиной от 36 до 48 дюймов.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550, SK3000
Предыдущий
Следующий
МИКРОТРЕНЧЕР
Прокладка оптоволокна и другие работы на улицах быстро расширяются. Насадка для микротраншейной прокладки является ключевой для операторов, желающих заняться прокладкой оптоволокна на уровне улицы. Они режут как бетон, так и асфальт с контролируемым шагом, поэтому подрядчикам не нужно останавливать движение. Максимальная ширина составляет 0,5–1,5 дюйма или 2 дюйма, а максимальная глубина — 12 или 16 дюймов.
Они режут как бетон, так и асфальт с контролируемым шагом, поэтому подрядчикам не нужно останавливать движение. Максимальная ширина составляет 0,5–1,5 дюйма или 2 дюйма, а максимальная глубина — 12 или 16 дюймов.
Совместимые модели
SK1050, SK1550, SK3000
Предыдущий
Следующий
ROTO WITCH ®
Приспособление Ditch Witch Roto Witch® используется для бурения коротких скважин под тротуарами, проездами и другими препятствиями. Он обеспечивает высокую производительность копания при минимальных затратах на восстановление рабочей площадки. Навесное оборудование Roto Witch, совместимое с многочисленными мини-погрузчиками Ditch Witch, может выполнять бурение и расширение до 12 дюймов (300 мм) в диаметре.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550
Предыдущий
Следующий
ПЛУГ
Быстро прокладывайте оптоволокно и другие коммуникации с помощью виброотвала для мини-погрузчика. Это создает меньше нарушений почвы и очистки, чем традиционное рытье траншей, чтобы выполнить работу быстрее. Доступен с максимальной глубиной 14 дюймов и 24 дюйма.
Это создает меньше нарушений почвы и очистки, чем традиционное рытье траншей, чтобы выполнить работу быстрее. Доступен с максимальной глубиной 14 дюймов и 24 дюйма.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550, SK3000
Предыдущий
Следующий
МОЩНЫЕ ГРАБЛИ
Очистите, выровняйте и подготовьте рабочие площадки или разровняйте и разрыхлите почву для задернения с помощью граблей. Большинству навесных граблей требуется скорость от 10 до 14 галлонов в минуту, но более высокая мощность создает еще больший крутящий момент барабана для рыхления самых требовательных типов почвы. Ширина мер 4′.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550
Предыдущий
Следующий
МИКРОТРЕНШЕРЫ
Прокладка оптоволокна и другие работы на улицах быстро расширяются. Насадка для микротраншейной прокладки является ключевой для операторов, желающих заняться прокладкой оптоволокна на уровне улицы. Они режут как бетон, так и асфальт с контролируемым шагом, поэтому подрядчикам не нужно останавливать движение. Максимальная ширина составляет 0,5–1,5 дюйма или 2 дюйма, а максимальная глубина — 12 или 16 дюймов.
Они режут как бетон, так и асфальт с контролируемым шагом, поэтому подрядчикам не нужно останавливать движение. Максимальная ширина составляет 0,5–1,5 дюйма или 2 дюйма, а максимальная глубина — 12 или 16 дюймов.
Совместимые модели
SK1050, SK1550, SK3000
Предыдущий
Следующий
ROTO WITCH ®
Приспособление Ditch Witch Roto Witch® используется для бурения коротких скважин под тротуарами, проездами и другими препятствиями. Он обеспечивает высокую производительность копания при минимальных затратах на восстановление рабочей площадки. Навесное оборудование Roto Witch, совместимое с многочисленными погрузчиками с бортовым поворотом Ditch Witch, может производить бурение и развертывание до 12 дюймов (300 мм) в диаметре.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550
Предыдущий
Следующий
ПЛУГИ
Быстро прокладывайте оптоволокно и другие коммуникации с помощью виброотвала для вашего мини-погрузчика. Это создает меньше нарушений почвы и очистки, чем традиционное рытье траншей, чтобы выполнить работу быстрее. Доступен с максимальной глубиной 14 дюймов и 24 дюйма.
Это создает меньше нарушений почвы и очистки, чем традиционное рытье траншей, чтобы выполнить работу быстрее. Доступен с максимальной глубиной 14 дюймов и 24 дюйма.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550, SK3000
Предыдущий
Следующий
ТРЕНЧЕР
Сохраняйте эффективность на больших строительных площадках с насадкой для траншеекопателя для мини-погрузчика. Это разумная альтернатива крупногабаритному специализированному оборудованию для инженерных работ и работ по благоустройству. Доступны стандартные размеры максимальной ширины 6 дюймов, 8 дюймов и 12 дюймов с максимальной глубиной 36 дюймов, 38 дюймов, 48 дюймов и 55,5 дюймов.
Совместимые модели
SK600, SK800, SK900, SK1050, SK1550, SK3000
Предыдущий
Следующий
Горизонтально-расточной станок — JUARISTI
Высокодинамичные горизонтальные расточно-фрезерные центры
Высокопроизводительные горизонтально-расточные станки.
Высокодинамичные горизонтально-расточные станки с расточной оправкой 110-130 мм и гидростатическим поворотным столом с максимальной нагрузкой 8 тонн.
Этот горизонтально-сверлильный станок является очень производительным решением по очень конкурентоспособной цене.
Отличается высокой динамикой (быстрая подача 30 м/мин).
- Идеальный вариант для расточных работ.
- Быстрая окупаемость инвестиций.
- Оптимальное гашение вибрации: электросварная конструкция, заполненная полимерным клеем.
- Гидростатический поворотный стол с двумя двигателями.
- ATC закреплен на колонке.
- Компактная конфигурация для небольших помещений.
- Экономичный вариант.
- Ход до 3000, 2000 и 2000 мм по осям XYZ.
- Расточная оправка диаметром 110 и 130 мм.
- Поворотный стол с широким рабочим пространством до 1200×1500 мм.
- Устройство автоматической смены паллет.
- Автоматическая смена инструмента цепного типа (до 160 инструментов) или роботизированного типа (до 400).

- Быстрая подача до 30 м/мин.
Пожалуйста, предоставьте нам следующую информацию. Вы получите ссылку для скачивания на вашу электронную почту.
Имя *
Электронная почта *
Компания*
Страна
ВыбратьАфганистанАлбанияАлжирАмериканское СамоаАндорраАнголаАнгильяАнтарктидаАнтигуа и БарбудаАргентинаАрменияАрубаАвстралияАвстрияАзербайджанБагамыБахрейнБангладешБарбадосБеларусьБельгияБелизБенинБермудыБутанБоливияБосния и ГерцеговинаБотсванаОстров БувеБразилияБританская территория в Индийском океанеБрун ei DarussalamБолгарияБуркина-ФасоБурундиКамбоджаКамерунКанадаКанадаКабо-ВердеКаймановы островаЦентральноафриканская РеспубликаЧадЧилиКитайОстров РождестваКокосовые острова (острова Килинг)КолумбияКоморские островаКонго, Демократическая Республика Острова КукаКоста-РикаКот-д’ИвуарХорватияКубаКипрЧехияДанияДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипет СальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские (Мальвинские) островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГвинеяГвинея-БисауГайанаГаитиОстров Херд и Макдональдские островаСвятой Престол (город-государство Ватикан)ГондурасГонконгВенгрияИсландияИндияИндонезияИран Исламская Республика ИракИрландияИзраильИталияЯмайкаЯпонияИорданияКазахстанКенияКирибатиКорея, Корейская Народно-Демократическая Республика, Республика КувейтКыргызстанЛаосская Народно-Демократическая РеспубликаЛатвияЛиванЛесотоЛиберияЛивийский Арабская ДжамахирияЛихтенштейнЛитваЛюксембургМакаоМакедония, Бывшая Югославская Республика МадагаскарМалавиМалайзияМальдивыМалиМальтаМаршалловы ОстроваМартиникаМавританияМаврикийМайоттаМексикаМикронезия, Федеративные Штаты Молдова, Республика МонакоМонголияМонсерратМароккоМозамбикМьянмаНамибияНауруНепалНидерланды Нидерландские Антильские островаНовая КаледонияНовая ЗеландияНикарагуаНигерНигерияНиуэ Остров НорфолкСеверные Марианские островаНорвегияОманПакистанПалауПалестинская территория, ОккупированныеПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСент-ХеленаСент-Китс и НевисСент-ЛюсияСент-Пьер и МикелонСент-Винсент и ГренадиныСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСенегалСербия и ЧерногорияСейшельские островаСьерра-Ле oneСингапурСловакияСловенияСоломоновы островаСомалиЮжная АфрикаЮжная Георгия и Южные Сандвичевы островаИспанияШри-ЛанкаСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирийская Арабская РеспубликаТайвань, Китайская провинцияТаджикистанТанзания, Объединенная Республика ТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыОтдаленные малые острова СШАУругвайУзбекистанВануатуВенесуэлаВьетнамВиргинские острова, Британские Виргинские острова, СШАУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Я хочу получать информационный бюллетень
Пожалуйста, примите RGPD
Технические характеристики
| Горизонтально-расточные станки серии TL-S | TL1S-MGX8 | ||
|---|---|---|---|
| РАБОЧИЕ ХОДЫ | |||
| Ход X – Поперечный стол | мм | 1. 500 – 2.000 – 2.500 – 3.000 500 – 2.000 – 2.500 – 3.000 | |
| Y-образный ход – вертикальная головка | мм | 1.000–1.500–2.000 | |
| Ход Z – Продольная колонна | мм | 1.000 – 1.500 – 2.000 | |
| Ход W – Осевая расточная оправка | мм | 600 | |
| Быстрая подача | м/мин | 30 | |
| Головка | |||
| Диаметр расточной оправки | мм | 110–130 | |
| Мощность | кВт | 22/40 | |
| Момент затяжки | Н·м | 1.100-1.800 | |
| Скорость вращения | мин -1 | 3.000–3.500 | |
| B Поворотный стол | |||
| Размер стола/поддона | мм | 1000×1000 / 1200×1200 / 1200×1500 / 1500×1500 | |
| Грузоподъемность | кг | 8. | |