Горизонтально-сверлильный станок: виды, особенности и характеристики
Общие сведения
Кроме того, что этот тип агрегата позволяет создавать отверстия разного размера и типа, он также позволяет выполнять простейшие фрезеровочные функции и может осуществлять зенкование. Данный прибор является одним из наиболее востребованных, так как без него не сможет обойтись ни крупное промышленное предприятие, ни домашняя мастерская. Тут стоит также добавить, что горизонтально-сверлильные станки — это не единственный тип этих машин. Существует также несколько разновидностей этого рода приспособлений.
Отличия станков
Существует несколько признаков, по которым данного рода агрегаты различаются между собой. Стоит добавить, что функции и сферу применения устройства, во многом определяет его изначальная конструкция.
- Первый признак, по которому отличаются все приборы, — это характер выполняемых работ. Они могут быть специальными или же универсальными.
- По своим конструкционным особенностям это могут быть как горизонтально-сверлильные станки, так и вертикально-сверлильные.

- Важной особенность любого из видов станка будет то, насколько мобилен его сверлильный узел. Должна присутствовать возможность перемещения этого узла по отношению к направляющей приспособления.
- Отличие между ними — не только в конструкции самого станка, но и в обустройстве стола, а также по наличию или отсутствию каких-либо дополнительных элементов.
- Очень важная особенность любой машины — это количество шпинделей. Чем больше количество этих составных элементов, тем качественнее будет получаться продукция, обрабатываемая на таком устройстве. ПО этой причине многошпиндельные агрегаты используются только на очень крупных предприятиях.

Еще важно отметить, что каждый горизонтально-сверлильный станок предназначается для определенного типа работ с определенной интенсивностью. Чем выше стоимость устройства, тем больше дополнительных комплектующих, а следовательно, и больше возможностей имеет машина.
Вертикально-сверлильный
Эти модели сверлильных станков являются наиболее популярными. У них рабочий блок располагается вертикально, что дает возможность обрабатывать заготовки с большими габаритами. Но наряду с этим вертикально-сверлильное оборудование может иметь ограничения по глубине формирования отверстий.
У них рабочий блок располагается вертикально, что дает возможность обрабатывать заготовки с большими габаритами. Но наряду с этим вертикально-сверлильное оборудование может иметь ограничения по глубине формирования отверстий.
Преимущества эксплуатации оборудования данного типа заключаются в простоте конструкции и небольших габаритах. Этот факт обусловлен совмещением блока сверления с электродвигателем. Передача крутящего момента происходит за счет ременной передачи, находящейся в верхней части оборудования.
Возможные конструктивные особенности вертикально сверлильных станков:
- рабочий стол может быть фиксированный или иметь функцию изменения своего положения в вертикальной плоскости, а также обладать механизма наклона;
- тип управления — ручной, автоматический или полуавтоматический. У недорогих моделей выполняется позиционирование сверла на поверхности заготовки. Для повышения точности формирования отверстий рекомендуется использовать станки с автоматическим механизмом подачи или с блоком ЧПУ;
- наличие устройств для контроля глубины сверления.
- эти факторы необходимо учитывать при выборе оптимальной модели оборудования. Также немаловажную роль играет его стоимость.

При самостоятельном изготовлении вертикально-сверлильного станка необходимо правильно подобрать патрон. Основными характеристиками этого компонента является максимальный и минимальный диаметр сверла, а также допустимое значение нагрузки.
Читать также: Рейтинг электрогрилей премиум класса
Параметры устройства
Наилучшим вариантом описания технических характеристик устройства будет взять, к примеру, одну из наиболее распространенных моделей и описать ее показатели. Довольно популярным является станок с ручной подачей СвГД. Модель горизонтального сверлильного станка этой категории используется для обработки деталей с диаметром отверстия до 4,5 см. Максимальная длина сверлимого отверстия будет 120 мм. Количество оборотов сверла в минуту может достигать 2000.
Горизонтальный сверлильный станок по дереву, металлу и другим материалам модели СвГ-3 отличается такими характеристиками, как:
- максимальный диаметр — 2,5 см;
- наибольшая глубина сверления — 10 см;
- не более 20 см должна составлять длина пазов;
- сверло способно развить скорость вращения до 3000 оборотов в минуту.

Шлифовальные станки
Шлифовальные станки имеют вращающийся абразивный инструмент. Эти станки применяют в основном для окончательной (финишной) чистовой обработки деталей, путем снятия с их поверхности слоев металла с точностью, доходящей иногда до десятых долей микрометра и придания обрабатываемой поверхности высокой чистоты.
Читать также: Как прозвонить цепь в автомобиле
На шлифовальные станки поступают заготовки, предварительно обработанные на других станках с оставлением небольшого припуска под шлифование, величина которого зависит от требуемого класса точности, размеров детали и предшествующей обработки.
Успехи последних лет в области усовершенствования шлифовальных кругов и станков, а также совершенствование заготовительных операций (прокатывания, штампования, точного литья и т. п.), позволяют во многих случаях использовать вместо токарных, фрезерных и других станков для получистовых операций, высокопроизводительные шлифовальные станки для предварительного и окончательного шлифования.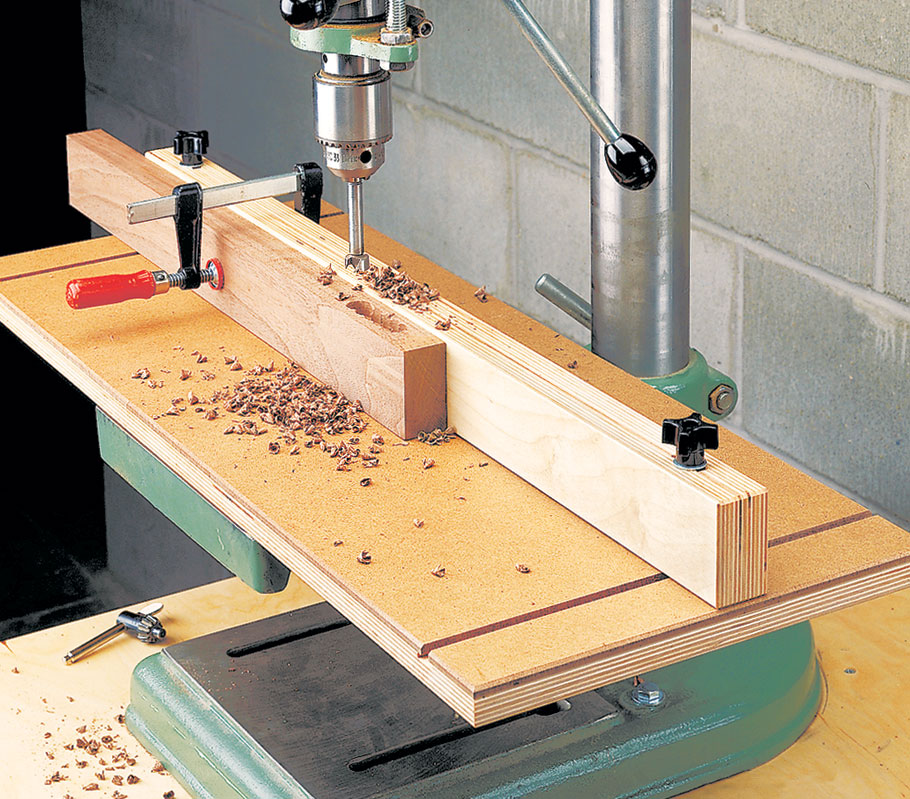
На шлифовальных станках выполняют:
обдирку, разрезку и отрезку заготовок
точную обработку плоскостей, поверхностей вращения, зубьев колес, винтовых и фасонных поверхностей и т. п.
Конструкция
Горизонтально-сверлильный фрезерный станок СвГ-3 состоит из таких составных элементов, как: основа, суппорт, электрический мотор. Кроме этого, у него имеется рычаг, использующийся для управления узлом суппорта, кронштейн, рабочая поверхность, а также рычаг для горизонтального или для вертикального вращения рабочей поверхности. Последние три составных элемента — это сверлильный узел, линейка упорная и зажим.
Тут стоит отметить, что существует большое разнообразие модификаций для таких станков. К примеру, существует модель СвПА. Особенностью этой категории устройства стало наличие таких дополнительных элементов, как гидронасос и механическая подача. Первый из этих элементов в данном приспособлении используется для того, чтобы создать условия, в которых возможно закрепить деталь максимально надежно на столе.
Особенности применения
Прежде чем приступить к работе на сверлильном станке горизонтального сверления, необходимо его очень тщательно настроить. Для того чтобы осуществить эту процедуру, можно использовать разметку, нанесенную на первую, использующуюся деталь. Впоследствии, когда каждый из этапов заканчивается, проводят дополнительные замеры диаметров отверстий, а также измеряют пазы.
Прежде чем приступать к работе с какой-либо деталью, необходимо убедиться в том, что она надежно закреплена на рабочей поверхности приспособления. Если во время работы произойдет малейшее смещение детали, то она тут же будет считаться бракованной.
Еще один момент, на который необходимо обратить особое внимание, — это выбор сверла и фрезы для будущей работы. Фреза вставляется в левый конец гнезда до самого дна, после этого рабочая поверхность станка перемещается из стороны в сторону. Этот процесс называют качественной фрезеровкой пазов. Важно добавить, что выборка гнезда сразу же после применения фрезы, может привести к тому, что полученная деталь, будет иметь неверные размеры.
Рекомендации при работе на станке
Существует еще несколько рекомендаций, которые относятся к работе с горизонтально-сверлильными станками по дереву:
- Вводить сверло в заготовку из дерева необходимо очень плавно, для того чтобы не повредить ее. Чтобы добиться такого эффекта, необходимо несколько снизить скорость вращения сверла, пока оно не будет введено в древесину.
- После того, как заготовка подверглась обработке при помощи спирального сверла, она будет требовать дополнительной операции. Это из-за того, что при работе спирального сверла будут образовываться ребра, которые можно удалить при помощи повторной обработки обычным расходным элементом.
- Удобной функцией является то, что система управления такого рода станками позволяет выполнить все операции всего одному оператору. Количество рычагов для управления не слишком велико, а их удобное расположение способствует тому, что с любой задачей способен справиться всего один рабочий.
- Если планируется работать с деталями довольно больших размеров, то есть возможность переформировать рабочий стол. В домашних условиях, его чаще всего удлиняют. В зависимости от степени модификаций, такой стол позволит работать с заготовками от 1 до 2 м в длину.
 В домашних условиях, его чаще всего удлиняют. В зависимости от степени модификаций, такой стол позволит работать с заготовками от 1 до 2 м в длину.
В домашних условиях, его чаще всего удлиняют. В зависимости от степени модификаций, такой стол позволит работать с заготовками от 1 до 2 м в длину.Использование станков
Перед применением аппаратов для горизонтального сверления их следует тщательно настроить. Отладить работу станка можно при помощи разметки на первой детали. После каждого этапа осуществляемых работ проводят дополнительные измерения пазов и сформированных отверстий.
Перед обработкой любых заготовок их необходимо надежно закрепить на рабочей поверхности. Любое неожиданное смещение детали приводит к ее браку. Особое внимание следует обратить на подбор сверла и фрезы перед началом работ. Последнюю вставляют в левый конец гнезда до его дна, после чего передвигают рабочую поверхность станка в разные стороны.
Таким образом, осуществляется качественная фрезеровка пазов. Стоит отметить, что выборка гнезда сразу после использования фрезы может привести к изготовлению детали с неправильными параметрами.
Есть и другие рекомендации, которых надо придерживаться при работе с горизонтальным сверлильным станком по дереву:
- Вводить сверло в древесину следует плавно, избегая повреждений заготовки. Для этого необходимо несколько снизить скорость вращения сверла перед его входом рабочий материал.
- После обработки заготовок спиральным сверлом, отверстия требуют дополнительной обработки. Дело в том, что в ходе выполнения работ подобным инструментом образовываются ребра, которые можно удалить при помощи повторной обработки обычного сверла.
- Система управления горизонтальными сверлильными станками позволяет выполнять все работы одному оператору. Удобное размещение немногочисленных рычагов, которые контролируют работу устройства, не требует наличия дополнительных рабочих.
- Отдельные сверлильные станки горизонтального типа (в основном старых модификаций) имеют довольно плохо организованную рабочую поверхность. Чтобы качественно управлять устройством оператор должен постоянно перегибаться через рабочий узел. В более современных моделях сверлильных станков эта проблема конструкции успешно решена.
- Если вы работаете с габаритными деталями, то параметры рабочего стола можно переформатировать. Как правило, его удлиняют в домашних условиях. В зависимости от характера модификаций, такой стол позволяет обрабатывать заготовки с длиной от 1 до 2 метров.
 В более современных моделях сверлильных станков эта проблема конструкции успешно решена.
В более современных моделях сверлильных станков эта проблема конструкции успешно решена.Знание этих нюансов работы с горизонтальным сверлильным станком позволит быстро освоить его и сделать более эффективной эксплуатацию устройства. Чтобы быстро и качественно освоить подобное устройство можно воспользоваться советами более опытных товарищей, которые уже работали с такими станками.
Что такое ЧПУ?
Многие модели горизонтально-сверлильных станков снабжаются таким устройством, как ЧПУ. Расшифровывается эта аббревиатура, как числовое программное обеспечение. Приспособления, снабженные такой модификацией, также способны выполнять такие операции, как растачивание, фрезеровка, сверление, зенкерование.
Тут важно отметить, что от класса числового программного обеспечения, будет зависеть и степень точности, с которой он будет выполнять поставленную задачу. Бортовой компьютер занимается расчетом имеющегося узла, и заданного, что помогает экономить время, а также более качественно координировать обработку деталей. Кроме того, что ЧПУ позволяет корректировать передвижение сверла в разных плоскостях, он еще и позволит выставлять угол наклона рабочего инструмента станка.
Бортовой компьютер занимается расчетом имеющегося узла, и заданного, что помогает экономить время, а также более качественно координировать обработку деталей. Кроме того, что ЧПУ позволяет корректировать передвижение сверла в разных плоскостях, он еще и позволит выставлять угол наклона рабочего инструмента станка.
Станки с ЧПУ
Горизонтально-сверлильные станки также оснащают числовым программным управлением. Как и ручные аппараты, они позволяют выполнять работы по растачиванию, фрезеровке, сверлению и зенкерованию деталей.
В зависимости от класса установленного программного обеспечения, такие станки могут выполнять работы с разной степенью точности. Бортовой компьютер просчитывает текущую и заданную позицию рабочего узла, что позволяет более качественно координировать обработку деталей.
Кроме корректировки передвижения сверла в разных плоскостях, числовое программное обеспечение позволяет устанавливать угол наклона рабочего инструмента. Перемещение рабочего стола осуществляется в поперечном направлении, а передвижение шпиндельной бабки – в горизонтальном. Стоит отметить, что цена на горизонтально-сверлильные станки с программным обеспечением значительно превосходит стоимость их ручных аналогов.
Стоит отметить, что цена на горизонтально-сверлильные станки с программным обеспечением значительно превосходит стоимость их ручных аналогов.
Главным преимуществом ЧПУ на горизонтальных сверлильных станках является существенное сокращение времени на обработку одной детали. С каждым годом такие станки все чаще используют на больших и маленьких производствах.
Они позволяют обрабатывать большой массив материалов за относительно короткие сроки и без большой практики в данной сфере. Станки с ЧПУ часто компонуются еще и барабаном с инструментами, что значительно расширяет сферу его применения, но одновременно требует больших навыков и умений от оператора.
Видео: горизонтальный сверлильный станок.
Горизонтальный сверлильный станок своими руками
Многие люди, которые занимаются какой-либо обработкой материала в домашних условиях, сталкивались с проблемой, которая заключалась в необходимости иметь сверлильный станок. Купить такую вещь довольно дорого, а вот сделать ее своими руками гораздо дешевле, хотя придется потрудиться.
Тут стоит отметить, что наиболее распространенным вариантом сборки является тот, в котором основной частью является дрель. Такая модель довольно неплоха, особенно в домашнем применении, однако тут есть существенный минус, заключающийся в том, что придется каждый раз разбирать все устройство, если возникнет необходимость использовать дрель как самостоятельный отдельный инструмент. Есть другой вариант, для осуществления которого потребуются такие части, как:
- рулевая рейка от легкового автомобиля;
- несколько стальных уголков и профилей;
- стальной лист для станины толщиной 2-3 мм;
- патрон для дрели;
- электрический мотор и шкивы с ремнем;
- хорошие подшипники и наличие сварочного аппарата и токарного станка.
Горизонтальный сверлильно-расточной станок
Данная категория станков относится к универсальным моделям. Особенность таких станков в том, что они имеют как минимум одну ось свободы. Основной рабочей поверхностью для такой универсальной модели является стол, на который крепят обрабатываемые детали или заготовки. По общим правилам такие станки используются для единичного и серийного производства. Принцип работы этого устройства допускает автоматизацию, а также универсальность модели в плане многообразия вариантов заготовок. Тут стоит отметить, что горизонтально-сверлильные станки расточного типа, то функциональность их шпинделя, а также рабочего стола ограничены.
По общим правилам такие станки используются для единичного и серийного производства. Принцип работы этого устройства допускает автоматизацию, а также универсальность модели в плане многообразия вариантов заготовок. Тут стоит отметить, что горизонтально-сверлильные станки расточного типа, то функциональность их шпинделя, а также рабочего стола ограничены.
6Р82 – Станок горизонтально-фрезерный консольный
Купить станочный подшипник с доставкой
Технические характеристики:
Станки модели 6р82 предназначены для выполнения разнообразных фрезерных работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами.
Размеры рабочей поверхности стола (длина х ширина), мм 1250х320 Число Т-образных пазов 3
Наибольшие перемещения стола, мм
продольное (механическое / вручную) 800 / 800 поперечное (механическое / вручную) 240 / 250 вертикальное (механическое / вручную) 410 / 420
Min. и max. расстояния от оси шпинделя до рабочей поверхности стола, мм 30-450 Расстояние от оси шпинделя до хобота, мм 155 Расстояние от торца шпинделя поворотной головки до стола, мм 35-535 Расстояние от оси шпинделя поворотн. головки до направляющих станины, мм 260-280 Перемещения стола на одно деление лимба (продольн.,поперечн.,вертикал.),мм 0,05
головки до направляющих станины, мм 260-280 Перемещения стола на одно деление лимба (продольн.,поперечн.,вертикал.),мм 0,05
Перемещения стола на один оборот лимба, мм
продольное и поперечное 6 вертикальное 2
Наибольшая масса обрабатываемой детали, кг 250 Наибольшее перемещение пиноли шпинделя, мм 80
Поворот головки в поперечной плоскости стола, град.
к станине 45 от станины 90
Поворот головки в продольной плоскости стола, град. 360 Поворот накладной головки, град 360 Размер горизонтального шпинделя по ГОСТ Размер шпинделя поворотной и накладной головок по ГОСТ 15945-70 40 Мощность электродвигателя привода главного движения, кВт 7,5 Габарит станка (длина х ширина х высота), мм 2470х1950х1950 Масса станка, кг 3300 Завод изготовитель, год Горький, 1973-85
Современные сверлильные станки предназначены для формирования сквозных и глухих отверстий в металлических, деревянных или полимерных изделиях. Дополнительно с их помощью можно делать резьбу, зенкование и несложные операции фрезерования. Однако для выбора оптимальной модели необходимо ознакомиться с конструктивными особенностями и видами сверлильного оборудования.
Однако для выбора оптимальной модели необходимо ознакомиться с конструктивными особенностями и видами сверлильного оборудования.
Читать также: Ленточная шлифовальная машина рейтинг 2018
О сверлильных и сверлильно-пазовальных станках
Главная » Статьи » Статьи по деревообработке » Столярные станки » Сверлильные станки по дереву » О сверлильных и сверлильно-пазовальных станках
18.12.2020
Сверлильные станки по дереву
Просмотров: 794
Различают станки горизонтально-сверлильные и вертикально-сверлильные, одношпиндельные и многошпиндельные. На горизонтально-сверлильных станках высверливают круглые и продолговатые гнезда и пазы, на вертикально-сверлильных — круглые отверстия и гнезда.
Многошпиндельные сверлильные станки применяют в массовом производстве для обработки большого количества деталей со значительным количеством отверстий и для высверливания сучков разных размеров. В одном станке может быть до 30 шпинделей. В зависимости от конструкции станка шпиндели могут работать от индивидуальных электродвигателей или от общего электродвигателя.
В одном станке может быть до 30 шпинделей. В зависимости от конструкции станка шпиндели могут работать от индивидуальных электродвигателей или от общего электродвигателя.
Устройство и виды станков. Широкое распространение имеет станок СВПГ-1К с ручной подачей, а так же СВПГ-2А Техническая характеристика станка: Наибольший диаметр сверления 45 мм, наибольшая глубина сверления 120 мм, предельная длина продольных гнезд с одной установки 200 мм. Число оборотов сверла 2100 в минуту, мощность электродвигателя 1 кет.
По техническим показателям и производительности близок к станку СвПГ-1И станок марки СвГ-3. На чугунной станине станка вверху помещается суппорт с электродвигателем, передвигаемый вручную при помощи рычага. Сбоку расположен кронштейн со столом. По вертикали стол перемешают посредством винта с штурвальчиком, а по горизонтали перпендикулярно сверлу — рычагом 8. На столе имеются упорная линейка и быстродействующий эксцентриковый зажим 10. На вал электродвигателя насажен патрон для сверла.
Техническая характеристика станка СвГ-3: наибольший диаметр сверления 25 мм, наибольшая глубина сверления 100 мм; наибольшая длина продольных гнезд 200 мм. Число оборотов сверла в минуту 3 000. Мощность электродвигателя 2,2 кет.
Кроме описанных, выпускается горизонтальный сверлильно-пазовальный станок марки СвПА с механической подачей. На этом станке горизонтальное передвижение стола и действие двух прижимов на столе происходят при помощи гидронасоса.
В горизонтальных сверлильно-пазовальных станках применяют пазовые и спиральные сверла.
Приемы работы на горизонтальных сверлильно-пазовальных станках. При размерной наладке станка нужно учитывать ширину, глубину и длину гнезда, а также его месторасположение в детали.
Рис. 1. Горизонтальные сверлильно-пазовальные станки: а — марки СвГ-3: 1 — станина; 2 — суппорт; 3 — электродвигатель; 4 — рычаг для перемещения суппорта; 5 — кронштейны; 6 — стол; 7 — штурвальчик для подъема стола; 8 — рычаг для горизонтального перемещения стола; 9 — упорная линейка; 10 — эксцентриковый зажим: Ч — патрон для сверла; б — станок марки СвПА
Обрабатываемую деталь укладывают на рабочий стол станка вплотную к упорной линейке или упорным штифтам. Сверло в патроне прочно закрепляют. Небрежно закрепленное сверло «бьет» и выбирает гнездо больше заданного размера по ширине.
Сверло в патроне прочно закрепляют. Небрежно закрепленное сверло «бьет» и выбирает гнездо больше заданного размера по ширине.
Установка на глубину сверления производится упором, ограничивающим величину надвигания сверла на деталь. Точное расположение гнезда по высоте достигается подъемом или опусканием рабочего стола. Для получения заданной длины гнезда и требуемого расстояния между гнездом и торцом детали пользуются упорами, ограничивающими боковое перемещение стола.
Рис. 2. Порядок высверливания гнезд и пазов (указан цифрами): а — пазовой фрезой; б — спиральным сверлом
Наладку станка производят по разметке на первой детали; другие детали не размечают. Точность размеров высверливаемых отверстий в процессе работы несколько раз проверяют обмерами на детали.
Обрабатываемые детали нужно закреплять на рабочем столе прочно. Даже незначительное смещение детали может привести к ее браку: при сборке она окажется негодной.
Порядок выборки гнезда при работе спиральным сверлом и пазовой фрезой неодинаков. Когда работа ведется фрезой (рис. 2,а), рабочий стол сначала перемещают вправо до упора и внедряют фрезу в левом конце гнезда. Достигнув дна гнезда, фрезу вынимают, перемешают стол до упора влево и внедряют фрезу в правом конце гнезда. После этого плавно и равномерно передвигают стол вправо до упора, выбирая фрезой всю перемычку между концевыми круглыми отверстиями.
Когда работа ведется фрезой (рис. 2,а), рабочий стол сначала перемещают вправо до упора и внедряют фрезу в левом конце гнезда. Достигнув дна гнезда, фрезу вынимают, перемешают стол до упора влево и внедряют фрезу в правом конце гнезда. После этого плавно и равномерно передвигают стол вправо до упора, выбирая фрезой всю перемычку между концевыми круглыми отверстиями.
Если начинать выборку всего гнезда сразу же после первого внедрения фрезы, то гнездо получится с наклонной торцовой 172 стенкой и внизу короче заданного размера. Это происходит вследствие некоторого отклонения шпинделя с патроном и фрезой от вертикального положения в процессе выборки гнезда.
При работе спиральным сверлом сначала высверливают круглые углубления по концам выбираемого гнезда, затем в промежутке между ними. После этого гнездо за два-три прохода расчищают движением сверла по всей длине гнезда, удаляя ранее образовавшиеся ребра.
Рис. 3. Сверло с долбежником — комбинированное долото
Рис. 4. Схема организации рабочих мест у горизонтальных сверлильно-пазовальных станков: я — у станков марок СвГ-2; СвГ-3 и СвГД-3 довоенного выпуска: б — у станков марок СвГ-3 и СвГД-3 послевоенного выпуска; в — у станков СвГ и СвГД довоенного выпуска с удлиненным столом: 1 — место станочника; 2 — рычаг подачи сверла; 3 — рычаг передвижения стол
4. Схема организации рабочих мест у горизонтальных сверлильно-пазовальных станков: я — у станков марок СвГ-2; СвГ-3 и СвГД-3 довоенного выпуска: б — у станков марок СвГ-3 и СвГД-3 послевоенного выпуска; в — у станков СвГ и СвГД довоенного выпуска с удлиненным столом: 1 — место станочника; 2 — рычаг подачи сверла; 3 — рычаг передвижения стол
Ввод сверла или фрезы в древесину должен быть плавным. Скорость подачи по мере углубления инструмента в материал несколько снижается.
Продолговатое гнездо, выбранное на сверлильном станке, получается с закругленными концами. Эти концы иногда обрабатывают под прямой угол стамеской. Можно получить гнездо
В практике чаще оставляют гнезда с закругленными концами, а у шипов скругляют ребра.
На горизонтальном сверлильно-пазовальном станке станочник работает без подсобного рабочего. На рис. 4 показаны схемы организации рабочего места у станков разных марок и с
разным расположением рычагов управления. Позиция станочника против сверла (рис. 4, а, б) неудобна тем, что для наблюдения за местом ввода сверла станочнику все время приходится перегибаться через обрабатываемую деталь. Этого неудобства нет при работе на станках СвГ и СвГД, у которых рычаги управления расположены иначе (рис. 4, в).
4, а, б) неудобна тем, что для наблюдения за местом ввода сверла станочнику все время приходится перегибаться через обрабатываемую деталь. Этого неудобства нет при работе на станках СвГ и СвГД, у которых рычаги управления расположены иначе (рис. 4, в).
Чтобы облегчить труд при обработке деталей длиной более 1500 мм, удлиняют стол горизонтально – сверлильных станков. На рис. 4, в схематически показан сверлильный станок с удлиненным столом.
Вертикально – сверлильные станки и работа на них. Вертикально – сверлильные станки служат для высверливания круглых отверстий и гнезд диаметром до 45 мм.
Станина вертикально-сверлильного станка представляет собой Г-образную колонку. В ее верхней части расположен вертикальный шпиндель с патроном для сверления, получающий вращательное движение от электродвигателя. Шпиндель имеет вертикальное перемещение для подачи сверла на материал. Подъем и опускание шпинделя производят от руки рычагом или при помощи ножной педали.
Стол станка нередко устраивается на поворотной консоли: его также можно перемещать вверх и вниз.
Рис. 5. Вертикально-сверлильный одношпиндельный станок Св-2м
Сверление производится спиральными и винтовыми сверлами.
Рис. 6. Настенный радиалыю-сверлильный станок
В столярном производстве распространены вертикально-сверлильные станки марок СвН, Св-1, Св-2 и Св-3. На предприятиях с небольшим объемом сверлильных работ или с малой площадью машинного цеха часто применяют настенный радиально-сверлильный станок. Рабочая часть его может перемещаться по радиусу вылета и окружности вращения шарнирной стрелы.
В настоящее время выпускаются станки: одношпиндельный с ручной подачей Св-2м, 12-шпиндельный с ручной подачей Св 12 и 30-шпиндельный с механической подачей Св-30. На них можно сверлить отверстия диаметром (соответственно) до 100, 50 и 25 мм, глубиной до 120, 150 и 150 мм.
Наладка одношпиндельного вертикально-сверлильного станка заключается в креплении в патроне сверла требуемого диаметра, в установке стола по высоте и расположении деталей на столе.
Сверление можно выполнять по разметке, по упорам или по шаблону.
Для сверления по упорам устанавливают на рабочем столе линейку и торцовый упор и к ним плотно прижимают обрабатываемые детали. Устанавливают линейку и упор по размеченной детали, которую сохраняют до окончания обработки всей партии. По этой детали проверяют налаженность станка и точность обработки.
Два одинаковых гнезда, расположенных на одной линии, выбирают при помощи двух упоров — по одному для каждого торца детали.
По шаблону высверливают в детали несколько гнезд одинакового диаметра, расположенных по одной линии. Сверление нескольких гнезд, имеющих различное расположение, выполняют по кондуктору.
Сверление нескольких гнезд, имеющих различное расположение, выполняют по кондуктору.
Шаблон имеет отверстия требуемых размеров, расположенные но прямой линии на заданных расстояниях одно от другого. Деталь закрепляют в шаблоне и подают под сверло по направляющей линейке. Сверление производят через отверстия в шаблоне.
Кондуктором называют шаблон с отверстиями, расположенными не по прямой линии. Изготовляют его обычно из листовой стали и накладывают на обрабатываемую деталь сверху. Иногда кондуктор делают в виде коробки с откидной крышкой и прижимом.
На многошпиндельных станках сверление производится при подъеме рабочего стола с уложенной на нем деталью. В работу включают столько сверл, сколько требуется получить гнезд. За одну установку можно высверлить в обрабатываемой детали гнезда разных диаметров и разной глубины.. Сверление ведется только по упорам.
Многошпиндельный станок обслуживается одним станочником.
Станки для высверливания сучков
Станки для высверливания сучков с целью заделки образующихся отверстий пробками имеют в общем такую же конструкцию, как трехшпиндельный вертикально-сверлильный станок. Разница заключается лишь в том, что их шпиндели работают не одновременно, а попеременно. Применяя сверла разных диаметров, на этих станках можно высверливать сучки любых размеров.
Разница заключается лишь в том, что их шпиндели работают не одновременно, а попеременно. Применяя сверла разных диаметров, на этих станках можно высверливать сучки любых размеров.
Применяются специальные пробочные сверла, работающие в плоскости дна высверливаемого гнезда и по бокам гнезда. Они образуют гнезда с гладкими сторонами и некоторым раструбом, направленным кверху.
Такая форма гнезда способствует плотному и прочному вклеиванию пробок. Намазывание пробок клеем и впрессовывание их в гнезда производятся вручную. Ручной является и подача деталей под сверло.
Рис. 7. Кондуктор: 1 — стол станка; 2 — основание кондуктора; 3 — обрабатываемая деталь: 4 — упор; 5 — крышка кондуктора; 6 — сверло: 7 — кондукторные втулки; 8 — прижим
Для высверливания сучков промышленностью выпускается трехшпиндельный станок СвЗС и полуавтоматический станок СвСА, который обычно называют автоматом. Автомат имеет два рабочих шпинделя, из которых один (левый) служит для высверливания сучков диаметром до 25 мм, а второй (правый) — для выпиливания и впрессовывания пробок толщиной от 4 до 20 мм. сучка получается заподлицо, плотной и прочной.
сучка получается заподлицо, плотной и прочной.
На автомате производят вручную только подачу деталей под сверла и съем их со станка,
Шип выбирают в зависимости от формы, размеров и назначения соединяемых деталей с расчетом наибольшей прочности соединения и более красивого его внешнего вида.
Вязка двойным шипом прочнее вязки шипом одинарным, так как площадь соприкосновения шипа со стенками гнезда больше. Поэтому при вязке более или менее толстых деталей применяют двойной шип. По той же причине сквозной шип дает более прочную вязку, чем глухой. Цельный и вставной шипы по прочности вязки равноценны.
Вязка на плоский шип прочнее вязки круглым шипом, но ее разметка и выполнение более трудоемки.
Наименее прочен шип скошенный, так как у него много волокон перерезается поперек. Применяют этот вид шипа лишь в тех случаях, когда он необходим по конструкции. Скошенным шипом вяжут, например, боковую царгу стула с передней ножкой.
Рис. 8. Шип «ласточкин хвост»
8. Шип «ласточкин хвост»
Вязку на шип «ласточкин хвост» применяют в тех случаях, когда на соединяемые детали в процессе эксплуатации изделия будут действовать силы на отрыв. Разлапки шипа препятствуют отрыву детали.
Наклон шечек к заплечикам у шипа «ласточкин хвост» должен быть не больше 10°. Больший наклон часто влечет за собой сколы щечек шипа при вязке брусков и сколы сторон гнезд при вязке щитов.
Угловая вязка брусков впотемок и вполупотемок достигается подсечкой ширины шипа на 10 — 15 мм. Подсечка во всю длину шипа образует полный потемок, на части длины — полупотемок.
K вязке брусков вполупотемок прибегают, когда верхняя часть узла прикрывается свесом крышки, как, например, у стола, табурета. Вязка вполупотемок и особенно впотемок увеличивает прочность концевого гнезда и устраняет опасность выворачивания шипа.
У гнезда, особенно сверленого, края часто получаются неровными, с бахромой или даже с отщепами. Чтобы скрыть этот дефект, делают у шипа с обеих сторон подсечку на 5 мм.
Иногда для вязки брусков в простых изделиях (табурет, стол) при ручном их изготовлении применяют одинарный шип с одним заплечиком. Это вызывается тем, что одноплечий шип сделать вручную легче и быстрее, чем шип с заплечиками с обеих сторон. Заплечико делают с лицевой стороны соединения. На станках шипы вырабатывают всегда с заплечиками с обеих сторон.
Рис. 9. Шипы с подсечкой: а — с прямой подсечкой впотемок: б — вполупотемок: в — с косой подсечкой
Рис. 10. Соединение щитов на прямой ящичный шип-гребенку
Толщина шипов у соединяемых брусков в зависимости от толщины последних может быть в пределах от 5 до 15 мм и не должна превышать 1/3 толщины бруска. Толстый шип ослабляет вязку брусков. Поэтому при вязке брусков большой толщины вместо одинарного толстого шипа делают несколько тонких, т. е. двойной или тройной шип.
Вязку широких (дощатых) деталей и щитов делают прямыми сквозными шипами. Чем тоньше и чаще расположены шипы, тем прочнее вязка. При толстых или редких шипах соединение рассыхается и даже разваливается. Широко применяют вязку шипами, ширина которых не менее ‘Д и не более целой толщины щита, причем толщина шипа равна ширине проушины или гнезда. В производстве такие шипы часто называют гребенкой.
При толстых или редких шипах соединение рассыхается и даже разваливается. Широко применяют вязку шипами, ширина которых не менее ‘Д и не более целой толщины щита, причем толщина шипа равна ширине проушины или гнезда. В производстве такие шипы часто называют гребенкой.
Если соединяемые щиты будут подвергатьс действию силы на растяжениег их вяжут лапчатыми шипами «ласточкин хвост». Такие шипы в значительной степени предохраняют щиты и от коробления.
Кроме сквозных, применяют шипы «ласточкин хвост» полупотайные и потайные.
Полупотайные шипы вырабатывают толщиной, равной 2/3 толщины щита; остающаяся третья часть (потай) служит для прикрытия торцов проушин у присоединяемого щита.
При вязке потайными шипами потай оставляют у обоих соединяемых щитов величиной в 1/3 толщины тонкого щита (если щиты неодинаковой толщины). Потаи прирезают на ус под 45°. При вязке щитов впотай шипы и проушины совсем не видны.
Вязку щитов вполупотай применяют для более красивого оформления соединений.
Шипы, применяемые для вязки щитов, принято называть ящичными; шипы для вязки брусков — рамными, так как из брусков вяжут рамы. Станки для выработки шипов — шипорезы — также подразделяют на рамные и ящичные.
Выработку шипов вручную выполняют шиповой пилой по разметке; зачищают их стамеской.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите [email protected] мы обязательно вам поможем!
Рекомендуем прочесть
Какие станки выбирают покупатели?
17.12.2020
Просмотров: 384
Содержание:
- Станки для мастеров широкого профиля
- Выбор столяров
- Выбор слесарей
Сверлильные станки по дереву
О сверлильных и сверлильно-пазовальных станках
18.12.2020
Просмотров: 795
Различают станки горизонтально-сверлильные и вертикально-сверлильные, одношпиндельные и многошпиндельные.
На горизонтально-сверлильных станках высверливают круглые и продолговатые гнезда и пазы, на вертикально-сверлильных — круглые отверстия и гнезда.Сверлильные станки по дереву
Выбираем оснастку и приспособления для сверлильных станков
17.12.2020
Просмотров: 677
Содержание:
- Приспособления для установки заготовки
- Как закрепляют режущие инструменты?
- Какие режущие инструменты используют на сверлильных станках?
- Какое значение имеет качество оснастки?
- Не забудьте про измерительные инструменты!
Сверлильные станки по дереву
 На горизонтально-сверлильных станках высверливают круглые и продолговатые гнезда и пазы, на вертикально-сверлильных — круглые отверстия и гнезда.
На горизонтально-сверлильных станках высверливают круглые и продолговатые гнезда и пазы, на вертикально-сверлильных — круглые отверстия и гнезда.Расточные станки
Расточные станкиПоиск по категориям
- Абразивы и шлифовальные материалы
- Клеи
- Аксессуары для воздуха
- Воздушные компрессоры
- Автомобильное оборудование
- Ленточнопильные станки по дереву
- Ленточные пилы по металлу
- Книги, чертежи и DVD
- Расточные станки
- Колесики
- Зажимы
- Комбинация токарно-фрезерных станков
- Подрядчик, Дом и Магазин
- Столовые приборы
- Режущие инструменты
- Сверлильные станки
- Сверление и растачивание
- Аксессуары для сбора пыли
- Пылесборники
- Крепеж
- Отделка
- Подарки
- Оружейное дело и стрельба
- Ручной инструмент
- Оборудование
- Приспособления и приспособления
- Фуганки
- Токарные станки
- Принадлежности для мастеров
- Аксессуары для машин
- Транспортировка материалов
- Измерительные инструменты
- Металлообрабатывающие станки-Разное
- Фрезерные станки
- Мобильные основания и стойки
- Двигатели, переключатели и электрооборудование
- Гвоздезабиватели и степлеры
- Запчасти
- Строгальные станки
- Пневматические инструменты
- Электроинструменты
- Прессы
- Фрезы
- Оборудование для обеспечения безопасности
- Пескоструйные аппараты
- Сандерс
- Пилы
- Охранное оборудование
- Формовочные фрезы
- Формирователи
- Машины для обработки листового металла
- Магазин аксессуаров
- Аксессуары Саут-Бенд
- Настольные пилы
- Ящики для инструментов
- Инструменты
- Тиски
- Принадлежности для сварки
- Колеса
- Изделия из дерева
- Деревообрабатывающие станки – Разное
- Верстаки
×
{{bucket.
 label}}
label}}$ {{bucket.label === ‘Цена’ ? option.label[0].slice(0, option.label[0].indexOf(‘.’)).replace( /\d{1,3}(?=(\d{3})+(?! \d))/g , “$&,”) : option.label}} {{option.label[0].slice(option.label[0].indexOf(‘.’)+1)}} {{bucket.label === ‘Цена’ && option.label[1] !== ‘*’ ? ‘ to ‘ : Bucket.label === ‘Цена’ ? ‘+’ : ” }} $ {{bucket.label === ‘Цена’ && option.label[1] !== ‘*’ ? option.label[1].slice(0, option.label[1].indexOf(‘.’)).replace( /\d{1,3}(?=(\d{3})+(?! \d))/g , “$&,”) : ”}} {{option.label[1].slice(option.label[1].indexOf(‘.’)+1)}}
Показать больше…
{{result. values.instock === ‘true’ ? «Готово к отправке»: «Еще в пути»}}
{{результат.значения.название}}
parseFloat(result.values.price.replace(‘,’,”))) || (result.values.outlet === ‘true’ && parseFloat(result.values.msrp.replace(‘,’,”)) > parseFloat(result.values.price.replace(‘,’,”)) )”> $ {{result.values.onspecial === ‘true’ && parseFloat(result.values.catalogprice.replace(‘,’,”)) > parseFloat(result.values.price.replace(‘,’, ”)) ? result.values.catalogprice.slice(0, result.values.catalogprice.indexOf(‘.’)) : result.values.msrp.slice(0, result.values.msrp.indexOf(‘.’))}} {{ result.values.onspecial === ‘true’ && parseFloat(result.values.catalogprice.replace(‘,’,”)) > parseFloat(result.values.price.replace(‘,’,”) ) ? result.values.catalogprice.slice(result.values.catalogprice.indexOf(‘.’)+1) : result.values.msrp.slice(result.values.msrp.indexOf(‘.’)+1)}} $ {{result.
values.instock === ‘true’ ? «Готово к отправке»: «Еще в пути»}}
{{результат.значения.название}}
parseFloat(result.values.price.replace(‘,’,”))) || (result.values.outlet === ‘true’ && parseFloat(result.values.msrp.replace(‘,’,”)) > parseFloat(result.values.price.replace(‘,’,”)) )”> $ {{result.values.onspecial === ‘true’ && parseFloat(result.values.catalogprice.replace(‘,’,”)) > parseFloat(result.values.price.replace(‘,’, ”)) ? result.values.catalogprice.slice(0, result.values.catalogprice.indexOf(‘.’)) : result.values.msrp.slice(0, result.values.msrp.indexOf(‘.’))}} {{ result.values.onspecial === ‘true’ && parseFloat(result.values.catalogprice.replace(‘,’,”)) > parseFloat(result.values.price.replace(‘,’,”) ) ? result.values.catalogprice.slice(result.values.catalogprice.indexOf(‘.’)+1) : result.values.msrp.slice(result.values.msrp.indexOf(‘.’)+1)}} $ {{result. values.price.slice(0, result.values.price.indexOf(‘.’))}} {{result.values.price.slice(result.values.price.indexOf( ‘.’)+1)}}
values.price.slice(0, result.values.price.indexOf(‘.’))}} {{result.values.price.slice(result.values.price.indexOf( ‘.’)+1)}}
Шаблон для горизонтального растачивания
Шаблон для горизонтального растачивания Эта статья также доступна на испанском языке. Бывают случаи, когда вам нужно просверлить кусок дерева, который просто не помещается в сверлильный станок. – как при сверлении отверстий в торцах доски. Здесь в идеале должно быть что-то вроде горизонтально-сверлильный станок. Когда вам это нужно, вам нужно, но времена редки достаточно того, что у большинства столяров его нет. – если только у вас нет ShopSmith, что, по-видимому, отлично справится с горизонтальной расточкой.
Так что несколько раз, когда он мне понадобился, я просверливал отверстия вручную ручной дрелью, но направлять сверло точно под правильным углом сложно, и я обычно получаю отверстий под небольшим углом случайно, или, по крайней мере, я сделал, когда строил этот каркас кровати
Поэтому я придумал этот простой шаблон для горизонтального сверления, который решает большую часть проблемы. Кондуктор состоит в основном из куска дерева, который точно выровнен с
вал дрели и установлен на верхней части ручной дрели. Поместив сверло вверх дном на плоскую поверхность, зажав деталь, которую нужно просверлить.
рядом с ним, это позволяет точно направлять сверло под прямым углом в древесину.
Кондуктор состоит в основном из куска дерева, который точно выровнен с
вал дрели и установлен на верхней части ручной дрели. Поместив сверло вверх дном на плоскую поверхность, зажав деталь, которую нужно просверлить.
рядом с ним, это позволяет точно направлять сверло под прямым углом в древесину.
Изготовление такого приспособления значительно облегчается тем, что многие сверла имеют цилиндрическую форму. секция сразу за патроном. Это делает действительно хорошую основную точку крепления для джиги. У двух моих ручных дрелей эта цилиндрическая часть имеет диаметр из 43 миллиметров. Мой набор бит Форстнера имеет диаметр от 1/8 до 2 дюймов. Итак, для моего первоначального эксперимента я выбрал сверло 1 3/4 дюйма для отверстия, которое составляет 44,5 дюйма. миллиметров, что дало мне около 1,5 мм провисания, которое, как я полагал, я мог бы компенсировать, перемещая две половинки зажимного блока сблизились после того, как я их разрезал.
Это оказалось не идеальным, так как при таком подходе вал сверла
в первую очередь зажал плоские части вверху и внизу зажима, так что это могло быть
немного качнуло из стороны в сторону.
Я сделал второй зажим, на этот раз просверлив отверстие диаметром 1 3/8 дюйма (41,3 миллиметра). или примерно на 1,7 миллиметра меньше. После сверления отверстия, а затем резки блока пополам на настольной пиле, мне просто нужно было немного открыть стороны отверстия с ленточной пилой. Мне на самом деле не нужно было отрезать очень много – просто несколько раз задеть его стороной полотна ленточной пилы (см. изображение слева). Я смог получить дрель при таком подходе зажать в блоке гораздо жестче.
В моем варианте приспособления мне пришлось просверлить в доске несколько широких и неглубоких отверстий. чтобы части корпуса сверла могли выступать внутрь него. Я мог бы просто сделать выше блок для зажима сверла немного дальше от доски, но я подумал, что это будет лучше иметь дрель ближе к доске.
К моему удовлетворению, улучшенный зажимной блок все еще не был жестким, поэтому я добавил еще один.
опорный блок ближе к рукоятке дрели. Я вырезал это, чтобы соответствовать верхней части спины
угол сверла, и использовал его, чтобы убедиться, что сверло будет горизонтально. В этом помогает зажим длинного сверла в дрели. Стальной стержень или вал
будет работать еще лучше.
В этом помогает зажим длинного сверла в дрели. Стальной стержень или вал
будет работать еще лучше.
Первое выравнивание заключалось в том, чтобы посмотреть на него с прямым куском дерева позади него (см. Выше), следующее выравнивание заключалось в том, чтобы просто прижать кусок дерева к сверлу, скользя это туда и обратно. Это также позволило проверить выравнивание в направлении рыскания (из стороны в сторону), не только вверх и вниз.
Чтобы использовать приспособление, просто прикрепите кусок дерева к краю верстака в качестве направляющей и затем прикрепите заготовку к рабочему столу, подложив под нее еще один кусок дерева, чтобы поднимите его на нужную высоту. Вы должны будете обеспечить доску и руководство оба параллельны краю вашего верстака, если, конечно, вы не хотите, чтобы ваши отверстия быть под углом.
При сверлении нескольких отверстий рядом, чтобы избежать повторного зажима заготовки
часть, это помогает просто положить несколько кусков дерева между направляющей частью и
кондуктор для перемещения сверла из стороны в сторону.
Однако я обнаружил, что этот подход недостаточно точен для размещения отверстий для дюбелей, поэтому, вероятно, лучше заранее отметить места отверстий шилом или использовать некоторая направляющая часть с отверстиями в ней, уже прикрепленная к концу куска дерева. Но, по крайней мере, как только вы узнаете положение отверстия, вам не придется беспокоиться о получить его прямо.
Кстати, в этой дрели есть деревянная лопасть вентилятора, которую я отремонтировал несколько лет назад.
Если вы строите свое собственное приспособление, вот еще несколько полезных советов, которые пока не упоминались:
- Лучше всего для этого использовать древесину клена.
- Просверлите отверстие диаметром 1 5/8 дюйма в зажимном блоке, пока он еще является частью большей доски, чтобы вы могли лучше его удерживать.
- Прежде чем разрезать блок на две части, прикрепите его к доске в нужном месте и используйте
длинное сверло, чтобы просверлить пилотное отверстие через доску и большую часть блока
однажды.
