Зубофрезерный станок: типы и технические характеристики
Зубофрезерный станок: устройство и принцип работы. Применение в промышленности на мелко- и крупносерийном производстве. Основные технические характеристики и типовые компоновки. Типы приводов зубофрезерных станков и наиболее известные модели.
Зубофрезерный станок – это металлорежущий механизм для обработки деталей цилиндрической формы с целью получения зубчатого профиля. Существует два основных типа исполнения: горизонтальный и вертикальный. В зависимости от особенностей конструкции с помощью станка можно выполнить обработку различных типов зацепления: начиная от прямо- и косозубых колес, заканчивая образованием профиля эвольвентного типа, который, как и прочие сложные поверхности, получают методом обкатки.
По принципу действия оборудование относится к пятой группе третьего типа металлорежущих станков. Таким образом, по общепринятой классификации зубофрезерным станкам выделена отдельная группа. По сравнению с прочими приборами полуавтоматического типа данный метод обработки отличается высокой производительностью и универсальностью применения.
Устройство и принцип работы оборудования
Рассмотрим устройство станка на примере модели вертикального типа 5М324А. Ниже представлена кинематическая схема и условное изображение с указанием основных элементов конструкции.
Расшифровка обозначений:
- Станина аппарата.
- Коробка переключения скоростей.
- Распределительный механизм.
- Валик ручного перемещения каретки.
- Управление механическим перемещением каретки.
- Делитель.
- Панель управления.
- Стойка, которая крепится на станине.
- Ограничитель движения каретки.
- Ограничитель движения каретки.
- Каретка.
- Кран подачи охлаждающей жидкости.
- Суппорт.
- Кронштейн.
- Контрподдержка.
- Управление перемещением кронштейна.
- Подающий стол.
- Механизм управления ограничителями каретки.
- Механизм управления перемещением стола.
- Упор подвода стола.
- Кран управления смазкой стола.

- Упор подвода стола.
- Обрабатываемая заготовка.
- Фреза для нарезки зуба.

На схеме отсутствует место расположения главного электрического двигателя, приводящего в движение фрезу для нарезки зуба и подающий стол, на который устанавливается обрабатываемая деталь.
Особенностью данного станка является наличие отдельного электродвигателя, роль которого заключается в непрерывной работе транспортера, удаляющего стружку, образующуюся в процессе обработки.
Вращение фрезы – основное движение при обработке заготовки. Нарезка по всей длине выполняется за счет движения цилиндрического элемента вокруг своей оси. Для получения расчетного количества зубов скорость вращения подающего стола синхронизируется с количеством оборотов и передаточным отношением гитары.
Область применения
Рассматриваемые станки способны нарезать различные виды зубов с высокой точностью. Однако они не получили широкого распространения ввиду узкой специализации. Зубофрезерные работы пользуются спросом в следующих отраслях промышленности:
Зубофрезерные работы пользуются спросом в следующих отраслях промышленности:
- автомобильной;
- авиационной;
- аграрном машиностроении;
- общем машиностроении;
- приборостроении.
Современные производители станков предлагают широкий выбор моделей, рассчитанных как на одиночные работы, так и на крупносерийное производство.
На крупных предприятиях с собственным механическим цехом, оснащенным станочным парком, зубофрезерные станки используются для выполнения единичных работ для нужд производства. Как правило, это наиболее простые модели.
Главные технические характеристики
Основными техническими характеристиками зубофрезерных станков являются:
- Максимальный размер зуба шестерни, получаемый после фрезерования.
- Ширина зубчатого венца.
- Конструктивные особенности позволяют изготавливать косые шестерни. Важной характеристикой является угол наклона зуба относительно основной оси.
- Диапазон перемещения суппорта станка в горизонтальном и вертикальном направлениях.
- Скорость вращения режущей фрезы.
- Тип (ручной или механический) и метод подачи. Различают вертикальный, горизонтальный и тангенциальный методы. При расчетах учитывают широту диапазона.
- Мощность электрического двигателя. Некоторые модели оснащены несколькими единицами, которые имеют различные функции. Такая схема реализована в рассмотренном выше станке.
- Габариты. Как правило, размеры зубофрезерного станка тесно связаны с его производительностью. Массивная конструкция позволяет увеличить размер подающего стола, суппорта, а также установить более мощный привод.
- Масса.
- Тип гитары деления.

Типовые компоновки зубофрезерных станков
При выборе оборудования важной деталью, требующей внимания, является тип компоновки. Рассмотрим существующие группы зубофрезерных аппаратов, а также возможности их модификации:
- С вертикальным расположением обрабатываемой детали. Подающий стол способен перемещаться в горизонтальной плоскости. За осевую подачу отвечает суппорт. Универсальная конструкция, которая применяется на предприятиях общего машиностроения.
- С вертикальным расположением обрабатываемой детали. Подающий стол зафиксирован, вместо него перемещается инструментальная стойка с фрезой. Данный тип позволяет сохранить расположение обрабатываемой заготовки до и после фрезерования на станке, что позволяет механизировать процесс подачи и уборки деталей. Схема применяется на серийном производстве.
- С вертикальным расположением заготовки. Подающий стол имеет возможность перемещаться в вертикальном направлении. Кроме того, он отвечает за осевую подачу. Инструментальная стойка способна перемещаться по горизонтали. Оптимальная компоновка для автоматических линий производственных предприятий.
- С горизонтальным расположением детали. Стол отвечает за осевую подачу благодаря способности к перемещению по горизонтали. Стойка перемещается радиально относительно расположения заготовки. Такие станки применяются для изготовления мелкомодульных цилиндрических зубчатых элементов.
- С горизонтальным расположением детали и зафиксированным подающим столом. Вся нагрузка ложится на стойку, которая отвечает за осевую и радиальную подачу. Валы-шестерни изготавливают на станках с подобной компоновкой.
 За осевую подачу отвечает суппорт. Универсальная конструкция, которая применяется на предприятиях общего машиностроения.
За осевую подачу отвечает суппорт. Универсальная конструкция, которая применяется на предприятиях общего машиностроения.
Особенности расчета гитары дифференциала зависят от особенностей конструкции.
Виды приводов станков
Конструкция зубофрезерных приспособлений отличается высокой технологической сложностью. Производители предлагают различные схемы приводов, обладающих следующими особенностями:
- Червячный тип привода стола. Особенностью конструкции является установка дополнительного червяка с непостоянной толщиной витка, зазор которого регулируется в широком диапазоне.
- Отдельная червячная передача, устанавливаемая в отдельный блок. Регулировка осуществляется с помощью радиального перемещения.
- Универсальной считается схема, при которой на шпиндели устанавливают две червячные передачи с противоположным направлением витков. Регулировкой одной передачи изменяют текущий зазор.
- Гидравлический тип. В этом случае передача приводится в движение под действием гидравлической жидкости, подающейся с помощью насоса.
- Двойной тип. Регулировочную шестерню изготавливают из двух половин. При изменении их положения относительно друг друга происходит изменение зазора.
- Конусный. При реализации данной схемы применяют шестерни с малой конусностью. При осевом смещении изменяется зацепление и корректируется зазор.
- Многозубый. Использование многозубой шестерни, устанавливаемой на шпиндель, позволяет замедлить скорость базового колеса. Регулировка кинематической цепи выполняется торможением колеса.
 Регулировкой одной передачи изменяют текущий зазор.
Регулировкой одной передачи изменяют текущий зазор.При рассмотрении различных приводов стоит упомянуть об использовании зубофрезерных аппаратов с ЧПУ.
Применение числового программного управления сужает круг обязанностей оператора по причине отсутствия гитары деления. Отметим, что стоимость подобных станков достаточно высока, что не позволяет использовать их на предприятиях, имеющих незначительные объемы производства.
Зарекомендовавшие себя модели
Рассматриваемое оборудование довольно давно работает на отечественных предприятиях. Рассмотрим модели, которые зарекомендовали себя в качестве надежного и точного механизма для обработки металла:
- Зубофрезерные станки 5к32. Максимальная длина зуба составляет 350 мм, диаметр заготовки – до 800 мм, модуль нарезаемого колеса – 10 мм.
- Зубофрезерные станки 5е32. Максимальная длина зуба составляет 280 мм, диаметр заготовки – до 800 мм, модуль – 8 мм.
- Зубофрезерные станки 5а326. Величина сечения обрабатываемых деталей – от 100 до 750 мм. Модуль отличается от типа металла: по стали – 10 мм, по чугуну – 12 мм. Ширина обработки – до 280 мм.
- Зубофрезерные станки 5к310. Максимальный диаметр заготовки – до 200 мм. Модуль нарезаемого колеса – 4 мм.
Аппараты для зубофрезерных работ занимают важное место в технологической цепочке металлообрабатывающих предприятий. Современные устройства зарубежного производства, оснащенные ЧПУ, выигрывают в качестве и точности обработки станков, произведенных во времена СССР. Однако приемлемая стоимость последних делает их оптимальным выбором для небольших ремонтных мастерских. А вы заказывали изготовление шестерни для себя? На каком оборудовании производилась обработка? Поделитесь вашими впечатлениями в комментариях.
| Максимальный диаметр заготовки, Ø мм | 40 (автоматический:20) |
| Максимальная длина обработки, мм | 50 |
| Максимальный модуль | 0. (легкообрабатываемый материал) |
| Количество нарезаемых зубьев | 3-999 |
| Максимальный диаметр и длина червячной фрезы, Ø х мм |
25х30 |
| Диаметр шпинделя червячной фрезы, Ø мм | 8 |
| Частота вращения червячной фрезы, мин-1 | 100-6000 |
| Перемещения фрезы по оси Y, мм | 25 |
| Угол поворота головки червячной фрезы, ° | ±45 |
| Максимальная частота вращения заготовки, мин-1 | 1000 |
| Скорость быстрой подачи, мм/мин | 6000 |
| Скорость рабочей подачи, мм/мин | 0. 1-500 1-500 |
| Скорость осевой быстрой подачи, мм/мин | 6000 |
| Скорость осевой рабочей подачи, мм/мин | 0.1-500 |
| Общая потребляемая мощность, кВА | 8 |
| Габариты станка, (Д×Ш×В), мм | 1000x1200x1800 |
| Масса, кг | 1500 |
Зубофрезерные горизонтальные – Энциклопедия по машиностроению XXL
Зубофрезерный горизонтальный Харьковский станкозавод 5107 75 7 [c.181]Станки зубофрезерные горизонтальные для цилиндрических колес и валов-шестерен, работающие
[c. 67]
67]
Класс Зубофрезерные горизонтальные [c.706]
ЗУБОФРЕЗЕРНЫЙ ГОРИЗОНТАЛЬНЫЙ СТАНОК [c.86]
Узел инструмента расположен сбоку (с торца изделия) (рис. 173, б). К этой группе относятся зубофрезерные, горизонтально-расточные, зубострогальные, горизонтально-протяжные и другие станки. [c.331]
Зубофрезерный горизонтальный Коломенский тяжелого станкостроения 5370 (КУ-8) 500 16 4 [c.414]
Зубофрезерный горизонтальный особо высокой точности 5373 800 19 — [c.414]
Станки зубофрезерные горизонтальные [c.151]
Зубофрезерные горизонтальные станки [c.5]
На рмс. 6.83 показан зубофрезерный станок. На станине / установлена неподвижная стойка 2. Фрезу, закрепленную на оправке, устанавливают в шпинделе фрезерного суппорта 3, который перемещается по вертикальным направляющим стойки. Заготовку закрепляют на оправке вращающегося стола 7. Верхний конец оправки поддерживается подвижным кронштейном 5. Салазки й обеспечивают горизонтальное перемещение стойки 6 и стола 7 по направляющим станины. Поперечина 4 связывает обе стойки и тем самым повышает жесткость станка.
[c.352]
Заготовку закрепляют на оправке вращающегося стола 7. Верхний конец оправки поддерживается подвижным кронштейном 5. Салазки й обеспечивают горизонтальное перемещение стойки 6 и стола 7 по направляющим станины. Поперечина 4 связывает обе стойки и тем самым повышает жесткость станка.
[c.352]
В зубофрезерных станках, работающих по методу обкатки, предназначенных для нарезания зубчатых колес большого диаметра, горизонтальная подача осуществляется не столом с заготовкой, а стойкой, несущей суппорт с фрезой. [c.295]
Максимально увеличился выпуск уникальных крупногабаритных тяжелых станков токарных (с диаметром обточки до 4 м и длиной до 32 м), токарно-карусельных (диаметр обработки до 20 м), зубофрезерных (диаметр нарезаемых колес до 5 м), продольно-фрезерных (для обработки деталей шириной 4 м, длиной 12 м), радиально-сверлильных (вылет > м ж диаметр сверления 100 мм), горизонтально-расточных станков (диаметр шпинделя 320 мм).
[c. 84]
84]
Парные долбяки должны быть строго одинакового диаметра. Применение гребенок и долбяков дает возможность нарезать шестерни и валы, имеющие малый выход для инструмента. Крупные зубчатые валы желательно обрабатывать на станках с горизонтальной осью, а зубчатые колеса — на станках с вертикальной осью установки заготовки. Для нарезки крупных цилиндрических зубчатых колес имеются зубофрезерные станки для колес диаметром до 12 000 мм. [c.413]
Инструменты для обработки зубчатых венцов неэвольвентного профиля. Червячные шлицевые фрезы применяются для обработки методом обкатки многошпоночных валиков на горизонтальных зубофрезерных станках. Червячными фрезами, рабочие зубья которых не имеют усиков (фиг. 170), можно обработать валики [c.388]
Для токарной обработки червяков служат горизонтальные автоматы, для нарезания зубчатого колеса—зубофрезерные полуавтоматы (см. табл. 23, стр. 523). [c.531]
Привод подачи горизонтального зубофрезерного станка (фиг 61) получает Движение на рабочем ходу через червячную передачу 7 и // с падающим червяком, на быстром ходу — от конических шестерен. 3 и 2. На рабочем ходу падающий червяк удерживается во включенном положении рукояткой 6. При этом замок 21 запирает рукоятку 4, управляющую муфтой 2 включения быстрых ходов, в нейтральном положении.
[c.634]
3 и 2. На рабочем ходу падающий червяк удерживается во включенном положении рукояткой 6. При этом замок 21 запирает рукоятку 4, управляющую муфтой 2 включения быстрых ходов, в нейтральном положении.
[c.634]
Нарезание с радиальной подачей осуществляется на зубофрезерных станках цилиндрической фрезой (рис. 214,6), ось которой устанавливают горизонтально, симметрично оси колеса. В процессе резания фреза 3 подается радиально на глубину зуба с подачей 0,08 — 0,50 мм/об стола и скоростью резания 20 — 25 м/мин. Чтобы зубья колеса были нарезаны полностью по всей окружности, после достижения полной высоты и выключения радиальной подачи необходим еще один полный оборот детали, прежде чем следует остановить станок. Из зацепления с колесом фрезу следует выводить до выключения работы станка, чтобы не повреждать профиль зубьев колеса. При фрезеровании с радиальной подачей параметр шероховатости поверхности зависит от числа зубьев и заходов фрезы, а также диаметра колеса.
 Если диаметр колеса мал, а фреза имеет небольшое число зубьев, на профиле зубьев колеса остаются широкие следы огибающих резов. Для снижения параметра шероховатости по окончании радиальной подачи целесообразно применять чистовую обработку с тангенциальной подачей. Число резов на боковой поверхности зуба можно регулировать путем изменения тангенциальной подачи. Путь тангенциальной подачи в этом случае равен примерно одному осевому шагу червячной фрезы. Метод обработки с радиальной подачей обладает высокой производительностью его применяют для обработки червячных колес невысокого качества и колес с относительно небольшим углом подъема зубьев.
[c.370]
Если диаметр колеса мал, а фреза имеет небольшое число зубьев, на профиле зубьев колеса остаются широкие следы огибающих резов. Для снижения параметра шероховатости по окончании радиальной подачи целесообразно применять чистовую обработку с тангенциальной подачей. Число резов на боковой поверхности зуба можно регулировать путем изменения тангенциальной подачи. Путь тангенциальной подачи в этом случае равен примерно одному осевому шагу червячной фрезы. Метод обработки с радиальной подачей обладает высокой производительностью его применяют для обработки червячных колес невысокого качества и колес с относительно небольшим углом подъема зубьев.
[c.370]Конические Зубофрезерные и горизонтально-фрезерные [c.462]
Зубофрезерный горизонтальный типа 5617-5718 Средневолжского завода (табл. 20) Зубодолбёжный типов 514 и 5А12 завода Комсомолец” (табл. 22), (при обработке многовенцовых зубчатых колёс) [c.168]
Примечание. Полуавтомат мод. 5А370 — зубофрезерный горизонтальный, предназначен для нареза1шя цилиндрических колес с прямыми и косыми зубьями червячной фрезой. Кроме того, на полуавтомате предусмотрена возможность нарезания зубчатых колес, изготовленных заодно с валом, наружного зацепления пальцевой и дисковой фрезой, резьб, червяков и шлицев при наличии дополнительных узлов, поставляемых за особую плату.
[c.51]
Полуавтомат мод. 5А370 — зубофрезерный горизонтальный, предназначен для нареза1шя цилиндрических колес с прямыми и косыми зубьями червячной фрезой. Кроме того, на полуавтомате предусмотрена возможность нарезания зубчатых колес, изготовленных заодно с валом, наружного зацепления пальцевой и дисковой фрезой, резьб, червяков и шлицев при наличии дополнительных узлов, поставляемых за особую плату.
[c.51]
Зубофрезерный горизонтальный автомат Вильнюсский зуборезных станков 5А308П 11 6,5 [c.411]
Нормы технологической точности зубофрезерных горизонтальных станков, предназначенных для нарезания быстроходных лрецизонных зубчатых колес [c.57]
В итоге выполнения пятой пятилетки производственная плош адь станкозаводов увеличилась на 40%, оборудование их значительно модернизировалось и обновилось. Свыше 100 типоразмеров станков было заменено и выпуш,ено более 400 новых типоразмеров уникальных специализированных, агрегатных и специальных станков. Коломенский завод освоил выпуск тяжелых карусельных станков для обточки изделий диаметром 7, 9, 13 и 16 м, зубофрезерных станков для колес диаметром до Ъ м тл весом свыше 180 т. Новокраматорский завод наладил производство тяжелых крупногабаритных токарных станков, рассчитанных на обработку деталей диаметром от 1250 до 4000 мм. Московский завод им. Серго Орджоникидзе освоил токарно-копировальные гидравлические полуавтоматы для изделий диаметром 125, 200, 320 мм и длиной 500—1500 мм. На Горьковском заводе фрезерных станков созданы продольно-фрезерные станки с шириной стола от 920 до 3000 мм и длиной до 12 ООО мм. Ленинградский завод им. Свердлова стал производить горизонтально-расточные станки с диаметром шпинделя до 150 мм, а Новосибирский завод — такие же станки с диаметром шпинделя 200 мм. На Харьковском станкозаводе разработаны круглошлифовальные станки для изделий диаметром 400 мм и длиной 2000 мм. Было изготовлено и внедрено до 300 автоматических линий, создан автоматический цех подшипников на Первом ГПЗ.
Коломенский завод освоил выпуск тяжелых карусельных станков для обточки изделий диаметром 7, 9, 13 и 16 м, зубофрезерных станков для колес диаметром до Ъ м тл весом свыше 180 т. Новокраматорский завод наладил производство тяжелых крупногабаритных токарных станков, рассчитанных на обработку деталей диаметром от 1250 до 4000 мм. Московский завод им. Серго Орджоникидзе освоил токарно-копировальные гидравлические полуавтоматы для изделий диаметром 125, 200, 320 мм и длиной 500—1500 мм. На Горьковском заводе фрезерных станков созданы продольно-фрезерные станки с шириной стола от 920 до 3000 мм и длиной до 12 ООО мм. Ленинградский завод им. Свердлова стал производить горизонтально-расточные станки с диаметром шпинделя до 150 мм, а Новосибирский завод — такие же станки с диаметром шпинделя 200 мм. На Харьковском станкозаводе разработаны круглошлифовальные станки для изделий диаметром 400 мм и длиной 2000 мм. Было изготовлено и внедрено до 300 автоматических линий, создан автоматический цех подшипников на Первом ГПЗ. Эти итоги показывают замечательное количественное и качественное развитие станкостроения к концу пятилетки.
[c.82]
Эти итоги показывают замечательное количественное и качественное развитие станкостроения к концу пятилетки.
[c.82]
При больших диаметрах и модуле подбирается мощный зубофрезерный станок типа 5326 Зубофрезерные и шлицефрезерные горизонтального типа 5617-5618 Средне-волжского завода (табл. 20) (при средних значениях модуля) Зубодолбёжный типов 514 и 5Л12завода Комсомолец (табл. 22) (при обработке многовенцовых зубчатых колёс) [c.168]
Зубофрезерный, шлицефрезерный, резьбофреэерный обкатной а) вертикальный б) горизонтальный [c.404]
Фиг. 5. Ремонтно-механический цех на 2000 ремонтных единиц 1, 2, 3,4,5,6,13, /4,/5,25, 24—токарные станки 7—зубофрезерный 8, /6—поперечно-строгальные 9 — круглошлифовальный J0— продольно-строгальный и — универсально-фрезерный 12 — токарный лобовой 17 — радиальносверлильный 18— револьверный 19— настольный сверлильный 20, 21, 22, 26 — вертикально-сверличьные 25 — долбёжный 27 — вертикально-фрезерный 2( — горизонтально-фрезерный 2Р — болторезный — центровальный 5/— дисковая пила 52 — керосиновый бак 55 — бак горячей воды 34—верстак 35 — газогенератор печи — камерная печь 37 — молот Беше 230 кг 38 — горно 39 — наковальня 40, 46 — правильные плиты 41, 45, 53, 54, 56, 57, 5Р, 6(9, б/— верстаки 42 — болторезный станок 45 — плита для заливки вкладышей бабоитом 44, — горна 47—пресс-ножницы 4вертикально-сверлильные станки 49 — плита разметочная 51, 55, — точила 63 — разметочная плита 67, 68 — кран-балки 5 и 2 /и 69, 70 — мостовые краны 5 т.
|
| Рис. 18. Номограмма для подбора опор ОВ-30 II ОВ-31 при установке станков I — станки тоь арной группы, если на них г.с должна произпоппться обработка тян елых деталей со значительной пеураниовешенпостью или с ударами фрезерной группы горизонтальные, вертикальные, универсально-фрезерные, копировально-фрезерные, зубофрезерные II — станки шлифовальной группы плоско-, кругло-, внутри- и резьбошлифовальные при плавном реверсе перемещающихся узлов координатно-расточные станки, устанавливаемые на три опорные точки, отделочно-расточные III — делительные машины, высокоточные станки при высоком уровне колебаний основания |
 Диск с роликами 2 и 3 устанавливается в центре стола зубофрезерного станка и закрепляется. Над ним, в соосном неподвижном кронштейне станка, закрепляется рамка с цилиндром, поворачивающимся в горизонтальных центрах. На концах цилиндра укреплены ножи, лезвия I которых лежат на одной линии, параллельной оси цилиндра. Ножи между собой электрически разомкнуты.
[c.270]
Диск с роликами 2 и 3 устанавливается в центре стола зубофрезерного станка и закрепляется. Над ним, в соосном неподвижном кронштейне станка, закрепляется рамка с цилиндром, поворачивающимся в горизонтальных центрах. На концах цилиндра укреплены ножи, лезвия I которых лежат на одной линии, параллельной оси цилиндра. Ножи между собой электрически разомкнуты.
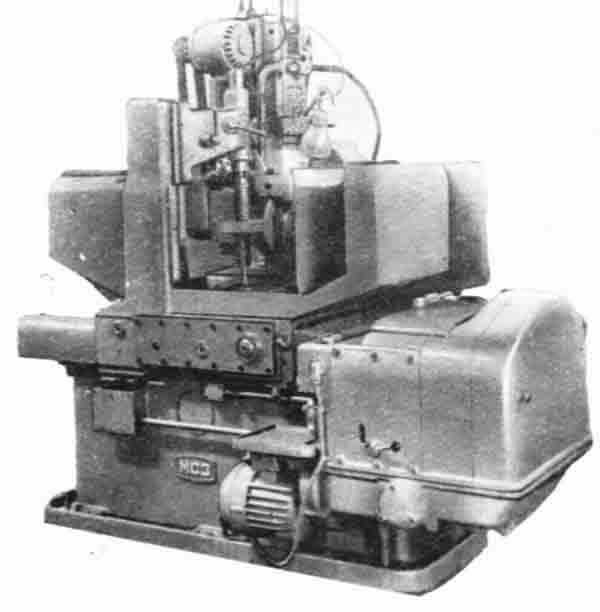
[c.270]Зубофрезерный горизонтальный станок. Модель 5375
Зубофрезерный горизонтальный станок
Модель 5375
Станок предназначен для обработки цилиндрических шестерен с прямым, косым и шевронным (с канавкой) зубом методом обкатки червячной фрезой и методом единичного деления пальцевой и дисковой фрезами, а также шевронных колес (без канавки) пальцевой фрезой.
Основные данные
Пределы наружных диаметров нарезаемых колес в мм | 300—1250 |
Наибольший угол наклона зуба в градусах | 45 |
Наибольший модуль нарезаемых колес червячной фрезой по стали в мм | 30 |
Наибольший модуль нарезаемых колес пальцевой фрезой в мм | 50 |
Наибольшая длина фрезерования в мм | 3000 |
Наименьшее число зубьев нарезаемого колеса | 15 |
Наибольшее расстояние от торца планшайбы до центра задней бабки в мм | 5500 |
Пределы расстояний между осями фрезы и изделия в мм | 150—1050 |
Число скоростей фрезы | 16 |
Пределы чисел оборотов фрезы в минуту | 10—56 |
Число подач червячной фрезы | 18 |
Пределы подач фрезы на один оборот заготовки в мм | 0,26—12,96 |
Число подач при работе пальцевой фрезы | 18 |
Пределы подач на 1 оборот инструмента в мм | 0,05—2,37 |
Пределы чисел оборотов пальцевой фрезы в минуту | 18—195 |
Мощность главного электродвигателя в квт | 20 |
Габариты станка (длина X ширина X высота) в мм | 10700Х4200X3300 |
Вес станка в кг | 66000 |
Оптовая цена станка в ру§. | 60000 |

Изготовитель — Московский областной совнархоз.
Предыдущая страницаСледующая страница
Зубофрезерный станок с чпу
Зубофрезерные станки
Среди всего металлообрабатывающего оборудования следует выделить зубофрезерные станки. В принятой системе классификации их вынесли в отдельную группу. Станки зубофрезерные горизонтальные, вертикальные или иной разновидности применяются для получения зубчатого эвольвентного профиля. Получение сложной поверхности проводится методом обкатки.
Зубофрезерный станок
Где применяются?
Модели зубофрезерных станков могут отличаться по достаточно большому количеству характеристик, не получили столь широкого распространения как оборудование токарной или фрезерной группы. Поэтому они применяются в:
- Машиностроительной отрасли промышленности.
- Авиационной и автомобильной отраслях промышленности.
- Приборостроении.

Универсальный зубофрезерный станок устанавливается с иным металлообрабатывающим оборудованием, так как обработка на зубофрезерных станках не позволяет изменить диаметральный размер цилиндрической формы. В продаже можно встретить модели, пригодные для применения в серийном, мелкосерийном и крупносерийном производстве.
Вертикальный зубофрезерный станок Общий вид зубофрезерного станкаОсновные технические параметры
Данный вид станков обладает достаточно большим количеством технических характеристик. При этом настройка зубофрезерного станка позволяет провести изменение некоторых параметров, что позволяет одну панель применять для получения зубчатых колес с различными параметрами.
Зубофрезерные станки имеют следующие основные технические характеристики:
- Настройка зубофрезерного станка с учетом диаметра венца и максимального размера модуля зуба
- Важным показателем можно назвать ширину зубчатого венца.
- Проводя расчет гитары дифференциала зубофрезерного станка можно задавать режим обработки при нарезании зубьев под углом. При этом угол может устанавливаться в определенном диапазоне.
- Рассматривая универсальный зубофрезерный станок отметим, что конструкция имеет суппорт, перемещающийся в вертикальном и поперечном направлении. Важным моментом является максимальный показатель перемещения.
- Классическое устройство зубофрезерного станка имеет узел, в котором проводится крепление режущего инструмента. Ручная установка или устанавливаемые системы ЧПУ для зубофрезерных станков могут устанавливать скорость вращения режущего инструмента в определенном диапазоне.
- Устанавливаемые зубофрезерные станки имеют технические характеристики, которые определяют диапазон подачи. Она может быть ручной или механической, быть вертикальной, тангенциальной и радиальной.
- Принцип работы основан на передаче вращения от основного электродвигателя через привод режущему инструменту и креплению заготовки. Именно поэтому одним из основных показателей является мощность основного электродвигателя. Кроме этого горизонтальный или вертикальный зубофрезерный станок может иметь несколько двигателей, каждый отвечает за выполнение определенных задач.
- Различные зубофрезерные станки имеют разные габаритные размеры. Стоит учитывать тот момент, что размеры оборудования определяют не только особенности его установки, но и некоторые эксплуатационные качества. Так с увеличением габаритных размеров зачастую увеличивается ход суппорта и режущего инструмента, а также увеличиваются размеры стола.
- Вес может варьироваться также в большом диапазоне.
Формулы настройки гитар зубофрезерных станков
Гитара деления зубофрезерного станка может также существенно отличаться в зависимости от особенностей конкретной модели. Это должны учитывать проводя расчет гитары деления зубофрезерного станка.
Типовые конструктивные компоновки
Рассматривая зубофрезерный станок и принцип работы следует уделить внимание тому, какая у него компоновка. По данному показателю можно выделить следующие группы:
- Вертикальная ориентация оси заготовки. Компоновка зубофрезерных станков определяет особенности обработки, имеют подвижный стол. Компоновка применяется при производстве универсальных моделей, получивших наибольшее распространение.
- Вертикальная ориентация оси заготовки, инструмент подвижен по горизонтали. Устройство данного зубофрезерного станка имеет инструментальный суппорт, через который проводится передача осевой подачи. Данная компоновка наиболее подходит для моделей, оснащенных системой автоматизации погрузки/выгрузки заготовок. Именно подобные зубофрезерные станки с ЧПУ, принцип работы которых предусматривает автоматическую подачу заготовки, получили широкое распространение при выпуске больших партий продукции.
- Зубофрезерные станки при размещении заготовки в вертикальном направлении. Рассматривая основные узлы отметим стол, который зачастую подвижен в вертикальном направлении. Радиальная подача осуществляется инструментальной стойкой. Данные зубофрезерные станки, модели которых могут существенно отличаться в зависимости от предназначения, имеют конструкцию, которые позволяют легко их встраивать в различные автоматические линии обработки. Обработка на современных зубофрезерных станках сводится к уменьшению количеству операций, требующих вмешательства оператора.
- Горизонтальные с размещение оси заготовки в этой плоскости. Стол подвижный также в этом направлении, передает осевое вращение. Инструмент крепится на инструментальной стойке. Зубофрезерный станок данного вида получил широкое применение в сфере нарезания мелкомодульных зубчатых колес. Конструкция имеет горизонтальные направляющие для обеспечения перемещения инструментальной стойки.
- Горизонтальные станки имеют крепление для размещения заготовки в этой плоскости. Ключевая особенность заключается в неподвижности стола. Инструментальная стойка подвижная, предназначена для передачи осевой и радиальной подачи. Эти виды оборудования позволяют обрабатывать зубчатые колеса, которые выполнены в виде единой конструкции с валом.
Отметим, что расчет дифференциала зубофрезерного станка проводится в зависимости от особенностей схемы. Дифференциальный метод встречается крайне часто.
Пример кинематической схемы зубофрезерного станка
Числовое программное управление
Настройка гитары деления зубофрезерного станка проводится для изменения параметров нарезаемых зубьев. Зубофрезерные станки с ЧПУ имеет основные узлы, которые могут настраиваться под условия резания, они имеют высокую точность перемещения. Станки с ЧПУ можно охарактеризовать следующим образом:
- Могут применяться для нарезания конических шестерен, а также для конических колес. Числовое программное управление позволяет устанавливать основные режимы обработки.
- При составлении программы обработки проводится подсчет всех параметров. Однако деление венца проходит несколько иначе, настройка гитары не требуется. Это связано с тем, что вертикальный зубофрезерный станок или горизонтального типа с ЧПУ имеет подвижные узлы, положение которых и основные показатели работы настраиваются созданной программой.
Зубофрезерные станки с ЧПУ
Современное оборудование не требует серьезного вмешательства оператора, так как гитара деления зачастую отсутствует. Подобные зуборезные модели дорогие и сложны в обслуживании. Поэтому в большинстве случаев целесообразно устанавливать и использовать обрабатывающий станок, у котором есть конструкция гитары дифференциала.
Классификация по типу привода
Станки зубофрезерные имеют достаточно сложную конструкцию. Тип привода определяет то, как можно рассчитывать деление диска. Рассмотрим особенности и параметры следующих распространенных схем привода:
- Группа зубофрезерных станков с делительной червячной передачей стола. Оборудование имеет переменную толщину витка. Настраивать зазор можно в диапазоне 0,03-0,05 мм с существенным смещением червяка.
- Рассматривая описание следует уделить внимание и расположению систем. Особенности данной схемы заключаются в монтировании отдельного корпуса для делительной передачи. Делятся венцы в данном случае путем регулировки зазора. Червяк перемещается вместе с червяком в радиальном направлении относительно колеса.
- Проводить обкатку заготовки зубофрезерованием также можно при установке двух червячных передач с различным направлением витков. Этот метод регулировки универсален, представлен осевым смещением одного из червяка. Центр может смещаться на определенное расстояние в зависимости от особенностей модели.
- Есть модели, на которых устанавливается узел с зубчатой передачей. Зубчатое колесо приводится в движение гидравлическим насосом.
- Цилиндрический тип зубчатого колеса может устанавливать на шпинделе фрезы, который представлен двумя половинами. Установка зазора проводится путем смещения половин колес относительно друг друга.
- Рассматривая чертеж различных станков отметим вариант исполнения, когда оба зубчатых колеса шпиндельной фрезы имеют малую конусность зубьев. Управлять зубообрабатывающим оборудование в данном случае можно путем смещения одного колеса в осевом направлении.
- На шпинделе фрезы может устанавливать зубчатое колесо с очень большим количеством зубьев. Проводя расчет отметим, что регулировка проводится за счет замедления вращения относительно основного колеса.
Кроме этого появились и иные варианты передачи вращения. Некоторые подходят для производства, характеризующимся единичным выпуском.
Обработка на зубофрезерном станке червячной фрезой
Классификация по назначению
Еще важным показателем можно назвать назначение оборудования. Конструкция станков создается под выпуск определенной продукции. По данному показателю выделяют следующие группы оборудования:
- Резьбо-нарезные.
- Зубофрезерные станки для конических шестерен.
- Для нарезания зубьев цилиндрических колес.
- Для обработки цилиндрических колес и шлицевых валов.
- Для выпуска червячных колес.
- Резьбофрезерные.
- Для обработки торцевых поверхностей колес.
- Зубоотделочные, обкатные и проверочные.
- Шлифовальные.
Кроме этого есть оборудование, создаваемое под определенные условия обработки. Его отводят в отдельную группу.
В заключение отметим, что оборудование для нарезания зубьев выпускается самыми различными компаниями. На протяжении длительного периода на производственных линиях в машиностроительной промышленности устанавливали модели, производимые на заводах СССР. Сегодня зарубежная техника намного обходит отечественную, позволяет получать изделия с высокоточными размерами и показателем шероховатости.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
11.8 Зубообрабатывающие станки с чпу
Наибольшее развитие получили зубофрезерные и зубодолбежные станки с ЧПУ, но применяют также зубошлифовальные и шлицешлифовальные станки с ЧПУ. По уровню автоматизации наладки эти станки можно разделить на две группы: станки для мелкосерийного и серийного производства зубчатых колес.
В станках для мелкосерийного производства при помощи устройства ЧПУ автоматизируется установка числа зубьев и угла наклона обрабатываемых колес, параметры обработки, режимы резания и цикл обработки, перемещение рабочих органов в исходное положение. Вручную только закрепляют заготовку и инструмент. В таких станках механические связи заменены электронными. Для управления используют современные устройства ЧПУ типа CNC и HNC.
Станки для серийного производства имеют меньший уровень автоматизации. В них сохраняются механические кинематические связи. С пульта управления устанавливают параметры и режим обработки, цикл и перемещение рабочих органов в исходное положение. Для автоматизации цикла и наладки используют системы с элементами ЧПУ на основе позиционных или контурных систем ЧПУ.
Дальнейшее развитие этой группы станков с ЧПУ – создание переналаживаемых автоматических линий и участков, а также зубообрабатывающих модулей. Модули на основе зубофрезерных станков ЧПУ имеют магазины инструментов и заготовок, магазин оснастки для установки заготовки на станке, перегружатели инструмента и магазинов заготовок и оснастки. В автоматический цикл работы модуля входят: автоматическая загрузка заготовки, её обработка и складирование в магазин обработанных деталей; смена инструмента и оснастки для крепления заготовки при соответствующем позиционировании рабочих органов станка для смены оснастки и инструмента; перемещение всех рабочих органов в исходное положение в начале цикла.
12 Резьбофрезерные станки
А Станки для фрезерования резьб получили значительное распространение в промышленности, вытесняя, зачастую, обработку резьбы точением. Фрезерованная резьба является в достаточной степени точной, хотя и уступает резьбе, изготовленной на токарно-винторезном станке. Фрезеровать можно как наружные, так и внутренние резьбы.
Фрезерованная резьба применяется во многих случаях без всякой дополнительной обработки, и только для таких ответственных изделий, как, например, ходовые винты токарно-винторезных станков, после фрезерования резьбы, производится её отделка. Фрезерованием могут быть образованы резьбы любого профиля, за исключением прямоугольного, так как для возможности фрезерования винтовой канавки резьбы требуется чтобы боковая сторона профиля составляла по меньшей мере 3 с прямой, перпендикулярной к оси винта. Фрезерованная короткая резьба значительно превосходит по точности и по качеству поверхности резьбу, обработанную плашкой или метчиком.
Различают станки для фрезерования коротких и длинных резьб. Станки первого типа работают гребенчатыми резьбовыми фрезами (рис. 12.1,б). Врезание происходит за часть оборота и нарезание резьбы – за один оборот детали. Станки второго типа работают дисковыми резьбовыми фрезами (рис. 12.1,а). На них производится обработка ходовых винтов, длинных червяков и т.д. Возможно также фрезерование винтовых и прямых канавок дисковыми фрезами, зубчатых колес и шлицевых валов червячными фрезами.
Б Устройство станков для обработки длинных резьб следующее (рис. 12.2). На станине Е находятся (подобно токарному станку) передняя А и задняя Г бабки, служащие для установки обрабатываемого изделия; между бабками располагается продольно-подвижный суппорт Б, на котором находится поперечная каретка Ж с фрезерной головкой В.
Фрезы устанавливают на шпинделе фрезерной головки, которая сделана поворотной. При работе дисковой фрезой ось шпинделя устанавливается так, чтобы плоскость вращения дисковой фрезы совпадала с направлением фрезеруемой канавки. Червячной фрезе придают такое положение, при котором направление её витков совпадает с направлением обрабатываемых впадин.
На универсальных резьбофрезерных станках можно производить следующие основные виды работ:
– фрезерование однозаходных и многозаходных резьб с нормальным шагом дисковой фрезой;
– фрезерование винтовых канавок с большим шагом дисковыми фрезами;
– фрезерование продольных пазов различного профиля и вида методом копирования дисковыми фрезами;
– фрезерование шлицевых валиков и цилиндрических зубчатых колёс червячными фрезами методом обкатки.
В Кинематика станка модели 561 для фрезерования длинных резьб (см. рис. 12.2)
1) Цепь главного движения (вращения фрезы): nдв nф
2) Цепь окружной подачи (вращения заготовки)
а) при фрезеровании нормальных резьб: nф nзаг , муфты М2, М1
б) при фрезеровании резьб с большим шагом Т:
Т/12,7 об. ходового винта шага 12,7 мм 1 об. заготовки, муфта М4 :
3) Цепь продольной подачи фрезерного суппорта
а) при фрезеровании нормальных резьб: 1 об.загSп , М4 :
б) при фрезеровании резьб с большим шагом и продольных канавок: nф Sп , М3, М1
в) при фрезеровании с использованием метода обкатки: 1 об.загSп , М3
4) Цепь обката: 1 об.фK/Z об.заг, М2, М1 :
5) Цепь быстрых продольных перемещений суппорта: nдвvб , М3, М1
Примечание. Делительный поворот изделия при нарезании многозаходных резьб или однозаходных винтовых канавок осуществляется с помощью делительного диска Д и фиксатора.
Г Механизм переключения станка модели 561 (см. рис. 12.2)
Механизм переключения состоит из двухсторонних кулачковых муфт М2 и М3, односторонней кулачковой муфты М4, трёх кулачков рычажной системы.
Движение к механизму переключения поступает через коробку подач, коническую пару 28:28 и червячную передачу 3:36 (медленное) и от быстро вращающегося вала посредством двух параллельных передач 32:32, минуя коробку подач. От этого вала заимствуются быстрые перемещения рабочих органов станка и движение обкатки. Муфта М2 сидит на полом валу, а М3 – на внутреннем.
При включении муфты М2 вниз вращение от червячного колеса 36 через полый вал и червячную передачу сообщается шпинделю изделия, обеспечивая ему круговую подачу. При включении муфты М2 вверх шпиндель получает быстрое вращение.
Включением муфты М3 вверх или вниз можно через внутренний вал, пару винтовых колес 10:25 и ходовой винт сообщить суппорту с фрезой соответственно рабочую подачу или быстрое перемещение.
Муфта М4 связывает кинематическую цепь, соединяющую шпиндель изделия с ходовым винтом продольного перемещения суппорта.
Д Кинематическая настройка станка модели 561 на различные виды работ
При рассмотрении настроек станка см. кинематическую схему – рис. 12.2 и записи уравнений кинематического баланса в п/п. В настоящего раздела, на которые ниже делаются ссылки под теми номерами, под какими кинематические цепи представлены в указанном п/п.
а) настройка на фрезерование нормальных резьб
Движения:
– главное (вращение фрезы) – цепь 1;
– окружной подачи – цепь 2,а;
– продольная подача – цепь 3,а;
б) настройка на фрезерование резьб с большим шагом:
Движения:
– главное (вращение фрезы) – цепь 1;
– окружная подача – цепь 2,б;
– продольная подача – цепь 3,б;
в) настройка на фрезерование продольных канавок:
Движения:
– главное (вращение фрезы) – цепь 1;
– продольная подача – цепь 3,б;
г) настройка на фрезерование шлицевых валов и зубчатых колес методом обкатки:
Движения:
– главное (вращение фрезы) – цепь 1;
– обката – цепь 4;
– продольная подача – цепь 3,в.
studfiles.net
Зубофрезерный станок с ЧПУ 53А20Ф3
Зубофрезерный станок 53А20Ф3 оснащенный системой ЧПУ фирмы «MITSUBISHI», предназначен для фрезерования зубьев цилиндрических зубчатых колес методом обкатки червячной фрезой и методом единичного деления дисковой или пальцевой фрезами. Зубофрезерный станок 53А20Ф3 является полуавтоматом, работает по методу обкатки и предназначен для нарезания зубьев цилиндрических и червячных колес в условиях мелко- и среднесерийного производства. В качестве инструмента используют червячные фрезы.
Технические характеристики:
ПАРАМЕТР | ЗНАЧЕНИЕ |
Наибольший диаметр зубчатых колес, обрабатываемых фрезами, мм – диаметром 125 мм – диаметром 70 мм | 200 255 |
Наибольший угол наклона зубьев, град | 60 |
Расстояние от основания станка до верхнего торца шпинделя, мм | 830 |
Наибольшая длина нарезаемых прямозубых колес наибольшего диаметра, мм | 220 |
Наибольшая длина вертикального перемещения фрезерного суппорта, мм | 250 |
Наибольшее осевое перемещение фрезы, мм | 120 |
Наименьшее число обрабатываемых зубьев | 6 |
Частота вращения шпинделя фрезы, об/мин | 80 — 500 |
Величина радиальной подачи изделия, мм/об | 0,1 — 1,6 |
Величина вертикальной подачи, мм/мин | 0,7 — 120 |
Мощность, кВт | 2,8/2,6/4,5 |
Масса станка (без выносного оборудования),кг | 4300 |
mzno.ru
Зубофрезерные станки
Отправить заявку Отправить заявкуДля обработки цилиндрических зубчатых колес «Вебер Комеханикс» предлагает зубофрезерные станки производства группы компаний CHMTI.
Линейка зубофрезерных станков, предлагаемых «Вебер Комеханикс», включает в себя:
- зубофрезерные станки без ЧПУ классической компоновки с максимальным диаметром от 200 до 3200 мм;
- зубофрезерные станки с ЧПУ с количеством управляемых осей от 1 до 3 и от 4 до 7;
- зубофрезерные станки с ЧПУ, работающие по методу бесцентроидного огибания;
- зубошевинговальные станки с ЧПУ для обработки цилиндрических зубчатых венцов с максимальным диаметром до 400 мм.
Преимущества зубофрезерных станков от «Вебер Комеханикс»:
- широкий модельный ряд. Мы предлагаем зубофрезерные станки с ЧПУ и без него, предназначенные для обработки колес различных размеров. Максимальный диаметр составляет более 3200 мм;
- наличие станков, которые работают по методу копирования и безцентроидной обкатки поверхности зубьев;
- некоторые модели оборудования позволяют сочетать различные виды подачи, обеспечивая гибкость и эффективность зубофрезерования.
- станки имеют надежную и долговечную конструкцию.
weber.ru
Состояние документа: Паспорт в электронном виде, отсканирован, проверен, готов к отправке, можно скачать в течение 30 минут после оплаты в рабочее время Тип документации: Руководство по эксплуатации Дополнительная информация: Коробка настроек (чертежи), стр. 1-10 Альбом чертежей запасных частей: Отсутствует Том 2 – Электрооборудование Инструкции по скачиванию паспорта: Данный документ платный. Чтобы отправить документ в корзину нажмите на
кнопку “купить”, расположенную ниже этого текста. Паспорт добавится в вашу корзину. Если Вы хотите добавить в корзину еще один или несколько документов – проследуйте в соответствующую категорию и закончите пополнение корзины. Удачного скачивания! И не забывайте оставлять отзывы о скачанных паспортах на оборудование – нам важно ваше мнение! |
Впечатляюще эффективный горизонтальной зубофрезерный станок
Первоклассный. горизонтальной зубофрезерный станок, доступные на Alibaba.com по привлекательным ценам, и рекламные предложения представляют собой идеальный способ увидеть образцовые результаты промышленных процессов. Они могут похвастаться множеством передовых технологических изобретений, которые повышают эффективность экспоненциального дизайна. Они превращают нарезку в простую и оперативную задачу. При их производстве используются эластичные материалы и компоненты. горизонтальной зубофрезерный станок убедитесь, что они впечатляюще прочны, чтобы противостоять всем силам для оптимальной долговечности.
Они высочайшие. горизонтальной зубофрезерный станок входят в обширную коллекцию, в которой размещено несколько продуктов с разными размерами и производительностью. Благодаря такому разнообразию выбора каждый покупатель может найти наиболее подходящую машину, чтобы дополнить и улучшить все производственные потребности на своем предприятии. Они включают в себя последние изобретения в машиностроении для максимальной эффективности резки и экономии электроэнергии. Таким образом, они потребляют значительно меньше энергии, оставаясь при этом достаточно мощными для выполнения всех задач.
Первоклассная установка. горизонтальной зубофрезерный станок, перечисленные на Alibaba.com, несложно, особенно при работе под руководством производителей и их технической поддержки. Их обслуживание требует минимальных усилий, потому что они редко выходят из строя. Ремонт сломанных деталей также несложен, а запчасти к ним легко доступны у производителя. Это гарантирует, что пользователи не сорвут свою работу в случае, если им потребуется какой-то ремонт.
Изучая Alibaba.com, покупатели увидят очарование. горизонтальной зубофрезерный станок варианты. Широкий выбор вариантов позволяет покупателю выбрать наиболее подходящий с учетом финансовых и операционных потребностей. Покупки через веб-сайт очень полезны, потому что они экономят время и деньги, обеспечивая при этом высококачественную продукцию.
Высокоэффективный горизонтальный зубофрезерный станок
Первоклассный. Горизонтально-зубофрезерный станок , доступный на Alibaba.com по привлекательным ценам и с рекламными предложениями, представляет собой идеальный метод для демонстрации образцовых результатов в промышленных процессах. Они могут похвастаться множеством передовых технологических изобретений, которые повышают эффективность экспоненциального дизайна. Они превращают нарезку в простую и оперативную задачу. При их производстве используются эластичные материалы и компоненты.Горизонтально-зубофрезерный станок гарантирует, что они впечатляюще прочны, чтобы выдерживать любые нагрузки для оптимальной долговечности.
Эти высшие. Горизонтально-зубофрезерный станок входит в обширную коллекцию, в которой представлены изделия различных размеров и производительности. Благодаря такому разнообразию выбора каждый покупатель может найти наиболее подходящую машину, которая сможет удовлетворить все производственные потребности своего предприятия. Они включают в себя последние изобретения в машиностроительном секторе для максимальной эффективности резки и экономии электроэнергии.Следовательно, они потребляют значительно меньше энергии, оставаясь при этом достаточно мощными для выполнения всех задач.
Установка эти первоклассные. Горизонтально-зубофрезерный станок , представленный на Alibaba.com, несложен, особенно при работе под руководством производителей и их технической поддержки. Их обслуживание требует минимальных усилий, потому что они редко выходят из строя. Ремонт сломанных деталей также несложен, а запчасти к ним легко доступны у производителя.Это гарантирует, что пользователи не сорвут свою работу в случае, если им потребуется ремонт.
Изучая Alibaba.com, покупатели увидят феерию. Горизонтальный зубофрезерный станок выбора. Широкий выбор вариантов позволяет покупателю выбрать наиболее подходящий с учетом финансовых и операционных потребностей. Покупки на веб-сайте очень полезны, потому что они экономят время и деньги, обеспечивая при этом высококачественную продукцию.
Универсальные горизонтальные зубофрезерные станки – Helios Gear
Цилиндрическая шестерня A 32 DP, 26 зубьев, нержавеющая сталь 303 требует качества AGMA Q9.Эта часть – тысячи, ежемесячно используемые в хирургическом устройстве – требует высокопроизводительной зубофрезеровки, чтобы быть прибыльной для мастерской. Раньше это было проблемой, потому что фрезерный станок середины двадцатого века ограничивал применение только 2 деталей за цикл из-за недостаточной жесткости станка. Сегодня Gear Master производит эти детали по 4 штуки за цикл, используя высокоскоростное фрезерование на Hera 90-W. Следовательно, производительность цеха значительно выросла, если измерять количество произведенных деталей за машинно-час.
Новая машина не только приносит успех, но и Gear Master считает Helios надежным партнером для поддержки сложных возможностей.Например, для выполнения работ по быстрой доставке прототипа Dana Corp. для рынка электромобилей требовался инструмент малого диаметра. Helios поставил твердосплавную фрезу с оправкой менее чем за 4 недели, что позволило Gear Master превзойти ожидания своих клиентов. Помимо простой установки станков, Helios определяет успех клиентов через постоянную техническую поддержку в области разработки приложений, режущих инструментов, абразивных инструментов и отраслевого обучения. «Такой комплексный подход к установке машины на протяжении всего ее срока службы гарантирует, что такие производители, как Gear Master, могут соревноваться на высшем уровне каждый день недели», – сказал Джейсон Спитцер, региональный менеджер по продажам Helios Gear Products.
Модуль 1,95, 19 зубьев, косозубая шестерня 32 градуса необходимо нарезать на детали с длинным валом олимпийского транспортного средства. Gear Master столкнулся с проблемой потери 18% своей продукции из-за проблем с качеством из-за болтовни и ошибок в ведущей. Рабочие места также были ограничены целевым временем цикла приложения, которое максимально превышало существующую фрезерную платформу с ЧПУ, вынуждая приложение использовать агрессивную скорость подачи. Перенеся приложение на Hera 90-W, Gear Master расширила свой арсенал, чтобы преодолеть проблемы приложения: используется та же стратегия удержания рабочего материала, но новая машина по своей сути устраняет дребезг и уменьшает ошибку опережения, предлагая более жесткую платформу.Кроме того, новый станок предлагает скорость фрезерования до 6000 об / мин, которую Gear Master использует для оптимизации работы за счет увеличения скорости и уменьшения подачи. Следовательно, сегодня детали соответствуют качеству с минимальной скоростью выпадения осадков, что значительно экономит рабочее место на ломе деталей.
«Наши операторы очень довольны простотой программирования на станке и высокой воспроизводимостью станка», – сказал Лон Паркер, менеджер по эксплуатации Gear Master. Вместе Helios и Gear Master установили отношения для достижения универсального успеха в производстве горизонтальных зубчатых передач.Helios оснащен ведущими мировыми технологиями, быстрой доставкой, низкими ценами и внутренней поддержкой. Эта комбинация позволяет Gear Master стать лидером отрасли и более конкурентоспособно обслуживать своих клиентов.
▷ Подержанные зубофрезерные станки на продажу
На Trademachines.com вы можете найти 232 предложения подержанных зубофрезерных станков на продажу или на аукционах по всему миру. Посмотрите на себя ниже и свяжитесь с продавцами напрямую!
Что такое зубофрезерный станок: Процессы производства зубчатых колес можно разделить на две категории: Формовка зубчатых колес и поколение зубчатых колес .При зубофрезеровании режущая кромка режущего инструмента имеет форму, идентичную форме пространства между зубьями шестерни. Формовочное фрезерование и протяжка – это процессы формирования зубчатых колес. При создании зубчатых колес боковые поверхности зубьев формируются как контур последующих положений фрезы, что напоминает по форме сопряженное зубчатое колесо в зубчатой паре, как при фрезеровании зубчатых колес и профилировании зубчатых колес. Зубофрезерование – это процесс механической обработки, при котором зубья шестерни постепенно создаются серией резов с помощью косозубого многоточечного режущего инструмента, называемого червячной фрезой .Зубофрезерование является наиболее предпочтительным промышленным процессом нарезания зубьев шестерен, чем любые другие процессы формирования зубьев. На зубофрезерных станках нарезаются зубья практически всех типов зубчатых колес: прямозубых, косозубых, червячных, иногда специальной формы. Фреза и заготовка шестерни вращаются непрерывно, как при зацеплении двух шестерен, до тех пор, пока не будут срезаны все зубья заготовки шестерни.
Принцип резания
Заготовка после процесса формования с червячной фрезой на заднем фонеНарезание зубчатого колеса с помощью зубофрезерного станка является непрерывной операцией, и за один раз можно нарезать от четырех до пяти зубьев на прогрессивной основе .Чтобы начать резку шестерни, вращающуюся фрезу подают внутрь до тех пор, пока не будет достигнута правильная настройка глубины зуба, затем резка продолжается, пока не будет закончена вся шестерня. Пропорциональная подача всегда поддерживается между заготовкой шестерни и фрезой. Металл удаляется с заготовки по мере того, как варочная панель формирует форму зуба. Процесс генерации требует точного соотношения между различными элементами машины для достижения желаемых результатов. Рабочий стол вращается в определенной зависимости от вращения ступицы. Индекс переключения передач отвечает за синхронизацию этого отношения. Но в случае зубофрезерных цилиндрических зубчатых колес вращение рабочего стола немного опережает или замедляет вращение винта осевой подачи с помощью другого набора шестерен, а именно шестерен дифференциала .
Зубофрезеровка и профилирование
Зубоуборочная фрезеровка и профилирование – это два основных процесса создания зубчатых колес, о которых говорилось выше. Зубофрезеровка производит серию радиальных плоских поверхностей на основе скорости подачи червячной фрезы по заготовке, в то время как при формовании образуется серия прямых линий, параллельных оси зубчатого колеса.Точность получаемых зубчатых колес, полученных при фрезеровании, составляет шага зубьев и биения, тогда как в случае профилирования она зависит от формы зуба. При штабелировании зубофрезерование может выполняться быстрее, чем формование, даже для шестерен с узкой шириной поверхности. Но работы с узкой шириной могут быть созданы за меньшее время при высокой скорости хода при формировании зубчатых колес. У зубофрезерного станка есть главный недостаток, заключающийся в том, что он не может обрабатывать внутренние шестерни по сравнению с его аналогом.
Типы зубофрезерных станков
Зубофрезерные станки с тангенциальной подачей и охлаждающей жидкостьюПроцесс зубофрезерования можно разделить на три различных типа в зависимости от направления подачи фрезы для зубофрезерования:
Зубофрезерование с осевой подачей: При этом зубчатая фреза подаётся к заготовке зубчатого колеса по лицевой стороне заготовки и параллельно ее оси.Этот вид подачи используется в основном для изготовления прямозубых и косозубых зубчатых колес.
Зубофрезерный станок с радиальной подачей: Заготовки червячной фрезы и зубчатого колеса в этом методе устанавливаются так, чтобы их оси перпендикулярны друг другу. Вращающаяся фреза подается в заготовку зубчатого колеса в радиальном направлении или под прямым углом к оси заготовки зубчатого колеса. Червячные колеса изготавливаются преимущественно с использованием этого способа подачи.
Зубофрезерный станок с тангенциальной подачей: При таком способе подачи червячная панель удерживается горизонтальной осью, но перпендикулярно оси заготовки шестерни.Червячная фреза устанавливается на полную глубину зуба, а затем подается вперед в осевом направлении. Таким образом, плита подается по касательной к торцу заготовки шестерни.
Преимущества и ограничения
Некоторые из выдающихся преимуществ процесса зубофрезерования: Зубофрезерование – это быстрый и непрерывный процесс, поэтому он реализуется как экономичный процесс по сравнению с другими процессами создания зубчатых колес, такими как формовка. Он включает на меньшее время производственного цикла , что приводит к более высокой производительности .Этот процесс позволяет изготавливать самые разные зубчатые колеса, такие как прямозубые, косозубые, червячные, червячные, шлицы, звездочки и т.д. Также процесс индексации является непрерывным, и нет прерывистого движения , что впоследствии устраняет рост ошибок. Зубофрезерование – это эксклюзивный процесс, используемый для создания специального типа зубчатого колеса, называемого зубчатая передача .Он отлично подходит как для серийного, так и для массового производства. Несколько заготовок зубчатых колес, установленных на одной оправке, можно обрабатывать одновременно, что приводит к сокращению времени цикла.
Зубофрезерный станок с панелью управленияИз-за характера и профиля варочной панели нет перегрева режущего инструмента, так как имеется достаточно времени для рассеивания тепла. Помимо упомянутых выше различных преимуществ, одним из основных ограничений процесса зубофрезерования является то, что изготовление шестерен с внутренним зацеплением невозможно.Некоторые шлицы и зубья требуют блокировки или удаления одного зуба, что не может быть создано на зубофрезерном станке . Если вы хотите купить бывшие в употреблении фрезерные станки, тогда начните поиск фрезерных станков, выставленных на продажу на аукционе металлообрабатывающих станков Trade Machines. Легко выбрать и сравнить варочную панель других производителей с предоставленными спецификациями.
Производители зубофрезерных станков
Некоторые из ведущих производителей зубофрезерных станков в мире: EMAG Maschinenfabrik, MAG, Gleason, STROJIRNY CELAKOVICE, Kashifuji, TOS a.s, FELSOMAT, Vanguard Machinery International, Drake Manufacturing Services, Monnier & Zahner AG и Affolter .
Полностью настраиваемые горизонтальные ЧПУ для зубофрезерования
EMCO GmbH переработала свой MAXXTURN 65 G2 в модульный станок с рядом опций: Высокая мощность привода главного шпинделя и встречного шпинделя в сочетании с оптимальными характеристиками крутящего момента обеспечивает экономическую эффективность для обработки стали, а также для высокоскоростной обработки алюминия. Двенадцать приводных инструментов и ось Y обеспечивают исключительные результаты при сложных фрезерных и сверлильных операциях.
Основа машины – станина с углом наклона 40 °. Обладая прочной и компактной сварной стальной конструкцией, он является основой надежного и точного токарного станка. Армирование обеспечивает дополнительную жесткость в зонах, подверженных повышенным нагрузкам.
Еще одна разработка MAXXTURN 65 G1 – это встроенный транспортер стружки, обеспечивающий компактные размеры. Вместо ременных приводов на главном и контршпинделе используются двигатели шпинделя, что обеспечивает особенно широкий диапазон скоростей до 5000 об / мин и очень хорошие характеристики соосности.В зависимости от требований заказчика доступны три основных размера шпинделя:
– Стандартный Ø 65 мм
– BigBore Ø 77 мм
– SuperBigBore Ø 95 мм.
Симметрично спроектированная передняя бабка вместе с датчиками температуры в точках опоры и жидкостным охлаждением обеспечивает высокую термическую стабильность. MAXXTURN 65 G2.EMCO GmbH
Ось C является частью базового оборудования станка и позволяет устанавливать шпиндель с разрешением 0,001 °. Благодаря прямому фланцевому датчику ось C идеально подходит для точного контурного фрезерования; дополнительно может быть задействован гидравлический стояночный тормоз (опция).
Ось Y также интегрирована в базовую конструкцию станка и установлена под углом 90 ° к оси X. Чрезвычайно короткие выступы служат основой для точных и сверлильных операций, а также для бесконтурных фрезерных операций. Абсолютные измерительные системы установлены по всем линейным осям – дисперсия положения согласно VDI3441 по X / Y / Z: 0,0035 / 0,0035 / 0,004 мкм в стандартной комплектации / 0,002 / 0,002 / 0,002 мкм в качестве опции, со стеклянными шкалами и лазерным измерением.
Конфигурации станка: MAXXTRURN 65 G2 имеет множество модульных опций и доступен в различных версиях:
• MT65 G2 M: включая привод инструмента, ось C и заднюю бабку;
• MT65 G2 MY: включая привод инструмента, ось C, ось Y и заднюю бабку;
• MT65-G2 SM: включая противошпиндель, привод инструмента и ось C;
• MT65-G2 SMY: включая противошпиндель, привод инструмента, ось C и ось Y.
Дополнительная информация на сайте www.emco-world.com
Barber Colman 16/56 Фрезерный станок с регулируемой горизонтальной зубчатой передачей
Ссылка: 2261434-3-МТ
Условие : Использовал
Производитель: Парикмахер Колман
Модель: 16/56
Скорость вращения шпинделя : Переменная
Краткое описание : Горизонтальный зубофрезерный станок
Годы) : –
Количество : 1
Место расположения :
Продавец или местонахождение машины:
ЕВРОПА (Западная и Северная)
BARBER COLMAN 16/56 Горизонтальный зубофрезерный станок
Подходит для резки прямозубых / косозубых шестерен
, шестерен, шлицев и других заготовок
аналогичного профиля до 16 ″, шаг
(400 мм) и 56 ″ (1422
мм) ширина лица.Максимальный номинальный диаметр
шаг (номинальный) 6 DP (модуль 4,2
). Максимальный диаметр заготовки
16 ″ (400 мм). Максимальный диаметр фрезы 5 ″
(127 мм). Максимальный ход фрезы-каретки 56 ″
(1422,4 мм). Максимальный ход рабочего суппорта 8 ″
(203,2 мм). Максимальное расстояние, рабочая ось шпинделя
до оси фрезерного шпинделя
осевая линия 8,75 дюйма (222 мм). Минимальное расстояние
от центральной линии шпинделя фрезы
до оси шпинделя фрезы
0,75 дюйма (19,05 мм)
Максимальное расстояние рабочего шпинделя
до центра стандартной задней бабки 84 ″ (2134
мм).Общая длина обрабатываемой детали
с валом при условии, что она может подаваться
через отверстие рабочего шпинделя 145 дюймов (3683
мм). Диаметр горловины рабочего шпинделя
4,13 дюйма (105 мм). Диапазон скорости вращения бобины от 59 до 246
Диапазон подачи от 0,015 до 0,150 об / мин. Главный приводной двигатель
5 л.с. / 1800 об / мин. Быстрая траверса
2 л.с. Насос охлаждающей жидкости 1/4 л.с. Смазочный насос
1/20 л.с. Серийный номер машины 2927
Размеры Д x Ш x В 172 ″ x 62 ″ x 76 дюймов (4369
мм x 1575 мм x 1930 мм). Приблизительный вес 4320 кг
Поиск по экспонентам и продуктам – 2019
Абразивные инструменты и изделия
Абразивные и полировальные пасты
Абразивные изделия с алмазом
Связанные абразивные изделия
Абразивы с покрытием
Круги алмазные шлифовальные, алмазная паста
Инструменты для правки
Круги шлифовальные, абразивные диски и ленты
Инструменты для хонингования, притирки и полировки
Прочие шлифовальные инструменты и принадлежности
Материалы для суперфиниширования
Синтетический алмазный порошок
Правильно-правочные устройства
Принадлежности
Принадлежности; другое
Питатели прутка
Намотчики и разматыватели
Пневматическая техника
Компрессоры
Столы с поперечными салазками, также с ЧПУ
Головки делительные
Разделительные столы
Поворотные столы, также с ЧПУ
Наклонные столы
Дополнительные системы и компоненты для аддитивного производства
Системы дигитайзера 3D
Программное обеспечение для 3D-графики
3D сканеры
3D моделирование
Программное обеспечение для аддитивного производства
Сборка
Сборочные машины и оборудование; другое
Монтажный захватный инструмент и устройство смены захватного инструмента
Сборочные линии
Сборочные машины со сварочными агрегатами
Монтажные манипуляторы
Сборочные роботы
Автоматические сборочные машины
Клепальные автоматы
Гибкие монтажные системы
Индивидуальные монтажные места
Узлы завинчивания
Ультразвуковые сборочные машины
Узлы монтажных систем
Автоматика для хранения и транспортировки
Автомобили с автоматическим наведением
Автоматизация складирования и транспортировки; другое
Компоненты для взаимосвязи отдельных этапов производства
Транспортное оборудование и системы
Погрузочно-разгрузочное и сортировочное оборудование; другое
Системы паллетирования
Подъемники малые
Машины для хранения и извлечения
Складское оборудование и системы
Склад заготовок и инструментов
Станки для обработки прутков, профилей и труб
Станки для гибки прутков и профилей
Станки для отделки прутков и профилей
Станки прутковые, сортовые и трубные; другое
Гибкие производственные системы для труб и профилей
Кольцепрокатные станки
Валковые чистовые и глубокопрокатные станки
Валковые формовочные машины
Секция, заготовка, ножницы для слитков
Правильные машины
Трубогибочные станки
Станки для резки труб
Концевые станки для труб
Станки для отделки труб
Станки для уменьшения и расширения труб
Расточные станки
Станки сверлильно-фрезерные станины – неподвижная колонна
Станки сверлильно-фрезерные станины с подвижной стойкой
Станки сверлильно-фрезерные портального типа
Станки сверлильно-фрезерные; другое
Станки для переточки цилиндров
Станки чистовые расточные горизонтальные
Станки чистовые расточные вертикальные
Станки высокоскоростные сверлильные
Координатно-расточные станки (координатно-расточные и фрезерные)
Детали для штампов и пресс-форм
Системы охлаждения
Наборы штампов
Нагревательные элементы для форм
Горячеканальные системы
Изоляция каналов и материалы
Формы
Гильзы
Стандартные компоненты и эжекторы
Детали систем закалки, компоненты, аксессуары
Компьютеры и периферия
Системы обработки данных
Устройства ввода
Сети, также для FMS
Периферийные устройства
Системы управления и привода
ЧПУ для отрезных станков
ЧПУ для формовочных машин
ЧПУ для других станков
Системы управления и привода; другие
Электронные и сохраненные программные средства управления
Приводы подачи
Инкрементальные линейные измерительные системы (кодеры)
Кодировщики инкрементального вращения
Линейные двигатели
системы измерения положения; другое
Программируемые устройства программирования контроллеров
Программируемые контроллеры – ПЛК
Системы программирования для ЧПУ
Контроллеры роботов
Приводы шпинделя
Режущие инструменты
Гнутые инструменты для чистовой обработки
Расточные оправки
Буры
Расточные инструменты
Инструмент протяжной
Инструмент с твердосплавными напайками
Центровочные сверла
Пильные полотна
Пильные полотна с твердосплавными режущими пластинами
Зенковки и корончатые сверла
Режущие инструменты со встроенным кодом
Режущий инструмент с покрытием
Цилиндрические пилы, пилы для продольной резки
Инструмент алмазный
Концевые фрезы
Гравировальные инструменты
Инструменты для хранения
Инструмент для чистового растачивания
Инструменты для чистовой обработки
Зубчатые инструменты
Оружейные сверла
Вставки из твердого металла
Сменные вставки из оксида алюминия
Фрезы со вставным лезвием
Пильные полотна со вставными зубьями
Пластины
Полотна для ленточных пил по металлу
Инструмент металлорежущий; другое
Фрезы и фрезы и зубофрезеры, дисковые
Штифты фрезерные
Инструмент для вырубки
Зубила и держатели для сменных пластин
Инструменты для строгания и обработки
Плунжерный и высекальный инструмент
Полотна для мотопил
развертки
Роликовые полировальные инструменты
Бритвенные станки, инструменты для снятия заусенцев
Ножи ножницы, машинные ножи
Цилиндрические и угловые концевые фрезы
Боковые и торцевые фрезы
Фрезы
Перфораторы
Ступенчатые сверла
Инструмент для плоского фрезерования
Отводы
Метчики и плашки
Станки резьбофрезерные
Плашки для накатки резьбы
Плашки для нарезания резьбы
Инструменты для нарезания резьбы
Инструментальные насадки
Спиральные сверла
Инструмент подрезной
Станки для снятия заусенцев
Станки для снятия фасок
Системы снятия заусенцев; другое
Электромеханический станок для снятия заусенцев
Станок для термического удаления заусенцев
Плашки и пресс-формы
Инструменты для литья под давлением для других материалов и процессов
Металлическое литье под давлением MIM
Формы для керамики
Формы для стекла
Инструменты и формы для упаковки
Станки сверлильные
Станки настольные сверлильные
Станки сверлильные колонного типа
Координатно-сверлильные станки
Станки для глубокого сверления и растачивания
Станки сверлильные многоходовые
Станки сверлильные; другое
Станки многосверлильные
Станки портальные сверлильные
Станки высокоскоростные сверлильные
Станки горизонтально-сверлильные
Многошпиндельные сверлильные станки
Станки сверлильные на столбах
Станки радиально-сверлильные
Станки револьверные сверлильные
Электрооборудование для станков
Системы кабельных каналов
Цепи держатели кабеля
Преобразователи, трансформаторы, выпрямители
Ввод и обработка данных
Устройства обнаружения, измерения, тестирования и защиты
Электрические и электронные компоненты и агрегаты; другое
Щиты электрические, шкафы
Электродвигатели
Распределительные устройства электрические, системы управления и установки
Электронные распределительные устройства, системы управления и установки
Вентиляторы
Генераторы
Машинные лампы
Приборы и приборы учета и учета
Силовая электроника
Датчики и преобразователи
Системы обработки сигналов
Электроэрозионная и электрохимическая обработка
Принадлежности для электроэрозионной обработки
Машины для электроэрозионной обработки штамповкой
Станки электрохимические
Станки для электролитической обработки металла
Станки для лазерной эрозии
Станок электроэрозионный стартовый
Проволока и электроды для электроэрозионных станков
Станки для электроэрозионной обработки проволоки
Оборудование для утилизации отходов
Системы удаления стружки
Разрушение эмульсии
Оборудование для утилизации отходов; другие
Фильтры
Фильтрация, ультрафильтрация
Системы откачки масла и масляного тумана
Нефтесборное оборудование (стружкоотделитель)
Отделение масла, отделение масляного тумана
Пакетные прессы для стружки
Обработка СОЖ и смазок
Отбойный молоток
Конвейеры стружки
Опрокидывающиеся контейнеры для удаления стружки
Гибкие производственные ячейки и системы
Гибкое шлифовальное оборудование
Гибкие производственные ячейки для осевых деталей
Гибкие производственные ячейки для призматических деталей
Гибкие производственные системы для осевых деталей
Гибкие производственные системы для других операций
Гибкие производственные системы для призматических деталей
Калибры и измерительные машины
Принадлежности для измерительной техники
Контроллеры ЧПУ для координатно-измерительных машин
Компьютеризированные измерительные машины
Координатно-измерительные машины
Цифровые системы считывания
Динамометры
Оборудование для испытания зубчатых передач
Испытательное оборудование варочных панелей
Усилители измеренных данных
Машины измерительные и маркировочные
Измерительные приборы для геометрии станков
Измерительные машины для использования на производстве
Измерительные микроскопы
Измерительные роботы
Измерительные столы
Многопозиционные измерительные устройства
Оптические измерительные и испытательные приборы
Оптические, трехмерные, бесконтактные измерительные машины
Профильные проекторы
Весы общие
Растровый электронный микроскоп
Стереомикроскопы
Испытательное оборудование для шлифовального ожога
Трехмерные измерительные машины
Станки зуборезные и чистовые
Станки для производства и строгания конических зубчатых колес
Зубообрабатывающие центры
Станки зуборезные; другое
Зубошлифовальные станки
Зубофрезерные станки
Станки для шлифовки и заточки зубьев
Зубопрокатные станки
Зубообрабатывающие станки (дисковые или реечные)
Станки зубошлифовальные
Станки для округления зубьев шестерен и снятия заусенцев с зубчатых колес
Станки фрезерные
Станки шлифовальные
Станки ленточно-шлифовальные
Станки для шлифования цапф осей
Кулачковые шлифовальные станки
Станки для шлифования распредвалов и коленчатых валов
Станки для шлифования центральных отверстий
Бесцентровошлифовальные станки
Шлифовальные машины с продольным ходом
Машины для выравнивания головки цилиндров
Станки шлифовальные для прочих операций (шлифовальные центры)
Станки шлифовальные с гибким валом
Станки шлифовальные; другое
Станки высокоскоростные шлифовальные
Плоскошлифовальные станки с горизонтальным шпинделем
Станки плоскошлифовальные горизонтальные с поворотным столом
Станки внутренние шлифовальные
Координатно-шлифовальные станки
Овальные шлифовальные станки
Станки параллельношлифовальные
Станки шлифовальные поршневые
Станки круглошлифовальные плоские
Шлифовальные станки многоугольные
Производственные станки наружно-круглошлифовальные (врезные)
Профильношлифовальные станки
Вальцешлифовальные станки
Станки для шлифования дорожек качения роликовых подшипников
Станки продольно-шлифовальные
Станки шлифовальные для шлицевых валов
Плоскошлифовальные станки с регулируемым шпинделем (универсальные)
Станки заточные с поворотной рамой
Станки резьбошлифовальные
Универсальные круглошлифовальные станки
Станки для шлифования клапанов
Вертикально-шпиндельные плоскошлифовальные станки
Станки плоскошлифовальные вертикальные с поворотным столом
Ручной инструмент
Ручной электроинструмент
Ручной инструмент
Ручной инструмент для удаления заусенцев
Оборудование для термообработки
Установки для закалки лазером или электронным лучом
Оборудование для термообработки; другое
Индукционная закалка, машины для индукционной термообработки
Промышленные печи
Машины для термической закалки и термообработки
Хонинговальные, доводочные и полировальные станки
Автоматические полировальные машины
Бесцентровые полировальные станки
Хонинговальные станки цилиндрические
Двухсторонние шлифовально-полировальные станки
Хонинговальные станки
Станки хонинговальные, доводочные и полировальные; другое
Притирочный станок для алмазного инструмента
Станки полировальные, абразивная лента
Станки полировальные, абразивные диски
Шлифовальные станки
Суперфинишные станки
Вибраторы для суперфиниширования
Притирочные и цилиндрические станки
Гидравлические и пневматические компоненты
Кондиционирование сжатого воздуха
Фитинги, соединения
Прокладки
Трубопроводы и шланги высокого давления, гибкие трубки
Насосы высокого давления
Гидравлические и пневматические компоненты; другие
Гидравлические компоненты, органы управления и аксессуары
Гидравлические насосы и распределители
Гидропневматические аккумуляторы
Пневматические и масляные пневмодомкраты
Пневматические компоненты, органы управления и аксессуары
Редукторы и усилители давления
Насосы
Ротационные соединения
Обработка данных изображения
Системы обработки изображений
Измерительные микроскопы с цифровой обработкой изображений
Сенсорные системы для распознавания образов и сигналов
Видеосистемы и эндоскопы
Визуальное измерение геометрии
Промышленные роботы
Устройства для смены захватов роботов
Захваты и инструменты для роботов
Роботы-манипуляторы
Роботы для других приложений, измерительная техника и обеспечение качества
Сварочные роботы
Рабочие инструменты для промышленных роботов
Смазка и охлаждение
Смазочно-охлаждающие жидкости
Смазки и СОЖ для станков
Смазка и охлаждение; другие
Смазочное оборудование и устройства
Технология минимальной смазки
Лубрикаторы масляного тумана
Системы смазки и смазки
Холодильные установки
Сепараторы охлаждающих и смазочных материалов, насосы, фильтры, центрифуги
Распылительная установка для кузнечных машин
Станки образовательные
Станки образовательные
Машины и системы для аддитивного производства
Системы для 3D-печати (3DP)
Системы аддитивного производства прочие
Системы моделирования наплавленных слоев / фриформера (FLM, FDM)
Системы для гибридных процессов
Установки для лазерной наплавки металла
Установки для напыления металлического порошка (МПА)
Системы для полиграфических процессов
Системы селективной лазерной плавки / спекания (SLM / SLS)
Системы стереолитографии (STL и SLA)
Машины и системы для поверхностной техники
Центрифуги для удаления и сушки масла
Системы химического травления
Системы очистки; другое
Дробеструйные установки непрерывного действия
Защита от коррозии
Оборудование для нанесения покрытия CVD
Оборудование для размагничивания ферромагнитных деталей
Электролитическая обработка поверхности
Оборудование для наземной техники; другое
Гальваническое и фосфатирующее оборудование
Промышленные щетки, щеточные колеса, вкл.для станков для снятия заусенцев
Промышленное моечное оборудование
Оборудование для механической очистки и щетки
Печи для отверждения красок и порошков
Кабины и системы покраски жидких и порошковых продуктов
Оборудование для травления и обезжиривания
Оборудование для плазменного нанесения
Оборудование для нанесения покрытия PVD
Пескоструйное, дробеструйное и дробеструйное оборудование
Машины для шелушения, цветочного тиснения и марморирования
Ультразвуковая очистка
Машины для мойки, очистки и обезжиривания
Машины для маркировки и гравировки
Оборудование для тиснения
Гравировальные станки
Станки для лазерной маркировки
Штамповочное и маркировочное оборудование
Машины для производства болтов, гаек, винтов и заклепок
Станки для снятия фасок с болтов
Ножницы для болтов
Холодный и теплый прессы для болтов и заклепок
Машины для производства болтов, винтов, гаек и заклепок; другое
Прессы для гаек
Станки для нарезания гаек
Станки для нарезания резьбы и нарезания винтов
Станки резьбонакатные для болтов и винтов
Обрабатывающие центры
Высокоскоростные обрабатывающие центры
Горизонтальные обрабатывающие центры
Обрабатывающие центры – универсальные
Обрабатывающие центры; другое
Вертикальные обрабатывающие центры
Материалы
Алюминий и легкие сплавы
Заготовки для инструментов – твердый металл
Заготовки для инструментов – HSS
Болты и винты
Отливки из чугуна
Керамика
Покрытия (материалы)
Крепежные детали и заклепки
Кованые детали
Хард-рок
Промышленные клеи
Материалы; другие
Металлические покрытия
Пластмассы
Полимербетон
Листовой металл
Спеченные материалы
Специальные формы и высокоточные трубы
Сталь и специальные сплавы
Материалы для аддитивных процессов
Материалы для аддитивных процессов; другое
Металлы / металлические порошки
Пластмассовые материалы (гранулы, нити)
Смолы для аддитивных процессов
Измерительные приборы и машины
Измерение угла и наклона
Оборудование для измерения диаметра
Калибраторы
Измерение круглости
Измерители силы зажима
Измерение перемещений и расстояний
Измерение расстояния, бесконтактное, ручное
Аппаратура для измерения электродвижущей силы
Аппаратура для измерения электродвижущей силы
Измерение силы и момента
Датчики зазора и промывки
Калибры и суппорты
Приборы для проверки точности средств измерений
Геометрические измерения, бесконтактные
Гигрометры
Интерферометры
Лазерное измерительное оборудование
Измерение толщины слоя
Линейные и круговые деления
Измерения магнитного поля
Таблички маркировочные, мерные и поверхностные
Конструкция измерительного прибора
Инструменты измерительные; другое
Лупа измерительная
Микрометры
Измерение шума
Бесконтактные системы измерения перемещений
Пьедесталы и штативы для трассеров, точных индикаторов часового типа
Прецизионные инструменты электрические
Прецизионные электронные приборы
Прецизионные пневматические инструменты
Прецизионные измерительные приборы, механические
Измерение давления
Измерение профиля и формы
Пирометры
Измерение скорости
Измерение поверхности
Измерение температуры
Размер резьбы
Прибор для измерения времени и скорости
Преобразователи
Виброметры
Приборы для измерения длины волны
Механические компоненты
Системы линейных направляющих на основе пневматических подшипников
Антивибрационные опоры
Станины и части машин из полимербетона
Тормоза
Сцепления
Муфты
Редукторы
Шлифовальные шпиндели
Рамы машин для твердых пород
Высокоскоростные шпиндели
Домкраты выравнивающие
Линейные направляющие
Основные шпиндели токарных, фрезерных, расточных, расточных и фрезерных станков
Механические компоненты; другие
Пьезоэлектрические двигатели и исполнительные механизмы
Системы позиционирования
Оборудование передачи энергии
Прецизионные приводы
ШВП с рециркуляцией
Подшипники скольжения и шариковые
Крышки направляющих и ходового винта
Регуляторы скорости
Редукторы
Пружины
Металлообрабатывающие (массивные) станки
Автоматические кузнечные машины
Экструзионные прессы
Ковочные машины
Машины и прессы кузнечные; другое
Молотки
Прессы для холодной штамповки
Прессы для горячей штамповки
Прессы для полугорячей штамповки
Металлообрабатывающие инструменты и формы
Плашки для гибки труб и профилей
Гибочные инструменты
Плашки для вырубки и вырубки
Плашки и инструменты для растяжения
Инструмент для литья
Плашки композитные
Плашки глубокой вытяжки
Плашки для литья под давлением
Плашки для волочения
Инструменты для тиснения, штамповки и маркировки
Экструзионные матрицы
Плашки чистовой вырубки
Поковки
Накатные инструменты
Инструмент для обработки металлов давлением; другое
Плашки многоступенчатые
Пресс-инструменты
Пуансоны и матрицы
Инструмент для вырубки
Инструменты для профилирования
Инструменты для чистовой и глубокой прокатки валков
Специальный инструмент
Прядильные инструменты
Инструмент для накатки резьбы
Инструмент для порошковой металлургии
Инструменты для прогрессивных прессов
Инструмент для производства винтов
Наборы передаточных матриц
Микрообработка
Соединение микрочастиц
Лазерное микробурение
Микрорезы
Электроэрозионные станки
Системы микропозиционирования
Установки для гидроабразивной резки
Микросборочные системы и компоненты
Технология микроформования
Центры микрообработки
Станки фрезерные
Фрезерные станки для снятия фасок и острижки
Станки фрезерные круглые
Копировально-фрезерные станки
Станки фрезерные для коленчатых и распределительных валов
Высекальные станки
Станки фрезерные высокоскоростные
Фрезерные станки с горизонтальной станиной
Станки коленно-фрезерные горизонтальные
Ручные фрезерные станки
Станки фрезерные и расточные
Станки фрезерные для макетирования и изготовления опытных образцов
Станки фрезерные; другое
Фрезерные станки со станиной с несколькими головками
Станки строгально-фрезерные
Станки для фрезерования пазов и пазов
Фрезерные станки с универсальной станиной
Универсальные коленно-фрезерные станки
Универсальные инструментально-фрезерные станки
Фрезерные станки с вертикальной станиной
Станки коленно-фрезерные вертикальные
Аппараты, приборы и компоненты прочие
Аппаратура для калибровки, проверки допусков и т. Д.
Зажимная и нагружающая техника для измерительных конструкций
Кодированные линейные и угловые измерительные системы
Захваты и приспособления для машин для испытания на растяжение
Системы освещения для визуального контроля качества
Продукты для электронной документации
Бесконтактные переключатели
Станки с параллельной кинематикой
Станки параллельные кинематические для операций резания
Параллельно-кинематические станки погрузочно-разгрузочные
Станки строгальные, формовочные, долбежные и протяжные
Внутренние протяжные станки
Станки строгальные
Станки строгальные, формовочные, долбежные, протяжные; другое
Формовочные станки
Станки долбежные
Протяжные станки
Трансфер-протяжные станки
Станки токарно-протяжные
Прессы
Прессы колонные
Прессы кривошипные
Прессы для глубокой вытяжки
Прессы двойного действия
Двух- и четырехколонный пресс
Четырехточечные вытяжные прессы
Фрикционные винтовые прессы
Прессы ручные рычажные
Гидравлические прессы
Гидроформовочные прессы
Прессы для больших панелей
Прессы механические
Эксцентриковые прессы с открытой передней частью без наклона
Открытые фронтальные прессы
Ударные прессы
Пневматические и гидропневматические прессы
Прямоугольные прессы
Растяжные формовочные прессы
Прессы рычажные
Трансферные прессы
Двухточечные прессы
Прессы специального назначения
Калибровочные прессы
Чеканочные прессы
Прессы для пробной штамповки
Машины и инструменты для сборки и соединения под давлением
Маркировочные машины
Прессы специального назначения; другое
Станки для изготовления заклепок
Пакетировочные прессы
Штамповочные прессы
Правильные прессы
Обрезные прессы
Контроль качества и программное обеспечение
Сбор измеренных электрических данных
Сбор измеренных неэлектрических данных
Программное обеспечение для управления APQP / PPAP
Аудиторское программное обеспечение
Автоматизация тестовых последовательностей
Системы управления жалобами и ошибками
Диагностические системы
Отчет о первичной выборке
Возможности измерительной системы
Мобильная запись данных
Визуализация процессов и мониторинг машин
Обработка и оценка данных измерений
Системы QFD, развертывание функции качества
Программное обеспечение для обеспечения качества
Программное обеспечение для контроля качества
Системы информации и контроля качества
Моделирование и автономное программирование координатно-измерительных машин
Программное обеспечение для управления качеством (QM)
Системы SPC
Статистический анализ
Планирование статистического эксперимента
Планирование испытаний и оценка данных испытаний
Контроль и управление тестированием
Прослеживаемость
Безопасность и окружающая среда
Системы и компоненты защиты воздуха
Системы пылеотделения, системы фильтрации, фильтры
Оборудование для безопасности и окружающей среды; другое
Выхлопные системы
Противопожарные системы безопасности
Промышленные системы фильтрации воздуха
Продукция промышленной безопасности
Промышленные аспирационные установки для очистки машин
Системы шумоподавления
Средства индивидуальной защиты
Очистка технологической воды для систем суперфиниширования
Устройства защиты роботов
Защитные устройства, сплошной кожух, брызговик
Защитное оборудование
Защитное оборудование на станке
Очистка сточных вод, установки и компоненты
Очистка воды, установки и компоненты
Устройства безопасности для мастерских
Станки пилы и отрезные
Станки ленточнопильные
Циркулярные пилы
Станки отрезные
Станки фрикционные
Станки ножовочные
Станки пилы и пилы; другое
Станки резьбонарезные и резьбонарезные
Станки резьбонарезные и резьбонарезные
Станки резьбонарезные и резьбонарезные; другое
Станки резьбонакатные
Услуги по аддитивным процессам
Консультанты по аддитивным процессам
Контрактное производство для аддитивного производства; другие машины
Дизайн-Entwicklung und Modelle для добавки Verfahren
Инжиниринг аддитивных процессов
Разработка программного обеспечения для аддитивных процессов
Услуги для предприятий
Ассоциации, организации
Консультанты
Базы данных технико-экономических исследований
Финансовые услуги
Общие услуги; другое
Интернет, Электронная торговля
Исследовательские центры
Технические журналы
Техническая литература
Учебные центры
Услуги по качеству, измерительной и испытательной технике
Калибровка (Немецкая служба калибровки ¿DAkkS
Услуги по калибровке
Сертификация, услуги
Химико-физические анализы
Компьютерная томография
ISO 9000 консалтинг
Измерения на платной основе
Неразрушающий контроль
Консультации по вопросам управления качеством
Шесть сигм
Услуги по испытанию прецизионного и измерительного оборудования
Консультации TQM
Обучение координатно-измерительной технике, обеспечению качества, неразрушающему контролю
Услуги по производству и разработке продукции
Производство деталей машин на заказ
Услуги по нанесению покрытий (услуги цеха)
Консультации для промышленности 4.0 решения, интернет вещей
Размагничивание
Закалочные цеха
Калибровка станка
Техническое обслуживание машин
Техническое обслуживание инструментов / Заточка инструментов
Ремонтно-эксплуатационные услуги
Сервисные центры технической документации
Услуги по проектированию, строительству, расчету и моделированию
Услуги по монтажу машин
Услуги по производству; другое
Сервисы для приложений виртуальной реальности
Услуги вибрационного и жидкостного измельчения
Станки для вырубки и вырубки листового металла
Комбинированные дыропробивные и лазерные станки
Высечные машины
Вырубные станки
Вырубные машины
Станки для резки, высечки, вырубки и пробивки отверстий; другое
Пуансонные прессы револьверные
Универсальные отрезные и вырубные (вырубные) станки
Станки для резки листового металла
Станки для резки полых профилей
Отрезно-шлифовальные машины
Линии продольной и продольной резки
Гильотинные ножницы
Станки лазерной резки
Станки для продольной резки
Перфорационные станки, вкл.системы лазерной перфорации
Станки плазменной резки
Листообрабатывающие и полосовые станки; Другое
Обрезные станки
Станки гидроабразивной резки
Формовочные машины для листового металла
Гибочные и правильные прессы
Фальцевальные машины
Накатные станки
Листогибочные прессы
Профилегибочные машины
Профилегибочные машины для полых деталей
Листоформовочные и валковые машины
Станки для гибки листового металла
Машины для формовки листового металла; другое
Прядильные машины
Растяжные машины
Растяжные и правильные машины
Ячейки и системы для обработки листового металла
Гибочные центры
Режущие центры
Гибкие системы формовки и формовки
Гибкие системы обработки листового металла
Обрабатывающие центры для пробивки и гибки
Центры обработки листового металла
Программное обеспечение для станков
Диагностические системы и программное обеспечение
Программное обеспечение человеко-машинного интерфейса (HMI)
Профилактическое обслуживание
Программное обеспечение для ЧПУ
Программное обеспечение для промышленных роботов
Программное обеспечение для станков; другое
Программное обеспечение для моделирования ЧПУ
Программное обеспечение для ПЛК
Телесервисные системы и программное обеспечение
Программное обеспечение для разработки продуктов
Программное обеспечение CAD
Программное обеспечение CAE
Программное обеспечение CAQ
База данных материалов
Программное обеспечение PDM / EDM
Программное обеспечение для вычислительной гидродинамики
Программное обеспечение для проектирования и проектирования
Программное обеспечение для конечно-элементных расчетов
Программное обеспечение для приложения FMEA
Программное обеспечение для конфигурации продукта / варианта
Программное обеспечение для разработки продуктов; другое
Программное обеспечение для моделирования изделий
Программное обеспечение для производства и планирования производства
Приложения для производства
Программное обеспечение CAM
Облачные приложения для производства
Программное обеспечение для обслуживания
Программное обеспечение для управления производством (MES)
Диагностика процесса
Программное обеспечение для планирования мощности и даты производства
Программное обеспечение для безопасности и защиты данных
Программное обеспечение для DNC
Программное обеспечение для управления производственными закупками
Программное обеспечение для управления производственными системами
Программное обеспечение для моделирования производственных процессов
Программное обеспечение для производства; другое
Программное обеспечение для операционных систем и сетей
Программное обеспечение для обработки заказов (ERP)
Программное обеспечение для сбора производственных данных
Программное обеспечение для планирования и управления производством
Программное обеспечение для моделирования производственных процессов
Программное обеспечение для управления запасами и материалами
Программное обеспечение для управления складированием и транспортировкой
Программные решения для промышленности 4.0 и Интернет вещей IOT
Программное обеспечение для управления инструментами
Испытательные машины производственно-лабораторные
Системы компьютерной томографии
Оборудование для испытаний на коррозию
Приборы для проверки трещин
Машины для испытаний на ударную вязкость
Электронное оборудование для измерения и контроля дисбаланса
Оборудование для измерения вибрации и шума
Машины и оборудование для испытания зубчатых колес
Машины для испытания на твердость
Машины для испытаний на удар
Машины и аппараты для неразрушающего контроля
Оборудование для металлографических испытаний
Поверхностные плиты и испытание на плоскостность
Машины для испытания поверхностей
Машины для испытания на растяжение
Машины испытательные на растяжение, сжатие, изгиб
Машины испытательные; другое
Системы тестирования для обеспечения качества
Машины для испытания на кручение
Машины ультразвуковые
Машины для испытания на виброустойчивость
Рентгеновские метрологические системы
Станки заточные
Станки протяжные
Станки для заточки твердосплавных инструментов
Станки для заточки резцов и разверток
Станки для заточки зуборезных инструментов
Станки для заточки фрез
Реверсивные шлифовальные станки с твердосплавными наконечниками
Станки для заточки пил
Станки для заточки ножниц и станков
Станки для заточки одноточечных режущих инструментов
Станки для шлифования метчиков
Станки для резьбонарезания плашек и нарезки
Станки для заточки инструментов и резцов; другое
Станки для заточки и доводки инструментов
Станки для заточки спиральных сверл
Универсальные станки для заточки резцов и фрез
Устройства для предварительной настройки и балансировки инструмента
Балансировочные станки
Контрольно-измерительные приборы, системы измерения, измерения с обратной связью
Блоки измерения и настройки инструмента
Инструментальные приспособления
Головки расточные и торцевые
Станки расточные
Шлифовальные устройства
Фрезерные оправки
Аппараты фрезерные
Многошпиндельные головки
Разгрузочные устройства
Головки долбежные
Ускоряющие головки
Сферическое оборудование для токарной обработки
Устройства нарезные, насадки, шпиндели
Устройства для нарезания резьбы
Державка с сцепным приводом
Устройства инструментальные; другое
Головки револьверные
Инструментальные системы
Угловые головки
Дозаторы инструментов
Шкафы для инструментов
Средства по уходу за инструментами
Держатели инструмента
Системы идентификации инструмента
Системы контроля инструмента
Ремонт инструмента
Инструментальные системы, модульные
револьверные головки
Крепления для инструментов
Системы державок, модульные
Инструментальные системы; другое
Передаточные машины и головки агрегатов
Расточные головки
Установки буровые
Фрезерные агрегаты
Прочие передаточные машины
Роторно-делительные барабанные машины
Станки с делительно-поворотным столом
Особые подразделения
Узлы для нарезания резьбы и нарезания резьбы
Передаточные линии
Станки токарные
Станки токарные (токарные)
Токарно-шлифовальные станки с цапфой осей
Токарно-осевые станки
Станки токарные и лущильные
Станки стационарные
Станки токарно-револьверные
Центровочно-торцевые станки
Центро-токарные станки
Копировально-токарные станки
Станки токарные для коленчатого и распределительного валов
Станки отрезные
Станки токарно-торцевые (станки токарные с передним приводом)
Станки токарные с задней бабкой
Высокоскоростные токарные автоматы
Станки токарные; другое
Ручные токарные станки
Многошпиндельная прутковая автоматика
Многошпиндельный зажимной автомат
Многоинструментальные производственные станки
Станки токарные овальные
Станки поршневые
Станки токарно-валковые
Станки токарные полуавтоматы
Станки токарные с короткой станиной (токарные станки второй операции)
Одношпиндельная прутковая автоматика
Одношпиндельные автоматические зажимные устройства
Одношпиндельные универсальные токарные автоматы
Станки скольжения, наплавки и токарно-винторезные
Токарные центры
Вертикальные токарные станки
Станки токарные часовщики
Колесные токарные станки
Сварочные и газорезательные аппараты
Аппараты для дуговой сварки
Наплавочная сварка
Оборудование для газовой резки
Машины газорезательные
Аппараты для лазерной сварки
Машины для шовной и стыковой сварки
Малые электросварочные аппараты
Паяльное оборудование и принадлежности
Паяльные присадочные материалы
Аппараты для точечной сварки
Сварочные принадлежности
Сварочное оборудование; другое
Установки для отвода дыма
Сварочные машины и оборудование автогенные
Сварочные позиционеры
Станки для формовки проволоки
Машины для изготовления цепей
Станки для изготовления гвоздей
Пружинонавивочные машины и аппараты
Станки для гибки и формовки проволоки
Машины для намотки и наматывания проволоки
Волочильные машины
Машины для формовки проволоки; другое
Станки для правки и отрезки проволоки
Рабочее место
Центры, задние бабки для токарных станков
Зажимные системы
Патроны с кодировкой
Устройства зажимные и патроны; другое
Зажимные устройства гидравлические
Цанговые патроны
Патроны сверлильные
Разжимные оправки
Крепежные пластины
Патроны токарные с электрическим приводом
Патроны токарные ручные
Патроны токарные с гидравлическим приводом
Патроны токарные с пневматическим приводом
Машинные тиски
Магнитные патроны
Магнитные пластины
Элементы управления для приспособлений
Быстрозажимные приспособления для прессового инструмента
Оборудование для термоусадки
Стандартные крепежные детали и зажимные приспособления
Люнеты самоцентрирующиеся
Вакуумные фиксирующие пластины
Системы зажима с нулевой точкой
Обработка заготовок и инструментов
Сменные приспособления для зажимных деталей
Оборудование для обработки деталей или инструментов; другое
Захваты и автоматические приспособления
Подъемно-транспортное оборудование для центровки и позиционирования заготовок
Погрузочно-разгрузочное оборудование для складского ввода и выдачи заготовок
Обработка деталей
Подъемные магниты
Погрузочно-разгрузочное оборудование для станков
Паллетирование заготовок и инструментов
Системы смены прессового инструмента
Штабелеры
Устройства смены инструмента и магазины
Вибротранспортеры
Магазины для держателей заготовок
Оборудование для мастерских
Упаковка для режущего инструмента
Подъемно-транспортное оборудование
Прочее оборудование для мастерских Программное обеспечение, автоматизация производства и процессов
Пластины трансферная печать, сигнализация
Шкафы для инструментов, верстаки, сборные полки
Оборудование для мастерских
Крупногабаритный зубофрезерный станок GEA1200 | Mitsubishi Heavy Industries Machine Tool Co., ООО
Новая серия высокоскоростных прецизионных зубофрезерных станков с возможностью нарезания зубчатых колес диаметром более 1000 мм
Зубофрезерный крупногабаритный станок GEA1200Элемент
Стол выдерживает нагрузку до 15 тонн
- Статический и динамический анализ жесткости всего корпуса машины выполняется для оптимизации конструкции.
- Оснащен гидростатическим подшипниковым столом диаметром 1,200 мм
- Главное червячное колесо большого размера обеспечивает высокоэффективную и высокоточную обработку
Оборудован фрезерной головкой повышенной жесткости для резки в тяжелых условиях
- Оснащенный стандартным основным двигателем мощностью 30 кВт или дополнительным 60 кВт, машина способна резать шестерни с модулем до 20 (стандарт) или 30 (опция).
- Внедрение гидравлических гаек обеспечивает высокоточный и жесткий зажим червячной фрезы без какой-либо внешней помощи.
- Одноразовая твердосплавная плита используется для сухой резки.
Выбираемый осевой ход
- Доступны спецификации на 700 (стандартный) и 1400 (дополнительный) ход в соответствии с вашими конкретными потребностями
- Поддерживает длинные заготовки
Выбираемый ход столбца счетчика
- Доступны спецификации на 1000 и 1500 ходов для удовлетворения ваших конкретных потребностей
- С введением задней бабки с ЧПУ регулировка упора больше не требуется.
Интерактивное управление и программирование на 15-дюймовом цветном ЖК-экране
- Мы предлагаем комплексные программы нарезания зубчатых колес, начиная от создания программы и заканчивая проверкой натяжения.
- Графическая справка сокращает вдвое время, необходимое для программирования. Точно так же время, необходимое для проверки траектории резания, значительно сокращается, что позволяет эффективно использовать дорогие фрезы.
- Программное обеспечение, ориентированное на удобство работы, предназначенное для нарезания зубчатых колес больших размеров, также доступно в качестве опции.
Технические характеристики машины
Спецификация машины
| Товар / модель | GEA1200 | |
|---|---|---|
| Деталь Максимальный диаметр | мм | Φ1,200 |
| Макс, модуль | 20 (опт.30) | |
| Величина осевого хода | мм | 700 (от 520 до 1220) |
| Величина радиального хода | мм | 950 (от 110 до 1060) |
| Диаметр × длина варочной поверхности | мм | Φ350 × 450 (опция Φ500 × 500) |
| Сдвиг фрезы | мм | 350 (опт.400) |
| Вращение фрезы | мин. -1 | от 25 до 250 |
| Мощность двигателя оси червячной фрезы | кВт | 30 (опция 60) |
| Габаритные размеры (Д × Ш) | мм | 6,150 × 6,750 |
| Вес станка | т | 35.5 (опция 42.0) |