Установки индукционного нагрева, ТВЧ установки, кузнечные и закалочные комплексы :: ТВЧ пайка резцов :: Заказ по телефону +7-499-6413840
Процесс пайки состоит в том, что детали, соответственно подготовленные к пайке, устанавливают на приспособление, на швы укладывают флюс и дозированные заготовки припоя, а затем вводят в индуктор высокочастотного генератора (ТВЧ установки). Быстрый и равномерный нагрев деталей до температуры пайки осуществляется за счет тепла, выделяемого индуктированными токами в толще металла.Нагрев ТВЧ происходит без применения внешних источников тепла и позволяет равномерно нагревать лишь требуемые зоны, что резко снижает степень коробления нагреваемых деталей. В отличие от газопламенной пайки, при нагреве ТВЧ не образуется слепящее пламя, затрудняющее подачу флюса и наблюдение за расплавлением и растеканием припоя.
По сравнению с газопламенной высокочастотная пайка имеет ряд преимуществ:
- высокое качество паяных соединений, которое обеспечивается благодаря быстрому и равномерному нагреву при меньшей степени окисления и коробления деталей;
- повышение производительности труда на 40 – 50% благодаря резкому сокращению времени нагрева и возможности концентрировать значительные мощности в малом объеме;
- снижение расхода серебряных припоев при пайке деталей из меди и ее сплавов на 30 – 50%;
- возможность вести процесс пайки в вакууме без применения флюсов.


В процессе индукционной пайки рекомендуем применять установки мощностью от 15 до 30 кВт, при этом для пайки ферромагнитных металлов использовать удельную мощность не менее 1кВт/см2 нагреваемой поверхности.
В ходе пайки часто возникает необходимость автоматизировать процесс нагрева, с возможностью задания профиля мощности, для этого рекомендуем применять пульты управления ООО Амбит, на базе панельного контроллера. Применение пультов позволит при пайке конкретной детали задать скорость нагрева, выдержки и охлаждения, контролировать температуру и мощность, сохранять до 10 программ для последующей работы.
Применение нагрева ТВЧ позволяет решить вопросы механизации процесса пайки, однако целесообразность ее в каждом случае должна оцениваться программой выпуска изделий.
В мелкосерийном производстве для облегчения ручных приемов пайки рекомендуется иметь специальные столы.
Индукционный нагрев различных резцов перед пайкой, закалкой,
установка индукционного нагрева IHM 15-8-50
 youtube.com/v/tpqQkuakKgY?version=3&hl=ru_RU&rel=0″ type=”application/x-shockwave-flash”/>
youtube.com/v/tpqQkuakKgY?version=3&hl=ru_RU&rel=0″ type=”application/x-shockwave-flash”/>
Индукционная пайка (ремонт) дисковых пил,
установка индукционного нагрева IHM 15-8-50
Индукционный нагрев различных резцов перед пайкой, закалкой
Индукционная пайка резцов в производственных условиях
установка индукционного нагрева IHM 25-8-50
Наплавка чугуна,
установка индукционного нагрева IHM 30-8-50
Индукционная пайка нержавеющих труб,
установка индукционного нагрева IHM 30-8-50
 youtube.com/v/a7FOlh4UsUA&feature” type=”application/x-shockwave-flash”/>
youtube.com/v/a7FOlh4UsUA&feature” type=”application/x-shockwave-flash”/>
Индукционная пайка
Компания Проминдуктор предлагает индукционные нагреватели для пайки труб и других металлических изделий.
Физическая сущность процесса пайки.
Пайкой называется технологический процесс соединения металлических заготовок без их расплавления посредством введения между ними расплавленного промежуточного металла-припоя. Припой имеет температуру плавления более низкую, чем температура соединяемых металлов, и заполняет зазор между соединяемыми поверхностями за счет действия капиллярных сил. При охлаждении припой кристаллизуется и образует прочную связь между заготовками. В данном процессе наряду с нагревом необходимо удаление окисных пленок с поверхности паяемых металлов.
Образование соединения без расплавления кромок обеспечивает возможность распая, т. е. разъединения паяемых заготовок без нарушения исходных размеров и формы элементов конструкции.
Качество паяного шва во многом зависит от прочности связи припоя с металлом основы. В результате смачивания твердой металлической поверхности между припоем.
и основным металлом возникает межатомная связь. Эта связь может образоваться при растворении металла основы в расплавленном припое с образованием жидкого раствора, распадающегося при последующей кристаллизации; за счет диффузии составляющих припой элементов в основной твердый металл с образованием твердого раствора; за счет реактивной диффузии между припоем и основным металлом с образованием на границе интерметаллических соединений; за счет бездиффузионной связи в результате межатомного взаимодействия.
Выбор установки ТВЧ надлежащей мощности зависит от размера паяемых деталей и необходимой производительности. Окончательный выбор индукционных установок производится после экспериментальной пайки на них промышленных деталей.
В результате смачивания твердой металлической поверхности между припоем.
и основным металлом возникает межатомная связь. Эта связь может образоваться при растворении металла основы в расплавленном припое с образованием жидкого раствора, распадающегося при последующей кристаллизации; за счет диффузии составляющих припой элементов в основной твердый металл с образованием твердого раствора; за счет реактивной диффузии между припоем и основным металлом с образованием на границе интерметаллических соединений; за счет бездиффузионной связи в результате межатомного взаимодействия.
Выбор установки ТВЧ надлежащей мощности зависит от размера паяемых деталей и необходимой производительности. Окончательный выбор индукционных установок производится после экспериментальной пайки на них промышленных деталей.
Неотъемлемой частью всех индукционных нагревательных установок является индукционная катушка (или блок), называемая индуктором. Большинство индукторов имеет простую конструкцию и легко может быть изготовлено потребителем.
Индуктор ТВЧ должен выполняться с таким расчетом, чтобы детали нагревались до требуемой температуры с максимальной эффективностью. Для нагрева более чем одного соединения можно применять сверхразмерные индукторы, т. е. индукторы большего размера, чем это необходимо по расчету в пределах развиваемой установкой мощности.
Число витков медной катушки или толщина медного блока зависит от размера требуемой зоны нагрева. При конструировании индуктора следует предусматривать поправку на краевой эффект, возникающий в деталях прямоугольной формы и на неровностях поверхности, которые находятся в зоне индукционного воздействия.
Промежуток между индуктором и паяемой деталью называют связью.
Нагрев деталей индукционным методом осуществляется очень быстро. При этом необходимо обеспечивать достаточное время для надлежащего растекания припоя и хорошего заполнения им паяемого соединения. Обычно лучше применять многовитковые индукторы при использовании полной мощности установки и нагрев до заданной температуры в течение 30—60 сек., чем одновитковый индуктор и нагрев в течение 5—10 сек. Скорость процесса пайки ТВЧ в каждом случае будет одинакова. Слишком быстрый нагрев может также вызвать растрескивание под действием возникающих напряжений.
Конструкция соединений. Так как при пайке индукционным способом происходит местный нагрев, то при конструировании соединения — это обстоятельство необходимо учитывать. Последовательное соединение узлов можно осуществлять путем t ступенчатой пайки или при помощи двух последовательных процессов с использованием одного и того же припоя при условии, чтобы, нагрев подлежащего пайке соединения не распространялся по уже спаянному шву.
Индукционная пайка ТВЧ наиболее эффективна в том случае, когда зажимное приспособление крепится к упорам, жестко закрепленным на рабочей плите.
При индукционной пайке следует очень тщательно устанавливать нужный соединительный зазор, так как при этом процессе тепло может индуктироваться преимущественно в одной из соединяемых деталей, вызывая ее более быстрый нагрев и расширение. Это может создать нежелательные неравномерные условия нагрева во время процесса пайки, что необходимо компенсировать первоначально установленным соединительным зазором. Например, если соединительный зазор во время нагрева увеличивается, то при сборке соединений в холодном состоянии надо устанавливать уменьшенный зазор и, наоборот.
Например, если соединительный зазор во время нагрева увеличивается, то при сборке соединений в холодном состоянии надо устанавливать уменьшенный зазор и, наоборот.
Припои, флюсы и атмосферы. Припои обычно применяются в форме колец, прокладок или шайб. В некоторых случаях применяют припой в виде пасты или порошка, но эту форму припоя трудно приспособить к условиям индукционной пайки.
В тех случаях, когда припой и основной металл требуют применения флюса, первостепенным условием для выбора флюса является температура, при которой будет производиться пайка этим припоем. При индукционной пайке происходит быстрый нагрев, поэтому время выдержки при заданной температуре сводится к минимуму.
Индукционная пайка ТВЧ в активной (восстановительной) или защитной атмосфере протекает успешно. В случае применения защитной атмосферы на поверхности соединяемых деталей следует иногда наносить небольшое количество флюса, чтобы защитить эти поверхности от окисления, пока защитная атмосфера не достигнет температуры, при которой ее действие наиболее эффективно.
Техника пайки. Перед пайкой соединяемые детали следует тщательно очистить, профлюсовать, если необходимо, и собрать вместе с уложенным на них припоем. Эти операции следует выполнить заранее, но с соблюдением предосторожности. Индукционный способ пайки включает значительное количество ручного труда; следует иметь в виду, что после высыхания флюс может осыпаться.
Полностью собранные детали фиксируются в определенном положении в индукторе, что обеспечивает одинаковое взаимное расположение паяемых деталей и индуктора.
Для обеспечения экономичности процесса пайки необходимо ’предусматривать механизмы автоматического регулирования времени пайки. Эти приборы позволяют оператору устанавливать время процесса пайки и поддерживать его одинаковым с точностью до долей секунды. Если необходимо ускорить охлаждение детали в индукторе после пайки, то следует включить охлаждающую среду, например, воздуходувку или водяную струю. Закалку в воде следует применять только после того, как паяное соединение достаточно охладилось и прочно держит детали.
Оборудование и процессы для индукционной пайки
Пайка — это процесс соединения двух одинаковых или разнородных металлов путем плавления присадочного металла между ними. Он отличается от пайки тем, что в нем используются другие присадочные металлы и сплавы, плавящиеся при более низких температурах. Это означает, что пайка требует меньше энергии, чем пайка. Это может быть выгодно для мелких и хрупких деталей, которые могут быть повреждены при более высокой температуре.
Индукция дает много преимуществ при пайке. Процессы индукционной пайки невероятно воспроизводимы. Это означает, что вы каждый раз получаете более стабильное паяное соединение. Последовательное соединение может иметь решающее значение для деталей, проводящих электричество. Индукционная технология также может быть намного безопаснее для операторов, поскольку нагревается только та часть, которая подлежит пайке. Также отсутствует открытое пламя, которое может потребовать дополнительной вентиляции.
Системы индукционной пайки Radyne обеспечивают чистую воспроизводимую пайку широкого спектра деталей.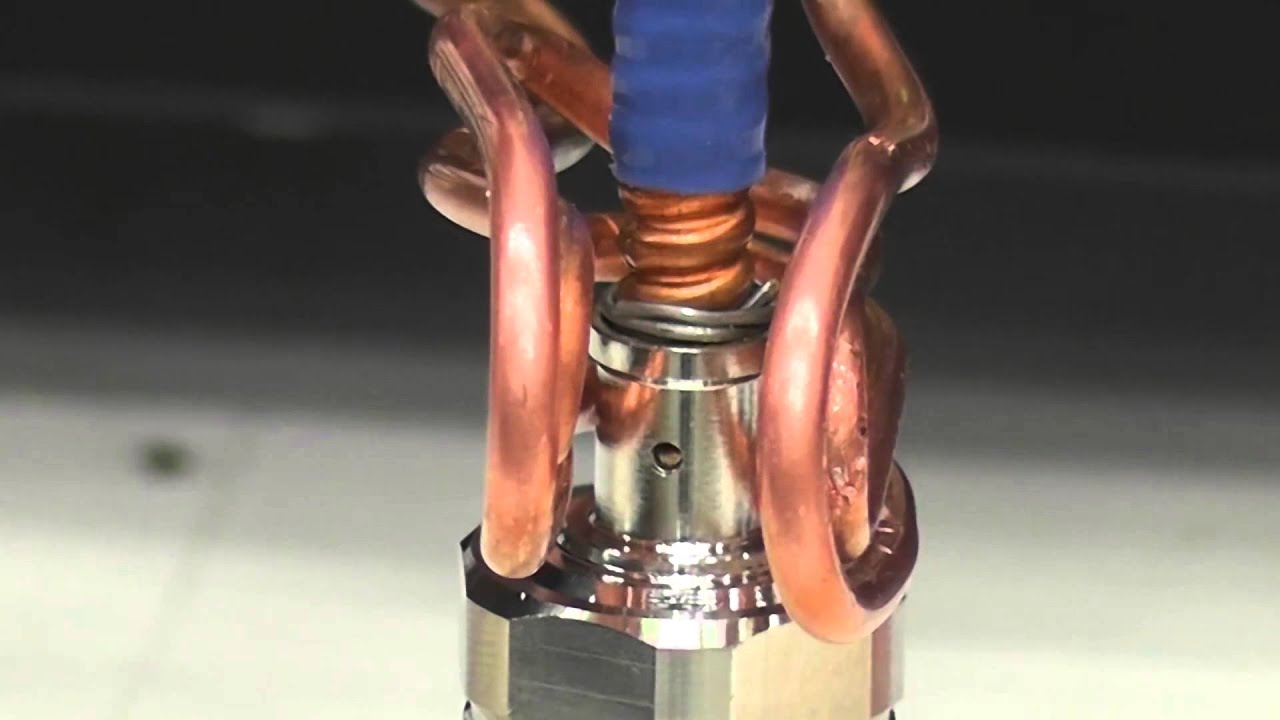 Оборудование для индукционной пайки и пайки Radyne обеспечивает качество, стабильность, настраиваемую производительность и быструю смену инструментов для различных производственных нужд. Линейка продуктов для индукционной пайки Radyne предлагает стандартные решения для пайки алюминия, меди, латуни, нержавеющей стали, карбида и других материалов.
Оборудование для индукционной пайки и пайки Radyne обеспечивает качество, стабильность, настраиваемую производительность и быструю смену инструментов для различных производственных нужд. Линейка продуктов для индукционной пайки Radyne предлагает стандартные решения для пайки алюминия, меди, латуни, нержавеющей стали, карбида и других материалов.
Пайка и пайка включают сплавление соединительного сплава между поверхностями соединяемых металлических деталей. Если металлические поверхности чистые, контакт устанавливается и соединяемый материал сплавляется с каждой поверхностью, образуя соединение при затвердевании при охлаждении.
Индукционный нагрев при пайке легко адаптируется к методам производственной линии, обеспечивая стратегическое расположение оборудования на сборочной линии и, при необходимости, нагрев с помощью дистанционного управления. Зачастую индукционная пайка позволяет уменьшить необходимое количество креплений деталей, что приводит к минимальному нагреву креплений, обеспечивает эффективный нагрев в местах стыков, увеличивает срок их службы и сохраняет точность их соосности деталей до присоединиться. Поскольку операторам не нужно направлять источник индукционного нагрева, обе руки остаются свободными для подготовки узлов к соединению.
Поскольку операторам не нужно направлять источник индукционного нагрева, обе руки остаются свободными для подготовки узлов к соединению.
Индукционный нагрев оказался ценным помощником в процессах соединения по многим причинам. Среди них быстрый нагрев и точный контроль нагрева. Быстрый нагрев и точный контроль температуры обеспечивают возможность локального нагрева для соединения высокопрочных компонентов с минимальным ослаблением и последовательными операциями пайки. Индукционная пайка часто применяется и предлагает ряд преимуществ, включая гладкие, хорошо закругленные соединения, хороший внешний вид и высокую целостность. Нажмите здесь, чтобы узнать больше о пайке и процессе соединения.
Система индукционной пайки RadyneКонтролируемая атмосфера
Для соединения компонентов с помощью индукционной пайки все чаще используются специальные среды. Использование восстановительной атмосферы или вакуума требуется при производстве паяных сборок, в которых используется контролируемая атмосфера, предотвращающая образование оксидов при нагревании. Это может устранить необходимость в очистке деталей после обработки и может обеспечить экономию средств и времени для сложных и чувствительных деталей, таких как печатные платы.
Это может устранить необходимость в очистке деталей после обработки и может обеспечить экономию средств и времени для сложных и чувствительных деталей, таких как печатные платы.
Индукционная пайка
Элин ВонгЭлин Вонг
Директор по продажам ★ Индукционная нагревательная машина ★ Помогает более чем 5000 отраслям найти коммерческие решения для термообработки
Опубликовано 21 марта 2023 г.
+ Подписаться
Индукционная пайка представляет собой процесс, при котором два или более металлических изделия соединяются вместе путем плавления и заливки присадочного металла (припоя) в зону соединения. Присадочный металл (припой) имеет более низкую температуру плавления, чем собираемые детали¹². Индукционная пайка нагревает детали в радиочастотном поле без физического контакта с деталями.
Индукционная пайка нагревает детали в радиочастотном поле без физического контакта с деталями.
Каковы преимущества индукционной пайки?
Индукционная пайка имеет некоторые преимущества по сравнению с другими методами соединения металлов, например:
– Быстрые циклы нагрева: индукционный нагрев может занять всего несколько секунд в зависимости от используемой детали и системы.
– Снижение вероятности ошибки: Индукционный нагрев каждый раз обеспечивает точный и стабильно качественный припой. Это помогает свести к минимуму вероятность несоответствий, которые вы можете увидеть с помощью паяльника или горелки.
– Усовершенствованный контроль: индукционный нагрев позволяет контролировать процесс пайки и избегать термического стресса. Вы можете настроить параметры мощности, частоты, конструкции катушки и времени нагрева в соответствии с различными деталями и материалами.
Каково применение индукционной пайки?
Некоторые примеры применения индукционной пайки:
– Электрические компоненты: такие как кабели, соединители, клеммы, провода, штыри и т. д.
д.
– Ювелирные изделия: такие как изящные украшения из металлических сплавов.
– Инструменты и штампы: такие как режущие инструменты, сверла, пилы и т. д.
– Двигатели и насосы: такие как роторы, статоры, рабочие колеса и т. д.
Какие трудности возникают при индукционной пайке?
Некоторые проблемы индукционной пайки:
· Не все материалы подходят для индукционной пайки. Индукционный нагрев лучше всего работает с электропроводными материалами, которые имеют высокое удельное электрическое сопротивление и низкую теплопроводность.
. Для некоторых непроводящих материалов, таких как стекло, керамика или пластик, может потребоваться токоприемник или этап предварительного нагрева для достижения адекватного нагрева.
· Индукционная пайка требует тщательного выбора и применения присадочного металла и флюса. Присадочный металл должен иметь более низкую температуру плавления, чем основные металлы, и быть металлургически совместимым с ними.