основные узлы и назначение, фото, видео
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.
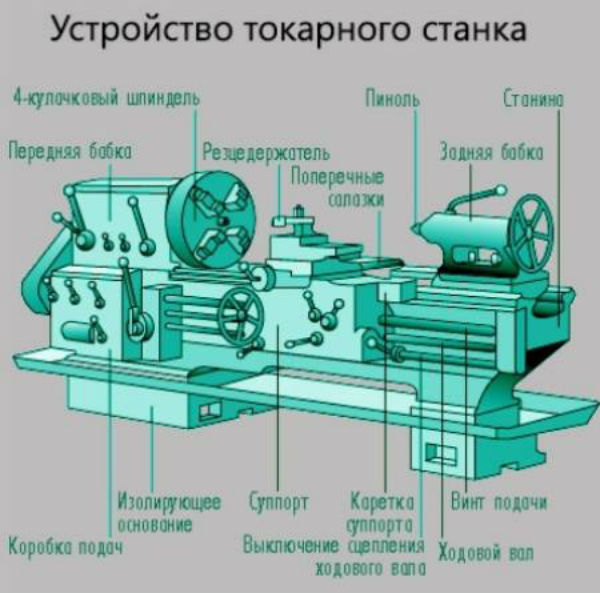
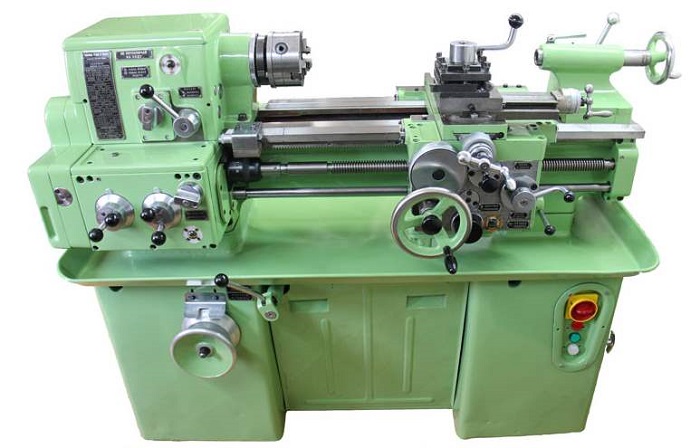
 Общий вид токарного станка по металлу
Общий вид токарного станка по металлуОсновными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.

Основные узлы токарного станка по металлу
Видео-урок об устройстве токарных станков по металлу
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.

Станина
Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.

Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.

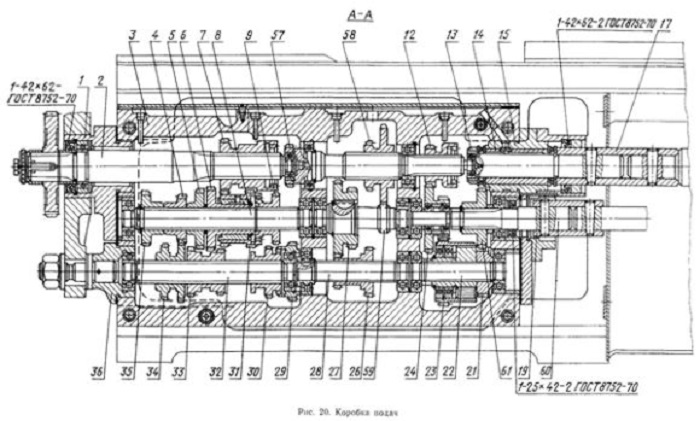
Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
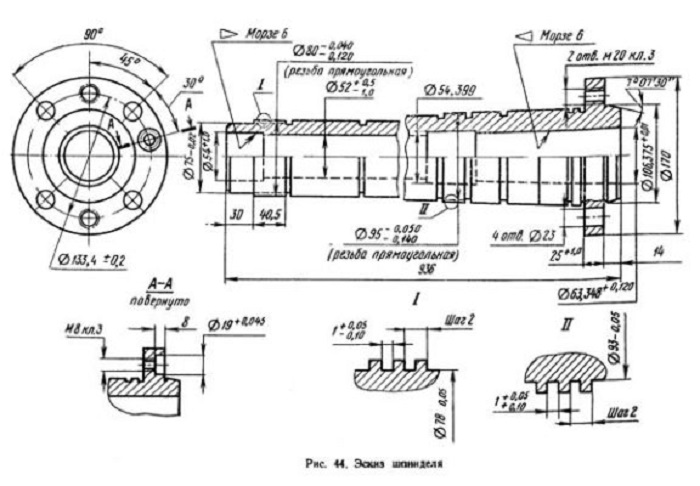
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.

Шпиндель
В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.

Суппорт
При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.

Поперечные салазки
Фартук
Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Задняя бабка
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.

Задняя бабка в разрезе
Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.

Задняя бабка
Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.
Устройство самого современного станка для токарных работ несмотря на многовековую историю развития и сегодня не сильно отличается от своих прародителей. Практически все приспособления по-прежнему основаны на принципе вращения обрабатываемой детали, зажатой в патрон с одной стороны, и заднюю бабку с другой. Такая компоновка применяется и для деревообрабатывающих станков, и для оборудования для обработки металла. При этом, токарный станок по металлу, несмотря на сложность конструкции, вполне реально собрать и в гаражных условиях, ведь, как показывает практика, ничего невозможного нет.
Теория станков и оборудования насчитывает несколько видов устройств для обработки металла которые могут именоваться токарным станком. Самым простым является токарно-винторезный вид устройства, в основе которого лежит принцип вращения обрабатываемой детали вокруг своей оси в горизонтальной плоскости. Обработка детали проводится резцом или другим приспособлением, рабочая часть которого способна передвигаться как вдоль детали, так и перпендикулярно оси вращения. Само устройство токарного станка по металлу имеет ряд элементов, имеющих специальное название, эти названия идентичны для всех конструкций оборудования.

Основные узлы
В состав конструкции входит два вида узлов те, без которых невозможна работа называются основными, те, которые можно опустить при создании или которые могут быть выполнены в виде дополнительного оборудования обычно именуются неосновными.
Станина
Станина самая массивная часть станка. Она выступает в роли несущей рамы, на нее крепится все оборудование. Это, должно быть массивное и прочное сооружение, по весу станина может достигать 70% массы станка. Вместе с тем, все элементы корпуса станины должны быть максимально точно подогнаны друг к другу и иметь жесткую фиксацию. Большая масса способствует уменьшению вибрации при работе, а точность дает возможность повысить качество обработки детали.

Суппорт токарного станка
Один из самых важных и сложных узлов. В промышленных моделях суппорт имеет несколько регулировок, позволяет перемещать резцедержатель как вдоль оси вращения детали, так и перпендикулярно ей. Подача резца может иметь и вертикальное направление. Для токарного станка, изготавливаемого своими руками этот узел обычно конструируют упрощенным – резец передвигается на салазках только горизонтально, поперек оси вращения детали. Поднятие и опускание осуществляется с последующей фиксацией при выключенном двигателе. А перемещение вдоль оси обычно осуществляется по резьбовой шпильке, установленной вдоль станины.
Вместе с тем, у многих умельцев упрощенная конструкция встречается только в первой собранной модели, в дальнейшем суппорт постоянно модернизируется и усовершенствуется. Но главной задачей этого узла остается все-таки надежная фиксация режущего инструмента и плавная его подача в ходе работы.

Передняя и задние бабки
Для того чтобы придать вращательное движение детали используется передняя бабка. Это сложная конструкция имеющая в своем составе узел фиксации детали, вал, на который крепится этот узел и коробку передач, для изменения скорости вращения. В промышленных станках коробка передач обслуживает не только вращающийся патрон с зажатой деталью, в ней имеется привод и для подачи суппорта. В мини станках, изготавливаемых своими руками передняя бабка, представляет собой вал с патроном для фиксации детали, с одной стороны, а с другой на него насажен шкив для ременной передачи. Вся эта конструкция помажена на пару подшипников и надежно зафиксирована на станине.
Задняя бабка представляет собой подвижный узел, в который крепится неподвижный конусный центр для поддержания детали на весу. Важным моментом выступает то, что центр задней и передней бабки находятся на одном уровне как в горизонтальной, так и вертикальной плоскости. Эти соосно расположенные детали позволяют с одной стороны обеспечить вращение детали вокруг одной оси, с другой обеспечить выполнение и других технологических операций токарных работ, например, сверление отверстий или нарезание внутренней резьбы.

Коробка подач
В самодельных станках по металлу коробка передач часто конструируется как отдельный узел. Основная задача коробки передач обеспечить вращение шпинделя станка с заданной скоростью в нужном направлении. Коробка передач как уже упоминалось раньше может иметь привод еще и на суппорт, эта опция особенно важна при нарезке резьбы и получении максимально качественной обработанной поверхности. Конструктивно коробка может быть выполнена:
- В виде нескольких шестеренок на валах;
- В виде шкивов разного диаметра, на которые движение передается при помощи ременной передачи.
Для мини станков самым простым решением является использование двухскоростной электродрели в качестве привода – здесь в одном корпусе сразу совмещены и двигатель, и коробка передач.

Шпиндель
Шпиндель предназначен для надежной фиксации обрабатываемой заготовки. В таком токарном станке эту роль может выполнять:
- Токарный патрон промышленного производства;
- Планшайба;
- Цанговый патрон;
- Патрон от электродрели;
- Другие виды зажимных устройств.

Другие конструктивные элементы
Перечень узлов и элементов, предназначенных для обеспечения работы самодельного токарного станка по металлу может иметь много пунктов, но наиболее важные в нем будут:
- Салазки;
- Пиноль;
- Резцедержатель;
- Фартук.
Салазки
Салазки предназначены для плавного перемещения резцедержателя. Для самодельных мини станков обычно используются только поперечные салазки, по которым при вращении маховика происходит плавное движение резцедержателя перпендикулярно оси вращения шпинделя. Продольное движение осуществляется при помощи суппорта. Такое решение не дает возможности выполнять большое количество операций, поэтому при конструировании станка стоит предусмотреть еще и поперечные для более точной работы. Ну а для станков, претендующих на высокий результат, не помешают устройства для перемещения резца под углом в 45 градусов к оси вращения.
Пиноль
Используется для закрепления заготовки в задней бабке. Эта деталь должна иметь высокую прочность и надежность, поскольку испытывает постоянное трение о металл заготовки.

Резцедержатель
Назначение резцедержателя – фиксация режущего инструмента на салазках суппорта. В процессе работы в этот узел могут фиксироваться и другие типы инструмента, например, накатки и шарошки. Резцедержатель должен обеспечивать, с одной стороны, надежное крепление резца, а с другой, оперативное изменение положение инструмента относительно обрабатываемой поверхности.

Фартук
Назначение этого элемента конструкции – сбор металлической стружки. Он располагается под станиной и при обработке металла стружка падает на фартук, а не на пол.
Электрическое оснащение станка
К электрооборудованию токарно-винторезного станка относится основное оборудование – электродвигатель с пусковыми конденсаторами и блоком защиты. И вспомогательное электрооборудование – лампа освещения и другие элементы, например, вытяжной вентилятор.
Особе внимание в электрооборудовании следует уделить приборам защиты от поражения электрическим током. Здесь прежде всего необходимо установить реле защиты, сделать вывод защитного заземления и обеспечить пульт управления специальной большой кнопкой выключения электропитания. Наличие этих защитных устройств в составе электрооборудования важное требование правил техники безопасности при работе с таким травмоопасным оборудованием.
Процесс изготовления токарного станка по металлу своими руками, как и процесс промышленного производства имеет несколько этапов. Каждый этап по-своему важен, как важна и последовательность этапов при создании конструкции.
Начальный этап – проектирование. Он начинается с разработки концепции компоновки устройства, его технических параметров и создания технической документации.
Этап практического изготовления включает в себя разметку материала, резку, подгонку и создание первоначальной модели. Далее, идет процесс наладки и подгонки узлов и деталей. Так что говорить о конкретных сроках, за которые можно самостоятельно собрать рабочий токарный станок своими руками не стоит.
Проектирование и чертежи настольного токарного станка
Проектирование подобного рода изделий рекомендуется делать на основе тех задач, которые планируется выполнять на это оборудовании. Чаще всего за основу берутся простые, не требующие высокой квалификации и дорогостоящего оборудования виды работ:
- Гладкая черновая и чистовая обработка цилиндрических деталей;
- Точение ступенчатых фасонов заготовок;
- Обработка конусных поверхностей;
- Формирование уступов, канавок с прямыми и наклонными поверхностями;
- Расточка цилиндров и конусов;
- Нарезание различного вида резьбы;
- Обработка кромок отверстий;
- Формирование рифлёной поверхности;
- Отрезание заготовок.

Определяем необходимые размеры
Вторым важным моментом выступает то, каких размеров заготовки будут обрабатываться при помощи этого станка. Для того чтобы заниматься моделированием достаточно небольших размеров, этот вариант мини станка может иметь небольшие размеры, и целиком помещаться на обычном письменном столе.
Для оборудования, которое планируется применять для обработки заготовок диаметром 50 мм и длиной до 500 необходима будет станина минимальной длины в 750 мм. А для работы с заготовками большей длины потребуется еще и отдельное основание. Простой деревянный стол устройство массой 50-70 кг попросту не выдержит.
Создаем необходимую проектную документацию
Увы, без разработки чертежей при постройке станка своими руками не обойтись. В принципе профессионально вычерчивать все узлы и детали смысла нет, а вот сделать технический рисунок, в котором учесть расположение деталей, способ их соединения и крепления все-таки стоит. При разработке отдельно нужно просчитать размеры станины и всех деталей, которые будут собираться из металлопроката. На рисунках нужно отметить точки соединений, места сверления отверстий и способ фиксации отдельных подвижных узлов. В качестве отдельного документа нужно оформить кинетическую схему станка и схему подключения электрооборудования. Кинетическая схема подразумевает то, как будут расположены шестерни или шкивы коробки передач, и как будет осуществляться изменение скорости вращения шпинделя. А электрическая схема даст возможность правильно подключить электрооборудование.

Совет: отличным подспорьем в качестве наглядного пособия по разработке чертежей могут служить старые советские технические журналы для технического творчества.
Именно в них часто публиковались чертежи оборудования для оснащения домашней мастерской.
Выбор электродвигателя для станка
Среди узлов самодельного станка электродвигатель один из немногих элементов который все-таки придется приобретать в уже собранном виде. Для оснащения маломощных мини-станков для моделирования и несложных работ подойдут небольшие электродвигатели мощностью до 500 вт. Более мощные и высокооборотистые типы двигателей можно устанавливать на станки для серьезных гаражных работ. А вот что касается типа мотора, то здесь лучше отдать предпочтение асинхронным видам. Они надежны, неприхотливы к перепадам напряжения и изменению нагрузки при работе.

Двигатель от стиральной машинки
Использование двигателя от стиральной машины в самодельном металлообрабатывающем станке дает несколько преимуществ – эти моторы доступны, имеют большой ресурс, отдельные модели можно использовать с установленными на них шкивами. Двигатели от современных стиральных машин, кроме всего прочего, можно использовать с автоматическим регулятором оборотов, это упростит конструкцию, поскольку не потребуется мудрить над коробкой передач.

Токарный станок на основе дрели
Для небольших работ в формате настольного токарного станка может подойти и бытовая электродрель. Преимущество этой простой конструкции в том, что узел передней бабки имеет уже готовый вид с регулятором оборотов, переключателем скоростей (для двухскоростных моделей) и патроном для зажима заготовки. Минус этого варианта заключается в том, что фиксировать можно детали максимального диаметра 10 или 13 мм, это максимальный размер детали, которые можно зажать в сверлильном патроне.
2.3. Порядок сборки
Сборка узлов и механизмов станка производится в определенном порядке, позволяющем постепенно собрать нужную конструкцию и при этом в процессе работы избежать крупных ошибок. Рекомендуется начинать работы со сборки основания рабочего стола, станины и суппорта, передней и задней бабки, резцедержателя и установки дополнительного оборудования.

Рама стола
Настольный вариант токарного станка по металлу рекомендуется собирать на специально изготовленном для этого столе. Рамная конструкция из уголка 40х40 или 45х45 отлично выдержит массу станка в 50 и даже 70 кг. В качестве крышки лучше использовать массивную доску из твердых пород дерева толщиной 50 и более мм. Раму стола лучше сразу фиксировать сварным швом.
Станина и суппорт
Станину для небольших станков можно сделать из профильной или обычной толстостенной водопроводной трубы. Для массивных проектов, с мощным двигателем и патроном диаметром 100мм станину лучше собрать из тавра или швеллера.
Суппорт лучше сделать из массивного швеллера. Втулки для движения по направляющим изготавливаются из бронзы, а вот для перемещения суппорта привариваются усиленные гайки. При опоре суппорта на станину делается широкая шлифованная подошва. Поверхность скольжения смазывается литолом или солидолом.

Изготавливаем переднюю и заднюю бабки
Сборка этих узлов требует особой точности и аккуратности. Перед сборкой передней бабки проверяется параллельность оси вала и горизонтальной плоскости станины. Вал не должен иметь ни горизонтального ни вертикального биения. Подшипники жестко насаживаются на вал и также фиксируются на корпусе. Вращение вала должно иметь легкое и свободное. Корпус передней бабки лучше собрать из швеллера, при этом предусмотреть возможность доступа к подшипникам для смазки.
Задняя бабка проверяется на точность по центру пиноли и зажимного патрона. Корпус можно выполнить из профильной трубы. Фиксация пиноли осуществляется при помощи зажимных болтов.
Резцедержатель своими руками
Для резцедержателя нужно использовать металлические пластины толщиной не менее 10 мм. Классическая форма резцедержателя квадратная, сам резец фиксируется прижимными болтами. А собранный держатель прикрепляется к салазкам большим болтом, с приваренной к головке рукояткой.
Направляющие для станка
Направляющие могут быть выполнены из трубы диаметром 15 мм, квадрата 10х10 мм или круглого прута. В качестве вала подачи суппорта и салазок можно использовать шпильки диаметром 18 мм и более.
Что нужно учесть во время сборки?
Для всех видов самодельных станков использование сварных соединений используется как самое надежное. Однако при работе электросваркой металл может деформироваться, из-за чего точность может быть нарушена. Для того чтобы сварка была прочной и правильной рекомендуется сначала сделать несколько пробных швов и только после проверки приступать к окончательному соединению деталей.
Особенности работы на самодельных станках
Для успешной работы на любом оборудовании прежде всего необходим опыт. Поэтому прежде чем приступать к обработке ответственных деталей рекомендуется сначала опробовать оборудование и приспособления станка для простых изделий. Ведь обработка сложной детали, как правило, состоит из ряда простых операций выполнение которых позволяет получить из простой заготовки деталь сложной формы.
Техника безопасности
Приступая к работе нужно:
- Убедится в правильности установки заготовки и надежности фиксации резца;
- Проверить, что убраны все инструменты и посторонние вещи;
- Одеть защитные очки и опустить защитное стекло.

Во время работы:
- Нельзя прикасаться к вращающимся деталям;
- Снимать очки и убирать защитное стекло;
- Останавливать шпиндель рукой.
После окончания работ нужно обязательно обесточить станок и дополнительное оборудование.
Правильный уход за станком
Уход за оборудованием не требует сложных приспособлений и операций. Достаточно взять за правило работать заточенным инструментом, убирать после работы стружку и пыль, проводить хотя бы раз в месяц смазку трущихся поверхностей и если это необходимо менять масло в коробке передач станка.
Устройство токарного станка по металлу
Появление большого станочного парка, состоящего из механизмов различных типов и модификаций, позволило в той или иной степени автоматизировать процесс обработки металлоизделий. Токарные станки являются одними из самых распространенных не только на производстве.
В продаже есть и настольные токарные станки, которые не имеют таких возможностей, как их «взрослые» аналоги, но, тем не менее, успешно эксплуатируются в быту или небольших специализированных мастерских. О том, как устроены станки для производства токарных работ, и поговорим.
Согласно классификации металлорежущего оборудования, токарные станки относятся к 1-й группе. Все они отличаются спецификой выполнения технологических операций, точностью и рядом других параметров. Отсюда и некоторые различия в конструкции отдельных элементов, а также в комплектации. Поэтому далее – лишь общая информация по устройству токарных станков, предназначенных для обработки металлоизделий.

Конструкция токарного станка
Рассмотрим на примере револьверной модели как наиболее распространенной. На рисунках все хорошо видно, поэтому будет достаточно отдельных пояснений.

Шпиндельная (передняя) бабка , в зависимости от модели и производителя, бывает из чугуна или листового (но толстого) железа. На ней, кроме самого шпинделя, расположен переключатель скоростей.
Для большего понимания устройства следует разобраться, за счет чего и как это происходит. Практика эксплуатации токарных станков показывает, что это одно из наиболее слабых мест любого агрегата. По своей конструкции эта часть станка мало чем отличается от механической коробки передач автомобиля. Внутри – набор шестерен, закрепленных на осях, расположенных на различных уровнях.
Комбинация, по которой они соединяются друг с другом, определяет скорость вращения шпинделя. В станках наполовину или полностью автоматизированных, этот параметр задается переключателем. В зависимости от положения его ламелей напряжение +24 В поступает на управляющий элемент – эл/магнитную муфту, срабатывание которой и позволяет перейти с одного режима на другой.
На качество токарных работ существенно влияет люфт шпинделя. Как правило, он является следствием предельной выработки одного из подшипников – переднего или заднего. Иногда замены требуют оба.
Суппорт
На нем установлен резцедержатель. Его перемещение вправо-влево может осуществляться механически или вручную.
Составные части токарного станка
- Каретка.
- Салазки поперечные.
- Держатель резца.
- Фартук. Исполнение этой конструктивной части у разных моделей может сильно отличаться.
- Салазки резцовые.
Задняя бабка
Она выполняет двойную функцию. Если в шпинделе закрепить металлический образец, а в задней бабке – сверло, то можно производить операцию сверления, перемещая каретку влево. Зафиксировав в данной части станка конец габаритной металлозаготовки, получится вести соответствующие токарные работы. В этом случае обрабатывающим инструментом является резец, который токарь «ведет» в нужном ему направлении.

Некоторые исполнения задних бабок имеют не обычную (традиционную), а вращающуюся сердцевину. Это позволяет повысить скорость токарных работ.
Короб с элементами автоматики (на станках с ручным приводом он отсутствует)
В нем находятся двигатель, трансформатор и ряд органов управления (кнопка «пуск/стоп», сигнальные лампы и так далее). Более современные модели, относящиеся к категории тяжелые, оснащены эл/шкафом.
Все схемы токарных станков рассчитаны на пониженные напряжения (от 12 до 36 В). Это связано с тем, что вероятный пробой изоляции цепи 220 В (а все части оборудования металлические) приведет к самым печальным последствиям.
Типы токарных станков
Классификация довольно сложная, так как она производится по нескольким параметрам (виду работ, степени автоматизации, весу и тому подобное). Поэтому лишь общий обзор наиболее известных разновидностей.

- Полу- и автоматы.
- Одно- или многошпиндельные.
- Револьверные.
- Винторезные.
Многорезцовые

Карусельные

Затыловочные

Маркировка токарных станков
Она буквенно-цифровая. Расшифровка позиций (слева направо) в обозначении изделий следующая.
- 1-я (цифра). Для токарных станков – всегда «1».
- 2-я (цифра или буква). Тип оборудования. К примеру, для карусельного станка это «5», лобового – «6», винторезного – «И».
- 3-я (число). Главный параметр (в дм). За него обычно принимается высота центров.
- 4-я (буква). Проставляется не всегда. Указывает на особенности токарного станка. К примеру, литера «Т» свидетельствует о том, что он модифицирован; «П» – повышенной точности, и так далее.

Основные характеристики
У каждого токарного станка – свои возможности. На что в первую очередь обратить внимание?
- Максимальное сечение металлозаготовки, которую можно зажать в шпинделе.
- Расстояние между центрами бабок при их крайнем положении. От этого зависит максимальная длина образца, который получится обработать.
- Предельная толщина металлической детали. Определяется расстоянием от оси шпиндель – задняя бабка до суппорта.
Модификаций токарных станков довольно много, но если вникнуть в их конструкцию, то принципиальных отличий нет. Основная разница – в компоновке станков, местоположении некоторых узлов и их исполнении (форма, размеры и тому подобное). К каждому изделию производитель обязательно прилагает комплект документации, по которой, имея общее понятие об устройстве токарного станка, с нюансами разобраться труда не составит.
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.
Основные части токарного станка по металлу
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
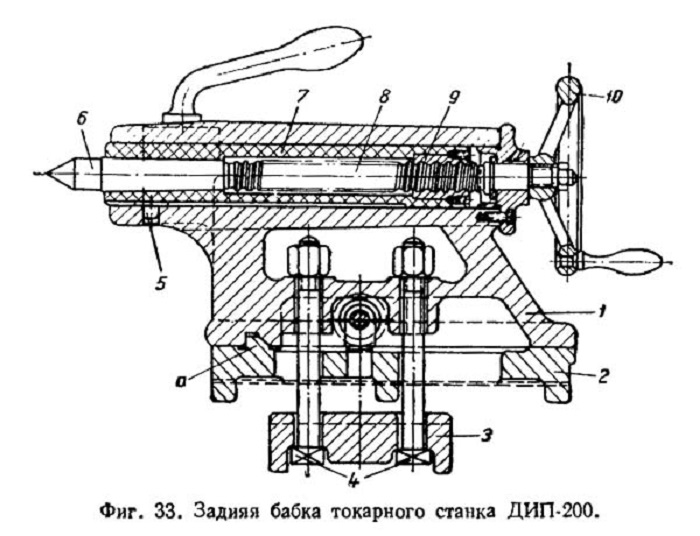
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов. Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Содержание статьи:
Первый в истории человечества механический токарный станок был изобретен в XVIII веке отечественным умельцем А.К.Нартовым. Уникальность его состояла в наличии суппорта — революционного устройства, освобождающего руки рабочего. Сегодня на токарных станках обрабатывается до 70% всех металлических деталей. Это один из самых востребованных видов промышленного оборудования. Постепенно обычные станки вытесняются оборудованием с числовым программным управлением, более эффективным и точным.
Устройство токарного станка
токарный станок по металлу
Чтобы лучше понять принцип работы оборудования изучим строение его главных механизмов:
- передняя шпиндельная бабка;
- станина;
- гитара сменных колес;
- фартук;
- коробка подач;
- суппорт;
- задняя бабка;
- коробка с электрооборудованием.
- Устройство передней бабки
- Передняя бабка в разрезе
Передняя бабка металлообрабатывающего станка представляет собой металлическую деталь, обычно из чугуна, в которой располагается переключатель скоростей и главная рабочая часть — шпиндель. На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Подшипники не должны иметь люфта, работать легко и равномерно, удерживать шпиндель крепко и устойчиво. Два подшипника обеспечивают надежное крепление и вращение: задний и передний.
Таблица переключателя вращения шпинделя
На внешней стороне стойки находится переключатель скоростей и информационная таблица. В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
Переключение скоростей производится после полной или частичной остановки инструмента, иначе зубчатые колеса передачи быстро выйдут из строя.
- Схема гитары
- Гитара станка
Гитара сменных колес это устройство, контролирующее характер шагового движения при нарезке резьбы. Каждый тип нарезки соответствует определенному набору зубчатых сменных колес. Такой механизм можно обнаружить на токарно-винторезном оборудовании старого образца. Он управляет движением резцедержателя.
- Устройство коробки подач
- Коробка подач
Коробка подач — одна из основных частей механизма передачи, которая от шпинделя подает движение на суппорт. На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
Фартук — преобразовывает вращение вала хода в движение суппорта в обоих направлениях.
- Чертеж станины
- Станина
Станина (подставка) — основание машины, обычно выполняется из тяжелого металла (чугуна). Крепится на пару толстых столбов. Верхние части подставки — пара гладких рельс и пара направляющих в виде призмы, по ним перемещаются задняя бабка и суппорт.
- Устройство суппорта
- Суппорт
Суппорт — это устройство токарного станка по металлу , передвигающее резцедержатель вместе с вставленным инструментом в любом направлении по отношению к оси токарного механизма: продольном, наклонном или поперечном. Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
- устройство поперечных салазок;
- каретка, двигающаяся по рельсам подставки;
- фартук с устройством преобразования кручения валов хода и винта в перемещение суппорта;
- устройство резцовых салазок;
- устройство резцедержателя.
- Чертеж задней бабки
- Задняя бабка
Задняя бабка нужна чтобы закрепить свободный конец крупной детали из металла во время работы. На нее крепятся и дополнительные инструменты, например, сверла.
Задняя бабка может быть с обычной или крутящейся встроенной серединой. Встроенную крутящуюся середину используют в механизмах для ускоренного резания.
Короб с электрическими частями содержит кнопки, рукоятки и тумблеры для пуска и остановки металлообрабатывающего станка, электромотора, управления устройствами подач и оборотов, надзора над устройством фартука.
Кроме перечисленных частей в механизме токарного станка могут применяться хомуты, цанги, планшайбы, оправки, люнеты. Не в каждом станке присутствуют описанные выше части. Так, в станках для нарезки резьбы на детали нет коробки подач, вместо нее работает гитара и зубчатые колеса. У других устройств узел подач состоит из пары механизмов.
Технические характеристики и принцип работы
Независимо от устройства, станок характеризуется несколькими показателями:
- максимальная толщина (диаметр) болванки из металла для обработки;
- максимальное расстояние между серединами бабок;
- наибольшая толщина заготовки, которая устанавливается над суппортом.
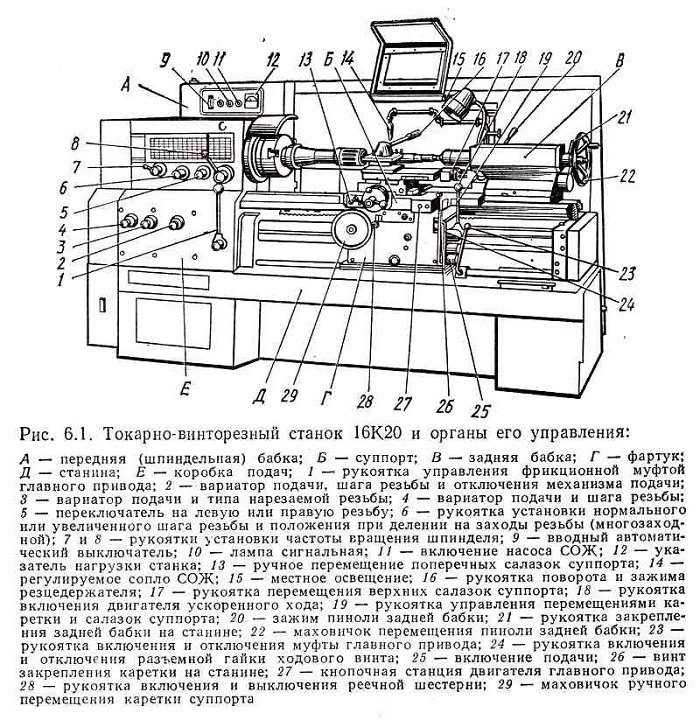
А — передняя бабка, Б — суппорт, В — задняя бабка, Г — станина, Д — основание, Е — фартук, Ж — привод деления и затылования, З — гитара
В крепления на задней бабке устанавливается инструмент, которым будет производиться обработка детали. Бабка перемещается по рельсам станины на расстояние, определяемое длиной обрабатываемой заготовки. Суппорт располагается между передней и задней бабками, во время работы каретка двигается по рельсам и перемещает резак вдоль заготовки. Устройство резцедержателя зависит от металла детали и степени нагрузки на инструмент. Если работа не слишком сложна, достаточно будет одиночного держателя. На токарных станках современных моделей обычно устанавливают головки резцов. Это достаточно устойчивое устройство, способное удержать до четырех инструментов одновременно.
В качестве двигателя используется электрический мотор с ременной передачей. Ремень идет от двигателя к шкиву токарного станка, основное внимание следует уделять его натяжке, обеспечивающей хороший ход. Ремень изготавливается из брезентовой ленты, прорезиненной ткани или другого прочного материала.
Видео о том, как правильно выбрать токарный станок по металлу:
20.03.2020

- Назначение и описание
- Виды токарных станков
- Как устроен токарный станок, из чего он состоит
- Схема токарного станка со всеми основными устройствами
- Что делает токарный станок, как он работает
- Управление токарным станком: как включить устройство и начать работу
- Как установить и настроить токарный станок
- Как выбрать токарный станок по металлу и разобрать маркировку
Точение – один из наиболее популярных и востребованных способов металлообработки. В данной статье мы расскажем про устройство универсального токарного станка по металлу, что это за оборудование, какие у него технические характеристики, как выбрать и установить подходящий и провести на нём обработку.
Фактически любое предприятие, работающее со сталью, имеет в цеху агрегат, способный вытачивать из заготовки цилиндрической формы нужные элементы, например, валы.
Сама конструкция применяется не только для работы с металлическими изделиями, но и с другими материалами. Первые прародители установок были созданы еще в 7 веке до нашей эры. Они использовались преимущественно для дерева или кости и имели примитивный механизм обрабатывания: деревянная станина, не самые прочные зажимы и ручной привод. Однако суть операции осталась прежней.
И только в начале восемнадцатого столетия появились первые модели, которые предназначались для работы на цехах с металлическими заготовками.
Сейчас современные аппараты имеют электрический привод, крепкое основание, прочный инструмент из инструментальной стали. Некоторые машины оснащены числовым программным обеспечением, то есть имеют высокую степень автоматизации.
Суть операции по металлообработке заключается в следующем. С двух сторон необработанный материал зажимается специальными фиксаторами. Шпиндели начинают вращение, вместе с ними, соответственно, приходит в движение и сама заготовка. Затем начинает двигаться инструмент. Он имеет несколько осей – направляющих, в зависимости от модификации оборудования. Посмотрим, как выглядит токарный станок на изображении:

Затем используются различные инструменты. Резец снимает верхний слой с поверхности, производя основную операцию – точение. Универсальные аппараты также дополнительно обладают способностью делать отверстия, наносить резьбу.
Рассмотрим, какое назначение имеет данный агрегат. Он выполняет следующие функции:
- ● выработка винторезных метчиков и плашек – можно сделать из прутка полноценный болт, саморез;
- ● создание конуса – полного или усеченного, сплошного или полого;
- ● развертка отверстий – глухих или сплошных, их последующее шлифование, различная обработка;
- ● обрезка краев, торцевых частей;
- ● разрезка одного элемента на два и более.
Универсальные агрегаты имеют максимальный набор функций. Однако классическая старая модель может выполнять немногие задачи. Основной является снятие верхнего слоя металла с цилиндрической заготовки.
Классификация изделий проходит по нескольким основаниям. Основные особенности и характеристики можно понять из маркировки. Рассмотрим, какие критерии являются основополагающими при выборе.
Класс точности работы токарного станка
Здесь все предельно просто. Чем лучше заточены инструменты, выверен чертеж, тем точнее будет результат. Но между ручным и автоматизированным процессом есть ощутимая разница. Оборудование, оснащенное ЧПУ, имеет большое преимущество перед трудом вручную. Особенно это касается мелких деталей.
Буква, поставленная в маркировке, характеризует класс точности. Приведем их в порядке возрастания от нормального до особо высокого в этой таблице:
|
Обозначение |
Допустимая погрешность в процентах |
Трудоемкость изготовления, % |
|
Н |
100 |
100 |
|
П |
60 |
140 |
|
В |
40 |
200 |
|
А |
25 |
280 |
|
С |
16 |
450 |
Масса
Любое оборудование для металлообработки имеет значительный вес. В большинстве случаев требуется дополнительное укрепление полов, например, заливка бетонного основания. Обычно такие тяжелые конструкции помещаются на первом этаже.
От того, к какому классу относится агрегат, зависит то, что можно сделать на токарном станке, то есть – с чем работать. Небольшие установки хорошо справятся с мелкими деталями. Но если стоит вопрос об обработке в целях машиностроения, то зачастую его недостаточно. Посмотрим в небольшой таблице, какие разновидности различают:
|
Название |
Максимальная масса (в тоннах) |
|
Легкий |
до 1 |
|
Средний |
от 1 до 10 |
|
Тяжелый |
более 10 |
|
Уникальный |
выше 100 |
Степень автоматизации
Чем более автоматизированно работает машина, тем меньше физического труда должен применять сотрудник. Токарь испытывает меньше воздействия на свое здоровье на производстве, поскольку не обязан постоянно испытывать усталость, а также влияние высокого уровня шума.
Второе достоинство автоматов – ускорение всех процессов, повышение производительности. Особенно это касается серийного производства, когда все изготовление поставлено на конвейер.
Третье преимущество – уменьшение количества ошибок и увеличение точности. Обычно любые погрешности и дефекты – следствие ошибочных действий токаря. Отсутствие издержек на дефективные заготовки поможет существенно сэкономить. Рассмотрим, как работать на токарном станке по металлу, в зависимости от степени автоматизации:
- ● С ручным управлением. Привод двух основных движений (вращение и подача) механизирован. Но перемещение инструмента, установка заготовки, фиксация, снятие стружки, подача смазки – все это нужно делать вручную.
- ● Полуавтомат. Все перечисленные выше процедуры управляются компьютером. Исключением является постановка и снятие детали.
- ● Автомат. Самые прогрессивные модели, в основном они оснащены пультом ЧПУ. Оператор исключительно контролирует самостоятельную работу машины.
Широкий выбор автоматических установок представлен в интернет-магазине «Сармат». Их применение будет экономически выгодно не только на крупных заводах, но и на небольших мелкосерийных производствах.
Гибкость системы
Есть классические машины, а есть ГПУ, то есть гибкий производственный модуль. Второй отличается тем, что на нем можно быстро и просто перенастраивать назначение работы. То есть переходить с одного цикла на другой. Это выгодно, когда на производстве находится целая серия изделий с разным типоразмером.
Специальное назначение в обработке металла
Есть ряд машин, которые обладают уникальными возможностями. Они используются исключительно для одной операции, но выполняют ее максимально качественно и точно.
Универсальность
То, что можно делать на разных видах токарных станков, зависит от многозадачности. Универсальные аппараты имеют множество инструментов, а также обладают возможностью перемещения суппорта во многих направлениях. Классические агрегаты обладают только двумя осями движения, в то время как есть до 6 направлений.
Практически все изделия с ЧПУ дают возможность выполнять много задач, в том числе винторезные, все они представлены выше.
Старые модели обычно не оснащены пультом управления и имеют узкую направленность. Модернизация на производстве часто включает замену устаревших конструкций на более универсальные. Это позволяет не только ускорить производственный процесс, но и сократить трудозатраты, в некотором случае – рабочие места, так как теперь с новыми аппаратами множество действий за то же время может выполнить один оператор.
Как устроен такой токарный станок? Конструкция всех установок включает в себя следующие узлы:
- ● Станина. Это металлическое основание, которое держит на себе весь вес остальных элементов, а также обрабатываемую деталь. Также к ней крепятся все остальные части.
- ● Фартук. Отвечает за преобразование энергии в движение.
- ● Бабки. Их две – одна просто отвечает за фиксацию, другая включает в себя двигатель и шпиндель, который удерживает и одновременно вращает заготовку.
- ● Суппорт. Он отвечает за инструмент – его перемещение и фиксирование.
- ● Коробка подач и прочие элементы, позволяющие изменять скорость и направление движения подвижных узлов.
- ● Числовой пульт управления, который, в свою очередь, включает дисплей, шкаф с кнопками и саму программу.
Это основные части, но есть и дополнительные системы, например, подача смазывающей и охлаждающей жидкости или отвод стружек.
После словесного описания давайте посмотрим на реальный чертеж изделия:

На изображении мы видим универсальный прибор, который оснащен возможностью не только выполнять точение, но и нарезать резьбу.
Вот еще одна схематическая фотография реального агрегата:

На ней мы видим помимо основных и второстепенные составляющие:
- ● Передняя и задняя тумбы. Это элемент станины, который несет на себе основную нагрузку. При конструировании учитывается также пощадь поверхности. Вторая их задача – обеспечение достаточной высоты для комфортной работы токаря.
- ● На фартуке расположено колесо и рукоятка для перемещения продольных и поперечных салазок.
- ● На задней бабке расположены также винты для фиксации.
- ● Посередине мы видим подвижный блок, который оснащен ручкой крепления резцедержателя и затяжной головкой – здесь устанавливается инструмент.
Что делает токарный станок, как он работает
Принцип работы оборудования довольно прост. Электродвигатель генерирует подачу энергии, которая в коробке скоростей превращается в силу движения – вращение передается на шпиндель или планшайбу. Эти элементы заставляют вращаться заготовку.
Одновременно с этим начинает двигаться суппорт. Вне зависимости от уровня автоматизации, существуют горизонтальные и вертикальные аппараты. Это влияет на то, какая ось передвижения инструмента является основной.
Таким образом, движения только два – вращение и подача. Оператор направляет суппорт в нужное место. Режущая часть снимает верхний слой с металлической поверхности, образуется стружка.
Сперва необходимо установить заготовку в двух шпинделях и проверить надежность крепления. Если на большой скорости один из держателей вылетит из своего места, возможны тяжелые последствия, как для аппаратуры, так и для инженера. Второй этап – выбор и установка инструмента. При классических задачах используются резцы, иногда могут понадобится сверла или метчики (при сверлении отверстий и нанесении внутренней резьбы). В оборудовании, оснащенном ЧПУ обе эти операции часто выполняются автоматически. На полуавтоматах это делает оператор.
Дальнейшие действия могут быть различными в зависимости от типа машины.
На автомате:
- ● Разработать проект, ввести данные в систему управления.
- ● Включить токарный станок.
- ● Следить за правильным исполнением процедуры.
Для ручного производства:
- ● Произвести включение двигателя.
- ● С помощью коробки скоростей выбрать оптимальное число вращений в секунду.
- ● Ручками и колесом управлять за передвижением суппорта, срезая нужный размер верхнего слоя.
Также на разных этапах должен проводиться контрольный замер. Затем можно произвести шлифовку.
Сперва необходимо выбрать подходящее место. Это должен быть первый этаж (либо следует заблаговременно использовать укрепленные потолочные перекрытия). Пол может быть земляным или бетонным. Само помещение должно иметь:
- ● хорошую вентиляцию;
- ● яркое освещение;
- ● меры по пожарной безопасности.
При работе с крупногабаритными элементами следует оснастить рабочее место подъемным механизмом, а также подъездной дорожкой – часто устанавливают рельсы. Для небольших деталей необходимо оборудовать отдельную тумбу для их размещения. Также понадобится зона для инструментов.
Толщина и тип фундамента зависит от массы оборудования. Основание может быть местным (заливка небольшого бетонного слоя непосредственно под станину) или общим, когда требуются стяжки и болты.
Настройка агрегата должна проводиться специалистами. Без уверенности в работоспособности и безопасности изделия включение не рекомендуется. Компания «Сармат» не только занимается реализацией профессионального оборудования для металлообработки, но и производит настройку всех важных систем.
На данном изображении показана установка аппарата на бетонном полу:

При покупке необходимо отталкиваться от:
- ● Потребностей производства. Для мелкосерийной и эксклюзивной работы нужны универсальные устройства, которые можно перепрограммировать.
- ● Типа завода. В зависимости от размера обрабатываемых деталей (машиностроение или создание мелких элементов) потребуется разный вид машин по массе.
- ● Помещения цеха. Иногда удобнее установить вертикальные агрегаты вместо горизонтальных – они занимают меньше места, но подходят не для любых заготовок.
- ● Стоимости. Чем выше класс точности и больше функций, тем дороже стоит устройство. Мы не рекомендуем брать бывшие в употреблении аппараты, так как они могут быть просто испорчены неправильным обращением. А ремонт обойдется дороже, чем покупка нового.
Уделяйте внимание маркировке. На ней представлена вся необходимая информация и особенные технические характеристики.
Широкий ассортимент продукции представлен в каталоге интернет-магазина «Сармат». Компания занимается реализацией металлообрабатывающей техники с числовым пультом управления. Здесь можно купить оборудование разного ценового сегмента с высокой точностью.
В статье мы постарались разобрать все об универсальных токарных станках и о том, как на нем нарезать резьбу, производить обработку металла, делать отверстия. При работе придерживайтесь техники безопасности.
Токарно-винторезные станки имеют похожие конструкции и схожие принципы работы вне зависимости от модели и серии выпуска.
Основная функция данного оборудования – выполнять операции точения, сверления, обработка торцов, нарезание резьбы.

Обрабатывать могут металлические и неметаллические изделия. Поэтому токарно-винторезные станки пользуются популярность на производстве с небольшим размером выпускаемых серий продукции.
Назначение и область применения универсального станка по металлу
Детали, обрабатываемые универсальными токарно-винторезными станками, в основном изготовлены из черных и цветных металлов.
Точение конусов ин нарезание резьбы – дополнительные функции станка. Если в комплекте идут дополнительные инструменты и сверла, то функциональные возможности станка еще больше.
Поскольку данные станки имеют большие габариты и внушительный вес, их редко можно встретить в частных мастерских. Сферы применения:
- производство мелких серий продукции;
- единичный выпуск и обработка деталей;
- в редких случаях – массовое производство.
Но в промышленных масштабах токарно-винторезные станки используются редко.
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки. 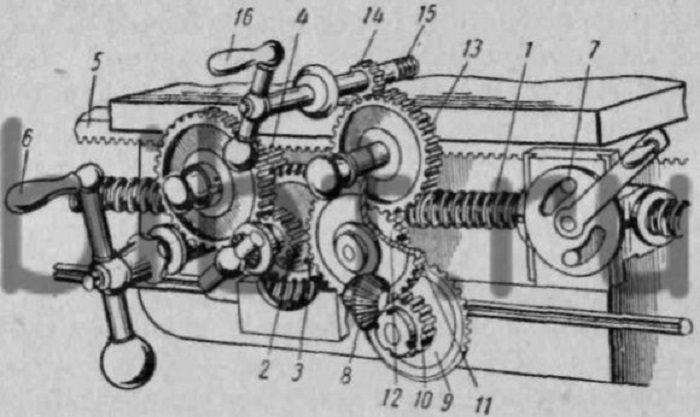
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу. При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Методы классификации
токарно-винторезные станки разделяют на несколько типов. Есть несколько наиболее популярных признаков, по которым классифицируют станки данного типа.
Масса
Существуют небольшие станки, которые удобно использовать в личной мастерской или большие, по массе предназначенные для промышленного производства.
Крупные и тяжелые токарные устройства предназначены в основном для применения в машиностроении и энергетике. Тяжелые станки – выше 40 тонн по массе.
Наиболее легкие весят не больше полутоны. У каждого типа по массе есть свои особенности:
- Легкие. Как правило, диаметр поперечного сечения в таком оборудовании не составляет больше 500 мм.
- Станки с весом до 15 тонн считаются средними и на них не обрабатывают детали с диметром больше 1250 мм.
- 15-400 тонн. Редко встречается с высокими показателями точности. Обычно это оборудование класса Н.
Максимальная длина детали
Этот параметр определяется расстоянием между центрами станка. При равном диаметре выпускаемых изделий есть станки, способные обрабатывать длинные и короткие заготовки.
Максимальный диаметр
По максимальному диаметру имеется самая обширная классификация деталей. Они начинаются от 100 мм и вплоть до 4000 мм. Помимо вышеперечисленных показателей, часто для классификации используют такой параметр, как производительность.
Имеются станки для мелкосерийного производства, для средней серии и для крупных промышленных масштабов. Последний вариант используется на конвейерных линиях.

Какие операции можно производить на устройстве
К основным процессам, которые можно сделать при помощи токарно-винторезного станка:
- выполнение сверления и зенкерования;
- расточка отверстий;
- расточка и обтачивание поверхностей с самой разной конфигурацией: конические, цилиндрические, фасонные;
- подрезка и обработка торцов;
- нарезание резьбы разных типов.
Полный набор возможных работ зависит напрямую от количества и разнообразия дополнительных инструментов.
Основные технические характеристики
У токарно-винторезного станка есть ряд технических характеристик, на которые стоит ориентироваться при выборе станка как на производство, так и для личной небольшой мастерской.
Количество оборотов
Количество оборотов может отличаться в зависимости от размеров и предназначения токарного станка, но максимальное количество оборотов – 2000 в мин.
Большие обороты предназначены для тонких отверстий в маленьких деталях. Для личных целей в небольшой мастерской достаточно станка, который работает на скорости 1000 об/мин.
Класс точности
Существует несколько классов по точности станков. Для обработки мелких деталей и в промышленных масштабах используются станки повышенной точности с пометкой П.
Для бытовых условий достаточно станков с нормальным уровнем точности, которые имеют пометку Н. Есть особые классы точности, которые используются только на очень крупных производствах. Это обозначено буквами В, С.
Число передач
Всего в станке 24 скорости. При этом 12 из них переключаются с помощью автоматики, а остальные 12 – вручную посредством шестеренок.
Размеры обрабатываемой детали
Диаметр обрабатываемых деталей очень широк и может лежать в пределах от 0.5 см до 10 см при этом по техническим характеристикам длина обрабатываемой заготовки может быть от 2.5 метров до 12.5 м.
Вес и габаритные размеры
Размеры токарных станков сильно отличаются. В зависимости от комплектации и модели вес может достигать 400 тонн. Но настольные, домашние модели обычно не превышают по весу 3–4 тонны. Габаритные размеры также могут отличаться, например, для станка 1К62 они равны 2812/3200х1166х1324 мм.
Величина подачи и максимального перемещения по оси
Также зависит от конкретной модели и указывается в паспорте оборудования. У станка 1К62 максимальное перемещение пиноли 20 см.
Применение ЧПУ
Современные токарные станки, особенно иностранного производства, имеют числовое управление. Это позволяет добиться высокой точности обработки.

Особенностями таких станков являются следующие нюансы:
- Все подвижные органы станка управляются мини блоком управления. Станок имеет сложную электрическую схему.
- Все параметры станка с ЧПУ точно соответствуют ГОСТу и также расписаны в паспорте оборудования. Здесь указаны показатели точности, габариты, скорость.
- Станки такого рода могут работать в домашних условиях, поскольку имеют небольшой размер, но при этом выдерживают поразительно высокие для своих габаритов нагрузки.
- Оборудование имеет индикацию, а также табло для ввода информации.
- Настольные станки с ЧПУ используются для высокоточной обработки небольших деталей. При этом у домашнего производства получается высокий показатель рентабельности.
Важно!
Большинство таких станков производят за границей, а потому они не соответствуют Российскому ГОСТу.
Обзор и схемы распространенных моделей
Среди разнообразного модельного ряда и нескольких поколений станков, которые выпускаются нашим производством, есть несколько моделей, которые продолжают пользоваться популярностью по своим техническим характеристикам и универсальным свойствам.
Все они используются на производстве или в бытовых условиях по сей день. При этом продолжают быть достойными конкурентами иностранным аналогам.
Это надежные, прочные и долговечные устройства, способные выполнять огромное количество самых разнообразных функций.
1Л532
Один из наиболее популярных на территории бывшего СССР станок, на котором успешно можно выполнять обработку заготовок средних и больших размеров.
В свое время данное оборудование успешно экспортировалось во многие страны мира. Класс точности – Н. Масса станка – 43 тонны.

16У04П
Оборудование повышенной точности. Наибольший диаметр детали, обрабатываемой над станиной – 200 мм. Масса станка – 750 кг.

1П611
Станок, использующийся на производстве, в том числе и для обточки колес ЖД транспорта. По ГОСТу отличаются повышенной точностью и имеет возможность торможения шпинделя. Вес устройства 560 кг. Легко выполняет следующие функции:
- Сверление.
- Отрезка.
- Нарезание резьбы внутренней и наружной.
- Обработка различных поверхностей.
Наибольший диаметр заготовки над станиной – 250 мм.
1Д601
Этот станок лучше подходит для чисто бытового использования. Точность меньшая, чем у предыдущего станка. Отличается высокими показателями работы даже спустя много лет функционирования.
Перемещение суппорта, возможно только вручную. Масса всего станка около 30 кг. В связи, с небольшими габаритами максимальная длина обрабатываемой заготовки – 18 см.

16К40
Одна из наиболее популярных моделей, которая реально завоевала популярность среди мастеров. Относится к среднему классу оборудования с классом точности Н.
Начиная с 1932 года в СССР выпущено несколько десятков тысяч самых разных токарно-винторезных станков. Они использовались не только на производстве, но и для обучения молодежи, в школах, училищах, да и у многих настольные станки были в гаражах, домах, собственных мастерских.

Такое оборудование поможет расточить отверстие, подровнять необходимую поверхность, просверлить уже имеющееся отверстие. Важно, ориентируясь на начальные паспортные характеристики оборудования приобрести наиболее подходящую модель.
90000 What is a Metal Lathe? (With pictures) 90001 90002 When metals such as steel, brass, iron, and so forth need to be machined, notched or cut, the process is accomplished using a metal lathe. There are various types of metal lathes for various purposes and tolerances, but the most common metal lathe is a large, heavy-duty piece of equipment consisting of a number of components including: 1) the headstock, 2) bed, 3) feed and leadscrews, 4) carriage, 5) cross slide, 6) compound rest, 7) toolpost, and 8) tailstock.Each of these parts provides a vital function in the operation of the metal lathe. 90003 90004 Today, the computer-operated CNC lathe is the most commonly used metal lathe. 90002 In very basic terms, a piece of metal, ordinarily called stock, is inserted into the spindle of the lathe and the spindle, enclosed by the headstock, is rotated at a set speed.Pre-selected cutting bits made of carbide or other hardened material, are held rigidly in place by the toolpost. The bits, positioned and controlled by the carriage mechanism, are automatically set against the rotating material to begin cutting. The rotating stock is suspended inside the bed and may be moved back and forth by the feedscrew and leadscrew as the machining bits are engaged, disengaged and repositioned by the cross slide and the compound rest. 90003 90007 High-volume, high-speed CNC metal lathes are often used in manufacturing facilities.90002 With the advent of plastics and alloys, the metal lathe must be much more versatile than it was at its inception in the early 19th century. Henry Maudsley is generally credited as the inventor of the modern metal lathe, 90003 90002 Want to automatically save time and money month? Take a 2-minute quiz to find out how you can start saving up to $ 257 / month.90003 90002 There are today, many types and variations of the metal lathe, each designed for a particular function and / or tolerance. Some of the more common types of lathes are: the center lathe which is the simplest of lathes as well as the largest; the bench lathe that is usually small enough to be mounted on a workbench; the turret lathe which allows multiple bits to be simultaneously engaged. Other less versatile lathes that are used for more specialized operations include the engine lathe, the tool room lathe, the capstan lathe and the multi-spindle lathe 90003 90002 Computer technology has given the metal lathe a huge range of versatility, economy and ease of operation.The CNC lathe, a computer-operated machine, allows an operator to simply program a particular function of the machining process. With the press of a button, the CNC lathe will automatically set the proper speed of the spindle rotation and engage the designated number of machining bits at precisely the right angle and depth. Today, the CNC lathe is the most commonly used metal lathe. 90003 .90000 Simple English Wikipedia, the free encyclopedia 90001 90002 Some chemical elements are called 90003 metals 90004. They are the majority of elements in the periodic table. These elements usually have the following properties: 90005 90006 90007 They can conduct electricity and heat. 90008 90007 They can be formed easily. 90008 90007 They have a shiny appearance. 90008 90007 They have a high melting point. 90008 90015 90002 Most metals are solid at room temperature, but this does not have to be the case.Mercury is liquid. Alloys are mixtures, where at least one part of the mixture is a metal. Examples of metals are aluminium, copper, iron, tin, gold, lead, silver, titanium, uranium, and zinc. Well-known alloys include bronze and steel. 90005 90002 The study of metals is called metallurgy. 90005 90020 The ways that metals are alike (properties of metals) [change | change source] 90021 90002 Most metals are hard, shiny, they feel heavy and they melt only when they are heated at very high temperatures.Lumps of metal will make a bell-like sound when they are hit with something heavy (they are sonorous). Heat and electricity can easily pass through a metal (it is conductive). A lump of metal can be beaten into a thin sheet (it is malleable) or can be pulled into thin wires (it is ductile). Metal is hard to pull apart (it has a high tensile strength) or smash (it has a high compressive strength). If you push on a long, thin piece of metal, it will bend, not break (it is elastic). Except for cesium, copper, and gold, metals have a neutral, silvery color.90005 90002 Not all metals have these properties. Mercury, for instance, is liquid at room temperature, Lead, is very soft, and heat and electricity do not pass through iron as well as they do through copper. 90005 90026 A bridge in Russia made of metal, probably iron or steel. 90002 Metals are very useful to people. They are used to make tools because they can be strong and easy to shape. Iron and steel have been used to make bridges, buildings, or ships. 90005 90002 Some metals are used to make items like coins because they are hard and will not wear away quickly.For example, copper (which is shiny and red in color), aluminium (which is shiny and white), gold (which is yellow and shiny), and silver and nickel (also white and shiny). 90005 90002 Some metals, like steel, can be made sharp and stay sharp, so they can be used to make knives, axes or razors. 90005 90002 Rare metals with high value, like gold, silver and platinum are often used to make jewellery. Metals are also used to make fasteners and screws. Pots used for cooking can be made from copper, aluminium, steel or iron.Lead is very heavy and dense and can be used as ballast in boats to stop them from turning over, or to protect people from ionizing radiation. 90005 90002 Many things that are made of metals may, in fact, be made of mixtures of at least one metal with either other metals, or with non-metals. These mixtures are called alloys. Some common alloys are: 90005 90002 People first began making things from metal over 9000 years ago, when they discovered how to get copper from its [] ore. They then learned how to make a harder alloy, bronze, by adding tin to the copper.About 3000 years ago, they discovered iron. By adding small amounts of carbon to iron, they found that they could make a particularly useful alloy – steel. 90005 90002 In chemistry, metal is a word for a group of chemical elements that have certain properties. It is easy for the atoms of a metal to lose an electron and become positive ions, or cations. In this way, metals are not like the other two kinds of elements – the nonmetals and the metalloids. Most elements on the periodic table are metals.90005 90002 On the periodic table, we can draw a zigzag line from the element boron (symbol B) to the element polonium (symbol Po). The elements that this line passes through are the metalloids. The elements that are above and to the right of this line are the nonmetals. The rest of the elements are the metals. 90005 90002 Most of the properties of metals are due to the fact that the atoms in the metal do not hold onto their electrons very tightly. Each atom is separated from the others by a thin layer of valence electrons.90005 90002 However, some metals are different. An example is the metal sodium. It is soft, melts at a low temperature, and is so light, it floats on water. People should not try this though, because another property of sodium is that it explodes when it touches water. 90005 90002 Most metals are chemically stable, and do not react easily but some do react. The reactive ones are the alkali metals like sodium (symbol Na) and the alkaline earth metals like calcium (symbol Ca). When metals do react, they often react with oxygen.The oxides of metals are basic. The oxides of nonmetals are acidic. 90005 90002 Compounds, which have metal atoms combined with other atoms to make molecules, are probably the most common substances on Earth. For example, common salt is a compound of sodium. 90005 90051 A lump of pure copper found as native copper 90002 The use of metals is said to be the thing that makes people different from animals. Before they used metals, people made tools from stones, wood, and animal bones. This is now called the Stone Age.90005 90002 No-one knows when the first metal was found and used. It was probably what is called native copper, which is sometimes found in large lumps on the ground. People learned to make this into copper tools and other things, although, for a metal, it is quite soft. They learned smelting to get copper from common ores. When copper was melted over fire, people learned how to make an alloy called bronze, which is much harder and stronger than copper. People made knives and weapons from bronze.This time in human history, after about 3300 BC is often called the Bronze Age, that is, the time of bronze tools and weapons. 90005 90002 Around the year 1200 BC some people learned to make iron tools and weapons. These were even harder and stronger than bronze and this was an advantage in war. The time of iron tools and weapons is now called the Iron Age . Metals have been very important in human history and civilization. Iron and steel were important in the making of machines. Gold and silver were used as money in order to allow people to trade, that is, exchange goods and services over long distances.90005 90002 In astronomy, a metal is any element other than hydrogen or helium. This is because these two elements (and sometimes lithium) are the only ones that form outside stars. In the sky, a spectrometer can see the signs of metals and show the astronomer the metals in a star. 90005 .90000 steel | Composition, Properties, Types, Grades, & Facts 90001 90002 The base metal: iron 90003 90004 Study the production and structural forms of iron from ferrite and austenite to the alloy steel 90005 Iron ore is one of the most abundant elements on Earth, and one of its primary uses is in the production of steel. When combined with carbon, iron changes character completely and becomes the alloy steel. 90006 Encyclopædia Britannica, Inc. 90007 See all videos for this article 90008 The major component of steel is iron, a metal that in its pure state is not much harder than copper.Omitting very extreme cases, iron in its solid state is, like all other metals, polycrystalline-that is, it consists of many crystals that join one another on their boundaries. A crystal is a well-ordered arrangement of atoms that can best be pictured as spheres touching one another. They are ordered in planes, called lattices, which penetrate one another in specific ways. For iron, the lattice arrangement can best be visualized by a unit cube with eight iron atoms at its corners. Important for the uniqueness of steel is the allotropy of iron-that is, its existence in two crystalline forms.In the body-centred cubic (bcc) arrangement, there is an additional iron atom in the centre of each cube. In the face-centred cubic (fcc) arrangement, there is one additional iron atom at the centre of each of the six faces of the unit cube. It is significant that the sides of the face-centred cube, or the distances between neighbouring lattices in the fcc arrangement, are about 25 percent larger than in the bcc arrangement; this means that there is more space in the fcc than in the bcc structure to keep foreign (90009 i.e., 90010 alloying) atoms in solid solution. 90011 90008 Iron has its bcc allotropy below 912 ° C (1,674 ° F) and from 1,394 ° C (2,541 ° F) up to its melting point of 1,538 ° C (2,800 ° F). Referred to as ferrite, iron in its bcc formation is also called alpha iron in the lower temperature range and delta iron in the higher temperature zone. Between 912 ° and 1,394 ° C iron is in its fcc order, which is called austenite or gamma iron. The allotropic behaviour of iron is retained with few exceptions in steel, even when the alloy contains considerable amounts of other elements.90011 90008 There is also the term beta iron, which refers not to mechanical properties but rather to the strong magnetic characteristics of iron. Below 770 ° C (1,420 ° F), iron is ferromagnetic; the temperature above which it loses this property is often called the Curie point. 90011 Get exclusive access to content from our тисяча сімсот шістьдесят вісім First Edition with your subscription. Subscribe today 90008 In its pure form, iron is soft and generally not useful as an engineering material; the principal method of strengthening it and converting it into steel is by adding small amounts of carbon.In solid steel, carbon is generally found in two forms. Either it is in solid solution in austenite and ferrite or it is found as a carbide. The carbide form can be iron carbide (Fe 90017 3 90018 C, known as cementite), or it can be a carbide of an alloying element such as titanium. (On the other hand, in gray iron, carbon appears as flakes or clusters of graphite, owing to the presence of silicon, which suppresses carbide formation.) 90011 90008 The effects of carbon are best illustrated by an iron-carbon equilibrium diagram.The A-B-C line represents the liquidus points (90009 i.e., 90010 the temperatures at which molten iron begins to solidify), and the H-J-E-C line represents the solidus points (at which solidification is completed). The A-B-C line indicates that solidification temperatures decrease as the carbon content of an iron melt is increased. (This explains why gray iron, which contains more than 2 percent carbon, is processed at much lower temperatures than steel.) Molten steel containing, for example, a carbon content of 0.77 percent (shown by the vertical dashed line in the figure) begins to solidify at about 1,475 ° C (2,660 ° F) and is completely solid at about 1,400 ° C (2,550 ° F). From this point down, the iron crystals are all in an austenitic- 90009 i.e., 90010 fcc-arrangement and contain all of the carbon in solid solution. Cooling further, a dramatic change takes place at about 727 ° C (1,341 ° F) when the austenite crystals transform into a fine lamellar structure consisting of alternating platelets of ferrite and iron carbide.This microstructure is called pearlite, and the change is called the eutectoidic transformation. Pearlite has a diamond pyramid hardness (DPH) of approximately 200 kilograms-force per square millimetre (285,000 pounds per square inch), compared with a DPH of 70 kilograms-force per square millimetre for pure iron. Cooling steel with a lower carbon content (90009 e.g., 90010 0.25 percent) results in a microstructure containing about 50 percent pearlite and 50 percent ferrite; this is softer than pearlite, with a DPH of about 130.Steel with more than 0.77 percent carbon-for instance, 1.05 percent-contains in its microstructure pearlite and cementite; it is harder than pearlite and may have a DPH of 250. 90011 Iron-carbon equilibrium diagram. 90006 Encyclopædia Britannica, Inc. 90007.90000 definition of lathe metal and synonyms of lathe metal (English) 90001 90002 From Wikipedia, the free encyclopedia 90003 Center lathe with DRO and chuck guard. Size is 460 mm swing x 1000 mm between centers 90004 90005 90006 90007 This article 90008 needs additional citations for verification. 90009 90010 90011 Please help improve this article by adding reliable references. Unsourced material may be challenged and removed. 90011 90013 (June 2008) 90014 90015 90015 90017 90018 90019 90020 A 90008 metal lathe 90009 or 90008 metalworking lathe 90009 is a large class of lathes designed for precisely machining relatively hard materials.They were originally designed to machine metals; however, with the advent of plastics and other materials, and with their inherent versatility, they are used in a wide range of applications, and a broad range of materials. In machining jargon, where the larger context is already understood, they are usually simply called 90013 lathes 90014, or else referred to by more-specific subtype names (90013 toolroom lathe 90014, 90013 turret lathe 90014, etc.). These rigid machine tools remove material from a rotating workpiece via the (typically linear) movements of various cutting tools, such as tool bits and drill bits.90031 90032 Construction 90033 90020 The design of lathes can vary greatly depending on the intended application; however, basic features are common to most types. These machines consist of (at the least) a headstock, bed, carriage, and tailstock. Better machines are solidly constructed with broad bearing surfaces (90013 slides 90014 or 90013 ways 90014) for stability, and manufactured with great precision. This helps ensure the components manufactured on the machines can meet the required tolerances and repeatability.90031 90002 Headstock 90003 90020 Headstock with legend, numbers and text within the description refer to those in the image 90031 90020 The 90008 headstock (h2) 90009 houses the main spindle 90008 (h5) 90009, speed change mechanism 90008 (h3, h4) 90009 , and change gears 90008 (h20) 90009. The headstock is required to be made as robust as possible due to the cutting forces involved, which can distort a lightly built housing, and induce harmonic vibrations that will transfer through to the workpiece, reducing the quality of the finished workpiece.90031 90020 The main spindle is generally hollow to allow long bars to extend through to the work area. This reduces preparation and waste of material. The spindle runs in precision bearings and is fitted with some means of attaching workholding devices such as chucks or faceplates. This end of the spindle usually also has an included taper, frequently a Morse taper, to allow the insertion of tapers and centers. On older machines the spindle was directly driven by a flat belt pulley with lower speeds available by manipulating the bull gear.Later machines use a gear box driven by a dedicated electric motor. A fully geared head allows the operator to select speeds entirely through the gearbox. 90031 90002 Bed 90003 90020 The 90008 bed 90009 is a robust base that connects to the headstock and permits the carriage and tailstock to be aligned parallel with the axis of the spindle. This is facilitated by hardened and ground 90008 ways 90009 which restrain the carriage and tailstock in a set track. The carriage travels by means of a rack and pinion system, leadscrew of accurate pitch, or feedscrew.90031 90020 Types of beds include inverted “V” beds, flat beds, and combination “V” and flat beds. “V” and combination beds are used for precision and light duty work, while flat beds are used for heavy duty work. 90065 [90013 citation needed 90014] 90068 90031 90020 When a lathe is installed, the first step is to 90013 level 90014 it, which refers to making sure the bed is not twisted or bowed. There is no need to make the machine exactly horizontal. However, a precision level (usually across the cross slide) can be a useful tool for identifying and removing twist.It is advisable also to use such a level along the bed to detect bending, in the case of a lathe with more than four mounting points. In both instances the level is used as a comparator rather than an absolute reference. 90031 90002 Feed and lead screws 90003 90020 The 90008 feedscrew (H8) 90009 is a long driveshaft that allows a series of gears to drive the carriage mechanisms. These gears are located in the 90008 apron 90009 of the carriage. Both the feedscrew and 90008 leadscrew (H7) 90009 are driven by either the 90008 change gears 90009 (on the quadrant) or an intermediate gearbox known as a 90008 quick change gearbox 90009 90008 (H6) 90009 or 90008 Norton gearbox 90009.These intermediate gears allow the correct ratio and direction to be set for cutting threads or worm gears. Tumbler gears (operated by 90008 H5 90009) are provided between the spindle and gear train along with a 90008 quadrant 90009 plate that enables a gear train of the correct ratio and direction to be introduced. This provides a constant relationship between the number of turns the spindle makes, to the number of turns the leadscrew makes. This ratio allows screwthreads to be cut on the workpiece without the aid of a die.90031 90020 Some lathes have only one leadscrew that serves all carriage-moving purposes. For screw cutting, a 90008 half nut 90009 is engaged to be driven by the leadscrew’s thread; and for general power feed, a key engages with a keyway cut into the leadscrew to drive a pinion along a rack that is mounted along the lathe bed. 90031 90020 The leadscrew will be manufactured to either imperial or metric standards and will require a conversion ratio to be introduced to create thread forms from a different family.To accurately convert from one thread form to the other requires a 127-tooth gear, or on lathes not large enough to mount one, an approximation may be used. Multiples of 3 and 7 giving a ratio of 63: 1 can be used to cut fairly loose threads. This conversion ratio is often built into the 90013 quick change gearboxes 90014. 90031 90020 The precise ratio required to convert a lathe with an Imperial (inch) leadscrew to metric (millimeter) threading is 100/127 = 0.7874 …. The best approximation with the fewest total teeth is very often 37/47 = 0.7872 …. This transposition gives a constant -0.020 percent error over all customary and model-maker’s metric pitches (0.25, 0.30, 0.35, 0.40, 0.45, 0.50, 0.60, 0.70, 0.75, 0.80, 1.00, 1.25, 1.50, 1.75, 2.00, 2.50 , 3.00, 3.50, 4.00, 4.50, 5.00, 5.50 and 6.00mm). 90031 90002 Carriage 90003 90020 Carriage with legend, numbers and text within the description refer to those in the image 90031 90020 In its simplest form the 90008 carriage 90009 holds the tool bit and moves it longitudinally (turning) or perpendicularly (facing) under the control of the operator.The operator moves the carriage manually via the 90013 handwheel 90014 90008 (5a) 90009 or automatically by engaging the feed shaft with the carriage feed mechanism 90008 (5c) 90009. This provides some relief for the operator as the movement of the carriage becomes power assisted. The handwheels 90008 (2a, 3b, 5a) 90009 on the carriage and its related slides are usually calibrated, both for ease of use and to assist in making reproducible cuts. The carriage typically comprises a top casting, known as the 90008 saddle (4) 90009, and a side casting, known as the 90008 apron (5) 90009.90031 90126 Cross-slide 90127 90020 The 90008 cross-slide 90009 90008 (3) 90009 rides on the carriage and has a feedscrew that travels perpendicular to the main spindle axis. This permits 90013 facing 90014 operations to be performed, and the depth of cut to be adjusted. This feedscrew can be engaged, through a gear train, to the feed shaft (mentioned previously) to provide automated ‘power feed’ movement to the cross-slide. On most lathes, only one direction can be engaged at a time as an interlock mechanism will shut out the second gear train.90031 90126 Compound rest 90127 90020 The 90008 compound rest 90009 (or 90008 top slide 90009) 90008 (2) 90009 is usually where the tool post is mounted. It provides a smaller amount of movement (less than the cross-slide) along its axis via another feedscrew. The compound rest axis can be adjusted independently of the carriage or cross-slide. It is used for turning tapers, to control depth of cut when screwcutting or precision facing, or to obtain finer feeds (under manual control) than the feed shaft permits.Usually, the compound rest has a protractor marked in its base 90008 (2b) 90009, enabling the operator to adjust its axis to precise angles. 90031 90020 The slide rest can be traced to the fifteenth century, and in the eighteenth century it was used on French ornamental turning lathes. The suite of gun boring mills at the Royal Arsenal, Woolwich, in the 1780s by the Verbruggan family also had slide rests. The story has long circulated that Henry Maudslay invented it, but he did not (and never claimed so).The legend that Maudslay invented the slide rest originated with James Nasmyth, who wrote ambiguously about it in his 90013 Remarks on the Introduction of the Slide Principle 90014, 1841; later writers misunderstood, and propagated the error. Maudslay did help to disseminate the idea widely. It is highly probable that he saw it when he was working at the Arsenal as a boy. In 1 794, whilst he was working for Joseph Bramah, he made one, and when he had his own workshop used it extensively in the lathes he made and sold there.Coupled with the network of engineers he trained, this ensured the slide rest became widely known and copied by other lathe makers, and so diffused throughout British engineering workshops. A practical and versatile screw-cutting lathe incorporating the trio of leadscrew, change gears, and slide rest was Maudslay’s most important achievement. 90031 90020 The first fully documented, all-metal slide rest lathe was invented by Jacques de Vaucanson around 1751. It was described in the Encyclopédie a long time before Maudslay invented and perfected his version.It is likely that Maudslay was not aware of Vaucanson’s work, since his first versions of the slide rest had many errors that were not present in the Vaucanson lathe. 90031 90126 Toolpost 90127 90020 The tool bit is mounted in the 90008 toolpost 90009 90008 (1) 90009 which may be of the American 90013 lantern 90014 style, traditional four-sided square style, or a quick-change style such as the multifix arrangement pictured . The advantage of a quick change set-up is to allow an unlimited number of tools to be used (up to the number of holders available) rather than being limited to one tool with the lantern style, or to four tools with the four-sided type.Interchangeable tool holders allow all tools to be preset to a 90013 center 90014 height that does not change, even if the holder is removed from the machine. 90031 90002 Tailstock 90003 90020 Tailstock with legend, numbers and text within the description refer to those in the image 90031 90020 The 90008 tailstock 90009 is a toolholder directly mounted on the spindle axis, opposite the headstock. The spindle 90008 (T5) 90009 does not rotate but does travel longitudinally under the action of a leadscrew and handwheel 90008 (T1) 90009.The spindle includes a taper to hold drill bits, centers and other tooling. The tailstock can be positioned along the bed and clamped 90008 (T6) 90009 in position as required. There is also provision to offset the tailstock 90008 (T4) 90009 from the spindles axis, this is useful for turning small tapers. 90031 90020 The image shows a reduction gear box 90008 (T2) 90009 between the handwheel and spindle, this is a feature found only in the larger center lathes, where large drills may necessitate the extra leverage.90031 90032 Types of metal lathes 90033 90020 There are many variants of lathes within the metalworking field. Some variations are not all that obvious, and others are more a niche area. For example, a 90008 centering lathe 90009 is a dual head machine where the work remains fixed and the heads move towards the workpiece and machine a center drill hole into each end. The resulting workpiece may then be used “between centers” in another operation.The usage of the term 90008 metal lathe 90009 may also be considered somewhat outdated these days, plastics and other composite materials are in wide use and with appropriate modifications, the same principles and techniques may be applied to their machining as that used for metal.90031 90002 Center lathe / engine lathe / bench lathe 90003 90020 Two-speed back gears in a cone-head lathe. 90031 90020 The terms 90008 center lathe 90009, 90008 engine lathe 90009, and 90008 bench lathe 90009 all refer to a basic type of lathe that may be considered the archetypical class of metalworking lathe most often used by the general machinist or machining hobbyist. The name 90013 bench lathe 90014 implies a version of this class small enough to be mounted on a workbench (but still full-featured, and larger than mini-lathes or micro-lathes).The construction of a center lathe is detailed above, but depending on the year of manufacture, size, price range, or desired features, even these lathes can vary widely between models. 90031 90020 90013 Engine lathe 90014 is the name applied to a traditional late-19th-century or 20th-century lathe with automatic feed to the cutting tool, as opposed to early lathes which were used with hand-held tools, or lathes with manual feed only. The usage of “engine” here is in the mechanical-device sense, not the prime-mover sense, as in the steam engines which were the standard industrial power source for many years.The works would have one large steam engine which would provide power to all the machines via a line shaft system of belts. Therefore early engine lathes were generally ‘cone heads’, in that the spindle usually had attached to it a multi-step pulley called a 90013 cone pulley 90014 designed to accept a flat belt. Different spindle speeds could be obtained by moving the flat belt to different steps on the cone pulley. Cone-head lathes usually had a countershaft (layshaft) on the back side of the cone which could be engaged to provide a lower set of speeds than was obtainable by direct belt drive.These gears were called 90013 back gears 90014. Larger lathes sometimes had two-speed back gears which could be shifted to provide a still lower set of speeds. 90031 90020 When electric motors started to become common in the early 20th century, many cone-head lathes were converted to electric power. At the same time the state of the art in gear and bearing practice was advancing to the point that manufacturers began to make fully geared headstocks, using gearboxes analogous to automobile transmissions to obtain various spindle speeds and feed rates while transmitting the higher amounts of power needed to take full advantage of high speed steel tools.90031 90020 The inexpensive availability of electronics has again changed the way speed control may be applied by allowing continuously variable motor speed from the maximum down to almost zero RPM. (This had been tried in the late 19th century but was not found satisfactory at the time. Subsequent improvements have made it viable again.) 90031 90002 Toolroom lathe 90003 90020 A toolroom lathe is a lathe optimized for toolroom work. It is essentially just a top-of-the-line center lathe, with all of the best optional features that may be omitted from less expensive models, such as a collet closer, taper attachment, and others.There has also been an implication over the years of selective assembly and extra fitting, with every care taken in the building of a toolroom model to make it the smoothest-running, most-accurate version of the machine that can be built. However, within one brand, the quality difference between a regular model and its corresponding toolroom model depends on the builder and in some cases has been partly marketing psychology. For name-brand machine tool builders who made only high-quality tools, there was not necessarily any lack of quality in the base-model product for the “luxury model” to improve upon.In other cases, especially when comparing different brands, the quality differential between (1) an entry-level center lathe built to compete on price, and (2) a toolroom lathe meant to compete only on quality and not on price, can be objectively demonstrated by measuring TIR, vibration, etc. In any case, because of their fully-ticked-off option list and (real or implied) higher quality, toolroom lathes are more expensive than entry-level center lathes. 90031 90002 Turret lathe and capstan lathe 90003 Main article: Turret lathe 90020 Turret lathes and capstan lathes are members of a class of lathes that are used for repetitive production of duplicate parts (which by the nature of their cutting process are usually interchangeable).It evolved from earlier lathes with the addition of the 90013 turret 90014, which is an indexable toolholder that allows multiple cutting operations to be performed, each with a different cutting tool, in easy, rapid succession, with no need for the operator to perform setup tasks in between (such as installing or uninstalling tools) nor to control the toolpath. (The latter is due to the toolpath’s being controlled by the machine, either in jig-like fashion [via the mechanical limits placed on it by the turret’s slide and stops] or via IT-directed servomechanisms [on CNC lathes].) 90031 90020 There is a tremendous variety of turret lathe and capstan lathe designs, reflecting the variety of work that they do. 90031 90002 Gang-tool lathe 90003 90020 A gang-tool lathe is one that has a row of tools set up on its cross-slide, which is long and flat and is similar to a milling machine table. The idea is essentially the same as with turret lathes: to set up multiple tools and then easily index between them for each part-cutting cycle. Instead of being rotary like a turret, the indexable tool group is linear.90031 90002 Multispindle lathe 90003 90020 90008 Multispindle lathes 90009 have more than one spindle and automated control (whether via cams or CNC). They are production machines specializing in high-volume production. The smaller types are usually called 90008 screw machines 90009, while the larger variants are usually called 90008 automatic chucking machines 90009, 90008 automatic chuckers 90009, or simply 90008 chuckers 90009. Screw machines usually work from bar stock, while chuckers automatically chuck up individual blanks from a magazine.Typical minimum profitable production lot size on a screw machine is in the thousands of parts due to the large setup time. Once set up, a screw machine can rapidly and efficiently produce thousands of parts on a continuous basis with high accuracy, low cycle time, and very little human intervention. (The latter two points drive down the unit cost per interchangeable part much lower than could be achieved without these machines.) 90031 90020 90008 Rotary transfer machines 90009 might also be included under the category of multispindle lathes, although they defy traditional classification.They are large, expensive, modular machine tools with many CNC axes that combine the capabilities of lathes, milling machines, and pallet changers. 90031 90002 CNC lathe / CNC turning center 90003 CNC lathe with milling capabilities 90020 An example turned 90008 vase 90009 and view of the tool turret 90031 90020 CNC lathes are rapidly replacing the older production lathes (multispindle, etc) due to their ease of setting and operation. They are designed to use modern carbide tooling and fully utilize modern processes.The part may be designed and the toolpaths programmed by the CAD / CAM process, and the resulting file uploaded to the machine, and once set and trialled the machine will continue to turn out parts under the occasional supervision of an operator. 90031 90020 The machine is controlled electronically via a computer menu style interface, the program may be modified and displayed at the machine, along with a simulated view of the process. The setter / operator needs a high level of skill to perform the process, however the knowledge base is broader compared to the older production machines where intimate knowledge of each machine was considered essential.These machines are often set and operated by the same person, where the operator will supervise a small number of machines (cell). 90031 90020 The design of a CNC lathe has evolved yet again however the basic principles and parts are still recognizable, the turret holds the tools and indexes them as needed. The machines are often totally enclosed, due in large part to Occupational health and safety (OH & S) issues. 90031 90020 With the advent of cheap computers, free operating systems such as Linux, and open source CNC software, the entry price of CNC machines has plummeted.For example, Sherline makes a desktop CNC lathe that is affordable by hobbyists. 90031 90002 Swiss-style lathe / Swiss turning center 90003 90020 For work requiring extreme accuracy (sometimes holding tolerances as small as a few tenths of a thousandth of an inch), a Swiss-style lathe is often used. A Swiss-style lathe holds the workpiece with both a collet and a guide bushing. The collet sits behind the guide bushing, and the tools sit in front of the guide bushing, holding stationary on the Z axis.To cut lengthwise along the part, the tools will move in and the material itself will move back and forth along the Z axis. This allows all the work to be done on the material near the guide bushing where it’s more rigid, making them ideal for working on slender workpieces as the part is held firmly with little chance of deflection or vibration occurring. 90031 90020 This style of lathe is also available with CNC controllers to further increase its versatility. 90031 90020 Most CNC Swiss-style lathes today utilize two spindles.The main spindle is used with the guide bushing for the main machining operations. The secondary spindle is located behind the part, aligned on the Z axis. In simple operation it picks up the part as it is cut off (aka parted off) and accepts it for second operations, then ejects it into a bin, eliminating the need to have an operator manually change each part, as is often the case with standard CNC turning centers. This makes them very efficient, as these machines are capable of fast cycle times, producing simple parts in one cycle (i.e. no need for a second machine to finish the part with second operations), in as little as 10-15 seconds. This makes them ideal for large production runs of small-diameter parts. 90031 90020 Additionally, as many swiss lathe’s incorporate a secondary spindle, or ‘sub-spindle’, they also incorporate ‘live tooling’. Live tools are rotary cutting tools that are powered by a small motor independently of the spindle motor (s). Live tools increase the intricacy of components that can be manufactured by the swiss lathe.For instance, automatically producing a part with a hole drilled perpendicular to the main axis (the axis of rotation of the spindles) is very economical with live tooling, and similarly uneconomical if done as a ‘secondary operation’ after machining by the swiss lathe is complete. A ‘Secondary operation’ is a machining operation requiring a partially completed part to be secured in a second machine to complete the manufacturing process. Generally, advanced CAD / CAM software utilizes live tools in addition to the main spindles so that most parts that can be drawn by a CAD system can actually be manufactured by the machines that the CAD / CAM software support.90031 90002 Combination lathe / 3-in-1 machine 90003 90020 A 90008 combination lathe 90009, often known as a 90008 3-in-1 machine 90009, introduces drilling or milling operations into the design of the lathe. These machines have a milling column rising up above the lathe bed, and they utilize the carriage and topslide as the X and Y axes for the milling column. The 90013 3-in-1 90014 name comes from the idea of having a lathe, milling machine, and drill press all in one affordable machine tool.These are exclusive to the hobbyist and MRO markets, as they inevitably involve compromises in size, features, rigidity, and precision in order to remain affordable. Nevertheless, they meet the demand of their niche quite well, and are capable of high accuracy given enough time and skill. They may be found in smaller, non-machine-oriented businesses where the occasional small part must be machined, especially where the exacting tolerances of expensive toolroom machines, besides being unaffordable, would be overkill for the application anyway from an engineering perspective.90031 90002 Mini-lathe and micro-lathe 90003 90020 Mini-lathes and micro-lathes are miniature versions of a general-purpose center lathe (engine lathe). They typically have swings in the range of 3 “to 7” (70 mm to 170 mm) diameter (in other words, 1.5 “to 3.5” (30 mm to 80 mm) radius). They are small and affordable lathes for the home workshop or MRO shop. The same advantages and disadvantages apply to these machines as explained earlier regarding 3-in-1 machines. 90031 90020 As found elsewhere in English-language orthography, there is variation in the styling of the prefixes in these machines ‘names.They are alternately styled as 90008 mini lathe, minilathe, 90009 and 90008 minilathe 90009 and as 90008 micro lathe, microlathe, 90009 and 90008 microlathe 90009. 90031 90002 Wheel lathe 90003 90020 A lathe for turning the wheels of railway locomotives and rolling stock 90305 [1] 90068 90031 90002 Brake lathe 90003 90020 A lathe specialized for the task of resurfacing brake drums and discs in automotive or truck garages. 90031 90032 References 90033 90032 External links 90033 90020 bn: লেদ মেশিন 90031.