как сделать изделия из металла, изготовление элементов, как посчитать длину заготовок, профильная труба и другие необходимые материалы
На данной странице вы найдете сведения по теме “холодная ковка своими руками”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
 В металлообработке, в основном в заготовительном производстве, используется технологическая операция ковка. Формообразование заготовки при выполнении этой операции производится обработкой давлением. Деформация металла становится возможной при нагреве его до определенной температуры.
В металлообработке, в основном в заготовительном производстве, используется технологическая операция ковка. Формообразование заготовки при выполнении этой операции производится обработкой давлением. Деформация металла становится возможной при нагреве его до определенной температуры.
Однако некоторые технологические операции, например гибка заготовок, возможно выполнить без нагрева. Материалом для таких работ являются пластичные малоуглеродистые стали, медь, латунь, дюралюминий и другие сплавы, обладающие свойством легко деформироваться. Такой вид обработки объединили под названием холодная ковка, хотя в чистом виде она ковкой не является. Применение эта технология нашла в изготовлении художественных изделий своими руками.
Оборудование для ковки металла в домашних условиях
Без специального (иногда универсального) оборудования, станков и оснастки получить изделия художественной формы не получится. Гибка, прессование, нанесение рисунка на поверхность изделия производится с помощью ручных или машинных приспособлений. В домашних условиях применяются следующие виды станков для холодной ковки.
- Гнутик. Приспособление предназначено для изгиба проката или полосы на угол произвольной величины. Эксцентриковый привод, гибочный штамп и закаленные ролики смонтированы на прочном основании. При необходимости к этому ручному станку добавляется дополнительная оснастка.

Станок для холодной ковки PROMA Gnutik 0005
- Улитка. Создает из проката изделия в виде спирали, находящейся в одной плоскости. Основным элементом конструкции является кондуктор, который выполняется в форме завитка, напоминающего улитку. Под каждый вид спирали изготавливается свой кондуктор.

Станок типа улитка PROMA. Фото ВсеИнструменты.ру
- Твистер. Приспособление дает возможность закручивать прутки вокруг своей оси. Заготовка фиксируется во вращающейся головке и ползунке и при помощи рукоятки закручивается на нужную величину. При скручивании длина заготовки уменьшается, поэтому ползунок должен иметь возможность передвижения вдоль оси.

Станок для холодной ковки типа Твистер Blacksmith M3-TR
Для получения качественных изделий закручивание прутков вокруг своей оси лучше производить на механизированном оборудовании. Твистер, в составе с электромотором и червячным редуктором, дает равномерную дозированную нагрузку, какую нельзя обеспечить ручной. При этом значительно облегчает усилия, которых требуется достаточно много при закручивании прутков.
- Фонарик. Представляет собой переплетение прутков в форме вытянутых по винтовой поверхности спиралей. По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.

Станок для ковки PROMA Корзинка Фонарик. Фото ВсеИнструменты.ру
- Волна. Ручное приспособление создает узоры в виде набегающих волн. Между двумя роликами и упором пропускается пруток. Подвижный ролик, обкатываясь по неподвижному, создает на прутке изгиб в виде волны. Длину волны изменяют, увеличивая/уменьшая расстояние между роликами.

Станок для холодной ковки типа Волна
- Глобус. Заготовка изгибается по дуге. Концы также гнутся в зависимости от фантазий автора. Основой для приспособления служит шаблон в виде дуги. На ручке расположен ролик, который при ее движении обкатывает дугу. Заготовка, расположенная между роликом и шаблоном, принимает требуемую форму.

Станок глобус (объемник) для холодной ковки. Фото КовкаПРО

Своими руками

Сварочный аппарат с зарядным устройством «SSVA-160-2».
Как видно из описания конструкции ручных станков, изготовить их своими руками вполне доступно. Для выполнения работ потребуются следующие материалы и инструменты:
Помимо навыков слесаря надо обладать квалификацией хорошего сварщика. Качественный сварной шов является залогом прочности любого вида станков для холодной ковки: улитка, фонарик, глобус и прочие.
Инструменты и приспособления в большинстве случаев собираются самостоятельно.
Купить
При объемах производства, соизмеримых с масштабами небольшого предприятия, возможно рассмотреть приобретение оборудования, выполняющего все виды работ холодной ковки. В случае стабильной номенклатуры изделий дорогостоящий ручной станок: улитка, гнутик или любой другой — окупится за счет более производительной работы.
Станок для холодной ковки типа Улитка Stalex SBG-30. Фото КовкаПРО
Необходимые расходные материалы: профильные трубы, прутки и прочие
Основными материалами, из которых выполняются изделия методом холодной ковки, являются:
- сплошной круглый пруток;
- профильный прокат;
- металлическая лента;
- квадратный пруток (на картинке).

При работе своими руками используют небольшие типоразмеры заготовок, где не требуется применять большие усилия. Так, например, квадратный пруток — 10-12 мм., металлическая лента толщиной около 3 мм. Из этих материалов легко подготовить заготовки для операций холодной ковки: не требуется особых трудозатрат, чтобы отрезать в нужный размер.
Как сделать различные изделия
Технология холодной ковки позволяет изготавливать изогнутые и витые детали разнообразной формы. Дизайнер, обладающий художественным вкусом, способен создать из них оригинальные композиции. Ограды и решетки, навесы и крылечки, столики и скамейки — многие из них выполнены с помощью холодной ковки, привнося в свой дизайн признаки художественного произведения.
Для начинающего приоритетом будет освоить изготовление декоративных завитков. Они являются основой для изготовления большинства изделий холодной ковки. Поэтому в первую очередь надо овладеть производством на станке улитка.

Создание завитка для балясины на самодельном кондукторе
Далее, с целью увеличения разнообразия продукции, изучить и применить на практике станок твистер. Остальные ручные приспособления внедрять по мере роста мастерства и увеличения видов продукции.
Справка. С образцами изделий холодной ковки, выполненными профессионалами, можно ознакомиться на сайтах компаний из раздела «Где купить или заказать».Сделай сам: подставки для цветов
Обзор посвящен самостоятельному изготовлению оконной цветочницы (балкончика) с завитками и патинированием. Подробная инструкция представлена здесь.
Изготовление узоров
Обзор посвящен изготовлению фигурных балясин, служащих узором для лестничных перил. Гибка квадратов выполняется на самодельном кондукторе.
Изготовление элементов, как делать
Начинать изготовление нужно с эскиза элемента. Если это возможно, то выполнить его в натуральную величину.

Холодная ковка и сварка, решетка из завитков с хомутами
В зависимости от имеющегося оборудования подбирается материал. Ручная оснастка не может согнуть пруток толще 14 мм.
На специальной оснастке изготавливаются:
Технология изготовления основана на трех основных операциях: вытяжка, гибка, кручение.
Сборку элементов в единую композицию собирают при помощи
При окончательной отделке изделие зачищают и наносят декоративное покрытие.
Длина, размеры заготовок
Важно! Для изготовления элементов холодной ковкой необходимо правильно рассчитать размеры заготовки. Ошибку при выполнении работы исправить будет зачастую невозможно.С помощью эскиза, выполненного в натуральную величину, легко рассчитать длину заготовки. На линию, образующую контур элемента, наложить мягкую проволоку. Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Для измерения длины кривых линий применяется прибор под названием курвиметр. Зубчатым колесиком повторяют путь кривой, а на шкале выносится искомый показатель.
В проектировании деталей все больше применяются компьютерные программы. В них закладываются данные, которые оказывают влияние на геометрию детали при обработке холодной ковкой. Такая программа выдает готовые размеры заготовки.
Завитки
В видеообзоре представлен процесс гибки круглых прутков диаметром 10 мм. Мастером используется станок типа улитка со съемными кондукторами разных форм и размеров.
Цветы
В обзоре представлен полная и подробная инструкция изготовления цветка: от прорисовки элемента на металле до крепления детали в общую композицию.
Розы
В видео представлен процесс изготовления розы по методу холодной ковки, с помощью бумажных шаблонов, самодельных ножниц по металлу, двери, болгарки, электродов, а также дополнительных инструментов и приспособлений, сделанных из подручных средств.
Фонарики
Инструкция по гибке круглых (диаметр 6 мм.) и квадратных (6х6 мм.) прутков на станке фонарик для изготовления одноименных элементов.
kovka-svarka.net
Станок Улитка для холодной ковки своими руками: чертежи, размеры, фото
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.

Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.

Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.

На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.

Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.

Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.

Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.

С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.

К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.

Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.

Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.

Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.

Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.

После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.

В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.

С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.

Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.

Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.

Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.

Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.

На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.

В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.

Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.

После фиксации хвостовика включается электродвигатель. Начинается формование детали.

Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.

Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.

Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.

Для продолжения работы устанавливается съемный элемент сборной «Улитки».

Теперь можно формировать загиб деталей большого размера.

Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.

С обратной стороны выполняют дополнительный изгиб детали.

Дорабатывается изделие с обеих сторон.

Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.

Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.

metmastanki.ru
Холодная ковка своими руками: станок, чертежи
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
 Элементы изготовленные методом холодной ковки
Элементы изготовленные методом холодной ковкиОсвоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
 Станок “улитка”
Станок “улитка”Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
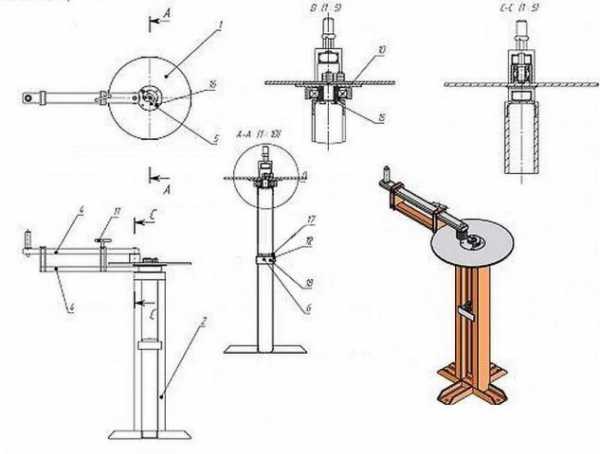 Схема станка
Схема станкаРазметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
 Чертёж сегментов “улитки”
Чертёж сегментов “улитки”По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
 “Улитка” из полос металла
“Улитка” из полос металлаВариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
 Модули “улитки”
Модули “улитки”Сборка станка.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
 Станок торсионный
Станок торсионныйДля основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
 Виды станков
Виды станковДалее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
 Простая модель торсионного станка
Простая модель торсионного станкаКак сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
 Станок “гнутик”
Станок “гнутик”Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
 Компьютерная модель станка
Компьютерная модель станкаИзготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
 Станок “волна”
Станок “волна”Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
 Прокатный пресс
Прокатный прессЧто касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
 Соединения деталей с помощью сварки
Соединения деталей с помощью сваркиИзделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:

- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».

- Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.

- Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.

- Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».

- Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.

- Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».

- Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
remboo.ru
Холодная ковка своими руками – советы профессионалов
Сегодня большое распространение получили небольшие домашние мастерские по обработке металла. Это и хобби, и дополнительный доход в семейный бюджет. Более распространена холодная ковка своими рукам. Такая технология не требует больших затрат на начальном этапе, а изделия ручной работы ценятся довольно высоко.
Какие технологии и приемы используются таким способом металлообработки, что нужно знать о производственных операциях? Об этом — далее в нашем материале.
Понятие холодной металлообработки
Холодным способом обрабатывается, в основном, металлопрокат в виде прутков, квадратов, круга, полосы или листа.
Для производства применяются особые приспособления и инструменты, причем часто они узкоспециализированные и не пригодны для работы в других направлениях.
Разогрев заготовок до ковочной температуры не предусмотрен технологией, которая использует одно из главных свойств металла — пластичность. Нагрев возможен лишь частичный в местах изгиба некоторых изделий (например, при слишком толстом металле исходного материала).
Холодная ковка металла используется для изготовления решеток, заборов, ворот, калиток (и отдельных элементов их украшений), каркасы мебели и различные детали декора.
При этом в процессе производства этой продукции металл поддается прессованию и изгибанию, что делает изделие даже прочнее, чем при горячей ковке, так как не изменяются свойства металла, а кристаллическая решетка, наоборот, упрочняется за счет сжатия.
Холодная ковка в домашних условиях довольно простой, но, в то же время, и сложный технологический процесс, который требует опыта. Что нужно знать о такой металлообработке, а также что потребуется для изготовления изделий без разогревания материалов?
Холодная ковка своими руками
Весь рабочий процесс по созданию изделий с помощью холодной ковки можно разделить на несколько этапов.
- Чертеж или схема готового изделия.
- Подбор материалов.
- Обработка металла и изготовление деталей.
- Сборка и отделка.
Чертеж
 На чертежах будущего изделия рассчитываются и отмечаются все размеры деталей, углы расположения отдельных элементов и посадочные точки.
На чертежах будущего изделия рассчитываются и отмечаются все размеры деталей, углы расположения отдельных элементов и посадочные точки.
Изготовить его можно как вручную, так и с помощью современных компьютерных программ типа AutoCAD.
Главное — выполнить схему в приблизительном масштабе, чтобы с легкостью можно было без проблем проводить расчеты. Цель такого чертежа: точное определение наименований и количество необходимых деталей, подсчет материалов, правильная окончательная сборка всего изделия.
Материалы
В холодной ковке обрабатывается различные виды металлопроката.
С прутков или квадратов производят практически все элементы: навершия, гусиные лапки, завитки, спирали, вензеля и прочие.
Но также холодным способом обрабатывают и такие заготовки, как листовой металл, стальная полоса и профильная труба. Из них изготавливают спирали, листья или те же завитки с волютой.
Размеры обрабатываемого проката зависят от мощности оборудования. К примеру, ручные станки не способны гнуть пруток толще, чем 14 миллиметров.
В некоторых случаях холодной ковкой может обрабатываться и цветной металл: медь, алюминий и другие.
Когда готов чертеж, можно с легкостью подсчитать: какое количество нужно того или иного вида проката для создания вещи.
Обработка материалов
На этом этапе создают все отдельные детали изделия и готовят их к сборке. На оборудовании, по надобности, совершается производство следующих кованых элементов.
- Лапки, пики, навершия — для завершения концов решеток или других линейных деталей.
- Завитки — к ним относят свои подвиды: волюта (концы загнуты в одну сторону), червонка (спирали в разные стороны), запятые (просто изогнутый конец прута).
- Кольца.
- Корзинки — два прута закрученные по спирали и соединенные на концах.
- Крутени (торсионы) — пруты или полосы, закрученные вокруг своей оси.
Все эти элементы производят на специальном оборудовании, способном изгибать металлические заготовки без разогрева до ковочной температуры. В мастерских для производства изделий холодной ковки своими руками применяют «золотую шестерку» верстаков: гнутик, улитку, фонарик, твистер, объемник и волну.
Обработка металлопроката построена на трех основных технологических
процессах:
- Вытяжке.
- Гибке.
- Кручении.
Как и в горячей ковке, вытяжка подразумевает раскатывание металла для того, чтобы уменьшить его сечение. В холодной ковке эта технология используется для производства элементов типа пик или гусиных лапок.
Чтобы сделать вытяжку холодным способом, требуется раскаточная установка, которая плющит конец заготовки. С использованием штампов при этом сразу же наносится рельеф. Пики производят на прессах, придавая заготовкам нужную конфигурацию.
Гибка — практически основной процесс, на котором построена холодная ковка. Перечисленные выше станки (кроме твистера и фонарика) работают по этому же технологическому принципу. Чаще всего используется улитка, которая формирует большой список разного рода завитков (вензелей, волот, спиралей и прочих).
Кручение построено на свойстве металла — пластичности и способности сохранять заданную форму. Во время такой обработки, заготовка закручивается под усилием вокруг своей оси. Обычно процедуру делают на твистере. Однако, такие элементы, как корзинки, производят с помощью фонарика. Он способен закрутить несколько заготовок, сформировав при этом объемный элемент.
Обычно вся обработка проводиться холодным способом, однако, иногда требуется нагрев определенных точек на заготовке. Это делают при гибке или кручении толстых деталей или же когда нужно исправить бракованные элементы. Нагревание может осуществляться в кузнечных горнах или газовым резаком до температуры 200-300 градусов, что значительно ниже ковочной температуры.
Также в холодной обработке металла используются стандартные способы: резка, рубка, шлифовка и прочие. Для этого применяют болгарки, отрезные круги, шлифовальные машины, гильотины, зубила и прочие.
Сборка и отделка
Эти два этапа завершают процесс изготовления изделий способом холодной ковки.
Сборка деталей в единую комбинацию проводится несколькими способами:
- На заклепках.
- На хомутах.
- Сварка.
Самый простой и быстрый метод собрать изделие — это электро- или газосварка (последняя используется реже).
Однако, некоторые детали крепят на хомуты и заклепки, если это предусмотрено стилевым оформлением.
Ранее использовалась кузнечная сварка, которая сегодня потеряла свою актуальность из-за трудоемкости процесса.
К окончательной отделке относят шлифовку, зачистку поверхностей металла, а также нанесение декоративного покрытия (лакокрасочного или любого другого). После чего работа считается завершенной и проводиться монтаж готового изделия по надобности.
А что Вы можете добавить к материалу этой статьи из личного опыта? Поделитесь им в обсуждениях и оставьте свои комментарии.
wikimetall.ru
Станки для холодной ковки своими руками
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Содержание статьи
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.

Так выглядит торсион и одноименный станок
- Фонарик. На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.
Так делают «фонарик»
- Твистеры или улитки. Формируют плоские завитки разного диаметра.
Приспособление для холодной ковки улитка — для формирования завитков
- Гибочные станки или гнутики. Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
- Волна. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
Станок «Волна» — для формирования соответствующего рельефа
- Приспособления для обработки концов деталей — инерционно-штамповочные станки или другие самодельные устройства.
Станки для оформления концов прутков. В данном случае — гусиная лапка






Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.

Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.

Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.

Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.

Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.

Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
- Подшипниковый узел
- Фиксатор для заготовки
- Так выглядит конструкция в целом
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
stroychik.ru
для забора, калитки и ворот
Профильная труба является многоцелевым сырьем и одним из самых используемых наименований из всего сортамента металлопроката. Популярность связана, конечно же, с универсальностью применения, а также бюджетной стоимостью.

Ворота и забор из профильной трубы
Труба с разным сечением, имеет полую внутреннюю область за счет чего считается более экономным конструкционным материалом по сравнению со стальными прутками квадратного сечения или квадратом, при этом сохраняется конструкционная жесткость. Благодаря этой особенности изготавливаются относительно недорогие и одновременно прочные ворота из профильной трубы с элементами ковки.
Выгодно, красиво и долговечно
В частном строительстве наиболее популярно использование трубного профиля 25х25 мм в установке ограждений. Причем речь идет как об опорной конструкции, так и декоративной с кованым декором. Данный вид металлопроката выпускается с разным сечением, поэтому есть возможность, варьировать ограждение как по жесткости и возможным нагрузкам, так и по внешнему виду и стоимости.
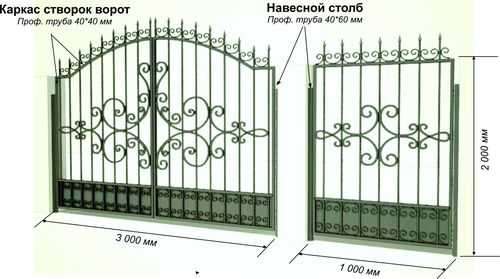
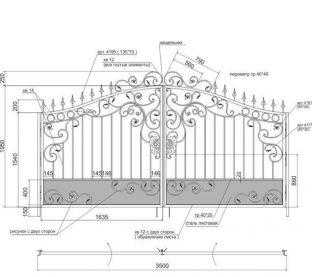
Чертеж ворот и калитки
Из трубы можно изготавливать недорогие и привлекательные ограждения с довольно низкими затратами. Самым простым вариантом исполнения является забор из профильной трубы с элементами ковки, подразумевающий сваривание опорной конструкции со столбами из трубы 25х25 мм и связующими металлическими рейками. Затем выполняется и наваривание вертикальной трубы с квадратным сечением до 10-15 мм на расстоянии 10-20 см.
Применяемые материалы
Единственным недостатком этого вида металлопроката для изготовления ограждений и калиток является ее ключевая особенность – это полая структура. В результате ограждение получается более легким и менее дорогим по сравнению с продукцией, изготовленной из квадрата, но у него есть недостаток – это коррозия, возникающая внутри трубы.
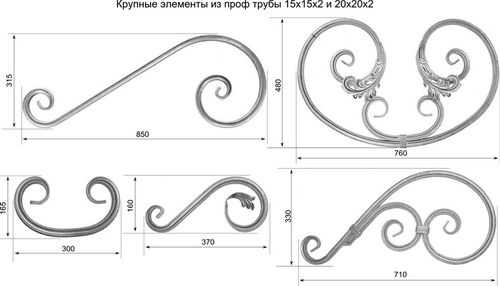
Элементы из профильной трубы
При этом этот вопрос решается за счет декоративной отделки. Например, с использованием стандартного декора как пики, которые навариваются на окончание трубы, а затем все изделие покрывается защитным декоративным покрытием.
Труба с квадратным сечением для каркаса ограждений
Трубу с квадратным сечением используют для изготовления каркаса калиток и ворот, средняя часть плоскости заполняется с помощью наваривания трубы и декора, чтобы закрыть полотно используется листовой металл и прозрачный пластик. Кованый декор изготавливается из листового металла методом штампования и механической прокатки для создания фактуры, трубы и квадрата. Труба является более легким материалом в изготовлении методом механического формования, когда металлической заготовки придается определенная форма путем сгибания по жесткой оснастке.

Готовые элементы декора
Для изготовления декоративных изделий из труб используется трубогиб, а также специализированный инструмент для изготовления завитков. Это оборудование позволяет обычно гнуть весь металлопрокат с сечением, подходящим под размеры улитки.
Использование трубы по сравнению с квадратом более выгодно по нескольким причинам:
- более легкий вес и меньшие затраты на покупку материала;
- прочность конструкции;
- податливость трубы в работе, что уменьшает трудоемкость;

Разборной кованый декор реализуется дешевле, при этом не уступают по внешнему виду и качеству традиционному квадрату с небольшим сечением. При самостоятельном изготовлении калитки из профильной трубы с элементами ковки достаточно трубного профиля двух сечений (для конструкции и отделки) и опционально ковкой. При наличии сварочного аппарата выполнить калитку, ворота или забор своими руками не представляет особого труда. Вы можете посмотреть на фото варианты реализации разных художественных идей с различной стоимостью.
Покупка или изготовление кованого декора
Декоративные элементы холодной ковки из профильной трубы для забора, ворот и калитки можно сделать самостоятельно или приобрести у крупного поставщика. Обычно покупка обойдется дешевле, если вы хотите сделать один комплект для своего приусадебного хозяйства.

Для этих целей не потребуется покупать оборудование для холодного формования, а только сварочный аппарат и болгарка. Все декоративные элементы доступны в продаже, так что любое ограждение можно сделать не только исходя из требований к бюджету, но и по собственному или выбранному эскизу.
Использование кованого полуфабриката значительно сокращает стоимость изделий, а также трудоемкость выполнения. Для изготовления такого функционального кованого декора для приусадебного хозяйства потребуется только инструмент, который, как правило, уже есть в хозяйстве. Как можно собрать забор своими руками из готовых элементов или полностью изготовить его из профиля смотрите в видео.
trubygid.ru
самодельные кондукторы, матрицы и другие инструменты, изготовление из профтруб и не только; гибка, сварка, сборка; видео

Кованая настенная вешалка-полка, украшенная листьями и завитками. Фото Царская Ковка
Кованые завитки являются универсальными декоративными элементами, применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типа используется механизированное оборудование, а также ручные инструменты и приспособления. Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
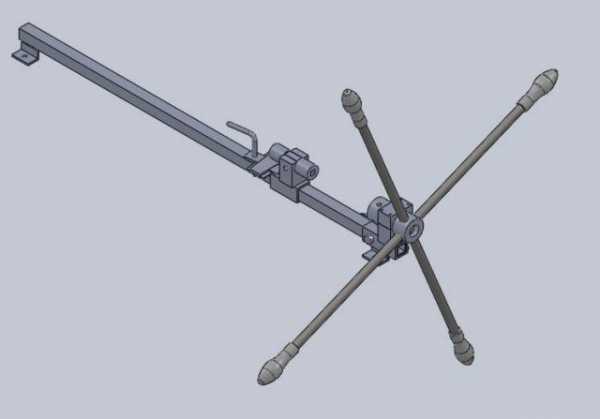
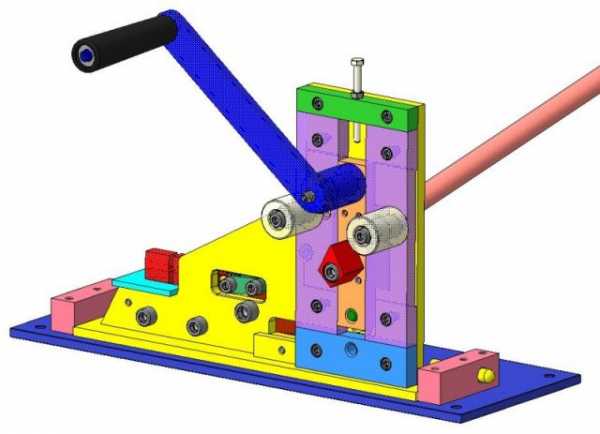
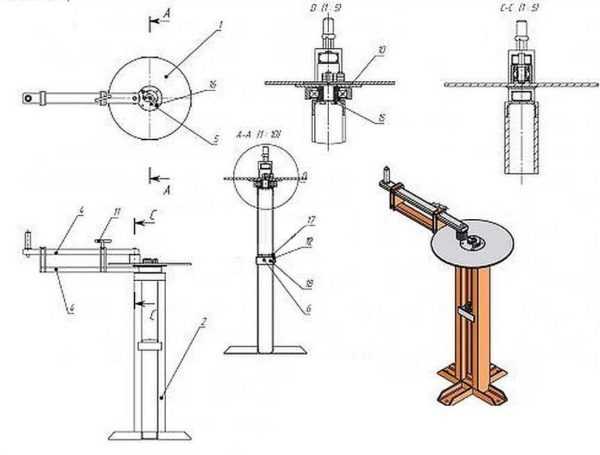
Как сделать улитку с электропроприводом и без, для холодной ковки и гибки завитков, волют, запятых
- Стол выполняется из стали, к нему с нижней части приваривается труба, к которой в свою очередь крепится подвижный рычаг, сделанный из профильной трубы 45х25, толщина стенок — 1,5 мм.
- Данная часть станка крепится к ножкам, опорам.
- К рычагу крепится дополнительная регулируемая часть, дополнительно усиленная угольником.
- В ровной поверхности, где предварительно сделаны отверстия, крепятся оправки (кондукторы), выполненные из квадратного прутка с сечением в 10 мм. и полосы.
- Изготовление оправок осуществляется по рисунку.
- Несколько отверстий позволяют располагать оправки разным образом, что позволяет гнуть элементы разных конфигураций и размера.
- Мастер демонстрирует процесс изготовления элементов.
Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов. Подобные приспособления имеют более простое строение.
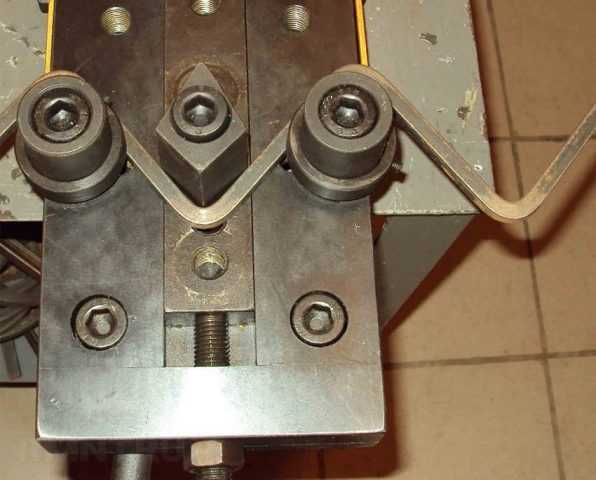
Матрица
- Для изготовления приспособления потребуется кусок швеллера длиной 25 см.: покупная или выточенная самостоятельно петля с диаметром 22 м. с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.
- Лекало подобного типа позволяет производить волюты разных размеров.
Кондуктор
- Для изготовления кондуктора потребуется полоса длиной 60 см. и шириной — 4 см.; кусок жести 16 на 16 см., толщина — 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
- На полосе прорисовывается наклонная линия, часть заготовки позже будет удаляться.
- Полоса слегка гнется, к ней приваривается малый угольник, после этого гибка продолжается.
- Спираль крепится к основанию, к куску жести.
- Кондуктор фиксируется в тисках, лишняя часть обрезается болгаркой.
- С нижней части основания приваривается угольник, обеспечивающий крепление изделия в тисках.
Другое оборудование для ковки
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
- Универсальное оборудование представляет собой автоматические или в некоторых случаях ручные установки, позволяющие обрабатывать заготовки с разным сечением. Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.

Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки предназначены для облегчения ручного труда. В перечень устройств кроме улитки входят гнутик, волна, твистер, глобус. Каждый агрегат предназначен для изготовления определенного вида элементов. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.

Станок для холодной ковки типа Волна
- Инструменты представляют собой простые предметы, ковка выполняется вручную, посредством применения силы. К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.

Вилка кузнечная
- Приспособления являются более сложными предметами, представляют собой механизмы, к которым относятся кондуктор, шаблоны, лекала, оправки.
Самодельные модели, изготовление, как сделать, размеры
Кроме устройства типа улитка возможно также изготовить самостоятельно и другие станки для холодной ковки: фонарик, волна и прочие, в том числе и электрические. Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Купить
Исполнители, не уверенные в собственных навыках, имеют возможность приобрести станки для ковки заводского производства. Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
Разделы: Станки, Станки холодной ковки
kovka-svarka.net