Оборудование для производства керамзитобетонных блоков
Керамзитобетонные блоки весьма востребованный строительный материал, широко использующийся в частном малоэтажном строительстве и при возведении как жилых, так и вспомогательных строений. Множество компаний и частных фирм занимаются производством этого материала, но спрос на него не снижается. В то же время материалы, из которых делают блоки, весьма распространены, технология отработанна годами, а оборудование позволяет провести максимальную автоматизацию труда на производствах любого уровня.
Состав керамзитобетонной смеси
Технические и эксплуатационные характеристики керамзитобетонных блоков, а также пропорции состава регламентирует ГОСТ 6133-99 «Камни бетонные стеновые. Технические условия».
Пропорции компонентов для изготовления керамзитобетонных блоков
В качестве вяжущего вещества в состав рабочей смеси входит портландцемент не ниже марки М400. В процессе производства применять пластифицирующие добавки нецелесообразно.
- гидрофобный портландцемент с добавлениями оленковой кислоты и мылонафты;
- алитовый цемент содержащий трехкальциевый силикат и трехкальциевый алюминат.
Использование пуццолановых, шлакопортландцементов или пластифицированных ССБ цементов настоятельно не рекомендуется. Это существенно снижает прочность бетона на ранних стадиях отвердения, ухудшает воздухостойкость и водостойкость.
В качестве крупных заполнителей используется керамзит и керамзитовый гравий. Величина их фракций и технические характеристики материала регламентирует ГОСТ 9757-90 «Гравий, щебень и песок искусственные пористые. Технические условия».
Мелким заполнителем может выступать керамзитовый песок, который получают путем дробления – он обладает большими абсорбционными возможностями, чем обычный песок.
Вода, которую используют в производстве блоков, должна соответствовать параметрам, описанным в ГОСТ 23732-79 «Вода для бетонов и растворов». Кислотность рН должна быть меньше 4, а содержание сульфатов (SO4) более 1% категорически не допускается. Применение морской воды для затворения раствора так же не рекомендуется из-за образования на поверхности готовых изделий высолов (налета из соли).
Производство
На каждом производстве технология изготовления может несколько отличаться от общепринятой в ГОСТе. Это связано с естественным стремлением производителя снизить себестоимость продукции. Для этого в состав рабочей смеси могут добавлять пластификатор для улучшения заполнения формы.
В мелких частных предприятиях для увеличения подвижности смеси в состав добавляют жидкое мыло или клей (силикат), это значительно уменьшает расход воды и снижает время на виброобработку.
Сама технология изготовления, независимо от применяемого оборудования, разделяется на три основных этапа:
1. Подготовка смеси. Обычно, максимальный диаметр керамзита не должен превышать 10 мм. Количество цемента может быть различным в зависимости от предназначения изготавливаемых блоков. Для кладки несущих стен используют больше цемента, он увеличивает прочность конструкции, но существенно снижает теплоизоляционные свойства материала.
Стандартные пропорции для универсальных блоков на 100 кг выглядит так:
- Керамзит крупных фракций – 54,5кг;
- Керамзитовый спекшийся или кварцевый песок – 27,2 кг;
- Портландцемент – 9,21 кг;
- Вода – 9,096 л.
ВАЖНО! При использовании дробленого песка в качестве мелкого наполнителя количество воды необходимое для затворения будет значительно выше.
В зависимости от величины фракции до 15 л.
В бетономешалку указанные ингредиенты добавляются в следующем порядке: вода, керамзит, цемент, песок. Перемешивание осуществляется не более 2 минут. На один стандартный блок, имеющий размер 39х19х19 см пойдет 10-11 кг смеси.
2. Формовка. Для этого процесса широко применяется разнообразное ручное и автоматизированное оборудование. Основой процесса является вибрация, с ее помощью смесь, поступившую в форму, быстро уплотняют.
3. Сушка. Формы с блоками должны сушиться на протяжении двух дней. Затем стальные пластины убирают и изделия досушиваются на открытом воздухе, на протяжении 7-10 дней.
Применяемое оборудование
Оборудование, которое используется в производстве керамзитобетонных блоков можно классифицировать по производительности и степени автоматизации.
1. Ручной станок для производства керамзитобетонных блоков. Оптимальный выбор для мелкосерийного производства в домашних условиях.
Пример ручного станка для производства керамзитоблоков
Вибратор простой конструкции крепится к корпусу. Производимые им колебания способствуют быстрому и полному заполнению формы. Может комплектоваться съемными стержнями для образования пустот. При их демонтаже можно изготовить полнотелые блоки для несущих стен двух и трехэтажных домов. В этом случае пропорции смеси будут несколько изменены в сторону увеличения количества цемента. Видео работы ручного вибростанка:
2. Передвижные станки с высоким уровнем механизации способны значительно снизить себестоимость продукции. Они используют многосекционные формы, имеющие от 4 до 6 матриц. Вибромотор крепится к несущему корпусу станка.
Вибромотор крепится к несущему корпусу станка.
Передвижной станок для изготовления керамзитобетонных блоков
Некоторые модели могут быть оснащены дополнительным прессом для утрамбовывания. Процесс производства выглядит следующим образом:
- Формы заполняются смесью;
- Под воздействием вибрации и давления блоки принимают свою форму;
- Секция из 4-6 блоков опускается на землю, на заранее подготовленную опалубку для просушки;
- Станок перемещается на новое место над новой, пустой секцией опалубки.
Подробное видео о конструкционных особенностях и способе работы на передвижном станке:
3. Вибростол. Условно состоит из двух частей. Основы – металлической станины, к которой крепится вибродвигатель. Поддон на станине имеет толщину металла до 3 мм и бортики, чтобы установленные формы не соскользнули. На поддон устанавливаются заполненные формы, содержание которого уплотняется вибрацией.
Условно состоит из двух частей. Основы – металлической станины, к которой крепится вибродвигатель. Поддон на станине имеет толщину металла до 3 мм и бортики, чтобы установленные формы не соскользнули. На поддон устанавливаются заполненные формы, содержание которого уплотняется вибрацией.
Вибростол
Размещение вибродвигателя снизу и в центре станины значительно повышает эффективность и равномерность распределения вибраций. Такое устройство для изготовления блоков имеет не слишком большую производительность.
4. Вибропресс. Это оборудование высокой сложности. Автоматизированная линия для производства керамзитобетонных блоков, устанавливается на крупных предприятиях.
На фото – вибропресс “Рифей Удар”
В состав производственной линии могут входить:
- конвейер для транспортировки сформованных блоков на просушку;
- ленточный податчик рабочей смеси;
- автоматизированная бетономешалка, способная самостоятельно рассчитать необходимые пропорции.

Видео процесса изготовления на автоматизированной линии:
Изготовление форм для керамзитобетонных блоков
Изготовление форм для керамзитобетонных блоков – важный этап изготовления стенового материала. От качества формы зависит качество стеновых камней, в том числе параллельность граней, выдерживание нужных углов и размеров.
Керамзитобетонные блоки, как известно, изготавливаются вибропрессованием, поэтому формы должны быть устойчивыми к вибрации.
Особенности форм для керамзитобетонных блоков
Основные требования к формам, в которых изготавливаются керамзитоблоки:
- надежность, механическая прочность;
- устойчивость к воздействию воды, цемента и других веществ;
- легкость выемки изделия;
- долговечность.

В основном формы для керамзитоблоков изготавливают из дерева, металла или из пластика. Все эти материалы имеют свои достоинства и недостатки.
Деревянные формы. Годятся только для изготовления небольших партий керамзитобетонных блоков, так как размокают от воды и разрушаются. Металлические формы. Металл – материал, позволяющий создавать сложные эффективные конструкции. Касается это и пресс-форм.
Они бывают:
- кассетными, в которых дно неподвижно, а бортики откидываются для удобства выемки изделия;
- разборными, для удобства транспортировки разбирающимися на несколько листов;
- комбинированные, со специальным устройством для выемки блока.
Пластиковые формы. Они изготавливаются на специальном оборудовании для переработки пластмасс. Обладают хорошими механическими и эксплуатационными характеристиками.
Заключение
Можно самостоятельно изготовить формы для керамзитоблоков из дерева или из металла. Для изготовления таких форм из металлических листов понадобятся навыки сварщика и умение работать с металлообрабатывающим оборудованием.
Для изготовления таких форм из металлических листов понадобятся навыки сварщика и умение работать с металлообрабатывающим оборудованием.
Похожие материалы:
Изготовление стеновых блоков
У частных застройщиков строительные блоки пользуются высоким спросом из-за оптимального соотношения цены и качества. Сегодня керамзитобетонные блоки считаются одним из наиболее популярных строительных материалов. Для производства строительных блоков используется оборудование для формовки блоков.
Что же нужно знать для собственного производства керамзитобетонных и арболитовых стеновых блоков?
Керамзитобетонные стеновые блоки
Исходным сырьем для изготовления керамзитобетонных блоков служит керамзит – вспененная и обожженная глина, вода и цемент. В изломе гранула керамзита имеет структуру застывшей пены. Спекшаяся оболочка, покрывающая гранулу, придает ей высокую прочность. Керамзит, обладающий высокой прочностью и легкостью, является основным видом пористого заполнителя. Поэтому высококачественные керамзитобетонные блоки имеют плотность от 600 до 1800 кг/м3.
Керамзит, обладающий высокой прочностью и легкостью, является основным видом пористого заполнителя. Поэтому высококачественные керамзитобетонные блоки имеют плотность от 600 до 1800 кг/м3.
Как строительный материал керамзитобетонные блоки представляет собой лёгкий бетон, в котором заполнителем является керамзит – ячеистый материал в виде гранул. Так что свои дополнительные преимущества керамзитобетон получает во многом за счет именно керамзита. А именно усиление тепло- и звукоизолирующих свойств бетона, влагостойкость, стойкость к химическим воздействиям.
Применяя керамзитобетон можно существенно снизить вес зданий и конструкций, достигнув ряда положительных технико-экономических показателей. В климатических условиях России будет достаточно уложить керамзитобетонные блоки в один ряд при строительстве основных внешних стен, чтобы соблюсти нормы теплосбережения строительных конструкций.
Арболитовые стеновые блоки
Дерево в России всегда оставалось самым популярным строительным материалом для личного коттеджно-дачного строительства: хорошая теплопроводность, привлекательный внешний вид, сравнительно невысокая стоимость и высочайшая экологичность долгое время делали этот материал действительно наилучшим выбором. Но и серьёзных недостатков у деревянных домов немало, что вкупе с неуклонным ростом стоимости и падением качества деревянного домостроения даёт повод для поиска лучших аналогов. Но, лучшим заменителем дерева, как ни странно, является само дерево.
Но и серьёзных недостатков у деревянных домов немало, что вкупе с неуклонным ростом стоимости и падением качества деревянного домостроения даёт повод для поиска лучших аналогов. Но, лучшим заменителем дерева, как ни странно, является само дерево.
Арболит – так называемый деревобетон, материал, на 80-90% состоящий из древесной щепы, позволяет не только получить все преимущества деревянного дома, но и обладает рядом существенных плюсов. Сравним особенности практического применения этих материалов в современных условиях.
В строительстве загородных деревянных домов наиболее используемыми разновидностями стеновых материалов сейчас являются обычный брус, оцилиндрованное бревно и клееный брус (в порядке возрастания стоимости). К сожалению, производимые размеры этих материалов практически никогда не превышают 30 сантиметров в диаметре или толщине, ранее же брёвна менее 50см вообще не применялись в строительстве домов из-за слишком больших теплопотерь. Теперь же оцилиндрованные бревна обычно используются 18-24см, выше идёт уже серьёзный рост стоимости. Дома из бруса находятся в аналогичной ситуации. А наиболее престижный материал – клееный брус так вообще редко выпускается толще 21см из-за особенностей производства, да и тот, если качественный – стоит не менее 700 евро за 1м3 (но и цена – не гарантия экологичности используемого клея). Отсюда мы приходим к достаточно важной проблеме современных деревянных домов – на данный момент они просто принципиально не могут использоваться без специальных утеплителей.
Теперь же оцилиндрованные бревна обычно используются 18-24см, выше идёт уже серьёзный рост стоимости. Дома из бруса находятся в аналогичной ситуации. А наиболее престижный материал – клееный брус так вообще редко выпускается толще 21см из-за особенностей производства, да и тот, если качественный – стоит не менее 700 евро за 1м3 (но и цена – не гарантия экологичности используемого клея). Отсюда мы приходим к достаточно важной проблеме современных деревянных домов – на данный момент они просто принципиально не могут использоваться без специальных утеплителей.
Следовательно, мало того что точно придётся забыть о желаниях иметь настоящую бревенчатую или брусовую поверхность внутри дачного дома и произвести дополнительные (иногда весьма немалые) затраты на утеплители, но и вспомнить о том, что с ними – вы в большинстве случаев получаете постоянное фенольное или стирольное загрязнение атмосферы в доме.
Теплопроводность дерева составляет 0. 15-0.4 Вт/(мК), арболита – 0.07-0.17 Вт/(мК). Толщина стены из стандартных блоков из арболита (400х200х200 мм.) – 40 см, такая стена по теплосбережению вполне соответствуют классическим стенам из полуметровых бревён и даже превосходят их. И это следует не только из сухих расчетов, но и из практики применения – даже на севере России дома из арболита со стенами такой толщины комфортно эксплуатируются без дополнительного утепления.
15-0.4 Вт/(мК), арболита – 0.07-0.17 Вт/(мК). Толщина стены из стандартных блоков из арболита (400х200х200 мм.) – 40 см, такая стена по теплосбережению вполне соответствуют классическим стенам из полуметровых бревён и даже превосходят их. И это следует не только из сухих расчетов, но и из практики применения – даже на севере России дома из арболита со стенами такой толщины комфортно эксплуатируются без дополнительного утепления.
Вернёмся к дереву, к наиболее важной из его особенностей – дышащим свойствам деревянных стен. Именно они создают тот уникальный микроклимат деревянных домов из бруса или брёвен, регулируя уровень влажности и обеспечивая пассивную вентиляцию огромной мощности – до 35% внутреннего воздуха в помещении может обновляться через поры стен каждые сутки. Но снова вспомним об утеплении. Безусловно, и сам утеплитель, и соответствующий облицовочный материал можно подобрать также с дышащими свойствами, но… Дышащие стены – это вентиляция. А вентиляция – это наиболее эффективный способ распространения всех ядов. Поэтому, при использовании минваты, пенопласта, многих других видов утеплителей, а также при покрытии стен различными видами красок – просто необходимо использовать плотные пароизолирующие пленки и полностью блокировать «дыхание» стен, чтобы не способствовать и без того немалому распространению отравляющих веществ в помещении.
Поэтому, при использовании минваты, пенопласта, многих других видов утеплителей, а также при покрытии стен различными видами красок – просто необходимо использовать плотные пароизолирующие пленки и полностью блокировать «дыхание» стен, чтобы не способствовать и без того немалому распространению отравляющих веществ в помещении.
Стены из арболита, как почти полностью состоящие из дерева, также обладают соответствующими дышащими свойствами, но поскольку не требуют утепления – позволяют использовать простые вентилируемые облицовочные материалы и сохранить в полной мере эту немаловажную особенность, обеспечивающую постоянное поступление чистого, отфильтрованного воздуха через всю поверхность стен.
Далее, главное, в чём дерево всегда проигрывало всем видам кирпича и бетона – высокая горючесть. Различные составы (которые следует учитывать и в расчете стоимости деревянного дома), конечно, снижают степень воспламеняемости, но, во-первых, достаточно слабо, а, во-вторых, со временем уровень защиты падает. К тому же, в данном свете наибольшую проблему опять представляют легковоспламеняемые и высокотоксичные утеплители. Арболит является материалом полностью не поддерживающим горение, и способен действительно долгое время противостоять высоким температурам без каких-либо дополнительных обработок.
К тому же, в данном свете наибольшую проблему опять представляют легковоспламеняемые и высокотоксичные утеплители. Арболит является материалом полностью не поддерживающим горение, и способен действительно долгое время противостоять высоким температурам без каких-либо дополнительных обработок.
Также, большую проблему всегда представляла плохая биологическая устойчивость древесины – гниение, заражение различными грибками и вредителями, просто потеря внешнего вида из-за атмосферных факторов, появление микротрещин и т.д.… И такая проблема именно в современных загородных домах становится ещё более актуальной – при оцилиндровке брёвен оголяются самые мягкие слои древесины, которые значительно сильнее подвержены всем этим факторам. Всё это в какой-то степени решаемо специальными средствами. Но, в любом случае, дерево обязательно требует постоянного ухода и периодических обработок каждые несколько лет. При этом, если упустить момент хоть раз, то уже всёравно останется единственная возможность – облицовывать стены. А, следовательно, и огромные переплаты за внешний вид чисто деревянного дома уходят в никуда. В стеновых блоках из арболита, мало того что древесная щепа механическим образом ограждается от внешних воздействий мощной цементной защитой, так и полностью обработана для дополнительной сохранности (что невозможно произвести для больших массивов дерева) и обладает абсолютной биостойкостью.
А, следовательно, и огромные переплаты за внешний вид чисто деревянного дома уходят в никуда. В стеновых блоках из арболита, мало того что древесная щепа механическим образом ограждается от внешних воздействий мощной цементной защитой, так и полностью обработана для дополнительной сохранности (что невозможно произвести для больших массивов дерева) и обладает абсолютной биостойкостью.
В самом процессе строительства дерево имеет ещё ряд неприятных особенностей. Высокая усадка всех видов древесины не позволяет быстро построить деревянный дом – обязательно требуется потратить минимум год на усадку здания (до 10%) и только после этого можно начинать отделку. К тому же, при этом дерево нередко сильно растрескивается, что не только влияет на внешний вид, но, опять же, ухудшает параметры биостойкости и теплоизоляции здания. Строительство домов из бревён ещё и требует затрат на весьма недешевую и непростую операции по конопатке щелей, требующую хороших материалов и профессиональных исполнителей, так как некачественная работа здесь (а проводится она дважды – до и после усадки строения) наносит сильнейший удар по теплосберегающим качествам дома.
Арболит имеет усадку всего 0.4%, поэтому возможно оперативное возведение здания из стеновых блоков в один заход, то есть полное строительство типового садового дома можно завершить, при желании, всего за месяц. И очень весомое качество арболита – чрезвычайно низкая сложность строительства, как и по требованиям к трудозатратам, так и, главное – к профессиональности. Дерево – очень капризный материал и требует грамотного подхода специалистов. Даже громкое имя строительной компании – не залог качества, и узнать кто и как на самом деле строит ваш дом – практически невозможно, если вы сами не строитель. На полноценную же проверку результата – уйдут годы. А качественно выстроить стены из арболита может любой, кто знаком с простой кирпичной кладкой! И займёт это значительно меньше времени.
В итоге, современное деревянное домостроение на практике оказывается абсолютно неэффективным. В результате длительного, сложного и очень дорогостоящего строительства – возможно получить красивый бревенчатый или брусовый дом (и то только с внешней стороны), набитый утеплителем с сомнительной экологичностью, загерметизированный со всех сторон, требующий постоянной заботы, чтобы сохранять хоть в каких-то разумных параметры огнестойкости и биостойкости. А через некоторое время, даже при качественной постройке и уходе, – всёравно потребующий обшивки вагонкой, блок-хаусом, сайдингом или другими облицовочными материалами. И есть ли смысл во всём этом процессе, если за значительно более низкую цену и в в кратчайшие сроки можно получить дом с изначально теплыми, негорючими и экологичными стенами из арболита.
А через некоторое время, даже при качественной постройке и уходе, – всёравно потребующий обшивки вагонкой, блок-хаусом, сайдингом или другими облицовочными материалами. И есть ли смысл во всём этом процессе, если за значительно более низкую цену и в в кратчайшие сроки можно получить дом с изначально теплыми, негорючими и экологичными стенами из арболита.
Материалы для изготовления стеновых блоков
ЦементДля стеновых блоков цемент является наилучшим вяжущим. Цемент обладает достаточной скоростью твердения, обеспечивает высокую прочность и влагоустойчивость изделий. Для изготовления изделий могут применяться все типы цементов с маркой прочности от 400 до 500. Минимальные затраты на цемент обеспечиваются, когда его марка прочности в 1,5…2 раза выше требуемой прочности изделий.
ЗаполнителиВ качестве заполнителей обычно используют песок, щебень, шлаки, золы, керамзит, опилки, древесную щепу и другие инертные материалы, а также их любые комбинации. В заполнителе должны отсутствовать чрезмерное количество пыли, мягкие глинистые включения, лед и смерзшиеся глыбы. Для размораживания смерзшихся кусков заполнителя его постоянные хранилища желательно размещать в теплых зонах помещений или снабжать выходные люки бункеров с заполнителями устройствами парового подогрева. Такой подогрев способствует также более быстрому твердению бетона в холодное время года.
В заполнителе должны отсутствовать чрезмерное количество пыли, мягкие глинистые включения, лед и смерзшиеся глыбы. Для размораживания смерзшихся кусков заполнителя его постоянные хранилища желательно размещать в теплых зонах помещений или снабжать выходные люки бункеров с заполнителями устройствами парового подогрева. Такой подогрев способствует также более быстрому твердению бетона в холодное время года.
Мелкий заполнитель (за исключением зол) по гранулометрическому составу должен относится к группам «крупный» и «средний» (Мк более 2,0). Использование заполнителя меньшей крупности допускается в сочетании с крупным заполнителем. Наличие в песке зерен размером свыше 10мм не допускается. Количество пылевидных, илистых и глинистых частиц в природном песке не должно превышать 3%. Мелкий заполнитель следует хранить на складе в бункере, закрытом от атмосферных осадков. В зимнее время должен обеспечиваться подогрев заполнителя.
Установлено – если стружка или щепа будут слишком длинными (более 40 мм. ) – ухудшаются характеристики прочности на сжатие, если щепа мелкая, или это опилки – резко ухудшаются характеристики прочности на изгиб (мелкие частички не обеспечивают армирующего эффекта), и дерево просто становиться как наполнитель, не неся никакой пользы и не улучшая материал.
) – ухудшаются характеристики прочности на сжатие, если щепа мелкая, или это опилки – резко ухудшаются характеристики прочности на изгиб (мелкие частички не обеспечивают армирующего эффекта), и дерево просто становиться как наполнитель, не неся никакой пользы и не улучшая материал.
Заполнители обычно подразделяются на два вида: мелкие и крупные.
1. Мелкие заполнители
Имеют размер зерен от 0,01 до 2 мм. Обычный песок является наиболее широко применяемым мелким заполнителем. Небольшое содержание в песке ила, глины или суглинков допустимо при условии, что их количество не превышает 10% по весу. Отходы щебеночного производства – мелкие частицы гранита, доломита, мрамора и т.п., зола-унос, мелкая фракция шлаков также относятся к этой группе. Мелкий заполнитель обеспечивает пластичность смеси, уменьшает количество трещин в изделиях и делает их поверхность более гладкой. Однако избыток мелкого заполнителя, и особенно его пылевидной составляющей, снижает прочность изделий.
2. Крупные заполнители
К крупным заполнителям относятся материалы, имеющие размер зерен 5 и более мм. В составе бетонной смеси крупный заполнитель необходим для создания внутри изделия пространственной рамы, от прочности которой зависит прочность изделия. Обычно недостаточная прочность изделия (при качественном вяжущем) объясняется недостатком в бетоне крупного заполнителя. Избыток крупной фракции заполнителя в смеси приводит к тому, что поверхность изделий и их грани получаются пористыми и неровной формы, а при транспортировке готовых изделий увеличивается количество боя. С увеличением размеров зерен крупного заполнителя прочность изделий возрастает.
Максимальная фракция заполнителя составляет 15 мм. При увеличении размера зерен появляется вероятность их заклинивания в затворе бункера, загрузочном ящике и матрице. При этом в загрузочном ящике гнутся ворошители и создаются избыточные нагрузки на их подшипники и цепной привод, а при попадании больших камней в матрицу – гнуться ее перемычки и пуансон. В качестве крупного заполнителя широкое распространение получил гравий – совокупность окатанных зерен и обломков, получаемых в результате естественного разрушения и перемещения скальных горных пород. Гравий должен быть чистым, прочным и не содержать каких-либо мелких включений. Щебень из природного камня является наиболее распространенным крупным заполнителем, получаемым в результате искусственного дробления горных пород. Не рекомендуется применять щебень из сланцев, т.к. они не обеспечивают долговечность изделий. Очень важно, чтобы в щебне не было пыли, для чего его целесообразно промывать. К крупным заполнителям относится также большая группа различных легких заполнителей.
В качестве крупного заполнителя широкое распространение получил гравий – совокупность окатанных зерен и обломков, получаемых в результате естественного разрушения и перемещения скальных горных пород. Гравий должен быть чистым, прочным и не содержать каких-либо мелких включений. Щебень из природного камня является наиболее распространенным крупным заполнителем, получаемым в результате искусственного дробления горных пород. Не рекомендуется применять щебень из сланцев, т.к. они не обеспечивают долговечность изделий. Очень важно, чтобы в щебне не было пыли, для чего его целесообразно промывать. К крупным заполнителям относится также большая группа различных легких заполнителей.
В воде, используемой для приготовления бетона, должны отсутствовать примеси масел, кислот, сильных щелочей, органических веществ и производственных отходов. Удовлетворительной считается вода питьевого качества или вода из бытового водопровода. Вода обеспечивает гидратацию (схватывание) цемента. Любые примеси в воде могут значительно снизить прочность бетона и вызвать нежелательное преждевременное или замедленное схватывание цемента. Кроме того, загрязненная вода может привести к образованию пятен на поверхности готового изделия. Температура воды не должна быть ниже 15° С, поскольку снижение температуры ведет к увеличению времени схватывания бетона. Воду рекомендуется подавать в смеситель через перфорированную трубу.
Любые примеси в воде могут значительно снизить прочность бетона и вызвать нежелательное преждевременное или замедленное схватывание цемента. Кроме того, загрязненная вода может привести к образованию пятен на поверхности готового изделия. Температура воды не должна быть ниже 15° С, поскольку снижение температуры ведет к увеличению времени схватывания бетона. Воду рекомендуется подавать в смеситель через перфорированную трубу.
В последние годы достигнут значительный прогресс в области разработки различных химических присадок к бетону. Они используются для снижения расхода цемента, увеличения скорости его схватывания, сокращения продолжительности тепловлажностной обработки изделий, придания бетону способности твердеть в зимнее время, повышения его прочности и морозостойкости.
Из добавок ускорителей твердения наиболее распространен хлористый кальций СаСl. Количество добавок хлористого кальция составляет 1.. .3% от массы цемента. Эти добавки повышают прочность бетона в возрасте 3 суток в 2…4 раза, а через 28 суток прочность оказывается такой же, как и у бетона без добавок.
.3% от массы цемента. Эти добавки повышают прочность бетона в возрасте 3 суток в 2…4 раза, а через 28 суток прочность оказывается такой же, как и у бетона без добавок.
Хлористый кальций применяется как в сухом виде, так и в растворе. В сухом виде он добавляется в заполнитель, в растворе вносится в предназначенную для приготовления смеси воду с сохранением суммарного количества воды в смеси. Добавление СаСl несколько увеличивает стоимость исходных материалов, однако за счет более быстрого набора прочности обеспечивает изготовителю строительных изделий экономию энергии на обогрев помещения для их вылеживания перед отгрузкой заказчику, значительно превышающую расходы на хлористый кальций, а также уменьшает количество боя изделий при транспортировке.
Большой положительный эффект в производстве бетонных изделий дает использование воздухововлекающих добавок: древесной опыленной смолы СДО нейтрализованной воздухововлекающей смолой СНВ, теплового пекового клея (КТП), сульфитно-дрожжевой бражки (СДБ). Воздухововлекающие добавки улучшают подвижность смеси при заполнении матрицы вибропресса, повышая этим качество поверхности изделий и уменьшая количество боя. Главным достоинством воздухововлекающих добавок является увеличение морозостойкости бетона. Эффект повышения морозостойкости объясняется насыщением пузырьками воздуха пор бетона, что уменьшает проникновение в них воды и препятствует возникновению разрушающих напряжений в бетоне при замерзании капиллярной воды за счет демпфирующего сжатия пузырьков воздуха.
Воздухововлекающие добавки улучшают подвижность смеси при заполнении матрицы вибропресса, повышая этим качество поверхности изделий и уменьшая количество боя. Главным достоинством воздухововлекающих добавок является увеличение морозостойкости бетона. Эффект повышения морозостойкости объясняется насыщением пузырьками воздуха пор бетона, что уменьшает проникновение в них воды и препятствует возникновению разрушающих напряжений в бетоне при замерзании капиллярной воды за счет демпфирующего сжатия пузырьков воздуха.
Воздухововлечение несколько снижает прочность бетона, поэтому не следует вводить в него большое количество воздухововлекающей добавки. Например, количество СДБ, вводимой в бетонную смесь, составляет 0,15…0,25% от массы цемента в пересчете на сухое вещество бражки. Оптимальное количество других добавок не превышает 1% от массы цемента и уточняется экспериментально.
Перечень некоторых химических добавок
|
№ |
Наименование химической добавки |
Нормативная документация |
Содержание от массы цемента, % |
|
Воздухоотвлекающие добавки |
|||
|
1 |
СДО смола древесная омыленная |
ТУ 81-05-02-78 |
~ 0,01. |
|
2 |
Смола нейтрализованная СНВ |
ТУ 81-05-75-74 |
~ 0,01…0,02 |
|
Пластифицирующие добавки |
|||
|
3 |
Сульфитно-дрожжевая бражка СДБ |
ТУ 81-04-225-73, ОСТ 81-79-71 |
~ 0,2 |
|
4 |
Поверхностно активный щелок ПАЩ-1 |
ТУ 6-03-26-77 |
~ 0,15…0,35 |
|
5 |
Суперпластификатор С-3 (разжижитель) |
ТУ 6-1429-258-79 |
~ 0,3. |
|
6 |
Лингосульфанаты технические ЛСТ |
ТУ 13-0281036-05 |
~ 0,2…0,3 |
|
7 |
Лингосульфанаты ЛСБУ |
ТУ 13-7308001-738 |
~ 0,2…0,3 |
|
8 |
Лингосульфанаты модифицированные ЛСТИ |
ОСТ 13-278 |
~ 0,2…0,3 |
|
Пластифицирующие-воздухоотвлекающие |
|||
|
9 |
Мылонафт |
ГОСТ 13302 |
~ 0,02 |
|
10 |
Асидол |
ГОСТ 13302 |
~ 0,02 |
|
11 |
Этилсиликонат натрия ГКЖ-10 и метилсиликонат натрия ГКЖ-11 |
ТУ 6-02-6978-72 |
~ 0,2 |
|
Газообразующие (гидрофобизирующие) |
|||
|
12 |
Полигидроксилоксан ГКЖ-94 |
ГОСТ 10834-76 |
~ 0,1 |
 ..0,02
..0,02 ..0,7
..0,7
Составы для изготовления стеновых камней
|
№ |
Марка камня по прочн. на сжатие |
Вид бетона |
Марка бетона |
Объемная масса сухого бетона кг/м3 |
Материал |
Расход материалов (сухих) на 1 м3 |
|
|
по массе, кг |
по объему, м3 |
||||||
|
1 |
75 |
Песчаный бетон |
М200 |
1970-2020 |
Портландцемент М400 |
320 1650-1700 |
0,26 1,13 0,16 |
|
2 |
50 |
Керамзито-бетон на кварцевом песке |
М150 |
1430-1590 |
Портландцемент М400 |
230 600-760
600 190 |
0,18 0,91
0,40 0,19 |
|
3 |
50 |
Шлакобетон |
М150 |
1650-1750 |
Портландцемент М400 |
250 1400-1500 200 |
0,2 1,25 0,20 |
|
4 |
50 |
Золошла-ковый бетон |
М150 |
1400-1600 |
Портландцемент М400 |
200 650-700 550-700 |
0,16 1,58
0,70 0,28 |
|
5 |
50 |
Бетон на известня-ковом щебне |
М150 |
1870-1970 |
Портландцемент М400 |
220 1650-1750 |
0,18 1,25 |
|
6 |
35 |
Бетон на щебне из кирпичного боя |
М100 |
1520-1670 |
Портландцемент М400 |
170 1350-1500 |
0,14 1,25 |
|
7 |
35 |
Керамзито-золобетон |
М100 |
1270-1470 |
Портландцемент М400 |
170 600-700 |
0,14 0,87 |
|
8 |
35 |
Золопесча-ный бетон |
М100 |
1710-1780 |
Портландцемент М400 |
200 |
0,16 |
|
9 |
35 |
Перлитобетон на кварцевом песке |
М100 |
1340-1355 |
Портландцемент М400 |
370 170-185 |
0,3 0,85 |
|
10 |
25 |
Бетон на щебне из туфа |
М75 |
1220-1345 |
Портландцемент М400 |
220 1000-1125 |
0,18 1,25 |
|
11 |
25 (сплош-ной камень) |
Опилкобетон на кварцевом песке |
М35 |
1090-1115 |
Портландцемент М400 |
300 150-175 |
0,24 1,25 |
|
12 |
25 (сплош-ной камень) |
Опилкозо-лобетон |
М35 |
780-910 |
Портландцемент М400 |
250 150-175 |
0,20 1,25 |
|
Примечание: Составы подобраны с использованием сырьевых материалов, отвечающих требованиям ГОСТ; при наличии материалов с другими характеристиками требуется корректировка составов. |
|||||||
Общие рекомендации по изготовлению блоков
Подбор состава бетонной смесиИзготовитель должен творчески подойти к вопросу подбора бетонной смеси и самостоятельно найти ее оптимальный состав, руководствуясь приведенными ниже рекомендациями и готовыми рецептами. Процесс поиска оптимального состава не является сложным и не требует особой квалификации. В его основе лежит перебор различных комбинаций имеющихся в распоряжении изготовителя компонентов и испытания изготовленных из них образцов изделий. На основании большого опыта работы и наблюдений за работой вибропрессующих линий, можно утверждать, что качество получаемых на них изделий зависит на 70% от качества смеси и на 30% от умения оператора, работающего за пультом управления вибропрессом.
Каким же требованиям должна отвечать бетонная смесь?Во-первых, изготовленные из смеси камни должны иметь необходимую прочность. Этот параметр зависит от количества введенного в смесь вяжущего и соотношения между собой мелкой и крупной фракции заполнителя. Во-вторых, смесь должна хорошо формоваться в матрице, что зависит от ее влажности и опять от соотношения мелкой и крупной фракции. Смесь должна быть в меру сыпучей для быстрого и полного заполнения матрицы и в меру липкой для удержания формы изделия после его выпрессовки из матрицы.
В связи с тем, что для получения необходимой прочности изделий смесь должна содержать вполне определенное количество вяжущего (например, при изготовлении стеновых камней количество цемента марки 400 обычно составляет 200…230 кг на один кубический метр смеси), изготовитель не может в широких пределах влиять на смесь меняя содержание вяжущего. В его распоряжении остается только подбор правильного соотношения мелкой и крупной фракции заполнителя и количества воды. В процессе этого подбора изготовитель может столкнуться с рядом противоречий. Например, сочетание мелкого и крупного заполнителя, которое позволяет достичь максимальной прочности, может привести к слишком грубой структуре и неровной поверхности изделий, что затруднит их реализацию, а состав смеси, который обеспечивает наивысшие теплоизоляционные свойства, может не обеспечивать наилучшие прочностные характеристики изделий. Такие противоречия изготовитель должен разрешать самостоятельно. Соотношение мелкого и крупного заполнителя, пропорция между заполнителем и вяжущим обычно являются компромиссом, которым изготовитель обеспечивает наиболее важные для него характеристики изделий в ущерб каких-либо других характеристик, с его точки зрения второстепенных. Один изготовитель в качестве главной характеристики может выбрать прочность, а другой – товарный вид изделия или его теплозащитные свойства.
Точное количество каждого компонента может быть установлено только опытным путем с помощью изготовления и лабораторных испытаний пробных партий изделий. Предварительная оценка прочности смеси может быть сделана без лабораторных испытаний: если внешний вид поверхностей и ребер изделий является удовлетворительным и при этом у изделий через 2…3 суток ребра и углы не обламываются от слабых ударов, можно считать, что состав смеси подобран правильно.
Влияние крупного заполнителяВообще говоря, чем крупнее заполнитель, тем выше прочность изделия. Крупный заполнитель образует внутри изделия жесткий пространственный скелет, который воспринимает основные эксплуатационные нагрузки изделия. Крупный заполнитель повышает прочность изделия на сжатие, увеличивает его долговечность, уменьшает ползучесть, усадку и расход цемента. Однако все эти положительные свойства крупного заполнителя могут проявиться только в том случае, если в смеси присутствует достаточное количество мелких частиц, роль которых заключается в заполнении пространства между крупными зернами и исключении их взаимного сдвига при сжатии изделия. Максимальную прочность бетона при заданном количестве вяжущего обеспечивает такой состав заполнителя, при котором крупные зерна заполняют весь объем изделия и касаются друг друга, между крупными зернами, контактируя с ними и друг с другом, располагаются зерна чуть меньшего размера, оставшееся пространство заполнено еще более мелкими частицами и т.д. до полного заполнения всего объема изделия. На практике такой идеальный состав получать трудно и необязательно. Достаточно обеспечить наличие в смеси двух основных фракций: крупной, размером 5…15 мм и мелкой размером от пыли до 2 мм. Содержание крупной фракции должно составлять 30-60%. В случае использования материала, содержащего меньшее количество крупных зерен, требуется большее количество цемента или гипса, т.к. увеличивается общая цементируемая площадь заполнителя.
Недостаток в смеси мелкого заполнителяЕсли при выпрессовке из матрицы в изделиях появляются большие трещины, то вероятнее всего это происходит из-за недостатка мелких частиц в мелком заполнителе. Недостаток мелких частиц может объясняться, например, вымыванием большого количества очень мелкого песка при промывании мелкого заполнителя. Смесь, имеющая недостаток мелких частиц, менее пластична, склонна образовывать трещины, плохо слипается и формуется. Недостаток мелких частиц может быть устранен добавлением в смесь небольшого количества мелкого песка, каменной пыли или увеличением содержания воздухововлекающих добавок. При этом следует учитывать, что избыток в смеси очень мелких частиц и пыли приводит к потере прочности изделия или к увеличению его себестоимости за счет вынужденного увеличения количества вяжущего (до 20…40%), необходимого для достижения заданной прочности изделий. Необходимость в увеличении содержания вяжущего объясняется следующим. Для получения прочного бетона вяжущее должно покрыть тонким слоем каждую частицу заполнителя. В процессе схватывания бетона покрытые вяжущим частицы срастаются друг с другом и образуется прочное монолитное изделие. Если мелкой фракции слишком много и, кроме того, в ее составе много пыли, то общая площадь частиц заполнителя становится настолько велика, что обычной дозы цемента не хватает на обволакивание всех частиц заполнителя. В бетоне появляются участки не содержащие цемента и прочность изделия снижается.
Количество воды в смесиПри изготовлении изделий методом вибропрессования бетонная смесь требует гораздо меньше воды, чем при обычной заливке бетона в формы. Известно, что слишком большое количество воды в бетоне уменьшает его прочность. Для полного прохождения реакции схватывания достаточно всего 15…20% воды от массы цемента и 40…60% от массы гипса. Бетонная смесь с таким содержанием воды является почти сухой. Метод вибропрессования позволяет применять смеси с минимальным количеством воды, так как заполнение матрицы происходит за счет вибрации и давления на смесь, а не за счет текучести смеси, как в обычном жидком бетоне. Фактически вибропрессование является индустриальным вариантом детской песочницы, в которой с помощью уплотнения влажного песка в игрушечной форме получаются “пирожки”. Влажность бетонной смеси и ее липкость должны быть примерно такими же, как у песка в детской песочнице. При перемешивании недостаточно влажной смеси частицы вяжущего плохо прилипают к частицам заполнителя, отформованные из слишком сухой смеси изделия осыпаются при выпрессовке из матрицы или в них появляются трещины. Избыток воды также оказывает отрицательное воздействие на процесс изготовления изделий. Переувлажненная смесь становится слишком липкой. Это затрудняет заполнение матрицы вибропресса и вызывает разрушение верхней плоскости отформованных изделий из-за прилипания смеси к пуансону при его подъеме. Кроме того, выпрессованные изделия оплывают на поддоне, приобретая бочкообразную форму и теряя точность размеров.
При изготовлении стеновых камней оптимальным является такое количество воды в смеси, при котором поверхность выпрессованных из матрицы камней имеет сухой вид, но при перемещении поддонов от стола вибропресса к стеллажу накопителя в изделиях не появляются трещины. Опытные операторы обычно легко оценивают качество смеси для всех изделий визуально, по ее внешнему виду в работающем смесителе. В процессе работы оператор смесителя может останавливать его для оценки влажности смеси на ощупь, путем сильного сжатия ее в руке. Если при этом получается не рассыпающийся плотный комок без выступающей влаги и при затирании его поверхности каким-либо гладким металлическим предметом получается гладкая, блестящая, влажная поверхность, то количество воды подобрано правильно.
Продолжительность перемешивания смесиПриготовление бетонной смеси необходимо осуществлять в соответствии с требованиями СНиП 3.03.09.01-85.
Перемешивание смеси играет важную роль в получении прочного бетона. Цель перемешивания состоит в покрытии каждой частицы заполнителя тонкой пленкой вяжущего. Для приготовления бетонной смеси следует использовать смесители принудительного действия, соответствующие ГОСТ 16349-85. Объем замеса должен быть не более 0,75 и не менее 0,4 полезной емкости смесителя. Продолжительность приготовления бетонных смесей, за исключением смесей с древесным заполнителем должна составлять 4-5 мин., в том числе 2-3 мин. после введения воды затворения. Время, прошедшее от приготовления бетонной смеси до ее использования, как правило, не должно превышать более 40 мин., для смесей с добавкой ускорителя твердения – 20 мин.
При приготовлении опилкобетона или арболита в бетоносмеситель предварительно загружают древесный заполнитель, добавляют раствор химических добавок и перемешивают в течение 1-1,5 мин. Затем загружают песок, (золу), цемент и перемешивают в течение 1 мин., после чего заливают остальную воду и окончательно перемешивают смесь в течение 2-3 минут. При изготовлении перлитобетона в бетоносмеситель предварительно загружают перлит, затем остальные материалы и воду.
Производство керамзитобетонных блоков на заводе компании ООО «Калита»
ООО «Калита», используя современные технологии, профессионально занимается изготовлением строительных материалов с 2000 года. В это время заработал наш завод керамзитобетонных блоков в г. Алексин Тульской области. На сегодняшний день изделия производятся на двух высокопроизводительных линиях Златоустовского производства Рифей-Универсал.
Являясь одним из лидеров по производству сертифицированных керамзитобетонных блоков в центральном регионе, предприятие выпускает широкий ассортимент продукции: более 10 видов наименований товарных единиц с объемом более 140 м3 блоков.
На данном этапе развития строительной отрасли производство керамзитобетонных блоков с точным соответствием ГОСТ 6133-99 осуществляется методом полусухого вибропрессования.
Технологические этапы производства керамзитоблоков:
- Смешивание компонентов в бетономешалке.
- Формовка изделий на вибрационно-прессовальном оборудовании.
- Сушка блоков.
- Складирование готовой продукции.
- Транспортировка блоков заказчику.
В производственный цех подается исходное сырье: песок, керамзит мелкой фракции, цемент. Все составляющие обладают регламентируемыми ГОСТ характеристиками.
Подача пескаОт процентного содержания того или иного компонента зависят свойства готовой продукции.
Благодаря соблюдению оптимальных пропорций получаются универсальные керамзитобетонные блоки с уникальными характеристиками: прочные, легкие, с высокими звуко- и теплоизоляционными качествами.
БетоносмесительДалее происходит смешивание компонентов бетонной смеси.
Замес керамзитобетонаПоследовательность поступления в бетоносмесительную установку исходных компонентов такова: первой в емкость поступает вода, затем идет засыпка керамзитового гравия, далее – цемента, и только в последнюю очередь – песка. Автоматическая поддержка уровня воды обеспечивается поплавковым механизмом.
Выход блоковПриготовленная растворная смесь отправляется на формовку. На этом этапе происходит наполнение рабочей смесью формообразующей оснастки.
Непосредственно изготовление керамзитобетонных блоков начинается на специальном оборудовании – вибрационно-прессовальном станке. Форму конечного продукта создают стальные пластины-матрицы, в которые и засыпают приготовленную керамзитобетонную смесь. Процесс вибропрессования исключает возможность образования пространства в стенках изделий, обеспечивая плотную укладку керамзито-бетонной смеси в форму. Давление в гидросистеме пресса создается насосной установкой.
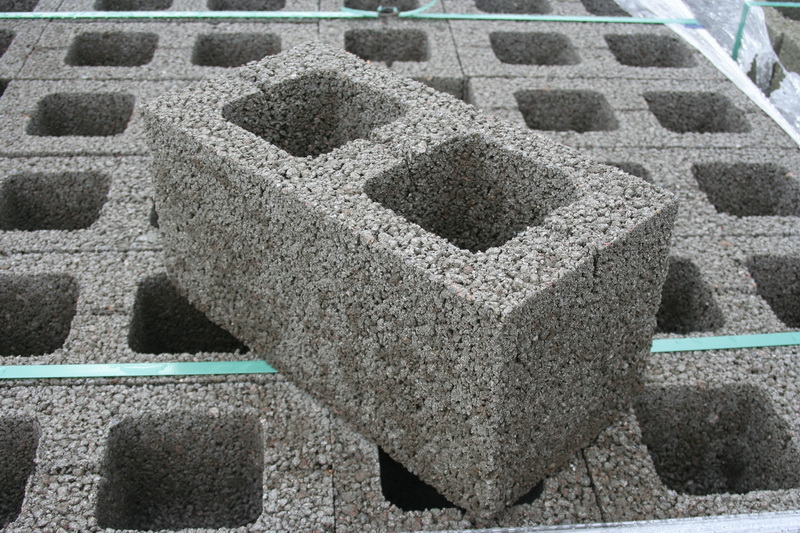
От того, какие матрицы были использованы, керамзитобетонные блоки могут быть различных размеров и видов: полнотелые или пустотелые.
В результате процесса вибропрессования керамзитобетонная смесь уплотняется, будущая продукция приобретает рекомендуемые ГОСТ физико-механические характеристики и форму. Внутри устройства находится ровнитель, который снимает с блоков излишки растворной смеси, убирает неровности.
В зону распалубки блоки из керамзитобетона перемещаются после отвердевания.
Камера сушкиПосле завершения этапа формовки вместе со стальной пластиной блоки перемещают в сушильную камеру. Для окончательного затвердевания готовых изделий требуется определенное время.
ЦехПосле завершения процесса сушки готовые изделия укладывают на специальные товарные поддоны, на которых они хранятся и транспортируются заказчику
Складирование готовой продукцииЗаводские условия позволяют нам работать в течение всего года. Стабильное качество сертифицированной продукции обеспечивается за счет комплексного оборудования и точного соблюдения всех звеньев технологического процесса.
Площадка складированияМы гордимся не только эффективной технологией производства керамзитоблоков – отправка продукции осуществляется собственным большегрузным автотранспортом. Оперативно, точно в оговоренный срок керамзитовые блоки доставляются на объект заказчика. Автопарк состоит из техники не старше пяти лет. Также для вашего удобства компания предоставляет услугу доставки грузов манипулятором.
Отправка блоков заказчикуООО «Калита» имеет собственную лабораторию, контроль качества выпускаемой продукции ежедневно проводится на каждом производственном этапе. Независимые специалисты ОАО «Гурово-Бетон» контролируют качество блоков еженедельно. Блоки из керамзитобетона производства «Калита» рекомендованы для применения во всех областях строительства без ограничения, о чем свидетельствует сертификат Тульской областной СЭС.
Результат нашей работыТехнология производства и размер керамзитобетонных блоков (керамзитоблоков)
Керамзитобетонные блоки стали сегодня одним из излюбленных материалов для строительства, хоть и появились сравнительно недавно. Они имеют свойства прочных бетонов, но при этом легкий вес и приемлемую стоимость. Не правда ли, хорошее сочетание для строительного материала? Именно поэтому он так популярен сегодня.
Среди основных преимуществ, которые так важны потребителям строительных материалов, у керамзитобетонных блоков есть практически все, что нужно: высокая прочность, экологичность, хорошая тепло- и звукоизоляция. Все это благодаря его составу.
Компания «АСТЕК» занимается изготовлением строительных материалов по современным технологиям. Производство керамзитоблоков – это одно из направлений нашей работы, которое заслуживает внимания, потому что в результате прогрессивных методов мы создаем продукцию с уникальными характеристиками.
Технология производства керамзитобетонных блоков, состав
vdote.org Технология производства керамзитоблоков подразумевает сочетание в определенных пропорциях следующих ингредиентов: керамзитной смеси, песка, цемента и воды. От количества того или иного компонента зависят свойства материала, который получится в итоге. Например, высокую прочность керамзитобетонные блоки имеют благодаря цементу. Если этот материал будет содержаться в малом количестве, то блоки не получатся достаточно прочными. А если же наоборот, его содержание будет превышено, материал будет иметь слишком большую теплопроводность.
Идеальное сочетание компонентов следующее: 60% керамзита, 30% песка, 10% цемента, и 8-10% воды. Благодаря соблюдению таких пропорций получается материал, который будет достаточно крепкий, легкий, с превосходными теплоизоляционными качествами. Кроме перечисленных ингредиентов, в раствор также добавляют воздухововлекающие добавки. Обычно это смола древесная омыленная. Мы строго следим за тем, чтобы на нашем производстве были соблюдены все условия для изготовления эффективных материалов. Все они проходят контроль качества и понравятся даже самому требовательному потребителю
Производство керамзитобетонных блоков в нашей компании такое эффективное благодаря тому, что:
- мы применяем самое качественное сырье, которого проверено. Керамзитная смесь, цемент и другие составляющие обладают нужными характеристиками для создания этого легкого и прочного материала;
- в нашей компании работают высококвалифицированные специалисты, которые контролируют производственный процесс, создают новые разработки и успешно их внедряют. Они следят за соблюдением пропорций сырья при смешивании, а также за тем, чтобы размер керамзитоблока, его прочность и плотность соответствовали стандартам. Именно благодаря их профессиональной работе качество нашей продукции стабильно высокое;
- мы используем современное оборудование, которое позволяет создать все необходимые условия для изготовления материалов с должными характеристиками. При этом производство керамзитоблоков осуществляется нами в короткие сроки и не требует больших денежных затрат. Благодаря умеренной себестоимости блоков из керамзитобетона, мы можем позволить выставлять их в продажу по приемлемой цене.
Процесс изготовления
Он состоит из следующих этапов:
1. Замешивание раствора;
2. Формовка блоков;
3. Затвердевание материала;
4. Просушка;
5. Комплектование – готовые блоки укладывают на специальные поддоны, в которых затем транспортируют.
Самый ответственный этап – это смешивание ингредиентов. Потому что от этого зависит, какими свойствами будет обладать полученный материал. Именно поэтому ему уделяется большое внимание.
Почему стоит покупать стройматериалы у производителя?
Покупка строительных материалов у производителя имеет множество преимуществ. Во-первых, собственное производство – это авторские разработки компании и ее гарантия высокого качества продукции. Во-вторых, цены у производителя гораздо ниже, чем у поставщиков, потому что отсутствуют дополнительные накрутки. Покупать таким образом стройматериалы выгодно, потому что вы приобретаете высококачественную продукцию по невысокой цене.seofamily.ru
Компания «АСТЕК» – это не только производство керамзитобетонных блоков высокого качества, но и сервис хорошего уровня. Это значит, что вы сможете задать все интересующие вас вопросы относительно продукции нашим консультантам, и они обязательно помогут вам их решить. Какие характеристики имеет материал, как он производится, каковы его преимущества и многое другое. Кроме того, мы позаботимся о том, чтобы вы получили свой заказ вовремя. Эффективная технология производства керамзитоблоков – не все, чем мы можем гордиться. Оперативная доставка – это еще одно наше преимущество!
Керамзитобетонные блоки своими руками: состав и технология изготовления
Керамзитоблоки представляют собой блоки из керамзитобетона – разновидности «легкого» бетона. Этот материал пришел на смену популярным ранее шлакоблокам. Состав и технология изготовления керамзито- и шлакоблоков практически идентичны. Разница лишь в том, что в шлакобетоне заполнителем служил доменный шлак, что негативно сказывалось на морозостойкости и прочности кладки. После замены шлака на керамзит технические характеристики материала многократно улучшились, как и степень его экологичности.
Что представляет собой керамзитобетон
Распиленный керамзитобетон, хорошо видна структура материала
Это разновидность легкого бетона. В его состав входит керамзит, который играет роль крупного заполнителя, как щебень в привычных нам тяжелым смесям.
Сочетание керамзита и цемента обеспечивает особые свойства материалу:
- небольшую удельную массу (плотность), которая позволяет делать и укладывать блоки большого размера;
- хорошие теплоизоляционные свойства, стены из таких блоков не нуждаются в дополнительном утеплении;
- материал по водостойкости превосходит керамику и силикат, так как цемент при наличии влаги только упрочняется;
- он негорюч;
- керамзитобетон хорошо штукатурится и отделывается другими способами;
- материал хорошо контактирует с конструкциями из тяжелого бетона, чего не скажешь о теплоизоляции других видов.
К недостаткам керамзита можно отнести только меньшую прочность и морозостойкость чем у тяжелого бетона, это связано с порами внутри заполнителя.
Состав керамзитобетона
Песок из отсевов дробления лучше всего подходит для керамзитобетона, да и вообще для любых строительных растворов
Не стоит использовать для блоков цемент высокой марки, М 400 достаточно
Керамзитобетон почти не отличается от состава тяжелого бетона в него входят:
- цемент;
- мелкий заполнитель — песок;
- крупный заполнитель — керамзит, о нем мы расскажем ниже;
- добавки, модифицирующие свойства смеси и материала (используются необязательно).
Также к компонентам можно отнести воду, которая необходима для приготовления и твердения. О подборе состава расскажем чуть позже. Дополнительно чтобы увеличить прочность блоков, в смесь можно ввести микроволокно (полимерное, стеклянное, базальтовое и т. п.) которое заармирует камень.
Требования к компонентам такие же, как и для обычного бетона: качество, отсутствие посторонних примесей. Песок желательно использовать мытый.
Уплотняем раствор
Так как керамзит обладает большим количеством воздушных пор, он легче, чем состав бетона, и будет всплывать на поверхность, делая блоки неровными, поэтому в самом начале затвердевания керамзит нужно утрамбовать внутрь блока. По ГОСТу керамзитоблоки сначала нужно подвергнуть вибрационному прессованию, используя специальный станок, а затем высушить в печи. В домашних условиях станок можно заменить похожими движениями лопаты, а затем трамбовать деревянным бруском до тех пор, пока на поверхности не появится «цементное молоко». Верхнюю часть блока в форме можно выравнять при помощи мастерка.
Вернуться к оглавлению
Что такое керамзит
Керамзит
Керамзит — это искусственный строительный материал. Изготавливают его, формируя гранулы из смеси глины и сланца, которые потом обжигают.
- При спекании происходит выделение газов, которые и формируют замкнутые поры внутри. Причем внешний слой остается почти монолитным.
- Таким образом, несмотря на наличие внутреннего воздушного пространства, гранулы керамзита слабо впитывают воду. К тому же, керамзит дешевле всех остальных пористых заполнителей, и имеет неплохую прочность.
- Приобретая керамзит нужно учитывать его марку по плотности — чем меньше плотность, тем меньше его теплопроводность, но и прочность тоже.
По ГОСТу керамзит делят на фракции по размерам гранул в миллиметрах:
- от 5 до 10;
- от 10 до 20;
- от 20 до 40 мм.
Отпускают обычно керамзит либо россыпью, либо фасованным в тару — в том числе и в биг-бэги, как на фото ниже. Для производства блоков лучше использовать первые две фракции или их смесь (что еще лучше). Хотя, если планируются блоки без внутренних пустот (полнотелые) то можно добавить и фракцию 20-40 мм.
Биг-бэги с керамзитом
Подготовка опалубки
Используйте тонкие стальные листы и древесину для изготовления. Понадобятся карандаш, рулетка, ручная пила. Продумайте размеры керамзитобетонных блоков. Советуем ориентироваться на размеры стандартного шлакоблока и кирпича. Предпочтительней воспроизвести геометрию кирпича, но для крупной постройки удобнее использовать увеличенный размер, соответствующий шлакоблоку.
Опалубка для заливки 48 керамзитовых блоков за раз
Основные этапы сооружения формы:
- Выполните разметку заготовок необходимых размеров.
- Вырежьте необходимые детали.
- Заготовьте Г-образные боковые элементы.
- Соедините элементы заготовки, применяя стальные уголки.
- Прибейте к основанию и бокам опалубки тонкий лист металла.
При отсутствии листового материала применяйте машинное масло, которым для обеспечения герметичности покрывают внутреннюю часть.
Технология производства керамзитобетона
Линия по изготовлению керамзитоблоков
Технология производства керамзитобетонных блоков, почти не отличается от технологии тяжелой смеси (не учитывая, что крупный заполнитель другой), в нее входят те же операции:
- Смешивание компонентов.
- Укладка раствора в опалубку или форму.
- Уплотнение смеси.
- Формовка блока и удаление опалубки.
- При необходимости ускорить процесс применяют пропаривание.
- Если не проводилось пропаривание, то изделия или конструкции выдерживают при особом уходе до достижения марочной прочности.
Единственное отличие заключается в том, что, делая керамзитобетон своими руками, более эффективно применять не гравитационные смесители, а принудительные. Это связано с тем, что легкие гранулы керамзита, падая с высоты после захвата лопастями гравитационной бетономешалки, перемешиваются хуже, чем тяжелый гравий или щебень.
Инструменты и оборудование
Чтобы получить качественные керамзитобетонные блоки (КББ), не стоит экономить на профессиональном оборудовании. Это значительно увеличит производительность, и сократит срок их просушивания. Без бетономешалки не обойтись, объем которой нужен не меньше 130 кг. В результате получится смесь однородной консистенции. Минимальные затраты получатся от приобретения вибропрессованного оборудования. Конструкция имеет пустотные емкости и вибратор. Время изготовления блока составляет 3–4 мин.
Что нужно для домашнего производства керамзитобетонных блоков
Кроме, естественно, материалов, нужен минимальный набор оборудования.
Рассмотрим два варианта:
- вы собираетесь разово изготовить небольшое количество блоков для небольшой постройки;
- нужно поставить производство керамзитобетонных блоков своими руками на поток из-за большого объема строительства, или в планы входит реализация блоков.
Для небольшого объема производства
Ручное заполнение формы раствором
Для небольшого объема производства вполне достаточно имеющейся почти у каждого хозяина гравитационной бетономешалки
Если нужно сделать несколько сотен штук керамзитобетонных блоков, например, для возведения гаража, то можно обойтись минимальным количеством оборудования.
Это могут быть, всего лишь:
- Имеющаяся у вас гравитационная бетономешалка. Для качественного смешивания операцию нужно проводить не две-три минуты, как для тяжелого бетона, а в полтора-два раза дольше.
- Формы или станок для производства керамзитобетонных блоков своими руками.
- Вибростол — в крайнем случае, можно уплотнять смесь трамбовкой, но это сделает процесс более длительным и трудоемким. К тому же, работая трамбовкой с керамзитобетоном, нужно точно рассчитывать усилие, чтобы не раздавить гранулы.
- Инструмент для загрузки и дозирования компонентов — тележки, ведра, лопаты и т. п.
Если вы собираетесь поставить производство на поток
Пример производства, рассчитанного на приличный объем — есть даже электроталь для перемещения материалов и блоков
- В этом случае, желательно использовать бетономешалку принудительного действия. Желательно механизировать процесс транспортирования компонентов, смеси и готовых изделий.
- Проще всего это сделать, смонтировав на площадке кран-балку, или приобретя электрокар с фронтальным подъемником.
- Также для ускорения процесса, и чтобы не занимать большую площадку для полигона, на котором будут твердеть изготовленные блоки, можно смонтировать устройство для пропаривания (об этом чуть ниже).
Рассмотрим подробнее каждую единицу оборудования.
Бетономешалка
Для керамзитобетона лучше использовать принудительную бетономешалку
Ее конструкция стандартная. Как уже говорилось выше, для керамзитобетона лучше аппарат принудительного смешивания. Объем мешалки выбираем такой, чтобы приготовленную порцию смеси мы могли отформовать за один-два часа, пока не началось твердение.
Рецептура смеси
Чтобы гарантировать прочность блоков, необходимо соблюсти пропорции и последовательность смешения компонентов:
- сначала заливается одна часть воды;
- следом засыпается шесть частей керамзита, диаметром 4–8 мм;
- далее наступает очередь песка, который, в идеале, должен быть керамзитным, имеющим гранулы менее 4 мм в диаметре, и составлять до трех частей;
- в последнюю очередь засыпается 1 часть цемента.
При замешивании следует учитывать следующие моменты:
- Добавление последующего компонента смеси следует производить после равномерного смачивания или перемешивая ранее добавленных составляющих.
- Объем воды должен быть уменьшен, если песок влажный, для чего первоначально заливается от 50 до 75% необходимого объёма. Необходимость добавления оставшейся части жидкости определяется после добавления и перемешивания песка, по консистенции смеси, которая должна быть полусухой и рассыпчатой.
- Подходящие марки цемента — М400, М500. При использовании менее прочных марок связующего компонента его объем должен быть увеличен на 5–10% для уменьшения на каждые 100 условных единиц (для цемента М300 объем должен составить 110% от исходной пропорции).
- Цемент должен быть свежим, не намокшим, без комков. Использование некондиционного цемента допускается только после повторного измельчения и при условии увеличения его пропорции.
- Для увеличения прочности керамзитобетонных блоков, доля цемента должна быть увеличена.
- Чтобы сократить период высыхания с двух суток до 6–8 часов, в смесь потребуется добавить пластификатор из расчета 5 г. на один блок.
- Для получения глянцевой поверхности готовых изделий, при замешивании частично вместо цемента добавляют плиточный клей.
- Добавление смолы древесно омыленной повышает морозостойкость готовых блоков за счет образования изолированных воздушных полостей.
Производство керамзитобетонных блоков – Услуги ПСК ДСП Серпухов, Чехов
Одним из основных стеновых материалов для коттеджного строительства в наших широтах является керамзитобетонный блок. Основой для производства блока является керамзит – легкий пористый экологически чистый материал, используемый в строительстве как утеплитель. Благодаря этим качествам, керамзитобетонный блок обладает высокими теплотехническими характеристиками. Но несмотря на это основной стеновой материал должен быть прочным и легко воспринимать нагрузку от 2-3 этажей вашего дома со всем, что на них находится, и сосредоточенную нагрузку от плит перекрытия или деревянных балок. Поэтому важно повысить прочность материала, не снижая его технических характеристик. Мы производим 2 вида керамзитобетонных блоков по технологии вибропрессования: «керамзитобетонный блок стеновой 200x200x400» и «керамзитобетонный блок перегородочный 120x200x400».
Для заказа продукции звоните по телефону +7(915)476-76-67
| Тип блока | Размер | Вес | Цена |
|---|---|---|---|
| Блок керамзито-бетонный стеновой М50 | 20х20х40 см | 15 кг | 49,5р |
| Блок керамзито-бетонный стеновой М35 | 20х20х40 см | 13,5 кг | 44,5р |
| Блок керамзито-бетонный перегородочный М35 | 12х20х40 см | 8,5 кг | 29,5р |
В зависимости от объема и условий доставки предусмотрены скидки. Информацию уточняйте у наших менеджеров.
Заказать и оплатить товар очень просто.
- Заказать по телефону или направив письмо по электронной почте и оплатить на объекте непосредственно перед выгрузкой товара.
- Заказать и оплатить в нашем офисе.
- Заказать по телефону или направив письмо по электронной почте и оплатить по безналичному расчету.
Для заказа продукции звоните по телефону +7(915)476-76-67
(PDF) Производство керамзитобетона для легкого бетона из несамораскрывающихся глин
В последнее время постоянно проводятся исследования по производству искусственного легкого заполнителя из отходов. Хотя были проведены различные исследования механизма вздутия агрегата с использованием отходов, существует много недостатков в объяснении существующей теории, поскольку она отличается от керамзитового материала. И нет исследований, которые предлагали бы модель для установления механизма вздутия для отходов.В этом исследовании были исследованы характеристики существующего керамзита, чтобы установить механизм вздутия легкого заполнителя с использованием отходов, и были смоделированы оптимальные условия активации вздутия для вздутия легкого заполнителя. Физические и химические условия сырья и формованных изделий были изучены для массового производства и предотвращения плавления заполнителя. Кислая глина, используемая в этом исследовании, представляет собой глинистые минералы, состоящие из монтмориллонита в качестве основной фазы, а минералы монтмориллонита являются подходящими материалами для производства агрегатов из-за удаления кристаллической воды при высоких температурах.Большинство керамзитов, используемых в производстве легкого заполнителя, изготовлены из сырья на основе пирофиллита и подходят для объяснения механизма вздутия с помощью существующего керамзита и подходят для разработки модели исходного материала для легкого заполнителя. Затем, чтобы исследовать характеристики вспучивания легкого заполнителя при нормальных условиях спекания, механизм вспучивания искусственного легкого заполнителя при нормальных условиях спекания и условиях быстрого спекания сравнивали с использованием кислых глинистых материалов.Результаты экспериментов показали, что в условиях быстрого спекания не наблюдалось черной сердцевины. И при нормальных условиях спекания плотность достигла пика при 1150 ℃, а при нормальных условиях спекания было три зоны в зависимости от времени спекания, независимо от температуры на входе. Ⅰ. Участок, на котором плотность увеличивается по мере того, как время спекания становится длиннее. (Зона спекания) Ⅱ. В секции, где плотность внезапно снижается, когда время спекания увеличивается. (Зона активации вздутия живота) Ⅲ.На участке, где плотность постепенно снижается по мере того, как время повышения температуры увеличивается. (Зона чрезмерного спекания) Когда время спекания составляло менее 60 минут при температуре на входе 300 ℃, плотность увеличивалась, и агрегат спекался по мере увеличения времени спекания. Наблюдалась оптимальная зона активации вспучивания, в которой плотность внезапно снижалась при времени спекания 210 минут. Когда время спекания превышало 210 мин, плотность постепенно уменьшалась, и этот участок представлял собой зону чрезмерного спекания.Независимо от температуры инъекции появлялась зона активации вздутия живота. Чтобы оптимизировать вспучивание заполнителя, на этом участке необходимо спекание. Чтобы найти оптимальные условия процесса спекания для управления оптимальной зоной активации вспучивания легкого заполнителя, каждая часть процесса нагрева была разделена на комнатную температуру до 300 ℃, от 300 ℃ до 600 ℃, от 600 до 900 ℃, от 900 до 1200. ℃, 1200 ℃ соответственно. Время эксперимента составляло 10-40 минут, после чего измеряли плотность агрегата и наблюдали поры.Время в секции сушки и предварительного нагрева (комнатная температура ∼600 ℃) не влияло на вздутие агрегата. Секция прокаливания (от 900 ℃ до 1200 ℃) короткая, чем дольше время выдержки при 1200 ℃, тем больше активировалось вздутие живота, и она легкая. При более высоких температурах, чем температура начала вздутия, чем выше температура, тем ниже плотность конечного заполнителя. Переменными, которые имеют наибольшее влияние на активацию легкого заполнителя, были температура спекания и время выдержки в секции.Тенденция экспериментальных результатов, предсказанных методом Тагучи, хорошо согласуется с фактическими результатами измерений, благодаря этому эксперименту стало возможным установить единичный процесс спекания для оптимизации условий активации вздутия живота. Чтобы подтвердить применимость оптимального единичного процесса и механизма вспенивания в реальном процессе массового производства, была исследована пригодность пилотной вращающейся печи. Когда легкий заполнитель производился с использованием только кислой глины, он плавился во вращающейся печи перед вспучиванием.Чтобы найти зону активации вздутия, которая может предотвратить слияние, были добавлены Fe2O3 и углерод, чтобы вызвать сочетание с механизмом вздутия черной сердцевины, и был подтвержден оптимальный химический состав для вздутия легких агрегатов. Чтобы понять влияние образования давления внутри агрегата на вздутие и найти подходящий способ формования для массового производства, были исследованы характеристики вздутия агрегата и изменение температуры активации вспучивания путем изменения способа формования.И мы подтвердили возможность серийного производства с использованием пилотной вращающейся печи. Оптимальное содержание добавок составляло 8 ~ 13 мас.% Fe2O3 и 2 ~ 3 мас.% Углерода. При содержании указанных добавок механизм вспенивания черной сердцевиной работал в широком диапазоне, снижая температуру вздутия. Плотность сырых тел различалась в зависимости от способа формования. Размер пор 1㎛ был измерен как очень маленький в сыром теле, образованном экструдером и компрессионным формованием. По этой причине можно обеспечить более высокое внутреннее давление, необходимое для вздутия в зеленом теле, сформированном экструдером, и, в конечном итоге, раздуть агрегат при более низкой температуре.Разработав рецептуру с оптимальной комбинацией, как описано выше, и агрегаты формируются с использованием экструдера, было подтверждено, что температура активации вспенивания была снижена, и связывание плавлением во вращающейся печи было предотвращено. Поскольку температура активации вздутия живота понижена, можно также ожидать эффекта экономии энергии. В ходе этого исследования было обнаружено, что оптимальные параметры процесса для химического состава сырья, формования сырого материала, сушки, предварительного нагрева, прокаливания и прокаливания сырья для вздутия легкого заполнителя были подтверждены.Я надеюсь, что это исследование будет использовано в качестве важной модели для проектирования всего процесса легкого заполнителя.
Строительные блоки | Кирпич строительный
Агрегат из вспененной глины (ECA ® ) Легкий строительный блок для кладки
Керамзитовый наполнитель (ECA ®) БЛОКИРОВКИ – это блоки для каменной кладки, изготовленные с использованием наполнителя из керамзитовой глины (ECA ® ) , летучей золы класса F, и цемента .Применяются для ненесущей кладки стен.
После применения высокоэффективной инновационной технологии в процессе производства и последующего отверждения, БЛОКИ из вспененного глиняного заполнителя (ECA ®) приобретают превосходные свойства материала.
Он также предлагает без уменьшенной усадки и превосходную огнестойкость и химическую стойкость, добавляя к нескольким преимуществам, включая долговечность, универсальность, скорость и простоту использования, а также экономичность и экологические соображения.
Ссылка на онлайн-видео : Нажмите здесь, чтобы посмотреть видео
Агрегат из вспененной глины (ECA ® ) Строительный блок доступен в 2 размерах
Размеры: 600 X 200 X 225 мм (дюймы: 24 “X 8” X 9 “) – 1 CMT: 36 блоков по 9”
600 X 200 X 100 мм (дюймы: 24 “X 8″ X 4 ” ) – 1 CMT: 83 № 4-дюймовых блоков
Мы часто видим клиентов, у которых возникают вопросы перед окончательной доработкой строительных материалов или при поиске поставщиков легких бетонных блоков.Распространенные вопросы, которые приходят в голову при выборе легких бетонных блоков для их строительства: сколько стоят бетонные блоки? Или каков размер бетонного строительного блока? Есть ли в их районе поставщики блоков из легкого бетона? Или есть разница между шлакоблоком и бетонным блоком? Или есть в продаже поставщик дешевых бетонных строительных блоков?
Долгое ожидание – это прочные легкие бетонные блоки в Индии.Решением для всех являются твердые строительные блоки из керамзитового заполнителя.
Впервые в Индии предлагаются бетонные строительные блоки, которые являются не только легкими бетонными блоками, но также входят в премиальный сегмент массивных строительных блоков. Они производятся с использованием керамзитового заполнителя.
Блоки из керамзитового наполнителявпервые производятся в Индии. Они также известны во всем мире как блоки Leca или блоки из легкого керамзита.Эти блоки Leca или твердые строительные блоки из керамзитового керамзита используют особый тип керамзитового заполнителя, который образуется путем обжига природной горной глины при 1200 ° C во вращающейся печи. В результате получается жесткая сотовая структура из соединяющихся пустот. Эти бетонные строительные блоки, изготовленные из керамзитового заполнителя, улучшают внутреннее отверждение и повышают прочность на сжатие, возникающую с течением времени. Блоки ECA ® или блоки Leca, производимые в Индии, являются лучшим выбором для строительства, которое предлагает гибкость конструкции в сочетании с превосходными тепловыми и акустическими свойствами.Их легко забивать гвоздями, сверлить, формировать и скалывать, и, в отличие от других обычных строительных блоков, на них не образуются трещины штукатурки из-за прочного сцепления с обычным цементным раствором.
Массивные строительные блоки ECA ® относятся к премиальному сегменту среди всех типов строительных блоков, доступных на рынке Индии. Это наиболее предпочтительные зеленые блоки для строительства. Из всего сегмента строительных блоков, который также включает цементные блоки для строительства, глиняные блоки для строительства, блоки CLC, строительные кирпичи, строительные цементные кирпичи, блоки AAC, строительные кирпичи из золы-уноса, самый легкий заполнитель из керамзитовой глины востребованы легкие строительные блоки.
Для чего используются легкие бетонные блоки:
Легкие блоки из керамзитового заполнителя используются как во внутренних, так и во внешних стенах, где нагрузка немного более ограничена, или в качестве блоков заполнения в балках и блочных перекрытиях. Также они используются для устройства фундаментов мелкого заложения, возведения перегородок и панельных стен в каркасных конструкциях. Будучи прочным бетонным блоком с такими характеристиками, как долговечность и прочность, они обычно выбираются для ненесущих стен.Легкие блоки, которые часто выбирают для заполнения, обеспечивают большую экономию времени и средств, но они менее прочны по сравнению с плотными бетонными блоками. Легкий керамзитобетонный блок – это бетонная кладка из керамзитового заполнителя для уменьшения плотности и веса по сравнению со стандартным бетонным блоком.
Предпочтение клиентов в Индии:
Большинство клиентов, которым нужны кирпичи для строительства своих новых проектов, переходят на эту новую инновационную технологию – легкие строительные блоки из керамзитового заполнителя (ECA ®).Строительство из кирпича является наиболее традиционным способом, и, сравнивая преимущества строительных блоков, изготовленных из летучей золы и цемента из расширенной глины, архитекторы и инженеры-строители считают необходимым включить то же самое в объем своих проектов.
Благодаря бесчисленным преимуществам, включая легкий вес, высокую прочность на сжатие, отличную огнестойкость, высокую термическую и звуко- / звукоизоляцию, прочный строительный блок, отсутствие требований к преодолению горизонтальных и вертикальных стенок от 10 до 15 футов, экономия Из-за затрат на раствор, экономии затрат на рабочую силу и многих других дополнительных преимуществ, они предпочтительны для строительства кирпичных стен, наружных стен, внутренних стен, открытых стен, вместо строительных кирпичей из зольной пыли, строительных цементных кирпичей из нескольких других типов строительного кирпича в наличии на рынке.
Для строительства легких кирпичей или легких блоков для строительства – ECA ® Solid Construction Blocks – единственный и лучший выбор. Свяжитесь с нами сегодня.
Ссылка на онлайн-видео : Нажмите здесь, чтобы посмотреть видео
Влияние летучей золы, золы и легкого керамзитобетона на бетон
Разработка новых методов укрепления бетона ведется десятилетиями. Развивающиеся страны, такие как Индия, используют обширные армированные строительные материалы, такие как летучая зола, зольный остаток и другие ингредиенты при строительстве RCC.В строительной отрасли большое внимание уделяется использованию летучей золы и зольного остатка в качестве заменителя цемента и мелкого заполнителя. Кроме того, для облегчения веса бетона был введен легкий керамзит вместо крупного заполнителя. В данной статье представлены результаты работ, выполненных в режиме реального времени для формирования легкого бетона, состоящего из летучей золы, зольного остатка и легкого керамзитового заполнителя в качестве минеральных добавок. Экспериментальные исследования бетонной смеси М 20 проводят путем замены цемента на золу-унос, мелкого заполнителя на зольный остаток и крупнозернистого заполнителя на легкий керамзитовый заполнитель из расчета 5%, 10%, 15%, 20%, 25 %, 30% и 35% в каждой смеси, их прочность на сжатие и прочность на разрыв бетона обсуждались в течение 7, 28 и 56 дней, а прочность на изгиб обсуждалась в течение 7, 28 и 56 дней в зависимости от оптимальной дозировки. замены бетона по прочности на сжатие и раздельному разрыву.
1. Введение
Бетон с высокими эксплуатационными характеристиками указывает на исключительную форму бетона, наделенную удивительными характеристиками и прочностью, которые не требуют периодической оценки на регулярной основе с использованием традиционных материалов и стандартных методов смешивания, укладки и отверждения [1] . Обычный портландцемент (OPC) занял незавидную и непобедимую позицию в качестве важного материала в производстве бетона и тщательно выполняет свои задуманные обязательства в качестве необычного связующего для соединения всех собранных материалов.Для достижения этой цели остро необходимо сжигание гигантской меры топлива и гниение известняка [2]. Некоторые марки обычного портландцемента (OPC) доступны по индивидуальному заказу, чтобы соответствовать классификации конкретного национального кода. В этом отношении Бюро индийских стандартов (BIS) прекрасно справляется с задачей классификации трех отдельных классов OPC, например, 33, 43 и 53, которые хронически широко использовались в строительной отрасли [3]. Прочность, стойкость и различные характеристики бетона зависят от свойств его ингредиентов, пропорции смеси, стратегии уплотнения и различных мер контроля при укладке, уплотнении и отверждении [4].Бетон, содержащий отходы, может способствовать управляемому качеству строительства и способствовать развитию области гражданского строительства за счет использования промышленных отходов, минимизации использования природных ресурсов и производства более эффективных материалов [5]. В портландцементном бетоне используется летучая зола, когда характеристики потери при возгорании (LOI) находятся в пределах 6%. Летучая зола содержит кристаллические и аморфные компоненты вместе с несгоревшим углеродом. Он охватывает различные размеры несгоревшего углерода, который может достигать 17% [6].Летучая зола часто упоминается как прудовая зола, и в течение длительного времени вода может стекать. Обе методики позволяют сбрасывать летучую золу на свалки в открытом грунте. Химический состав летучей золы по-прежнему изменяется в зависимости от типа угля, используемого для сжигания, условий горения и производительности откачки устройства контроля загрязнения воздуха [7]. Для воздействия летучей золы и замены всего вытоптанного песчаника на бетонные и мраморные разбрасыватели использовались сборные бетонные блокирующие квадраты [8].Принимая во внимание мощность бетонных зданий, современная бетонная методология устанавливает экстраординарные меры для снижения температуры на высшем уровне и разницы температур за счет использования материалов с минимальным уровнем выделения тепла, чтобы избежать или снова снизить тепловое расщепление, что приведет к предотвращению теплового расщепления. разложение бетона [9]. Производство бетона осуществляется при чрезвычайно высоких и незаметно низких температурах бетона, чтобы понять удобоукладываемость и качество сжатия [10].Статистическая модель и кинетические свойства изгиба, разрыва при растяжении, а также модуль гибкости по устойчивости к сжатию проистекают из неоправданного коэффициента корреляции [11]. Известно, что бетон, созданный из мельчайших общих и превосходных пустот, обогащен блестящими знаниями в области исключения материалов [12]. В Индии энергетическое подразделение, сосредоточенное на угольных тепловых электростанциях, производит колоссальное количество летучей золы, оцениваемое примерно в 11 крор тонн ежегодно.Расход летучей золы оценивается примерно в 30% для обеспечения различных инженерных свойств [13]. При зажигании угля для подачи энергии в котел выделяется около 80% несгоревшего материала или золы, которая уносится с дымовыми газами и улавливается и утилизируется в виде летучей золы. Остаточные 20% золы помогают высушить базовую золу [14]. В момент сжигания пылевидного угля в котле с сухим днищем от 80 до 90% несгоревшего материала или золы уносится с дымовыми газами, улавливается и восстанавливается в виде летучей золы.Остаточные 10–20% золы предназначены для сушки шлаков, песка, материала, который собирается в заполненных водой контейнерах у основания печи [15]. Зольный шлак в бетоне создается методом фракционного, почти агрегатного и тотального замещения мелкозернистых заполнителей в бетоне [16]. С другой стороны, из легкого бетона неудобно относить корпус к уникальной категории материалов. Однако у LWC (легкого бетона) четкие края, и падение общих расходов, вызванное более низкими статическими нагрузками, постоянно перекрывается повышенными производственными затратами [17].Фактически, легкий бетон стал приятным фаворитом по сравнению со стандартным бетоном с точки зрения множества непревзойденных характеристик. Снижение собственного веса обычно приводит к сокращению производственных затрат [18]. Самоуплотняющийся бетон на заполнителях с нормальным весом (SCNC) должен стать фаворитом при разработке. Рост затрат на строительство SCLC положительно согласуется с ростом расходов на SCNC [19]. Собственный вес бетона из легкого заполнителя оценивается примерно на 15% ~ 30% легче, чем у стандартного бетона, что в достаточной степени соответствует механическим характеристикам, которые требуются для дорожной опоры при указанной степени плотности [20].Растущее использование легкого бетона (LWC) привело к необходимости производства искусственного легкого бетона в целом, что может быть выполнено с помощью методологии сборки холодного склеивания. Производство искусственных легких заполнителей методом холодного склеивания требует гораздо меньших затрат энергии по сравнению со спеканием [21]. Легкий бетон, изготовленный из натуральных или искусственных легких заполнителей, доступен во многих частях мира. Его можно использовать в составе бетона с широким разнообразием удельного веса и подходящего качества для различных применений [22].Бетон из легких заполнителей повышает его эффективность, предотвращая близлежащие повреждения, вызванные баллистической нагрузкой. Более низкий модуль упругости и более высокий предел деформации при растяжении обеспечивают легкий бетон, противоположный стандартному бетону, с превосходной ударопрочностью [23]. Строители все чаще рекомендуют легкий бетонный материал для достижения приемлемого улучшения из-за его высоких прочностных и термических свойств [24]. Сила адгезии достигается за счет прочности связующего и сцепления агрегатов, которые постоянно сосредоточены на угловатости, ровности и растяжении [25].Легкий керамзитовый заполнитель (LECA), как правило, включает крошечные, легкие, вздутые частицы обожженной глины. Сотни и тысячи крошечных заполненных воздухом углублений успешно наделяют LECA своей безупречной прочностью и теплоизоляционными качествами. Считается, что среднее водопоглощение всего LECA (0–25 мм) связано с 18 процентами объема в состоянии насыщения в течение 3 дней. Обычный портландцемент (OPC) частично заменяется летучей золой, мелкий заполнитель заменяется зольным остатком, а крупнозернистый заполнитель заменяется легким керамзитом (LECA) по весу 5%, 10%, 15%, 20%, 25 %, 30% и 35% по отдельности.Прочность на сжатие, прочность на разрыв и прочность на изгиб успешно оцениваются с помощью определенных входных значений при одновременном исследовании.
2. Экспериментальная программа
Целью работы является оценка прочности на сжатие (CS), прочности на разрыв (STS) и прочности на изгиб (FS) бетона. В этой бетонной смеси обычный портландцемент () заменяется летучей золой, мелкий заполнитель заменяется зольным остатком, а крупный заполнитель заменяется легким керамзитом (LECA) массой 5%, 10%, 15%. , 20%, 25%, 30% и 35% соответственно.Эти материалы следует добавлять для увеличения прочности цемента. В экспериментальном исследовании бетонный куб или цилиндр используется для анализа свойств бетона со всеми материалами. Каждый вес (5%, 10%, 15%, 20%, 25%, 30% или 35%) материала проводил испытание в течение 7 дней, 28 дней и 56 дней. Параметрами, участвующими в оценке характеристик бетона, являются прочность на сжатие (CS), прочность на разрыв (STS) и прочность на изгиб (FS), которые достигаются в ходе экспериментов в реальном времени.Затем определение прочности на изгиб обсуждалось в течение 7, 28 и 56 дней в зависимости от нагрузки для оптимальной дозировки замены по прочности на сжатие и разделенной прочности бетона на растяжение.
2.1. Используемые материалы
В этом разделе перечислены названия материалов, использованных в данном исследовании, и их характеристики. Ресурсы: обычный портландцемент, летучая зола, зольный остаток, мелкий заполнитель, крупный заполнитель и легкий керамзитовый заполнитель (LECA).
2.1.1. Обычный портландцемент
Обычный портландцемент – это основная форма цемента, где 95% клинкера и 5% гипса, который добавляется в качестве добавки для увеличения времени схватывания цемента до 30 минут или около того.Гипс контролирует время начального схватывания цемента. Если гипс не добавлен, цемент затвердеет, как только вода будет добавлена в цемент. Различные сорта (33, 43,53) OPC были классифицированы Бюро индийских стандартов (BIS). Его производят в больших количествах по сравнению с другими типами цемента, и он превосходно подходит для использования в общем бетонном строительстве, где отсутствует воздействие сульфатов в почве или грунтовых водах. В этом исследовании цемент () имеет удельный вес 3.15, а также время начального и окончательного схватывания цемента 50 и 450 минут.
2.1.2. Летучая зола
Самый распространенный тип угольных печей в электроэнергетике, около 80% несгоревшего материала или золы уносится с дымовыми газами, улавливается и восстанавливается в виде летучей золы. Летучая зола была собрана на тепловой электростанции Тотукуди, Тамил Наду, Индия. Растущая нехватка сырья и насущная необходимость защиты окружающей среды от загрязнения подчеркнули важность разработки новых строительных материалов на основе промышленных отходов, образующихся на угольных ТЭС, которые создают неуправляемые проблемы утилизации из-за их потенциального загрязнения окружающей среды. .Поскольку стоимость утилизации летучей золы продолжает расти, стратегии утилизации летучей золы имеют решающее значение с экологической и экономической точек зрения. В качестве исходных материалов используются две новые области переработки угольной летучей золы, как показано на Рисунке 1 (а).
2.1.3. Нижняя зола
Оставшиеся 20% несгоревшего материала собираются на дне камеры сгорания в бункере, заполненном водой, и удаляются с помощью водяных струй под высоким давлением в отстойник для обезвоживания и рекуперируются в виде зольного остатка. как показано на рисунке 1 (b).Зольный остаток угля был получен с тепловой электростанции Thoothukudi, Тамил Наду, Индия. Летучая зола была получена непосредственно из нижней части электрофильтра в мешок из-за ее порошкообразной и пыльной природы, в то время как зола угольного остатка транспортируется со дна котла в зольную емкость в виде жидкой суспензии, где была собрана проба. Зола более легкая и хрупкая, это темно-серый материал с размером зерна, аналогичным песчанику.
2.1.4. Мелкозернистый заполнитель
В соответствии с индийскими стандартами природный песок представляет собой форму кремнезема () с максимальным размером частиц 4.75 мм и использовался как мелкий заполнитель. Минимальный размер частиц мелкого заполнителя составляет 0,075 мм. Он образуется при разложении песчаников в результате различных атмосферных воздействий. Мелкозернистый заполнитель предотвращает усадку раствора и бетона. Удельный вес и модуль крупности крупнозернистого заполнителя составляли 2,67 и 2,3.
Мелкий заполнитель – это инертный или химически неактивный материал, большая часть которого проходит через сито 4,75 мм и содержит не более 5 процентов более крупного материала. Его можно классифицировать следующим образом: (а) природный песок: мелкий заполнитель, который является результатом естественного разрушения горных пород и отложился ручьями или ледниками; (б) щебневый песок: мелкий заполнитель, полученный при дроблении твердого камня; (в) ) щебень из гравийного песка: мелкий заполнитель, полученный путем измельчения природного гравия.
Уменьшает пористость конечной массы и значительно увеличивает ее прочность. Обычно в качестве мелкого заполнителя используется натуральный речной песок. Однако там, где природный песок экономически недоступен, в качестве мелкого заполнителя можно использовать мелкий щебень.
2.1.5. Грубый заполнитель
Грубый заполнитель состоит из материалов природного происхождения, таких как гравий, или является результатом дробления материнской породы, включая природную породу, шлаки, вспученные глины и сланцы (легкие заполнители) и другие одобренные инертные материалы с аналогичными характеристиками. с твердыми, прочными и прочными частицами, соответствующими особым требованиям этого раздела.
В соответствии с индийскими стандартами измельченный угловой заполнитель проходит через сито IS 20 мм и целиком удерживает сито IS 10 мм. Удельный вес и модуль крупности крупнозернистого заполнителя составляли 2,60 и 5,95.
2.1.6. Легкий наполнитель из вспененной глины (LECA)
LECA показан на Рисунке 1 (c). он обладает сильной устойчивостью к щелочным и кислотным веществам, а pH около 7 делает его нейтральным в химической реакции с бетоном. Легкость, изоляция, долговечность, неразложимость, структурная стабильность и химическая нейтральность собраны в LECA как лучшем легком заполнителе для полов и кровли.Размер заполнителя составляет 10 мм, а максимальная плотность меньше или равна 480 кг / м 3 . LECA состоит из мелких, прочных, легких и теплоизолирующих частиц обожженной глины. LECA, который является экологически чистым и полностью натуральным продуктом, не поддается разрушению, негорючи и невосприимчив к воздействию сухой, влажной гнили и насекомых. Легкий бетон обычно подразделяется на два типа: газобетон (или пенобетон) и бетон на легких заполнителях.Газобетон имеет очень легкий вес и низкую теплопроводность. Тем не менее, процесс автоклавирования необходим для получения определенного уровня прочности, что требует специального производственного оборудования и потребляет очень много энергии. Напротив, бетон из легких заполнителей, который производится без процесса автоклавирования, имеет более высокую прочность, но показывает более высокую плотность и более низкую теплопроводность бетона.
2.1.7. Conplast Admixture SP430 (G)
Conplast SP430 (G) используется там, где требуется высокая степень удобоукладываемости и ее удержания, когда вероятны задержки в транспортировке или укладке, или когда высокие температуры окружающей среды вызывают быстрое снижение осадки.Это облегчает производство бетона высокого качества. Conplast SP430 (G) соответствует тому факту, что он был специально разработан для обеспечения высокого снижения воды до 25% без потери удобоукладываемости или для производства высококачественного бетона с пониженной проницаемостью. Когезия улучшается за счет диспергирования частиц цемента, что сводит к минимуму сегрегацию и улучшает качество поверхности. Оптимальная дозировка лучше всего определяется испытаниями бетонной смеси на объекте, что позволяет измерить эффекты удобоукладываемости, увеличения прочности или уменьшения цемента.Этот тип ингредиентов добавляется в бетон для придания ему определенных улучшенных качеств или для изменения различных физических свойств в его свежем и затвердевшем состоянии. Оптимальная дозировка цемента 0,6–1,5 л / 100 кг. Добавление добавки может улучшить бетон в отношении его прочности, твердости, удобоукладываемости, водостойкости и так далее.
2.1.8. Структурные характеристики балки
Структурные характеристики балки – это диаметр верхней арматуры 8 мм, диаметр нижней арматуры 12 мм и хомуты 6 мм (рис. 2).Общая длина балки, используемой для отклонения, составляет 1 метр. Эта спецификация используется в бетонной конструкции, и весь процесс выполняется в спецификации бетона.
2.1.9. Конструкционный легкий бетон
Бетон изготавливается из легкого грубого заполнителя. Легкие заполнители обычно требуют смачивания перед использованием для достижения высокой степени насыщения. Основное использование конструкционного легкого бетона – уменьшить статическую нагрузку на бетонную конструкцию.В обычном бетоне различная градация заполнителей влияет на необходимое количество воды. Добавление некоторых мелких заполнителей приводит к увеличению необходимого количества воды. Это увеличение воды снижает прочность бетона, если одновременно не увеличивается количество цемента. Количество крупного заполнителя и его максимальный размер зависят от требуемой удобоукладываемости бетонной смеси. Также в легком бетоне этот результат существует среди градации, требуемого количества воды и полученной прочности бетона, но есть и другие факторы, на которые следует обратить внимание.В большинстве легких заполнителей по мере увеличения размера заполнителя прочность и объемная плотность заполнителя уменьшаются. Использование легкого заполнителя очень большого размера с меньшей прочностью приводит к снижению прочности легкого бетона; поэтому максимальный размер легкого заполнителя должен быть ограничен максимум 25 мм.
3. Методология
Пропорция бетонной смеси для марки M 20 была получена на основе рекомендаций согласно индийским стандартным спецификациям (IS: 456-2000 и IS: 10262-1982).В данном исследовании экспериментальное исследование бетонной смеси M 20 проводится путем замены цемента летучей золой, мелкого заполнителя на зольный остаток и крупного заполнителя легким керамзитом (LECA) в дозах 5%, 10%, 15%, 20%, 25%, 30% и 35% соответственно. Эти материалы следует добавлять для увеличения прочности цемента. В экспериментальном исследовании бетонный куб или цилиндр используется для анализа свойств OPC со всеми материалами. Их прочность на сжатие и прочность на разрыв бетона обсуждались в течение 7 дней, 28 дней, 56 дней, а прочность на изгиб балки обсуждалась в течение 7, 28 и 56 дней в зависимости от оптимальной дозировки замены по прочности на сжатие и разделенному растяжению. прочность бетона.Как правило, летучая зола и зольный остаток имеют аналогичные физические и химические свойства по сравнению с обычным портландцементом (OPC) и мелким заполнителем, и нет большого количества отклонений для замены друг друга. В этом сценарии легкий керамзитовый заполнитель (LECA) был заменен на крупнозернистый заполнитель на основе его объема, поскольку плотность каждого материала не такая же, как у другого материала, и невозможно заменить его на основе его массы. Для повышения удобоукладываемости бетона добавлен суперпластификатор.
Соотношение бетонной смеси марки М 20 составило 1: 1,42: 3,3. Контролируемый бетон марки M 20 был изготовлен с заменой 0% летучей золы, зольного остатка и легкого керамзитового заполнителя (LECA) в каждой смеси, а их прочность на сжатие и прочность на разрыв бетона обсуждались для 7, 28, и 56 дней, а прочность бетона на изгиб обсуждалась в течение 7, 28 и 56 дней. В связи с этим замена цемента зольной пылью, мелкого заполнителя зольным остатком и крупного заполнителя легким керамзитом (LECA) из расчета 5%, 10%, 15%, 20%, 25%, 30% и Было проведено 35% в каждой смеси, и их прочность на сжатие и прочность на разрыв бетона обсуждались в течение 7 дней, 28, дней, 56 дней, а прочность на изгиб балки в течение 7, 28 и 56 дней зависит от оптимальной дозировки замены при сжатии. прочность и разделенная прочность бетона на растяжение.
Водопоглощение легкого заполнителя со слишком большим количеством пор намного больше, чем у обычных заполнителей (речных заполнителей). Определение степени водопоглощения в агрегатах такого типа затруднено из-за различного количества поглощенной воды. Агрегат LECA производит вращающуюся печь, и из-за его гладкой поверхности водопоглощение заполнителя LECA почти равно или несколько больше, чем у обычного заполнителя; поэтому создание легкой бетонной смеси с заполнителем LECA так же сложно, как и с обычным заполнителем.Для определения количества каждого ингредиента в легкой бетонной смеси (наряду с количеством абсорбированной воды в легких заполнителях, особенно со слишком большими порами с шероховатой и угловатой поверхностью, путем приготовления различных смесей) можно использовать общие методы проектирования: обычная бетонная смесь.
4. Результаты и обсуждение
Из таблицы 1 видно, что для контрольных образцов прочность бетона увеличивается с возрастом. При замене 5% цемента летучей золой, мелкого заполнителя золой и крупного заполнителя LECA прочность на сжатие бетона такая же, как у контрольного бетона.Прочность на разрыв при растяжении немного снижается в раннем возрасте и достигает той же прочности, что и у контрольного бетона, через 56 дней.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Также наблюдается, что при увеличении замены материала прочность на сжатие и прочность на разрыв при разделении снижаются.Сухой вес образцов куба и цилиндра уменьшается по отношению к большему количеству замен материалов.
4.1. Анализ прочности в зависимости от возраста бетона
В таблице 1 прочность бетона на сжатие и прочность на разрыв бетона при разделении оцениваются с помощью различного процента смешивания, применяемого для образования кубического образца сухой массы и цилиндрического образца сухой массы, соответственно, по отношению к разным дней.
Для бетона марки M 20 учитывается следующее предложенное процентное смешивание для образцов с различной массой в сухом состоянии, примененных к кубической форме, для определения прочности на сжатие по отношению к 7, 28 и 56 дням, таким образом, чтобы образец сухой массы применялся к цилиндрической формы по отношению к вышеупомянутым дням для определения прочности на разрыв.Для обоих анализов на упрочнение используется бетон марки М 20 . Из Таблицы 1 заявленные результаты показывают, что процент смешивания увеличивается с уменьшением веса образца, но с точки зрения прочности увеличение процента смешивания, безусловно, снизит достигаемую прочность как на сжатие, так и на разрыв при разделении, или, с другой стороны, когда смешивание пропорция не участвует в этом (т. е. когда она равна «нулю»), тогда вес образца высок по сравнению с тем, что весит пропорция смешивания, которая смешивается.В обоих случаях для анализа прочности продление дней, безусловно, будет соответствовать прогнозируемой прочности этих анализов, как четко указано в таблице 1.
На рисунке 3 показан анализ прочности на сжатие куба, который проводится в трех этапах последовательных дней 7, 28 и 56. основанный на различных предложениях смешивания. Достигнутые результаты показывают, что процесс, выполненный для последовательных 56-дневных результатов испытаний, показывает лучшую прочность на сжатие при несмешивании, тогда как в случае постепенного увеличения процента смешивания, безусловно, снизится прочность на сжатие образцов во все дни испытаний.В случае веса увеличение процента смешивания снизит вес.
(a) Испытание на сжатие на кубе
(b) Прочность на сжатие
(a) Испытание на сжатие на кубе
(b) Прочность на сжатие
На рис. дней. Более того, в этом анализе прочности на разрыв при раздельном растяжении увеличение процента смешивания, безусловно, уменьшит вес, а также снизит факторы упрочнения.
(a) Прочность на разрыв при разделении на цилиндре
(b) Прочность на разрыв при разделении
(a) Прочность на разрыв при разделении на цилиндре
(b) Прочность на разрыв при разделении
Из двух вышеупомянутых форм (кубической и формы цилиндра) прогнозируемые результаты анализа прочности на сжатие и анализа прочности на разрыв при растяжении практически аналогичны. Давайте посмотрим на экспоненциальное поведение и его уравнение регрессии для прочности на сжатие и прочности на разрыв.
Экспоненциальный график на основе процентного содержания смеси для определения прочности на сжатие. На рис. 5 имитируется экспоненциальная кривая на основе регрессии для анализа прочности на сжатие для различных процентных соотношений смешивания. Из рисунка 5 последовательные испытания образцов в течение 28 и 56 дней дали почти одинаковые значения, тогда как экспоненциальное уравнение прочности на сжатие в таблице 2 колеблется от 0 до 35 Н / мм 2 во всех четырех оценочных уравнениях, вызывая увеличение процента смешивания, которое будет снизить все четыре параметра сухой массы на 7, 28 и 56 дней.В четырех случаях, кроме сухого веса, производительность снижается, тогда как в случае увеличения сухого веса процент смешивания, безусловно, снижает вес.
| |||||||||||||||||
0433 На Фигуре 6 график показывает экспоненциальное изменение сухой массы и для различных последовательных дней, таких как 7, 28 и 56. В этой сухой массе, имеющей предел прочности на разрыв почти, обозначает процент смешивания; в дополнение к этому, экспоненциальная кривая, основанная на всех других последовательных днях, уменьшается, и они почти похожи друг на друга, имея диапазон (0–15) Н / мм 2 .
Таблица 2 включает данные о сухом весе и образце для последовательных дней, таких как 7, 28 и 56 дней, начиная с сухого веса в прочности на сжатие, которая начинается с более низких значений регрессии и продолжает увеличиваться в течение 7, 28 и 56 дней. , тогда как в случае разделения прочности на разрыв значение регрессии сухого веса больше, чем значение регрессии прочности на сжатие.В случае анализа по дням значения регрессии увеличиваются с увеличением количества дней в модели регрессионного анализа прочности на разрыв.
4.2. Анализ прочности на изгиб
Одним из показателей прочности бетона на растяжение является прочность на изгиб. Это расчет неармированной бетонной балки или плиты на устойчивость к разрушению при изгибе (рис. 7). Разработчики дорожных покрытий используют теорию, основанную на прочности на изгиб; поэтому может потребоваться разработка лабораторной смеси, основанная на испытании на прочность на изгиб.В Таблице 3 использованы процентные доли замены цемента летучей золой, мелкого заполнителя золой и крупного заполнителя легким керамзитом (LECA) с коэффициентами 0% и 5%.
В таблице 5 испытательная нагрузка приложена к M 20 от 0 до 86,32 кН с различными интервалами, а прогибы были измерены в левой, средней и правой части балки. .Прогибы на всех уровнях постепенно увеличиваются при увеличении приложенной нагрузки. Среднее отклонение в левой части балки составляет примерно 1,782 мм, в то время как в средней части отклонение составляет примерно 2,960 мм, а в правой части отклонение составляет примерно 1,78 мм. Из Таблицы 5 доказано, что прогиб 5% замены прочности на изгиб выше, чем 0% замены.
На рисунке 8, M 20 0% и 5% замена летучей золы, шлака и LECA проанализированы для проверки их прочности на изгиб.На графике четко указано, что при увеличении нагрузки прогиб также увеличивается на 0% и 5% среди (23), а средние значения прогиба аналогичны как 0%, так и 5%, но 0% они немного выше 5%. , тогда как на этом графике есть сумма всех уровней прогиба в 1 единице. Например, здесь тот факт, что рассматриваемая длина балки составляет 1 метр для экспериментального исследования путем приложения «» единицы нагрузки, вызовет величину отклонения в обоих случаях (0% и 5%) в отношении увеличения нагрузка, чтобы обязательно увеличить прогиб. 5. ЗаключениеВ документе показана максимально возможная прочность бетона LECA, отмечена передовая технология производства легкого бетона. Результаты показывают, что замена 5% цемента летучей золой, мелкозернистого заполнителя зольным остатком и крупного заполнителя легким керамзитом (LECA) показала хорошие показатели прочности на сжатие, прочности на разрыв и прочности балки на изгиб. 56 дней по сравнению с 28 днями силы.При этом прочность 28 суток также примерно равна нормальному обычному бетону; то есть замена на 0% и уменьшение сухого веса образца. В будущем методы мягких вычислений приведут к тому, что в основных областях мы сможем достичь лучшей производительности за короткий промежуток времени, поскольку время является основным фактором, участвующим в этой исследовательской работе. Конфликт интересовАвторы заявляют об отсутствии конфликта интересов в отношении публикации данной статьи. Как сделать керамзит самостоятельно.Как сделать керамзитобетонные блоки своими руками? Ручной вибропрессКерамзит, как сыпучий утеплитель, используется не только для теплоизоляционных мероприятий, связанных с утеплением полов. Его часто используют для производства бетонных блоков, где он действует как наполнитель. От этого блоки становятся легкими, ведь керамзит в несколько раз легче гравия или щебня, которые он заменяет в керамзитобетонных блоках, плюс снижается теплопроводность самого стенового материала.Производство керамзитобетонных блоков ничем не отличается от обычных бетонных блоков, главное точно соблюдать рецептуру применяемого раствора. Обозначим состав керамзитобетона для изготовления блоков из расчета 1 м³ приготовленного раствора. Приведенная выше рецептура соответствует марке бетона М150, достаточной для монтажа стеновых конструкций. Сегодня большое внимание уделяется такой характеристике, как влагостойкость.Поэтому для производства блоков из керамзитобетона, которые легко выдерживали бы повышенную влажность и даже прямое воздействие воды (например, косой дождь), в раствор добавляют гидроизоляционные материалы. Одна из них – битумная мастика, которая смешивается в виде 10% -ного водного раствора. Следует отметить, что рецепт этого раствора немного изменен. Другой подход к производству керамзитобетонных блоков. Производственная линия с мощным оборудованием и высокой производительностью, с дозаторами, установленными на лимиты веса, точно по рецепту.Второй – ручной метод, при котором компоненты взвешиваются чаще в ведрах. Поэтому стоит указать вес материалов в ведрах (10 л): Цемент
Оборудование для производстваДля производства блоков из легкого заполнителя (вручную) необходимо:
Бетономешалку можно купить или взять в аренду. Машины тоже продаются, хотя и не самая дешевая. Их можно сделать своими руками, а если вы хороший сварщик, то на сборку одной машины уйдет один день. Конструкций станков огромное количество. В основном это каркасные агрегаты, внутри устанавливаются и жестко закрепляются формы. К раме также жестко прикреплен вибратор, работающий от сети 220 вольт. Устройство продается в хозяйственных магазинах. Другой вариант – это вибростол, который представляет собой горизонтальную плоскость. Его обычно устанавливают на пружинах, и к нему прикрепляют вибратор. Для машинки вам придется сделать несколько фигур своими руками. И чем больше площадь стола, тем больше на нем уместится форм, тем выше производительность самодельного оборудования. Важно! Не переусердствуйте, ведь вибратор обладает определенной мощностью, которой достаточно, чтобы сотрясать определенную массу. Форма для керамзитобетонных блоковДля изготовления форм используются различные плоские материалы: листовое железо толщиной не менее 2 мм, доски, фанера, плиты OSB и др.Основная задача подрядчика – подогнать размеры формы под габариты блока: 190х188х390 мм (стандартный несущий стеновой блок). Есть так называемые полублоки (используются для возведения перегородок), размеры: 90х188х390. Одной из особенностей керамзитобетонных блоков являются пустоты, которые облегчают камень без снижения несущей способности, снижают стоимость за счет уменьшения объема используемой смеси и повышают тепловые характеристики изделия.Поэтому при изготовлении в формы жестко устанавливаются три трубы диаметром 40-50 мм, расположенные на одинаковом расстоянии друг от друга и от стенок формы. Трубы соединяются между собой сваркой горизонтальными перемычками (арматура, уголок или стальная лента). Формы прикрепляются к стенам электросваркой, если форма сделана из стального листа, или саморезами, если используются деревянные изделия. Технология производстваСам технологический процесс осуществляется в любом помещении с хорошо отлаженной системой вентиляции.Размеры помещения зависят от габаритов используемых машин. После изготовления керамзитобетонные блоки должны пройти процесс сушки, проводимый на открытой площадке на улице. Если есть вероятность атмосферных осадков, то над участком лучше соорудить навес. В первую очередь готовится раствор: в бетономешалку заливается цемент и часть воды. Смесь перемешивают несколько минут до получения однородного состава.Затем в него порциями добавляют песок и керамзит. В конце добавляется остальная вода. Конечный раствор должен быть густым и податливым. После этого из бетономешалки выгружается в заранее подготовленную емкость (корыто), а оттуда забрасывается лопатками в формы, уложенные на вибростол или устанавливаемые на вибростол. Перед этим стенки форм промазывают отработанным техническим маслом, чтобы блоки легко выходили после застывания.Пол вибростола или платформы присыпается мелким песком, чтобы бетон не прилипал. Формы равномерно заполняют строительным раствором, например, бросают в них пару лопаток смеси. Затем включается вибратор, бетонный раствор равномерно распределяется по всему объему формы и уплотняется. Затем процесс повторяется. Эта процедура повторяется несколько раз для полного заполнения форм. Иногда для получения более точных размеров уложенный и уплотненный раствор дополнительно прижимают сверху металлической крышкой, это создаст на поверхности блока ровную и гладкую поверхность. В таком виде керамзитовые блоки должны простоять не менее суток прямо в формах. Затем их вытаскивают, кладут на уличную площадку так, чтобы между ними оставался зазор в пределах 2-3 см. Блоки из керамзитобетона следует просушивать 28 дней, что придаст им фирменную прочность. Материал должен сохнуть равномерно со всех сторон, поэтому каждый блок при сушке переворачивают из стороны в сторону. Если ставить их на деревянные поддоны для сушки, то перевороты разбираться не нужно. Производство блоков из керамзитобетона как бизнесНачать производство керамзитовых блоков для получения прибыли – не проблема. Главное – все точно просчитать. Как показывает практика, главное требование не к оборудованию, а к размерам помещения и открытой площадки. Чем они больше, тем больше блоков можно уложить на сушку, которая длится около месяца. Поэтому предлагаются различные варианты сушки. Один из них показан на фото ниже, где вы можете увидеть специальные стеллажи с блоками, уложенными на перекрытиях. Все остальное упирается в стоимость сырья, которая колеблется в зависимости от сезона. Летом цемент всегда дороже, потому что спрос на него растет из-за увеличения объемов строительства. Особенно это касается частного сектора. Таким образом, производство керамзитоблоков оптимально в осенне-весенний период. Если помещение отапливается, зимой производство не останавливают. Расход готового стенового материала зимой невелик, иногда сводится к нулю, но летом весь запас произведенной продукции будет распродан.Здесь необходимо будет пересчитать его стоимость на новую цену цемента и других комплектующих. В этом и заключается большая прибыль. Кто уже не первый год в этом виде бизнеса старается все предусмотреть. Кто-то пытается зимой закупить материалы по низкой цене, но есть нюанс – цемент со временем теряет свои свойства, снижается качество. Кто-то, как описано выше, пытается зимой увеличить выпуск блоков. В любом случае это прибыльный бизнес, пока строительство находится на пике, а стройматериалы пользуются спросом.Блоки из керамзитобетона сегодня на пике популярности благодаря невысокой цене, высоким тепловым характеристикам и простоте монтажа. Частные постройки с каждым годом становятся все более актуальными, ведь жить в собственном доме намного комфортнее, чем в многоэтажном доме. Но основным препятствием зачастую является высокая стоимость строительства, поэтому застройщики ищут способы сэкономить. Если сделать своими руками керамзитобетонные блоки, то это не только сэкономит значительные средства, но и послужит гарантией того, что продукция изготовлена с соблюдением норм прочности. Что нужно для работыДля изготовления самодельных керамзитобетонных блоков необходимо приобрести все необходимые материалы. Их количество рассчитывается исходя из планового количества продуктов, и рассчитывается в соответствии с пропорциями в объеме:
Организация рабочего процессаНа самом деле процесс настолько прост, что для изготовления керамзитобетонных блоков практически не требуется оборудования. Но некоторые из простейших устройств все равно понадобятся. Формы для блоковВозможны два варианта: либо приобрести готовые варианты, либо сделать их самостоятельно. В первом случае следует руководствоваться следующими факторами:
Второй вариант – собрать формы своими руками. Инструкции по изготовлению следующие:
На фото – один из вариантов оформления из доски или фанеры
Другой вариант – машина для легкого заполнителя бетонных блоков, представляет собой комбинированный вибрационный агрегат и формы, в малых вариантах их 2-4 шт, в более производительных их количество может быть намного больше. Формовочные изделияЭтот этап осуществляется следующим образом:
ВыходВидео в этой статье поможет вам еще лучше разобраться в этом процессе. Важно соблюдать все требования технологии, и вы получите отличный результат. Керамзитоблоки – это легкий строительный материал, обладающий высокой прочностью, практичностью и, что самое главное, эксплуатационными характеристиками. Несмотря на небольшой вес, модули обладают высокой плотностью, низкой теплопроводностью и разнообразием моделей.Экологическая чистота материала – еще один плюс модулей, поэтому, если застройщик хочет взять строительство здания в свои руки с самого начала процесса, стоит наладить производство керамзитобетонных блоков. на его сайте. Более того, производство блоков из легкого заполнителя из бетона потребует небольших финансовых вложений, а стоимость модуля будет намного ниже, чем покупка готового изделия у производителя. Оборудование для производства модулейДля изготовления керамзитобетонных блоков своими руками необходимо приобрести, арендовать или изготовить соответствующее оборудование, а также закупить качественное сырье.И здесь дешеветь не стоит – чем выше качество исходного материала, тем прочнее и практичнее будут модули. Для облегчения процесса и наладки линии по производству блоков из легкого заполнителя из бетона в необходимом для застройщика количестве потребуется следующее оборудование:
Если позволяют финансы, неплохо приобрести установку вибропрессовочного типа, она заменит два устройства: формы и вибростол.Также необходимо найти хорошее помещение с ровным полом и определить место для сушки модулей.
Также возможно изготовление машины для производства блоков из легкого заполнителя собственными силами. Также возможно изготовление станка для производства керамзитобетонных блоков собственными силами. При небольшой сноровке и небольшом количестве навыков устройство получится не хуже заводского, но его цена будет в 10 раз ниже. Предлагаем вариант простейшего оборудования для производства керамзитобетонных блоков типа «курица-несушка» – это агрегат, оборудованный формовочной коробкой без дна, вибратором, расположенным на боковой стенке, и ручками для демонтажа матрицы. .
Для изготовления матрицы потребуется лист металла толщиной 3-5 мм, из которого нужно вырезать заготовку с запасом 5 см на процесс уплотнения смеси.Молдинг выполнен в виде проходной коробки без дна. Сварной шов должен оставаться снаружи, иначе он испортит форму модуля. Для устойчивости станка по бокам устройства приварены полосы профильных тонких труб, а по периметру конструкция снабжена резиновым покрытием. Неплохо оборудовать всю систему фартуком, чтобы раствор не пролился. А вот вибратор сделан от двигателя старой стиральной машины мощностью 150 Вт (это можно сделать смещением центров).К валу крепится металлическая полоса с краевым отверстием – эксцентрик, параметры которого лучше всего определить опытным путем. Если у вас остались вопросы, как сделать станок для изготовления модулей, посмотрите видео – ответы будут полными и подробными. Процесс изготовления и изготовления модулей из керамзита своими рукамиДля приготовления смеси и блоков понадобится форма с гладкой поверхностью. Допускается выполнение заготовок как из металлического листа, так и из досок – в этом случае готовый модуль получится фактурным.Сам процесс включает 4 этапа:
Это самый быстрый процесс, при котором изготовление керамзитобетонных блоков в домашних условиях не вызывает проблем. Однако при необходимости сделать керамзитобетонные блоки своими руками более прочными и плотными имеет смысл добавить процесс пропаривания, тогда материал приобретет повышенную прочность и время схватывания марочного бетона сократится до 28 дн. Варианты состава смеси разные, но основными составляющими являются песок, вода, цемент и керамзит.В качестве добавки могут быть добавлены омыленные древесные смолы, повышающие морозостойкость материала, и технический лигиносульфонат, повышающий когезию смеси. А теперь еще немного о том, как самому сделать керамзитобетонные блоки:
Как видите, купить, изготовить оборудование для производства керамзитовых блоков в домашних условиях несложно и завершить все процессы. Но изготовленные таким образом модули будут не хуже заводских. Рассчитываем стоимостьВсе работы требуют предварительных расчетов, иначе заводить производство керамзитобетонных блоков в домашних условиях своими руками не стоит. Для расчета стоимости вам потребуется точно узнать цену комплектующих и понять, сколько будет стоить единица готового материала.В частности, с учетом стандартного модуля 390 * 190 * 140 мм объем раствора составляет 14 литров. Вычитаем пустообразователи, которых, как правило, не более 25-30%, итого получается 11 литров смеси. Теперь расчет компонентов:
Осталось узнать цену ингредиентов, учесть воду, другие компоненты и рассчитать удельную стоимость модуля.По самым приблизительным подсчетам, это будет до 5 долларов. Как видите, цена невероятно низкая. Однако для полной картины недостаточно подсчитать стоимость оборудования, трудозатраты и время, которые любой разработчик обязательно должен учитывать в расчетах. Но даже в такой комплектной ситуации стоимость блочных модулей, из которых получатся отличные стены из керамзитобетонных блоков, сделанных своими руками, все равно ниже, чем у завода-производителя. Поэтому, если вы планируете разместить на участке свой дом, посмотрите еще раз технологию изготовления материала, видеоролики от профессионалов и начните планировать процесс запуска производства керамзитобетонных блоков на своем участке – это выгодно, практично и доступно. для каждого мастера. Комментарии: Легкие блоки из заполнителя своими руками сделать несложно. Для их создания используется керамзитобетонная смесь, которая значительно снижает вес будущей конструкции. Благодаря использованию натуральных материалов блоки экологически чистые. Характеристики керамзитобетонных блоковКерамзитобетонные блоки состоят из песка, цемента, воды и наполнителя, который используется как керамзит, поэтому любой мастер может изготовить их самостоятельно.Таким образом можно сэкономить значительные суммы денег. Понятно, что такие блоки нельзя использовать для строительства многоэтажного дома, но для строительства гаража, сарая или домика керамзитовые блоки ручной работы – идеальное решение. Если вы решили изготовить керамзитовые блоки своими руками, то вам следует знать, что по своим экологическим характеристикам они приравнены к обычным кирпичам, так как производятся из натуральных материалов. Формы для изготовления керамзитобетонных блоков. Керамзит используется в качестве наполнителя при изготовлении этого строительного материала. Поскольку он легкий, вес блоков также невелик. Если вас интересует вопрос, как сделать керамзитобетонные блоки своими руками, и вы реализуете это решение, вы можете значительно снизить стоимость строительных работ. Сравнивая затраты при строительстве обычного кирпича и таких блоков, можно сэкономить около 30% своих денег.То, что одному блоку соответствует 7 кирпичей, позволяет ускорить процесс строительства. Вы также можете приобрести указанный материал, но максимальная польза будет в том случае, если вы сделаете керамзитобетонные блоки своими руками. Одним из недостатков этого строительного материала является его низкая прочность, что объясняется высокой пористостью. Для повышения этого показателя при изготовлении блоков в смесь необходимо добавлять кварц или обогащенный песок. Если вы делаете строительные блоки своими руками и будете использовать их для создания внутренних перегородок, несущих незначительные нагрузки, то можно использовать керамзитовый песок. В том случае, если вы будете строить из этого материала несущие стены и укладывать на них железобетонные перекрытия, лучше использовать обогащенный песок.
Если вы хотите получить материал с высокими теплоизоляционными свойствами, то нужно увеличить количество керамзита, но в этом случае прочностные характеристики блоков снизятся. В зависимости от пропорций компонентов керамзитобетонные блоки станут прочнее или приобретут повышенные теплоизоляционные свойства. Плотность такого строительного материала почти на 50% меньше, чем у керамического или силикатного кирпича, что позволяет снизить нагрузку на фундамент здания.Вы можете сэкономить на его строительстве, так как его можно сделать менее мощным. Если вы все же решили изготовить такие строительные блоки самостоятельно, то нужно учесть, что они, по сравнению с кирпичом, имеют более высокую пористость и поэтому хрупкие, менее долговечные. Еще один недостаток этого стройматериала – невысокая морозостойкость, поэтому отделывать стены необходимо в обязательном порядке. Если сравнивать их с газобетоном, то этот материал обрабатывается хуже. Вернуться к содержанию Самодельные блокиСоздание керамзитобетонных блоков своими руками – задача, которую под силу любому мастеру. Вы можете проделать эту работу самостоятельно, а если вы будете работать вместе, то вы действительно сможете изготавливать 100-120 штук указанного строительного материала в день. Если следовать инструкции и технологии, то можно самостоятельно подготовить материал, например, для строительства гаража, сарая, других подсобных помещений или небольшого дома. Для начала вам понадобится форма, она может быть деревянной или металлической. Из досок сделать форму проще и дешевле. Для облегчения вытягивания блоков рекомендуется их обить жестью. Чтобы форма не меняла своих размеров в процессе эксплуатации, на концах двух ее половинок необходимо сделать специальные закрытия. Так как вы все делаете своими руками, размеры могут быть теми, что удобны в вашем случае. Все будет зависеть от размера подготовленной формы. С помощью формы можно производить до 100 блоков из легкого заполнителя в сутки. Для выполнения работ вам понадобится:
Для приготовления раствора лучше всего приобрести или арендовать бетономешалку, но если это невозможно и требуется небольшое количество строительного материала, то раствор можно приготовить вручную. Для приготовления раствора вам потребуется:
Для получения блоков лучшего качества необходимо использовать вибростол. Вы можете купить его, сделать самостоятельно или просто взять напрокат. Если у вас нет такой возможности, то утрамбовать состав по форме можно и с помощью обычной лопаты, но качество и прочность полученного стройматериала будут невысокими. После застывания раствора, а это будет зависеть от погодных условий, форму снимают, и блоки оставляют еще на 2 дня. Теперь их можно складывать и использовать для строительства через 28 дней. Так как мы убедились в технологичности, надежности и практичности этого материала. Эта статья расскажет, что такое керамзитобетонные блоки и как их сделать своими руками, в чем их особенности и преимущества перед другими строительными материалами. Вы узнаете о технологии производства, как можно сделать керамзитобетонные блоки своими руками, стоит ли этот процесс потраченных сил и времени. Керамзитобетон легкий, что позволяет создать прочное жилье достаточно презентабельного вида даже на незначительном фундаменте. Керамзитобетон – единственный с наиболее перспективными современными строительными материалами. Его свойства по скорости возведения различных объектов и экономичности использования значительно превосходят качество других материалов. Конструкции из керамзитобетона изготавливаются исключительно из натуральных компонентов, поэтому не выделяют токсичных веществ в окружающую среду. Если верить отзывам тех, кто строил дом из легких блоков заполнителя, они утверждают, что в помещении созданы очень комфортные климатические условия для проживания. Примечание. Качественные керамзитобетонные блоки имеют плотность от 600 до 1800 кг / м3. Производство керамзитобетонных блоковКерамзитобетон обладает уникальными свойствами, определяемыми особенностями их изготовления.За основу взят керамзит – экологически чистый материал. Имеет поры по структуре напоминающие губку, в которых находится специально обожженная глина, приобретающая текстуру застывшей пены. В результате такой материал получается очень легким и прочным. Цемент используется как связующий компонент. Прочность и способность сохранять тепло зависит от правильных пропорций смеси. Чем больше гранул в смеси, тем более хрупким становится блок, но в то же время и теплее, и наоборот. Разновидности керамзитобетонных блоковКерамзитобетонные конструкции по собственным физико-технологическим данным и назначению делятся на: Плотность теплоизоляционного керамзитобетона блоков самая низкая. Этот вид керамзита изготавливается особым образом, что способствует образованию крупных пор. Плотность таких гранул 150-200 кг / м3. Структурный керамзит имеет сходство с натуральным камнем, поэтому стены дома из такого материала будут чрезвычайно плотными.Существенным преимуществом керамзитобетона перед другими стройматериалами является цена. Темпы возведения стен из керамзитобетона в 4 раза быстрее по сравнению с кирпичными зданиями. Кроме того, при строительстве домов из этого материала используется в 2 раза меньше раствора, опять же по сравнению с кирпичом. Форма блоков из легкого заполнителя сложная, в нем много пустот-щелей, улучшающих удержание тепла в доме. Желание иметь частный дом толкает людей на поиск дешевых материалов для строительства.Керамзитобетонные блоки – как раз тот материал, который пользуется все большей популярностью у застройщиков. Основная особенность керамзитобетона заключается в том, что, помимо невысокой рыночной стоимости, его можно изготавливать своими руками. Предлагаем рассмотреть основные нюансы и хитрости, а также состав керамзитобетонных блоков по ГОСТу. Что вам нужно для начала?Процесс изготовления несложный, главное придерживаться пропорционального соотношения компонентов – 1: 3: 8.Вода добавляется из расчета 200 литров на 1 м3. Материалы (править)ИнструментыРучной вибропресс Приобрести можно в магазинах, где продают все для строительства. Примерная стоимость 7-10 тысяч рублей. Также можно заказать у производителей. В конструкции уже есть специальные формы для отливки блоков. Также машинку можно сделать своими руками из старого двигателя и металлической столешницы. Если у вас есть необходимое количество форм и лишняя пара рук, за день можно изготовить около 150 керамзитобетонных блоков. За один рабочий цикл станок производит от 1 до 4 блоков. А если собрать бригаду из нескольких рабочих, то количество может увеличиться примерно в 2 раза. Блоки можно сделать без оборудования, главное подобрать вместительную емкость для замеса и разлить по формочкам. Сами формы для керамзитобетонных блоков могут быть из металла, пластика, дерева (крепятся уголками из металла, также можно обшивать изнутри).Для образования пустот в блоках некоторые мастера используют пластиковые бутылки, наполненные водой. При замешивании раствора сначала берется точное количество воды. Смешиваются песок, цемент и керамзит, песок, а затем вводятся жидкие вещества (вода, пластификаторы). По внешнему виду смесь должна получиться размягченным пластилином. Сушка керамзитобетонаЗавершающим этапом изготовления блоков из керамзитобетона является сушка готовой продукции. Это занимает около 2 дней. Во влажную погоду скала увеличивается. Затем блоки укладываются на поддоны в ряд по 3-4 штуки. Готовые блоки нельзя подвергать воздействию солнечных лучей и дождя; лучше держать их под навесом. Вводятся в эксплуатацию через 1-1,5 недели после изготовления. Оптимальный вариант – сушить месяц. Перед укладкой блоки очищаются от шероховатостей и неровностей. Себестоимость керамзитобетонных блоков своими рукамиПо некоторым оценкам, ориентировочная цена керамзитобетонных блоков составит около 20 рублей.Для сравнения: цена готовой продукции около 80 рублей. Экономия, как говорится на лицо. Международный журнал инженерного менеджмента и прикладных наукМеждународный журнал новейших технологий в области инженерии, менеджмента и прикладных наук – IJLTEMASМеждународный журнал новейших технологий в машиностроении, менеджменте и прикладных науках (IJLTEMAS) – это ежемесячный рецензируемый международный журнал по инженерным наукам, менеджменту и прикладным наукам с минимальными затратами на обработку.Мы обеспечиваем отличную платформу для обмена мнениями между исследователями, широко заинтересованными в области инженерии, менеджмента и прикладных наук.
Научно-исследовательское и инновационное обществоОбщество исследований и научных инноваций (RSIS International) – ведущее международное профессиональное некоммерческое общество, которое способствует прогрессу исследований и инноваций посредством международных конференций, дискуссий, семинаров и публикации профессиональных международных онлайн-журналов, информационных бюллетеней и проведения исследований и инноваций. на международном уровне. Прием заявок ноябрь 2021 г.Международный журнал новейших технологий в инженерии, менеджменте и прикладных науках – IJLTEMAS приглашает авторов / исследователей предложить свои исследовательские работы в области инженерии, менеджмента и прикладных наук. Все заявки должны быть оригинальными и содержать соответствующие результаты исследований в области инженерии, менеджмента и прикладных наук. Мы нацелены на качественную исследовательскую публикацию и предоставляем читателю достоверные исследования. Правила подачи заявок
Почему открытый доступ?Журналы с открытым доступомдоступны бесплатно в Интернете для немедленного открытого доступа во всем мире к полному содержанию статей, отвечающих интересам основных исследователей.Каждый заинтересованный читатель может бесплатно читать, скачивать или потенциально распечатывать статьи в открытом доступе! Мы приглашаем подавать документы превосходного качества только в электронном (только .doc) формате. Блоки стеновые керамзитобетонные / керамзитобетонные с пазом-гребнем “БИТЭК” купить в Global Rus TradeБлок “БИТЭК” – изобретение 21 века, запатентовано в 2012 году и полностью соответствует духу раз. Он экономичен, экологичен и долговечен.ЗНАЧИТЕЛЬНОЕ СНИЖЕНИЕ РАСХОДОВ Стена из блоков в несколько раз легче и тоньше кирпичной. * Экономия на фундаменте около 50%; * В 3-4 раза меньше затрат на отопление по сравнению с домами из кирпича; * Снижение стоимости перевозки стройматериалов в 2 раза за счет уменьшения объема транспорта. МИНИМАЛЬНАЯ ОБРАБОТКА * Высокая скорость возведения стен. * Наличие паза-гребня, четких геометрических размеров и продуманной номенклатуры блоков позволяет использовать персонал более низкой квалификации.* Нет необходимости во внешней обработке стен. ПОВЫШЕНИЕ АРХИТЕКТУРНОГО ВЫРАЖЕНИЯ ОБЪЕКТА ДА ЗДАНИЯ * Разнообразные декоративные текстуры лицевой поверхности блоков. * Минимальные затраты на ремонт фасада в эксплуатационный период. Максимальные тепловые потери здания (30-40%) приходятся на его стены. Наиболее распространенное решение этой проблемы – их утолщение, и как следствие утяжеление. Кроме того, способность стен оставаться сухими и сохранять тепло на протяжении всего срока службы здания является одним из ключевых факторов, влияющих на энергопотребление и, следовательно, на экономическую эффективность здания.По мнению ведущих специалистов отрасли, мы нашли оптимальное решение – простое и эффективное. Стеновые блоки с пазом-пазом «БИТЭК» – принципиально новый вид стеновых изделий промышленного назначения. Блоки изготовлены методом вибролитья из сверхлегкого инкапсулированного керамзита. СТРУКТУРА АППАРАТА * Внутренняя часть агрегата имеет гладкую текстуру, готовую к отделке. Этот тонкий слой керамзитобетона (толщиной 5-8 мм) намного плотнее основного слоя (800 кг / м³). * Далее идет основной слой инкапсулированного керамзита плотностью 350-450 кг / м³.Это двухкомпонентная система на основе легкого заполнителя (керамзита) и цемента. Материал отличается низким расходом цемента, имеет ячеистую структуру, прочность которой обеспечивается контактами оболочек высокопрочного вяжущего состава. * Наружный слой представляет собой готовое фасадное покрытие с фактурной декоративной поверхностью толщиной 60-70 мм и плотностью 700 кг / м³. Наружная внешняя поверхность блока имеет фактурную поверхность, имитирующую кирпичную кладку, различные виды природного камня, искусственные рельефные украшения и т. Д., более 12 вариантов. По запросу может быть оформлен блок с необходимой накладной. Возможна окраска на производстве или после завершения кладки и заделки швов. Кроме того, лицевую поверхность можно окрасить в массе. * По объему один блок равен 16 стандартным кирпичам. Он весит 15,5 кг. Это в 4 раза легче, чем вес кирпичей того же объема. * Блоки уложены в одноцепочечную цепочку. Блоки, уложенные на пенопласт, обеспечивают максимальную прочность стены на несколько часов.Это дает возможность не ограничивать продуктивность бригады каменщиков при кладке стены с технологическими перебоями. * После завершения кладки не требуется дополнительной обработки наружных стен. Наружная поверхность стены окрашивается краскопультом или другим традиционным методом. Внутренняя часть стены не требует оштукатуривания – наносится только шпатлевка с последующей покраской или оклейкой обоями. Выпускается 18 видов продукции, что исключает массовую модификацию блоков на строительной площадке.Стыковка стеновых блоков пенопластом – современный, признанный, чистый, быстрый, удобный, практически всесезонный (выше -5 градусов), экономичный способ укладки. Основными разрушающими факторами для пенополиуретана являются ультрафиолетовое излучение и высокая температура (выше 90 градусов). Использование пенополиуретана для соединения блоков Bitec с последующим выравниванием внешних швов и заполнением внутренней поверхности стены позволяет полностью исключить проникновение даже минимальных доз ультрафиолетового излучения, а также нормативную эксплуатацию зданий. не допускает повышения температуры внутри стеновой конструкции выше 90 ° С.В этом идеальном режиме срок службы клея для пенополиуретана внутри нашей стеновой конструкции практически неограничен. Во время огневых испытаний нашей стеновой конструкции под нагрузкой в течение 4 часов и температурой в камере 1200 градусов температура внешней поверхности стены составила 40 градусов. При этом повреждений с последующим увеличением нагрузки не произошло, за исключением отслоения нескольких лицевых частей. После вскрытия конструкции выяснилось, что пострадала только одна из двух полос полиуретанового клея, которая находится ближе к внутренней поверхности и источнику нагрева – она распалась примерно наполовину.Ведущий мировой производитель Macroflex выпустил специальный клей для пенополиуретана для соединения кладочных материалов: блоков, кирпича и т. Д. Например, в Германии пористые блоки «Porotherm» (производитель «Vineberger») также наносятся на пенополиуретан. Физические свойства строительных блоков из заполнителя конопли и цементного вяжущего, производимых на линии по производству вспученной глины (вибропрессование)[1] А.Эврард, А. Де Херде, Гигротермические характеристики стенок извести и конопли J Build Phys, 34 (2010) 5–25. DOI: 10.1177 / 174425 [2] Р.Беван, Т. Вулли, Строительство из конопли извести: Руководство по строительству с использованием композиций из конопли извести. BRE Books, Гарстон, (2008). [3] Ф.Колле, С. Прето, Экспериментальное исследование способности удерживать влагу у напыленного конопляного бетона. Constr Build Mater. 36 (2012) 58–65. DOI: 10.1016 / j.conbuildmat.2012.04.139 [4] П.Дейли, П. Рончетти, Т. Вулли, Биокомпозитная известь из конопли в качестве строительного материала Агентство по охране окружающей среды, Ирландия (2010). [5] П.Гле, Э. Гурдон, Л. Арно, Акустические свойства материалов из растительных частиц с несколькими масштабами пористости. Appl Acoust. 72 (2011) 249–259. DOI: 10.1016 / j.apacoust.2010.11.003 [6] Л.Арно, Э. Гурли, Экспериментальное исследование параметров, влияющих на механические свойства конопляных бетонов, Constr Build Mater 28 (2012) 50-56. DOI: 10.1016 / j.conbuildmat.2011.07.052 [7] Гл.Гросс, П. Уокер, Стеллажные характеристики деревянных каркасов и стен из пеньковой извести, Constr Build Mater, 66 (2014) 429–435. DOI: 10.1016 / j.conbuildmat.2014.05.054 [8] Л.Курар, А. Даримон, А. Луи, Л. Мишель, Минерализация биоматериалов: влияние на свойства цементной смеси. Вестник Ясского политехнического института, Строительство. 54 (2011) 1-14. [9] Л.Ф. Ма, Х. Ямаути, Р.О. Пулидо, Ю. Тамура, Х. Сасаки, С. Каваи, Производство цементно-стружечных плит из дерева и других лигноцеллюлозных материалов: взаимосвязь между гидратацией цемента и механическими свойствами цементно-стружечных плит. Древесно-цементные композиты в Азиатско-Тихоокеанском регионе. 13-23 (2010). DOI: 10.3403 / bsen634 [10] Н.Штевулова, Л. Кидалова, Я. Цигасова, Я. Юнак, А. Сичакова, Э. Терпакова, Легкие композиты, содержащие стебли конопли. Разработка процедур. 65 (2013) 69–74. DOI: 10.1016 / j.proeng.2013.09.013 [11] М.Bołtryk, E. Pawluczuk, Свойства легкого цементного композита с экологическим органическим наполнителем. Constr Build Mater. 51 (2014) 97–105. DOI: 10.1016 / j.conbuildmat.2013.10.065 [12] ГРАММ.Балчюнас, И. Пундиене, Л. Лекунайте-Лукошюне, С. Вейелис, А. Корякинс, Влияние минерализации заполнителя костры конопли на физико-механические свойства и структуру композита с вяжущим материалом. Ind. Crops Prod. 77 (2015). DOI: 10. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||