ИЖ-250П Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Токарный станок ИЖ-250 – легендарное детище советского завода ИЖМАШ. Агрегат проектировался для выполнения широкого спектра токарных работ. Интересен тот факт, что машина выпускалась в нескольких модификациях, которые представлены ниже:
- ИТВМФ1 – агрегат, опционально укомплектованный числовыми индикаторами, повышающими удобство работы за станком и точность операций.
- ИТВМ.03 – модель, в которой увеличено межцентровое расстояние для более удобной обработки заготовок нестандартного формата.
- ИТПМ – техника, актуальная при выполнении тех операций, где точность не важна.
Сведения о производителе токарно-винторезного станка ИЖ-250П
Производитель токарно-винторезного станка модели ИЖ-250П — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный, Ø 270 - 1И611ПМФ3
— станок токарный повышенной точности с ЧПУ, Ø 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный, Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный, Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный, Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный, Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный, Ø 300 - 250-ИТП (ИЖ 250-ИТП)
— станок токарно-винторезный повышенной точности универсальный, Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный, Ø 300 - 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1
01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности, Ø 300 - 250ИТВМ Ф2
— станок токарный высокой точности с оперативной системой управления ОСУ, Ø 320 - 1711ИФФ3
— станок фрезерный вертикальный с ЧПУ и АСИ, 300 х 230 - 1715ИФФ3
— станок фрезерный горизонтальный с ЧПУ и АСИ, Ø 320 - 1336м
— станок токарно-револьверный, Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальный, Ø 400 - ИЖ-250
— станок токарно-винторезный универсальный, Ø 250 - ИЖ-250П
— станок токарно-винторезный повышенной точности, Ø 250 - ИТ-42
— станок токарный с ЧПУ, Ø 320 - ТП500Ф3, ТП1000Ф3
— станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
 01, 250ИТВМ.03, 250ИТВМ Ф1
01, 250ИТВМ.03, 250ИТВМ Ф1Назначение ИЖ 250
Токарный станок по металлу ИЖ 250 обеспечивает высококачественное исполнение заключительных операций. Чтобы произвести точение, не требующее большой точности, и, оказывающее солидные нагрузки на станок, стоит выбрать другую модификацию оборудования – 250 ИТП. Для удовлетворения спроса Ижмаш выпустил несколько модернизированных вариантов ИЖ 250:
Для удовлетворения спроса Ижмаш выпустил несколько модернизированных вариантов ИЖ 250:
- ИЖ 250 ИТВМ.03 имеет большее расстояние между центрами, позволяющее легко обрабатывать детали нестандартной формы.
- ИЖ 250 ИТВМФ1 – агрегат, имеющий цифровой индикатор, что повышает удобство, точность и эффективность работы.
- ИЖ 250 ИТПМ используется для токарных операций невысокой точности.
ИЖ-250П Токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезный станок повышенной точности ИЖ-250П создан на базе модели ИЖ-250 — станка нормальной точности.
Основным отличием станка ИЖ-250П от базовой модели — конструция подшипников шпинделя: вместо роликовых шпиндельных подшипника на станке установлены бронзовые разрезные регулируемые подшипники скольжения.
Станки токарно-винторезные моделей ИЖ-250П предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250ПП имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250П
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250П:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1

Основные технические характеристики токарно-винторезного станка ИЖ-250П
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1963 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка ИЖ-250П
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16. .2000 об/мин
 .2000 об/мин
.2000 об/минПодачи и резьбы токарно-винторезного станка ИЖ-250П
- Пределы продольных подач — 0,07..2,17 мм/об
- Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Технические данные
Токарно-винторезный станок 250ИТВМ разрабатывался с целью обработки небольших по размерам заготовок. Технические характеристики станка полностью обуславливают его сферу применения, паспорт этой установки можно обнаружить в небольших мастерских, школьных классах, приборостроительных цехах.
Скачать паспорт (инструкцию по эксплуатации) станка 250ИТВМ
Модель способна гарантировать высокую точность выполняемых операций, если мастер выполняет финишную подгонку либо получистовую процедуру. При осуществлении грубой технологической обработки механизмы токарного станка подвергаются максимальным нагрузкам, что существенно снижает точность. Решением станет применение для этих работ улучшенной модификации этой серии.
Решением станет применение для этих работ улучшенной модификации этой серии.
Токарный станок ИЖ 250ИТВМ технические характеристики:
- Допустимая длинна заготовки – 500 мм.
- Максимальная величина диаметра обрабатываемого изделия – 240 мм.
- Используемый пруток (располагается в патроне) – до 24 мм.
- Сечение резца – 16х16 мм.
- Конечная часть шпинделя – 4.
- Частота вращения главного привода – 50-2500.
- Показатель точности по ГОСТу – модель относится к классу «В», точность высокая.
- Общий вес конструкции составляет 1180 кг.
Габариты рабочего пространства токарного станка ИЖ-250П
Габариты рабочего пространства токарного станка ИЖ-250П
Шпиндель токарного станка ИЖ-250П
Станина токарного станка ИЖ-250П
Общий вид токарно-винторезного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Расположение органов управления токарно-винторезным станком ИЖ-250П
Расположение органов управления токарно-винторезным станком ИЖ-250П
Перечень органов управления станком ИЖ-250П
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска «Назад»
- Кнопка пуска «Вперед»
- Кнопка «Стоп»
- Включение станка в сеть
- Включение охлаждения
Схема смазки токарно-винторезным станком ИЖ-250П
Технические параметры оборудования
Токарный станок обладает рядом конструкционных особенностей:
- оборудован специальным механизмом, позволяющим производить точение, и одновременно защищать рабочие узлы от перегрузок;
- в процессе работы происходит автоматическая смазка ходового винта;
- скорость движения шпинделя и подачи может меняться в обширном диапазоне;
- для замены ремней шпиндельный узел разбирать не нужно;
- резцовая головка очень точно и прочно зафиксирована, что позволяет добиться высоких точностных показателей резьбы;
- изменение типов резьбы производится благодаря универсальности коробки передач, а не путем замены шестерней.

Корпус станка произведен из прочной разновидности чугуна, а направляющие отшлифованы и закалены с применением высокочастотных токов.
Управление подачей на представленном токарном агрегате осуществляется с использованием ручки и производится по принципу, когда ее движение совпадает с перемещением подающего элемента.
В таблице приведены технические характеристики токарно-винторезного станка ИЖ-250.
Конструкция основных узлов токарного станк ИЖ-250П
ИЖ-250П Передняя бабка токарного станка
Передняя бабка токарно-винторезного станка ИЖ-250П
ИЖ-250П Фрикционная муфта и тормоз редуктора токарного станка
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250П
ИЖ-250П Коробка подач токарного станка
Коробка подач токарно-винторезного станка ИЖ-250П
Технические характеристики токарно-винторезного станка ИЖ-250П
| Наименование параметра | ИЖ-250 | ИЖ-250П | 1И611п | 250итвм |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16. .2000 .2000 | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть | |
| Подачи | ||||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07. .2,17 .2,17 | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть | есть |
| Выключающие поперечные упоры | нет | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет | нет |
| Резцовые салазки | ||||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 | 1 |
| Задняя бабка | ||||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | ||
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1570 | 1180 | 1180 |
- Токарно-винторезный станок повышенной точности ИЖ250П. Руководство к станку, Ижмаш, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
 Руководство к станку, Ижмаш, 1963
Руководство к станку, Ижмаш, 1963Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
 Способы нарезания многозаходных резьб на токарном станке
Способы нарезания многозаходных резьб на токарном станкеГлавная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Преимущества 250 ИТВМФ1
Наиболее востребован в современных условиях 250 ИТВМФ1 благодаря дополнительному цифровому индикатору. Она гарантирует высокую продуктивность без потери качества. Индикатор позволяет ускорить измерение геометрии обрабатываемой детали и выполнить примерный проход.
Точность размеров составляет от 0,1 до 100 мкм. А также оператору не нужно помнить количество оборотов лимба, самостоятельно, и порой вручную, определять характеристики и параметр. Станок автоматически компенсирует небольшие проблемы взаимодействия собственных деталей, износ режущих частей.
Станок автоматически компенсирует небольшие проблемы взаимодействия собственных деталей, износ режущих частей.
Чтобы считать поперечные передвижения с высокой точностью – до 0,005 мм/об – станок оснащён механизмом-верньером. Ходовой винт соединяется напрямую с гитарой без участия коробки передач.
Модификации ИТВ соответствуют по ГОСТ 8-82 классу точности В, станки ИТП – П.
Строение ИЖ 250ИТВМФ1
Токарный станок ИЖ 250: технические характеристики, обзор
В конце первой половины прошлого столетия заводом ИЖМАШ начал выпускаться токарный станок ИЖ 250. Выпускавшийся в трех модификациях агрегат предназначен для осуществления различных токарных операций на индивидуальном и промышленном производстве. Конструкция устройства предусматривает установку обрабатываемых болванок в таких зажимах: центры, кулачковые патроны или цанга. Предназначается для работы с небольшими заготовками и используется на заводах, специализирующихся на производстве приборов и инструментов. Высокая точность работ, выполняемых агрегатом, будет обеспечиваться наиболее продолжительное время, если его применять при завершающих операциях. Иные работы лучше производить на станках других моделей.
Высокая точность работ, выполняемых агрегатом, будет обеспечиваться наиболее продолжительное время, если его применять при завершающих операциях. Иные работы лучше производить на станках других моделей.
- Токарный станок ИЖ 250: технические характеристики
- Какие задачи решает агрегат?
- Технические характеристики модификаций
- Конструктивные особенности
Токарный станок ИЖ 250: технические характеристики
Согласно паспорту, устройство обладает следующими характеристиками:
- вес – 1180 кг;
- габариты – 179х81х140 см;
- точность по ГОСТ – В;
- диаметр обрабатываемой болванки над станиной в максимальном значении – 24 см;
- диаметр обрабатываемой болванки над резцедержателем в максимальном значении – 16,8 см;
- диаметр устанавливаемой болванки над станиной в максимальном значении – 30 см;
- длина болванки в максимальном значении – 50 см;
- диаметр обрабатываемого прутка в максимальном значении – 2,4 см;
- сечение резца в максимальном значении – 1,6х1,6 см;
- передвижение пиноли в максимальном значении — 8,5 см;
- количество оборотов главного вала – 25-2500 об/мин.

Какие задачи решает агрегат?
Устройство представлено в трех модификациях, имеющих некоторые различия:
- Модель ИТВМФ1 – имеет в комплектации индикаторы чисел, обеспечивающие большую точность и удобство проводимых операций.
- Модель ИТВМ03 – расстояние между центрами увеличено для обеспечения удобства работы с нестандартными заготовками.
- Модель ИТПМ – предназначена для работ при повышенных нагрузках на узлы и не обладает повышенной точностью.
Индикация цифрового типа, представленная в модели ИТВФ1, повышает производительность, поскольку при работе не требуется предварительное измерение заготовок и исключаются прочие расчеты, такие как фиксирование в памяти или на бумаге количество оборотов лимба. Кроме того, данная система позволяет компенсировать износ инструментов и неточности механизмов установки, что не требует человеческого контроля.
Нониус, предусмотренный конструкцией, позволяет производить точный отсчет поперечных передвижений до 0,005 мм/об.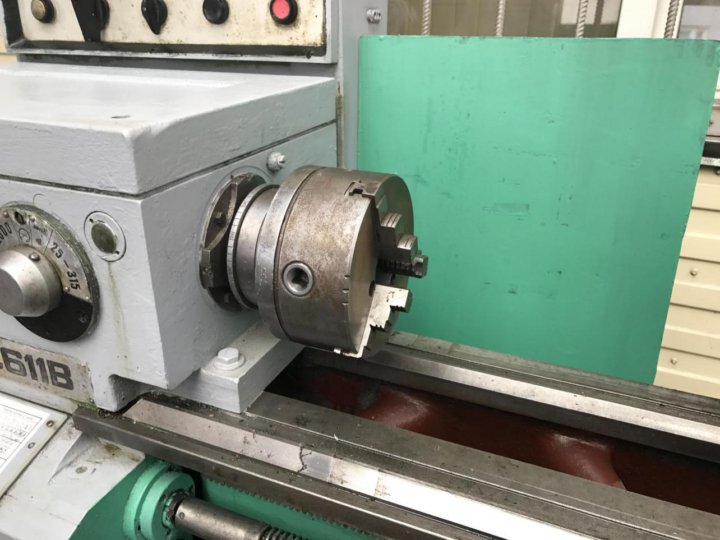
Ручные и механические подачи резцедержателя, продольные и поперечные, нарезка резьб под воздействием ходового винта, обеспечивается закрытым фартуком установки. Все подачи управляются одним рычагом, чье положение соответствует направлению перемещения суппорта. Ходовой винт и валик одновременно запускаться не могут, благодаря встроенному устройству блокировки.
Технические характеристики модификаций
Согласно паспорту, модификации установки ИЖ 250 имеют следующие характеристики:
- вес: ИТПМ – 1180 кг; ИТВМ03 – 1040 кг; ИТВМФ1 – 1290 кг;
- габариты: ИТПМ – 179х81х140 см; ИТВМ03 – 200,5х81х140 см; ИТВМФ1 – 179х95,5х158 см;
- точность по ГОСТ: ИТПМ – П; ИТВМ03 – В; ИТВМФ1 – В;
- диаметр обрабатываемой болванки над станиной в максимальном значении: для всех моделей – 24 см;
- диаметр обрабатываемой болванки над резцедержателем в максимальном значении: для всех моделей – 16,8 см;
- диаметр устанавливаемой болванки над станиной в максимальном значении: для всех моделей – 30 см;
- длина болванки в максимальном значении: для всех моделей – 50 см;
- диаметр обрабатываемого прутка в максимальном значении: для всех моделей – 2,4 см;
- сечение резца в максимальном значении: для всех моделей – 1,6х1,6 см;
- передвижение пиноли в максимальном значении: для всех моделей — 8,5 см;
- количество оборотов главного вала: для всех моделей – 25-2500 об/мин.

Конструктивные особенности
Токарная установка обладает следующими особенностями конструкции:
- ходовой винт, при произведении токарных работ, смазывается автоматически;
- подачи и обороты вала имеют большой интервал, что обеспечивает операции лучшей производительностью, а обработанную поверхность большим качеством;
- особый механизм остановки агрегата, установленный в фартуке, обеспечивает жестким упором оборудование при работе и защищает коробку подач от перегрузок;
- беззазорная сцепка, которой зафиксирована резцовая головка, повышает точность установки и жесткость;
- роботизированный принцип, управляющий скоростями главного вала, обеспечивает предварительную подготовку следующего запуска нового вида работ в определенный момент. Такая подготовка осуществляется еще во время работы;
- особая конструкция механизмов главного вала позволяет легко производить замену приводных ремней;
- универсальность механизмов коробки подач позволяет производить нарезку любых резьб, не заменяя зубчатых колес гитары;
- рабочая поверхность основания станка изготовлена из хромоникелевого чугуна, направляющие закалены высокочастотными токами и отшлифованы;
- подачи управляются мнемоническим образом при помощи одной рукояти.

Нюансы эксплуатации
Неотъемлемой частью механизмов установки являются система ремней клиновых и поликлиновых, электрический двигатель 3 кВт и редуктор, имеющий 12 скоростей, которые переключаются маховиком, связанным с селекторными дисками.
Маховик поворачивается, создавая необходимую комбинацию отверстий, в которые устанавливаются рычажные фиксаторы, обеспечивающие сцепление блоков различных зубчатых колес и их своевременное переключение. Для приостановки зубчатых колес оттягивается рычаг управления, эта операция производится после выбора нужной скорости, а после необходимые блоки зацепляются.
Механизм закрытого фартука отвечает за осевые и перпендикулярные подачи резцедержателя, как при ручном, так и при механическом управлении, и за нарезку резьб, при задействовании ходового винта. За осуществление прочих токарных работ отвечает ходовой валик.
Блокировочный механизм, установленный в фартуке, предотвращает одновременный запуск подач, осевых и перпендикулярных, и ходовых валика и винта. На передней части фартука расположен рычаг управления подачами. При работе с устройством стоит обратить внимание на такие моменты:
На передней части фартука расположен рычаг управления подачами. При работе с устройством стоит обратить внимание на такие моменты:
- Некоторые модели не предусматривают использование редуктора. Настройка скорости главного вала в таких моделях производится переключением скорости вращения электрического двигателя, мощностью 5,5 кВт.
- Подключение к сети осуществляется пакетным переключателем.
- Для обеспечения работы устройства требуется напряжение в 380В и трехфазная сеть.
Электрической схемой установки предусмотрена защита от перегрева. Срабатывая во время работы, система отключает двигатели только после ее завершения. Вращения главного вала возобновляются не раньше возврата переключателя теплового реле в начальное положение.
Наличие плавких предохранителей защищает систему от коротких замыканий. Двигатели защищены от перегрузок тепловыми реле, а нулевая защита электросхемы осуществляется пускателем.
Видео: токарный станок ИЖ-250.
 youtube.com/embed/TFWoD1Pj3jg” frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/TFWoD1Pj3jg” frameborder=”0″ allowfullscreen=”allowfullscreen”> Republished by Blog Post Promoter
Магазинная пружинная пневматическая винтовка ИЖ-61: Часть 2
Автор Tom Gaylord
Автор: B.B. Pelletier
Магазинная пневматическая винтовка ИЖ-61 с боковым рычагом.
Часть 1
История пневматического оружия
В этом отчете рассматриваются:
Но сначала
Скорость
Где смазывать
Руководство неправильно?
Винтовка смазана!
Как быстро
RWS Basic
Обсуждение
Загрузка клипа
Соколы
Но подождите
Почему бы не сделать и то и другое?
Где это нас оставляет?
Другая обойма
Обсуждение 2
Усилие спуска
Усилие взведения
Резюме
Сегодня постреляю из карабина ИЖ-61 и посмотрю, какую скорость он развивает. Здоровый 61 должен делать около 500 кадров в секунду. с более легкими (7-гранными) пулями. Поскольку у меня две винтовки, с этого момента я буду стрелять только из одной. Это будет тот, который я показывал вам в первой части — тот, который был принят 26 ноября 2005 года.
Поскольку у меня две винтовки, с этого момента я буду стрелять только из одной. Это будет тот, который я показывал вам в первой части — тот, который был принят 26 ноября 2005 года.
Но сначала
Прежде чем я начну тест, я должен вам кое-что сказать. Я уже несколько раз говорил вам, что моя память уже не та, что раньше. Очевидно, его функция заменяется моим забывателем, который очень активен и очень хочет стереть мой жесткий диск.
В первой части я сделал следующее заявление.
«К сожалению, после последнего выстрела затвор все еще застревает в последнем патроннике для пули, поэтому для снятия обоймы приходится снова взводить винтовку. Или вы можете просто оставить пустую обойму в ствольной коробке до тех пор, пока не захотите снова стрелять, и вам не потребуется стрельба вхолостую».
Читатель Василий З. из Буэнос-Айреса прокомментировал следующее.
«Хотя я читаю блог каждый день, редко комментирую. Я хочу отметить, что, по крайней мере, в моем 61-м (купленном здесь, в Буэнос-Айресе, около десяти лет назад; они больше не импортируются), с правой стороны есть подпружиненный серебряный рычаг, своего рода серебряный треугольник, который позволяет затвор втягивается без взведения затвора. На самом деле, когда вы нажимаете на этот рычаг, болт отскакивает назад, так как для этого он подпружинен. Таким образом, вы можете затем нажать на верхний рычажок и вынуть зажим, не используя боковой рычажок».
На самом деле, когда вы нажимаете на этот рычаг, болт отскакивает назад, так как для этого он подпружинен. Таким образом, вы можете затем нажать на верхний рычажок и вынуть зажим, не используя боковой рычажок».
Ну конечно же он прав! Вот так работает винтовка и вот так извлекается пустая обойма. Позвольте мне показать вам,
Рычаг или кнопка, которая освобождает затворную раму (стрелка), находится вперед, удерживая обойму в действии.
Нажатие верхней части серебряной кнопки вперед освобождает затворную раму, оттягивая затвор назад и из зажима. Теперь клип можно снять с приемника.
Вид справа, показывающий то же самое. Перевозчик вперед.
Задний багажник.
Спасибо Василий. Вы вернули поезд на рельсы!
Скорость
Чтобы проверить скорость пружинно-поршневого пневматического ружья, сначала необходимо убедиться, что уплотнение поршня смазано. Если обтюратор синтетический, ему достаточно одной-двух капель, а если кожаный, его необходимо пропитать, чтобы смягчить и сохранить кожу.
Если обтюратор синтетический, ему достаточно одной-двух капель, а если кожаный, его необходимо пропитать, чтобы смягчить и сохранить кожу.
Я не знал, какой тип уплотнения у 61-го, поэтому я обратился к подробному ресурсу по пневматическому оружию — Ebay! Не смейтесь! Если поискать там сальники поршня ИЖ-61, то обнаружится, что те же, что подходят и к 60, и к 61, подходят и к ИЖ МП512, МП514К, ИЖ 53 и 53М. А пломбы, которые они называют «оригинальными», — синтетические. На самом деле, я считаю, что компания «Байкал» продает как уплотнения, так и целые стальные поршни с уплотнениями прямо на Ebay!
Также имеется кожаный сальник поршня ИЖ-61. Он продается как специальное манжетное уплотнение поршня. Его продает российский дилер из Ижевска, который называет себя izzygear, что говорит мне о том, что он хорошо связан с мировым сообществом пневматического оружия, а также довольно хорошо говорит и понимает по-английски. Я не удивлюсь, если узнаю, что он читает этот блог! Наверное, это кто-то на заводе ИЖ.
Суть в том, что два моих новых старых стоковых 61-го имеют синтетические уплотнения поршня, и поэтому масла нужно всего несколько капель. Но куда его поставить?
Куда смазывать
Итак, последний совет — нажать вперед на верхнюю часть серебристой кнопки спуска затвора с правой стороны затвора. Вот что происходит с воздушным транспортным портом, когда вы это делаете.
Сняв зажим, вы можете видеть, как болт проходит через него, когда он направлен вперед.
Если вы посмотрите на винтовку сбоку, то увидите, что поршень не совпадает со стволом. Это ниже. Сжатый воздух, создаваемый поршнем, должен проходить вверх к казенной части, входя вокруг узкого наконечника затвора внутри заднего конца ствола. А теперь я хотел бы отметить, что я единственный, кто называет затвором ту часть, которая скользит вперед и назад и толкает пулю из обоймы в казенную часть. Во всем мире это называется по-разному, но болт, похоже, не входит в их число.
Итак, отодвиньте «затвор» назад и закапайте масло в заднюю часть ствола дулом, направленным чуть вниз, и мушкой, торчащей вверх. Вы пытаетесь заставить масло течь в крошечное отверстие для воздуха в нижней задней части затвора. На самом деле, это именно то, что написано в руководстве, написанном американцами — не то, чтобы я когда-либо читал руководства или говорил кому-либо следовать им!
Руководство неверно?
Но я укажу на то, что, как мне кажется, написанное американцами руководство (от EAA) ошиблось. Они говорят использовать масло с высокой температурой воспламенения для уплотнения поршня. Это было бы правильно для мощного пружинно-поршневого пневматического ружья. Однако вам не нужно делать это с 500 кадрами в секунду. пружинно-поршневой пистолет! Используйте обычное бытовое масло, потому что оно работает так же хорошо, и нет опасности детонации в таком слабом пружинном пистолете. Силиконовое масло винтовке не повредит, но и 3-в-одном тоже.
Винтовка смазана!
В первой части я говорил вам, что механизм подачи магазина был сомнительным, когда я получил винтовку. Смазка, о которой я писал в первой части, повысила надежность до 90 процентов. Когда я писал этот отчет, я смазывал винтовку со всех сторон, и теперь она работает и надежно питается все время. Это 100 процентов — или почти так, как вы узнаете! Помните — он был сделан еще в 2005 году и простоял без дела около 15 лет. Масла, которые применялись тогда, немного загустели и склеились, что вызвало проблемы, о которых я упоминал, но все, что требовалось, это свежее масло, и детали моментально вернулись к жизни!
Насколько быстро
Теперь давайте посмотрим на скорость. Я ждал до сих пор этого самого момента. Я знаю, что винтовка стреляет нормально, но я понятия не имею, насколько быстро она стреляет. Мы обнаружим это вместе!
RWS Basic
Пуля RWS Basic весит 7 гран. Это должно дать нам хорошее представление о потенциальной скорости. Я выстрелил в 10 из них, используя один и тот же магазин для всех 10. Это будет пять, за которыми следуют вторые пять. Позвольте мне показать вам строку.
Я выстрелил в 10 из них, используя один и тот же магазин для всех 10. Это будет пять, за которыми следуют вторые пять. Позвольте мне показать вам строку.
Выстрел….Вел
1……..399
2……..399
3……..394
4……..402
5……..421
6……..395
7 ……..366
8……..387
9……..413
10……414
Среднее значение для этой строки составляет 399 кадров в секунду. Но посмотрите на кадры 4 и 5, 9 и 10. Эти четыре кадра сделаны из двух последних камер клипа, и все они были быстрее 400 кадров в секунду. Это были единственные выстрелы, которые сделали это в этой строке.
Крайний разброс увеличился с 366 до 421 кадра в секунду. Это разница в 55 кадров в секунду. При средней скорости основная пуля создавала 2,48 футо-фунта у дульного среза. Давайте сделаем это снова!
Выстрел….Вел
1……..375
2……..392
3……..418
4……..391
5……..426
6……..381
7 ……..398
8……..383
9……..415
10……408
На этот раз скорость варьировалась больше от камеры к камере, но в среднем было одинаковым 399 кадров в секунду. Разброс на этот раз увеличился с 375 до 426 — разница в 51 фпс.
Разброс на этот раз увеличился с 375 до 426 — разница в 51 фпс.
Обсуждение
Я думаю, что происходит несколько вещей. Сначала я думаю, что в поршне слишком много масла. Я мог видеть легкие брызги вокруг казенной части, когда ружье стреляло первые несколько раз. Дальше думаю винтовка обкатывается. До сих пор не успела. И, наконец, я думаю, что камеры в клипе немного отличаются и дают разные скорости. Я скажу, что когда я вдавливал пули в обойму с помощью своего посадочного инструмента, все они вошли с резким хлопком.
Загрузка обоймы
Я втолкнул пули заподлицо в камеры обоймы пальцем, затем вставил их с помощью инструмента для точной посадки — толстой шариковой ручки с втянутым острием. Он был достаточно толстым, чтобы протолкнуть каждую пулю на небольшую долю дюйма в обойму.
Я использовал толстую ручку с убранным концом, чтобы поместить шарики в зажим.
Falcons
Далее мы попробуем купол Air Arms Falcon производства JSB. Соколы весят 7,33 грана, поэтому только по весу они должны стрелять медленнее, чем Basics.
Соколы весят 7,33 грана, поэтому только по весу они должны стрелять медленнее, чем Basics.
Выстрел….Вел
1……..425
2……..424
3……..421
4……..423
5……..412
6……..415
7 ……..423
8……..436
9……..433
10……414
Хорошо, вас это удивляет? Во-первых, Falcons набирали в среднем 422 кадра в секунду. в этой винтовке. Во-вторых, при такой скорости они генерируют 2,9 футо-фунта. В-третьих, разброс увеличился с минимума 412 до максимума 436 — разница в 24 кадра в секунду. Не нужно быть ученым-ракетчиком (без обид, Джейн), чтобы понять, что эта винтовка «любит» эту пулю намного больше, чем Basics.
Но подождите
Да, есть над чем подумать. Следующей и последней пулей стала H&N Finale Match Light, которая весит 7,87 гран — несмотря на название. Интересно, что мы увидим?
Выстрел….Вел
1……..365
2……..357
3……..не зарегистрировал
4…….. пробел — механизм не смог выдвинуть обойму
5……. .420 — ЧТО?
.420 — ЧТО?
6……..415
7……..341
8……..370
9……..383
10……416
11……412
Всего 9кадры, записанные до сих пор в этой строке. Выстрел номер 5 навел меня на мысль, что в банку попала другая пуля, но выстрел 6 положил этому конец. Выстрелы 10 и 11 также намного быстрее. Это опять эффект этих двух больших камер? Потому что вроде бы сходится.
НО — и это большое! У меня все еще была еще одна пуля, чтобы завершить мою цепочку из 10 патронов. Должен ли я выстрелить из патронника на одном конце обоймы, где, как я полагал, она будет стрелять медленно? Или надо использовать патронник на другом конце, где стрелять будет быстрее?
Почему бы не сделать и то, и другое?
Я зарядил патронники с обоих концов обоймы. Первая пуля была выпущена с медленного конца и показала скорость 359 футов в секунду. Используя это как выстрел 10, строка в среднем составляла 384 кадра в секунду. и произвел 2,58 футо-фунта. Минимальное значение было 357, а максимальное — 420 кадров в секунду. — разница 63 к/с.
— разница 63 к/с.
В последней камере было зарегистрировано 392 кадра в секунду, что составляет среднее значение для строки 387 кадров в секунду. Таким образом, несмотря на то, что разница в последних двух выстрелах составила 33 кадра в секунду, разница в средней скорости струны увеличилась только на 3 кадра в секунду, что и происходит со средними значениями. Спред для этой строки такой же, как и раньше. Энергия, зарегистрированная для нового среднего значения, составляет 2,62 футо-фунта.
Что нам остается?
Пока не начинайте изобретать вселенную, в которой будет обитать этот ИЖ-61. Я думаю, вы можете видеть, что прошло слишком мало времени после Большого Взрыва, и все еще не уладилось. Эту винтовку еще нужно обкатать. Но мне все равно любопытно. Я хочу сделать еще две вещи. Во-первых, теперь, когда я произвел в общей сложности 42 выстрела из винтовки, мне интересно, как будет выглядеть еще одна цепочка пуль. Я не думаю, что винтовка слишком любит Основы, так что давайте стрелять Соколами.
Выстрел….Вел
1……..423
2……..437
3……..423
4……..433
5……..438
6……..421
7 ……..423
8……..424
9……..420
10……435
Среднее значение для этой строки составляет 428 кадров в секунду. а разброс идет от 420 до 438 — диапазон 18 кадров в секунду. Предыдущее среднее значение с этой обоймой и пулей составляло 422 кадра в секунду. с разбросом 24 кадра в секунду. Таким образом, эта строка и быстрее, и более последовательна. Пистолет успокаивается, когда он ломается? Возможно, но пока рано об этом говорить.
Другая обойма
Еще я хотел попробовать пулю Falcon с другой обоймой. Для следующей строки использовалась одна и та же обойма для всех 10 кадров, но она отличалась от обоймы, которую я использовал раньше.
Этот зажим имеет одну незакрепленную камеру, из которой пуля продолжала выпадать после ее установки. Мне пришлось приложить особые усилия, чтобы зарядить эту обойму в винтовку так, чтобы пуля не выпала.
После посадки в ручку гранула в четвертой камере продолжала выпадать.
Выстрел….Вел
1……..414
2……..407
3……..430
4……..412
5……..420
6……..433
7……..417
8……..413
9……..418
10……428
Среднее значение для этой строки составило 419 кадров в секунду. Разброс увеличился с 407 до 433 кадров в секунду. — разница 26 к/с.
Обсуждение 2
Я думаю, винтовка прирабатывается. Из всех 62 выстрелов, сделанных сегодня, только один раз обойма не выдвинулась, что привело к холостому выстрелу. Кроме того, клип каждый раз продвигался вперед.
Сможет ли эта винтовка когда-нибудь разогнаться до 500 выстрелов в секунду? Возможно, но я думаю маловероятно. Соколы, вероятно, осядут в 440-х годах, и может быть еще одна дробинка со средней скоростью 10-15 кадров в секунду. быстрее, но я думаю, что это все, на что способна эта винтовка.
Спусковой крючок
Спусковой крючок очень легкий – 1 фунт 8 унций. Тяга одноступенчатая и мягкая. Я не могу сказать, когда винтовка выстрелит. Мне нужно сконцентрироваться при стрельбе из этой легкой винтовки по мишеням, потому что этот непредсказуемый спусковой крючок будет заставлять меня гадать.
Тяга одноступенчатая и мягкая. Я не могу сказать, когда винтовка выстрелит. Мне нужно сконцентрироваться при стрельбе из этой легкой винтовки по мишеням, потому что этот непредсказуемый спусковой крючок будет заставлять меня гадать.
Усилие взведения
Винтовка взводится с усилием 11 фунтов. усилий. В конце хода взвода требуется небольшое дополнительное усилие, чтобы установить спусковой крючок, так что назовите это усилием 14 фунтов. Он чрезвычайно легкий для пружинно-поршневой пневматической винтовки. Означает ли это, что пружина слабая? Я так не думаю. В любом случае, я доволен той скоростью, которую мы имеем сейчас, так что это не имеет значения.
Резюме
Этот ИЖ-46 — пневматическая винтовка, которую нужно любить и много использовать. Он практически просит быть расстрелянным. К сожалению, со всеми тестами, которые я делаю, я не смогу этого сделать. Это отличный маленький плинкер для тех, у кого есть время!
Я с нетерпением жду возможности проверить точность.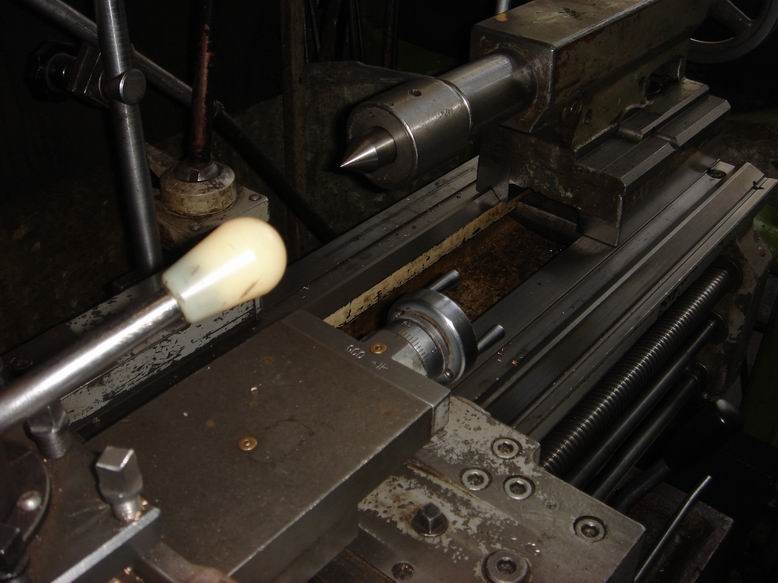
Гараж наемников : май 2021
Итак, один из моих приятелей-курьеров, Алан, вчера прибыл в мастерскую с парой цилиндров от Lambretta GP200 и картером от Lambretta GP150, чтобы обработать их.
Очевидно, установка 200 стволов на 150 гильз является желательной модификацией в кругах Lambretta, но это не совсем операция по закручиванию болтов. Сложность в том, что дно цилиндра 200 (юбка) имеет наружный диаметр 75 мм, а горловина картера 150 имеет диаметр 70 мм. Так что что-то должно дать.
Здравый смысл подсказывает, что правильный способ сделать это – увеличить горловину картера диаметром 70 мм до 75 мм.
Однако картер неправильной формы и довольно большой. Это цельное литье также является маятником, тормозной ступицей, креплением подвески и колесом… э… держателем. Там также есть система передачи «собака знает что».
В любом случае, я предполагаю, что для выполнения операции требуется какое-то специальное приспособление, чтобы удерживать эту штуку, и линейное буровое оборудование. Кроме того, в нижней части рта есть своего рода плечо, которое не позволяет увеличить рот вручную с помощью напильника, что в противном случае я бы определенно сделал.
Кроме того, в нижней части рта есть своего рода плечо, которое не позволяет увеличить рот вручную с помощью напильника, что в противном случае я бы определенно сделал.
В дополнение к этому, увеличение горловины кривошипа уменьшает количество металла вокруг шпилек цилиндра и требует дальнейших модификаций для исправления. В Великобритании есть специалисты Lambretta, которые делают эту операцию, но это понятно дорого. А после Brexit пару месяцев назад этот вид торговли между Великобританией и Ирландией теперь облагается налогами на товары или услуги и дополнительными налогами на доставку, что делает ее непомерно дорогой. Такова жизнь.
Так вот почему мы пошли в гетто.
Как ни странно, УЦИ работало со сбоями, поэтому мы использовали олдскульные циферблатные индикаторы, что еще более гетто. Кажется, что DRO снова работает счастливо. Не знаю.
Вставили 200 стволов в станок и сняли радиус 2,5 мм. Юбки были изготовлены из чугуна, который прекрасно поддается механической обработке и обеспечивает хорошую отделку поверхности. Казалось, что это сработало довольно хорошо, и Алан был доволен готовой продукцией.
Казалось, что это сработало довольно хорошо, и Алан был доволен готовой продукцией.
Теперь, в мою защиту, по словам Алана, этот тип преобразования происходит в Ирландии с 80-х годов, и это произошло потому, что это более надежно, чем расточить ствол 150, чтобы взять поршень 200, который предположительно был хрупким.
Возможно, это не идеальный способ, но он работает.
По словам Михаила Калашникова – “Совершенство – враг хорошего”.
| Это то, что служит картером на скутере. Большая круглая часть спереди – это то место, куда входит кривошип. Большая круглая часть сзади — это тормозная ступица. Я почти уверен, что горизонтальное отверстие – это держатель для напитков. |
Это горловина картера. Легко видеть, что увеличение отверстия на 5 мм поставит под угрозу крепления шпилек цилиндра. |