ИЖ-250П Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка ИЖ-250П
Производитель токарно-винторезного станка модели ИЖ-250П – Ижевский машиностроительный завод “Ижмаш”, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе “Ижмаш” начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы “Леве” с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали “Удмурт”, “Удмурт-2” (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П – станок токарно-винторезный повышенной точности универсальный, Ø 270
- 1И611ПМФ3 – станок токарный повышенной точности с ЧПУ, Ø 320
- 1ИС611В – станок токарно-винторезный высокой точности универсальный, Ø 270
- 95-ТВ (95ТВ) – станок токарно-винторезный, Ø 250
- 95ТС-1 (ИС1-1) – станок токарно-винторезный повышенной точности универсальный, Ø 250
- 161-А, 161-АМ (Удмурт-2) – станок токарно-винторезный универсальный, Ø 350
- 250-ИТВ (ИЖ 250-ИТВ) – станок токарно-винторезный высокой точности универсальный, Ø 300
- 250-ИТП (ИЖ 250-ИТП) – станок токарно-винторезный повышенной точности универсальный, Ø 300
- 250ИТВМ (ИЖ 250ИТВМ) – станок токарно-винторезный высокой точности универсальный, Ø 300
- 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1 – станок токарно-винторезный высокой точности, Ø 300
01, 250ИТВМ.03, 250ИТВМ Ф1 – станок токарно-винторезный высокой точности, Ø 300 - 1711ИФФ3 – станок фрезерный вертикальный с ЧПУ и АСИ, 300 х 230
- 1715ИФФ3 – станок фрезерный горизонтальный с ЧПУ и АСИ, Ø 320
- 1336м – станок токарно-револьверный, Ø 420, Ижевск, Киев
- ИЖ-Т-400 (1623) – станок токарно-винторезный универсальный, Ø 400
- ИЖ-250 – станок токарно-винторезный универсальный, Ø 250
- ИЖ-250П – станок токарно-винторезный повышенной точности, Ø 250
- ИТ-42 – станок токарный с ЧПУ, Ø 320
- ТП500Ф3, ТП1000Ф3 – станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
 01, 250ИТВМ.03, 250ИТВМ Ф1 – станок токарно-винторезный высокой точности, Ø 300
01, 250ИТВМ.03, 250ИТВМ Ф1 – станок токарно-винторезный высокой точности, Ø 300ИЖ-250П Токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезный станок повышенной точности ИЖ-250П создан на базе модели ИЖ-250 – станка нормальной точности.
Основным отличием станка ИЖ-250П от базовой модели – конструция подшипников шпинделя: вместо роликовых шпиндельных подшипника на станке установлены бронзовые разрезные регулируемые подшипники скольжения.
Станки токарно-винторезные моделей ИЖ-250П предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250ПП имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250П
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250П:
- Электродвигатель привода главного движения асинхронный, двухскоростной – 1420/2800 об/мин, мощностью – 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором – 1400 об/мин, мощностью – 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения – 2800 об/мин, мощностью – 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка ИЖ-250П
Изготовитель – Ижевский машиностроительный завод Ижмаш.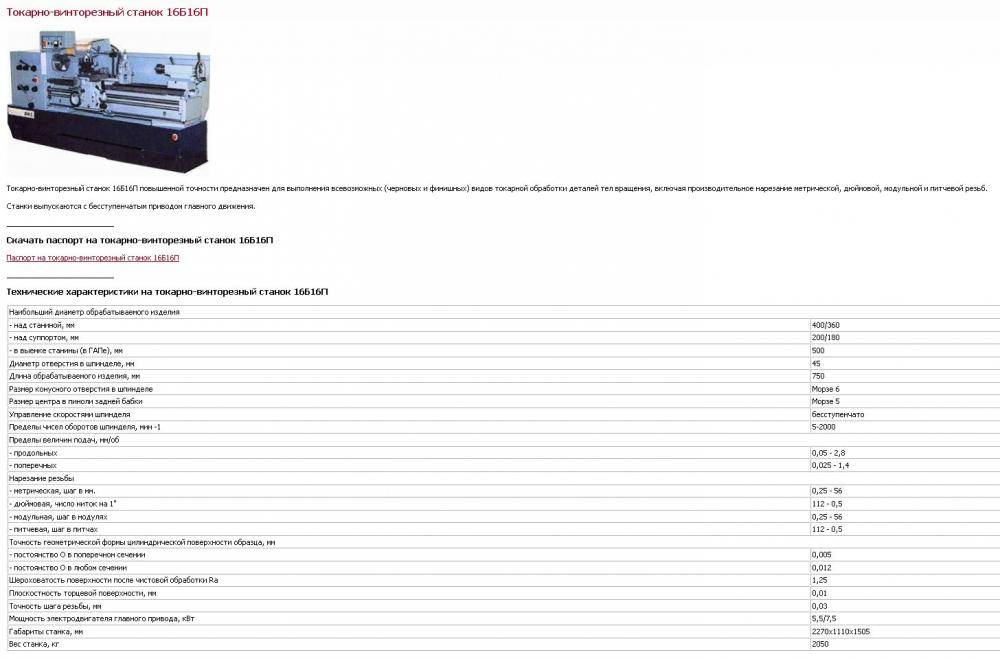 Начало серийного выпуска – 1963 год.
Начало серийного выпуска – 1963 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 125 мм
- Расстояние между центрами – 500 мм
- Высота центров – 150 мм
- Мощность электродвигателя – 2,6/3
- Вес станка полный – 1,5 т
Шпиндель токарно-винторезного станка ИЖ-250П
- Конец шпинделя – резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Диаметр сквозного отверстия в шпинделе – Ø 33 мм
- Наибольший диаметр обрабатываемого прутка – Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) – 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка ИЖ-250П
- Пределы продольных подач – 0,07. .2,17 мм/об
- Пределы поперечных подач – 0,01..1,08 мм/об
- Пределы шагов резьб метрических – (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных – 0,2..6 модулей
- Пределы шагов резьб дюймовых – 24..3,5 ниток на дюйм
 .2,17 мм/об
.2,17 мм/обГабариты рабочего пространства токарного станка ИЖ-250П
Габариты рабочего пространства токарного станка ИЖ-250П
Шпиндель токарного станка ИЖ-250П
Шпиндель токарного станка ИЖ-250П. Смотреть в увеличенном масштабе
Станина токарного станка ИЖ-250П
Станина токарного станка ИЖ-250П. Смотреть в увеличенном масштабе
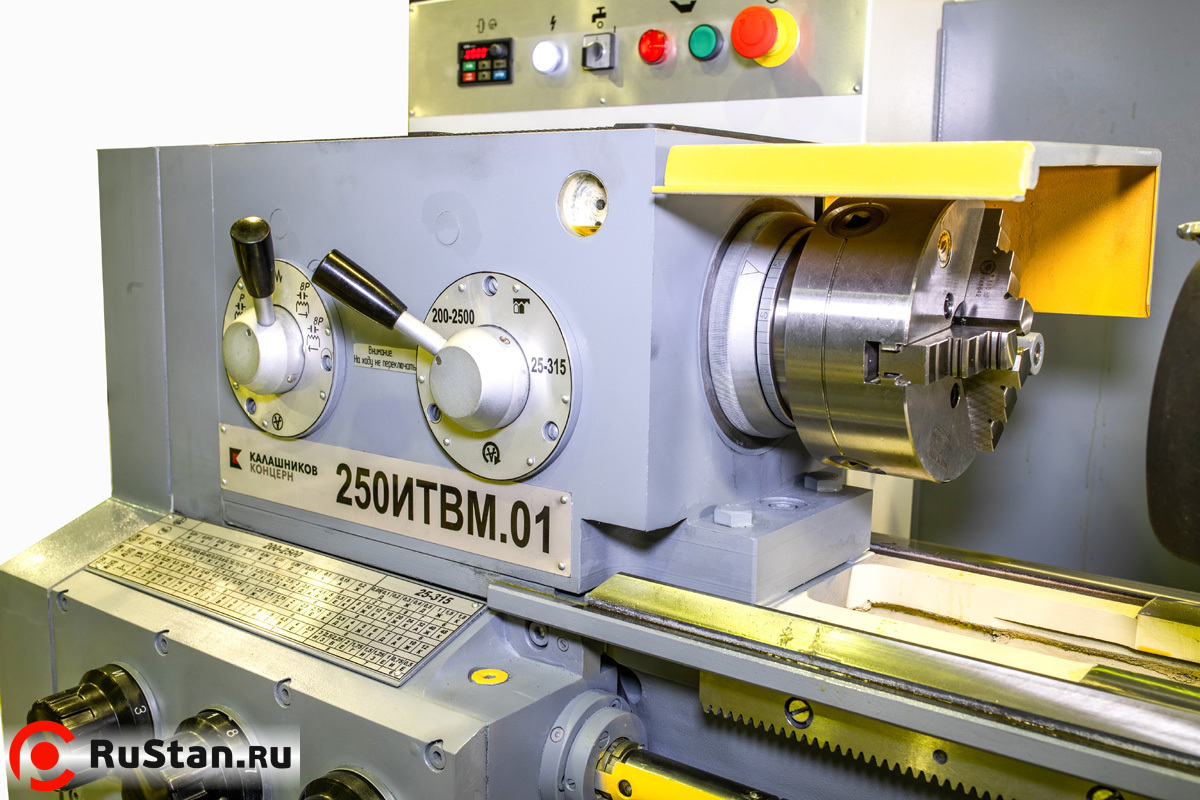
Общий вид токарно-винторезного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Фото токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
Фото токарного станка ИЖ-250П
Фото токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
Фото токарного станка ИЖ-250П
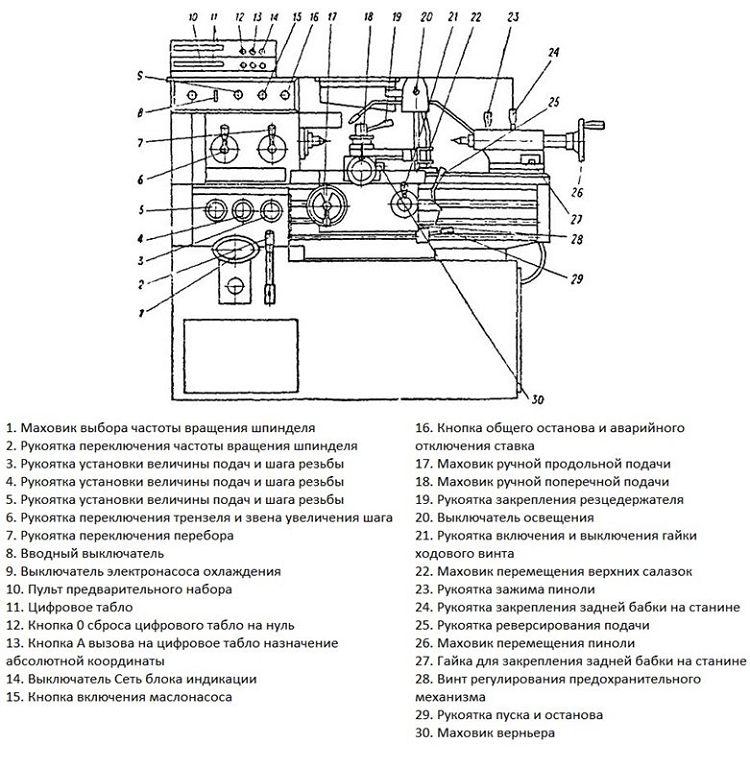
Расположение органов управления токарно-винторезным станком ИЖ-250П
Расположение органов управления токарно-винторезным станком ИЖ-250П
Органы управления токарно-винторезным станком ИЖ-250П.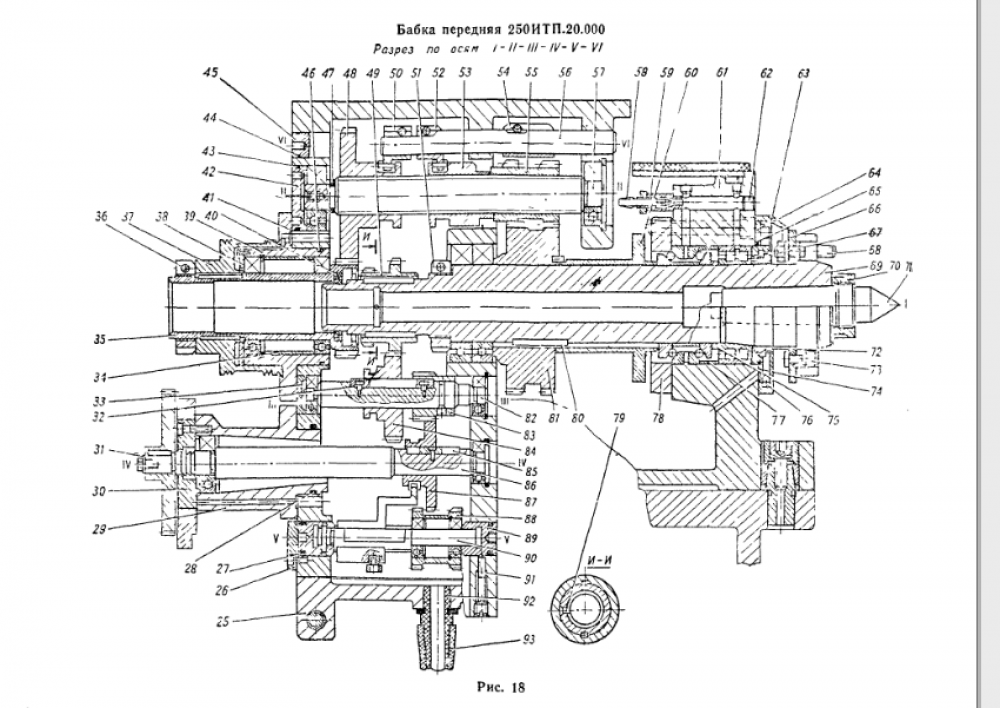 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень органов управления станком ИЖ-250П
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения – винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска “Назад”
- Кнопка пуска “Вперед”
- Кнопка “Стоп”
- Включение станка в сеть
- Включение охлаждения
Схема смазки токарно-винторезным станком ИЖ-250П
Схема смазки токарно-винторезным станком ИЖ-250П. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
ИЖ-250П Схема кинематическая токарного станка
Кинематическая схема токарно-винторезного станка ИЖ-250П
Схема кинематическая токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
Конструкция основных узлов токарного станк ИЖ-250П
ИЖ-250П Передняя бабка токарного станка
Передняя бабка токарно-винторезного станка ИЖ-250П
Передняя бабка токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
ИЖ-250П Фрикционная муфта и тормоз редуктора токарного станка
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250П
1. Фрикционная муфта и тормоз редуктора токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
2. Фрикционная муфта и тормоз редуктора токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
ИЖ-250П Коробка подач токарного станка
Коробка подач токарно-винторезного станка ИЖ-250П
Коробка подач токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
ИЖ-250П Схема электрическая принципиальная станка
Электрическая схема токарно-винторезного станка ИЖ-250П
Схема электрическая токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
Читайте также: Производители токарных станков в России
Токарно-винторезный повышенной точности станок ИЖ-250П. Видеоролик.
Технические характеристики токарно-винторезного станка ИЖ-250П
| Наименование параметра | ИЖ-250 | ИЖ-250П | 1И611п | 250итвм |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16. .2000 .2000 | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть | |
| Подачи | ||||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07. .2,17 .2,17 | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть | есть |
| Выключающие поперечные упоры | нет | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет | нет |
| Резцовые салазки | ||||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 | 1 |
| Задняя бабка | ||||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | ||
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1570 | 1180 | 1180 |
- Токарно-винторезный станок повышенной точности ИЖ250П. Руководство к станку, Ижмаш, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
 Руководство к станку, Ижмаш, 1963
Руководство к станку, Ижмаш, 1963Связанные ссылки. Дополнительная информация
характеристики и советы о покупке бу
Ижевский машиностроительный завод на протяжении длительного времени своего существования успел выпустить на рынок большое количество моделей оборудования для обработки металлопродукции.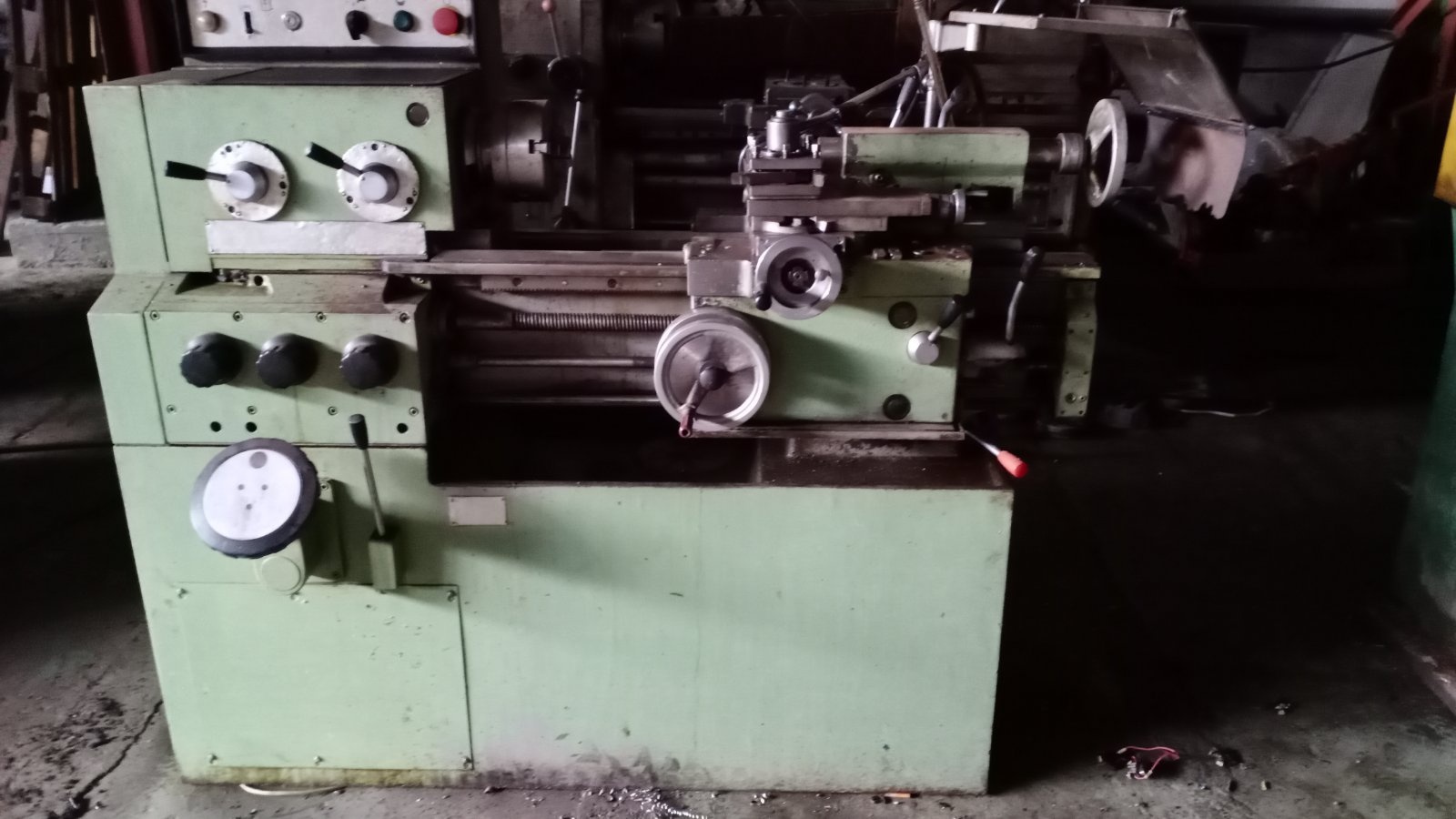
Одной из ключевых моделей такой аппаратуры является ИЖ 250 — токарный станок, которым пользуются и в наши дни. В этой статье мы рассмотрим главные конструктивные особенности, технические характеристики, а также ознакомимся с правильным подбором оборудования.
Назначение
Главной задачей, которую ставит перед собой токарный станок ИЖ 250, является выполнение широкого перечня токарных работ в кулачковых или цанговых патронах. Кроме того, его повсеместно используют для создания модульных, метрических и дюймовых резьб.
На протяжении нескольких десятков лет выпуска этой модели завод старался модернизировать собственную продукцию для решения еще большего спектра задач.
Так, например, модель ИТВМФ1 имеет в своей конструкции систему цифровой индикации. В модели ИТВМ.03 инженеры добились увеличения межцентрового расстояния. Ну а субмодель ИТПМ предназначается для успешного выполнения работ с меньшей степенью точности.
Содержание
- 1 Технические характеристики
- 2 Видео
- 2. 1 Особенности эксплуатации
- 2.2 Как выглядит станок в наше время?
- 2.3 Другие особенности
- 2.
- 3 Как правильно приобрести?
- 4 Выводы
 1 Особенности эксплуатации
1 Особенности эксплуатацииТехнические характеристики
Ниже предлагаем ознакомиться с ключевыми особенностями данного агрегата. Установка может похвастаться особыми характеристиками, которые обуславливаются конструктивными решениями, указанными в списке ниже:
Фото. Токарный станок ИЖ 250
- повышенное число оборотов шпинделя и интервал подач — эти свойства являются прямой гарантией прекрасного качества обработки металлических поверхностей при более высокой производительности процессов;
- когда ходовой винт выполняет резьбу, токарный станок автоматически смазывает его;
- станок останавливается с помощью механизма, расположенного в фартуке. Благодаря этой особенности при токарной обработке оборудование работает по жесткому упору;
- за счет особенности, указанной выше, устройство подачи получает более высокую защиту от потенциальной перегрузки;
- фиксация резцовой головки модели выполнена без зазоров. Таким образом, конструкторы добилась повышенной жесткости и точности монтажа;
- контролирование скорости шпинделя ведется по преселективной схеме. Это позволяет заранее подготовить оборудование к последующему запуску на выполнение новых операций, причем сделать это в нужный момент;
- замена приводных ремней выполняется максимально быстро, так как шпиндельный механизм имеет удобную конструкцию;
- установленную коробку передач можно отнести к универсальным механизмам, поскольку для нарезки любой резьбы не надо менять шестерни на гитаре;
- в процессе производства станины используется хромоникелевый чугун. Направляющие закалены методом подачи высокочастотного тока, после чего их шлифуют при производстве.
 Таким образом, конструкторы добилась повышенной жесткости и точности монтажа;
Таким образом, конструкторы добилась повышенной жесткости и точности монтажа;Обратите внимание! Принцип управления подачами на станках ИЖ-250 базируется на мнемоническом принципе, в котором задействуется один рычаг. Направление движения резцовой головки, установленной на суппорте, осуществляется идентично направлению, в котором станок включается.
Видео
Особенности эксплуатации
Рассматриваемое оборудование оборудовано клиновыми и поликлиновыми ремнями. Для обеспечения максимальной производительности выполнения работ установлен электрический трехфазный двигатель, мощность которого составляет три киловатта.
Он отвечает за обеспечение главного движения. Также имеется редуктор, предлагающий 12 скоростей вращения резца. Если токарю надо повернуть маховик, в селекторных дисках образуется определенная комбинация отверстий. В эти отверстия входят пальцы, расположенные на корпусе рычагов.
Главной задачей этих пальцев является правильное и своевременное переключение блоков шестерен. После этого шестерни, на которые воздействует вращательный момент, приостанавливаются, так как рычаг оттягивается «на себя». Так возникает возможность переключить режим работы.
В модели ИЖ 250 устанавливается фартук закрытого типа. Его наличие позволяет токарному аппарату нарезать резьбу с помощью ходового винта. Кроме того, подача суппорта возможна в продольном и поперечном направлении.
Его наличие позволяет токарному аппарату нарезать резьбу с помощью ходового винта. Кроме того, подача суппорта возможна в продольном и поперечном направлении.
Запомните! Подача может производиться механическим или ручным способом с помощью ходового валика. При этом полностью исключается вероятность одновременной подачи в различных направлениях. За безопасность от подобного эффекта отвечает блокировочное приспособление. Блокировка дополнительно предотвращает включение винта и валика в одно и то же время.
К другим особенностям работы данного токарного станка можно отнесли следующие:
- производитель предлагает станки, в которых можно настраивать скорость вращения шпинделя. В таких моделях отсутствует редуктор;
- подключение к электрической сети осуществляется с помощью пакетного выключателя;
- электрическая аппаратура и силовое оборудование работает от трехфазной электросети, напряжение которой составляет 380 Вольт.
Как выглядит станок в наше время?
Даже несмотря на то, что ИЖ-250 выпускается в наше время, на протяжении нескольких десятков лет производства конструкция не претерпела существенных конструктивных изменений.
Компании, занимающиеся выпуском металлических изделий в промышленных масштабах, могут получить модели с более качественной электрикой и комплектующими с повышенным уровнем надежности. Применение компьютерного метода создания станин, увеличенный класс точности — это далеко не полный перечень достоинств, которыми обладает рассматриваемое оборудование.
Другие особенности
Станок данной модели разрабатывался инженерами «ИЖМАШа» для комплексной обработки металлических изделий, которые имеют небольшие размеры. Именно поэтому они пользовались популярностью в приборостроительной и инструментальной промышленности.
Несмотря на то, что с момента выпуска первого экземпляра прошло несколько десятилетий, на производственных предприятиях до сих пор можно встретить данную технику.
Токарный станок ИЖ 250 выгодно отличается от конкурентов благодаря тому, что с его помощью можно добиться повышенной точности обработки в случаях, если нужно выполнить финишные или получистовые токарные операции. В случае, когда надо выполнить более грубые технологические операции, в процессе которых узлы агрегата испытывают повышенную нагрузку, производитель рекомендует обзавестись модернизированной версией — ИЖ 250 ИТП.
В случае, когда надо выполнить более грубые технологические операции, в процессе которых узлы агрегата испытывают повышенную нагрузку, производитель рекомендует обзавестись модернизированной версией — ИЖ 250 ИТП.
В модернизированной версии ИТВМФ1 имеется возможность обрабатывать детали с повышенной производительностью, поскольку здесь установлена цифровая индикация. Оператору приходится тратить меньше времени на измерение геометрических параметров изделий и выполнение пробных проходов.
Наличие цифровой индексации позволяет воспользоваться рядом других преимуществ:
- отсутствие необходимости запоминать количество оборотов лимба, а также вести расчеты других параметров;
- оператору не нужно тратить свое время и рассеивать внимание на линейную компенсацию неточностей.
Благодаря техническим возможностям токарного станка ИЖ 250 возникает возможность более точно и оперативно нарезать различные типы резьбы. Это основная причина, по которой большое количество производственных предприятий до сих пор пользуется данным оборудованием.
Как правильно приобрести?
Оформить покупку бюджетного станка ИЖ 250 в первоначальном варианте конструкции практически невозможно на первичном рынке. Дело в том, что за многие годы модернизации оборудования конструкторы внесли большое количество мелких и больших изменений в компоновке модели.
Если потенциальному покупателю нужно приобрести оборудование по сравнительно доступной цене, находящееся в нормальном состоянии, рекомендуется купить его на специализированных досках объявлений. Одной из таких площадок является Авито — здесь практически всегда можно найти привлекательные предложения от частных продавцов или производственных предприятий.
При оформлении покупки мы рекомендуем обратить ваше внимание на следующие особенности:
- силовой агрегат должен выдавать максимальные паспортные обороты. Для проверки этого показателя следует подключить станок к трехфазной электросети и провести пробный запуск на всех скоростях. Признаком проблемной работы электрического двигателя является отсутствие возможности достичь максимальных оборотов, а также заметный перегрев корпуса мотора при работе на минимальной нагрузке;
- обязательно проверьте правильность остановки б/у агрегата. Очень часто в конструкции ломается механизм, расположенный в фартуке. Признаком его выхода из строя является недостаточно жесткий упор при остановке работы силового агрегата;
- перед оформлением покупки следует обратить внимание и на приводные ремни. На их поверхности не должны находиться абразивные продукты, выделяемые в результате износа. Если вы обнаружили стружку, это первый признак того, что ремни придется обязательно заменить на новые. Вторым признаком можно считать повышенную шумность, определяемую по нехарактерному свисту;
- проверьте правильность работы коробки подач. Внутренняя начинка также не должна иметь никаких следов абразива.
 Очень часто в конструкции ломается механизм, расположенный в фартуке. Признаком его выхода из строя является недостаточно жесткий упор при остановке работы силового агрегата;
Очень часто в конструкции ломается механизм, расположенный в фартуке. Признаком его выхода из строя является недостаточно жесткий упор при остановке работы силового агрегата;Мы не рекомендуем оформлять покупку оборудования по предоплате или наложенному платежу, если продавец не согласился на возврат при обнаружении неисправностей, не указанных в объявлении.
Лучший способ проверки — отправиться к продавцу вместе с опытным токарем и попытаться проверить все режимы работы. Только квалифицированный специалист сможет обнаружить наличие проблем в конструкции механизмов и сбросить цену, либо отказаться от покупки в целом.
Выводы
ИЖ 250 — легендарный станок от ИЖМАШа, который на протяжении нескольких десятилетий все равно остается востребованным на любых производственных предприятиях. Он выпущен как в базовой версии, так и в трех модернизированных вариантах. Конструкция оптимизирована под выполнение работ по токарной обработке металлических деталей, имеющих небольшие размеры. Силовые агрегаты отличаются повышенной производительностью и хорошим ресурсом работы.
Конструкция имеет хорошую защиту от потенциального выхода из строя. Редуктор на 12 скоростей дает возможность оптимизировать временные затраты на обработку, гарантируя при этом экономию электроэнергии. При оформлении покупки следует обязательно обратить внимание на общее визуальное состояние, работу двигателя и коробки подач, а также убедиться в отсутствии абразива на приводных ремнях.
При соблюдении всех требований, изложенных заводом-производителем, токарный станок ИЖ-250 обеспечит беспроблемную обработку металлических изделий на протяжении нескольких десятков лет.
PINACHO SC 250 x 1500 РУЧНОЙ СТАНОК
PINACHO SC 250 x 1500 РУЧНОЙ СТАНОК – Modern Tool Ltd. PINACHO SC 250 x 1500 РУЧНОЙ СТАНОК – Modern Tool Ltd.Звоните для получения дополнительной информации: (403) 236 – 1150
Статус:
На складе:
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ:
- ПОСТОЯННАЯ МОЩНОСТЬ, 3 ДИАПАЗОНА РЕГУЛИРУЕМОЙ СКОРОСТИ ПРИВОДА ОТ 30 ДО 2800 ОБ/МИН
- ПРОСТОТА ИСПОЛЬЗОВАНИЯ И ОТЛИЧНАЯ ПОДДЕРЖКА ДЛЯ ВЫСОКОТОЧНЫХ РАБОТ
- С ВЫСОКОЙ СКОРОСТЬЮ СНЯТИЯ стружки ПРИ ЧЕРНОВОМ ТОЧЕНИИ
ПРЕИМУЩЕСТВА:
- ОЧЕНЬ УНИВЕРСАЛЬНЫЙ ДЛЯ ОБРАБОТКИ БОЛЬШИХ И МАЛЕНЬКИХ ДЕТАЛЕЙ, ПОСТОЯННАЯ МОЩНОСТЬ ВО ВСЕМ ДИАПАЗОНЕ ОБОРОТОВ
- ОЧЕНЬ ВЫСОКОЭФФЕКТИВНОЕ ПРОИЗВОДСТВО
- ОТЛИЧНОЕ КАЧЕСТВО ОТДЕЛКИ ДЕТАЛЕЙ МАШИНЫ, МАКСИМАЛЬНАЯ ТОЧНОСТЬ
СТАНДАРТНЫЕ ПРИНАДЛЕЖНОСТИ:
- ТОРМОЗ ШПИНДЕЛЯ
- ОХЛАЖДАЮЩЕЕ ОБОРУДОВАНИЕ
- ПЕРЕХОДНАЯ ВТУЛКА
- ЗАДНИЙ БРЫЗГОВИК ЗАЩИТНЫЙ ПАТРОН
- 2 СТАЦИОНАРНЫХ ЦЕНТРА
- АВАРИЙНАЯ ОСТАНОВКА
- ИНДИКАТОР РЕЗЬБЫ
- ГЛАВНЫЙ ВЫКЛЮЧАТЕЛЬ
- КВАДРАТНАЯ ИНСТРУМЕНТАЛЬНАЯ СТОЙКА И КЛЮЧ
- НИЗКОНАПРЯЖЕННОЕ ОСВЕЩЕНИЕ
- ПОДДОН ДЛЯ СБОРА СТРУЖЕК
- ЖЕСТКИЙ ЗАЩИТНЫЙ ВИНТ
- РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
- ВЫРАВНИВАЮЩИЕ ПЛИТЫ
- ЦЕНТРАЛИЗОВАННАЯ СМАЗКА ПОПЕРЕЧНЫХ НАПРАВЛЯЮЩИХ КАРЕТКИ И КОЛЕСНИЦЫ
- ВЕРХНЯЯ ЗАЩИТА
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
- РАССТОЯНИЕ ДО МЕСТА 60
- ВЫСОТА ПО ЦЕНТРУ 10
- КАЧАЮЩАЯСЯ НАД КРОВАТЬЮ 20
- ПОВОРОТ НАД ПРОРЫВОМ 28
- ДЛИНА ЗАЗОРА ОТ ЛИЦЕВОЙ ПЛИТЫ 6 12
- ПОВОРОТ НА КАРЕТКЕ 17
- ПОВОРОТ НА ПОПЕРЕЧНЫХ НАПРАВЛЯЮЩИХ 12
- ПОПЕРЕЧНЫЙ ХОД ХОДА 9-3/4″
- СТОЙКА ИНСТРУМЕНТА 5
- МАКС. РАЗМЕРЫ ИНСТРУМЕНТА 1 x 1
- ОТВЕРСТИЕ ГЛАВНОГО ШПИНДЕЛЯ СТАВКИ 2-1/2 x 4
- НОСОК ГЛАВНОГО ШПИНДЕЛЯ/ЗАМОК A2-8/8
- ГЛАВНЫЙ ШПИНДЕЛЬ КОНУС МОРЗЕ (MT) 4
- ДИАПАЗОН СКОРОСТЕЙ 40–2300 об/мин 900 18
- №. ДИАПАЗОНА СКОРОСТЕЙ 3
- Диапазон скорости 1 85-200 об / мин
- ДИАПАЗОН СКОРОСТИ 2 200–465 об/мин
- ДИАПАЗОН СКОРОСТИ 3 465–1250 об/мин 900 18
- NORTON BOX NO. OF PITCH 44
- ПРОДОЛЬНАЯ ПОДАЧА 0,05–0,752
- ПОПЕРЕЧНАЯ ПОДАЧА 0,02–0,296
- МЕТРИЧЕСКАЯ РЕЗЬБА 0,5–7,5
- РЕЗЬБЫ WHITWORTH В T.P.I. 60-4
- МОДУЛЬНАЯ РЕЗЬБА 0,25–3,75
- ШАГ ДИАМЕТРИЧЕСКОЙ РЕЗЬБЫ 120-8
- РЕЗЬБА В СОЕДИНИТЕЛЬНОМ ВИНТЕ 1/4
- ДИАМЕТР ЦИЛИНДРА ЗАДНЕЙ БАБКИ 2-1/2
- ХОД ЗАДНЕЙ БАБКИ 7-. 3/4
- ЗАДНЯЯ БАККА КОНИЧЕСКАЯ (MT) 4
- ФИКСИРОВАННАЯ СТАБИЛЬНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ 5-1/2
- ОСТАТОЧНАЯ ЕМКОСТЬ 3-3/4
- МОЩНОСТЬ ГЛАВНОГО ДВИГАТЕЛЯ 5,5 кВт
- МОЩНОСТЬ ДВИГАТЕЛЯ НАСОСА 0,2 кВт
- ЕМКОСТЬ БАКА С ХЛАДАГЕНТОМ 92 л
- ГАБАРИТНЫЕ РАЗМЕРЫ (Д x Ш x В) 126 x 37 x 69
- ВЕС 370 4 фунта
- ТОЧНОСТЬ ПРИЕМКИ DIN 8605
 РАЗМЕРЫ ИНСТРУМЕНТА 1 x 1
РАЗМЕРЫ ИНСТРУМЕНТА 1 x 1 OF PITCH 44
OF PITCH 44 3/4
3/4 Modern Tool Ltd.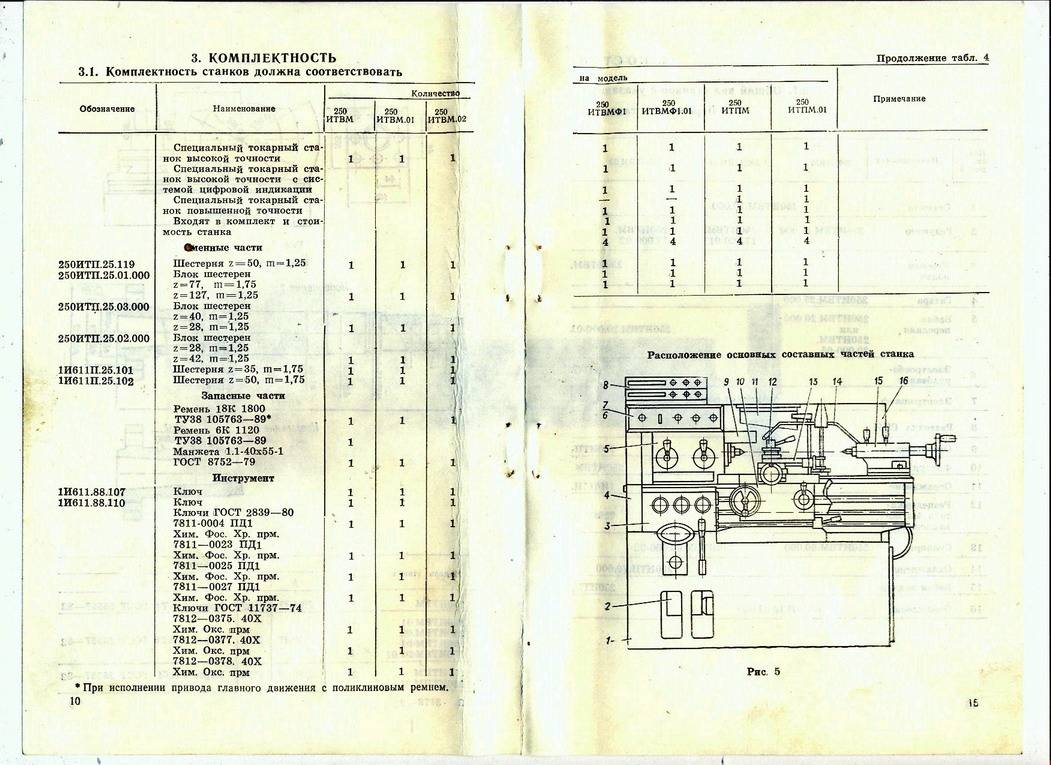 Главный офис
Главный офис
11488 – 70th Street SE, Калгари, AB T2C 4Y3
Телефон: (403) 236 – 1150
Факс: (403) 236 – 4277
Modern Tool Ltd. (Эдмонтон)
4820 – Элениак-роуд, Эдмонтон, AB T6B 2S1
Телефон: (780) 465-9471
Факс: (780) 465-6951
Modern Tool Ltd. (Онтарио)
1215 Ringwell Drive, Ньюмаркет, ON, L3Y 8T8
Телефон: (905) 235-4199
Факс: (905) 235-8355
Информационный бюллетень
Подпишитесь, чтобы быть в курсе всей последней информации и сезонных акций!
- Калгари, Альберта
- Эдмонтон, Альберта
- Ванкувер, Британская Колумбия
- Ньюмаркет, Онтарио
- Саскатун, Саскачеван
- Атлантика Канада
×
Связаться с нами
Заполните форму ниже, и член нашей команды свяжется с вами в течение одного рабочего дня.
Продукция|Takisawa Machine Tool Co., Ltd.
Продукция
- По модели
- По отраслям
- По размеру патрона
- Токарный станок с ЧПУ
- Многозадачная машина
- Овальный токарный станок с ЧПУ
(для обработки поршней) - Вертикальный обрабатывающий центр
- ЧПУ / Ручной токарный станок
- Ручной токарный станок
- Программное обеспечение
Многозадачный станок
Серия TMX, многозадачный станок (тип шпинделя: ось B и ATC)
| Машина | Размер патрона | Макс. Диаметр поворота Диаметр поворота | Макс. Длина поворота | Производительность бара | |
|---|---|---|---|---|---|
| в | мм | мм | мм | ||
| ТМХ-2000 | 8+8 | 500 (инструментальный шпиндель) | 610 | 65 | |
| ТМХ-4000СТ | 10+10 | 500 (инструментальный шпиндель) | 1500 | 80 |
TM-Series Многозадачный станок (двусторонний оппозитный шпиндель, двухревольверная головка)
| Машина | Размер патрона | Макс. Диаметр поворота Диаметр поворота | Макс. Длина поворота | Производительность бара | |
|---|---|---|---|---|---|
| в | мм | мм | мм | ||
| ТМ-2000Y2 | 6+6 | 215 | 640 | 51 (левый шпиндель) | |
| ТМ-3000Y2 | 8+6 | 215 | 620 | 65 (левый шпиндель) | |
| ТМ-4000Y2 | 8+8 | 215 | 800 | 82 (левый шпиндель) |
Серия TMM Высокоэффективный многозадачный станок (двухшпиндельный, двухседельный)
| Машина | Размер патрона | Макс.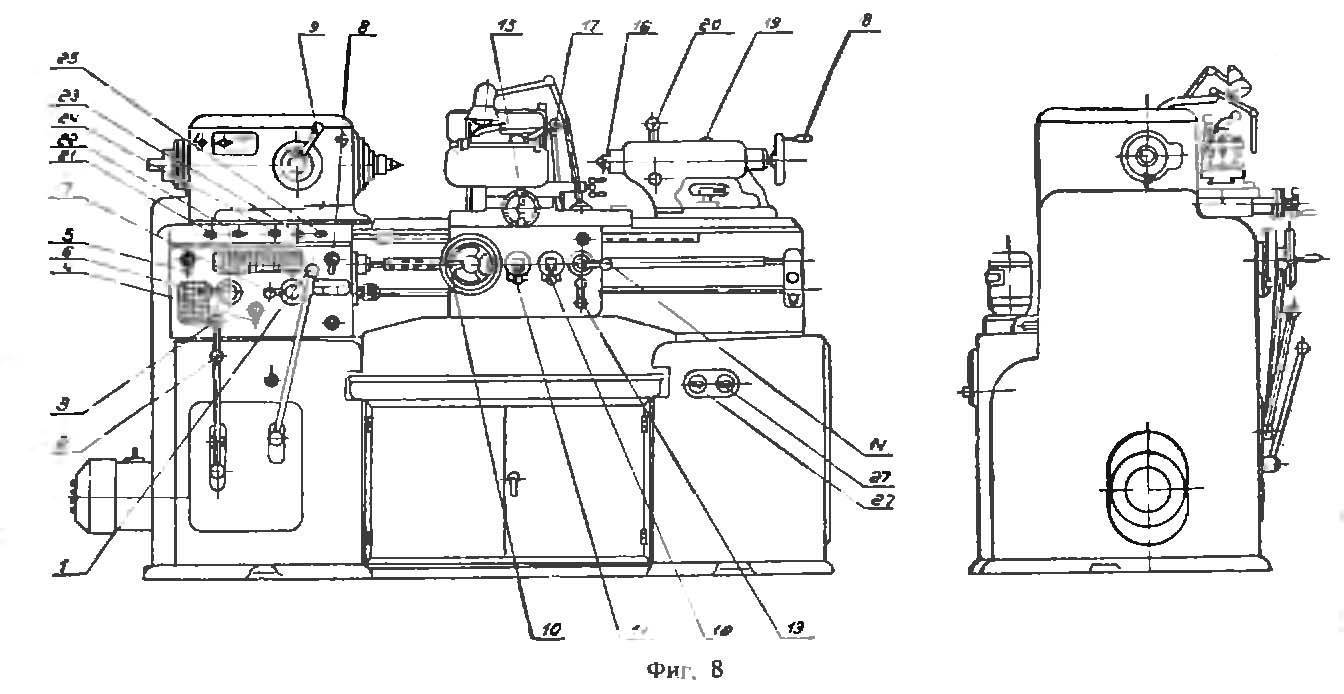 Диаметр поворота Диаметр поворота | Макс. Длина поворота | Производительность бара | |
|---|---|---|---|---|---|
| в | мм | мм | мм | ||
| ТММ-250М1 | 10+8 | 500 (инструментальный шпиндель) | 1300 | 76,2 (левый шпиндель) |
Поршневая машина
Серия TPS Токарный станок с ЧПУ для некруглой обработки
| Машина | Макс. Диаметр поворота | Макс. Длина поворота | Назначение | |
|---|---|---|---|---|
| мм | мм | |||
| ТПС-В1000 | 160 | Писотн | ||
| TPS-3100HⅡ | 290 | 370 | Писотн | |
| TPS-3200HⅡ | 246 | 320 | Кольцо Писотна | |
| TPS-3300HⅡ | – | – | Пинхол | |
| TPS-3400HⅡ | 260 | 285 | Писотн | |
| TPS-3500HⅡ | 250 | Писотн | ||
| TPS-4100HⅡ | 320 | 250 | Писотн | |
| TPS-5000HⅡ | 320 | 250 | Писотн |
 Turning Dia. mm”> 130
Turning Dia. mm”> 130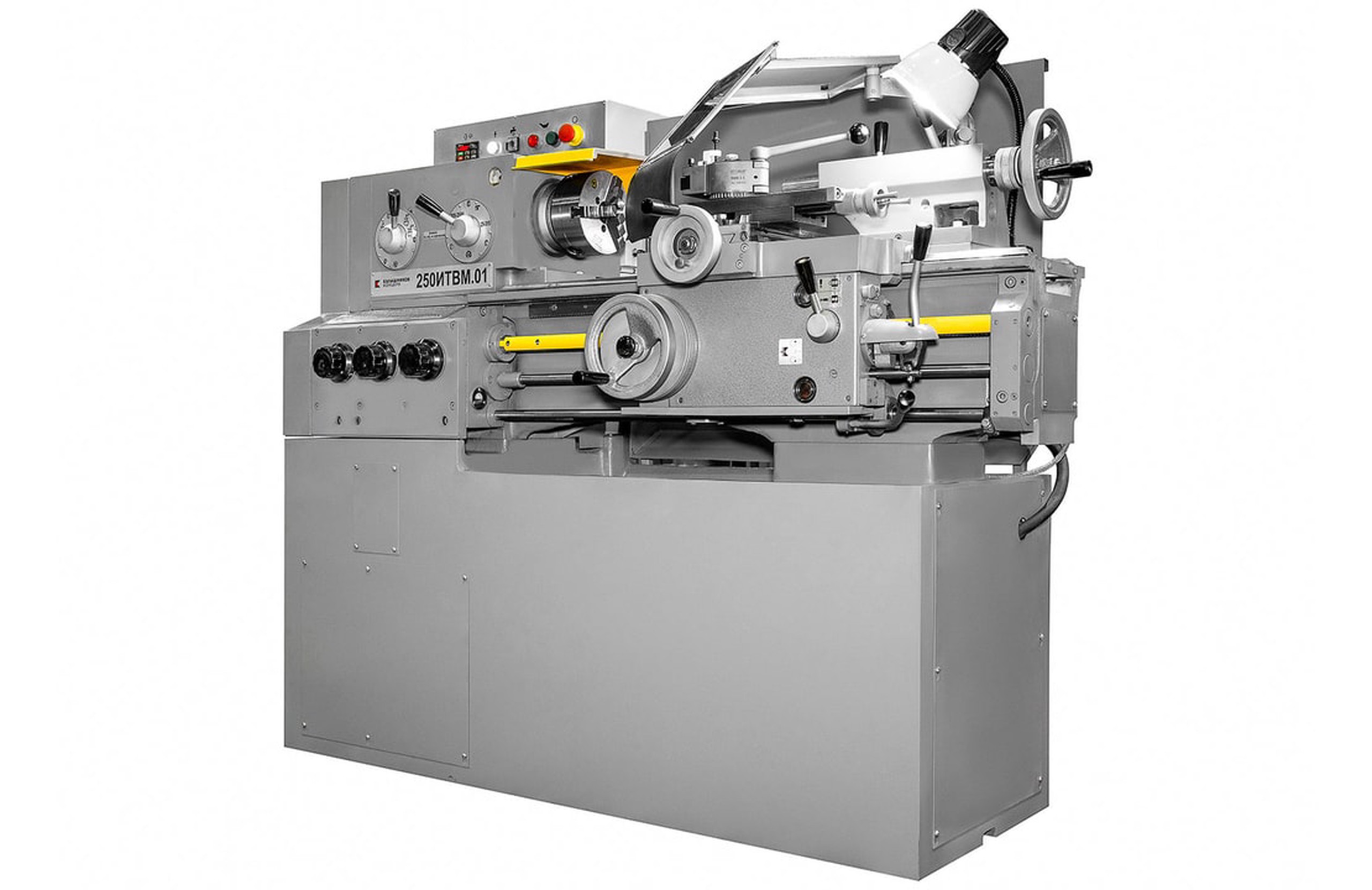 Turning Dia. mm”> 260
Turning Dia. mm”> 260Обрабатывающий центр
Серия MAC
| Машина | Перемещение по осям X/Y/Z | Макс. Длина поворота | |
|---|---|---|---|
| мм | мм | ||
| MAC-V40 | 650/410/460 | 900×410 | |
| MAC-Y520 | 850/520/610 | 1000×520 |
ЧПУ / Ручной токарный станок
Серия TAC
| Машина | Качели над кроватью | Качели над поперечными салазками | С-С | |
|---|---|---|---|---|
| мм | мм | |||
| ТАС-360 | 360 | 190 | – | |
| ТАС-510 | 510 | 270 | Л10, Л15 | |
| ТАС-650 | 650 | 400 | Л10, Л15, Л20, Л30 | |
| ТАС-800 | 820 | 540 | Л10, Л20, Л30, Л40, Л50, Л60 | |
| ТАС-950 | 950 | 600 | Л20, Л30, Л40, Л50, Л60 | |
| ТАС-1500 | 1500 | 1080 | Л20, Л30, Л40, Л50, Л60 | |
| ТАС-1800F | 1300 | 880 | Л10, Л20 |
Ручной токарный станок
Серия TSL
| Машина | Качели над кроватью | Качели над поперечными салазками | С-С | |
|---|---|---|---|---|
| мм | мм | |||
| ТСЛ-550 | 360 | 210 | 550 мм | |
| ТСЛ-800 | 360 | 210 | 800 мм |
Серия TAL
| Машина | Качели над кроватью | Качели над поперечными салазками | С-С | |
|---|---|---|---|---|
| мм | мм | |||
| ТАЛ-460 | 460 | 250 | Л8, Л10 | |
| ТАЛ-510 | 510 | 300 | Л10, Л15 | |
| ТАЛ-540Н | 540 | 270 | Л8 | |
| ТАЛ-600 | 600 | 380 | Л10, Л15, Л20, Л30 |
Программное обеспечение
Программное обеспечение
| Программное обеспечение | Обзор. | |
|---|---|---|