ИЖ-250П Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка ИЖ-250П
Производитель токарно-винторезного станка модели ИЖ-250П – Ижевский машиностроительный завод “Ижмаш”, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе “Ижмаш” начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы “Леве” с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали “Удмурт”, “Удмурт-2” (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П – станок токарно-винторезный повышенной точности универсальный, Ø 270
- 1И611ПМФ3 – станок токарный повышенной точности с ЧПУ, Ø 320
- 1ИС611В – станок токарно-винторезный высокой точности универсальный, Ø 270
- 95-ТВ (95ТВ) – станок токарно-винторезный, Ø 250
- 95ТС-1 (ИС1-1) – станок токарно-винторезный повышенной точности универсальный, Ø 250
- 161-А, 161-АМ (Удмурт-2) – станок токарно-винторезный универсальный, Ø 350
- 250-ИТВ (ИЖ 250-ИТВ) – станок токарно-винторезный высокой точности универсальный, Ø 300
- 250-ИТП (ИЖ 250-ИТП) – станок токарно-винторезный повышенной точности универсальный, Ø 300
- 250ИТВМ (ИЖ 250ИТВМ) – станок токарно-винторезный высокой точности универсальный, Ø 300
- 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1 – станок токарно-винторезный высокой точности, Ø 300
01, 250ИТВМ.03, 250ИТВМ Ф1 – станок токарно-винторезный высокой точности, Ø 300 - 1711ИФФ3 – станок фрезерный вертикальный с ЧПУ и АСИ, 300 х 230
- 1715ИФФ3 – станок фрезерный горизонтальный с ЧПУ и АСИ, Ø 320
- 1336м – станок токарно-револьверный, Ø 420, Ижевск, Киев
- ИЖ-Т-400 (1623) – станок токарно-винторезный универсальный, Ø 400
- ИЖ-250 – станок токарно-винторезный универсальный, Ø 250
- ИЖ-250П – станок токарно-винторезный повышенной точности, Ø 250
- ИТ-42 – станок токарный с ЧПУ, Ø 320
- ТП500Ф3, ТП1000Ф3 – станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
 01, 250ИТВМ.03, 250ИТВМ Ф1 – станок токарно-винторезный высокой точности, Ø 300
01, 250ИТВМ.03, 250ИТВМ Ф1 – станок токарно-винторезный высокой точности, Ø 300ИЖ-250П Токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезный станок повышенной точности ИЖ-250П создан на базе модели ИЖ-250 – станка нормальной точности.
Основным отличием станка ИЖ-250П от базовой модели – конструция подшипников шпинделя: вместо роликовых шпиндельных подшипника на станке установлены бронзовые разрезные регулируемые подшипники скольжения.
Станки токарно-винторезные моделей ИЖ-250П предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250ПП имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250П
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250П:
- Электродвигатель привода главного движения асинхронный, двухскоростной – 1420/2800 об/мин, мощностью – 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором – 1400 об/мин, мощностью – 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения – 2800 об/мин, мощностью – 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка ИЖ-250П
Изготовитель – Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска – 1963 год.
Начало серийного выпуска – 1963 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 125 мм
- Расстояние между центрами – 500 мм
- Высота центров –
- Мощность электродвигателя – 2,6/3 кВт
- Вес станка полный – 1,5 т
Шпиндель токарно-винторезного станка ИЖ-250П
- Конец шпинделя – резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Диаметр сквозного отверстия в шпинделе – Ø 33 мм
- Наибольший диаметр обрабатываемого прутка – Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) – 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка ИЖ-250П
- Пределы продольных подач – 0,07. .2,17 мм/об
- Пределы поперечных подач – 0,01..1,08 мм/об
- Пределы шагов резьб метрических – (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных – 0,2..6 модулей
- Пределы шагов резьб дюймовых – 24..3,5 ниток на дюйм
 .2,17 мм/об
.2,17 мм/обГабариты рабочего пространства токарного станка ИЖ-250П
Габариты рабочего пространства токарного станка ИЖ-250П
Шпиндель токарного станка ИЖ-250П
Шпиндель токарного станка ИЖ-250П. Смотреть в увеличенном масштабе
Станина токарного станка ИЖ-250П
Станина токарного станка ИЖ-250П. Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Фото токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
Фото токарного станка ИЖ-250П
Фото токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
Фото токарного станка ИЖ-250П
Расположение органов управления токарно-винторезным станком ИЖ-250П
Расположение органов управления токарно-винторезным станком ИЖ-250П
Органы управления токарно-винторезным станком ИЖ-250П. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень органов управления станком ИЖ-250П
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения – винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска “Назад”
- Кнопка пуска “Вперед”
- Кнопка “Стоп”
- Включение станка в сеть
- Включение охлаждения
Схема смазки токарно-винторезным станком ИЖ-250П
Схема смазки токарно-винторезным станком ИЖ-250П. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
ИЖ-250П Схема кинематическая токарного станка
Кинематическая схема токарно-винторезного станка ИЖ-250П
Схема кинематическая токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
Конструкция основных узлов токарного станк ИЖ-250П
ИЖ-250П Передняя бабка токарного станка
Передняя бабка токарно-винторезного станка ИЖ-250П
Передняя бабка токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
ИЖ-250П Фрикционная муфта и тормоз редуктора токарного станка
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250П
1. Фрикционная муфта и тормоз редуктора токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
2. Фрикционная муфта и тормоз редуктора токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
ИЖ-250П Коробка подач токарного станка
Коробка подач токарно-винторезного станка ИЖ-250П
Коробка подач токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
ИЖ-250П Схема электрическая принципиальная станка
Электрическая схема токарно-винторезного станка ИЖ-250П
Схема электрическая токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
Читайте также: Производители токарных станков в России
Токарно-винторезный повышенной точности станок ИЖ-250П. Видеоролик.
Технические характеристики токарно-винторезного станка ИЖ-250П
| Наименование параметра | ИЖ-250 | ИЖ-250П | 1И611п | 250итвм |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16. .2000 .2000 | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть | |
| Подачи | ||||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07. | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть | есть |
| Выключающие поперечные упоры | нет | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет | нет |
| Резцовые салазки | ||||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 | 1 |
| Задняя бабка | ||||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | ||
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1570 | 1180 | 1180 |
- Токарно-винторезный станок повышенной точности ИЖ250П. Руководство к станку, Ижмаш, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
 Руководство к станку, Ижмаш, 1963
Руководство к станку, Ижмаш, 1963Связанные ссылки. Дополнительная информация
ИЖ-250 Станок токарно-винторезный универсальный.
 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описаниеТокарный станок ИЖ 250 до настоящего времени справедливо считается одной из самых популярных моделей своего класса несмотря на то, что выпускается с начала 60-х годов прошлого века.
) обеспечивает высокое качество сборки и долговечность. На базе этой модели разработаны и выпускаются и модифицированные версии. Правильно оценить достоинства станка поможет знание его особенностей и технических возможностей.
Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный Ø 270 - 1И611ПМФ3
— станок токарный повышенной точности с ЧПУØ 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250-ИТП (ИЖ 250-ИТП)
— станок токарно-винторезный повышенной точности универсальный Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250ИТВМ.01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности Ø 300 - 250ИТВМ Ф2
— станок токарный высокой точности с оперативной системой управления ОСУ Ø 320 - 1336м
— станок токарно-револьверный Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальный Ø 400 - ИЖ-250, ИЖ-250П
— станок токарно-винторезный повышенной точности универсальный Ø 250 - ИТ-42
— станок токарный с ЧПУ Ø 320
ИЖ-250 Токарно-винторезный станок универсальный.
 Назначение, область применения
Назначение, область примененияТокарно-винторезный станок ИЖ-250 — один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П
.
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ (Удмурт-2)
).
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1960 год.
Начало серийного выпуска — 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач — 0,07. .2,17 мм/об
- Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
 .2,17 мм/об
.2,17 мм/обПроблемы в эксплуатации и правила безопасности
Проблемы при эксплуатации токарного станка могут возникнуть в случае недостаточного ухода за оборудованием или неправильной работы с ним.
Факторами, которые влияют на качество точения, являются:
- некорректное затачивание режущих деталей станка;
- неправильный подбор режима эксплуатации;
- несоответствие осей центров в процессе работы в центрах в связи с отклонением задней бабки при поперечном перемещении;
- непрочная фиксация резца;
- плохое крепление шпинделя.
Токарным операциям с металлическими заготовками могут сопутствовать опасные явления и факторы:
- электричество;
- стружка и кусочки металла;
- нагревание обрабатываемых заготовок и оборудования;
- движущиеся детали и механизмы;
- недостаточное освещение рабочей зоны;
- возникновение отблесков.

Чтобы обеспечить безопасность на станке есть защитные кожухи и ограждения рабочей зоны, гитары, вращающихся частей. В момент выполнения токарных операций запрещено снимать защитные ограждения. Важно соблюдать чистоту рабочего места и оборудования. А также обязательно одевать спецодежду – костюм, закрывающий тело от возможного попадания металла, и защитные очки.
Перед началом работы обязательно нужно проверить чистоту рабочей зоны, надеть спецодежду и защитные аксессуары, проконтролировать наличие защитных устройств станка, смазку деталей и исправность оборудования. В том числе настроить освещение.
Габариты рабочего пространства токарного станка ИЖ-250
Габариты рабочего пространства токарного станка ИЖ-250
Шпиндель токарного станка ИЖ-250
Станина токарного станка ИЖ-250
Общий вид токарно-винторезного станка ИЖ-250
Фото токарного станка ИЖ-250
Фото токарного станка ИЖ-250
Фото токарного станка ИЖ-250
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
Наладку должен производить специалист.
Особенности эксплуатации:
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.
- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Паспорт станка вы бесплатно можете скачать по ссылке — Паспорт токарного станка ИЖ-250
Расположение органов управления токарно-винторезным станком ИЖ-250
Расположение органов управления токарно-винторезным станком ИЖ-250
Перечень органов управления станком ИЖ-250
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска «Назад»
- Кнопка пуска «Вперед»
- Кнопка «Стоп»
- Включение станка в сеть
- Включение охлаждения
Схема смазки токарно-винторезным станком ИЖ-250
Конструкторские особенности строения
Конструктивные решения обеспечивают такие ключевые особенности станка:
- увеличенный диапазон передач и частоты вращения шпинделя;
- автоматизация смазки ходового винта при нарезании резьбы;
- расположение механизма остановки станка в фартуке, обеспечивающее жесткий упор;
- закрепление режущего инструмента без зазоров;
- преселективное управление вращением шпинделя;
- универсальная конструкция коробки передач;
- особая конструкция шпинделя, упрощающая установку и замену приводных ремней;
- высокопрочная станина их хромоникелевого чугуна.

Управление подачами осуществляется одним рычагом по мнемоническому принципу, при этом резцовая головка перемещается на суппорте в соответствии с перемещением ручки.
Общий вид
Как и любой токарно-винторезный станок, он состоит из таких основных узлов и деталей: суппорт, бабки (передняя и задняя), коробка передач, несущая станина, шпиндель, шестеренчатая гитара, ходовой вал, фартук, коробка для регулирования подач, тумба оборудования, электрическое оборудование. Токарно-винторезный станок (ТВС) отличается наличием ходового винта для нарезания резьбы.
Габариты рабочего пространства
Важной характеристикой ТВС считаются габариты рабочего пространства, определяющие максимальные размеры обрабатываемой заготовки.
Основные критерии – расстояние между точками фиксации детали (500 мм) и максимальный диаметр заготовки (250 мм). Кроме того, важно учитывать размеры суппорта и его крепления, что позволяет определить предельные размеры режущего инструмента.
Перечень и расположение органов управления
ТВС ИЖ-250 имеет закрытый фартук, с помощью которого производится движение суппорта в различных направлениях вручную или автоматизировано. Для нарезания резьбы используется ходовой винт.
Конструкция основных узлов токарного станк ИЖ-250
ИЖ-250 Передняя бабка токарного станка
Передняя бабка токарно-винторезного станка ИЖ-250
ИЖ-250 Фрикционная муфта и тормоз редуктора токарного станка
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250
ИЖ-250 Коробка подач токарного станка
Коробка подач токарно-винторезного станка ИЖ-250
Технические характеристики токарно-винторезного станка ИЖ-250
| Наименование параметра | ИЖ-250 | 1И611п | 250итвм |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н,П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16. .2000 .2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07.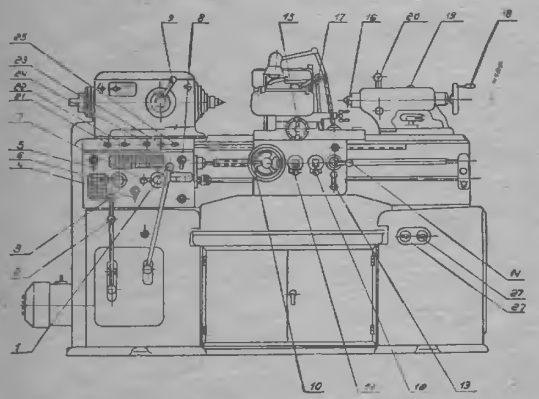 .2,17 .2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть |
| Выключающие поперечные упоры | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет |
| Резцовые салазки | |||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1180 | 1180 |
Преимущества 250 ИТВМФ1
Наиболее востребован в современных условиях 250 ИТВМФ1 благодаря дополнительному цифровому индикатору. Она гарантирует высокую продуктивность без потери качества. Индикатор позволяет ускорить измерение геометрии обрабатываемой детали и выполнить примерный проход.
Она гарантирует высокую продуктивность без потери качества. Индикатор позволяет ускорить измерение геометрии обрабатываемой детали и выполнить примерный проход.
Точность размеров составляет от 0,1 до 100 мкм. А также оператору не нужно помнить количество оборотов лимба, самостоятельно, и порой вручную, определять характеристики и параметр. Станок автоматически компенсирует небольшие проблемы взаимодействия собственных деталей, износ режущих частей.
Чтобы считать поперечные передвижения с высокой точностью – до 0,005 мм/об – станок оснащён механизмом-верньером. Ходовой винт соединяется напрямую с гитарой без участия коробки передач.
Модификации ИТВ соответствуют по ГОСТ 8-82 классу точности В, станки ИТП – П.
Строение ИЖ 250ИТВМФ1
Обрабатывающий участок | PK MS
Токарный центр QUICK TURN 250
QUICK TURN 250 — токарный центр с ЧПУ мирового класса. Он оснащен передовыми технологиями, которые удовлетворяют потребности современного завода. Система ЧПУ MAZATROL SmoothC делает эту машину стабильной, безопасной и простой в обслуживании. Разнообразие интеллектуальных функций обеспечивает простоту использования и высокую производительность.
Система ЧПУ MAZATROL SmoothC делает эту машину стабильной, безопасной и простой в обслуживании. Разнообразие интеллектуальных функций обеспечивает простоту использования и высокую производительность.
Токарный центр Mazak QUICK TURN 100
Конструкция этого станка исключает вибрацию при высоких скоростях токарной обработки. Это продлевает срок службы фрезы и гарантирует более гладкие обрабатываемые поверхности. Непрерывная серийная обработка возможна благодаря способности этого станка передавать детали от одного шпинделя к другому.
Токарные станки с ЧПУ Pinacho ST225-1000
Основными особенностями этих станков являются прямой привод шпинделя и система ЧПУ с диалоговым режимом программирования. Все станки оснащены автоматическими 8-позиционными револьверными головками и задними бабками с ручным управлением.
Прядильный станок с ЧПУ STG-800
Прядильный станок с ЧПУ имеет большой потенциал в производстве некоторых сложных деталей, таких как цилиндры, конусы, параболы, трубы и т. д. Каждое изделие изготавливается в течение 1 цикла, поэтому возможно массовое производство. Эта машина тестирует готовые изделия, обрезает и закругляет края, прижимает изделие. Его блок ЧПУ обеспечивает максимальную точность как внутренних, так и внешних размеров изделия.
д. Каждое изделие изготавливается в течение 1 цикла, поэтому возможно массовое производство. Эта машина тестирует готовые изделия, обрезает и закругляет края, прижимает изделие. Его блок ЧПУ обеспечивает максимальную точность как внутренних, так и внешних размеров изделия.
Токарный станок с ЧПУ SAK 6150
Токарный станок SAK 6150 подходит для широкого спектра операций, таких как автоматическая токарная обработка цилиндрических, конических, сложных и угловых поверхностей и сужение. Другое использование – нарезание метрической, дюймовой, модульной и шаговой резьбы. Он также может сверлить и канавки.
DMTG CKE 6136 Токарный станок с ЧПУ
Станки серии CKE обеспечивают точную ступенчатую или криволинейную токарную обработку наружного и внутреннего диаметров. Им также нарезают, сверлят, зенкуют. Могут использоваться различные металлы: сталь, чугун, нержавеющая и высоколегированная сталь, цветные металлы и легкие сплавы.
Первый вертикальный обрабатывающий центр MCV 300
Этот станок предназначен для мелкосерийного производства. Это компактный, но жесткий инструмент для обработки всех металлов. Это очень простая и продуманная машина, надежная и долговечная. Быстрая замена фрезы сокращает время и затраты, обеспечивая максимальную производительность.
MY-TURN 42 Токарный станок для коробчатого сечения с ЧПУ
Эти токарные станки для коробчатого сечения оснащены тайваньскими системами ЧПУ и предназначены для токарной обработки прутков диаметром до 42 мм. Для серийного производства можно подключить автоматический податчик прутка.
Универсальная фреза JMD-26X2 XY
Эта уникальная фреза может использоваться на больших и малых фабриках, в мастерских и студиях промышленного дизайна. JMD-26X2 может использовать плитные фрезы диаметром до 125 мм или торцевые фрезы диаметром до 25 мм. Он также может использовать сверла до 40 мм в ручном режиме работы и до 16 мм в автоматическом режиме работы.
Устройство подачи прутка Fedek DH65S2
Устройство подачи прутка DH65S2 крепится к токарным станкам с ЧПУ, чтобы сделать производственный процесс полностью автоматическим. Подает прутки по программе ЧПУ токарного станка.
Радиально-сверлильный станок 2К52
Радиально-сверлильный станок 2К52 предназначен для сверления отверстий в средних и крупных деталях как в штучном, так и в серийном производстве. Он может выполнять сверление, развертывание, зенкерование, развертывание, нарезание резьбы и растачивание.
Болгария Токарный станок ZZ CU630
Токарный станок CU630 фирмы ZMM BULGARIA HOLDING является копией очень популярных российских токарных станков 1М63Н и 1М63Н-1. Подходит для токарной обработки металлических и неметаллических деталей диаметром до 630 мм, в отдельных случаях до 830 мм. Этот станок позволяет выполнять широкий спектр операций, таких как точение, растачивание, осевое сверление, развертывание и нарезание метрической, дюймовой, шаговой резьбы с помощью фрез или метчиков.
Станки вертикально-фрезерные 6Д91Ш
Станки вертикально-фрезерные 6Д91Ш предназначены для фрезерования плоских или криволинейных поверхностей и различных деталей из стали, чугуна, цветных металлов. Они могут использовать плитные, концевые, пустотелые, эвольвентные, черновые концевые, шаровые, специальные формы и другие типы мельниц как в штучном, так и в серийном производстве.
6Т82Г Горизонтально-фрезерный станок
Фрезерный станок работает со сталью, чугуном, цветными сплавами. Он использует плитные, концевые, полые, эвольвентные, черновые концевые, шаровые, специальные формы и другие типы мельниц как в штучном, так и в серийном производстве.
7А420 Станок долбежный электрический
Станок предназначен для долбления на плоских и фасонных поверхностях, проделывания пазов в различных деталях (как и все виды штампов), устанавливаемых непосредственно на столе или в специальных приспособлениях. Вращение стола позволяет нам обрабатывать круглые детали, такие как шкивы и шестерни. Эта машина известна как надежная, эффективная, безопасная и простая в использовании и обслуживании.
Вращение стола позволяет нам обрабатывать круглые детали, такие как шкивы и шестерни. Эта машина известна как надежная, эффективная, безопасная и простая в использовании и обслуживании.
7305 Строгальный станок
7305 Строгальный станок предназначен для резки вертикальных, горизонтальных, наклонных плоских и фасонных поверхностей различных деталей. Он также может прорезать пазы и пазы в металлических деталях длиной до 500 мм.
Токарные станки 16К20
Токарные станки 16К20 подходят для обработки цилиндрических, конических или сложных форм внутри или снаружи обрабатываемой детали. Он также выполняет нарезку. Эти станки могут использовать различные фрезы, сверла, развертки, зенкеры, резьбовые плашки и метчики.
Станки токарные Иж-250
Станки токарные Иж-250 предназначены для обработки деталей токарных станков, патронов и цанг. Они также могут нарезать метрическую, дюймовую, модульную или шаговую резьбу на заводах мелкосерийного или массового производства. Токарные станки Иж-250 имеют высокий класс точности и используются для точных операций.
Токарные станки Иж-250 имеют высокий класс точности и используются для точных операций.
Сверло настольное JET IDP-15BV
Сверло настольное JET IDP-15BV предназначено для сверления отверстий в металлических, деревянных, пластиковых деталях. Эта дрель профессиональна; он может сверлить сталь диаметром до 16 мм и чугун диаметром до 20 мм. Скорость шпинделя плавно регулируется от 450 до 2000 об/мин.
Ленточная пила Pilous ARG 300 plus F
Универсальная ленточная пила, предназначенная в основном для массового производства, но также широко используемая в штучном производстве и ремонтных мастерских.
Сверло 2М112
Настольный сверлильный станок раньше был самым распространенным сверлом на российских заводах. Он предназначен для использования сверл диаметром до 12 мм и работы со сталью, чугуном, цветными металлами, пластиком и деревом в условиях массового производства.
Сверлильный станок 2Н135
Сверлильный станок 2Н135 позволяет использовать широкий спектр сверл и материалов. Этот станок часто используется для специальных сверл: высокоуглеродистых, высокоскоростных, твердосплавных и т. д.
Этот станок часто используется для специальных сверл: высокоуглеродистых, высокоскоростных, твердосплавных и т. д.
Bomar Ergonomic 275.230 Ленточнопильный станок DG
Ручной ленточнопильный станок, используемый в производстве заготовок как в малом, так и в крупном бизнесе. Его конструкция позволяет резать прутки в диапазоне углов от −45º до +60º.
36К634 Станки шлифовальные
36К634 Станки шлифовальные двухдисковые предназначены для заточки различных резцов, в том числе инструментов с твердосплавными пластинами высотой до 100 мм, заточки сверл диаметром до 60 мм, заточки различного инструмента, удаления заусенцев, снятия фаски, шлифования, полирования и т.п.
Промышленный пылесос Dustin Tank WDSE 240M
Этот пылесос используется для сбора пыли и жидкости. Эта модель идеально подходит для промышленных помещений, так как может одновременно собирать стружку, пыль, масла и охлаждающую жидкость. Его маневренность и небольшой размер позволяют разместить его буквально везде, что экономит много времени и сил. Так что это чрезвычайно выгодное устройство.
Его маневренность и небольшой размер позволяют разместить его буквально везде, что экономит много времени и сил. Так что это чрезвычайно выгодное устройство.
1999 ИЖ Планета 5 – Moto.ZombDrive.COM
1999 ИЖ Планета 5 фото
ИЖ Планета 5 1999 №1 800102412801600происхождение
800102412801600происхождение ИЖ Планета 5 1999 №2
800102412801600происхождение ИЖ Планета 5 1999 №3
800102412801600происхождение ИЖ Планета 5 1999 №4
800102412801600происхождение ИЖ Планета 5 1999 #5
800102412801600происхождение ИЖ Планета 5 1999 №6
800102412801600происхождение ИЖ Планета 5 1999 №7
800102412801600происхождение ИЖ Планета 5 1999 №8
800102412801600происхождение ИЖ Планета 5 1999 №9
800102412801600происхождение ИЖ Планета 5 1999 №10
1999 ИЖ Планета 5
ТИП: Байк нейкед
| Двигатель и трансмиссия | |||
|---|---|---|---|
| Рабочий объем: | 346,00 см3 (21,11 куб. дюймов) дюймов) | Мощность: | 22 |
| Тип двигателя: | Одноцилиндровый | Ход: | 2 |
| Отверстие x ход: | Коробка передач: | 4-ступенчатая | |
| Система охлаждения: | Воздух | Сжатие: | |
| Физические размеры и грузоподъемность | |
|---|---|
| Сухой вес: | 162,0 кг (357,1 фунта) |
| Другие характеристики | |
|---|---|
| Запас топлива: | 18,00 литров (4,76 галлона) |
Новости
- Гонки на ИЖ Планета Спорт 2015-03-23 15:33:17 Байк с сильным мужским видом был впервые выпущен в 1977 году. Этот байк оснащен мощным одноцилиндровым двухтактным двигателем объемом 340 куб.см. Этот ИЖ Планета Спорт может достигать мощности 26 л. с. и максимальной мощности►
Читать далее…
- GreenTrans Ema98, элегантный и эргономичный автомобиль 2015-03-27 23:28:35 GreenTrans Ema98 — это элегантный и модный электрический скутер. Он очень популярен во всем мире, потому что невероятно экологичен. Его гладкая и элегантная рама оснащена бесщеточным двигателем постоянного тока и 1-скоростной… Читать далее…
- Оцените этот мини-GRC Moto Midimoto RR.04 2015-03-27 23:23:00 Кажется невероятным, но он существует! Тем более, что этот Midimoto RR вполне реальная вещь! GRC Moto Midimoto RR.04v был впервые выпущен в 2011 году и до сих пор находится на рынке. Это… Читать далее…
- A Тихоходный Govecs SC 1.4 2015-03-27 23:14:15 Govecs SC 1.4 — отличный самокат для молодых и начинающих райдеров. Хотите знать, почему? Из-за своей низкой скорости этот скутер абсолютно безопасен!
Его начали выпускать и изготавливать в…
Читать далее.
 с. и максимальной мощности►
Читать далее…
с. и максимальной мощности►
Читать далее…