Практическая работа. Измерение размеров деталей с помощью микрометра | Учебно-методический материал на тему:
Практическая работа №2
Слесарное дело и технические измерения
Специальность 190631.01 «Автомеханик»
Тема: Измерение размеров деталей с помощью микрометра
Цель работы: Ознакомиться с устройством и работой микрометра. Научиться определять размеры деталей с точностью до 0,1 мм.
Оборудование: микрометр, образцы для измерения.
Основные теоретические сведения
Микрометрические измерительные инструменты основаны на использовании точной винтовой пары (винт-гайка), которая преобразует вращательные движение микровинта в поступательные. К микрометрическим инструментам относятся: микрометры, микрометрические глубиномеры, микрометрические нутромеры. Микрометрические инструменты предназначены для абсолютного контактного метода измерения. Цена деления прибора 0.01 мм. Погрешность измерения зависит от пределов измерения микрометра и составляет: от 3 мкм для микрометров 0-25 мм до 50 мкм для микрометров с пределами измерения 400-500 мм. Принцип микрометрической пары используется в конструкциях многих измерительных приборов.
Принцип микрометрической пары используется в конструкциях многих измерительных приборов.
Устройство микрометра. Общий вид микрометра показан на рис.1. Корпусом инструмента служит скоба 1, в которую запрессованы с одной стороны пятка 2, с другой – стебель 5, на котором закреплена микрогайка и нанесена продольная шкала. Одной измерительной поверхностью является торец микрометрического винта 3, выдвигающегося из стебля, второй – торец пятки 2. Микровинт связан с корпусом барабана 6, имеющим на конусном конце круговую шкалу. Заканчивается барабан резьбой, на которую навинчивается гайка 9, являющаяся корпусом механизма трещетки. Основное назначение – трещетки обеспечивать постоянство измерительного усилия за счет храповика 7 и подпружиненного стержня 8. Микрометр снабжен устройством 4, позволяющим стопорить микровинт и гайкой 10 для регулировки зазора в паре микровинт – микрогаика.
Отсчет показаний микрометрических инструментов. Отсчетное устройство микрометрических инструментов состоит из двух шкал (рис. 1). Продольная шкала имеет два ряда штрихов с интервалом 1 мм, расположенных по обе стороны горизонтальной линии и смещенных относительно друг друга на 0.5 мм. Таким образом, оба ряда штрихов образуют одну продольную шкалу с ценой деления 0.5 мм.
1). Продольная шкала имеет два ряда штрихов с интервалом 1 мм, расположенных по обе стороны горизонтальной линии и смещенных относительно друг друга на 0.5 мм. Таким образом, оба ряда штрихов образуют одну продольную шкалу с ценой деления 0.5 мм.
Микровинт связан с барабаном 6, который на конусном конце имеет круговую шкалу с числом делений n=50. Учитывая, что шаг резьбы винтовой пары S=0,5мм, цена деления круговой шкалы (нониуса) микрометра “C” равна:
C = S / n = 0,5 / 50 = 0,01мм.
Размер измеряемой детали с точностью до 0.5 мм отсчитывают по шкале стебля указателем, которым является скошенный край барабана. Сотые доли миллиметра отсчитывают по круговой шкале барабана, указателем которой является продольный штрих на стебле микрометра.
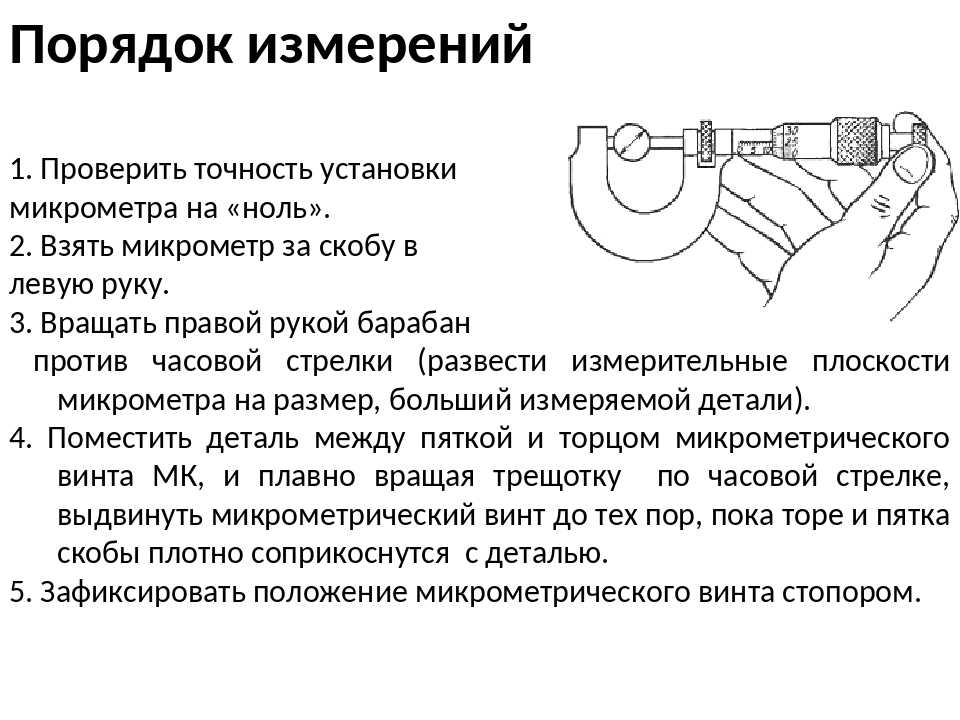
Установка микрометра на нуль. Перед началом измерений микрометрическими инструментами производят их проверку и установку на нуль. Установку микрометров на нуль производят на начальном делении шкалы. Для микрометров с пределом измерений 0-25 мм -на нулевом делении шкалы, для микрометров с пределами измерений 25-50 мм -на делении 25 и т. д. Осторожно вращая микровинт за трещетку, приводят в соприкосновение измерительные поверхности микровинта и пятки. У микровинтов с пределом измерения 25- 50, 50-75 и т.д. микровинт и пятка соединяются между собой через блок концевых мер длины размером 25, 50 мм и т.д. или через специально установочные цилиндрические меры, прилагаемые в комплект к микрометрам.
д. Осторожно вращая микровинт за трещетку, приводят в соприкосновение измерительные поверхности микровинта и пятки. У микровинтов с пределом измерения 25- 50, 50-75 и т.д. микровинт и пятка соединяются между собой через блок концевых мер длины размером 25, 50 мм и т.д. или через специально установочные цилиндрические меры, прилагаемые в комплект к микрометрам.
При указанном соприкосновении скошенный край барабана микрометра должен установиться так, чтобы штрих начального деления основной шкалы (нуль или 25, 50 мм и т.д.) был полностью виден, а нулевое деление круговой шкалы барабана совпадало с продольной горизонтальной линией на стебле 5 (рис. 1). Если такого совпадения нет, то стопором 4 необходимо зафиксировать микровинт 3 и, придерживая барабан 6 за накатанный выступ ослабить накидную гайку 9. Затем, поворачивая освобожденный корпус барабана, совмещают нулевое деление на барабане с горизонтальной линией на стебле 5 микрометра, и, придерживая корпус барабана за накатанный выступ, снова закрепляют барабан гайкой 9.
Следует иметь в виду, что при затягивании гайки 9 нулевая установка может снова нарушиться, поэтому нужно снова проверить ее и при необходимости исправить.
Измерение микрометром. При измерении микрометром (рис. 1) отводят измерительную поверхность микровинта 3, вращая барабан 6, на необходимое растояние. Между микровинтом 3 и пяткой 2 помещают измеряемую деталь и при помощи барабана 6 сокращают зазор между измеряемой деталью и измерительными поверхностями до 1-2 мм. Окончательное соприкосновение измерительных поверхностей с деталью производят вращением трещотки 7 и снимают показания прибора.
Порядок выполнения работы
- Начертить эскиз измеряемой детали.
- Подготовить рабочую таблицу:
№ измерения | Результаты измерений: | ||||
А | Б | В | Г | Д | |
- Осмотреть микрометр и проверить его точность.

- Измерить размеры А, Б, В, Г, Д.

Примечание. Каждое измерение проводить три раза.
- Определить среднее арифметическое каждого измеренного размера и результаты занести в таблицу.
- Проставить полученные размеры на эскизе.
Контрольные вопросы.
1. С какой целью применяют микрометр?
2. Сколько шкал имеет микрометр?
3. Как установить микрометр на нуль? Зачем производят установку микрометра на нуль?
| Практическая работа №2 Слесарное дело и технические измерения Специальность 190631.01 «Автомеханик» Цель работы: Ознакомиться с устройством и работой микрометра. Научиться определять размеры деталей с точностью до 0,1 мм. Оборудование: микрометр, образцы для измерения. Основные теоретические сведения Микрометрические измерительные инструменты основаны на использовании точной винтовой пары (винт-гайка), которая преобразует вращательные движение микровинта в поступательные. Устройство микрометра. Общий вид микрометра показан на рис.1. Корпусом инструмента служит скоба 1, в которую запрессованы с одной стороны пятка 2, с другой – стебель 5, на котором закреплена микрогайка и нанесена продольная шкала. Одной измерительной поверхностью является торец микрометрического винта 3, выдвигающегося из стебля, второй – торец пятки 2. Микровинт связан с корпусом барабана 6, имеющим на конусном конце круговую шкалу. Заканчивается барабан резьбой, на которую навинчивается гайка 9, являющаяся корпусом механизма трещетки. Отсчет показаний микрометрических инструментов. Отсчетное устройство микрометрических инструментов состоит из двух шкал (рис. 1). Продольная шкала имеет два ряда штрихов с интервалом 1 мм, расположенных по обе стороны горизонтальной линии и смещенных относительно друг друга на 0.5 мм. Таким образом, оба ряда штрихов образуют одну продольную шкалу с ценой деления 0.5 мм. Микровинт связан с барабаном 6, который на конусном конце имеет круговую шкалу с числом делений n=50. Учитывая, что шаг резьбы винтовой пары S=0,5мм, цена деления круговой шкалы (нониуса) микрометра “C” равна: Установка микрометра на нуль. Перед началом измерений микрометрическими инструментами производят их проверку и установку на нуль. Установку микрометров на нуль производят на начальном делении шкалы. Для микрометров с пределом измерений 0-25 мм -на нулевом делении шкалы, для микрометров с пределами измерений 25-50 мм -на делении 25 и т.д. Осторожно вращая микровинт за трещетку, приводят в соприкосновение измерительные поверхности микровинта и пятки. У микровинтов с пределом измерения 25- 50, 50-75 и т.д. микровинт и пятка соединяются между собой через блок концевых мер длины размером 25, 50 мм и т.д. или через специально установочные цилиндрические меры, прилагаемые в комплект к микрометрам. При указанном соприкосновении скошенный край барабана микрометра должен установиться так, чтобы штрих начального деления основной шкалы (нуль или 25, 50 мм и т. Следует иметь в виду, что при затягивании гайки 9 нулевая установка может снова нарушиться, поэтому нужно снова проверить ее и при необходимости исправить. Измерение микрометром. При измерении микрометром (рис. 1) отводят измерительную поверхность микровинта 3, вращая барабан 6, на необходимое растояние. Между микровинтом 3 и пяткой 2 помещают измеряемую деталь и при помощи барабана 6 сокращают зазор между измеряемой деталью и измерительными поверхностями до 1-2 мм. Окончательное соприкосновение измерительных поверхностей с деталью производят вращением трещотки 7 и снимают показания прибора. Порядок выполнения работы
Примечание. Каждое измерение проводить три раза.
Контрольные вопросы. 1. С какой целью применяют микрометр? 2. Сколько шкал имеет микрометр? 3. Как установить микрометр на нуль? Зачем производят установку микрометра на нуль? | |||||||||||||||||||||||||||||
 К микрометрическим инструментам относятся: микрометры, микрометрические глубиномеры, микрометрические нутромеры. Микрометрические инструменты предназначены для абсолютного контактного метода измерения. Цена деления прибора 0.01 мм. Погрешность измерения зависит от пределов измерения микрометра и составляет: от 3 мкм для микрометров 0-25 мм до 50 мкм для микрометров с пределами измерения 400-500 мм. Принцип микрометрической пары используется в конструкциях многих измерительных приборов.
К микрометрическим инструментам относятся: микрометры, микрометрические глубиномеры, микрометрические нутромеры. Микрометрические инструменты предназначены для абсолютного контактного метода измерения. Цена деления прибора 0.01 мм. Погрешность измерения зависит от пределов измерения микрометра и составляет: от 3 мкм для микрометров 0-25 мм до 50 мкм для микрометров с пределами измерения 400-500 мм. Принцип микрометрической пары используется в конструкциях многих измерительных приборов. Основное назначение – трещетки обеспечивать постоянство измерительного усилия за счет храповика 7 и подпружиненного стержня 8. Микрометр снабжен устройством 4, позволяющим стопорить микровинт и гайкой 10 для регулировки зазора в паре микровинт – микрогаика.
Основное назначение – трещетки обеспечивать постоянство измерительного усилия за счет храповика 7 и подпружиненного стержня 8. Микрометр снабжен устройством 4, позволяющим стопорить микровинт и гайкой 10 для регулировки зазора в паре микровинт – микрогаика. Сотые доли миллиметра отсчитывают по круговой шкале барабана, указателем которой является продольный штрих на стебле микрометра.
Сотые доли миллиметра отсчитывают по круговой шкале барабана, указателем которой является продольный штрих на стебле микрометра. д.) был полностью виден, а нулевое деление круговой шкалы барабана совпадало с продольной горизонтальной линией на стебле 5 (рис. 1). Если такого совпадения нет, то стопором 4 необходимо зафиксировать микровинт 3 и, придерживая барабан 6 за накатанный выступ ослабить накидную гайку 9. Затем, поворачивая освобожденный корпус барабана, совмещают нулевое деление на барабане с горизонтальной линией на стебле 5 микрометра, и, придерживая корпус барабана за накатанный выступ, снова закрепляют барабан гайкой 9.
д.) был полностью виден, а нулевое деление круговой шкалы барабана совпадало с продольной горизонтальной линией на стебле 5 (рис. 1). Если такого совпадения нет, то стопором 4 необходимо зафиксировать микровинт 3 и, придерживая барабан 6 за накатанный выступ ослабить накидную гайку 9. Затем, поворачивая освобожденный корпус барабана, совмещают нулевое деление на барабане с горизонтальной линией на стебле 5 микрометра, и, придерживая корпус барабана за накатанный выступ, снова закрепляют барабан гайкой 9.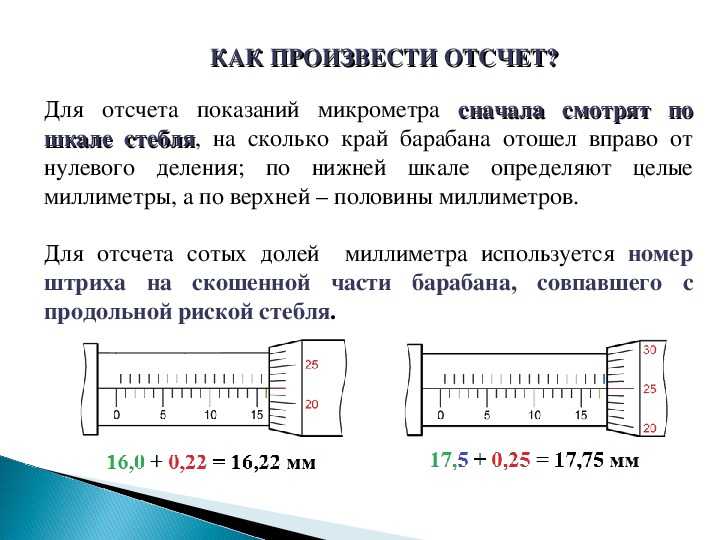

Из каких частей состоит микрометр?
Микрометр — это инструмент, используемый для получения высокоточных измерений. Микрометры обычно имеют две шкалы измерения: метрическую и имперскую.
Метрические измерения в микрометрах увеличиваются с шагом 0,01 мм, в то время как британские размеры увеличиваются с шагом 0,001 дюйма.
Посмотреть последние цены
Микрометрические измерительные поверхности
Измеряемые объекты помещаются между измерительными гранями; наковальня и веретено.
Наковальня — это стационарная измерительная поверхность, на которой удерживаются детали до тех пор, пока шпиндель не соприкоснется с заготовкой.
Шпиндель с резьбой представляет собой подвижную измерительную поверхность микрометра.
Шкала микрометра
Шкала на гильзе микрометра является основной измерительной шкалой прибора.
Вместе со шкалой наперстка шкала на рукаве отображает снятое измерение.
Шкала микрометрического барабана
Вторичная измерительная шкала, шкала наперстка, обеспечивает две оставшиеся значащие цифры измерения.
Эта часть измерения представляет собой значение на шкале, совпадающее с меткой на шкале рукава.
Индикаторная линейка микрометра
Индексная линия, проходящая вдоль гильзы микрометра, используется для обозначения значения, отображаемого на шкале наперстка.
Посмотреть последние цены
Наперсток микрометра
При вращении наперстка шпиндель вращается и изменяет расстояние между измерительными гранями микрометра.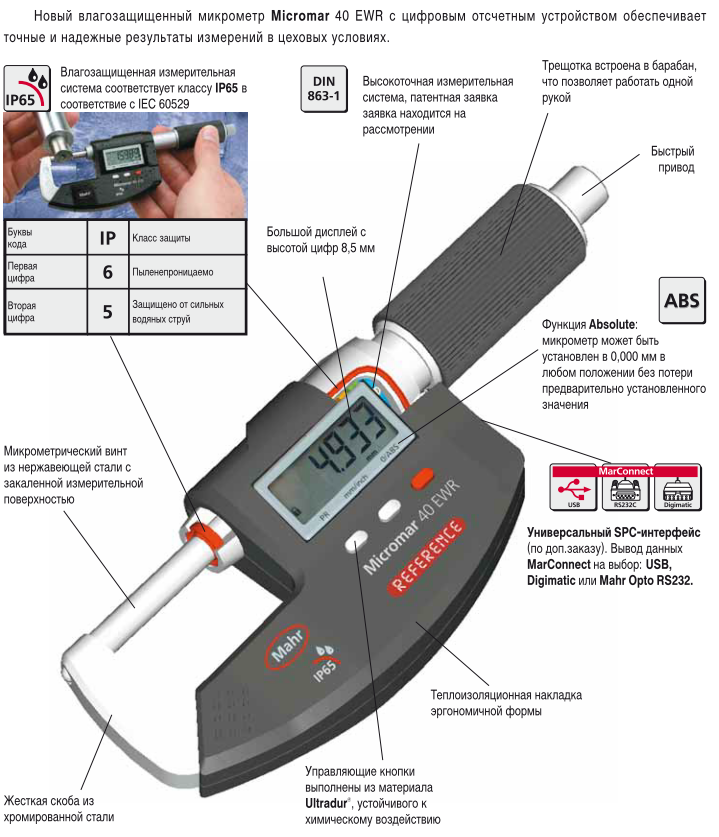
Некоторые гильзы для микрометров имеют фрикционный привод. Это позволяет получить более точные показания, особенно при использовании неопытным пользователем.
Микрометрический храповик Speeder
Ускоритель с храповым механизмом увеличивает скорость вращения шпинделя, поэтому пространство между наковальней и шпинделем сокращается быстрее, чем если бы использовался наперсток.
Использование ускорителя с храповым механизмом сокращает время, необходимое для использования микрометра.
Храповой механизм имеет проскальзывающую муфту, которая предотвращает чрезмерную затяжку и помогает пользователю прикладывать постоянное измерительное усилие к шпинделю, обеспечивая надежность измерений.
Устройство блокировки микрометра
Блокирующее устройство защищает шпиндель и сохраняет измерение, так что микрометр можно снять с детали перед снятием показаний.
Некоторые микрометры имеют стопорную гайку (как показано), в то время как другие могут иметь стопорный рычаг (см. рисунок).
Рамка микрометра
U-образная рама отличается жесткостью и устойчивостью. Он поддерживает наковальню и гильзу микрометра.
Кадр удерживается пользователем во время выполнения измерений.
Посмотреть последние цены
1-дюймовый прецизионный измерительный инструмент общего назначения 102 микрометра (H-MICR)
Сейчас: 26,95 $
- Артикул:
- H-MICR
- Доставка:
- Рассчитывается на кассе
Текущий запас:
- Клиенты также просмотрели
- Описание
Об этом изделии:
- ПРОФЕССИОНАЛЬНЫЙ ВНЕШНИЙ МИКРОМЕТР: Этот измерительный инструмент представляет собой микрометр « Внешнего» типа с нониусной шкалой в дюймах для точного измерения наружного диаметра (OD) и храповым механизмом. стопорный механизм для равномерного давления при регулировке.
- ВЫСОКОТОЧНОЕ ИЗМЕРЕНИЕ: Предназначен для точных показаний с точностью до 0,001″. Включает шестигранный ключ, позволяющий выполнять простую настройку нуля. Диапазон от 0″ до 1″.
- ШИРОКИЙ ДИАПАЗОН ПРИМЕНЕНИЙ: Это наиболее часто используемый тип микрометра с прецизионными измерениями, который обычно используется для измерения толщины или наружного диаметра мелких деталей. Лучший инструмент для измерения фортепианной проволоки, центральных штифтов фортепиано и других деталей фортепиано.
- ВЫСОКОКАЧЕСТВЕННЫЙ МАТЕРИАЛ: Сатинированное хромовое покрытие наперстка для защиты и втулки защищает от ржавчины и уменьшает блики. Шлифованные и полированные твердосплавные измерительные поверхности. Изготовлен только из высококачественных материалов, чтобы обеспечить точность и долговечность.
- ПРОСТОЙ В ИСПОЛЬЗОВАНИИ: Практичный и экономичный измерительный прибор для начинающих и любителей. Ствол с легко читаемой черной контрастной градуировкой. Выгравированные градуировки показаны на стволе и обеспечивают блокировку шпинделя для повторных измерений.
- ВАЖНЫЙ СОВЕТ: Измерительные поверхности микрометра должны быть плоскими и параллельными, чтобы обеспечить точное измерение. Для уменьшения износа, вызванного повторным использованием, измерительные поверхности микрометров (наковальня и шпиндель) обычно покрыты карбидом.
 стопорный механизм для равномерного давления при регулировке.
стопорный механизм для равномерного давления при регулировке. Ствол с легко читаемой черной контрастной градуировкой. Выгравированные градуировки показаны на стволе и обеспечивают блокировку шпинделя для повторных измерений.
Ствол с легко читаемой черной контрастной градуировкой. Выгравированные градуировки показаны на стволе и обеспечивают блокировку шпинделя для повторных измерений.
Описание продукта:
Микрометр General Tools 102 представляет собой прецизионный измерительный инструмент, способный измерять расстояния до тысячных долей дюйма. Измерение обычно выражается или записывается в виде десятичной дроби. Наиболее распространенные микрометры имеют однодюймовое перемещение между шпинделем и наковальней. Это известно как «диапазон». Лучший инструмент для измерения фортепианной проволоки, центральных штифтов фортепиано и других деталей фортепиано.
Технические характеристики:
- Тип продукта : Наружный микрометр Тип
- Точность : +/-0,001 дюйма
- Включает : Ключ для калибровки нуля
- Диапазон измерения : от 0 до 1 дюйма
- Вес : 0,3 фунта.
