Как фрезеровать двери и установить ручки
Если вы сами делаете ремонт и хотите безупречно установить межкомнатные двери, Национальная энциклопедия строительства ProfiDom.com.ua, купите простейший ручной фрезер. Этот инструмент существенно облегчает процесс врезки дверной фурнитуры и повышает качество работы. Как это сделать?
Для чего нужен фрезер
Журналисты ProfiDom.com.ua советуют: при врезке межкомнатных замков требуется изготовить углубление под корпус и торцевую планку. Обычно, это делают с помощью перьевого сверла, но сей метод трудозатратен и недостаточно точен.
С помощью фрезера удаётся облегчить процесс выемки материала при изготовлении врезного кармана. При этом отсутствие ударного воздействия на дверь гарантирует её сохранность, а точность обработки позволяет исключить риск ненадёжного закрепления замка или его перекоса.
1
Правда, перед началом работы придётся пройти небольшой ликбез по основам обращения с таким специфичным столярным инструментом.
Наиболее ощутима польза от фрезера, если приходится за раз врезать до десятка идентичных замков. В таком случае достаточно один раз высчитать размеры, после чего сам процесс монтажа будет выполнен за считанные минуты.
1
Измерения и разметка
Процесс вырезания установочного кармана описанным способом практически не требует навыков контроля над ручным фрезером. Вместо этого, потребуется правильная разметка и изготовление простых приспособлений.
Итак, начнём с высоты установки ручки. Если освещение уже смонтировано, ручка должна располагаться на одной оси с выключателями. Есть и иное правило: прижать руку параллельно торсу и согнуть её в локте под углом 45°. Если теперь ручку зажать в ладони, это и будет её оптимальная высота.
1
Теперь, нужно определиться с шириной кармана. Разницу между толщиной корпуса двери и замка нужно поделить на два. Полученное значение используется при установке бокового упора фрезера, именно это расстояние должно быть между упорной щекой и кромкой лезвия фрезы.
Разницу между толщиной корпуса двери и замка нужно поделить на два. Полученное значение используется при установке бокового упора фрезера, именно это расстояние должно быть между упорной щекой и кромкой лезвия фрезы.
Высота фрезеровки определяется местом установки двух накладных упоров. Чтобы их изготовить, нужно под прямым углом скрутить между собой две дощечки в виде буквы Г. Длинной стороной упор прижимается струбциной к полотну, короткая при этом служит ограничителем хода фрезера. Чтобы правильно установить упоры, нужно с каждой стороны от места врезки замка прибавить расстояние от кромки фрезы до края подошвы.
1
Разметка торца делается так: сначала линией отмечают ось установки ручки, затем от неё отступают нужное расстояние до верхнего и нижнего края замка. После от этих линий отступают на расстояние от лезвия фрезы до края подошвы. Достаточно просто высчитать, на каком расстоянии от края полотна находятся крайние метки, чтобы сразу выполнить разметку на всех дверях.
Учтите один момент: углы у кармана получаются скруглёнными и, если разметка велась из расчёта «чистых» значений, корпус замка не поместится. Необходимо дополнительно отступить вверх и вниз на половину толщины фрезы. Можно также сделать карман более свободным, максимальный допуск составляет половину выступа торцевой планки над корпусом замка сбоку.
Фрезерование кармана
Многие наверняка уже уловили суть: фрезер прижимается боковым упором, погружается фреза, затем инструмент перемещается между накладными упорами с периодическим добавлением глубины фрезеровки. Всё просто лишь на первый взгляд: чтобы не испортить полотно двери, нужно учесть некоторые неоднозначные моменты.
1
Первый — дверь должна быть надёжно зафиксирована. Для этого можно прислонить её к стене, а самому расположиться в проёме, удерживая полотно между ногами. Не будет лишним, пригласить помощника, который надёжно удержит дверь, пока мастер сосредоточен над врезкой замка.
Второе правило — направление подачи фрезы. Оно должно совпадать с направлением вращения лезвий, чтобы они не вгрызались в материал, а снимали его против усилия подачи. Иначе инструмент практически невозможно контролировать: фрезер рвёт навстречу и его трудно удержать в руках.
Оно должно совпадать с направлением вращения лезвий, чтобы они не вгрызались в материал, а снимали его против усилия подачи. Иначе инструмент практически невозможно контролировать: фрезер рвёт навстречу и его трудно удержать в руках.
Третий момент — глубина подачи. Разумно сначала закрепить фрезу, погрузив до упора её хвостовик в цангу. Максимальной глубины фрезеровки при этом наверняка будет недостаточно, но так исключаются пение фрезы, отклонение от размеров и рваные кромки. Когда карман вырезан на допустимую глубину, необходимо измерить, на сколько нужно углубиться, выставить фрезу с требуемым вылетом, добавив дополнительные 3–4 мм.
1
Итак, вот как происходит врезка кармана. Фрезер устанавливается подошвой на торец двери, прижимается щекой бокового упора к левой стороне полотна и придвигается вплотную к ближнему накладному упору. Перед включением нужно отрегулироваться скорость — около 23–25 тыс. об/мин для фрез диаметром 8–10 мм. После включения следует отпустить фиксатор подошвы и, надавив на ручки, аккуратно погрузить фрезу на 3–4 мм. После погружения и фиксации основания фрезер движется вперёд от себя, пока подошва не коснётся дальнего упора. При работе нужно обязательно прижимать инструмент со стороны расположения упора, чтобы случайно не снять лишний материал.
После погружения и фиксации основания фрезер движется вперёд от себя, пока подошва не коснётся дальнего упора. При работе нужно обязательно прижимать инструмент со стороны расположения упора, чтобы случайно не снять лишний материал.
Фрезеровка противоположной стороны кармана выполняется так же, но фрезер нужно двигать к себе. После каждых двух проходов нужно врезаться в тело двери по 5–7 мм, пока глубины кармана не будет достаточно для вставки корпуса замка. Если после фрезеровки по центру осталась тонкая перегородка, её можно легко удалить стамеской, либо срезать фрезой, предварительно сняв боковой упор.
Установка замка и ручки
Для начала, следует вставить замок в карман и, выровняв его по продольной оси двери, прикрутить торцевую планку двумя шурупами. После этого по контуру планки нужно пройтись лезвием секционного ножа, чтобы подрезать слой ламинации на глубину около 2 мм. Когда контур очерчен, замок можно снять.
1
При должной сноровке, вырезать уступ под торцевую планку можно без использования упоров. Нужно только заранее установить вылет фрезы над подошвой, он должен быть равен толщине торцевой планки. При снятии тонкого слоя материала, не обязательно вплотную подводить фрезу к линии надреза, можно смело отступать внутрь на 1–2 мм. После фрезеровки остатки материала по краям нетрудно удалить стамеской или всё тем же секционным ножом, которым делался надрез. Если, при этом, материал снимется немного глубже — ничего страшного, ведь планка всё равно упрётся в фрезерованную плоскость. Важно только, не завалить края и не образовать сколов на декоративном покрытии.
Нужно только заранее установить вылет фрезы над подошвой, он должен быть равен толщине торцевой планки. При снятии тонкого слоя материала, не обязательно вплотную подводить фрезу к линии надреза, можно смело отступать внутрь на 1–2 мм. После фрезеровки остатки материала по краям нетрудно удалить стамеской или всё тем же секционным ножом, которым делался надрез. Если, при этом, материал снимется немного глубже — ничего страшного, ведь планка всё равно упрётся в фрезерованную плоскость. Важно только, не завалить края и не образовать сколов на декоративном покрытии.
Следующий этап установки ручки на межкомнатную дверь — изготовление сквозных отверстий под квадратную тягу, личинку замка и стяжки. Потребуется выполнить разметку, предварительно измерив, на сколько отстоят оси отверстий от торцевой планки и от краев корпуса. Изготавливать сквозные отверстия можно свёрлами большого диаметра, всё равно они закроются лицевыми планками. Важно, однако, выполнять сверление с двух сторон, чтобы при выходе сверла не образовались крупные сколы.
1
Когда изготовлен карман и проделаны отверстия, корпус замка крепится на место, проверяется совпадение осей ручки и личинки замка. После этого, устанавливается квадратная тяга, личинка при наличии таковой, затем лицевые планки прижимаются винтовыми стяжками. Винты стяжек должны располагаться со стороны воротка замка.
1
Остаётся установить ответную планку на дверной коробке. При закрывании двери с внутренней стороны, нужно карандашом отметить положение язычка защёлки и ригеля замка. По этим меткам планка прикручивается к лутке, таким образом, чтобы край окна находился на расстоянии, равном отступу между плоской частью язычка и лицевой плоскостью полотна. Когда планка закреплена, окна нужно углубить на 15–20 мм, используя молоток и стамеску.
AlfFisher. Моя работа: Фрезерование больших плоскостей.
В первой части я буду говорить о фрезеровании больших плоскостей (о использовании фрезера для выравнивания плоскости дерева).
В некоторых случаях этот способ может заменить рейсмус, а при торцевом фрезеровании

В продолжении – расскажу как фрезеровать пазы, регулировать фрезер, подбирать фрезу и скорость фрезерования.
Видео я снять не обещал, так как есть много тем, которые уже долго ждут своей очереди %), но решил написать статью и по-возможности прояснить ситуацию, ответив на вопросы.
С другой стороны подобные задачи выполняются редко, поэтому и статьи, думаю будет достаточно.
И так, начнем 🙂
Сначала нужно прояснить пару моментов – что и как нужно фрезеровать. Фрезерование древесины вдоль и поперек волокон – немного отличается %).
Для торцевого фрезерования очень желательно применять фрезу, режущие кромки которой расположены под острым углом, причем чем острее угол, тем лучше.
Фрезы, у которых режущая поверхность параллельна оси фрезы, будет давать не очень чистую поверхность при торцевом фрезеровании.
Хорошо с такой задачей торцевого фрезерования справляется твердосплавная спиральная фреза (рис. 1), но она имеет малый диаметр и стоит достаточно дорого.
1), но она имеет малый диаметр и стоит достаточно дорого.| Рис. 1 Спиральная твердосплавная фреза. |
Для фрезерования вдоль волокон можно использовать обычную фрезу с твердосплавными напайками (рис. 2 и 3).
Второй момент – диаметр фрезы.
Тут работает принцип – чем больше – тем лучше. Большая фреза позволяет снимать несколько сантиметров материала за один проход, но требует большей мощности и жесткости фрезера.
Кроме того, если диаметр фрезы превышает 20 – 25 мм, то желательно уменьшить обороты фрезера до 22 000 – 25 000 об/мин,
а следовательно фрезер должен быть мощным (не менее 1200 – 1500 Вт), и иметь возможность регулировки оборотов.
Поэтому нужно подбирать диаметр фрезы и размер стружки исходя из класса имеющегося фрезера.
Третий момент – тип фрезы.
Для малого фрезера лучше использовать “пальчиковую”
цилиндрическую фрезу диаметром 12 – 16 мм.(Рис. 2).
| Рис. 2 Пальцевая фреза с напайками. |
Если мощность фрезера позволяет – то лучше использовать
Т – образную (грибковую) фрезу диаметром 20 – 35 мм. (Рис. 3).
| Рис. 3 Т- образная фреза (грибок) |
Для подобных операций я использую грибковую фрезу Ф 32 и высотой 10 мм.
Поскольку найти специальную фрезу для таких операций довольно сложно, то я “доработал” пазовую фрезу с подшипником.
Я снял подшипник фрезы и срезал ось подшипника. Кроме того на нижних углах напаек я снял фаски.
Вместо фасок можно (даже лучше) закруглить края напаек с радиусом R ~ 3 – 5 мм.
Фреза с радиусными краями позволяет получить более гладкую поверхность без резких ступенек между проходами, поскольку фрезерование с множественными проходами не позволяет получить абсолютно ровную поверхность (как после фуганка или рейсмуса).
С фрезером и фрезами – разобрались. Теперь нужно определиться с дополнительной оснасткой – кареткой и направляющими для фрезеровки.
Вариантов каретки и направляющих может быть очень много – от металлической П – образной пластины с пазом и 2х ровных досок, закрепленных на верстаке, до направляющей из орг.стекла (позволяющей видеть зону обработки) и рамы из алюминиевых профилей, с системой крепления и подъема заготовки.
Я рассмотрю наиболее простой вариант, который можно сделать легко и тут же приступить к работе, а более навороченные варианты – можно найти в интернете, достаточно набрать в поисковике – “выравнивание плоскости – фрезером” или “planer – hand router”.
Существует 2 варианта направляющей системы.
Первая – более простая, использует верстак в качестве рабочей плоскости, на которой находится (и может быть закреплена) заготовка, а фрезер с П – образной кареткой двигается над заготовкой.
По сути вся система может состоять только из одной каретки.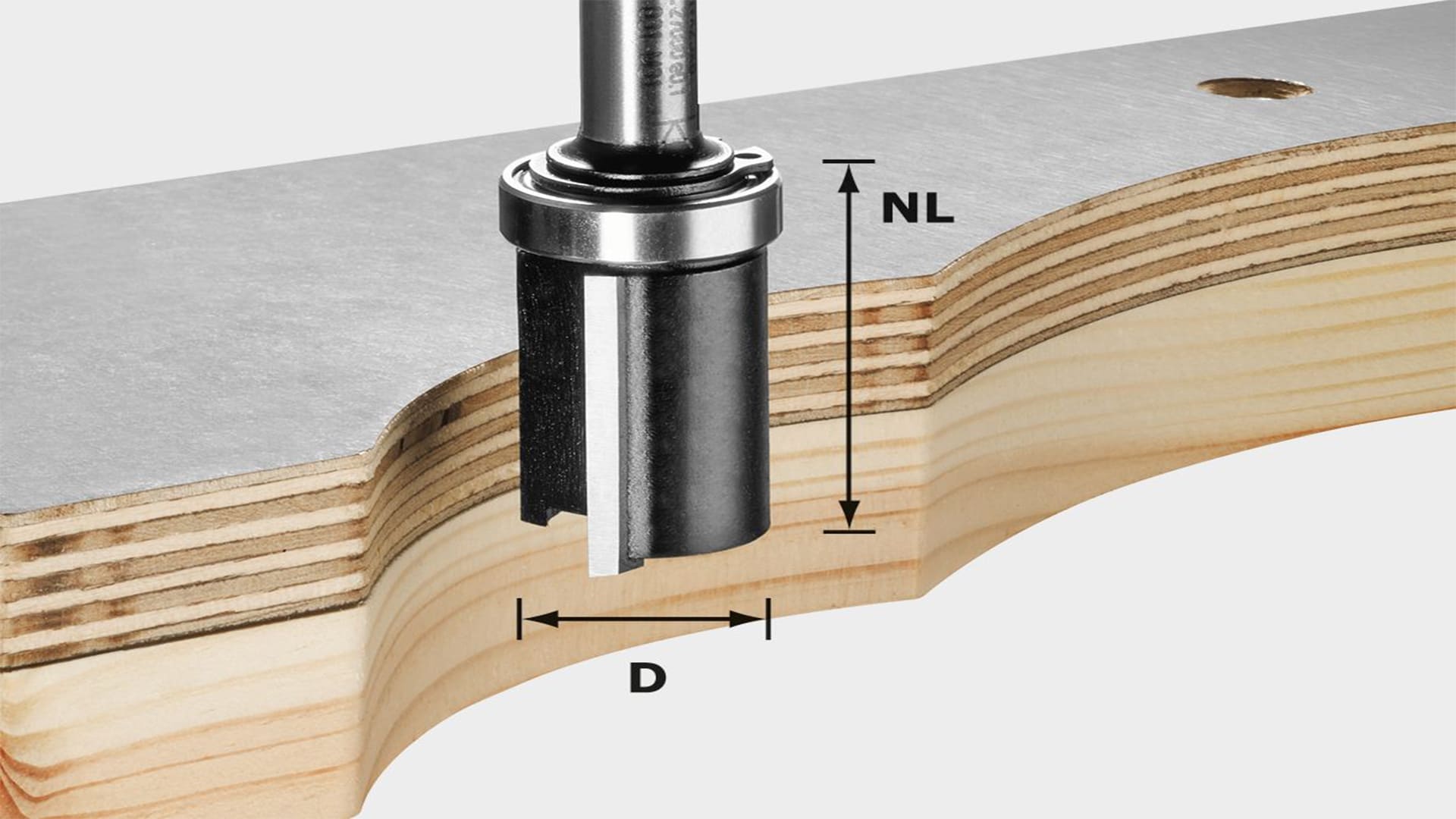
Такая конструкция собирается за пару минут, и подходит для предварительной обработки, но точность и повторяемость изделий в данном случае не высока.
Более сложная схема представляет собой изделие, состоящее из минимум 2х элементов:
собственно – каретки и базы, имеющей направляющие, по которым двигается каретка.
Причем фрезер может двигаться по каретке
или двигаться вместе с кареткой.
Первый вариант – больше подходит для больших деталей, второй – соответственно для “мелочи”.
Иногда база имеет элементы для крепления детали.
Вот собственно и вся “технология”. Вариантов – может быть очень много
и я думаю каждый мастер придумает как решить задачу в своем случае :).
А на этом на сегодня – все. Задавайте вопросы.
Пишите комментарии.
Подписывайтесь на блог (форма подписки – вверху страницы 😉
Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings. REQUIRED_FIELD}})
REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings. LANGUAGE}}
{{$select.selected.display}}
LANGUAGE}}
{{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Фрезерование по кругу – самодельное приспособлени | Своими руками
Примитивное циркульное приспособление будет точно направлять ваш фрезер, позволяя совершить полный оборот.
Большие окружности можно делать с помощью фрезера, ленточной пилы или электролобзика.
Среди этих трёх методов только фрезер с прямой или спиральной фрезой позволяет гарантированно получить результат в виде правильной окружности с аккуратными краями, почти не нуждающимися в дополнительной обработке. Для этого вам потребуется циркульное приспособление, длина которого больше радиуса окружности и которое крепится к основанию фрезера вместо штатной пластиковой подошвы.
Сделайте его из 6-милли метрового твёрдого оргалита или фанеры. Рассчитайте его длину, увеличив радиус окружности на 200 мм.
Чтобы изготовить приспособление и закрепить погружной фрезер, хватит 10 минут. Однажды сделав его, вам нужно будет только просверлить новое осевое отверстие для другого диаметра. Вот как это делается.
Читайте также: Как сделать идеальные закругления с помощью сверлильного или шпиндельного станка
Фрезерование по кругу с помощью самодельного приспособления
Начните с центрального отверстия. Склейте щитовую заготовку и разметьте центр на её нижней стороне. Просверлите направляющее отверстие для осевого шурупа (для шурупа 4,2×20 мы сделали отверстие диаметром 2,8 мм и глубиной около 2/3 толщины заготовки).
Склейте щитовую заготовку и разметьте центр на её нижней стороне. Просверлите направляющее отверстие для осевого шурупа (для шурупа 4,2×20 мы сделали отверстие диаметром 2,8 мм и глубиной около 2/3 толщины заготовки).
Закрепите фрезер. Снимите пластиковую подошву и используйте её как шаблон для разметки монтажных отверстий на циркульном приспособлении. Просверлите и раззенкуйте их, сделайте отверстие для фрезы, затем прикрепите фрезер к приспособлению.
Измерьте и отметьте радиус. Вставьте в цангу спиральную фрезу (показана 10-миллиметровая фреза, но вы можете взять фрезу любого диаметра). Измерьте расстояние от края фрезы и отметьте на приспособлении радиус окружности.
Установите приспособление на заготовку и закрепите его шурупом в только что размеченной точке. Будьте осторожны, чтобы шуруп не прошёл заготовку насквозь, испортив лицевую сторону. Вверните его до конца, но не затягивайте слишком туго, чтобы приспособление могло вращаться.
Отфрезеруйте неглубокую канавку. Для первого прохода погрузите фрезу в материал на б мм и перемещайте фрезер против часовой стрелки. Завершите круг, сделав полный оборот, выключите фрезер, но не поднимайте его.
Предосторожность для прямых фрез. Если вместо спиральной вы взяли обычную пазовую фрезу, участки периметра, на которых могут появиться сколы, следует обрабатывать методом попутного фрезерования, то есть, перемещая фрезер в другую сторону (по часовой стрелке). При этом глубина каждого прохода должна быть не более 3 мм.
Отпилите лишнее. Не снимая фрезер и приспособление с заготовки, ведите пропил посередине ширины канавки. Вращайте приспособление, чтобы оно не мешало выпилить круг полностью.
Продолжайте фрезерование. Положите заготовку на подкладки так, чтобы они не выступали за края заготовки (это поможет избежать их контакта с фрезой). Фрезеруйте периметр, увеличивая глубину каждого прохода на 3 мм. Остановитесь, когда останется снять полоску материала шириной около 3 мм.
Остановитесь, когда останется снять полоску материала шириной около 3 мм.
Как избежать сколов на лицевой стороне. Перед последним проходом прижмите струбцинами снизу к заготовке обрезок толстой фанеры или МДФ-плиты, которая не даст появиться сколам на нижней (лицевой) стороне. Переставляйте струбцины, когда они становятся помехой на пути фрезера.
ИНСТРУМЕНТ ДЛЯ МАСТЕРОВ И МАСТЕРИЦ, И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.Ниже другие записи по теме “Как сделать своими руками – домохозяину!”
Подпишитесь на обновления в наших группах и поделитесь.
Будем друзьями!
Фрезерование концевыми фрезами — РИНКОМ
Содержание
Фрезерование концевыми фрезами
-
Конструктивные особенности и виды концевых фрез
- Шпоночные концевые фрезы
- Угловые концевые фрезы
- Т-образные концевые фрезы
-
Оборудование для фрезерования концевыми фрезами
- >Патроны для концевых фрез с цилиндрическими хвостовиками
- Патроны для концевых фрез с коническими хвостовиками
- Цанговые патроны
- Патроны с регулируемыми эксцентриками
- Выбор скорости подачи фрез
- Основные технологии фрезерования концевыми фрезами
-
Фрезерование уступов концевыми фрезами
- Основные параметры
- Выбор инструмента
- Расчет режима резания
- Подготовка к работе и выполнение операции
- Фрезерование сквозных пазов концевыми фрезами
-
Фрезерование замкнутых пазов концевыми фрезами
- Выбор инструмента
- Расчет режима резания
- Выполнение операции
-
Фрезерование наклонных плоскостей цилиндрическими концевыми фрезами
- Фрезерование с поворотом заготовок
- Фрезерование с поворотом шпинделя станка
- Фрезерование наклонных плоскостей угловыми концевыми фрезами
-
Фрезерование закрытых шпоночных канавок шпоночными концевыми фрезами
- Выбор инструмента
- Расчет режима резания
- Подготовка к работе и выполнение операции
-
Обработка концевыми фрезами специальных пазов
- Фрезерование Т-образных пазов
- Фрезерование паза типа «ласточкин хвост»
-
Контурное фрезерование концевыми фрезами
- С комбинированием ручных подач
- С использованием круглого поворотного стола
- Правила фрезерования и полезные советы
Фрезерование концевыми фрезами
Фрезерование концевыми фрезами применяется для:
-
обработки пазов, уступов;
-
объемного копирования;
-
фасонной обработки поверхностей;
-
снятия свесов у щитов, облицованных различными материалами;
-
контурной обработки деталей;
-
выполнения иных операций.

В этой статье мы расскажем в деталях о концевых фрезах и технологиях обработки уступов, скосов, а также пазов различных форм.
Фотография №1: фрезерование концевой фрезой
Конструктивные особенности и виды концевых фрез
Монолитные и сборные обычные (цилиндрические) и иные концевые фрезы состоят из рабочих частей и хвостовиков. Они могут быть цилиндрическими и коническими, а зубья — нормальными и мелкими. Инструменты с нормальными зубьями применяют для получистовой и чистовой обработки, а крупнозубые фрезы — для черновой.
Изображение №1: концевая фреза с конусом Морзе (коническим)
Важно! Концевые фрезы имеют небольшие диаметры (3–60 мм). Из-за этого для обеспечения оптимальных скоростей резания инструменты вращаются с высокими частотами. При относительно небольших скоростях подачи нагрузка на 1 зуб минимальна. Это обеспечивает высокое качество обработки.
Это обеспечивает высокое качество обработки.
Монолитные концевые фрезы могут быть:
-
целиком изготовлены из быстрорежущей или легированной стали;
-
целиком выполнены из твердых сплавов;
-
спаянными (материал хвостовика — конструкционная сталь, а рабочей части — твердый сплав).
Кроме этого существуют концевые фрезы с твердосплавными пластинами.
Изображение №2: цилиндрическая концевая фреза с твердосплавными пластинами
Главное преимущество таких фрез — возможность смены пластин без снятия режущего инструмента. Твердосплавные концевые фрезы (с пластинами и без) применяют для получения пазов и уступов в заготовках из закаленных и труднообрабатываемых сталей.
Инструменты могут иметь затылованные и остроконечные зубья. Такие модели называют обдирочными. Их применяют для черновой обработки заготовок, полученных литьем и свободной ковкой.
Такие модели называют обдирочными. Их применяют для черновой обработки заготовок, полученных литьем и свободной ковкой.
Изображение №3: обдирочная концевая фреза с затылованными зубьями
Инструменты с острозаточенными зубьями имеют неравномерный окружной шаг. Такие обдирочные фрезы отличаются более высокими производительностью (+ 60–70 %), вибростойкостью и сроком службы.
Изображение №4: обдирочная концевая фреза с остроконечными зубьями
Кроме цилиндрических инструментов существуют концевые фрезы специального назначения. К ним относятся шпоночные, угловые и Т-образные модели.
Шпоночные концевые фрезы
Их применяют для фрезерования шпоночных пазов. Инструменты имеют 2 режущих зуба и торцевые режущие кромки. Они направлены не наружу (как у сверл), а внутрь инструментов.
Изображение №5: шпоночная концевая фреза
Шпоночная фреза может углубляться в материал при осевой подаче (высверливается отверстие), а затем двигаться в сторону при продольной. В результате получается шпоночный паз.
В результате получается шпоночный паз.
Важно! Переточку таких фрез производят по задним поверхностям торцевых кромок. После операций диаметры инструментов не изменяются.
Угловые концевые фрезы
Их применяют для фрезерования наклонных плоскостей и пазов, имеющих угловые профили. Инструменты бывают одноугловыми и двухугловыми. У первых режущие кромки расположены на конических поверхностях и торцах, а у вторых — только на конических поверхностях. Причем двухугловые фрезы могут быть симметричными. У таких инструментов усилия, возникающие при работе угловых кромок зубьев уравновешиваются. Такие фрезы работают более плавно.
Изображение №6: рабочие части угловых концевых фрез
Вершины угловых фрез закругляют. Это продлевает срок службы инструментов.
Т-образные концевые фрезы
Их применяют для обработки Т-образных пазов.
Изображение №7: конструкция и характеристики Т-образных концевых фрез
Эти фрезы часто ломаются. Это обусловлено сложностью обработки Т-образных пазов, при которой отвод стружки сильно затрудняется. Такие фрезы имеют разнонаправленные зубья и угловые поднутрения.
Это обусловлено сложностью обработки Т-образных пазов, при которой отвод стружки сильно затрудняется. Такие фрезы имеют разнонаправленные зубья и угловые поднутрения.
Оборудование для фрезерования концевыми фрезами
Для фрезерования концевыми фрезами применяются горизонтальные и вертикальные фрезерные станки. Инструменты устанавливают в различные по конструкции патроны.
Патроны для концевых фрез с цилиндрическими хвостовиками
Концевые фрезы с цилиндрическими хвостовиками фиксируют при помощи таких патронов.
Изображение №8: патрон для концевых фрез с цилиндрическими хвостовиками
Они состоят из корпусов (1), гаек (2) и кулачков (3). Корпус устанавливается в шпинделе и затягивается шомполом. Кулачки зажимают инструмент при помощи кольцевой (4) и промежуточных пружин.
Патроны для концевых фрез с коническими хвостовиками
Имеют такую конструкцию.
Изображение №9: патрон для концевых фрез с коническими хвостовиками
Корпус (3) закрепляется в шпинделе станка при помощи шомпола. В сменной втулке (4) имеется винт (5), предназначенный для фиксации фрезы. Пояски втулки проходят через отверстия навернутой на корпус гайки (2) и вставляются в имеющиеся на торце пазы. Положение гайки регулируется при помощи специального винта (6).
Важно! Сменные втулки имеют стандартные размеры, соответствующие конусам Морзе.
Цанговые патроны
Предназначены для крепления концевых фрез с цилиндрическими хвостовиками.
Изображение №10: цанговый патрон
Конический хвостовик такого патрона затягивается в шпинделе станка при помощи шомпола. Спереди имеется выточка. В нее входит цанга (1). Это коническая разрезная втулка имеющая отверстие, диаметр которого соответствует диаметру хвостовика закрепляемой фрезы. Для ее фиксации цанга сжимается гайкой (2).
Для ее фиксации цанга сжимается гайкой (2).
Патроны с регулируемыми эксцентриситетами
Состоят из корпусов (1), колпачковых гаек (3) и втулок (2).
Изображение №11: патрон с регулируемым эксцентриком
Втулка в таком патроне эксцентрично закреплена по отношению к оси вращающейся фрезы (4). Она крепится при помощи двух винтов (5). При поворачивании втулки регулируется ширина паза.
Выбор скорости подачи фрез
Выбор скорости подачи фрезы напрямую зависит от материала заготовки.
-
Алюминий и сплавы на его основе — 200–420 м/мин.
-
Бакелит — 40–110 м/мин.
-
Нержавеющая сталь — 45–95 м/мин.
-
Термопласты и древесина — 300–500 м/мин.
-
Латунь — 130–320 м/мин.
-
Бронза — 90–150 м/мин.
-
ПВХ — 100–2500 м/мин.

Основные технологии фрезерования концевыми фрезами
Расскажем об основных технологиях фрезерования концевыми фрезами на примере конкретных операций.
Фрезерование уступов концевыми фрезами
Рассмотрим фрезерование двух уступов в бруске. Цель — получение ступенчатой шпонки.
Основные параметры
-
Ширина фрезерования — 5 мм.
-
Глубина резания — 12 мм.
-
Чистота поверхности — 5.
Выбор инструмента
Для этой операции отлично подойдет концевая фреза (диаметр — 16 мм) с нормальными зубьями и цилиндрическим хвостовиком. Чтобы стружка отводилась вверх, винтовые канавки должны быть направлены вправо.
Расчет режима резания
Рассчитаем частоту вращения шпинделя. При скорости подачи 25 м/мин. она будет равна:
n = (1000*v)/(π*d) = (1000*25)/(3,14*16) = 500 об./мин.
Подача на один зуб — 0,03 мм. Вычислим минутную подачу.
s = sзуб*z (чистота поверхности)*n = 0,03*5*500 = 75 мм/мин.
Подготовка к работе и выполнение операции
Фрезерование каждого уступа проходит по следующей схеме.
-
Закрепите заготовку в тисках, а фрезу — в патроне шпинделя станка.
-
Установите лимб коробки подач на 80 мм/мин., а лимб коробки скоростей — на 500 об./мин.
-
Запустите вращение шпинделя.
-
Подведите заготовку под фрезу.
-
Поднимите стол до легкого касания фрезой верхней плоскости заготовки.
-
Установите кулачки выключения продольной подачи на длину фрезерования.
-
Обработайте деталь с двух сторон.

Изображение №12: фрезерование уступов концевой фрезой
Фрезерование сквозных пазов концевыми фрезами
Для фрезерования сквозных пазов обычно берут концевые фрезы, диаметры которых соответствуют чертежным размерам пазов с допустимыми отклонениями.
Важно! Так делают в случаях, если концевые фрезы не имеют радиального биения. При его наличии ширина паза получится больше заданной. Итог— брак.
Для обработки сквозных пазов чаще всего берут новые концевые фрезы. При работе с переточенными инструментами для соблюдения точности пазов можно использовать патроны с регулируемыми эксцентриками. Технология фрезерования сквозных пазов не отличается от описанной выше.
Фрезерование замкнутых пазов концевыми фрезами
Задача — профрезеровать в планке замкнутый паз. Длина — 32 мм. Ширина — 16 мм.
Изображение №13: чертеж планки
Выбор инструмента
Подойдет та же самая фреза с пятью зубьями (z = 5).
Расчет режима резания
Заданная подача фрезы — 0,01 мм/зуб. Скорость резания — 25 м/мин. Частота — 500 об./мин. Вычислим минутную подачу.
s = sзуб*z*n = 0,01*5*500 = 25 мм/мин.
Минимальная подача на станке — 31,5 мм/мин. Устанавливаем именно ее. Рассчитаем фактическую подачу на один зуб.
sзуб= s/(z*n) = 31,5/(5*500) = 0,013 мм/зуб.
Выполнение операции
При фрезеровании сквозных пазов:
-
сначала дают ручную вертикальную подачу для того, чтобы фреза врезалась в материал на 4–5 мм;
-
после этого включают механическую продольную подачу и вырезают глухой паз нужной длины;
-
постепенно поднимают стол до получения сквозного отверстия.

Изображение №14: закрепление заготовки и фрезерование сквозного паза
Фрезерование наклонных плоскостей цилиндрическими концевыми фрезами
Для фрезерования наклонных плоскостей концевыми фрезами применяют две технологии.
1. Фрезерование с поворотом заготовок
Эта технология предполагает использование универсальных поворотных тисков. Заготовки в них крепятся так же, как и в обычных.
Изображение №15: фрезерование наклонной плоскости концевой фрезой с поворотом заготовки
Важно! Обрабатываемая наклонная плоскость должна располагаться параллельно столу.
2. Фрезерование с поворотом шпинделя станка
Это возможно как на вертикальных, так и на горизонтальных фрезерных станках. Первые для этого должны обладать функцией поворота бабки со шпинделем вокруг горизонтальной оси, а вторые — накладными вертикальными головками. Для фрезерования просто устанавливают нужные углы наклона.
Для фрезерования просто устанавливают нужные углы наклона.
Изображение №16: фрезерование наклонной плоскости концевой фрезой под углом 60°
Фрезерование наклонных плоскостей угловыми концевыми фрезами
Выполняется на горизонтальных фрезерных станках. Обработка заготовок угловыми фрезами происходит на меньших скоростях подачи и резания. Это связано с трудными условиями работы.
К примеру, при глубине фрезерования 12 мм назначают скорость резания 11,8 м/мин. Частота вращение шпинделя — 50 об./мин.
Изображение №17: фрезерование наклонной плоскости угловой концевой фрезой
Обратите внимание! Чтобы избежать брака при фрезеровании наклонной плоскости:
-
перед операцией удостоверьтесь в точности разметки;
-
закрепите заготовку максимально надежно;
-
тщательно очистите тиски и стол от стружки;
-
проверьте угол наклона инструмента или универсальных тисков.

Фрезерование закрытых шпоночных канавок шпоночными концевыми фрезами
Выполняется на горизонтальных и вертикальных фрезерных станках. Рассмотрим фрезерование шпоночной канавки с шириной 10 мм и глубиной 4 мм.
Изображение №18: фрезерование закрытой шпоночной канавки
Выбор инструмента
Для этой операции возьмем шпоночную фрезу с диаметром 10 мм. Если она перетачивалась, необходимо проверить диаметр рабочей части микрометром.
Расчет режима резания
Заданная скорость резания — 25,2 м/мин. Частота вращения — 800 об./мин. Подача — 0,03 мм/зуб. Количество зубьев — 2. Рассчитаем минутную подачу.
s= 0,03*2*800 = 48 мм/мин.
Подготовка к работе и выполнение операции
После закрепления фрезы в патроне проверьте ее радиальное биение по индикатору. Ширина канавки не должна выйти из допуска. Фрезерование шпоночных канавок происходит так же, как и рассмотренная выше обработка замкнутых пазов.
Фрезерование шпоночных канавок происходит так же, как и рассмотренная выше обработка замкнутых пазов.
Обработка концевыми фрезами специальных пазов
К ним относятся Т-образные пазы и пазы типа «ласточкин хвост». Их фрезерование обычно выполняется на вертикальных фрезерных станках.
Фрезерование Т-образных пазов
Фрезерование простых Т-образных пазов включает в себя 2 этапа.
-
При помощи цилиндрической концевой фрезы получают прямоугольный паз.
-
При помощи Т-образной фрезы делают паз Т-образным.
Если необходимо получить паз с заваленными кромками, делают третий переход. Фаски снимают при помощи угловой фрезы.
Изображение №19: три этапа фрезерования Т-образного паза с заваленными кромками
Фрезерование паза типа «ласточкин хвост»
Также происходит за 2 этапа.
-
При помощи цилиндрической концевой фрезы получают прямоугольный паз.
-
При помощи угловой фрезы типа «ласточкин хвост» завершают операцию.
Изображение №20: фрезерование паза типа «ласточкин хвост»
Контурное фрезерование концевыми фрезами
Существуют две основные технологии контурного фрезерования концевыми фрезами.
С комбинированием ручных подач
Технология выглядит так.
-
Заготовка фиксируется на столе или в тисках.
-
Деталь обрабатывается концевой фрезой по размеченному контуру (стол при этом перемещается в продольном и поперечном направлениях).
Обратите внимание! За один раз профрезеровать контур невозможно. Деталь сначала обрабатывают начерно, а затем — начисто.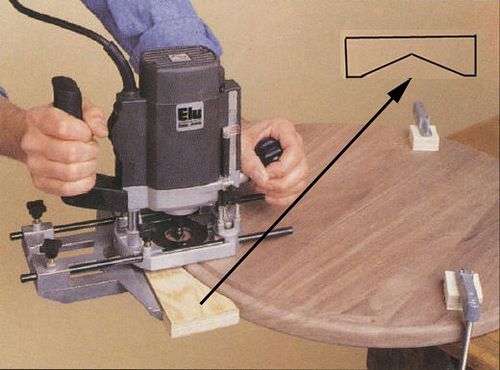
Изображение №21: фрезерование криволинейного контура с комбинированием ручных подач
С использованием круглого поворотного стола
При фрезеровании заготовок на круглых поворотных столах контуры дуг образуются за счет их круговых подач. Приспособления бывают ручными и механическими. По этой технологии получают высокоточные контуры.
Изображение №22: круглый поворотный стол с ручной подачей
Обратите внимание! Выше мы рассмотрели лишь основные сферы применения концевых фрез. Об иных операциях и особенностях их выполнения читайте в специальной литературе.
Правила фрезерования и полезные советы
-
Станок, его шпиндель и стол должны быть чистыми.
-
Не используйте неподходящие рукоятки и ключи.
-
При фиксации в тисках поковок, черных отливок и заготовок из проката одевайте на губки накладки из латуни, меди или алюминия.
-
Накладки также нужны при фрезеровании обработанных деталей и заготовок.
-
Заготовки и зажимные приспособления должны быть очищены от стружки.
-
Не забывайте снимать заусенцы после переходов.
-
Не зажимайте слишком сильно тонкие заготовки.
-
Перед опусканием и поднятием стола не забывайте проверять затяжку.
-
В процессе фрезерования следите за инструментом. О том, что фреза затупилась, можно понять по вибрациям станка и чрезмерному нагреву стружки.
-
Не подводите детали под фрезы резко.

Фрезерование под углом
На отдельных участках деталей иногда бывает необходимо обрабатывать поверхности расположенные под некоторым углом относительно к горизонтальной плоскости. Эти наклонные поверхности, называют наклонными плоскостями или скосами, если их размеры невелики.
Эти наклонные поверхности, называют наклонными плоскостями или скосами, если их размеры невелики.
Фрезерование подобных геометрических элементов деталей обычно проводится по средствам установки самой заготовки под требуемым углом или поворотом шпинделя, а также угловыми фрезами.
Фрезерование с поворотом заготовки
Для установки детали под требуемым технологическим углом по отношению к рабочей плоскости стола можно использовать синусные тиски. Закрепление обрабатываемого материала, в такого рода приспособлении, ни чем не отличается от фиксации в обычных станочных тисках.
Крепление детали, которую необходимо обработать под каким либо углом, можно также осуществить и на синусных столах. Заготовку в данном случае крепят к плоскости приспособления прихватами и т-образными болтами, как при закреплении на поверхности установочного стола.
Такую оснастку как синусные тиски и столы применяют обычно на небольших производствах, как правило, при обработке единичных опытных деталей или мелких партий.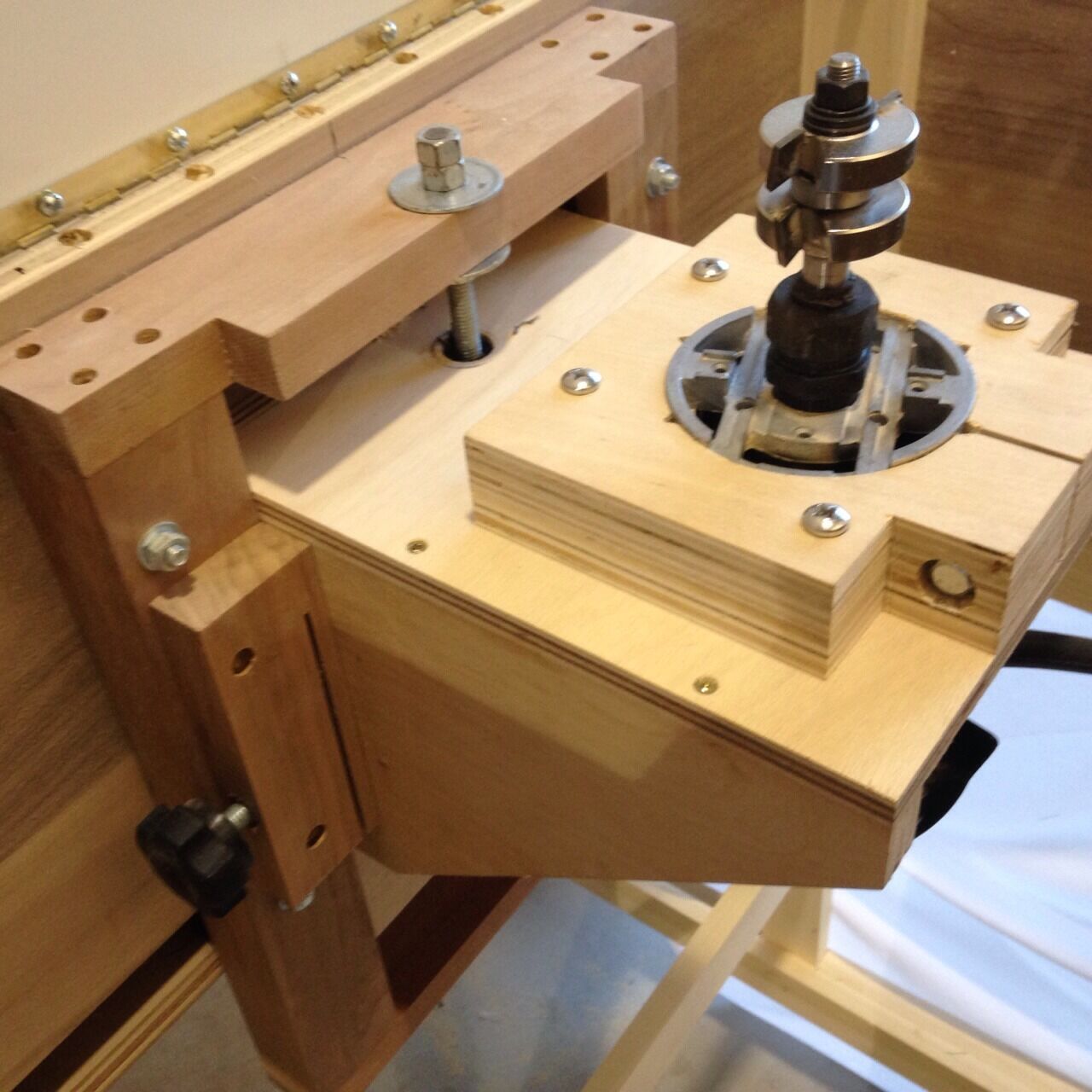 На заводах со средним и массовым характером выпуска изделий с наклонными плоскостями для фиксации заготовок обычно применяют специализированные приспособления, которые обеспечивают наилучшие показатели производительности и качества выпускаемой продукции.
На заводах со средним и массовым характером выпуска изделий с наклонными плоскостями для фиксации заготовок обычно применяют специализированные приспособления, которые обеспечивают наилучшие показатели производительности и качества выпускаемой продукции.
Фрезерование различных наклонных плоскостей выполняется теми же режущими инструментами, что применяются для обработки поверхностей деталей устанавливаемых параллельно горизонтальной плоскости установочного стола.
Фрезерование с поворотом шпинделя станка
Для того чтобы отфрезеровать наклонную плоскость не прибегая к повороту самой заготовки используют смещение оси шпинделя относительно его перпендикулярного положения. Такими возможностями располагают универсальные и вертикально-фрезерные станки, у которых конструкция шпиндельной бабки приспособлена к поворотам.
На фрезерном станке с горизонтальным расположением шпинделя тоже можно обрабатывать наклонные поверхности устанавливая заготовку под определённым углом либо при наличии регулируемой вертикальной головки, которую можно сориентировать в нужное положение.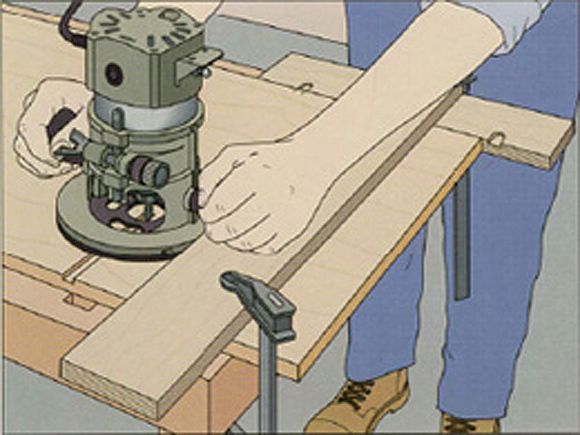
Специальная вертикальная головка является дополнительной принадлежностью, которыми комплектуются горизонтально-фрезерные станки. Наличие подобной оснастки позволяет организовывать работу, которую обычно проводят на вертикально-фрезерном станке.
С помощью дополнительно устанавливаемой вертикальной головки, фрезу можно расположить как в вертикальном положении, так и в горизонтальном, а также под любым другим углом. Использование подобного механического устройства качественно расширяет технологические возможности повседневной работы горизонтально-фрезерных станков.
Фрезерование наклонных плоскостей угловыми фрезами
Угловые поверхности можно обрабатывать, не прибегая к повороту заготовки или шпинделя. Для этих целей используются специальные угловые фрезы с остроконечными зубьями, которыми можно обрабатывать наклонные плоскости и скосы с небольшими размерами.
Технологический процесс фрезерования с применением угловых фрез можно выполнять на различных видах фрезерных станков. Их закрепление на стандартных оправках производится точно также как для цилиндрических фрез.
Их закрепление на стандартных оправках производится точно также как для цилиндрических фрез.
Стоит отметить, что для угловых фрез режимы обработки избираются с меньшими показателями, чем у цилиндрических фрез в виду их конструктивных особенностей способствующих более трудным условиям работы.
Как фрезеровать бетонный пол! Выбор оборудования.
Фрезеровальные машины по бетону применяются для обработки бетонных поверхностей, асфальтовых поверхностей и удаления краски или полимерных покрытий.
Список возможностей фрезеровальных машин:1. снятие слоев бетона или асфальта
2. выравнивание поверхности бетона или асфальта
3. создание угла наклона поверхности для стока воды
4. придание поверхности шероховатости и нанесение насечек на бетон или асфальт
5. удаление старой дорожной разметки, полимерных покрытий, очистка поверхностей от битума, клея, стойких загрязнений.
Перейти в раздел Фрезеровальные машины
Конструктивно фрезеровальная машина состоит из следующих элементов: прочная стальная рама на колесах, двигатель и барабан с ламелями.
Фрезеровальные машины стоят дорого, к выбору надо подходить ответственно и разумно.
Выбор фрезеровальной машины1. Бренд. От выбора производителя зависит стоимость, надежность, долговечность и производительность фрезеровальной машины. Самыми надежными являются машины Von Arx и Dr. Schulze. Самыми универсальными и доступными по цене являются фрезеровальные и демаркировочные машины LATOKHO.
2. Двигатель. Бензиновый, дизельный и электрический. Выбирается исходя из предполагаемых условий работы и объемов. Электрически машины наиболее удобны для применения в закрытых помещениях (офисы, торговые центры, квартиры, склады). Машины с бензиновыми и дизельными двигателями превосходят по максимальной мощности электрические, подходят для выполнения работ на больших площадях (складские терминалы, торговые комплексы, дороги, стоянки).
3. Производительность. Зависит от ширины обработки, максимальной глубины фрезерования и мощности двигателя. Измеряется в м²/час.
4. Вес. От веса машины зависит ее надежность и производительность. Только тяжелые машины, сделанные из качественной стали, прослужат долго, и качественно будут выполнять свою работу.
5. Рабочая ширина. Ширина фрезерованию изменяется в пределах от 100 до 300 мм. При необходимости выполнения очень больших объемов фрезерования стоит обратить внимание на машины серии ТВИН, со сдвоенным барабаном. Например, Dr.Schulze DBF-250-TWIN и Von Arx VA 30SH (380 В).
6. Глубина фрезерования. Легкие машины могут выполнять фрезерование на небольшую глубину от 3 до 5 мм за проход. Мощные машины способны фрезеровать на глубину до 22 мм за проход.
7. Универсальность. Очень важно при выборе фрезеровальной машины правильно определиться с функциональностью. Выпускаются многоцелевые машины, используемые для удаления дорожной разметки, фрезерования бетона, зачистки металла, для удаления краски и клея, для удаления пластика, полиуретана, резины. Узкоспециализированные машины выполняют только одну из перечисленных операций. Некоторые машина можно переоснастить для выполнения любой работы, заменив барабан.
8. Важной опцией, на которую стоит обратить внимание при выборе оборудования, является возможность работы в углах и вдоль стен. Некоторые машины имеют специальную конструкцию (боковое расположение барабана), отдельные модели могут оснащаться дополнительным боковым устройством для выполнения обработки вдоль стен, например, Фрезеровальная машина Von Arx DTF 25. Некоторые модели могут дополнительно оснащаться уширителями (до 10 см) для обработки поверхности и направляющими, помогающими обеспечить точность в движении.
9. Не лишним будет возможное подключение строительного пылесоса. Удаление пыли только повышает рабочий ресурс барабана.
До начала работы! Проверьте отсутствие торчащей арматуры из пола. Это поможет сохранить барабан. Уберите из рабочей зоны строительный мусор и ненужные инструменты. Дайте высохнуть влажной поверхности, чтобы пыль смешанная с водой не забивала инструмент. Произведите визуальный осмотр вашей машины, проверьте проводку и двигатель. Проверьте крепление двигателя к раме. Резьбовые соединения должны быть надежно затянуты. Оси барабана должны иметь жесткое и безлюфтовое крепление. Количество ламелей и распорных шайб должно быть полным. Не рекомендуется использовать барабан предназначенный для легкого бетона на более высоких марках бетона. Подсоединенный строительный пылесос значительно увеличит рабочий ресурс барабана и скорость выполнения работы. Рекомендуемая производительность пылесоса должна быть не менее 350 м³/час. Ламели загрязненные битумом следует очистить соляркой и металлической щеткой.
Режущие инструменты для фрезеровальных машинВ фрезеровальной машине барабан с фрезами является самым важным звеном. От него зависит производительность и качество выполненной работы. Это на него ложится основная нагрузка при фрезеровании поверхности. Высокая надежность и длительный рабочий ресурс потребовали его изготовления только из высококачественной стали. А вот фрезы (ламели) установленные на его осях – это расходные элементы.
Обычно барабан состоит из четырёх или более осей, на которые в шахматном порядке закрепляются ламели, чередуясь с регулировочными шайбами. Барабаны являются сменными, так же после выработки, подлежат замене валы. Валы изнашиваются под воздействием ламелей, которые свободно вращаясь и ударяясь о бетон стираются и изнашивают валы. Ламели фрезеровального барабана, несмотря на использование вставок из карбида вольфрама, имеют определенный рабочий ресурс. При работе они испытывают значительные нагрузки и чтобы их выдержать должны изготавливаться из очень качественных материалов.
Фрезы от европейских производителей позволяют обработать до 1000 м² поверхности (класс бетона B40). Ножи китайских производителей, а также сделанные в России, не дотягивают и до 1/3 этого ресурса, при этом они ломаются, повреждая оси и корпус барабана. Рабочий ресурс оси барабана рассчитан на 3-4 замены ламелей, а ресурс самого барабана на 2-3 замены осей.
|
Стандартные фрезы со вставками из карбида вольфрама. Выпускаются пятигранные (Pentagonal), шестигранные (Hexagonal), восьмигранные (Octagonal), двенадцатигранные (Bihexagonal). Размер фрез – большие (подготовительные работы), средние (промежуточные работы) и малые (прецизионные работы). Предназначены для обработки бетонной поверхности и асфальта, удаления старого покрытия. |
||
| Лучевые фрезы (Beam cutters) удаляют дорожную разметку и краску с асфальта и бетона. Очищают большие стальные конструкции, только с небольшим изменением поверхностной структуры металла. | ||
| Фрезы с карбидными вставками (Milling cutters) для удаления дорожной разметки из термопластика и холодного пластика, резинового покрытия , мягкой кровли и битума. Ширина фрез 11, 22, 19 и 39 мм. | ||
|
Круглые фрезы со вставками из карбида вольфрама (Round cutters) для грубого удаления бетона и асфальта. Большого и среднего размера. |
||
| Клеверные фрезы со вставками из карбида вольфрама (Clover leaf cutters) обладают повышенным объемом удаляемого материала, т.е. увеличивают КПД машины. По возможностям применения клеверные резцы аналогичны стандартным фрезам. | ||
| Вырубные штанцевые фрезы предназначены для прецизионных работ по устройству пола. Фрезы изготавливаются из специальной отпущенной стали. Бывают малые, средние и большие. Эффективно удаляют лакокрасочное покрытие с бетонного основания, ржавчину с корабельных палуб, осуществляют выравнивание и зачистку полов. | ||
| Барабан с металлической щеткой (Von Arx) применяется при очистке бетона от битума, удалении ржавчины с металла, удаления грязного налета на бетонных и плиточных полах. Посадка на ось четырех и шестигранная. Класс исполнения по жесткости – мягкая, грубая и нейлоновая. |
Перейти в раздел Фрезеровальные машины
% PDF-1.4 % 1517 0 объект > эндобдж xref 1517 75 0000000016 00000 н. 0000002782 00000 н. 0000002945 00000 н. 0000004076 00000 н. 0000004105 00000 н. 0000004259 00000 н. 0000004404 00000 н. 0000004898 00000 н. 0000005379 00000 н. 0000005494 00000 п. 0000005607 00000 н. 0000005901 00000 п. 0000005930 00000 н. 0000006583 00000 н. 0000007012 00000 н. 0000007295 00000 н. 0000007837 00000 п. 0000008849 00000 н. 0000009452 00000 н. 0000009912 00000 н. 0000010337 00000 п. 0000010617 00000 п. 0000011185 00000 п. 0000011462 00000 п. 0000011890 00000 н. 0000012161 00000 п. 0000012474 00000 п. 0000013410 00000 п. 0000014397 00000 п. 0000015443 00000 п. 0000016341 00000 п. 0000017353 00000 п. 0000018284 00000 п. 0000019251 00000 п. 0000019322 00000 п. 0000019431 00000 п. 0000054568 00000 п. 0000104633 00000 п. 0000104919 00000 п. 0000132757 00000 н. 0000133008 00000 п. 0000162615 00000 н. 0000163157 00000 н. 0000168263 00000 н. 0000189239 00000 н. 0000198939 00000 н. 0000199222 00000 н. 0000204276 00000 н. 0000204529 00000 н. 0000211371 00000 п. 0000211503 00000 н. 0000218187 00000 н. 0000218460 00000 н. 0000218755 00000 н. 0000227904 00000 н. 0000228163 00000 н. 0000228472 00000 н. 0000228841 00000 н. 0000229171 00000 п. 0000229683 00000 н. 0000230151 00000 п. 0000230459 00000 н. 0000230662 00000 н. 0000230971 00000 п. 0000231391 00000 н. 0000231719 00000 п. 0000231920 00000 н. 0000268746 00000 н. 0000268787 00000 н. 0000295202 00000 н. 0000295243 00000 н. 0000302107 00000 п. 0000304054 00000 н. 0000002571 00000 н. 0000001837 00000 н. трейлер ] / Назад 3014744 / XRefStm 2571 >> startxref 0 %% EOF 1591 0 объект > поток hb“`b`X AD ,] g00 ݐ n! 2v ‘? f00c # A.. [(“ * @ KZz, .. n @ LJi`
Как обрабатывать пиломатериалы – FineWoodworking
Организуйтесь, чтобы избежать ошибок. Перед началом фрезерования проверьте каждую доску на предмет направления волокон, образования чашечек и изгиба, и держите их организованными, чтобы вам не приходилось смотреть на каждую до того, как подать ее в следующую машину.
Участник Fine Woodworking Стюарт Липп сначала работал в мебельном магазине, прежде всего, с распилом пиломатериалов до нужных размеров. Он быстро понял, что для изготовления красивой мебели необходимо тщательно фрезеровать.Отрежьте, например, доску слишком узкой, и у вас больше не будет подходящих панелей, достаточно широких для ваших дверей. Измельчите кусок квадрата, и вы можете испортить весь проект.
Чтобы избежать ошибок, нужно было следовать логической последовательности и укладывать платы упорядоченным образом, чтобы не возникало вопросов о том, как их следует загружать в ожидающие машины. Чтобы упростить задачу, при переходе от одной машины к другой он начал использовать две тележки, одну для стороны подачи, а другую – для стороны выхода.
Следуя трем проверенным временем шагам Липпа, вы сможете в кратчайшие сроки превратить необработанный пиломатериал в прямые, плоские и квадратные детали мебели.
Шаг 1 – Сначала разверните обе грани
Фрезерование квадрата доски начинается на фуганке, где вы выравниваете одну грань. Затем вы переходите к строгальному станку и строгаете вторую грань параллельно первой.
Организуйте свои доски перед тем, как начать. Сложите их так, чтобы их можно было снять с тележки и подать прямо в фуганок, что означает, что зерно движется сверху вниз по мере продвижения от переднего конца доски к заднему.Если какие-то доски изогнуты или выгнуты, сложите их так, чтобы чашка или лук хмурились. Два нижних конца обеспечат более устойчивую основу, чем вершина чашки или дужки. Липп также бросает в штабель доску для отходов, чтобы он мог проверить настройки своего станка в процессе фрезерования.
При строгании вы можете уменьшить вероятность того, что рубанок будет резать глубже на переднем и заднем концах доски, пропустив доски так, чтобы передний конец одной из них касался заднего конца другой, находящейся перед ним. .Перед последним проходом отправьте обрезок, чтобы убедиться, что строгальный станок настроен на правильную толщину.
| Грани, но без кромок. Липп сначала выравнивает лицо, но не выравнивает края. Не всегда возможно правильно подать кромочное зерно в фуганок, когда соединяется только одна грань. |
Фуговальный станок выравнивает и выпрямляет первую поверхность
Поскольку резак фуговального станка находится под доской, волокна должны иметь уклон сверху вниз при подаче материала справа налево.Подайте доску назад, и фуганок вырвет зерно, а не разрежет его чисто. Уложите доски на подающую тележку в правильном направлении. Обязательно кладите доску вогнутой стороной вниз. Затем подайте доски одну за другой. Снимая доски со фуговального станка, складывайте их на разгрузочной тележке так же, как они входили. |
| Плоскость второй грани плоская. Когда доска станет плоской примерно на 90%, начинайте переворачивать ее конец за концом после каждого прохода.Это позволяет волокну двигаться в правильном направлении, поскольку вы снимаете равное количество с каждой грани, что равномерно снимает внутреннее напряжение и сводит к минимуму количество чашечек на доске после этого. |
Строгальный станок выполняет вторую поверхность параллельно первой
Строгальные ножи ударяются о верхнюю часть доски, поэтому вам нужно повернуть подающую тележку так, чтобы направление волокон было обратным, а конец, который первым вошел в фуганок, вошел последним в строгальный станок. Помните, когда доски выходят из строгального станка, складывайте их так, чтобы волокна шли в одном направлении. |
Шаг 2 – Разрезайте широкие детали по ширине перед узкими
После строгания досок по толщине соедините один край прямо, а затем надрежьте их по ширине. Но не соединяйте кромки, пока не убедитесь, что упор фуганка расположен под углом 90 градусов к столам. При соединении первого края, как и при соединении первой грани, любой изгиб доски должен быть направлен вниз.
Возле столовой пилы используйте обрезок в стопке, чтобы убедиться, что лезвие перпендикулярно столу пилы. Сначала разорвите самые широкие части, а затем уменьшите их до самых узких – всегда лучше случайно отрезать слишком широкую часть, чем слишком узкую. Сочлененный край должен прилегать к параллельному упору.
| Правый край, правое направление. Соедините вогнутую сторону для устойчивости. Обе грани плоские и прямые, так что вы можете перевернуть доску в любую сторону, чтобы избежать отрыва. |
Соединение кромки прямое и квадратное
При необходимости переверните доску, чтобы зерно проходило мимо ножей в правильном направлении. Изогнутые края должны быть направлены вниз, потому что два конца изгиба обеспечивают большую устойчивость, чем выступ на другом крае. Сложите доски на разгрузочной тележке так, чтобы стыкованные края были обращены к фуганку. Когда вы перекатываете тележку на пилу, доски можно подавать прямо в полотно так, чтобы шарнирный край упирался в параллельный упор. |
| Прямо от тележки к лезвию. Для более безопасной распиловки столовой пилой доска должна иметь прямую кромку, которая должна касаться ограждения. Также используйте толкатель на узких досках. |
Хорошая кромка идет против забора
Если соединенные кромки обращены к параллельному упору, доски можно снимать с подающей тележки и подавать прямо в полотно столовой пилы без предварительной проверки кромок. Просто переместите каждую доску непосредственно к разгрузочной тележке после каждого продольного распила. |
Шаг 3 – Наконец, отрезать детали по длине
Пришло время обрезать доски до окончательной длины. Вы можете использовать либо угловой калибр с прикрепленным вспомогательным упором, либо салазки для поперечной резки. В любом случае сначала используйте кусок лома, чтобы убедиться, что калибр или салазки режут под прямым углом. Убедитесь, что вы расположили тестовый надрез в дюйме или двух от конца. Если обе стороны лезвия не утопают в древесине, лезвие может отклониться и заставить вас думать, что оно режет не под прямым углом.Отрежьте один крайний квадрат на всех досках. Затем отрежьте их до нужной длины, работая от самых длинных частей до самых коротких (легко отрезать кусок короче, но невозможно вернуться и отрезать его длиннее).
| Умное штабелирование. Lipp экономит время, складывая все детали на надставном столе. Отрезав доски до нужной длины, он укладывает их на разгрузочную тележку. |
Квадрат и конец
Липп готов к резке, когда весь инвентарь установлен на удлинительном столе столовой пилы. Он скручивает первый конец, переворачивает конец доски за конец и кладет ее на разгрузочную тележку, готовую к обрезке по длине. |
| Работаем от длинного к короткому. Чтобы избежать слишком коротких отрезков, начните с самых длинных частей и двигайтесь к самым коротким. Доску всегда можно обрезать короче, но не длиннее. |
Нарезка по длине
Переставьте тележки (подача справа, отвод слева) и отрежьте доски до нужной длины.Используйте стопорный блок, когда более одной детали одинаковой длины. Когда дело доходит до стопорных блоков, отлично подходит простой квадратный блок, прикрепленный к вспомогательному упору углового калибра. Отрежьте сразу все части одинаковой длины. Затем переместите блок для следующих самых коротких частей. |
Подпишитесь на избиратели сегодня и получите новейшие технологии и практические рекомендации от Fine Woodworking, а также специальные предложения.
Организуйтесь, чтобы избежать ошибок. Перед началом фрезерования проверьте каждую доску на предмет направления волокон, образования чашечек и изгиба, и держите их организованными, чтобы вам не приходилось смотреть на каждую до того, как подать ее в следующую машину.
Узнайте, как правильно соединять и облицовывать грубо распиленные пиломатериалы.
Наконец, выучите простые техники квадратной формы деталей и обрезки их до окончательной длины.
Запустить галереюПолучайте советы по деревообработке, советы экспертов и специальные предложения на почту
×Нарезание резьбы с помощью вашей фрезы
Нарезание резьбы – важный элемент обработки. Даже если вы не собираетесь создавать свои собственные потоки нестандартного размера, все равно полезно знать, как их создавать. Мы видели, как клиенты проявляют довольно творческий подход к своим станкам и методам нарезания, но с фрезой Tormach есть три основных способа нарезания резьбы.
Old Fashioned Way – токарно-фрезерный метод
Этот метод восходит к старой школе способа нарезания ниток на ручном станке. Обычно вы устанавливаете приклад в шпиндель и закрепляете токарный инструмент в тисках. Вручную отшлифуйте заготовку до нужного размера, а затем с помощью штампа нарисуйте резьбу вручную. Процесс непростой и довольно утомительный, но если вам нужны потоки, это быстрый и грязный метод.
Фрезерование резьбы
Гораздо более современный способ нарезать резьбу – это зажать приклад в тисках (желательно кусок шестигранника) и обрезать его до диаметра резьбы.После того, как у вас есть круглая часть заготовки и ее нарезка до нужного диаметра, вы используете резьбовую фрезу и диалоговое программирование PathPilot для создания точной резьбы. Таким образом, вы можете создавать резьбу с точным шагом и размером, которого вы хотите достичь.
Включение вашей мельницы
Используя насадку Tormach RapidTurn, вы получаете небольшой токарный станок прямо на столе вашей мельницы. Подобно старомодному методу, вы отрезаете кусок заготовки до диаметра вашей резьбы с помощью стандартного токарного инструмента.Разница наступает тогда, когда вы действительно можете использовать ЧПУ. Используя одноточечную вставку, вы можете использовать диалог PathPilot для очень быстрого создания очень точных потоков. Этот метод может быть немного сложнее, так как вам нужно компенсировать острие инструмента, но после того, как все настроено, точение – самый быстрый способ получить точную резьбу. Читайте: Допуски по осевой линии инструмента для токарной обработки
Как легко фрезеровать пиломатериалы из дерева
ОБНОВЛЕНО 26Jun2020 + 2 видео ниже: Легко не обращать внимания на очевидный факт, что пиломатериалы получают из бревен, но если вы начнете думать таким образом, могут случиться интересные вещи. В вашей мастерской на удивление легко превратить короткие бревна в мебельные доски, и все это без специального оборудования. Тщательно просушите эту древесину, и вы будете готовы соединять, строгать и разрезать материал на части для небольших проектов. Помимо экономии денег, этот вид микропереработки дает доступ к породам древесины, которые никогда не продадутся на лесных складах. Вы также получите полный контроль над ориентацией волокон и внешним видом древесины. Вы даже можете рассматривать балки и доски строительного класса из торговых точек строительного оборудования как свои «бревна», распиливая их на более мелкие части для проектных работ, используя некоторые из этих тех же методов.Я занимаюсь этим годами.
Я фрезеровал эту очень качественную маленькую доску из куска ясеня, который был слишком хорош, чтобы его можно было сжечь. Вы видите годичные кольца, близкие к идеальным, на четверть рассвета.Я добился хороших результатов, используя два метода фрезерования пиломатериалов из небольших бревен в моем магазине. Самый простой – это дровокол с гидравлическим приводом. Вы также можете использовать топор или колющие клинья для работы. Прозрачные, прямозернистые, легко раскалываемые породы легко раскалываются на доски, похожие на заготовки.Большинство дровоколов обрабатывают блоки длиной до 24 дюймов, поэтому, когда вы найдете хорошее бревно, отрежьте блоки до этой длины, даже если вы делаете дрова короче. Вы обнаружите, что лучшие доски получаются из середины бревна, где древесина наиболее широкая, а годичные кольца находятся ближе всего к перпендикулярной поверхности доски. Разделите доски толщиной от 1 до 2 дюймов, в зависимости от того, как ведет себя конкретный кусок дерева и какой толщины вы хотите, чтобы ваши готовые доски были. Такие породы, как ясень и дуб, аккуратно раскалываются там, где нет сучков, поэтому вы можете разделить их ближе к окончательному размеру.Древесина с более дикой фактурой дает более неправильные расколотые доски, требующие дополнительного материала для стыковки и строгания в дальнейшем. Я обычно раскалываю большие бревна в два прохода, каждый на 180 градусов друг от друга.
Любая ленточная пила размером 14 дюймов или больше станет отличным лесопильным станом для мастерской по переработке более длинных бревен в доски. В зависимости от диаметра ваших бревен, вы можете распилить их круглыми или предварительно разделить бревна на четвертинки перед распиловкой. Кувалда, забивающая клин для колки древесины, хорошо подходит для такого типа начального колки.Метод ленточной пилы позволяет обрабатывать бревна, которые длиннее, чем обычные дровоколы, а результаты получаются более гладкими и точными. Максимальная практическая длина бревен для ленточной пилы составляет от 36 до 48 дюймов, что вполне достаточно для многих проектов небольших домашних мастерских. Даже городские сообщества производят большие ветки или стволы деревьев, которые идеально обрабатываются ленточной пилой.
Независимо от того, как вы обрабатываете пиломатериалы, сушка включает в себя тот же процесс, что и другие виды необработанных пиломатериалов. Независимо от того, сколько времени прошло с тех пор, как ваши бревна были распилены, древесина все еще слишком влажная для обработки дерева.Вот почему вам нужно обеспечить циркуляцию воздуха со всех сторон каждой доски, а бытовой вентилятор действительно ускоряет прогресс. Укладывайте пиломатериалы, укладывая между ними полоски обрезков древесины толщиной 1/2 дюйма, а затем направьте поток воздуха на груду. Если вы можете разместить вещи в отапливаемом помещении, время высыхания будет на удивление быстрым. У меня микропиломатериал упал с 25% влажности до 10% (и готов к постройке) менее чем за месяц. Ясень, сосна и кедр обычно сушатся так быстро, не деформируясь и не трескаясь. Древесина клена, дуба и особенно яблони выигрывает от более медленной сушки.
Далее идет фугование и строгание, и это моя любимая часть процесса. Это потому, что на этом этапе начинает проявляться красота древесины, хотя для достижения результата требуется немного больше времени, чем при использовании обычных необработанных пиломатериалов. Неправильная форма означает большее количество проходов через фуганок и строгальный станок, прежде чем вы доберетесь до плоского и точного материала для проектов.
Одна вещь, которую вы, вероятно, заметите во время работы, – это то, насколько плавно ваши сушеные на воздухе рубанки, пилы и стамески. Особенно разительна разница с древесиной хвойных пород, причина в сушке на воздухе. Это более щадящий процесс, чем высокотемпературная сушка в печи, применяемая для большинства коммерческих пиломатериалов, и древесина показывает это. Сушеный на воздухе пиломатериал просто ведет себя приятнее и предсказуемее под любым полотном.
У этого пиломатериала из красного дуба четвертичного цвета «живые края». Это означает, что кора остается по крайней мере с одной стороны каждой доски.Контроль направления волокон – одно из скрытых преимуществ мелкомасштабного фрезерования собственного пиломатериала. Если вам нужен максимально стабильный пиломатериал, разрежьте доски так, чтобы годичные кольца находились как можно ближе под углом 90 ° к лицевой стороне доски. Такой пиломатериал называется четвертичным или вертикально-фактурным, и это имеет большое значение. Древесина с вертикальной текстурой имеет тонкие, прямые и правильные линии на поверхности доски, и это один из моих любимых рисунков текстуры. Если вы видели небольшие бревна так, что годичные кольца идут параллельно лицевой стороне доски, это называется плоский рассвет. Вы получите более дикий и ярко выраженный узор текстуры, который идеально подходит для некоторых проектов.Просто помните, что древесина плоского напольного покрытия расширяется и сжимается на 200–300% больше, чем древесина с вертикальной текстурой при данном изменении содержания влаги.
Изготовление необработанного пиломатериала самостоятельно без лесопилки, вероятно, не обеспечит вас древесиной для всех ваших проектов, но это все же стоит делать. Я всегда обнаруживал, что чем больше творчества вы вкладываете в свои проекты, тем больше вы получаете.
10 вещей, которые нужно начать пользователям фрезерных станков с ЧПУ
Предположим, у вас есть работающий станок с ЧПУ, который вы только что приобрели, но очень мало знаете о ЧПУ.Предположим далее, что это фреза, и вы сосредоточитесь на резке металла. Вы готовы приступить к фрезерованию нестандартных деталей измельчителя, созданию устройства смены инструмента или созданию пистолета Colt 1911 с нуля. С ЧПУ вы можете построить практически все, что угодно, и вам не терпится приступить к реализации любимых проектов.
Не так быстро! Помните, у вас только что появилась машина, и вы новичок. Вы еще не готовы к этим проектам.
Если у вас есть идеи, как сделать ваши первые детали с ЧПУ, ознакомьтесь с этими 10 советами.В противном случае вам необходимо увидеть весь процесс изготовления детали с подробным описанием.
После этого вот 10 вещей, на которых вы должны сосредоточиться, чтобы максимизировать свои шансы на быстрое достижение успеха:
1. Купите достойные резаки
Не получите упаковку импортных резчиков для сыра разных размеров. Вам также не нужны твердые зеленые анобтаниумные аэрокосмические фрезы от Men-In-Black-Cutter-Supply.Приобретите приличные резаки из надежного источника по разумным ценам. Мне, например, нравится Lakeshore Carbide. Попробуйте найти бренд, который продается со скидкой.Если вы не знаете, какие бренды хороши, ознакомьтесь с нашим опросом о концевых фрезах. Он покажет вам, какие бренды наиболее популярны и вызывают наибольшую удовлетворенность клиентов.
Наличие резака приличного качества сразу устраняет массу проблем. Я бы также выбрал HSS, когда вы только начинаете. В конечном итоге вам понадобится карбид для множества применений, но HSS дешевле и более щадящая.
Исключение составляют высокоскоростные шпиндели, которые обычно имеют фрезерные станки с ЧПУ. Им нужен карбид, чтобы выдерживать более высокие скорости.
Купите себе несколько размеров:
– 1/2 ″
– 1/4 дюйма
– 3/16 ″
Ничего меньшего на данном этапе, пока вы не научитесь работать с менее деликатными фрезами. Купите 2 или 3 канавки для алюминия и несколько 4 канавок для всего остального. Для начала я бы взял по 3 штуки каждого размера. Вы собираетесь сломать несколько резаков, так что примите эту идею.На этом этапе полезно напоминать вам о том, что вам нужно надеть защитные очки, потому что вы сломаете несколько ножей!
Купите полный ассортимент спиральных сверл. HSS от достойного бренда в продаже будет работать нормально. Мне нравится идея заменить те, которые я сломаю, на кобальт со временем. Таким образом, мои наиболее часто используемые размеры будут более качественными. И еще один наконечник спирального сверла – покупайте винты с длиной станка, а не с обычными долотами для джоббера.
Биты длины винтового станка более жесткие, и в любом случае вы вряд ли будете сверлить сверхглубокие отверстия.
2. Приобретите подходящие тиски, зажимной комплект и набор параллелей
Да, я знаю, тиски – дорогое удовольствие, но работа очень важна.
Купите для своей мельницы достойные тиски типа Kurt. Это будут деньги, потраченные не зря, на ценный инструмент, который прослужит долгие годы. В своем магазине я использовал курты, купленные на eBay, и пару новых тисков Glacern. Когда вы зажимаете заготовку в тисках, происходит что-то коварное. Если у вас нет хорошего, заготовка сместится, и вам будет интересно, что случилось.
Вам понадобится способ крепления тисков к Т-образным пазам стола, так что вы также можете получить зажимной комплект. Подойдет любой старый комплект. Купите тот, который продается у любимого поставщика.
Наконец, вам понадобится набор параллелей, по крайней мере, до тех пор, пока вы не научитесь делать ступенчатые челюсти.
Фрезерные станки с ЧПУ– это совсем другая история. Вы будете в основном прижимать вещи к спойлборду. Сделайте себе одолжение и прочитайте, как это делается, чтобы получить много хороших идей, прежде чем настанет ваша очередь начинать зажимать.
3. Купите себе установку для запотевания охлаждающей жидкости и используйте ее, опасаясь накопления стружки
Если ваша машина не поставляется с охлаждающей жидкостью для наводнения и не настроена для нее (т.е. у вас нет кожуха, чтобы удерживать влагу внутри), приобретите установку для запотевания. Я купил свой на eBay примерно за 100 долларов. Это Нога. Есть много разных брендов. Возьмите кувшин с охлаждающей жидкостью. Я использую KoolMist, но, опять же, брендов много.
А теперь научитесь быть параноиком в отношении накопления микросхем.
Повторное нарезание стружки вредно для фрез и в худшем случае приводит к поломке. Быть параноиком означает, что вы смотрите на разрез, как ястреб, и возитесь с соплом своего господина, пока не поймете, как правильно расположить его в первый раз и каждый раз после этого, чтобы сдуть стружку с разреза. Узнайте больше о различных вариантах охлаждающей жидкости для ЧПУ.
Если вы пользуетесь фрезерным станком с ЧПУ, все обстоит иначе, если только вы не планируете резать много алюминия. Если вы режете алюминий, вам все равно понадобится система запотевания.В противном случае ShopVac или даже просто выдувание стружки сжатым воздухом будет служить вам при резке дерева или пластика.
4. Узнайте, как использовать MDI
Ваш следующий шаг – научиться управлять своим ЧПУ, как если бы это был ручной фрезерный станок с механической подачей и УЦИ на каждой оси. В процессе вы изучите некоторые базовые G-коды, чтобы иметь некоторое представление о том, что делает ваша программа при первом запуске настоящей программы с G-кодом (это еще немного!).Уметь делать этот трюк очень удобно, и вы можете узнать об этом все из нашей статьи по этой теме:
[9 простых G-кодов, которые должен выучить каждый машинист]
Не останавливайтесь на достигнутом. Когда вы освоите MDI, начните с Учебного пособия CNCCookbook G-Code.
Начните с резца высоко и не пытайтесь совершать какие-либо движения по оси Z, чтобы не врезаться в резак ни о чем. Практикуйтесь в движениях по осям X и Y. Пока резак не пойдет туда, куда вы хотите, и вы не ошибетесь.
Еще одна хитрость: не используйте G00 в MDI – это заставляет машину двигаться в быстром режиме, который является максимально быстрым. Используйте G01 и установите медленную скорость подачи. «G01 F20» заставит машину двигаться со скоростью 20 дюймов в минуту (или метрических единиц, если вы используете метрическую систему). У вас будет гораздо больше времени, чтобы так отреагировать, если это приведет к неприятностям. Визуализируйте, как много раз нажимаете красную кнопку аварийной остановки, чтобы она сработала почти автоматически, когда вам это нужно.
5. Купите себе калькулятор подачи и скорости и используйте его
Вы близки к тому, чтобы сделать первые сокращения.
Сделайте себе одолжение и приобретите калькулятор подачи и скорости. Попытки выяснить, какие потоки и скорости являются новичком, или спрашивать людей на форумах – это рецепт разочарования и неудач. И это такая ложная экономия, чтобы попытаться сэкономить несколько долларов, пропустив калькулятор или используя дешевый бесплатный онлайн-калькулятор. Пойдет не так, что вы просто не в состоянии понять. Итак, приобретите приличный калькулятор подачи и скорости, чтобы ваши скорости и подача шпинделя идеально подходили для этого первого реза.
Мы рекомендуем наш собственный калькулятор подачи и скорости CNCCookbook G-Wizard (natch!). Для начала он не стоит намного дороже, чем один резак, и вы можете использовать его в течение 30 дней совершенно бесплатно.
Лучше всего то, что мы называем G-Wizard Lite отличным предложением только для новичков и любителей:
При подписке на 1 год G-Wizard вы получаете пожизненное использование продукта до 1 лошадиных сил. Вы можете многое сделать с 1 HP, особенно если вы студент или любитель.Фактически, это может быть вся необходимая мощность!
Так что проверьте, ваши закройщики будут вам благодарны, и ваши проекты будут выполняться быстрее и проще.
6. Приобретите приспособление для измерения высоты по оси Z и научитесь использовать его для определения длины инструмента. Пока вы на нем, возьмите Edge Finder и используйте его, чтобы коснуться нулевых значений детали.
Ваша машина должна знать, где находится кончик инструмента, иначе могут случиться ужасные вещи.
Как новичок, вы можете сказать это с помощью какой-нибудь штуковины для измерения Z-высоты.Прочтите нашу статью по этой теме, чтобы узнать, что доступно. Не зацикливайтесь на более модных вещах в этой статье. Первые несколько вариантов помогут вам.
Узнайте, как использовать их, чтобы сообщить станку, какова длина вашего инструмента. Этот процесс сообщает вашей машине, где находится наконечник по оси Z. Чтобы установить положение X и Y, вам понадобится Edge Finder. Первое, что вы сделаете после того, как вставите кусок материала в тиски и вставите инструмент в шпиндель, – это установить эти нули.
Вы можете узнать больше о касании и установке нуля детали из нашего учебного пособия по G-коду.
Также ознакомьтесь с нашей серией из 2 частей, посвященной управлению данными об инструментах, чтобы получить информацию о приспособлениях Z-Height (более правильное название – сенсорные установщики) и длине инструмента. Используйте свои новообретенные навыки MDI из # 4, чтобы начать использовать Edge Finder и Z-Height Touch Setter.
7. Научитесь управлять своей мельницей и тисками
Как выровнять и протолкнуть тиски на станке с ЧПУ…
Трамвайная машина – это то, что машинисты называют «квадратом» с помощью индикатора.Это базовый навык, которому нужно овладеть.
Когда вы впервые начинаете обработку, возьмите за привычку проверять трамвай мельницы каждый раз, когда вы заходите в цех. Позже вы узнаете, нужно ли вам делать это каждый раз, а пока вы можете использовать практику. Пока вы это делаете, убедитесь, что вы знаете, как толкать тиски, чтобы челюсти были правильно выровнены с одной или другой осью. Давайте пока не будем пытаться выровнять вашу мельницу, но на этом этапе хорошим шагом будет вытаскивание мельницы и тисков.
Подробнее о том, как это сделать, см. На нашей странице «Советы и методы работы с мельницей».
8. Начните с дерева, алюминия, латуни и пластика. Избегайте нержавеющей стали.
Хорошо, следующий шаг включает в себя надрезы. Извините, если вам кажется, что вам пришлось многое сделать, прежде чем попасть туда, но я сказал, что хочу рассказать вам некоторые вещи, которые помогут вам добиться успеха, и в этой категории довольно много вещей!
Еще один способ – избегать сложных материалов при первых резках.Придерживайтесь алюминия, латуни или неметаллов, например пластика и дерева.
Кстати, ничего плохого в том, чтобы воткнуть кусок 2 × 4 в машину, чтобы учиться, даже если конечная часть будет сделана из металла. Я часто использую дерево для прототипирования того, что делаю, пока не получу все правильно. Это намного дешевле металла!
Когда у вас все в порядке с более мягкими материалами, переходите к мягкой стали. Только после того, как вы почувствуете, что достаточно хорошо освоили резку этих материалов, вы можете попробовать более жесткие материалы.Мастер означает, что вы не ломаете и не изнашиваете резаки слишком быстро, и ваша поверхность больше не выглядит так, как будто на материал напала стая зараженных бешенством бобров.
Еще одно. Возникает соблазн попробовать «загадочный металл». Это металл, который, как вы думаете, вы знаете, что это такое, который вы получили по сути бесплатно, и поэтому он является расходным материалом. Проблема в том, что много загадочного металла трудно разрезать. Это мерзкая дешевая штука, которая сломает фрезы и вообще вас запутает. Не стоит!
9.Для вашего первого проекта научитесь формировать квадратную заготовку из материала и сделать себе несколько комплектов ступенчатых кулачков из алюминия
Давайте перестанем откладывать дела и приготовим фишек!
На этом этапе вы начнете с изучения квадрата блока материала. Возьмите пилу и вырежьте несколько кусков материала немного завышенного размера, которые будут использоваться в качестве губок для тисков. Погуглите «Размеры челюстей Kurt Vise», чтобы найти чертежи челюстей, если они вам понадобятся. Как уже упоминалось, вырезать из алюминия немного увеличенного размера ложа.Теперь вам нужно выровнять эти блоки. Выравнивание означает, что вы будете выполнять серию фрезерных пропилов до тех пор, пока все стороны не станут должным образом параллельны или перпендикулярны друг другу, после чего заготовка станет «квадратной».
Надлежащие шаги по квадрату блока материала описаны на моей странице Куба Тернера. Описанный здесь рецепт я взял из замечательной книги «Секреты торговли в механическом цехе». Возьмите копию, чтобы продолжить процесс обучения.
Одна вещь о квадрате материала куба Тернера: я использую торцевую фрезу, но вы должны начать делать это с нескольких проходов и концевой фрезой 1/2 дюйма.Почему? Потому что торцевые фрезы создают большую силу. Вы можете заглохнуть шпиндель, выдернуть работу из тисков и бросить ее через комнату, и другие махинации, без которых может обойтись новичок.
Оставьте торцевую фрезу в выдвижном ящике, если она у вас уже есть, и делайте это с концевой фрезой 1/2 дюйма в первый раз, пока не узнаете больше о том, что делаете. То же самое и с фрезами для мух, и с фрезеровщиками с ЧПУ – с большими фрезами, которые вы используете для обработки поверхности досок. Вы еще не готовы к ним.
Получив квадрат материала, ваша следующая задача – обрезать его до нужного размера, продолжая фрезеровать его до тех пор, пока он не станет идеально подходящим для ваших губок тисков (вам понадобятся 2 квадратных куска, по одному на каждую губку).Последний шаг – просверлить и зенковать монтажные отверстия.
На самом деле, я не был полностью правдивым. Когда у вас есть монтажные отверстия, последний шаг – фрезеровать ступеньку вдоль каждой челюсти, возможно, квадрат 1/8 дюйма. Теперь вы можете использовать этот шаг вместо параллелей, когда помещаете материал в тиски. Со временем вы научитесь многим другим трюкам с алюминиевыми губками, но помните: все началось здесь с вашего первого набора.
10. Выпускник CAD / CAM
Друг, теперь вы можете делать основы.Конечно, есть еще много чего поучиться, но вы можете опередить ручного машиниста на улице, у которого есть Бриджпорт, но нет ЧПУ. Ваш следующий шаг – начать откачивать g-код. Для этого вам нужно хорошо владеть CAD / CAM. Это будет вашим самым большим шагом. Ни CAD, ни CAM не так легко изучить.
Я даю себе 2 недели, чтобы почувствовать себя комфортно с новой программой, и до сих пор имел возможность выучить довольно много. Если это ваш первый раз, приготовьтесь пить из шланга.
Я собрал несколько советов, чтобы максимально упростить вам выбор лучшего программного обеспечения CAD CAM для ваших нужд. Ознакомьтесь с нашей статьей «Лучшее программное обеспечение CADCAM для начинающих». Он переполнен руководствами по покупке, советами по оценке, инструкциями по изучению идей, и, что самое главное, в нем есть руководство по секретным сделкам по самым популярным пакетам, которые могут сэкономить вам деньги. Это сделки, о существовании которых большинство людей даже не подозревает, в том числе сделка от CNCCookbook.
Бонус: немного отложите потребность в CAD / CAM с Conversational CNC
Многие талантливые механики-механики сталкиваются с CADCAM, и это ограничивает их способность быстро работать на станках с ЧПУ.Даже после того, как они изучили CADCAM, у них все еще остается ощущение, что ручная обработка может сделать простые детали быстрее, чем ЧПУ, потому что им не нужно останавливаться, чтобы создать чертеж CAD и запустить его через пакет CAM, чтобы получить g. -код.
Вместо этого можно сделать простой кронштейн с 4-мя отверстиями для стрельбы от бедра.
Conversational CNC позволяет делать это с помощью станка с ЧПУ. Представьте себе замену длинного эссе-теста CADCAM на быструю викторину с несколькими вариантами ответов. В этом вся суть Conversational CNC.Вот графическое меню диалоговых операций с ЧПУ, которые можно выполнять на фрезерном станке:
Вы выбираете операцию, всплывающее окно задает несколько простых вопросов, вы нажимаете кнопку «Вставить», и вы получаете свой g-код. Мы встроили Conversational CNC прямо в наш продукт G-Wizard Editor, поэтому вам не придется покупать дорогой автономный пакет Conversational.
Вам все равно нужно изучить CADCAM, но с Conversational CNC вы можете изготавливать простые детали до завершения кривой обучения CADCAM.
Поздравляем, у вас есть базовые навыки работы с ЧПУ!
Поздравляю, вы узнали достаточно, чтобы начать делать полезные дела с некоторой уверенностью. Если вы умеете проектировать и генерировать G-код для основных деталей с помощью программного обеспечения CAD / CAM, вы особенно хорошо разбираетесь в этом. Но следите за обновлениями, потому что к этой статье есть продолжение. Это еще один набор вещей, которые вы можете сделать, чтобы достичь следующего уровня мастерства. Всегда есть чему поучиться – это одна из вещей, которая делает ЧПУ таким интересным!
Присоединяйтесь к более чем 100 000 ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на ваш почтовый ящик один раз в неделю бесплатно.Кроме того, мы предоставим вам доступ к отличным справочным материалам по ЧПУ, в том числе:
| Журнал АсфальтПро | Как получить прибыль при фрезеровании
Это не просто больше тонн, а большая эффективность, которая улучшает работу руководителя проекта по фрезерованию
При использовании одного комплекта самосвалов для перевозки измельченной продукции с работы на завод, а затем для перевозки смеси с завода на конец работы по укладке дорожного покрытия, вам необходимы надлежащие меры контроля качества для защиты урожайности. Вы хотите использовать меры контроля качества, чтобы не допустить плавления приставшей помола в вашей заводской смеси, соответствующей спецификации.А вот один для ветеранов, читающих сегодня: не позволяйте бригаде укладчиков догнать бригаду фрезеровщиков. Я лично видел ряды самосвалов, заполненных скоропортящейся смесью, которые стояли наготове, водители тратили оплачиваемые часы, в то время как фрезерная бригада гадала, куда складывать измельченные продукты. Весь проект останавливается, если асфальтоукладчику некуда укладывать смесь из грузовиков. Давайте посмотрим, как избежать серьезных ошибок при фрезеровании за счет более эффективного управления проектами.
Это достойная фрезерная работа.Если у вас нет автоматики на фрезерном станке, говорящей вам, что вы делаете это правильно, – и даже если это так – положите уровень 4 фута вниз по полосе. Это лучший способ перепроверить свою работу за мельницей.
Установите скорость
Одна из худших вещей, которые может сделать руководитель проекта, – это попытаться побить рекорд по количеству квадратных ярдов, которые фрезерная бригада может обработать за восьмичасовую смену. Я знаю, что это немного сенсационно, но когда мы требуем все большей и большей производительности от рабочих и машин, когда мы прославляем, насколько быстро команда завершает проект, над тем, насколько хорошо они выполняли работу, мы настраиваем команду на короткие пути.Вместо этого менеджеру проекта нужно убедить оператора фрезерного станка взглянуть на процесс.
Начнем с поперечного стыка. Поскольку фрезерный барабан круглый, а зубья расположены по спирали вокруг него, «линия», где фреза входит в слой дорожного покрытия, приобретает наклон 50 градусов или изгиб вниз. Резак круглый, поэтому режет только прямую линию в продольном направлении. Это даст вам зубчатый край. Чтобы сделать поперечный стык прямым, фрезерная бригада может использовать небольшую фрезу, например, двухфутовую, и работать ею прямо поперек полосы движения, чтобы получить квадратный стык, необходимый для хорошей укладки в дальнейшем.Вы будете выполнять этот перпендикулярный рез двухфутовой фрезой в начале и в конце фрезерного прохода.
Другой аспект процесса фрезерования – наполнение грузовиков. Независимо от того, сколько самосвалов выстроено в очередь для заправки, оператор не должен принимать установку «давай, давай, давай», чтобы поторопиться и избавиться от грузовиков. Каждый грузовик должен своевременно отправляться со двора, чтобы у водителей было достаточно времени, чтобы добраться до места работы, подъехать, чтобы нанести слой разделительного агента, проехать перед заводом, чтобы принять измельченные продукты, а затем уехать на завод для разгрузки. как только кровать будет достаточно заполнена.
Заполнение грузовика до необходимого уровня означает правильную насыпь материала в передней, задней и центральной частях станины без перелива. В случае переполнения наземный персонал должен вмешаться, чтобы убрать материал лопатой и / или мини-погрузчиком, тратя время и топливо.
Оператор фрезерного станка устанавливает скорость на рабочем месте оператора. Если он устанавливает слишком быстро, фрезерный барабан под машиной реагирует неблагоприятно. Он будет врезаться зубами в дорогу, рвать и рвать слои тротуара.Оператор увидит за машиной беспорядок из выбоин без заметного рисунка.
То, что он хочет увидеть, – это узор в виде елочки, в котором все зубы соприкасаются и стирают однородные линии тротуара.
Избегайте удвоения, работы втрое
Когда оператор оглядывается на узор позади фрезы, если он видит красивый шевронный узор и одинаковую глубину пропила, он может быть уверен, что бригаде укладчиков будет легче достигая своей цели по урожайности.Контроль качества по глубине и уклону достаточно прост с помощью 12-футовой прямой кромки, расположенной поперек дорожки. См. Врезку на стр. Xx для ознакомления с некоторыми советами по безопасности при проверке глубины пропила.
Еще одно место, где можно найти признаки качества, – это разгрузочный желоб. Наблюдая за тем, как материал сходит с ленты в грузовик, оператор должен искать куски или комки материала крупнее измельченных. Если он выходит крупнокусковым, это верный признак того, что мельница движется слишком быстро. Это также знак того, что у кого-то еще будет над чем поработать.
Материал дорожного покрытия – это перерабатываемый продукт, который возвращается на завод для складирования, фракционирования, просеивания и т. Д. Если продукт, покидающий разгрузочный конвейер, полон кусков, он должен быть измельчен, когда он попадет на завод. Это равносильно дополнительным деньгам и времени, которые изначально не планировались для этого проекта, потому что фрезеровщик неправильно выполнил свою работу. Это также означает, что на дорожном покрытии остались ямы и провалы, которые потребуют дополнительной смеси для заполнения, что приведет к новым расчетам урожайности и, возможно, производительности, чтобы бригада укладчиков могла получить однородную проезжую часть.
Если руководитель проекта – или инспектор DOT – видит необходимость, он может вызвать фрезеровальную бригаду для повторного фрезерования поверхности, чтобы она была правильной. Удвоение любой части проекта – это рецепт упущенной выгоды. Набирает обороты практика использования автоматизации для фрезерной бригады. Если бригада использует автоматизацию, один оператор обычно может управлять машиной с обеих сторон, не опасаясь выдолбить слои дорожного покрытия или заложить траншею, которую никто не хотел. Если автоматика не используется, экипажу необходимо иметь точные грани, чтобы они соответствовали друг другу.
Пусть за работу выполнят обученные сотрудники
Менеджеру проекта нужно отвлечь оператора фрезерного станка в сторону, чтобы показать ему, как должен выглядеть конечный результат. Вселить в оператора гордость за свое мастерство. Босс может хотеть «больше тонн», но он также хочет, чтобы работа была сделана хорошо.
Один из способов хорошо выполнить работу – обратить внимание на машину. Он подскажет вам, когда нужно поменять зубы. Вместо того, чтобы беспокоиться о стоимости 18-19 зубов сегодня и 16-17 зубов завтра, подумайте о неровной резке, которая у вас будет, если вы позволите зубам изнашиваться.Благодаря равномерному распилу по всему периметру поверхность будет подготовлена правильно для бригады укладчиков. Не дешево – меняйте зубы, когда вам нужно.
Операции по переработке стараются свести к минимуму количество операций с материалом. Когда фрезерная бригада отправляет материал, требующий дополнительной обработки, обратно на завод, это увеличивает время, а значит, и затраты. Фото любезно предоставлено Team Eagle.
В некоторых штатах, таких как Южная Каролина, проблемы, с которыми подрядчики сталкивались в прошлом, гарантируя, что хорошее, равномерное выполнение работы на постоянной основе, вынудили Департамент транспорта штата сократить практику фрезерования.Вместо этого они перешли на микрофрезерование с помощью фрезерного барабана с 1200 зубьями, которое требует меньшей скорости на всех межгосударственных полосах движения. В штате Джорджия DOT часто указывает микропрофилирование или профилирование вместо фрезерования нескольких дюймов.
Вы просто не можете профилировать на высокой скорости. По сути, эти государства навязали подрядчикам собственный контроль качества. Вместо того, чтобы устанавливать для себя установленное государством ограничение скорости, установите собственную скорость и параметры для контроля качества и обучите операторов оборудования соблюдать эти параметры.
Когда фрезерная бригада находится на работе, каждый член бригады должен хорошо разбираться в правилах эксплуатации, технического обслуживания и безопасности фрезерного оборудования. В случае, если бригаде укладчиков необходимо подкрасить фрезерованные участки, убедитесь в наличии члена бригады фрезеровщиков или членов бригады укладчиков, обученных фрезерованию. Вы же не хотите рисковать неподготовленным оператором, который маневрирует на машине стоимостью 750 000 долларов. Знайте границы машины.
Помните, что фрезы имеют высокий центр тяжести и чувствительность к наклону.На машине есть уклон. Если пройти мимо, машина опрокинется. По крайней мере, вы сломаете машину за полмиллиона долларов; в худшем случае вы задавите рабочих или проезжающих автомобилистов.
Обученные рабочие будут поддерживать постоянный темп фрезерования полпуска, отхода назад, снова фрезерования вперед и т.д. Эта постоянная скорость зависит от фрезеруемой поверхности, глубины реза, типа дорожного покрытия, состава дорожного покрытия и его структуры и т. Д.
Можно сказать, что нужно установить спидометр на 50 или 60 футов в минуту, но даже этот типичный темп может быть слишком быстрым, если удалить дорожное покрытие PCC шириной 12 футов и давлением 8000 фунтов на квадратный дюйм на глубину его арматурного стержня. Затем руководитель проекта заставляет хорошо обученную бригаду укладчиков работать в стабильном темпе за фрезерной бригадой с помощью самосвалов, расположенных так, чтобы скоропортящаяся смесь поступала только по мере необходимости. Когда в проекте по измельчению и наполнению выполняются оба этапа, планирование приобретает все большее значение.
Несмотря на большое количество грузовиков, выстроенных в очередь со смесью или без нее, оператор фрезерного станка не может поддаться давлению, чтобы ускорить свой процесс.Команда не выиграет, если фрезерный станок скачет к воображаемой финишной черте. Качество каждый раз будет терять.
Джон Болл – владелец компании Top Quality Paving, Манчестер, штат Нью-Хэмпшир. Для получения дополнительной информации свяжитесь с ним по телефону (603) 493-1458.
*****
Изменение методики проверки глубины
В это время обычно можно увидеть, как землер проверяет глубину, вставляя линейку позади фрезерного барабана фрезерного станка. Он подойдет к корпусу фрезерного барабана, смахнет ногой немного материала, а затем наклонится, чтобы вставить линейку.Эту практику нужно прекратить.
В случае, если резак соприкасается с большим камнем, крышкой люка, колпаком канализации или каким-либо другим препятствием, о котором бригада не ожидала, резак может фактически отскочить назад, переехав рабочего. Он мог потерять ногу, ногу или жизнь.
Лучшая проверка глубины находится в задней части машины. При полном общении, когда весь наземный персонал и оператор фрезерного станка знают, что наземный человек проверяет глубину, рабочий может подойти к задней части станка, вставить линейку на траекторию и прочитать результаты измерения.Обратите внимание, что этот тип маневра предполагает общение, чтобы все соответствующие стороны знали, где он находится и что делает. Попадая в слепую зону механизатора, рабочий подвергает себя опасности. Его напарник по безопасности должен находиться в прямой видимости с оператором машины и рабочим. Если что-то пойдет не так, этот помощник по безопасности может подать сигнал тревоги или использовать заранее подготовленные сигналы связи, чтобы немедленно остановить фрезерный станок.
Мини-мельница
Содержание
Это мини-мельница HiTorque Mini Mill 3900 в мастерской Little Machine Shop.
Этот станок подходит для выполнения точных разрезов под прямым углом, сверления отверстий и создания плоских поверхностей. Он может работать с такими материалами, как алюминий, низкоуглеродистая / незакаленная сталь или что-нибудь более мягкое. (Обратите внимание: если вы обрабатываете сталь, вы должны предоставить свой собственный инструмент. Это поможет избежать чрезмерного износа лабораторных резаков и сверл.)
Эта фреза имеет ручное управление по трем осям, с дисками по осям X и Y и ограничителем глубины. Оси X и Y имеют значительный люфт, который вам может потребоваться принять во внимание, если вам требуются жесткие допуски.
«Высокий крутящий момент» является относительным. Для мельницы это машина с очень низким крутящим моментом. Двигатель легко заглохнет на высоких оборотах.
Полезные ссылки
Безопасность оборудования
Перед эксплуатацией мельницы полностью прочтите данное руководство и данное SoP. Помните, что вы несете ответственность за свою безопасность и безопасность окружающих при работе с мельницей.
- Всегда надевайте защитные очки при выполнении ЛЮБЫХ операций на станках. Ваши рецептурные очки – это очки , а не защитные очки !
- Убедитесь, что длинные волосы связаны и что вся свисающая одежда / украшения удалены, включая перчатки.
- Туфли с закрытыми пальцами всегда требуются в зоне обслуживания станка.
- Никогда не используйте станки, если вы один в лаборатории.
- Никогда не используйте подъемное фрезерование на металлах в EPL.
- Никогда не используйте глубину резания более 0,040 дюйма в EPL.
Фреза будет распылять острую / зазубренную стружку при резке. Это может привести к серьезным травмам глаз.
При сверлении металлов длинные нити материала могут обвиваться вокруг сверла.Это может вызвать умеренные порезы. На короткое время снимите давление со сверла, чтобы прервать эти пряди.
Иногда сверла и концевые фрезы могут расколоться, выбросившись на большой скорости. Это можно уменьшить, избегая фрезерования с подъемом и глубоких разрезов. Не используйте тупые или поврежденные резаки. Перед началом работы всегда проверяйте, что инструмент отцентрован.
Неправильно зажатые заготовки могут быть захвачены сверлом или концевой фрезой и выброшены на высокой скорости. То, что вы, , не можете покачивать заготовку, не означает, что станок не сможет этого сделать.
Как получить помощь
Не стесняйтесь обращаться к руководителю лаборатории, если вам нужна помощь. MCECS также имеет специализированный механический цех, если вам нужна более подробная помощь или оборудование.
TODO: включить список вводных видео по обработке
В этих разделах описывается стандартное использование и распространенные ошибки.
Настройка
Опишите, как проверить, что машина пригодна для использования. Опишите, как подготовить машину к использованию.
Убедитесь, что выполняются следующие условия.
- Питание отключено. (красная кнопка слева от шпинделя)
- Скорость установлена на ноль. (циферблат слева от шпинделя)
- Крышка дышла на месте. (черная крышка над шпинделем)
- Стопорный штифт шпинделя снимается со шпинделя.
- В шпинделе уже нет инструмента. (См. Раздел «Смена инструментов»)
- Стол чистый и без мусора.
- При наличии тисков
- Тиски чистые и в них нет мусора.
- Тиски надежно закреплены на столе.
- Ключ для тисков извлекается из тисков.
Эксплуатация
Крепеж
Убедитесь, что ваш приклад надежно закреплен в тисках, чтобы вы могли выполнить запланированную операцию, не перемещая деталь и не врезаясь в инструмент в тиски.
Убедитесь, что ваша заготовка не выходит из тисков более чем на половину ширины губок тисков.В противном случае деталь может опасно вибрировать во время обработки.
Помните, что неподвижная губка и основание тисков – это ваши опорные поверхности, то есть они – то, на что вы рассчитываете, чтобы быть плоскими и квадратными. Если вы хотите убедиться, что тиски перпендикулярны осям стола, обратитесь к руководству.
Зажимы для пальцев– отличный способ зажимать большие заготовки, которые не помещаются в тиски. Пожалуйста, обратитесь к руководству по их использованию.
Смена инструментов
Перед сменой инструмента обязательно убедитесь, что питание отключено, а скорость установлена на ноль!
Используйте сжатый воздух, полотенца и / или масло для чистки предметов.Для очистки и охлаждения можно использовать воду, однако необходимо, чтобы высушил ее и после этого протереть тонкий слой масла на любых пораженных поверхностях.
Обратите внимание, что инструменты в США почти всегда представлены в имперских единицах измерения. Это связано с тем, что по-прежнему дешевле продолжать производство инструментов в имперских единицах, чем переходить на метрическую систему.
Установка инструмента
Убедитесь, что питание отключено и скорость установлена на ноль.
Выберите цангу наименьшего размера, подходящую для вашего инструмента.Если инструмент не входит свободно в цангу, цанга слишком мала. Использование слишком маленькой или слишком большой цанги для данного инструмента приведет к необратимому повреждению цанги. Убедитесь, что цанга и хвостовик инструмента (гладкий конец инструмента) чистые.
Снимите колпачок дышла. Удерживая инструмент в цанге одной рукой, вставьте узел инструмент-цанга в шпиндель. Затяните тягу, чтобы втянуть цангу так, чтобы она слегка удерживала инструмент. Вставьте стопорный штифт шпинделя в боковую часть шпинделя.Используйте гаечный ключ, чтобы затянуть дышло, удерживая стопорный штифт шпинделя.
Установите на место колпачок дышла и снимите стопорный штифт шпинделя.
Убедитесь, что инструмент не болтается, попытавшись пошевелить его рукой. Если он болтается, снимите инструмент и убедитесь, что вы используете правильную цангу. Убедитесь, что инструмент отцентрирован, вращая шпиндель вручную. Убедитесь, что инструмент снова отцентрирован, повернув шпиндель на малой скорости и ища колебания. Если инструмент не по центру, снимите его и осмотрите цангу и инструмент на предмет мусора.
Удаление инструмента
Убедитесь, что питание отключено и скорость установлена на ноль.
Снимите колпачок дышла и вставьте стопорный штифт шпинделя. Используйте гаечный ключ, чтобы ослабить тягу, удерживая стопорный штифт шпинделя. Удерживая инструмент и цангу, ослабьте тягу рукой, пока инструмент и цанга не упадут.
Установите на место колпачок дышла и снимите стопорный штифт шпинделя.
Очистите инструмент и цангу от мусора.Проверьте цангу и инструмент на наличие следов потускнения или ржавчины. Если вы обнаружите их, нанесите масло на полотенце и вытрите тонким слоем. Верните инструмент и цангу в соответствующие коробки.
Фрезерный
Концевые фрезы – это рабочая лошадка ручного фрезерования. Они бывают разных размеров и форм.
Для обработки алюминия и меди можно использовать только две фрезы . Фрезы с большим количеством канавок забьются и придут в негодность. (Флейты – это спиральные штуки сбоку. Считайте их, глядя на конец инструмента.)
Если вы не используете концевую фрезу с центрированием, вам необходимо просверлить пилотное отверстие перед врезанием концевой фрезой. См. Руководство для получения дополнительной информации.
TODO: информация о DoC, скоростях и каналах
Фрезерование с подъемом
Важно обращать внимание на то, используете ли вы обычное или подъемное фрезерование. При фрезеровании с подъемом резец имеет тенденцию втягиваться глубже в пропил. Если ваша установка недостаточно жесткая, это может привести к внезапному и катастрофическому отказу ! Это также может усугубить болтовню.Да, есть соблазн сделать рез “туда-сюда”, когда лицом к поверхности. Успокойся. Если это все еще не очевидно, , вам не следует использовать подъемно-фрезерный станок !
Фрезерование наскальзывания обычно является проблемой только для металлов, но имейте это в виду при обработке пластмасс.
Бурение
Сверла такие же, как и все остальные сверла. Храните сверла для станков отдельно от других сверл в лаборатории.
Расположение элементов
Болтовня
Если часть вашей установки недостаточно жесткая, она будет вибрировать во время резки.Это называется болтовней. Это приведет к плохой / неточной обработке поверхности и может привести к поломке инструмента (опасно).
Обработка – это, естественно, громкий процесс. Однако, если вы заметили очень громкое пение или рычащий звук , исходящий от инструмента или заготовки, вы можете вызвать болтовню.
Обычно дребезжание можно устранить, зажимая инструмент дальше по хвостовику, выбирая инструмент с более коротким соотношением сторон или зажимая заготовку для уменьшения соотношения сторон любых незакрепленных участков.Как правило, соотношение сторон незакрепленных участков не должно превышать 2: 1. Таким образом, 1-дюймовый стержень не должен выходить из тисков более чем на 2 дюйма без дополнительной поддержки.
Если вам нужно работать с деталями с большим соотношением сторон, подумайте об использовании зажимов для пальцев, как описано в руководстве.
Выключение
Объясните, как безопасно выключить машину.
Очистка
Объясните, как перезагрузить рабочую станцию для следующего пользователя.
Перечислите некоторые разделы, описывающие продвинутые техники.
TODO: доведение деталей до размера
Как приготовить чай в этой машине
[]: []: []: []: []:
.