Способ нарезания конической резьбы. Нарезание трубной конической резьбы bspt
Коническая резьба выполняет одновременно крепёжную и уплотнительную функции. Поэтому её используют в трубопроводах с повышенным давлением транспортируемой среды. Применяется в воздухо-, масло-, топливопроводах, а также других системах, где требуется повышенная герметичность соединений, надёжность.
Коническая резьба (Фото: Instagram / meh_obrabotka)
Виды и классификация: дюймовая Fanuc и другие
По форме поверхности трубы, на которой выполняется резьба, она может быть:
- Цилиндрической – традиционная нарезка на прокате постоянного диаметра;
- Конической – здесь основанием выступает конусная труба, то есть та, у которой наружный диаметр к торцу постепенно уменьшается.
При этом различают внутреннюю и наружную винтовую нарезку в соответствии с ее расположением на стенках. Назначение же может быть только одно: трубная внутренняя коническая резьба, как и наружная, образует крепежно-уплотняющие соединения.
По привязанной системе измерений выпускаются трубы с резьбой двух типов:
- углом профиля 60º) – наиболее распространенный вид соединений, применяемых в нашей стране при производстве нового оборудования.
- , чей наружный диаметр и прочие параметры привязаны к английской системе мер, то есть выражаются в дюймах. Коническая дюймовая резьба отличается тем, что не имеет привязки к шагу нарезки. Вместо этого используется количество витков на единицу длины.
Направление витков может быть правым, реже – левым. Также следует учитывать количество их заходов.
Для диаметров от 1ʺ до 6ʺ чаще используют нарезку в 11 ниток на дюйм.
Отличается большим количеством витков на единицу длины благодаря сокращенному шагу нарезки. Делается это для сохранения толщины и прочности стенок, максимальной герметичности соединений или тонкой регулировки взаимного расположения деталей.
Для труб диаметром не больше дюйма (½
ʺ и ¾ʺ) принимают 14 витков, но возможна нарезка 19 и 28 ниток приdот 1/16ʺ до 3/8ʺ.
Отличия от метрической резьбы
Одним из самых первостепенных различий между метрической и дюймовой резьбой являются единицы измерения. Если в первом случае все числовые значения характеристик высчитываются в миллиметрах, то во втором – при помощи дюймов. Значения таких показателей, как ход и шаг, будут колоссально различаться при пересчёте из одной единицы измерения в другую. По этой причине меняется соотношение между диаметром и высотой нарезки. Есть выраженные отличия и в форме профиля, заключающиеся в разности градусных мер углов при вершинах. Градусная мера подобных углов при метрической резьбе равняется 60°, при дюймовой – 55°.
Незначительные отличия есть и в способе измерения некоторых параметров. Процесс происходит по идентичным правилам. Человек должен взять один из измерительных приборов (гребенки, резьбомер, микрометр, штангенциркуль) и произвести расчёты плотности посадки вкрученного болта. Но для каждой разновидности понадобятся приборы с совершенно разными калибрами.
Отличия существуют и в технологии нарезки. Метрическая нарезка происходит как с наружной части детали, так и во внутренней. Для осуществления этого процесса используются метчики и плашки. Дюймовая коническая резьба создаётся при помощи зажима комплектующей в тисках и ввинчивающих движений метчика. Необходимо обращать внимание на строение профиля и местоположения винтовых проходов.
Общая информация, маркировка
Трубная коническая резьба класса NPT существует в двух конфигурациях – наружная и внутренняя. Штуцер трубы с такой резьбой имеет форму суженного конуса, за счет такой структуры обеспечивается повышенная прочность соединения двух элементов трубопровода между собой.
Для соединения двух труб коническая резьба формируется на штуцерах каждой из них, при этом на одной нарезается внутренний, а на другой – внешний конус. Угол наклона конуса унифицирован и составляет 3 0 34’49”, что равно конусности (С)1:16.
Существует два типа размерности конической резьбы – дюймовая и метрическая, в зависимости от которых отличается номенклатурное обозначение NPT соединения на схемах и чертежах. Если одна из сторон трубы либо фитинга, на которой нарезан конус, метрическая, используется аббревиатура NPT-E, если же обе стороны соединяемых конусов дюймовые дополнительная аббревиатура не используется и указывается просто NPT.
Если одна из сторон трубы либо фитинга, на которой нарезан конус, метрическая, используется аббревиатура NPT-E, если же обе стороны соединяемых конусов дюймовые дополнительная аббревиатура не используется и указывается просто NPT.
Технические требования к размерам и конфигурации NPT резьбы приведены в следующих международных стандартах:
- ANSI/ASME B36.10M;
- BS 1600, 10255;
- DIN 2999.
Также существуют отечественные нормативные докумены на коническое соединение:
- ГОСТ №6111-52 “Резьба коническая дюймовая с углом профиля 60 градусов”;
- ГОСТ №6211-81 “Основные нормы взаимозаменяемости – резьба трубная коническая”.
На сегодняшний день в специализированных магазинах представлено широкое количество переходников и , имеющих с одной стороны цилиндрическую, а с другой – коническую нарезку, что позволяет без проблем использовать трубы с штуцерами американского стандарта.
Трубная коническая NPT резьба (видео)
II.
 ДОПУСКИ
ДОПУСКИ2. Резьбу трубы (наружную) проверяют по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485. Осевое смещение основной плоскости трубы (черт.2) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.2 — Резьба трубы (наружная)
Черт.2
(Измененная редакция, Изм. N 1, 2).
3. Резьбу муфты (внутреннюю) проверяют по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485. Осевое смещение основной плоскости муфты (черт.3) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.3 — Резьба муфты (внутренняя)
Черт.3
(Измененная редакция, Изм. N 1, 2).
4. Разность размеров должна быть не менее разности указанных в табл.1 номинальных размеров и .
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы ( и по черт.4) не должны превышать приведенных в табл.2.
Таблица 2
| Обозначение размера резьбы | ||
| мм | ||
| и | 0,3765 | -0,045 |
| и | 0,5645 | -0,065 |
| и | 0,7255 | -0,085 |
| 0,8835 | ||
Схема и технические характеристики
Профиль конической резьбы представлен на нижеприведенной схеме, на которой обозначены:
- d (наружный тип резьбы), D (внутренний тип) – внешний диаметр;
- d1, D1 – внутренний диаметр;
- d2, D2 – средний (промежуточный) диаметр;
- p – шаг профиля;
- f – угол конуса;
- H- высота исходного треугольника;
- Н1 – рабочая высота профиля;
- R – радиус закругления впадины и вершины;
- C – срез впадины и вершины.


Резьба NPT имеет стандартные размеры от 1/16 до 24″, при этом данное обозначение указывает не на внешний диаметр штуцера, а на пропускной диаметр трубы, на которой нарезается коническое соединение.
Рассмотрим основные параметры наиболее распространенных NPT соединений:
| Типоразмер (“) | Количество витков профиля на дюйм (шт) | Длина (мм) | Диаметр (мм) | |||
| Рабочая | От торца до плоскости | D=d | D1=d1 | D2=d2 | ||
| 1/16 | 27 | 6.5 | 4.06 | 7.89 | 6.389 | 7.142 |
| 1/8 | 27 | 7 | 4.57 | 10.27 | 8.77 | 9.52 |
| 1/4 | 18 | 9.5 | 5.10 | 13.58 | 11.31 | 12.45 |
| 3/8 | 18 | 10.5 | 6.10 | 17.06 | 14.80 | 15.93 |
| 1/2 | 14 | 13.5 | 8.13 | 21. 22 22 | 18.32 | 19.78 |
| 3/4 | 14 | 14.0 | 8.61 | 26.57 | 23.67 | 25.12 |
| 1 | 11.5 | 17.5 | 10.16 | 33.23 | 29.70 | 31.47 |
| 1 1/4 | 11.5 | 18 | 10.67 | 41.99 | 38.46 | 40.22 |
| 1 1/2 | 11.5 | 18.5 | 10.67 | 48.06 | 44.52 | 46.30 |
| 2 | 11.5 | 19 | 11.08 | 60.10 | 56.56 | 58.33 |
Независимо от типоразмера, угол вершины профиля всегда составляет 60 градусов, а его теоретическая высота – 0.86 мм.
Технология нарезки
В промышленных условиях резьба NPT формируется на специальных резьборезных станках. Основным рабочим инструментом такого оборудования является , который закреплен на вращающемся шпинделе, при этом обрабатываемая труба неподвижно фиксируется на столе станка.
Процесс нарезки состоит из следующих этапов:
- Устанавливается требуемое направление и скорость вращения шпинделя, в посадочном гнезде закрепляется заготовка.
- На шпиндель монтируется метчик требуемого типоразмера, его головка фиксируется поддерживающим зажимом.
- Включается электропривод станка.
- Посредством управляющего рычага резьбонарезная головка перемещается к обрабатываемой трубе.
- Автоматический ролик фиксирует и сопоставляет инструмент и заготовку, происходит автоматическая нарезка резьбы заданной конфигурации.
- По завершению хода метчика суппорт поднимается вверх, электропривод отключается и заготовка демонтируется со станка.
Трубная резьба конического типа используется в работах, при которых важно обеспечить хорошую герметичность системы, ее надежность. Обычно она применяется тогда, когда конструкция предназначается для жидкостей или газов под высоким давлением. Это резьба имеет три диаметра: внутри, снаружи и посередине. Диаметр становится меньше к ее окончанию. Конструкция с таким типом нарезания в профиль имеет конусный облик.
Применение
Трубная резьба конического типа обычно применяется при следующих условиях:
- Наличие деформированной нарезки внутри со следами износа на соединениях тогда, когда проблему невозможно ликвидировать посредством полной замены элемента. Такая нарезка позволяет придать системе большую герметичность. Однако это временная мера. Полная замена элемента неизбежна, и лучше произвести ее как можно быстрее. Стоит помнить, что в ином случае система может прийти и вовсе в аварийное состояние;
- Используется для обеспечения нужной герметичности в конструкции, в которой находится носитель под высоким давлением. Витки такого типа обеспечивают надежность соединения даже при применении в экстремальных условиях.
 Такая нарезка позволяет придать системе большую герметичность. Однако это временная мера. Полная замена элемента неизбежна, и лучше произвести ее как можно быстрее. Стоит помнить, что в ином случае система может прийти и вовсе в аварийное состояние;
Такая нарезка позволяет придать системе большую герметичность. Однако это временная мера. Полная замена элемента неизбежна, и лучше произвести ее как можно быстрее. Стоит помнить, что в ином случае система может прийти и вовсе в аварийное состояние;Стандарты
Резьба конического типа, согласно ГОСТ, отличается профилем с углом в 55 гр. Ее витки закругляются. Также она отличается различным шагом между витками. Размер шага зависит от диаметра. Предельный диаметр детали, на которой нарезана резьба конического типа, составляет 6 дюймов. При диаметре, превышающем это значение, для соединения применяется сварка.
Согласно ГОСТ, у трубной резьбы данного типа есть регламентированное соотношение между диаметром средним, снаружи и внутри. Также имеет значение и длина нарезки.
 Различается длина полная и длина рабочая. Их соотношение также должно быть фиксированным. Чем больше витков на элементе, там надежней и герметичней будет соединение.
Различается длина полная и длина рабочая. Их соотношение также должно быть фиксированным. Чем больше витков на элементе, там надежней и герметичней будет соединение.Предназначение плашки
Рассматриваемый инструмент достаточно прост, характеризуется следующими особенностями:
- Основное предназначение заключается в образовании резьбовой поверхности на различной наружной поверхности. В большинстве случаев плашка для нарезки резьбы применяется для получения канавок на трубах или валах, различных стержнях.
- Механическая обработка обеспечивается за счет сложной поверхности внутренней поверхности. Она представлена сочетанием нескольких режущих кромок, расположенных в определенной последовательности. При вращении они проводят снятие металла с целью образования витков.
- Конструкция имеет отверстие для заготовки и воротка, через который будет передаваться усилие.
Отличительные особенности дюймовой заключаются в расположении режущих кромок.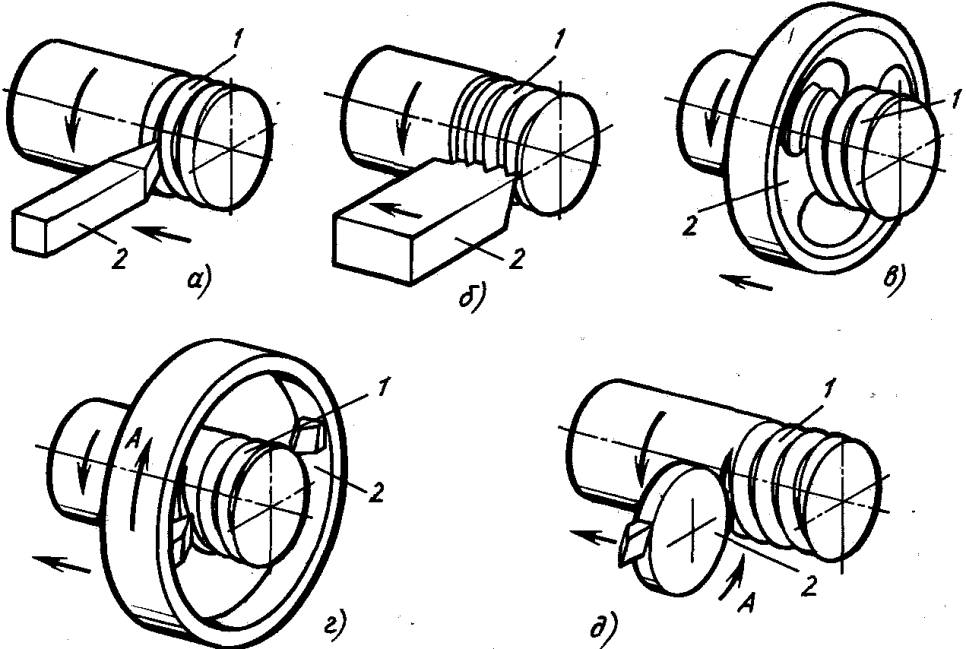 Для обеспечения удаления стружки с зоны резания отверстие имеет довольно сложную форму, по которой инструмент можно узнать практически сразу.
Для обеспечения удаления стружки с зоны резания отверстие имеет довольно сложную форму, по которой инструмент можно узнать практически сразу.
Таблица
Диаметры, длины и шаги трубной конической резьбы
| d 0 | d ср | d 1 | d T | l 1 | l 2 | n | S | |
| 1 / 8 | 9.7 | 9.2 | 8.6 | 8.3 | 9 | 4.5 | 28 | 0.907 |
| 1 / 4 | 13.2 | 12.3 | 11.4 | 11.1 | 11 | 6.0 | 19 | 1.337 |
| 3 / 8 | 16.7 | 15.8 | 15 | 14.6 | 12 | 6.0 | 19 | 1.337 |
| 1 / 2 | 21 | 19.8 | 18.6 | 18.2 | 15 | 7.5 | 14 | 1.814 |
| 3 / 4 | 26.4 | 25.3 | 24.1 | 23.5 | 17 | 9.5 | 14 | 1.814 |
| 1 | 33.3 | 31.8 | 30.3 | 29.6 | 19 | 11. 0 0 | 11 | 2.309 |
| 1 1 / 4 | 41.9 | 40.4 | 39 | 38.1 | 22 | 13.0 | 11 | 2.309 |
| 1 1 / 2 | 47.8 | 46.3 | 44.9 | 44 | 23 | 14.0 | 11 | 2.309 |
| 2 | 59.6 | 58.1 | 56.7 | 55.7 | 26 | 16.0 | 11 | 2.309 |
| 2 1 / 2 | 75.2 | 73.7 | 72.2 | 71.1 | 30 | 18.5 | 11 | 2.309 |
| 3 | 87.9 | 86.4 | 84.9 | 83.7 | 32 | 20.5 | 11 | 2.309 |
| 4 | 113 | 111.6 | 110.1 | 108.5 | 38 | 25.5 | 11 | 2.309 |
| 5 | 138.4 | 137 | 135.5 | 133.7 | 41 | 28.5 | 11 | 2.309 |
| 6 | 163.8 | 162.4 | 160.9 | 158.9 | 45 | 31.5 | 11 | 2. 309 309 |
Обозначение
Резьба конического типа имеет разные обозначения. Все они определяются согласно ГОСТ. Обозначения включают в себя символ R, расшифровать который можно как условное обозначение наружных витков, а также их размеры. Левые витки обозначаются символами LH. Витки внутри обозначаются символом Rc, внутренние цилиндрического типа – Rp.
Важно: Чаще всего наружные трубные витки конического типа применяются совместно с внутренними витками цилиндрического типа.
Соединение посредством трубной резьбы обозначается дробью. Числителем в ней являются витки внутри, а знаменателем – снаружи.
Для того чтобы увидеть трубную резьбу конического типа, вы можете посмотреть фото. На них можно наглядно увидеть, чем и как подобные витки отличаются от других. Фото можно посмотреть на этой же страничке.
Использование: способ обеспечивает повышение производительности при нарезании конической резьбы при помощи гребенчатой конической фрезы. Сущность изобретения: способ нарезания конической резьбы заключается в том, что ось конической гребенчатой фрезы 1 устанавливают параллельно оси заготовки 2. Фрезе 1 задают вращение, радиальную подачу на врезание и продольную подачу. Заготовка в процессе обработки вращается с заданной частотой. Отвод фрезы 1 от заготовки начинают до завершения, а заканчивают в момент завершения одного оборота заготовки. За счет этого исключается перебег инструмента. 3 ил.
Фрезе 1 задают вращение, радиальную подачу на врезание и продольную подачу. Заготовка в процессе обработки вращается с заданной частотой. Отвод фрезы 1 от заготовки начинают до завершения, а заканчивают в момент завершения одного оборота заготовки. За счет этого исключается перебег инструмента. 3 ил.
Изобретение относится к способам нарезания резьбы на наружной и внутренней конических поверхностях. Целью предлагаемого изобретения является повышение производительности обработки за счет сокращения времени на производительности обработки за счет сокращения времени на перебег инструмента. На фиг. 1 изображена схема установки и обработки конических резьб предлагаемым способом; на фиг. 2 — позиция «I» на фиг. 1; на фиг. 3 — схема конической резьбы, полученной предлагаемым способом. Конический многониточный инструмент (см. фиг. 1), например, фреза 1 установлена в отверстие заготовки 2 так, чтобы его ось была параллельна оси резьбы. Угол конуса фрезы совпадает по величине с углом конуса нарезаемой резьбы. Фрезе сообщается вращательное движение резания и движение врезания, благодаря которому фреза занимает свое рабочее положение. Одновременно заготовке сообщается медленное вращение n 3 , а фрезе — согласованное с этим вращением движение подачи S. Величина подачи равна величине шага Р резьбы за один оборот заготовки. Обработка начинается и заканчивается в точке 2 (см. фиг. 3), а в точке 1 начинает осуществляться начало отвода фрезы из зоны обработки. Таким образом в зоне отвода инструмента витки резьбы, которые представляют собой вне зоны «1-2» набор окружностей и переходных кривых в зоне «1-2» отвода инструмента, стыкуются друг с другом. При этом, кривая, по которой располагаются резьбовые витки, очень близка к спирали Архимеда (см. фиг. 3), по которой располагаются витки обычной конической резьбы. Из фиг. 2 видно, что а = Р sin /2, где а — шаг спирали; Р — шаг нарезаемой резьбы; — угол конуса нарезаемой резьбы. Так, например, для резьбы с шагом Р= 1 мм и углом конуса = 3 о, шаг спирали «а» составит величину: а = 1 sin 1,5 о = 0,026 мм Таким образом, погрешность формы витка не превышает 0,026 мм, что вполне можно скомпенсировать при затяжке резьбы и обеспечить ее надежную герметичность.
Фрезе сообщается вращательное движение резания и движение врезания, благодаря которому фреза занимает свое рабочее положение. Одновременно заготовке сообщается медленное вращение n 3 , а фрезе — согласованное с этим вращением движение подачи S. Величина подачи равна величине шага Р резьбы за один оборот заготовки. Обработка начинается и заканчивается в точке 2 (см. фиг. 3), а в точке 1 начинает осуществляться начало отвода фрезы из зоны обработки. Таким образом в зоне отвода инструмента витки резьбы, которые представляют собой вне зоны «1-2» набор окружностей и переходных кривых в зоне «1-2» отвода инструмента, стыкуются друг с другом. При этом, кривая, по которой располагаются резьбовые витки, очень близка к спирали Архимеда (см. фиг. 3), по которой располагаются витки обычной конической резьбы. Из фиг. 2 видно, что а = Р sin /2, где а — шаг спирали; Р — шаг нарезаемой резьбы; — угол конуса нарезаемой резьбы. Так, например, для резьбы с шагом Р= 1 мм и углом конуса = 3 о, шаг спирали «а» составит величину: а = 1 sin 1,5 о = 0,026 мм Таким образом, погрешность формы витка не превышает 0,026 мм, что вполне можно скомпенсировать при затяжке резьбы и обеспечить ее надежную герметичность. Поскольку фреза шлифуется по наружной поверхности, то угол конуса получается с очень высокой точностью, что обеспечивает хорошее прилегание элементов соединения, а следовательно и его герметичность. Из фиг. 3 видно, что отвод фрезы начинается в точке 1 и заканчивается в точке 2, где и завершается обработка. Отсутствие перебега сокращает путь резания, а следовательно повышает производительность обработки. Таким способом обрабатывается как наружная, так и внутренняя резьба. П р и м е р. Необходимо обработать внутреннюю коническую дюймовую резьбу К2 ГОСТ 6111-52. Эта резьба имеет внутренний диаметр 56,558 мм, угол конуса = 1 о 47″24″, рабочую длину свинчивания 19 мм, шаг Р= 2,209 мм. Для обработки такой резьбы используем резьбофрезерный станок и фрезу с углом конуса = 1 о 47″24″ и диаметром Д= 50 мм, что позволяет разместить фрезу внутри заготовки. Фрезу вводим внутрь заготовки, закрепленной на станке, сообщаем ей вращение с частотой 350 об/мин, что соответствует скорости резания, допустимой для фрез из быстрорежущей стали.
Поскольку фреза шлифуется по наружной поверхности, то угол конуса получается с очень высокой точностью, что обеспечивает хорошее прилегание элементов соединения, а следовательно и его герметичность. Из фиг. 3 видно, что отвод фрезы начинается в точке 1 и заканчивается в точке 2, где и завершается обработка. Отсутствие перебега сокращает путь резания, а следовательно повышает производительность обработки. Таким способом обрабатывается как наружная, так и внутренняя резьба. П р и м е р. Необходимо обработать внутреннюю коническую дюймовую резьбу К2 ГОСТ 6111-52. Эта резьба имеет внутренний диаметр 56,558 мм, угол конуса = 1 о 47″24″, рабочую длину свинчивания 19 мм, шаг Р= 2,209 мм. Для обработки такой резьбы используем резьбофрезерный станок и фрезу с углом конуса = 1 о 47″24″ и диаметром Д= 50 мм, что позволяет разместить фрезу внутри заготовки. Фрезу вводим внутрь заготовки, закрепленной на станке, сообщаем ей вращение с частотой 350 об/мин, что соответствует скорости резания, допустимой для фрез из быстрорежущей стали.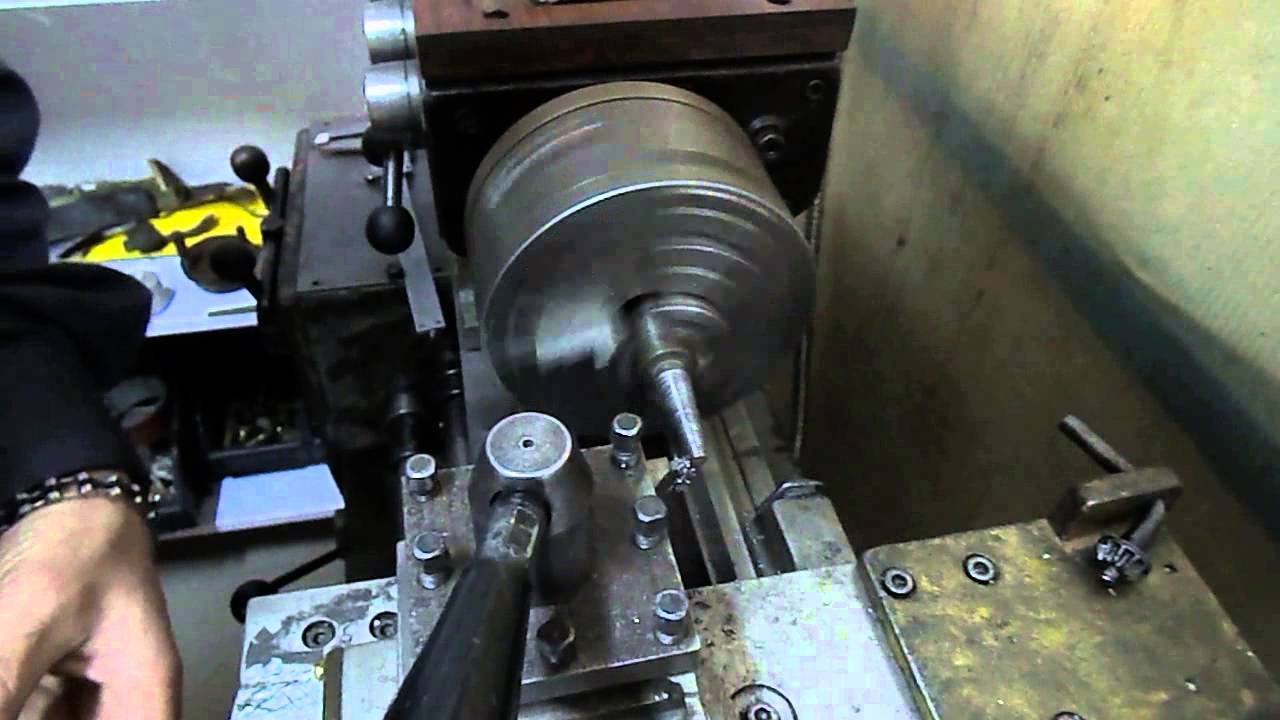 Далее фрезе сообщаем движение врезания на глубину профиля резьбы и, одновременно с этим, заготовке сообщаем медленное вращение П 3 = 20 об/мин, а фрезе осевую подачу, равную одному шагу резьбы на оборот заготовки, т. е. S= 2,209 мм/об. Принимаем зону отвода инструмента, равной 0,2 от оборота, что соответствует значению величины перебега при обычной схема обработки цилиндрических резьб, которое можно реализовать на резьбофрезерных станках.
Далее фрезе сообщаем движение врезания на глубину профиля резьбы и, одновременно с этим, заготовке сообщаем медленное вращение П 3 = 20 об/мин, а фрезе осевую подачу, равную одному шагу резьбы на оборот заготовки, т. е. S= 2,209 мм/об. Принимаем зону отвода инструмента, равной 0,2 от оборота, что соответствует значению величины перебега при обычной схема обработки цилиндрических резьб, которое можно реализовать на резьбофрезерных станках.
Формула изобретения
СПОСОБ НАРЕЗАНИЯ КОНИЧЕСКОЙ РЕЗЬБЫ, при котором берут гребенчатую коническую фрезу, ось которой располагают параллельно оси вращающейся заготовки, задают фрезе вращение, радиальную подачу на глубину резания, продольную подачу и осуществляют отвод фрезы от заготовки, отличающийся тем, что, с целью повышения производительности, отвод фрезы от заготовки начинают до завершения, а заканчивают в момент завершения одного оборота заготовки.
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях.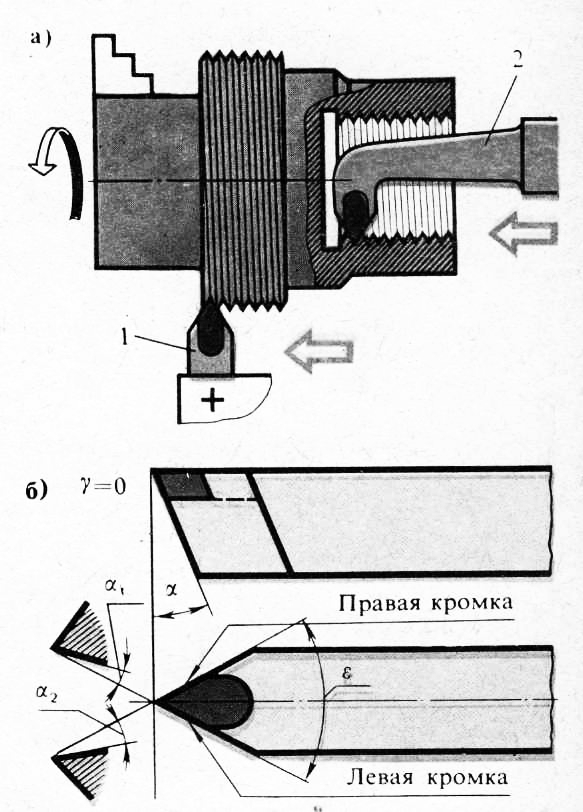 На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот.
На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот. Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Нарезание резьб круглыми плашками
Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках» круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками. Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера). Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости
Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости
Разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1- 0,3 мм. Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4-2″; трубных 1/8-1l/2″. Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Конструкция резьбового инструмента
Метчик для нарезания состоит из нескольких частей:
- Хвостовика;
- Рабочей части;
- Заборного элемента;
- Калибровки.
При помощи хвостовика осуществляется крепление в шпинделе
станка или патроне, когда появляется необходимость нарезать внутреннюю резьбу.
Нарезание выполняет рабочая часть. Ее внешний вид напоминает винт, оборудованный несколько винтовыми, а также продольными канавками.
У инструмента, имеющего винтовые канавки, есть одно важное преимущество. Операция нарезания выполняется в более благоприятных условиях, чем выполнять такую же операцию, метчиком для нарезания резьбы, у которого имеются продольные канавки.
Практически каждый инструмент имеет переднюю часть, которой дали название «заборная». Она имеет конусный вид. Заборная часть инструмента, первая начинает нарезание резьбы. Ее продолжает калибрующая часть. В ее функции входит калибровка и зачистка отверстия.
Зубья, которыми выполняется нарезание резьбы, получили название режущих перьев
. Они своей формой напоминают резцы, расположенные по всему диаметру инструмента. Каждый зуб заточен согласно технологическим требованиям к режущим деталям.
Углубления, отделяющие режущие перья между собой, называются канавками. Они образуют режущие кромки, и по ним осуществляется удаление стружки из зоны нарезки. Размеры канавок можно увидеть в соответствующих стандартизованных таблицах.
Небольшие детали, диаметр которых менее 20 мм, снабжен тремя канавками. Инструмент с максимальным диаметром 40 мм, изготавливается с четырьмя канавками
.
Метрические метчики
Их измеряют миллиметрами, они относятся к метрической системе. Инструмент маркируется буквой «М», обозначающей метрическое измерение. Например, маркировка М8 обозначает, что таким инструментом можно получить резьбу 8 мм.
Размерный ряд метрических метчиков имеет большой диапазон. Начиная с 2 мм и кончая 60 мм
. То есть, нарезать можно абсолютно любую резьбу. Все данные о таком инструменте сведены в специальные таблицы.
В зависимости от назначения, выбирается конструкция метчика. Они подразделяются на несколько групп:
- Машинные;
- Ручные.
Для слесарных работ используется только ручной инструмент
. Он, в свою очередь, подразделяется на несколько типов:
- Гаечный;
- Плашечный;
- Маточный;
- Специальный.

Слесарные
Комплект таких ручных метчиков, обычно состоит из трех инструментов:
- Чернового;
- Среднего;
- Чистового.
Сначала нарезается «черная» резьба, для чего используют черновой метчик
. Для получения точности резьбы применяют средний метчик. Чистовым метчиком выполняется окончательное нарезание резьбы, проводится ее калибровка.
На хвостовике каждом метчике делается специальная отметка, по которой определяется вид метчика. Она может быть в цифровом виде или в виде нанесенных круговых колец. Количество рисок определяет назначение метчика:
- Черновой – одно кольцо;
- Чистовой – три кольца.
Кроме того, на хвосте маркируют размер резьбы, которую можно нарезать этим метчиком.
Слесарные метчики комплектуются двумя инструментами. У них несколько удлиненный заборный конус, а также увеличенный размер первого метчика.
Когда выполняется нарезание метрической резьбы в диапазоне 8 – 18 миллиметров, применяются одинарные метчики
.
Для резьбы 6 — 24 мм, используют два метчика, один и черновой, другой чистовой.
Тремя метчиками нарезается резьба в диапазоне 2 — 52 мм. Дюймовая резьба также нарезается несколькими инструментами в зависимости от размеров. Более подробно, какие необходимы метчики, можно увидеть в гостированной таблице. В ней указаны диаметры, вид метчика и необходимый комплект.
В зависимости от направления канавок, метчики подразделяются на группы:
- Прямые;
- Винтовые.
Причем направление канавок также имеет разное исполнение:
- Правые;
- Левые.
Инструмент имеющие винтовые канавки, в большинстве случаев используется для нарезки очень точных резьбовых отверстий.
Режущая часть инструмента подразделяется на два типа:
- Коническая;
- Цилиндрическая
Конические
Отличаются конструкцией заборной части, изготовленной немного удлиненной, и имеющей неполную резьбу, которая постепенно становится калибрующей частью. Такими метчиками нарезается резьба в отверстиях, имеющих сквозной характер.
Такими метчиками нарезается резьба в отверстиях, имеющих сквозной характер.
Цилиндрические
Этим инструментом нарезается резьба в деталях, где не требуется сквозного отверстия.
Когда проводится нарезка гаек, без использования станочного оборудования пользуются гаечными приспособлениями
. Благодаря удлиненному хвостовику, нарезанные гайки остаются на инструменте.
У плашечных деталей имеется заборный конус большого размера. Таким инструментом в плашках проводится предварительная нарезка резьбы. Операция выполняется в один проход. Очистка резьбы осуществляется маточными деталями, имеющими канавки в виде правой спирали.
Кроме обыкновенных машинных приспособлений, применяются и бесканавочные инструменты. У них отсутствуют продольные канавки. Причем их приемный конус делается намного короче. Эти инструменты имеют повышенную прочность
, они ломаются очень редко, поэтому количество бракованных деталей из-за такой поломки сводится к минимуму. Резьбовая часть большой длины, дает возможность перетачивать такие инструменты несколько раз.
Резьбовая часть большой длины, дает возможность перетачивать такие инструменты несколько раз.
Основным преимуществом бесканавочных деталей является их высокая производительность. Ими можно провести нарезку резьбы в любых отверстиях. Для такого инструмента не имеет значения сквозное или глухое отверстие.
Универсальные детали изготавливаются сборными. Каждая часть отделена специальной шейкой. Черновая операция выполняется первой частью, проходит предварительная нарезка, а уже второй частью, делается чистовая нарезка резьбы.
Работа таким оборудованием позволяет сэкономить время
. Ведь для нарезки резьбы нужен только один инструмент. Отпадает необходимость в целом комплекте, монтаж которых, требует много дополнительного времени.
Нарезание внутренней резьбы на токарном станке
Внутренняя резьба нарезается метчиками, резцами, гребенками. Для нарезания внутренней метрической резьбы диаметром до 50 мм и дюймовой до 2 градусов применяются метчики.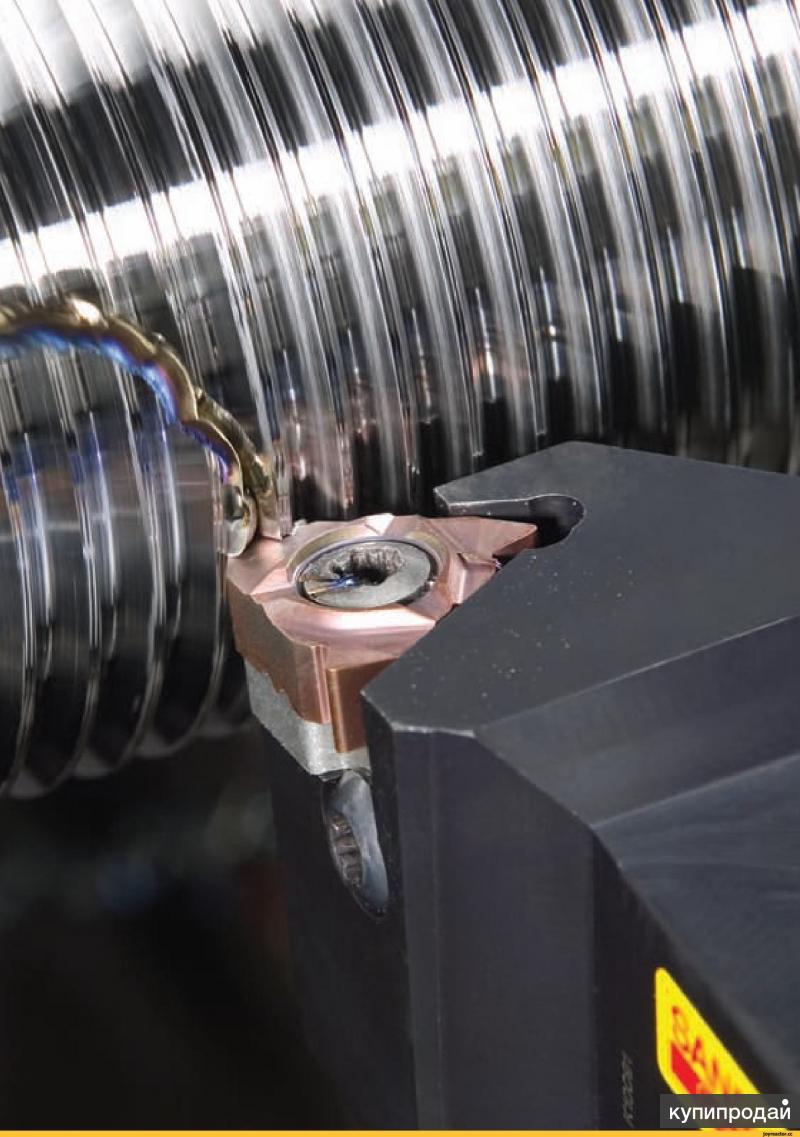
Нарезание резьбы метчиками. Метчик представляет собой стальной закаленный стержень с нарезанной резьбой заданного профиля. Вдоль стержня профрезерованы канавки, образующие при пересечении с нитками резьбы режущие кромки. Метчик состоит из рабочей части и хвостовой части. Хвостовая часть заканчивается квадратом, служащим для закрепления метчика в патроне или воротке.
Рабочая часть подразделяется на конусную заборную часть и цилиндрическую калибровочную. Основной рабочей частью является заборная. Зубья на заборной части срезаны на конус, и при ввинчивании метчика они последовательно входят в работу и снимают стружку. Вся работа резания по образованию впадины зуба распределяется между несколькими режущими зубьями, расположенными на заборной части. Калибрующая часть служит для зачистки нарезаемой резьбы и для подачи метчика вперед.
Каждый зуб метчика работает как резец и имеет соответствующие углы резания, величина которых выбирается в зависимости от обрабатываемого материала. Передний угол, измеряемый в плоскости, перпендикулярной оси метчика, составляет 10° при обработке стали средней твердости и 5° при обработке чугуна. Задний угол а, измеренный в той же плоскости, выбирается в пределах 6—12 при обработке стали и чугуна.
Передний угол, измеряемый в плоскости, перпендикулярной оси метчика, составляет 10° при обработке стали средней твердости и 5° при обработке чугуна. Задний угол а, измеренный в той же плоскости, выбирается в пределах 6—12 при обработке стали и чугуна.
Канавки на метчике служат для образования режущих кромок и для отвода стружки.
Токарные работы — это процесс резания в результате которого происходит не только срезание стружки, но и выдавливание металла вследствие пластической деформации, что приводит к уменьшению внутреннего диаметра резьбы. Поэтому и характерны диаметры отверстий под нарезание резьбы должны выбираться с учетом этого обстоятельства.
Имеется несколько типов метчиков, а именно: ручные, машинные, гаечные, плашечные, маточные, калибровочные, раздвижные, специальные. Наибольшее распространение получили первые три типа.
Ручные метчики предназначены для нарезания метрической или дюймовой резьбы вручную или на токарных станках. Нарезание производится либо одним метчиком, либо комплектом из двух и трех метчиков в зависимости от размера нарезаемой резьбы. Мелкие метрические резьбы нарезаются одним или двумя метчиками в зависимости от диаметра резьбы. Номер метчика устанавливается по количеству рисок на хвостовой части.
Мелкие метрические резьбы нарезаются одним или двумя метчиками в зависимости от диаметра резьбы. Номер метчика устанавливается по количеству рисок на хвостовой части.
Машинные метчики применяются при нарезании резьбы на сверлильных и расточных станках. Они отличаются углом заборного конуса и формой хвостовой части, имеющей конусную выточку, предназначенную для закрепления в специальном патроне. Машинные метчики выпускаются одинарными и по два в комплекте. Они выполняются обычно трех мерными и со шлифованной резьбой.
Гаечные метчики применяются для нарезания коротких сквозных резьб. Они бывают с коротким, длинным и изогнутым хвостовиком, имеют удлиненную заборную часть и нарезают резьбу за один проход. Конические резьбы нарезаются при помощи специальных метчиков.
Нарезание резьбы метчиками на токарном станке производится в следующем порядке. Деталь устанавливается в патрон токарного станка, в ней просверливается отверстие требуемого под данную резьбу диаметра, затем устанавливается необходимое число оборотов шпинделя. Метчик с надетым на хвостовик воротком опирается центровым отверстием на центр задней бабки; поддерживаемый рукой и центром метчик движением пиноли вводится в нарезаемое отверстие. Вороток при этом опирается на верхние салазки суппорта. После начала самозатягивания метчика необходимо следить, чтобы центр не вышел из центрового отверстия. Такой метод требует усиленного внимания со стороны исполнителя.
Метчик с надетым на хвостовик воротком опирается центровым отверстием на центр задней бабки; поддерживаемый рукой и центром метчик движением пиноли вводится в нарезаемое отверстие. Вороток при этом опирается на верхние салазки суппорта. После начала самозатягивания метчика необходимо следить, чтобы центр не вышел из центрового отверстия. Такой метод требует усиленного внимания со стороны исполнителя.
Для крепления метчика можно использовать специальный патрон. Патрон состоит из оправки со шпонкой и коническим хвостовиком, который вставляется в пиноль задней бабки. По оправке скользит втулка, имеющая паз для прохода шпонки. На конце втулки закреплен держатель с квадратным отверстием для установки метчика. Метчик закрепляется в держателе двумя винтами. При нарезании резьбы метчик вводится в нарезаемое отверстие нажатием пиноли до тех пор, пока он не начнет ввинчиваться. Данное приспособление может быть отрегулировано на определенную длину нарезания. Когда будет достигнута нужная длина шпонка выйдет из паза во втулке, метчик начнет вращаться вместе с деталью и нарезание резьбы прекратится.
Нарезание резьбы резцами. Внутренняя резьба нарезается так же, как и наружная: резцы устанавливаются точно по оси центров, ось профиля резца перпендикулярна оси детали; установка резца и проверка его профиля производится по шаблону, установка на глубину резания — по лимбу; учитывается угол подъема винтовой линии, установка на длину нарезки производится по отметке на стержне резца. При нарезании резьбы в глухих отверстиях должна быть предусмотрена выточка для выхода резца. Для обеспечения нормального входа-выхода резца на кромках отверстия должны быть выполнены фаски.
При нарезании резьбы изменяется ее внутренний диаметр вследствие пластической деформации.
ПОХОЖИЕ СТАТЬИ:
Цикл резьбы G76 (внутренняя, многозаходная, конусная резьба)
В предыдущей статье «Цикл автоматического нарезания резьбы — G76» мы разобрали как запрограммировать проточку внешней резьбы. Но зачастую перед наладчиком встают нестандартные задачи.
- Программирование внутренней резьбы
- Программирование многозаходной резьбы
- Программирование конической резьбы
Для вышеперечисленных частных случаев мы подготовили удобные и понятные графические зарисовки, которые помогут вам наглядно разобраться в теме нарезания различных резьб. Но перед этим мы настоятельно рекомендуем изучить содержание прошлой статьи по нарезанию наружной резьбы и только потом приступать к изучению этой.
Программирование внутренней резьбы:
Если Вы читали статью «G90 – цикл продольной черновой обработки», то наверное уже догадались, как цикл G76 для нарезания внешней резьбы превратить в цикл для нарезки внутренней резьбы.
Первое что мы должны отредактировать – это стартовую точку цикла. Если координата стартовой точки цикла будет меньше координаты внутреннего диаметра резьбы, то система ЧПУ FANUC автоматически поймёт, что требуется нарезать внутреннюю резьбу. И во второй строке цикла G76 необходимо поменять значение координаты X.
На картинке показан пример программирования внутренней резьбы циклом G76 стойки FANUC резьбы M16х2:
Как Вы уже поняли, всё очень просто. Стоит только помнить, что внутренний резьбовой резец обладает намного меньшей жёсткостью. В следствии этого рекомендуется программировать для него меньшие значения съёмов и назначать более щадящие режимы резания.
Программирование многозаходной резьбы:
Довольно редкий случай, когда требуется запрограммировать многозаходную резьбу, но если вдруг такая необходимость возникла, тогда читайте далее и смотрите графические пояснения.
Для примера возьмём трёхзаходную резьбу M16xPh6xP2. Стандартного цикла для программирования подобной резьбы не существует. Поэтому в данной ситуации мы будем применять несколько циклов нарезания резьбы G76, которые будут смещены друг относительно друга на определённый шаг. В нашем случае шаг смещения траекторий будет равен шагу резьбы. И потребуется 3 цикла, так как резьба трёхзаходная:
Поэтому в данной ситуации мы будем применять несколько циклов нарезания резьбы G76, которые будут смещены друг относительно друга на определённый шаг. В нашем случае шаг смещения траекторий будет равен шагу резьбы. И потребуется 3 цикла, так как резьба трёхзаходная:
В программе мы видим три цикла G76. Перед каждым новым циклом мы сдвигаем инструмент на величину равную расстоянию между витками. Таким образом можно запрограммировать многозаходную резьбу любой сложности.
Программирование конической резьбы:
Особенно часто программирование конической резьбы требуется при производстве трубопроводной арматуры. Кардинальных различий в программировании конической резьбы циклом G76 нет. Необходимо просто во второй строке цикла задать параметр
Параметр R определяется следующей формулой: R = (Z + ΔZ) × tg (α°).
На рисунке показан пример программирования конической резьбы. С внутренним диаметром 43,835мм, шагом 2 мм и углом 18°:
Коническую резьбу можно сделать и многозаходной, только это немного сложнее. Почему? Да потому что требуется корректировать параметр R для каждого последующего прохода. Для закрепления изученного материала, попробуйте самостоятельно вывести формулу для поправочного коэффициента R. Успехов в программировании и помните, прежде чем попробовать что-то новое, сначала отработайте программу в тестовом режиме.
Способ нарезания наружной или внутренней конической резьбы резцом
Способ предназначен для осуществления на обычном токарном станке и на станке с ЧПУ. На заготовку, содержащую торец, наносят реперный знак в выбранной системе координат, устанавливают на станок в требуемое положение относительно системы координат, устанавливают резец на суппорте станка на заданном расстоянии от торца. Вращают заготовку, а резцу сообщают необходимые движения в виде поперечной подачи салазок на глубину резания и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы. Резьбу нарезают на заготовке с конусной поверхностью, выполненной с заданным для резьбы натягом, а резец устанавливают на расстоянии от основной плоскости резьбы с учетом отклонения Δ фактического натяга от номинала. Достигается упрощение нарезания резьбы, снижается расход металла и повышается точность готовой детали за счет компенсации отклонения фактического натяга от номинала, что необходимо для обеспечения требуемой относительной ориентации соединяемых резьбой деталей. 2 з.п. ф-лы, 3 ил.
Резьбу нарезают на заготовке с конусной поверхностью, выполненной с заданным для резьбы натягом, а резец устанавливают на расстоянии от основной плоскости резьбы с учетом отклонения Δ фактического натяга от номинала. Достигается упрощение нарезания резьбы, снижается расход металла и повышается точность готовой детали за счет компенсации отклонения фактического натяга от номинала, что необходимо для обеспечения требуемой относительной ориентации соединяемых резьбой деталей. 2 з.п. ф-лы, 3 ил.
Изобретение относится к области обработки металлов резанием и может быть использовано для изготовления конической резьбы на деталях двухупорного соединения.
Известен способ нарезания резьбы, при котором заготовка вращается, резцу сообщают связанную с ее вращением подачу на шаг, а для повышения качества резьбы и производительности обработки резцу одновременно с подачей на шаг сообщают поперечное врезание в зависимости от величины изменения профиля резьбовой детали в поперечном сечении, причем угол при вершине резца выбирают меньшим угла профиля резьбы (авт. свид. SU 299310 МПК6, B23G 1/02, опубл. 1971 г.).
свид. SU 299310 МПК6, B23G 1/02, опубл. 1971 г.).
Такой способ нарезания резьбы резцом не обеспечивает получения резьбы с фиксированным расположением резьбовых витков в системе координат деталей, содержащих упорные уступы, что не позволяет использовать такой способ для нарезания резьбы в деталях двухупорного соединения.
Известен способ нарезки конической резьбы (Основные вопросы точности, взаимозаменяемости и технических измерений в машиностроении. Под редакцией д-ра техн. наук проф. А.Н. Гаврилова. – М.: Машгиз, 1958, стр. 278-280, фиг. 3), при котором после нарезки резьбы осуществляют подрезку торца.
Однако ограничение только одного предельного контура – наибольшего для ниппеля и наименьшего для муфты – приводит к тому, что на практике встречаются либо с получением излишнего натяга, либо же с тем, что торцы замкового соединения замыкаются при наличии зазора по среднему диаметру резьбы.
Кроме того, для получения двухупорного соединения требуется срезать на торцах соединяемых деталей припуски, что усложняет изготовление деталей соединения и увеличивает расход металла.
Известен способ нарезания наружной или внутренней конической резьбы резцом на вращающейся заготовке (патент RU 2250155, МПК7 B23G1/00, опубл. 2005 г.), при котором обрабатываемую заготовку изготавливают с припуском по наружной (внутренней) цилиндрической поверхности, наносят на нее реперные знаки в выбранной системе координат, устанавливают в приспособление токарного станка в требуемое положение относительно системы координат станка, зажимают, нарезают резьбу на припуске по заданной программе, в плоскости измерения, проходящей через реперный знак, измеряют размер от упорного уступа до контролируемого резьбового витка, сопоставляют с размером настройки, по полученным результатам корректируют положение резца, повторно нарезают резьбу на припуске по заданной программе, повторно измеряют в плоскости измерения размер от упорного уступа до контролируемого резьбового витка, сопоставляют с размером настройки, на основе полученных результатов окончательно корректируют положение резца, окончательно нарезают резьбу в полный профиль, осуществляют перенастройку станка, срезают оставшийся припуск до требуемого контура наружной резьбы, а затем подрезают припуск на упорном уступе (торце) в размер, обеспечивающий свинчивание с ответной деталью с гарантированным натягом с требуемой точностью по углу свинчивания.
Такой способ позволяет нарезать резьбу с фиксированным расположением резьбовых витков в системе координат свинчиваемых деталей и повысить точность по углу свинчивания резьбового соединения деталей только с цилиндрической резьбой. Кроме того, при таком способе требуется срезать припуск по диаметру и на торцах соединяемых деталей, что увеличивает расход металла.
Наиболее близким к заявляемому и принятым в качестве прототипа является способ обработки конических резьб трубных муфт (RU 2214320, B23G 1/00, 20.10.2003), предусматривающий нарезание наружной или внутренней конической резьбы резцом на вращающейся заготовке, имеющей конусную поверхность, выполненную с заданным для резьбы натягом, и упорный уступ или торец, и включающий установку заготовки на станок и установку резца на суппорте станка и сообщение ему движения в виде поперечной подачи салазок на глубину резания и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы.
Однако при нарезании конической резьбы таким способом не обеспечивается требуемая относительная ориентация соединяемых резьбой деталей, что объясняется относительным разворотом соединяемых деталей из-за наличия отклонения натяга конусов друг по другу.
Технической задачей изобретения является создание способа нарезки наружной или внутренней конической резьбы резцом, при котором обеспечивается требуемая относительная ориентация соединяемых резьбой деталей, упрощение изготовления деталей соединения.
Поставленная техническая задача решается усовершенствованием способа нарезания наружной или внутренней конической резьбы резцом на вращающейся заготовке, имеющей конусную поверхность, выполненную с заданным для резьбы натягом, и упорный уступ или торец, включающий установку заготовки на станок и установку резца на суппорте станка и сообщение ему движения в виде поперечной подачи салазок на глубину резания и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы.
Это усовершенствование заключается в том, что на заготовку наносят реперный знак в выбранной системе координат и устанавливают на станке в требуемое положение относительно системы координат станка, устанавливают резец на суппорте станка на расстоянии от основной плоскости резьбы, соответствующем отклонению фактического натяга от номинального расстояния.
Такая установка заготовки и резца позволяет повысить точность обработанной детали за счет компенсации отклонения фактического натяга от номинального размера, что необходимо для обеспечения требуемой относительной ориентации соединяемых резьбой деталей.
Одним из вариантов выполнения способа является вариант, при котором резец устанавливают в продольной плоскости расположения реперного знака на расстоянии от упорного торца заготовки, определяемом из соотношения:
L=l ± Δ,
где l – натяг конуса в виде номинального расстояния от упорного уступа или торца до основной плоскости резьбы,
± – направление компенсации: «+» – фактический натяг больше номинального, «-» – фактический натяг меньше номинального расстояния; Δ – отклонение фактического натяга от номинального расстояния. При втором варианте выполнения способа резец устанавливают в продольной плоскости, расположенной под углом α к продольной плоскости расположения реперного знака, определяемым из соотношения:
,
где t – шаг нарезаемой резьбы.
Направление угла α (компенсация натяга разворотом детали):
– противоположно направлению нарезаемой резьбы на ниппельных конусах с натягом больше номинального и на муфтовых конусах с натягом меньше номинального;
– совпадает с направлением нарезаемой резьбы на ниппельных конусах с натягом меньше номинального и на муфтовых конусах с натягом больше номинального.
При таком варианте повышается точность установки резца за счет большей (в 360°/t раз) величины углового смещения.
Заявляемый способ поясняется чертежами, на которых на фиг. 1 изображена схема нарезания внутренней резьбы на заготовке с конусной поверхностью, имеющей фактический натяг меньше номинального размера, на фиг. 2 – схема нарезания наружной резьбы на заготовке с конусной поверхностью, имеющей фактический натяг больше номинального размера, на фиг. 3 – сечение Б-Б на фиг. 2.
Предлагаемый способ можно осуществить как на обычном токарном станке, так и на станке с числовым программным управлением.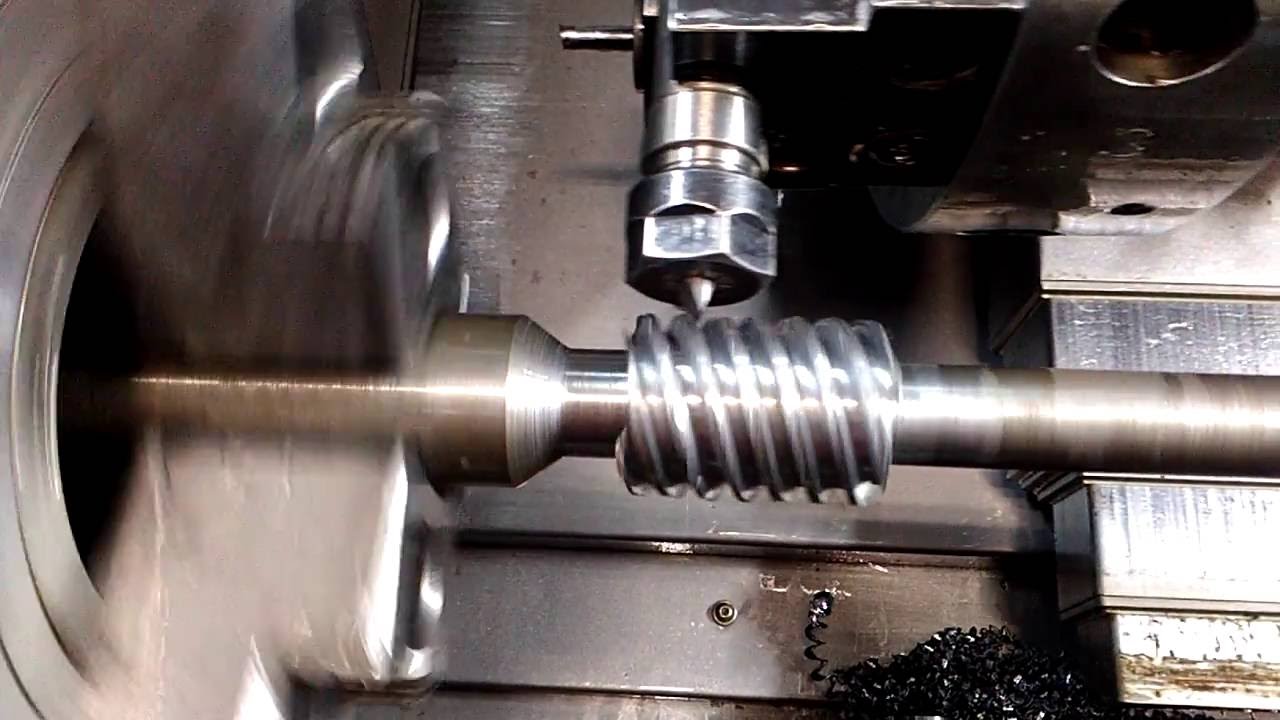 На заготовку 1 (фиг. 1) или 2 (фиг. 2), содержащую упорный уступ 3 или торец 4, наносят реперный знак 5 в выбранной системе координат, устанавливают заготовку 1 или 2 на станок в требуемое положение относительно системы координат станка, устанавливают резец 6 на суппорте станка на заданном расстоянии от упорного уступа 3 или торца 4. Заготовку 1 или 2 вращают, резцу 6 сообщают необходимые движения в виде поперечной подачи салазок на глубину резания и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы. Резьбу нарезают на заготовке 1 или 2 с конусной поверхностью 7 или 8 соответственно, выполненной с заданным для резьбы натягом l и заданным размером А между упорными торцами, а резец 6 устанавливают на расстоянии L от основной плоскости 9 резьбы, с учетом отклонения Δ фактического натяга от номинального расстояния. При первом варианте выполнения способа резец 6 устанавливают в продольной плоскости 10 расположения реперного знака 5. При втором варианте выполнения способа резец устанавливают в продольной плоскости 11, расположенной под углом α к продольной плоскости 10 расположения реперного знака, определяемым из соотношения: ,
На заготовку 1 (фиг. 1) или 2 (фиг. 2), содержащую упорный уступ 3 или торец 4, наносят реперный знак 5 в выбранной системе координат, устанавливают заготовку 1 или 2 на станок в требуемое положение относительно системы координат станка, устанавливают резец 6 на суппорте станка на заданном расстоянии от упорного уступа 3 или торца 4. Заготовку 1 или 2 вращают, резцу 6 сообщают необходимые движения в виде поперечной подачи салазок на глубину резания и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы. Резьбу нарезают на заготовке 1 или 2 с конусной поверхностью 7 или 8 соответственно, выполненной с заданным для резьбы натягом l и заданным размером А между упорными торцами, а резец 6 устанавливают на расстоянии L от основной плоскости 9 резьбы, с учетом отклонения Δ фактического натяга от номинального расстояния. При первом варианте выполнения способа резец 6 устанавливают в продольной плоскости 10 расположения реперного знака 5. При втором варианте выполнения способа резец устанавливают в продольной плоскости 11, расположенной под углом α к продольной плоскости 10 расположения реперного знака, определяемым из соотношения: ,
где
Δ – отклонение фактического натяга от номинала;
t – шаг нарезаемой резьбы, что повышает точность установки резца 4.
Позицией 12 обозначена номинальная конусная поверхность.
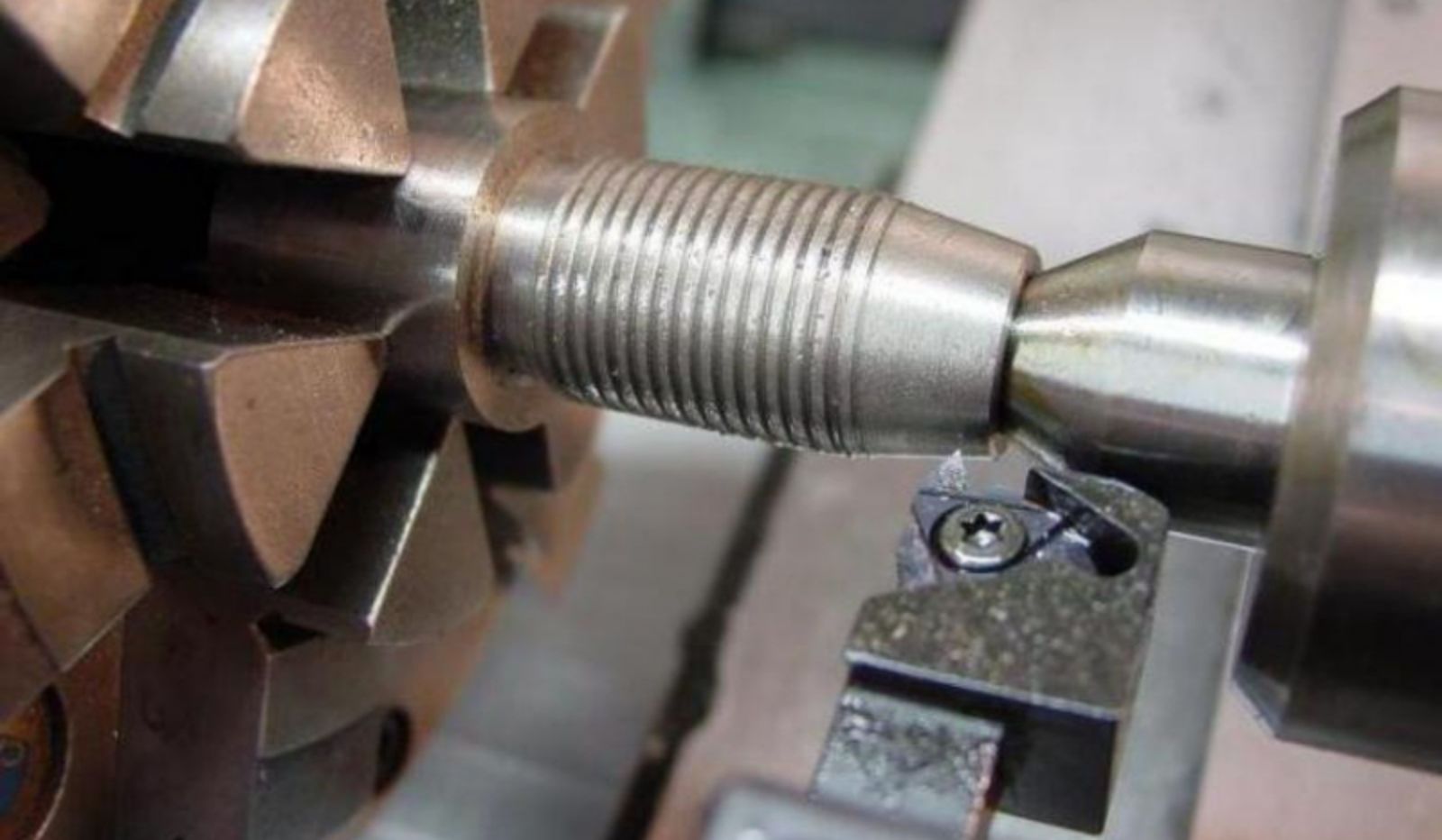
Предлагаемым способом осуществили нарезку внутренней резьбы на заготовке 1 и наружной резьбы на заготовке 2 деталей ведущей бурильной трубы ⌀171 мм (□140 мм), выполненной с заданным для резьбы натягом l=15,875 мм и заданным размером А=128 мм между упорными торцами резьбовой части с конусностью 1:6 на токарном станке СА983Ф10С32. Заготовки 1 и 2 вращали со скоростью 54 м/мин, резцу 6 сообщали необходимые движения в виде поперечной подачи салазок на глубину резания от 0,6 мм до 0,1 мм и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы 6,35 мм. При нарезании резьбы на муфте заготовка имела натяг по конусу 15,975 мм. Резец устанавливали с учетом имеющегося отклонения фактического натяга от номинального размера гладких конусов в продольной плоскости 11, расположенной под углом к продольной плоскости 10 расположения реперного знака. При нарезании резьбы на ниппеле заготовка имела натяг по конусу 16,025 мм и резец устанавливали с учетом имеющегося отклонения фактического натяга от номинального размера гладких конусов в продольной плоскости 11 под углом к продольной плоскости 10 расположения реперного знака 5 на ниппельной резьбе. После обработки получили детали с конической резьбой, обеспечивающей требуемый натяг в резьбовом соединении и относительную ориентацию соединяемых резьбой деталей, при которой грань многогранника одной детали трубы является продолжением грани многогранника другой детали соединения.
После обработки получили детали с конической резьбой, обеспечивающей требуемый натяг в резьбовом соединении и относительную ориентацию соединяемых резьбой деталей, при которой грань многогранника одной детали трубы является продолжением грани многогранника другой детали соединения.
Таким образом, использование предлагаемого способа позволяет упростить нарезание резьбы и снизить расход металла за счет использования заготовки с заданным для резьбы натягом и заданной длиной резьбовой части, а также повысить точность готовой детали за счет компенсации отклонения фактического натяга от номинального размера, что необходимо для обеспечения требуемой относительной ориентации соединяемых резьбой деталей.
1. Способ нарезания наружной или внутренней конической резьбы резцом на вращающейся заготовке, имеющей конусную поверхность, выполненную с заданным для резьбы натягом, и упорный уступ или торец, включающий установку заготовки на станок и установку резца на суппорте станка и сообщение ему движения в виде поперечной подачи салазок на глубину резания и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы, отличающийся тем, что на заготовку наносят реперный знак в выбранной системе координат и устанавливают на станке в требуемое положение относительно системы координат станка, при этом резец устанавливают на суппорте станка на расстоянии от основной плоскости резьбы, соответствующем отклонению фактического натяга от номинального расстояния.
2. Способ по п. 1, отличающийся тем, что резец устанавливают в продольной плоскости расположения реперного знака на расстоянии L от упорного уступа или торца, определяемом из соотношения:
L=l±Δ,
где l – натяг конуса в виде номинального расстояния от упорного уступа или торца до основной плоскости резьбы;
± – направление компенсации: «+» – фактический натяг больше номинального, «-» – фактический натяг меньше номинального расстояния;
Δ – отклонение фактического натяга от номинального расстояния.
3. Способ по п. 1, отличающийся тем, что резец устанавливают в продольной плоскости, расположенной под углом α к продольной плоскости расположения реперного знака, определяемым из соотношения:
где t – шаг нарезаемой резьбы.
технология, профиль резьбы, резцы, измерительный инструмент
Соблюдая постоянную скорость подачи на станке по длине вращающегося прутка, инструмент врезается в него своей вершиной и нарезает винтовой канал (рис. 1).
1).
Рис. 1. Схема нарезания наружной резьбы:
а – схема движения инструмента и заготовки; б – нарезание однозаходной резьбы резцом
Величина наклона линии винтового канала к плоскости, которая перпендикулярная центру вращения прутка, находится в зависимости от того, с какой частотой вращается патрон с прутком и подается резец. Эта величина получила название µ – угол, под каким поднимается винтовая линия (рис. 2).
Рис. 2. Геометрия винтовой линии:
µ – угол наклона винтовой линии; P – шаг винтовой линии; L – длина окружности шага винтовой линии
Измеренное вдоль прутка расстояние между гребнями винтовых линий, имеет название Р – шаг винтовой линии. Развернутый на плоскости отрезок с поверхности прутка имеет вид прямоугольного треугольника АБВ. Из него определяется:
tgµ=P/(πd),
где d – сечение прутка по внешней поверхности резьбы.
Углубляя резец в тело прутка, по ходу заготовки вырезается винтовая канавка. Ее внутренняя конфигурация повторяет форму режущей кромки инструмента. Резьбой называется винтообразная линия, образующаяся на поверхности тел вращения. С ее помощью соединяются, уплотняются либо обеспечиваются какие-либо перемещения частей деталей и узлов механизмов. Резьба бывает конической и цилиндрической.
Разный профиль резьбы используется для резьбовых соединений, различных друг от друга. Резьбовой профиль – это контур диаметра в плоскости, которая пересекает ее центр. Большое распространение получили резьбы, имеющие следующие профили:
- прямоугольный;
- трапецеидальный;
- остроугольный.
Резьба может быть левой и правой. Болты с правой резьбой закручивают, вращая по часовой стрелке, болты с левой резьбой закручивают, вращая против часовой стрелки. Бывают многозаходные и однозаходные резьбы. Однозаходные выполнены одной сплошной нитью резьбы. Многозаходные резьбы имеют несколько сплошных ниток.
Однозаходные выполнены одной сплошной нитью резьбы. Многозаходные резьбы имеют несколько сплошных ниток.
Нитки резьбы располагаются эквидистантно. На торце гайки либо болта, в начале резьбы, хорошо видны все нитки и их количество (рис. 3, а и б). Многозаходные резьбы имеют шаг Р и ход Рₓ. Ход по ГОСТ 11708-82 – длина, отмеренная вдоль линии, которая параллельная резьбовой оси, между произвольной точкой на стороне сбоку резьбы и средней точкой, которая получается от передвижения начальной точки посередине винтового канала с углом 360˚ между сопрягаемыми точками того же витка и той же нитки резьбы.
На многозаходной резьбе ход равняется шагу, умноженному на количество заходов:
Рₓ=kР,
где k – количество заходов.
Рис. 3. Многозаходная резьба:
А – двухзаходная; б – трехзаходная; Phи P = шаг и ход резьбы
Создание резьбы с помощью резцов
Резцы получили всеобщее признание в качестве лучшего инструмента для нарезания резьб – как внутренней так и наружной на токарно-винторезных станках (рис. 4). Для нарезания резьбы используются резцы:
4). Для нарезания резьбы используются резцы:
- круглые;
- призматические;
- стержневые.
Геометрия инструментов – аналогичная фасонным. Резцами, имеющими углы вершины ε=60˚±10′ метрической резьбы и ε=55˚±10′ дюймовой резьбы. Поскольку суппорт станка, перемещаясь, допускает погрешности, они приводят к возрастанию резьбового угла. По этой причине часто используют резцы, имеющие угол ε=59˚30′ .
На его вершине имеется либо фаска либо скругление. Это зависит от конфигурации впадины резьбы, которую нарезают.
Рис. 4. Упрощенная кинематическая схема нарезания резьбы на токарно-винтовом станке:
1 – заготовка; 2 – суппорт; 3 – ходовой винт; M – электродвигатель; d1, d2 – диаметры шкивов; P – шаг ходового винта; z1, …, z10 – шестерни; n – частота вращения заготовки; Ds – направление движения подачи
Резцы для нарезания резьб оснащаются специальными пластинами. Их предварительно изготавливают из твердых сплавов и быстрорежущих сталей. Детали обрабатываются до состояния, когда внешнее сечение меньше внешнего сечения резьбы, которая будет нарезаться.
Их предварительно изготавливают из твердых сплавов и быстрорежущих сталей. Детали обрабатываются до состояния, когда внешнее сечение меньше внешнего сечения резьбы, которая будет нарезаться.
У метрических резьб сечением до 30 мм такая разбежность будет равняться 0,14…0,28 мм, сечением до 48 мм – 0,17…0,34 мм, сечением до 80 мм – 0,2…0,4 мм. Металл обрабатываемой детали в процессе нарезания резьбы подвергается деформации. Из-за этого внешнее сечение резьбы увеличивается. Поэтому сечение заготовки уменьшено.
Для нарезания особо точной резьбы в отверстии, данную операцию совершают после его растачивания. Обычную резьбу выполняют после того, как будет просверлено отверстие. Формула для сечения отверстия для резьбы, в миллиметрах:
d˳=d-P,
где d – внешнее сечение резьбы, мм; Р – шаг резьбы, мм.
Сечение отверстия для резьбы рекомендуется делать немного больше, чем ее внутреннее сечение. В процессе обработки заготовки и нарезания резьбы материал повергается деформациям. Поэтому сечение отверстия становится меньше. Вследствие этого значение вышеприведенной формулы необходимо увеличить.
Поэтому сечение отверстия становится меньше. Вследствие этого значение вышеприведенной формулы необходимо увеличить.
Увеличение производится на 0,2…0,4 мм в процессе работы с вязкими металлами – сталь, латунь и на 0,1…0,02 мм при обработке хрупких металлов – бронзы и чугуна. Часто резьбу заканчивают специальной канавкой для выхода инструмента. Это может быть обязательным условием чертежно-технической документации.
Диаметр внутри канавки рекомендуется делать меньше на 0,1…0,3 мм, чем внутреннее сечение резьбы. Ширина канавки b=(2…3)Р. Во время изготовления шпилек, болтов, резьбовых валов часто во время отвода резца наблюдается сбег резьбы. Чтобы выполнить нарезание резьбы точнее и удобнее, в торце заготовки делают выступ протяженностью 2…3 мм.
Сечение выступа равняется внутреннему сечению резьбы. Этой меткой засекают последний проход инструмента. Нарезав резьбу, выступ обрезают. Точность, с которой установлен резец по отношению к линии центровки, во многом влияет на качество резьбы в целом. Необходимо правильное расположение инструмента, соблюдая биссектрису угла в профиле резьбы перпендикулярно к осевой линии заготовки.
Необходимо правильное расположение инструмента, соблюдая биссектрису угла в профиле резьбы перпендикулярно к осевой линии заготовки.
Для этого существует специальный шаблон. Он прикладывается к уже обработанной поверхности заготовки вдоль осевой линии станка. Совмещаются два профиля – шаблона и резца. По величине зазора между ними определяют точность крепления резца. Инструменты для нарезания резьб крепятся строго на центровочной линии станков.
Резцами на токарно-винторезных станках нарезают резьбы в течение нескольких проходов. Пройдя один раз, инструмент отводят назад. Новый проход делают после того, как установят требуемую глубину выборки металла по нониусу ходового винта поперечного хода суппорта.
Нарезая резьбу с шагом до 2 мм, подачу необходимо выставить 0,05…0,2 мм за каждый проход. Нарезая резьбу сразу двумя кромками резания, наматывающаяся на резец стружка снижает качество и чистоту работы.
С целью предотвращения спутывания стружки, начиная рабочий проход, резец необходимо смещать на величину 0,1…0,15 мм по очереди влево и вправо. Эта операция достигается движением суппорта, расположенного сверху. При этом деталь обрабатывается одной кромкой резания. Черновых проходов необходимо 3…6, чистовых – 3.
Эта операция достигается движением суппорта, расположенного сверху. При этом деталь обрабатывается одной кромкой резания. Черновых проходов необходимо 3…6, чистовых – 3.
Внешнюю резьбу на шпильках, болтах, винтах, резьбовых валах нарезают плашками. Перед этим часть заготовки, где будет нарезаться резьба, подвергают предварительной обработке. Сечение поверхности обработки оставляют немного меньшим, чем внешнее сечение резьбы. У метрической резьбы сечением 6…10 мм должна быть разность 0,1…0,2 мм, сечением 11…18 мм – 0,12…0,24 мм, сечением 20…30 мм – 0,14…0,28 мм.
Чтобы облегчить заход, на торце заготовки снимается фаска, которая должна соответствовать высоте профиля резьбы. Плашка закрепляется в специальном патроне. Патрон устанавливается в пиноль задней бабки либо гнездо револьверной головки. Нарезание резьб плашками производится со скоростью v=3…4 м/мин для стальных деталей, 2…3 м/мин для чугунных, 10…15 м/мин для латунных.
Метрические резьбы внутри деталей сечением до 50 мм нарезаются метчиками. В токарных станках используются машинные метчики. Данная технология позволяет выполнять работы по нарезанию резьбы за один проход. В вязких и твердых металлах практикуют нарезание резьб комплектами из метчиков.
Комплекты состоят из двух, трех либо нескольких метчиков одновременно. Если используются два метчика, то первый из них (черновой) осуществляет 75% от всего объема работы. Чистовой метчик подгоняет резьбу до необходимых параметров. В комплекте, состоящем из 3-х метчиков первый (черновой) изготавливает 60% всего объема, второй (получистовой) – 30%, третий (чистовой) – 10%.
Все метчики из комплектов различаются по величине заборной кромки. Наибольшая длина у заборной кромки чернового метчика. Устанавливая метчик в револьверную головку, на хвостовик закрепляют с помощью винта специальное кольцо. Этим кольцом метчик держится в патроне по аналогии с плашкой.
Метчиками нарезают резьбу со скоростью v:
- для стальных деталей – 5…12 м/мин;
- для алюминия, бронзы, чугуна – 6…22 м/мин.
Нарезание резьбы метчиками сопровождается поливом охлаждающей жидкостью – маслом либо эмульсией.
Способы нарезания резьб резьбонарезными головкамиРезьбонарезные винторезные головки используют при необходимости нарезания внутренних и наружных резьб. Головки работают на станках: токарных автоматах, токарно-револьверных и токарных станках. Хвостовиком резьбонарезная головка крепится в пинолях задней бабки либо револьверной головке.
Для винторезных головок используют круглые, тангенциальные, радиальные гребенки. Закончив нарезание резьбы, гребенки раздвигаются в автоматическом режиме. При осуществлении обратного хода они не взаимодействуют с резьбой.
Наружная резьба чаще всего выполняется головкой, имеющей круглые гребенки. Она имеет простое устройство, с возможностью множественных переточек. Ее стойкость намного выше, чем тангенциальной и радиальной. По конструктивным особенностям и принципу работы различия незначительные.
Она имеет простое устройство, с возможностью множественных переточек. Ее стойкость намного выше, чем тангенциальной и радиальной. По конструктивным особенностям и принципу работы различия незначительные.
Внутренняя резьба обычно нарезается резьбонарезными головками с установленными гребенками призматического типа. Кромки для резания у них находятся на одном сечении. Имеется конус для захода в резьбу. Количество гребенок в одном комплекте соответствует величине головки.
В рабочем комплекте гребенки смещены относительно друг друга. Смещение соответствует углу подъема винтовой линии резьбы нарезания. Обрабатывая червяки и винты с длинной резьбой, повышают производительность, используя резцовые головки, закрепляя их на суппорте станка.
Контроль состояния резьб при нарезании
Резьбовым шаблоном проверяется шаг резьбы. Инструмент состоит из пластины 2 с вырезанными на ней зубцами (рис. 5). Шаг резьбы нанесен на плоскую часть шаблона. Набор всех шаблонов с дюймовыми и метрическими резьбами помещен в кассету 1. Этими шаблонами проверяется только шаг резьбы.
Набор всех шаблонов с дюймовыми и метрическими резьбами помещен в кассету 1. Этими шаблонами проверяется только шаг резьбы.
Рис. 5. Резьбовой шаблон:
1 – кассета; 2 – пластина
Правильность выполненной на детали внутренней и наружной резьбы комплексно оценивают с помощью резьбовых калибров (рис. 6). Резьбовые калибры разделяют на:
- проходные, имеющие полный профиль резьбы и являющиеся как бы прототипом детали резьбового соединения;
- непроходные, контролирующие только средний диаметр резьбы и имеющие укороченный профиль.
Рис. 6. Резьбовые калибры:
А – предельная резьбовая роликовая скоба; б – проходное кольцо; в – резьбовой калибр; г – непроходное кольцо
Шаг резьбы, внутренний, средний и наружный диаметр проверяют резьбовыми микрометрами (рис.![]() 7). Прибор имеет посадочные отверстия в пятке и шпинделе, в них закрепляют комплекты со сменными вставками. Они соответствуют параметрам резьб, которые необходимо измерять. Чтобы удобнее было работать, инструмент закрепляется в стойке и настраивается по эталону либо образцу.
7). Прибор имеет посадочные отверстия в пятке и шпинделе, в них закрепляют комплекты со сменными вставками. Они соответствуют параметрам резьб, которые необходимо измерять. Чтобы удобнее было работать, инструмент закрепляется в стойке и настраивается по эталону либо образцу.
Рис. 7. Измерение резьбовым микрометром
Перед контролем проверяемые детали необходимо очистить от стружки и грязи. В процессе контроля следует осторожно обращаться с калибрами, чтобы на их рабочей резьбовой поверхности не появились забоины и царапины.
Цикл G76 Fanuc | Подробное описание цикла с примерами
G76 – цикл автоматического нарезания резьбы [9]Рубрика: “Циклы FANUC понятным языком”
Цикл G76 является стандартным циклом, применяемым на токарных станках с ЧПУ Fanuc. Резьбовое соединение – это вид разъёмного соединения, который очень часто применяется в машиностроении. Около 70% деталей, изготовленных на токарных станках, будут содержать элементы резьбы. Соответственно, операторы ЧПУ работающие со стойкой Fanuc, должны уметь правильно запрограммировать цикл резьбы G76.
Около 70% деталей, изготовленных на токарных станках, будут содержать элементы резьбы. Соответственно, операторы ЧПУ работающие со стойкой Fanuc, должны уметь правильно запрограммировать цикл резьбы G76.
Раньше, когда станков с ЧПУ практически не было, нарезать резьбу можно было на токарно-винторезном станке. Во-первых, этот процесс занимал много времени. Во-вторых, нельзя было нарезать резьбу произвольного шага, так как шаг резьбы задавался с помощью коробки подач. В настоящее время цикл ЧПУ G76, применяемый для нарезки резьбы на токарных станках с ЧПУ, существенно облегчил эту задачу.
Предлагаем Вам разобрать на примере, как правильно запрограммировать цикл G76. Fanuc поддерживает огромное количество циклов, в данной статье мы разберем только один из них. Описание всех остальных токарных циклов Вы сможете найти в статье стандартные токарные циклы Fanuc.
Давайте посмотрим, как запрограммировать резьбу M16х2. По стандартам ЕСКД данная запись гласит, что нам нужна метрическая резьба с внешним диаметром 16 мм и шагом 2 мм.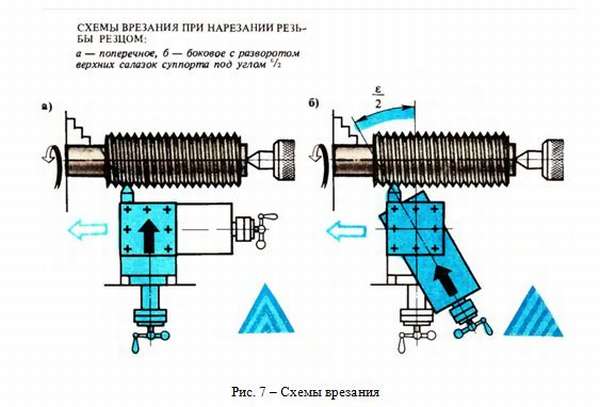
Для начала нам нужно выбрать подходящий резьбовой резец. Основным параметром резьбовой пластины будет её угол при вершине. В нашем случае угол пластины должен быть 60° (т.к. резьба метрическая). Вы должны убедиться, что оправка резца по своим габаритам позволяет выполнить данную операцию. Это очень важно, так как при запуске цикла в автоматическом режиме во время реза не будет работать кнопка «CYCLE STOP». Если вы нажмёте кнопку «CYCLE STOP», то станок остановится только после возвращения резца в стартовую точку цикла. Соответственно, остановить станок получится только кнопкой «emergency stop» или «RESET».
Затем нам необходимо привязать нулевую точку резца. Мы можем привязывать ноль к кончику резца или к боковой поверхности. Если Вы планируете нарезать резьбу на прутке, то Вам подойдёт первый вариант. Однако, если резьба будет заканчиваться уступом (например, шляпкой болта), то предпочтительнее второй вариант.
Выбор стартовой точки цикла G76Теперь мы можем перейти непосредственно к программированию. Цикл нарезания резьбы G76 программируется с помощью 2-х строк. А также, перед включением цикла необходимо переместить инструмент в стартовую точку цикла. Стартовую точку цикла следует указывать на безопасном расстоянии от заготовки, чтобы стружка могла спокойно выводиться из зоны резания.
Цикл нарезания резьбы G76 программируется с помощью 2-х строк. А также, перед включением цикла необходимо переместить инструмент в стартовую точку цикла. Стартовую точку цикла следует указывать на безопасном расстоянии от заготовки, чтобы стружка могла спокойно выводиться из зоны резания.
G76 – описание цикла (первая строка)
Теперь разберёмся с первой строкой цикла. Первый параметр в ней комплексный и определяет сразу 3 параметра: количество чистовых проходов, величину сбега резьбы и способ съёма материала. Задаётся буквой Р и далее следует три двузначных числа, которые должны быть написаны слитно.
- Количество чистовых проходов как правило составляет от «01» до «03» и подбирается опытным путем. При этом следует помнить, что припуск на чистовой проход R разделится на такое количество чистовых проходов, которое мы укажем.
- R – размер припуска на чистовые проходы;
- r – величина одного чистового прохода;
- N – количество чистовых проходов.

- Величину сбега резьбы необходимо указывать для более плавного выхода резца из материала. Если на детали предусмотрена выточка под выход резьбы, то значение этого параметра принимается равным «00».
Параметр может принимать любые целые значения в интервале от «00» до «99». Длинна самого сбега рассчитывается по вышеуказанной формуле.
- Способ съёма материала бывает с прямым врезанием и боковым врезанием. Прямое врезание лучше применять на резьбовых резцах, обладающих низкой боковой жёсткостью. Оно обеспечивает распределённую нагрузку на резец.
Но если требуется нарезать резьбу большой глубины, то правильнее применять боковое врезание. Благодаря этому снижается площадь контакта кромки резца с заготовкой. Если на поверхности резьбы образуется дробление, то применение бокового врезания может помочь в этой ситуации. Данный параметр может принимать значения от «00» до «99», в зависимости от угла нарезаемой резьбы. Для метрической резьбы не более «60»
Для метрической резьбы не более «60»
Ещё два параметра, прописываемых в первой строке цикла, отмечены на следующем рисунке:
- Q – величина съёма материала при проходах, которые следуют за первым проходом. Задаётся в микрометрах.
- R – значение припуска на чистовые проходы. Задаётся в миллиметрах.
Во второй строке цикла параметров больше чем в первой. Обратите внимание, что программисты компании Fanuc разработали цикл нарезания резьбы G76 таким образом, что в двух строках используются параметры, имеющие одинаковые буквенные обозначения. Так что будьте очень внимательны!
Графическое описание токарного цикла G76:
- P – это высота профиля резьбы. Этот параметр рассчитывается по формуле:
- F – шаг резьбы;
- α – коэффициент, зависящий от угла резьбы. Для метрической резьбы α = 0,542.
 Для метрической резьбы α = 0,542.
Для метрической резьбы α = 0,542.Полученное значение умножаем на 1000, поскольку параметр Р задаётся в микрометрах и для нашего примера получаем P = 1083.
- X – это внутренний диаметр резьбы. Его можно рассчитать по формуле:
- D – это внешний диаметр резьбы. В нашем примере он равен 16 мм.
- Z – это длина резьбы. Не забывайте, что этот параметр указывается в абсолютной системе координат, то есть со знаком «минус». В нашем примере Z = -30.
- Q – это величина съёма при первом проходе. Из-за того, что при первом проходе нагрузка на резец минимальная, то первый проход можно делать чуть большим, чем последующие. Выберем значение Q равным 0,5 миллиметров. Так как этот параметр задаётся в микрометрах, то Q = 500.
- F – это шаг резьбы. По факту этот параметр обозначает подачу, но так как на токарном станке мы задаём подачу в мм/оборот, то подача будет равна шагу резьбы. Для нашего примера F = 2.
 Так как этот параметр задаётся в микрометрах, то Q = 500.
Так как этот параметр задаётся в микрометрах, то Q = 500.В конечном итоге цикл G76 (цикл нарезки резьбы) для нашего примера будет выглядеть следующим образом:
На этом описание токарного цикла G76 подошло к концу. В следующей статье мы рассмотрим нюансы нарезания внутренней, левой, многозаходной и конической резьбы. Переходите по ссылке и изучайте: “Цикл резьбы G76 (внутренняя, многозаходная, конусная резьба)“
Нарезание резьбы конической на токарном станке
Дюймовая коническая резьба: особенности, технология нарезкиДюймовая коническая резьба – вид резьбы, при котором все выступы располагаются на конической поверхности по винтовой линии. Все её параметры выражаются в дюймах (1 дюйм равняется 25,4 мм или 2,54 см).
Особенности дюймовой конической резьбы
Дюймовая коническая резьба нашла своё применение в промышленном секторе Европы и США. Этот вид нарезки используется для изготовления муфт, угольников, тройников, контргаек и иных трубных соединений. Благодаря своей прочности, коническая резьба применяется в производстве шестерней для компаса, винтовых конструкций и креплений для создания сантехнического оборудования, бытовой техники и вычислительных машин, включая ПК.
Эта разновидность нарезки обладает следующими особенностями:
- вершины и витки дюймовой конической резьбы обрезаны или притуплены, что обеспечивает лучшую непроницаемость;
- угол профиля является константой и равняется 55°;
- конусная поверхность всегда находится под углом и отклоняется в пропорции равной 1:16;
- максимальный диаметр конуса равен 6’’;
- вершины треугольника резьбы всегда обрезаны или притуплены;
- основные параметры нарезки (внешний, внутренний и средний диаметры, ход и шаг) являются табличными величинами.
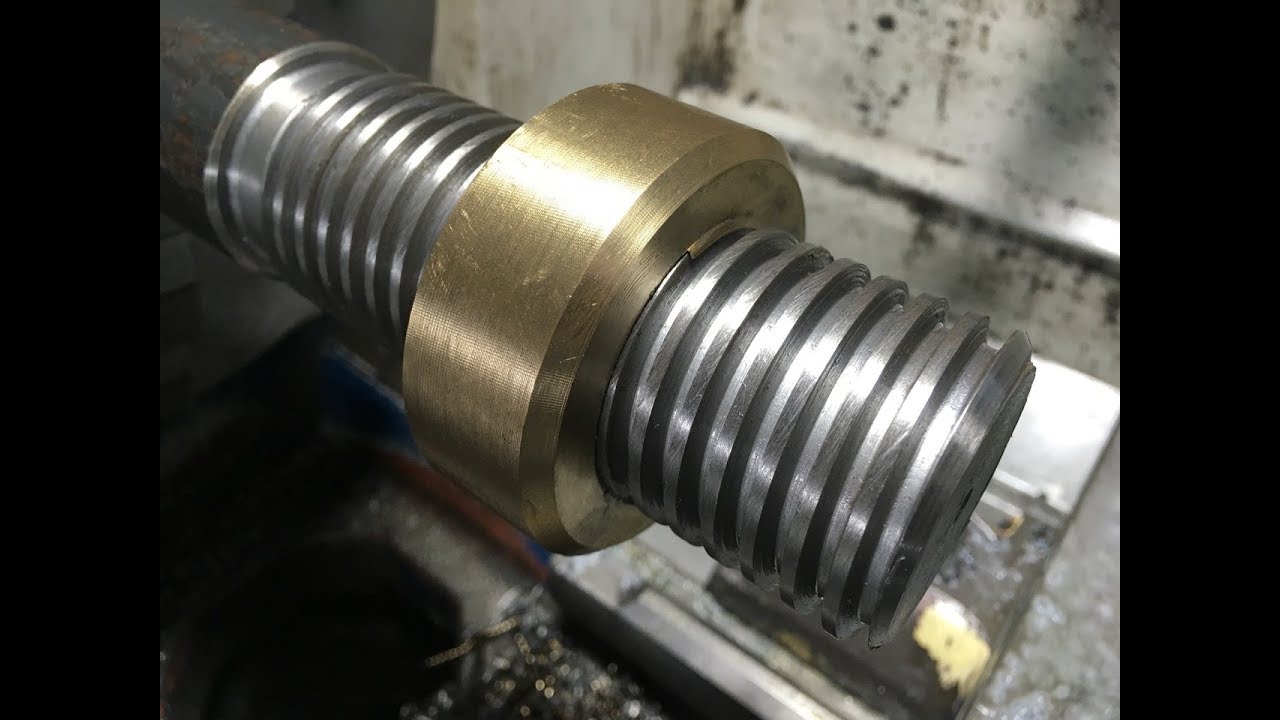
Этот вид не может объединяться с цилиндрическим видом резьбы, создавая особые соединения. Это обусловлено разными значениями углов профилей. Если угол дюймовой конической резьбы равняется 55°, то угол цилиндрической нарезки по стандарту равен 60°.
Главным преимуществом конической резьбы является деформация витков, что обеспечивает высокую непроницаемость соединения.
Это свойство обусловлено конусной формой винтовой поверхности. Во время натяжения витки уплотняются, образуют прочное, непроницаемое соединение и герметизируют внешние впадины труб и крепительных конструкций. Эта особенность автоматически исчезает при демонтаже или повторном создании витков.
Большая часть параметров дюймовой конусной резьбы обозначена в специальных нормативных справочниках, где в табличной форме записаны размеры и другие технические характеристики. Разработка всех деталей и зазоров должна выполняться в рамках установленных значений. В противном случае конструкции не смогут крепко совместиться друг с другом. Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.
Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.
Отличия от метрической резьбы
Одним из самых первостепенных различий между метрической и дюймовой резьбой являются единицы измерения. Если в первом случае все числовые значения характеристик высчитываются в миллиметрах, то во втором – при помощи дюймов. Значения таких показателей, как ход и шаг, будут колоссально различаться при пересчёте из одной единицы измерения в другую. По этой причине меняется соотношение между диаметром и высотой нарезки. Есть выраженные отличия и в форме профиля, заключающиеся в разности градусных мер углов при вершинах. Градусная мера подобных углов при метрической резьбе равняется 60°, при дюймовой – 55°.
Незначительные отличия есть и в способе измерения некоторых параметров. Процесс происходит по идентичным правилам. Человек должен взять один из измерительных приборов (гребенки, резьбомер, микрометр, штангенциркуль) и произвести расчёты плотности посадки вкрученного болта. Но для каждой разновидности понадобятся приборы с совершенно разными калибрами.
Но для каждой разновидности понадобятся приборы с совершенно разными калибрами.
Отличия существуют и в технологии нарезки. Метрическая нарезка происходит как с наружной части детали, так и во внутренней. Для осуществления этого процесса используются метчики и плашки. Дюймовая коническая резьба создаётся при помощи зажима комплектующей в тисках и ввинчивающих движений метчика. Необходимо обращать внимание на строение профиля и местоположения винтовых проходов.
Технологии нарезки
Чаще всего нарезка производится при помощи механического станка. Заготовка располагается на станке в вертикальном положении. Механический станок обрабатывает заготовку при помощи резьбовых инструментов – резцов, изготавливаемых из прочных железных сплавов. Внутренняя нарезка производится резцами изогнутой формы, наружная нарезка осуществляется резцами прямой или выгнутой формы. Чтобы получить максимально точную резьбу на механическом станке, нужно правильно соотнести частоту оборотов заготовки и угол воздействия резцов, учитывая параметры производительности станка.
Чтобы осуществить внутреннее нарезание вручную, необходимо создать отверстие в детали при помощи сверления.
Нарезка производится посредством метчиков – стержней с режущими кромками. Метчики подбираются, исходя из диаметра и шага, и закрепляются в тисках. Изначально используется черновой метчик для придания приблизительных размеров. После применяется чистовой метчик, посредством которого изделию придаются точные формы, в соответствии с заданными параметрами. Внутренняя резьба выполнена правильно только в том случае, если болты ввёртываются в трубу легко и плотно.
Наружное нарезание также может осуществляться вручную при помощи плашки. Этот инструмент закрепляется винтами на плашкодержателе, к нему прикрепляется стержень. Плашка должна находиться под углом 90° относительно оси нарезаемой детали. Далее мастер производит несколько переменных оборотов плашки до тех пор, пока не будет достигнута точная длина заготовки. Правильность выполнения наружного нарезания проверяется калибрами или гайками.
Маркировка и классы точности
В соответствии с ГОСТом 6111-52, дюймовая коническая резьба делится на 3 класса точности, обозначаемые цифрами от 1 до 3. После цифровых значений ставится буква, обозначающая тип нарезания (A – внешняя, B – внутренняя). К 1 классу относятся резьбы с низкой степенью точности нарезания. Представителями 2 категории являются резьбы средней степени точности. К 3 классу относятся варианты высокой точности, выполняемые по строгим нормативам.
Скачать ГОСТ 6111-52
Для определения качества изделия необходимо изучить его номенклатуру с обозначениями. Вид нарезки обозначается отдельной буквой. Например, символ R обозначает дюймовую конусную резьбу. После него следует значение диаметра, выраженное либо целым числом, либо дробью. Символы L (Left) и R (Right) указывают направление витков. В конце маркировки пишется длина свинчивания. В некоторых обозначениях дополнительно пишется класс.
Для правильной маркировки изделия нужно изучить его качества. Для измерений идеально подходят калибры, определяющие множество характеристик дюймовой резьбы. Но в большинстве случаев эти цифры являются табличными величинами. В редких случаях люди прибегают к использованию линеек. Стоит учитывать единицу измерения резьбы, чтобы правильно определить обозначение.
Для измерений идеально подходят калибры, определяющие множество характеристик дюймовой резьбы. Но в большинстве случаев эти цифры являются табличными величинами. В редких случаях люди прибегают к использованию линеек. Стоит учитывать единицу измерения резьбы, чтобы правильно определить обозначение.
Таблица размеров
Табличный регламент ГОСТ 6111-52 устанавливает размер и другие характеристики нарезки. В следующей таблице представлены значения этого ГОСТа для дюймовой конической резьбы с углом профиля 60°:
| Размер резьбы, дюйм | Внешний диаметр, мм. | Средний диаметр, мм. | Внутренний диаметр, мм. | Число ниток на 1 дюйм | Шаг, мм. | Высота профиля, мм. |
| 3/16 | 4,67 | 4,14 | 3,11 | 24 | 1,25 | 0,78 |
| 1/4 | 6,24 | 5,43 | 4,84 | 20 | 1,33 | 0,92 |
| 5/16 | 8,72 | 7,58 | 6,27 | 18 | 1,58 | 1,01 |
| 3/8 | 9,81 | 8,93 | 7,51 | 16 | 1,64 | 1,23 |
| 7/16 | 11,53 | 10,21 | 8,84 | 14 | 1,95 | 1,34 |
| 1/2 | 12,36 | 11,16 | 10,49 | 12 | 2,24 | 1,46 |
| 9/16 | 14,45 | 13,57 | 11,636 | 11 | 2,24 | 1,46 |
| 5/8 | 15,54 | 14,72 | 13,31 | 10 | 2,43 | 1,53 |
| 3/4 | 19,26 | 17,43 | 15,83 | 9 | 2,61 | 1,75 |
Несмотря на то, что сейчас дюймовая конусная резьба не пользуется широкой популярностью среди рядовых производителей, она применяется в производстве комплектующих для разнообразной электротехники.
Этот вид имеет множество преимуществ, по сравнению с метрической резьбой. Он располагает прочностью и лёгкостью конструкции. И в будущем его потенциал будет раскрыт во многих отраслях, особенно в сфере по изготовлению пластиковых и металлических соединительных механизмов.
Страница не найдена | MIT
Перейти к содержанию ↓- образование
- Исследовательская работа
- новаторство
- Прием + помощь
- Студенческая жизнь
- Новости
- Alumni
- О MIT
- Больше ↓
- Прием + помощь
- Студенческая жизнь
- Новости
- Alumni
- О MIT
Попробуйте поискать что-нибудь еще! Что вы ищете? Посмотреть больше результатов
Предложения или отзывы?
,Токарно-винторезный станок с ручным управлениемдля поворота трубной резьбы
Ручной режим Токарно-винторезный станок для токарной резьбы труб
Q-130 Q-225
Особенности:
- Токарные станки с масляной резьбой используются для токарной резьбы труб, внутри и снаружи ,
- Их можно использовать для изготовления внешних кругов, отверстий и торцевых поверхностей валов или дисков в качестве обычных станков.
- Массивная шпиндельная бабка с прецизионным шпинделем в конических роликоподшипниках, 2 зажимных патрона с обеих сторон
- Высокий крутящий момент на рабочем шпинделе обеспечивает высокую скорость удаления стружки при обработке деталей большого диаметра.
- Тяжелая станина из чугуна высшего качества с закаленными и шлифованными направляющими.
- Центральный, практичный контроль для подачи и резьбовых выводов.
- Широкий спектр дюймовых и метрических нитей.
- Зубчатые колеса закалены и отшлифованы.
- Сверхмощный 4-позиционный держатель инструмента.
- Система охлаждения включена.

Технический параметр:
| Спецификация | Устройство | Q-130 | Q-200 | Q-225 | ||||
| Capness над кроватью | мм | Φ630 / Φ800 | Φ630 / Φ800 | Φ630 / Φ800 | ||||
| Качели через поперечную горку | мм | Φ340 / Φ540 | Φ340 / Φ54034048 | 9005 Ф443 Расстояние между центрами | мм | 1500/3000 | 1500/3000 | 1500/3000 |
| Диапазон резьбы труб | мм | Φ30-126 | Φ50-193 | Φ50-220 | ||||
| Ширина кровати | мм | 550 | 550 | 550 | ||||
| Ход по оси X | 320 | 320 | 320 | |||||
| Ход по оси Z | мм | 1310/2810 | 1310/2810 | 1310/2810 | ||||
Макс. грузоподъемность грузоподъемность | кг | 3000 | 3000 | 3000 | ||||
| Шпиндель | Отверстие шпинделя | мм | Φ130 | Φ200 | Φ225 | |||
| Шаг шпинделя | шагов | FWD.18 /REV.9 | FWD.12 / REV.6 | FWD.12 / REV.6 | ||||
| Скорость шпинделя | об / мин | 12-642 / 19-800 | 24-300 / 38-384 | 24-300 / 38-384 | ||||
| Размер патрона | мм | Φ400 | Φ520 | Φ520 | ||||
| Тип патрона | – | 3-кулачковый ручной | 4-кулачковый ручной | 4 4 с ручным управлением | ||||
| револьверная головка | револьверная головка | – | ручная 4 станции | ручная 4 станции | ручная 4 станции | |||
| размер хвостовика инструмента | мм | 32×32 | 32 x32 | 32×32 | ||||
| Ход турели | мм | 200 | 200 | 200 | ||||
| Подача | Подача оси X / диапазон | мм / р | 22/0. 02-0,45 02-0,45 | 22 / 0,02-0,45 | 22 / 0,02-0,45 | |||
| быстрая подача по оси X | мм / мин | 2300 | 2300 | 2300 | ||||
| виды подачи по оси Z / диапазон | мм / р | 26 / 0,07-1,33 | 26 / 0,07-1,33 | 26 / 0,07-1,33 | ||||
| быстрая подача по оси Z | мм / мин | 4000 | 4000 | 4000 | ||||
| Нарезание резьбы | №метрической резьбы и диапазона | мм | 52 / 1-224 | 24 / 1-14 | 24 / 1-14 | |||
| № дюймовой резьбы и диапазона | T.P.I. | 40 / 2-28 | 40 / 2-28 | 40 / 2-28 | ||||
| № модуля резьбы и диапазона | мм | – | – | – | ||||
| № резьбы DP и диапазон | DP | – | – | – | ||||
| Задняя бабка | Диаметр хвостовой бабки | мм | Φ100 | Φ100 | Φ100 | |||
| Коническая шишка задней бабки | – | MT5 # | МТ5 # | |||||
| Ход задней бабки | мм | 250 | 250 | 250 | ||||
| Мощность | Мощность главного двигателя | кВт | 7. 5 5 | 7.5 | 7.5 | |||
| Мощность двигателя быстрого хода | кВт | 0.3 | 0.3 | 0.3 | ||||
| Мощность двигателя охлаждающей жидкости | кВт | 0.125 | 0.125 | 0.125 | ||||
| Другие | размеры машины | мм 3657/5157 x1360x1480 | 3657/5157 x1360x1555 | 3657/5157 x1360x1555 | ||||
| масса станка | кг | 3800 / 4600 | 4200/5050 | 4300/5150 | ||||
Скорость шпинделя и шаги: Благодаря изменению частоты осуществляется плавное изменение скорости переключения.
Для серии Q-130: 3 смены, 30-650 об / мин.
Для серии Q-200: 4 смены, 20-500 об / мин.
Для серии Q-225: 4 смены, 20-500 об / мин.
Стандартная конфигурация:
- 3/4 – зажимной патрон, 2 комплекта
- Конусное токарное устройство, 1 комплект
- Опорная планка, 1 шт.
- Ручное перемещение задней бабки
- Зажим патрона и инструмента
- Система охлаждения, галогенная лампа
- Инструмент для обслуживания и ящик для инструмента
- Руководство по эксплуатации на английском языке
- DRO (приобретается дополнительно)

Резьба конусной обработки:
Измерительная коническая резьба:
Фактические фотографии: (Q-200, Q-225)
Информация о компании
Сертификаты
Посетители выставки
9000 Доставка
, G76 Цикл резьбонарезного станка для токарных станков с ЧПУ (Fanuc)проходит
Количество проходов, которые нужно обрезать, чтобы сделать вашу нить, очень важно. Сделайте слишком мало проходов, и качество поверхности может быть плохим, и вы можете даже сломать инструмент для нарезания резьбы, заставив его работать слишком усердно. Сделайте слишком много проходов, и вы потеряете много времени.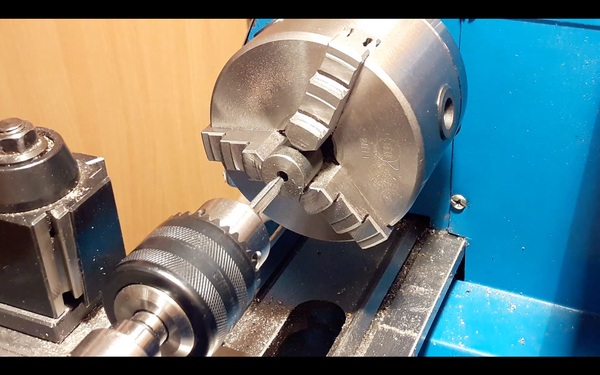
Вы не можете изменить большую часть информации, касающейся спецификаций потока, поэтому ваши основные инструменты для контроля количества проходов включают в себя:
– Начальная позиция: Отключите все, как я описал выше, чтобы минимизировать работу, которую должен выполнять инструмент для нарезания резьбы.
– Глубина первого прохода: выберите самый большой проход, который вы можете. G-Wizard Calculator даст вам хорошую рекомендацию здесь.
– минимальная глубина прохождения: старайтесь не использовать этот параметр слишком часто и установите его в качестве разрешения на финиш.
– Допуск на чистовую обработку: Меньший припуск на чистовую обработку может означать, что большие проходы черновой обработки удаляют большую часть материала. Только помните, слишком маленькое припуск заставит ваш резак тереться.
– весенние пассы: вам не нужно больше 2 пасов, и 1 может быть достаточно.Поэкспериментируйте с вашей конкретной ситуацией, чтобы увидеть, можете ли вы обойтись без 1 или даже без весенних пассов.
Ваша следующая задача будет заключаться в определении того, сколько проходов будет фактически сделано за цикл. Это не легко, так как G76 будет динамически изменять глубину каждого прохода после первого, чтобы выровнять количество удаленного материала. Вы должны сделать довольно много вычислений, чтобы точно выяснить, сколько проходов будет сделано.
Но если у вас есть симулятор GCode, он может помочь.Посмотрите на этот снимок экрана редактора G-Wizard:
G-Wizard Editor подскажет вам в подсказке под задним графиком, сколько проходов пройдет цикл G76…
Редактор G-Wizard сообщит вам в подсказке под задним графиком, сколько проходов пройдет цикл G76. Вы можете использовать его для настройки цикла G76, чтобы он не имел чрезмерного количества проходов. Обратите внимание на сообщение ПРЕДУПРЕЖДЕНИЕ, в котором говорится, что допуск на чистовую обработку не будет использоваться, поскольку минимальная глубина резания больше.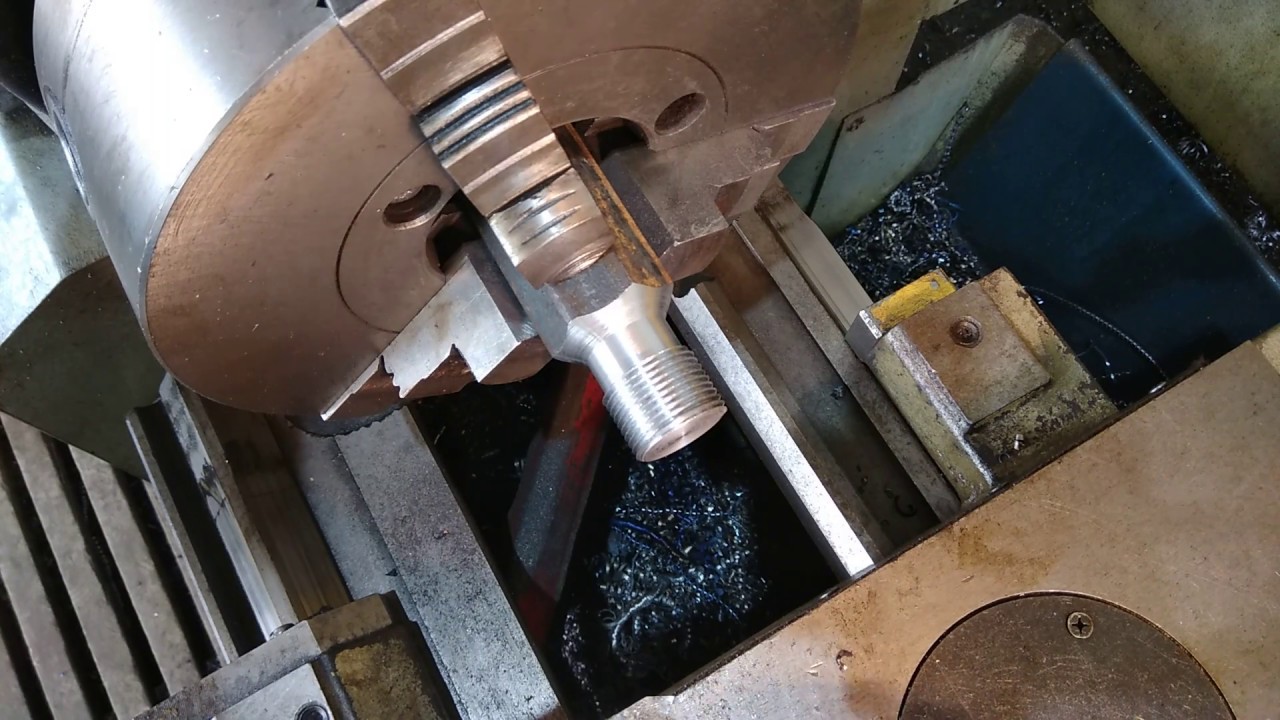 Это также полезно при настройке всего этого.
Это также полезно при настройке всего этого.
На многих токарных станках возникают проблемы с синхронизацией шпинделя, если они подаются слишком быстро. Если ваши потоки не синхронизируются, попробуйте замедлить, пока не улучшится. Как правило, это означает замедление оборотов, которое определяет, насколько быстро вы будете кормить, исходя из шага нити.
Код диалектов для G76 Threading CycleНадеюсь, вы собрали значения для всех параметров, описанных выше.Возможно, вы можете использовать электронную таблицу, чтобы сделать этот процесс проще и более полным. Теперь вы готовы подключить параметры к определенному диалекту GCode, используемому вашим управлением:
Двухступенчатый поточный цикл Fanuc G76G76 P (м) (r) (а) Q (дмин) R (д)
G76 X (U) Z (W) R (i) P (k) Q (d) F (L)
P Word: P-слово состоит из 6 цифр, состоящих из трех 2-значных кластеров для m, r и a.
м: количество повторений отделки (от 1 до 99) – весенние проходы.
р: количество снятия фаски (от 1 до 99)
a: угол носа инструмента. Выберите 80, 60, 55, 30, 29 или 0 градусов.
Q Word: dmin – минимальная глубина резания. Если глубина чернового или чистового прохода меньше этой, она зажимается так, чтобы быть как минимум такой же.
R Слово: d – финишный припуск.
Слова X / Z / U / W (2-я строка): укажите координаты конечной точки. X, Z используют текущий режим (абсолютный или относительный), в то время как U, W могут использоваться для указания относительного положения.
R Слово (2-я строка): i – величина конусности при нарезании конической резьбы.
P Слово (2-я строка): k – высота резьбы, выраженная в виде значения радиуса (не диаметра).
Q Word (2-я строка): d – глубина первого среза.
F Слово (2-ая строка): L – ведущая нити.
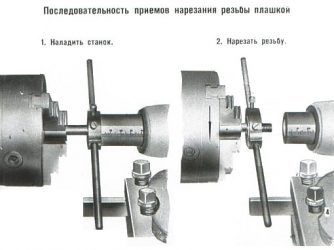
Пример: линия Fanuc 2 G76 нарезает коническую трубную резьбу:
Редактор G-Wizardподскажет вам в подсказке под графиком, что делают все параметры G76…
Фанук однолинейный G76 Цикл резьбыHaas G76 Цикл заправкиG76 X.
X = диаметр последнего прохода резьбы
Z = положение конца резьбы
I = конус по всей длине
K = одна глубина резьбы – положительный
D = глубина первого прохода резьбы – положительный
A = угол наклона вставки – положительный
P = метод подачи (один из 4)
 , Z .. I .. K .. D .. F .. A .. P ..
, Z .. I .. K .. D .. F .. A .. P .. LinuxCNC / PathPilot G76 Цикл потоковG76 D .. K .. X .. Z .. U .. W .. I .. P .. F .. A ..
D = начальная глубина резания
K = высота резьбы
X * = абсолютное конечное местоположение оси X
Z * = абсолютное конечное местоположение оси Z.Определяет длину резьбы.
U * = Инкрементальное расстояние по оси X до конца. Может использоваться вместо X.
W * = Инкрементальное расстояние по оси Z до конца. Может использоваться вместо Z.
I * = величина конусности резьбы (мера радиуса).
P * = метод последующего прохода (1-4)
F * = подача
A * = угол наклона вершины инструмента (0 -120 градусов.
 0 предполагается, если не указано)
0 предполагается, если не указано)Mach 3 G76 Цикл заправкиG76 P., Z .. I .. J .. R .. K .. Q .. H .. E .. L ..
P = шаг резьбы на расстоянии за оборот
Z = конечное положение резьбы
I = смещение пика резьбы , Отрицательный для внешнего, положительный для внутреннего.
J = начальная глубина резания
K = полная глубина резьбы
R = глубина выемки (опция). R = 1 – постоянная глубина, R = 2 – постоянная площадь.
Q = составной угол скольжения (опция)
H = пружинные проходы (опция)
E = расстояние по линии привода для конуса
L = какой конец резьбы сужается.L0 = нет конусности. L1 = входной конус. L2 = выходной конус. L3 = вход и выход конусности.
,G76 X .. Z .. Q .. P .. H .. I .. R .. K .. L .. C .. B .. T .. J ..
X = X конец
Z = Конец Z
Q = пружинные проходы (опция)
P = шаг
H = глубина первого прохода
I = угол подачи
R = X старт (опция)
K = Z запуск (опция)
L = фаска (опция)
C = X Зазор
B = Глубина последнего прохода (опция)
T = Конус (опция)
J = Минимальная глубина за проход (опция)
Как нарезать конус на токарном станке
Возможно, вы уже знаете, что токарный станок – это многофункциональный станок для растачивания, фрезерования, резки, сверления и токарной обработки. С помощью некоторых методов можно эффективно выполнять вышеупомянутые операции. Среди всех этих операций токарная обработка – самая простая. Рабочие делают это, чтобы минимизировать ширину цилиндрической планки.
С помощью некоторых методов можно эффективно выполнять вышеупомянутые операции. Среди всех этих операций токарная обработка – самая простая. Рабочие делают это, чтобы минимизировать ширину цилиндрической планки.
Если есть необходимость в конкретном конусе на заготовке, рабочие переходят на операцию точения конуса. Но как нам это сделать? Читайте дальше, чтобы подробнее узнать о методах точения конуса.
Хотите узнать о способах крепления токарного патрона? Прочтите это здесь.
Различные методы токарной обработки конуса
Вы можете вырезать конус на токарном станке, используя следующие методы. Давайте посмотрим, как работают эти методы и когда вы их используете.
1. Метод формовочного инструмента
Это безопасный метод изготовления короткого конуса. Форма выгружается и используется в соответствии с требованиями. Ось подачи и токарного станка работают параллельно. Однако форма режущего инструмента сохраняет угол конуса.Вы можете одновременно использовать поперечную и продольную подачу.
Кроме того, вы должны держать длину конуса более значительной, чем длина режущей кромки инструмента. Процесс вызывает сильную вибрацию. Это происходит потому, что вся режущая кромка сносит металл.
Таким образом, требуется большая сила, даже если работа выполняется на медленной скорости. Вибрация зависит от размера инструмента.
Плюсы
✅ Самый простой метод
✅ Довольно точный
Минусы
❌ Вызывает огромные колебания
2.Метод установки задней бабки
Когда нет доступного конического приспособления, используется этот метод. В этом методе ось станины станка устанавливается под углом, под которым вращается ось работы. Инструмент перемещается параллельно станине станка. Вместо градусов базовое значение задней бабки смещается в миллиметрах или дюймах.
Поскольку работа в основном выполняется под углом, ее следует выполнять между центрами. После того, как токарная операция будет завершена, следует уделить особое внимание установке задней бабки.
Как установить параллельное положение? Это шаги:
- Чтобы зажать лист бумаги внутри конической поверхности и инструмента, переместите носик инструмента к левому краю конуса.
- Проверить показания шкалы поперечной подачи. Выньте инструмент.
- Переместите инструмент к правому краю конуса, чтобы захватить бумагу.
- Снимите показания; набор идеален, если он соответствует.
Давайте посмотрим шаги этой настройки:
- Слегка отсоедините зажим задней бабки.
- Продолжайте регулировать винты, пока не получите необходимый набор.
- Расположите инструмент как параллельную токарную станцию.
- Сделайте черновой распил.
- Отполируйте размер, если получите желаемый конус.
Плюсы
✅ Более длинные работы можно сузить с помощью автоматической подачи, вы можете получить лучшую поверхность
✅ Вы можете нарезать наружную коническую резьбу
Минусы
❌ Нет возможности резать чистый конус
❌ Нет возможности удалить внутренний конус
3.
 Метод составного слайда
Метод составного слайдаДля получения короткого и крутого конуса рекомендуется метод составного слайда. Как и при любой другой операции на токарном станке, в этом методе заготовка устанавливается в патрон с помощью зажимов. Работа вращается вместе с осью токарного станка. Перед зажимом составную опору следует повернуть на нужный угол.
Гибкость составного суппорта может вращаться на его центральных штифтах в обоих направлениях, поскольку он закреплен на вершине поперечного суппорта. Вы можете выполнять точение конуса как снаружи детали, так и в отверстии.
Составные горки имеют два основных принципа. Во-первых, режущий инструмент движется так, как вы хотите. Потому что вы можете отрегулировать желаемый угол, ослабив гайки. Во-вторых, рабочая ось вращается параллельно оси станины токарного станка.
Резцедержатель используется для установки режущего инструмента. Поворачивая винт, вы можете подавать подачу по желаемой траектории и под углом. Пока инструмент движется по траектории составного суппорта, вы получаете требуемый метчик.
Плюсы
✅ Вы можете получить лучший, более крутой и более короткий конус
Минусы
❌ Низкое очищение и низкая эффективность продукта
❌ Вы можете отрезать только короткий конус
Вот несколько ключевых советов для вас, если вы используете метод составных суппортов –
- Свешивание инструмента рискованно.
- Будьте осторожны при установке точки высоты инструмента по центру.
- Используйте смазочное масло.
4. Метод приспособления для точения конуса
Приставка здесь немного отличается. Для этого крепления должен использоваться нижний кронштейн или лоток. Заготовка прикрепляется к заднему концу станины токарного станка. Для желаемого угла поворота здесь используется направляющая штанга.
Эта штанга может качаться, что обеспечивает гибкость угла наклона. Направляющая планка также выполняет функцию его центра при выполнении операции.
С помощью направляющего блока перемещается по направляющей шине.Направляющий блок соединяет задний конец поперечного суппорта и помогает двигаться. Для того, чтобы соединить поперечный суппорт, необходимо удалить стяжной винт.
Итак, поперечный суппорт свободен от подвижного винта. Как и составной слайд, у него также есть градации степеней. С помощью этого метода вы можете выполнять токарную обработку любого размера.
Как работает приспособление для токарной обработки метчика
Это приспособление представляет собой своего рода направляющую формы , установленную на задней стороне токарного станка и регулирующуюся вместе с осью токарного станка, удерживая токарный станок на пути к центру.Но это помогает высвободить поперечный суппорт, а также направить его по траектории разрезаемого конуса.
Кронштейн, прикрепленный к станине токарного станка, несет направляющую шину. И вы можете повернуть направляющую на желаемый угол. В этом методе направляющая шина надежно фиксируется болтом.
С помощью звена и замка направляющий блок соединяется с поперечными суппортами токарного станка. Следовательно, он может свободно скользить по направляющей шине. Это также позволяет кресту свободно перемещаться по своему пути.
Но для этого свободного движения его нужно отсоединить от седла. Чтобы отсоединить поперечный суппорт на продольной подаче седла, достаточно ослабить винт поперечной подачи.
Вы должны установить глубину резания для инструмента после каждого резания. Как и во всех других методах, мы используем вращающуюся рукоятку составного суппорта для подачи инструмента на идеальную глубину резания. Установите составной суппорт в нормальное положение, например, на 90 °.
Кроме того, положение направляющей шины будет параллельно конусному инструменту.Кроме того, направляющая штанга считывает индикатор шкалы, на которой она шпинделя, по углу конуса.
Преимущества точения конуса
- Установка насадки простая и быстрая
- Этот метод не мешает обычной настройке токарного станка
- Чистовая обработка лучше
- Можно придать как внутренний, так и внешний конус
- Вы можете использовать насадку как Резьба для точения конуса
Недостатки точения конуса с деталями
Если настройка на задней бабке, составном суппорте или приспособлении для точения конуса не идеальна, то в получении несовершенного конуса нет ничего удивительного. Чтобы этого избежать, убедитесь, что настройка точна до минуты.
Чтобы этого избежать, убедитесь, что настройка точна до минуты.
- Неправильные размеры конуса :
Это также происходит из-за неправильных настроек.
Часто бывает, что диаметр одной стороны и угол конуса точны, а диаметр другой кромки неточен. Причина дефекта – неточная длина конуса. Тщательная проверка длины конуса может предотвратить это.
Заключительное слово
Вот и все, что касается метода конической резки на токарном станке. Надеюсь, эта статья познакомила вас с вашими знаниями о точении конуса. Если у вас есть какие-либо вопросы или вопросы, не стесняйтесь комментировать в разделе комментариев.
Надеюсь, эта статья познакомила вас с вашими знаниями о точении конуса. Если у вас есть какие-либо вопросы или вопросы, не стесняйтесь комментировать в разделе комментариев.
https://www.lifelarn.com
G76 Цикл нарезания резьбы для токарных станков с ЧПУ (Fanuc)
Пасс
Количество проходов, которое необходимо обрезать для нарезания резьбы, очень важно. Выполните слишком мало проходов, и качество поверхности может быть плохим, и вы можете даже сломать резьбонарезной инструмент, заставив его работать слишком интенсивно.Сделайте слишком много проходов, и вы потеряете много времени.
Вы не можете изменить большую часть информации, относящейся к спецификациям резьбы, поэтому ваши основные инструменты для управления количеством проходов включают:
– Начальное положение: поверните все вниз, как я описал выше, чтобы минимизировать работу, которую должен выполнять резьбонарезной инструмент.
– Глубина первого прохода: выберите самый большой проход, который вы можете. G-Wizard Calculator даст вам здесь хорошую рекомендацию.
G-Wizard Calculator даст вам здесь хорошую рекомендацию.
– Минимальная глубина прохода: Старайтесь не использовать этот параметр слишком часто и установите его равным допустимому финишу.
– Припуск на чистовую обработку: меньший припуск на чистовую обработку может означать, что большие проходы черновой обработки удаляют большую часть материала. Просто помните, слишком маленький припуск заставит резак тереться.
– Spring Passes: вам не нужно больше двух проходов, и одного может хватить. Поэкспериментируйте с вашей конкретной ситуацией, чтобы увидеть, сможете ли вы обойтись одним весенним проходом или даже без него.
Ваша следующая задача будет заключаться в том, чтобы определить, сколько проходов фактически сделает цикл. Это непросто, поскольку G76 будет динамически изменять глубину каждого прохода после первого, чтобы уравнять количество удаленного материала.Чтобы точно определить, сколько проходов будет сделано, вам придется проделать довольно много вычислений.
Но там, если у вас есть GCode Simulator, возможно, он сможет выручить. Взгляните на этот снимок экрана G-Wizard Editor:
G-Wizard Editor сообщит вам в подсказке под графиком, сколько проходов займет цикл G76…
G-Wizard Editor сообщит вам в подсказке под графиком, сколько проходов займет цикл G76. Вы можете использовать его, чтобы настроить цикл G76, чтобы в нем не было чрезмерного количества проходов.Обратите внимание на сообщение ПРЕДУПРЕЖДЕНИЕ, в котором говорится, что припуск на чистовую обработку не будет использоваться из-за того, что минимальная глубина реза больше. Это также полезно при настройке всего этого.
Не подавайте слишком быстро У многих токарных станков возникают проблемы с синхронизацией шпинделя при слишком быстрой подаче. Если проходы потоковой передачи не синхронизируются, попробуйте замедлить работу, пока не станет лучше. Обычно это означает снижение числа оборотов в минуту, которое определяет, насколько быстро вы будете подавать, в зависимости от шага резьбы.
Надеюсь, вы собрали значения для всех параметров, описанных выше. Возможно, вы можете использовать электронную таблицу, чтобы упростить и сделать этот процесс более полным. Теперь вы готовы вставить параметры в конкретный диалект GCode, используемый вашим элементом управления:
Fanuc Double Line G76 Цикл нарезания резьбыG76 P (м) (r) (a) Q (dmin) R (d)
G76 X (U) Z (W) R (i) P (k) Q (d) F (L)
P-слово: P-слово состоит из 6 цифр, состоящих из трех двухзначных групп для m, r и a.
м: повторный чистовой счет (от 1 до 99) – пружинных проходов.
r: величина снятия фаски (от 1 до 99)
a: Угол вершины инструмента. Выберите 80, 60, 55, 30, 29 или 0 градусов.
Q Word: dmin – минимальная глубина резания. Если глубина чернового или чистового прохода меньше этой, она фиксируется, по крайней мере, на эту величину.
R Word: d – припуск на чистовую обработку.
X / Z / U / W слов (2-я строка): укажите координаты конечной точки.X, Z используют текущий режим (абсолютный или относительный), а U, W могут использоваться для указания относительного положения.
Слово R (2-я строка): i – величина конуса при нарезании конической резьбы.
Слово P (2-я строка): k – высота резьбы, выраженная как значение радиуса (а не диаметра).
Q Word (2-я строка): d – глубина первого реза.
Слово F (2-я строка): L – шаг резьбы.

Пример: Fanuc 2 line G76 нарезание конической трубной резьбы:
G-Wizard Editor расскажет вам в подсказке под графиком, что делают все параметры G76…
Цикл нарезания резьбы G76 Single Line FanucЦикл нарезания резьбы Haas G76G76 X.. Z .. I .. K .. D .. F .. A .. P ..
X = Диаметр последнего прохода резьбы
Z = Положение конца резьбы
I = Конус по всей длине
K = Одна глубина резьбы – положительный
D = Глубина первого прохода резьбы – положительный
A = Включенный угол пластины – положительный
P = Метод подачи (один из 4)
Цикл потоковой обработки LinuxCNC / PathPilot G76G76 D .
D = Начальная глубина резания
K = высота резьбы
X * = абсолютное конечное положение оси X
Z * = абсолютное конечное положение оси Z.Определяет длину резьбы.
U * = инкрементное расстояние по оси X до конца. Может использоваться вместо X.
W * = инкрементное расстояние по оси Z до конца. Может использоваться вместо Z.
I * = величина конуса резьбы (размер радиуса).
P * = Метод позиционирования последующего прохода (1-4)
F * = скорость подачи
A * = угол при вершине инструмента (0-120 градусов. 0 предполагается, если не указано)
 . K .. X .. Z .. U .. W .. I .. P .. F .. A ..
. K .. X .. Z .. U .. W .. I .. P .. F .. A .. Мах 3 G76 Цикл нарезания резьбыG76 П.. Z .. I .. J .. R .. K .. Q .. H .. E .. L ..
P = Шаг резьбы в расстоянии на оборот
Z = Конечное положение резьбы
I = Смещение вершины резьбы . Отрицательный для внешнего, положительный для внутреннего.
J = Начальная глубина резания
K = Полная глубина резьбы
R = Глубина отклонения (опция). R = 1 – постоянная глубина, R = 2 – постоянные площади.
Q = Составной угол скольжения (опция)
H = Пружина (опция)
E = Расстояние вдоль линии привода для конуса
L = Какой конец резьбы сужается.L0 = без конуса. L1 = входной конус. L2 = выходной конус. L3 = входной и выходной конус.

G76 X .. Z .. Q .. P .. H .. I .. R .. K .. L .. C .. B .. T .. J ..
X = X конец
Z = Z конец
Q = Пружина (опция)
P = Шаг
H = Глубина первого прохода
I = Угол подачи
R = X начало (опция)
K = Z начало (опция)
L = фаска (опция)
C = X зазор
B = глубина последнего прохода (опция)
T = конус (опция)
J = минимальная глубина за проход (опция)
Методы точения конуса и нарезания резьбы
Конус имеет форму конуса. Конусы легко режутся на токарных станках. Есть несколько распространенных методов точения конусов на токарном станке.
Конусы легко режутся на токарных станках. Есть несколько распространенных методов точения конусов на токарном станке.
Методы точения конуса
Конус имеет коническую форму. Конусы легко режутся на токарных станках. Существует несколько распространенных методов обточки конусов на токарном станке:
Использование формующего инструмента: Этот тип инструмента специально разработан для одного прохода под определенным углом конуса.Инструмент погружается в одном месте и никогда не перемещается по суппортам токарного станка. v Составной суппорт
Метод: Составной суппорт настроен на перемещение под половиной угла конуса. Затем инструмент вручную подается по заготовке, срезая конус по ходу. v Смещенная задняя бабка: в этом методе обычная вращающаяся часть токарного станка по-прежнему приводит в движение заготовку (установленную между центрами), но центр задней бабки смещен в сторону / от режущего инструмента. Затем по мере прохождения режущего инструмента деталь вырезается конической формы.Этот метод ограничен небольшими конусами на больших длинах. Смещение задней бабки h определяется как
Затем по мере прохождения режущего инструмента деталь вырезается конической формы.Этот метод ограничен небольшими конусами на больших длинах. Смещение задней бабки h определяется как
h = Lsinα, где L – длина заготовки, а α – половина угла конуса.
Методы нарезания резьбы
Доступны различные возможности для изготовления резьбы на токарном станке.Резьба нарезается на токарных станках путем продвижения режущего инструмента с подачей, точно равной шагу резьбы. Одноточечный режущий инструмент нарезает спиральную ленту, которая на самом деле является резьбой. Процедура требует правильных настроек станка, а также перезапуска спирали в одном и том же месте каждый раз, если требуется несколько проходов для нарезания резьбы на всю глубину. Острие инструмента необходимо отшлифовать так, чтобы он имел тот же профиль, что и нарезаемая резьба.
Другая возможность – нарезать резьбу с помощью резьбового штампа (внешняя резьба) или метчика (внутренняя резьба). Эти операции обычно выполняются вручную для небольших диаметров резьбы.
Эти операции обычно выполняются вручную для небольших диаметров резьбы.
Учебные материалы, примечания к лекциям, задания, ссылки, объяснение описания Wiki, краткая информация
Конус токарный на токарном станке
Вернуться на главную
Вернуться на предыдущую страницу
Конус токарный на токарном станке
У конусов два основных назначения.Они могут быть декоративными или иметь механическую функцию. Иногда они могут быть и тем, и другим.
Конусы декоративные
Многие конусы «орнаментальные». Они заставляют работу выглядеть должным образом или могут быть просто удобными. В этом случае угол конуса не критичен. Даже в этом случае некоторые декоративные конусы, которые не кажутся точными, на самом деле требуют гораздо большей точности, чем можно было бы ожидать. Примером этого является конус, используемый просто как украшение, например, на колонне.Хотя может показаться, что угол не критичен, диаметр в верхней части колонны и диаметр в нижней части будут правильными только в том случае, если угол правильный. На конусах, где отношение ширины к длине велико, очень маленькие ошибки в угле могут быть очень значительными.
На конусах, где отношение ширины к длине велико, очень маленькие ошибки в угле могут быть очень значительными.
Орнаментальные конусы обычно бывают только внешними.
Некоторые декоративные конусы также могут быть с канавками. Изготовление канавок на конической поверхности распространяется по адресу:
.Изготовление канавок на конической поверхности
Механический
С механической точки зрения конусы обладают очень важным свойством.Это значит, что если охватываемый конус входит в охватывающий конус, тогда ось охватываемого конуса автоматически совмещается с осью охватывающего конуса. Но это верно только в том случае, если углы обоих конусов одинаковы.
Второе важное свойство состоит в том, что по мере того, как угол между двумя конусами становится меньше, эти два конуса имеют тенденцию смыкаться друг с другом. С другой стороны, если угол достаточно большой, конусы никогда не соединятся.
В некоторых случаях пара конусов может иметь шпонку, предотвращающую вращение одной пары. (Я думаю, что колеса на Austin Seven крепятся с помощью конусов и ключей. Это, конечно, дешевое решение. В более качественном автомобиле, таком как Singer Senior, будут использоваться шлицы.)
(Я думаю, что колеса на Austin Seven крепятся с помощью конусов и ключей. Это, конечно, дешевое решение. В более качественном автомобиле, таком как Singer Senior, будут использоваться шлицы.)
Из-за этих особенностей конусы широко используются в машиностроении. Естественно, тогда становится важным наличие стандартов для размеров конусов. К сожалению, существует довольно много наборов стандартов. Одними из самых распространенных являются те, которые определяют конусы Морзе.
Патрон фрезерный 654 с конусом Морзе
Фиговый конус Морзе с наружной резьбой 654
Угол на конусе Морзе достаточно мал, чтобы два конуса Морзе сцепились вместе.Эта функция используется на передней и задней бабках токарного станка. Это оба женских конуса. Инструменты, которые подходят к ним, будут иметь конус с наружной резьбой.
Можно было предположить, что угол на конусе Морзе каждого размера будет одинаковым. Но это не так. Дело даже не в том, что они отличаются по каким-то очень тонким техническим причинам. Все они немного разные. При копировании конуса Морзе важно, чтобы размер копируемого конуса был того же размера, что и размер создаваемого конуса.
Все они немного разные. При копировании конуса Морзе важно, чтобы размер копируемого конуса был того же размера, что и размер создаваемого конуса.
MEW no 26 p58 В поисках мистера Морса
Другой распространенный конус – это конус International.Это часто используется на фрезерных станках.
229 конус с наружной резьбой
Угол на нем такой, что он никогда не заблокируется. Это означает, что когда он используется, он всегда должен удерживаться дышлом.
Конус на штифтах
Конусы также используются на штифтах. Такие штифты используются для удержания ручек на валах. Эти булавки являются стандартными изделиями, их можно купить уже в готовом виде. Независимо от размера, штифты имели одинаковый угол конуса для всего диапазона. Однако имперские штифты имеют конус 1 из 48, т.е.е. 1/4 дюйма в футе. Метрические конусы имеют конус 1: 50.
Такие внешние конусы можно делать на токарном станке. Внутренние не могут. Их можно сделать, просверлив обычным спиральным сверлом, а затем рассверлив. Их также можно сделать с помощью специальной дрели.
Их также можно сделать с помощью специальной дрели.
Конечно, для правильной работы мужской и женский конусы должны быть одного размера. Чтобы быть уверенным в правильности этого определения, необходимо уметь их измерить. См.
измерительные малые конусы
Измерение конусов
Конусность можно измерить одним из нескольких способов.
Первый – если мы посмотрим на конус сверху и разделим его посередине. Мы можем рассматривать эту конусность как движение от центральной линии на определенное расстояние. Один из способов выразить это – сколько дюймов на фут.
Первый – в дюймах на фут
Полуконус
Наклон в мм / длина в мм
Наклон в дюймах / длина в дюймах
Уголок в комплекте
Полууглы
Измерение I
Подходит ли он к существующему конусу?
Изготовление конусов на токарном станке
Конус – высота инструмента
Если конус должен быть как можно более точным, важно, чтобы высота режущей кромки инструмента была точно на высоте центра токарного станка. Это не только потому, что это даст наилучшую отделку, но и потому, что угол срезаемого конуса будет другим при прочих равных, если высота инструмента отличается от этого.
Это не только потому, что это даст наилучшую отделку, но и потому, что угол срезаемого конуса будет другим при прочих равных, если высота инструмента отличается от этого.
См. Математику точения конуса, MEW № 22 p53
Внешний конус
При изготовлении конуса всегда стоит подумать о том, как будет удерживаться заготовка перед точением конуса. Как правило, если деталь имеет конус, ее нельзя удерживать там, где находится конус.Часто это означает, что для данной длины конуса заготовка должна быть длиннее последней, чтобы ее можно было удерживать.
Обычно мелкие конусы имеют меньшие углы, чем можно себе представить. Не пытайтесь угадать угол – измерьте его. При очень маленьком угле, если заготовка имеет определенный диаметр на одном конце и определенный диаметр на другом, расстояние между этими двумя концами будет резко меняться в зависимости от угла конуса
.Внешний конус можно обточить одним из нескольких способов.Это:
1 со стороной режущего инструмента
2 поворот верхнего суппорта
3 Смещение задней бабки перемещением задней бабки
4 моделирование эффекта смещения задней бабки с помощью устройства смещения
5 с использованием приспособления для точения конуса
1 с помощью лезвия режущего инструмента.

В этом методе угол конуса – это угол кромки режущего инструмента. Обычно это делается с помощью куска быстрорежущей стали, отшлифованного до необходимого угла.Лезвие инструмента может быть всего несколько мм в длину, но многие разрезы на одной линии дают длинную кромку под углом, то есть конус. Используемая режущая кромка должна быть горизонтальной. Нет ограничений по углу конуса.
Этот метод будет работать независимо от того, удерживается ли деталь.
Фаски
Фаска – это просто очень короткий конус. Обычно он используется на краях, которые иначе были бы острыми. Преимущество этого заключается в том, что это делает работу с деталью более приятной, поскольку резкость отсутствует.Это также имеет то преимущество, что снижает шансы на то, что лезвие получит удар. Даже если это произойдет, это будет иметь меньшие последствия.
Угол такой конусности часто составляет 45 °. Для этого стоит настроить инструмент, как показано выше. Обратите внимание, что он вырезает фаску под 45 °, которая может быть левой или правой. например, ручка с накаткой обычно имеет фаски с обоих углов.
Обратите внимание, что он вырезает фаску под 45 °, которая может быть левой или правой. например, ручка с накаткой обычно имеет фаски с обоих углов.
Бывают случаи, когда угол 60 ° выглядит лучше. Поскольку эти фаски обычно очень короткие, вполне возможно иметь одну фрезу / инструмент, который будет резать либо влево, либо вправо, а также фаски 45 ° или 60 °.
Инструмент с двумя углами fig
При изготовлении ручки, на которой необходимо снять фаску с обеих сторон из куска прутка, сделайте накатку, снимите фаску с правого конца, начните отрезку с левой стороны, когда сделайте достаточно глубокую фаску на левом конце, затем закончите отрезку.
Накатки всегда должны иметь фаску с обоих концов. См. «Накатка» xxxx. Это означает, что если на конце круглого стержня делается фаска, необходимо, чтобы диаметр этого стержня был меньше на левом конце накатки, чтобы смотреть вправо.
Более длинные конусы можно сделать, если продвинуть режущую кромку дальше. На малых токарных станках длина реза ограничена. Намного легче сделать много коротких сокращений, чем меньше длинных.
На малых токарных станках длина реза ограничена. Намного легче сделать много коротких сокращений, чем меньше длинных.
Фаска инжира с двумя надрезами кромкой фрезы
2 изготовление конусов поворотом верхнего суппорта
Верхний суппорт обычно установлен так, что его движение заставляет режущий инструмент двигаться параллельно станине токарного станка. Все верхние горки сделаны так, что их можно вращать.Если его повернуть, то путь, по которому инструмент будет перемещаться при перемещении верхнего суппорта, будет под углом к заготовке, и он будет срезать конус. Таким образом можно отрезать почти любой угол конуса. Максимально возможная длина конуса – это длина хода верхнего суппорта. Но вполне возможно отрезать несколько конусов по одной и той же линии.
Если угол конуса не является критическим, его можно настроить просто с помощью калибровки на верхней направляющей.
Использование верхней опоры для копирования существующих конусов
метод 1
Часто конус, который нужно сделать, должен соответствовать существующему конусу. В этом случае имеющийся конус можно использовать для установки угла верхнего суппорта. Предположим, у нас есть центр с конусом Морзе. Он имеет женский центр на одном конце и мужской центр на другом. Мы можем удержать его, взяв кусок круглого стержня и удерживая его в трехкулачковом патроне. Мы можем просверлить в нем охватывающий центр с помощью центрирующего сверла, удерживаемого в патроне для сверла в задней бабке.
В этом случае имеющийся конус можно использовать для установки угла верхнего суппорта. Предположим, у нас есть центр с конусом Морзе. Он имеет женский центр на одном конце и мужской центр на другом. Мы можем удержать его, взяв кусок круглого стержня и удерживая его в трехкулачковом патроне. Мы можем просверлить в нем охватывающий центр с помощью центрирующего сверла, удерживаемого в патроне для сверла в задней бабке.
Теперь мы можем удерживать центр между женским центром в конце передней бабки и центром в задней бабке.
L100, удерживающий центр с конусом Морзе
Все это предполагает, что ось центра параллельна оси станины токарного станка.Это можно проверить, поместив центр в шпиндель и центр в заднюю бабку и поддерживая между ними испытательный стержень. Затем используйте DTI, установленный на седле, для проверки параллельности.
Теперь можно установить угол верхнего салазок. Установите DTI на верхнюю горку. Установите указатель так, чтобы он касался края центра. Убедитесь, что зонд DTI касается центра по высоте центра. Поворачивайте верхнюю слайду до тех пор, пока DTI не будет давать одинаковые показания по всей длине центра при перемещении верхней слайда.
Убедитесь, что зонд DTI касается центра по высоте центра. Поворачивайте верхнюю слайду до тех пор, пока DTI не будет давать одинаковые показания по всей длине центра при перемещении верхней слайда.
Создание конуса поворотом верхнего суппорта – метод 2
Если мы рассмотрим вышеупомянутый метод, мы можем получить второй метод. Нам нужно, чтобы плоская поверхность касалась стороны центра, а другая параллельная плоская поверхность касалась стороны верхнего слайда. Но высота конуса и сторона верхней опоры находятся на разной высоте. Уловка состоит в том, чтобы использовать гаджет, как показано на рис.
.Фиг приспособление для установки угла верхних салазок
Круглый вырез соответствует основанию верхней направляющей
Круглая часть у основания горки
Инструмент установлен напротив верхнего скольжения
Верхняя направляющая вращается до тех пор, пока одна сторона устройства не коснется конуса, а другая сторона не коснется верхней направляющей.
Установка угла опоры
Изготовление конуса вращением верхней направляющей – метод 3
В этом методе используется специально созданный инструмент. Этот инструмент прижимается к поперечному суппорту. Он имеет вертикальную часть, на которой установлена небольшая полочка. Идея состоит в том, что основание имеет две планки снизу. Один используется так, чтобы вертикальная часть находилась под прямым углом к поперечному суппорту. Затем другой стержень используется для надежного зажима инструмента на поперечном суппорте.
4204 Приставка для точения конуса снизу
Рис. Внизу, показывающий две полосы
Инструмент установлен, как описано выше.На полку ставится синусоида. Его поверхность находится на той же высоте, что и тело верхней горки. Угол можно установить с помощью датчиков скольжения.
L108 Приспособление для установки горки
рис. L108 установка угла верхнего салазок
Этот метод можно использовать для точной установки верхнего суппорта под любой угол. Но максимальный размер угла ограничен.
Но максимальный размер угла ограничен.
Пятидюймовая синусоида по определению имеет длину ровно 127 мм.
Смещение для следующих распространенных конусов (в мм)
Конус Морзе, дюйм / фут
0 0.62460
1 0,59858
2 0,59941
3 0.60235
4 0,62326
3 Изготовление конуса за счет смещения задней бабки – первый способ
При настройке токарного станка одним из ключевых моментов совмещения является установка задней бабки на одной линии с передней бабкой. Любое смещение будет означать, что вместо изготовления деталей с параллельными сторонами вы получите конические стороны. Этот эффект можно использовать для получения конусов.Его преимущества заключаются в том, что не требуется специального оборудования и можно производить очень длинные конусы.
Загвоздки более многочисленны. Можно сделать только очень пологие углы. Заготовку необходимо удерживать между центрами на обоих концах. Эти центры не указывают друг на друга должным образом, что снижает точность.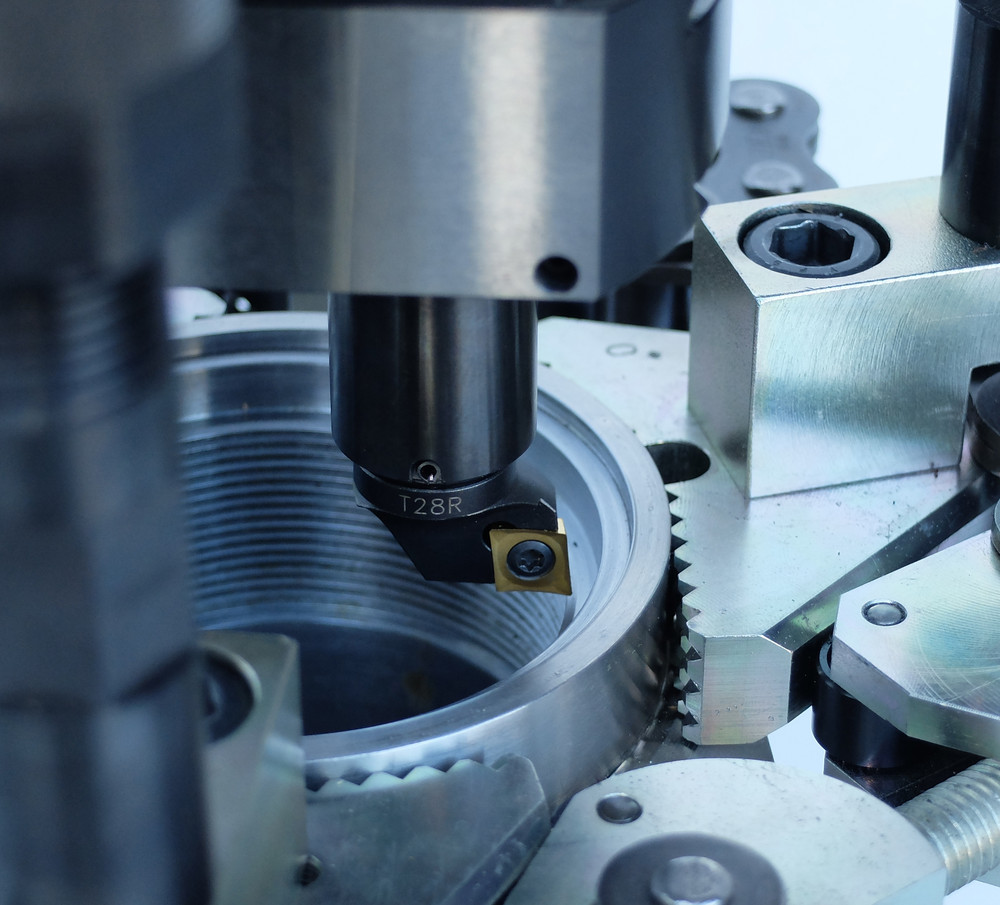 Это не значит, что конус не круглый. Что происходит не так, так это то, что конус в заготовке находится под углом к центрам как передней, так и задней бабки
Это не значит, что конус не круглый. Что происходит не так, так это то, что конус в заготовке находится под углом к центрам как передней, так и задней бабки
рис, показывающий проблему
Заготовку гонит собака.Если заготовка касается центра в точке P1, когда она поворачивается на 180 °, то теперь эта точка будет в точке P2 и не может касаться центра независимо от того, как центр повернулся. Казалось бы, точка, касающаяся стороны центра, вращает вокруг края охватывающего центра в заготовке. Точно так же точка, где кончик центра касается заготовки, также вращается.
Это может вызвать износ кончика центра, что приведет к смещению оси вращения заготовки, а также к уменьшению эффективной длины заготовки.
Если заготовка имеет длину, скажем, 12 дюймов, а конусность составляет 1 дюйм на фут, смещение составляет 1/2 дюйма. Полученный угол зависит от длины заготовки для каждого конкретного смещения. Таким образом, если необходимо изготовить более одной детали, все детали должны быть обработаны до одинаковой длины, прежде чем начинать работу с конусами.
L107 Смещение задней бабки
фиг. Смещение задней бабки L107
На фотографии выше токарный станок не предназначен для изготовления конусов этим методом, поэтому движение задней бабки ограничено.Он там вообще только для совмещения задней бабки с передней бабкой.
L109 изготовление конуса путем снятия задней бабки
Этот метод работает только при удерживании заготовки между центрами. Чтобы сделать это как можно точнее, используйте трехкулачковый патрон, чтобы установить центры на обоих концах заготовки. Сместите заднюю бабку. Установите на место трехкулачковый патрон с пластиной и отцентрируйте. Установите собаку на заготовку. Поместите заготовку между центрами. Поверните конус. Используйте прецизионный транспортир и угольник, чтобы проверить, что угол поверхности заготовки совпадает с углом, необходимым для конуса.
(Токарная и расточная, Библиотека механики станков № I стр. 80)
4 Приспособление для компенсации
Одна из основных проблем со смещением задней бабки заключается в том, что необходимость ее повторной регулировки впоследствии может быть утомительной. Устройство смещения задней бабки смещает заготовку, не изменяя настройки задней бабки. Вместо того, чтобы перемещать заднюю бабку, это приспособление помещается в заднюю бабку вместо центра и имеет центр, который можно смещать. Когда он закончен, он снимается, и задняя бабка остается там, где была раньше.В противном случае этот метод имеет все преимущества и недостатки компенсации задней бабки.
Устройство смещения задней бабки смещает заготовку, не изменяя настройки задней бабки. Вместо того, чтобы перемещать заднюю бабку, это приспособление помещается в заднюю бабку вместо центра и имеет центр, который можно смещать. Когда он закончен, он снимается, и задняя бабка остается там, где была раньше.В противном случае этот метод имеет все преимущества и недостатки компенсации задней бабки.
Mew No 26 P12 Приставка для точения конуса задней бабки
В Tubal Cain это делается с помощью расточной головки в задней бабке. Это используется путем установки центра вместо режущего инструмента. Его достоинством является то, что его легко и точно регулировать.
(исх. № 56 p59)
см. Смещенный от центра инструмент задней бабки – Peter Rawlinson – mew no108 p26
5 Изготовление внешнего конуса с помощью приспособления для точения конуса
На обычных поперечных суппортах ползун перемещается, потому что расстояние между местом, где закреплен ходовой винт поперечного суппорта, сразу за ручкой, и гайкой, прикрепленной к суппорту, изменяется при повороте ручки.
Большинство приспособлений для токарной обработки конуса основаны на наличии стержня позади станины токарного станка. Этот стержень можно повернуть под углом к станине токарного станка. Поперечный суппорт прикреплен к нему так, что поперечный суппорт движется вдоль станины токарного станка, он входит (или выходит), таким образом вырезая конус на детали.
С приспособлением для точения конуса при повороте ручки она поворачивает ходовой винт через скользящее соединение. Фиксированная точка ходового винта удерживается на салазках в задней части токарного станка.Этот ползун можно вращать так, чтобы седло перемещалось, фиксированная точка для ходового винта двигалась внутрь или наружу, так что, когда инструмент перемещается вдоль него, поперечный суппорт перемещается внутрь или наружу и образуется конус.
Вращающийся суппорт может перемещаться только на очень маленькие углы, поэтому таким образом можно получить только неглубокие конусы. Однако длина конуса может достигать 200-300 мм.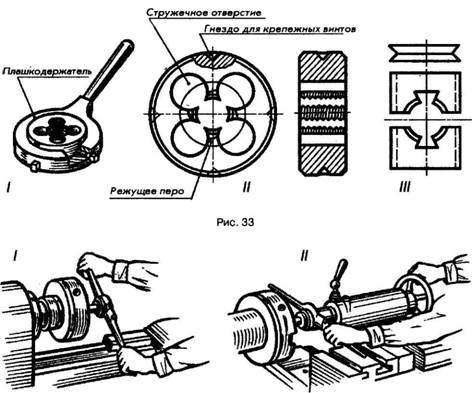 Обычно этого достаточно для большинства конусов, которые когда-либо понадобятся. Но при необходимости можно сделать более длинные конусы, повторяя тот же конус дальше по заготовке.
Обычно этого достаточно для большинства конусов, которые когда-либо понадобятся. Но при необходимости можно сделать более длинные конусы, повторяя тот же конус дальше по заготовке.
Угол вращающейся ползуны откалиброван, поэтому довольно легко изменить угол и сделать другой, другой конус на той же заготовке.
Приставка для точения конуса сверху
Коническая коронка крепится к части, параллельной станине токарного станка. Хотя здесь не показано, есть стержень, который подходит к этой части с правой стороны на одном конце и подходит для зажима, выступающего из станины токарного станка на правом конце токарного станка. Эту параллельную часть можно перемещать влево или вправо в любое место вдоль станины токарного станка.Это означает, что конус можно сделать в любом месте станины токарного станка, хотя он ограничен длиной поворотной части.
4202 Приставка для точения конуса 2
Приставка для точения конуса со стороны инжира
Рис. Пример оси с двумя конусами, изготовленной с использованием приспособления для точения конуса
Для этого типа устройства для точения конуса важно, чтобы, когда оно не используется, соединительная тяга полностью отсоединялась. Даже если кажется, что он свободно скользит, когда винт откручен, это возможно, если седло резко сдвинуть, чтобы оно прилипло хотя бы на мгновение.Это, конечно, портит работу.
Даже если кажется, что он свободно скользит, когда винт откручен, это возможно, если седло резко сдвинуть, чтобы оно прилипло хотя бы на мгновение.Это, конечно, портит работу.
При резке конуса справа налево в системе возникает люфт, что означает, что седло должно переместиться на довольно значительное расстояние, прежде чем конус начнется.
4203 конус обтачивается с параллельным разрезом из-за люфта
рис. L109 Параллельный разрез до начала конуса
Такой же люфт будет при резке слева направо.
При использовании приспособления для точения конуса нет ограничений на то, как удерживается заготовка.
Приставка для токарной обработки конуса для Myford серии 7 – mew no 9 p64
Mew no 25 p12 – приспособление для токарной обработки конусов myford для 254
Метод 6 Использование инструмента для затачивания
Mew no 27 p51 Заточный инструмент
Наконечник для Bodgers
Для внешнего конуса все, что действительно требуется для того, чтобы он «поместился», – это коническое металлическое кольцо на одном конце и другое кольцо на другом конце. Если он сделан вот так и не подходит, гораздо проще использовать абразивную бумагу, чтобы подогнать его по размеру.
Если он сделан вот так и не подходит, гораздо проще использовать абразивную бумагу, чтобы подогнать его по размеру.
Фигурный конус с двумя концами
Несколько конусов
Если на поверхности имеется более одного конуса и два конуса пересекаются, необходимо тщательно продумать, чтобы конусы совпадали там, где это необходимо. Примером этого может быть ось, у которой она сужается с обоих концов к середине. Очень маленькие ошибки могут привести к тому, что конусы не попадут в середину.
Наружные конусы – особый случай
Очень длинные развертки с наружной резьбой часто используются для рассверливания отверстий при изготовлении различных музыкальных инструментов из семейства деревянных духовых инструментов.Они могут быть очень длинными и в то же время довольно тонкими. Иногда угол конуса неоднороден по всей длине конуса. Поскольку их нужно превратить в развертки, они часто должны быть изготовлены из чего-то вроде серебристой стали, которую можно упрочнять.
Примером этого является отверстие для гобоя. На большинстве деревянных духовых инструментов канал имеет цилиндрическую форму. На гобое он конический. Обычный гобой имеет длину около 600 мм. Но он состоит из трех секций длиной не более 220 мм. Это означает, что необходимы три развертки.
1 Если заготовка поддерживается между центрами, она тонкая и нагревается, существует серьезный риск ее коробления.
Подвижный люнет можно использовать, если заготовка круглая, параллельная и соосна шпинделю в начале работы. Работа начинается с правого конца, короткий участок конуса сделан до конца. Затем седло перемещается влево, делается еще одна секция и так далее.
2 Вариант 1.
Заготовка находится внутри шпинделя, и только небольшая длина, скажем, 50 мм, выходит за пределы патрона.Это означает, что заготовка должна поместиться внутри шпинделя. Это превращается в окончательную конусность, необходимую для этого участка. Заготовка выдвигается еще на 50 мм, и эта часть доводится до конца и так далее, пока работа не будет завершена. См. И MEW № 54 p63
См. И MEW № 54 p63
Расширители для музыкальных инструментов см. MEW № 53 p63
Штифт конический
Круглые детали, такие как ручка, часто крепятся к валу с помощью конических штифтов. Конические штифты Imperial имеют конус 1: 48, то есть четверть дюйма на фут.Метрические конические штифты имеют конусность один из пятидесяти.
Этот конус даже меньше конуса Морзе. Это связано с тем, что с этим конусом охватываемый штифт будет очень плотно входить в охватывающий конус. Его нужно забить молотком, но чтобы вытащить его, нужен еще и молоток.
Такие конусы с наружной резьбой обычно короткие, и их легко можно сделать, повернув верхнюю направляющую. Внутренний конус можно сделать, просверлив отверстие и затем используя специальную развертку, предназначенную для этого.
fig коническая развертка для развёртывания отверстий под конические штифты
Такие штифты обычно закалены.
Токарная коническая резьба
Когда необходимо сделать коническую резьбу, это возможно только в том случае, если подача от патрона, через редуктор и к ходовому винту приводит в движение седло с правильной скоростью.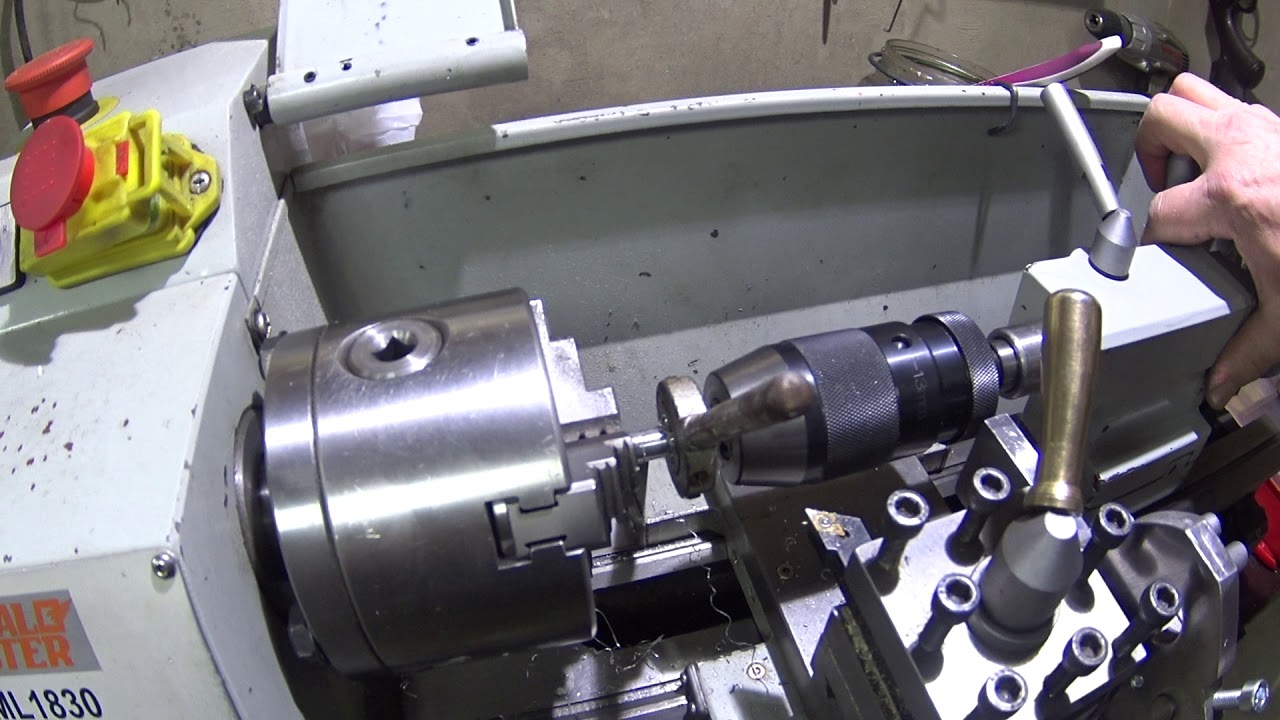 Это означает, что коническую резьбу можно нарезать только с помощью механизма подачи для нарезания винта. Один из упомянутых способов – это метод смещения хвоста. однако, поскольку заготовкой управляет собака, это может быть не идеально, но это вряд ли имеет значение. Неоспоримо лучшим способом было бы с приложением Конус поворота.
Это означает, что коническую резьбу можно нарезать только с помощью механизма подачи для нарезания винта. Один из упомянутых способов – это метод смещения хвоста. однако, поскольку заготовкой управляет собака, это может быть не идеально, но это вряд ли имеет значение. Неоспоримо лучшим способом было бы с приложением Конус поворота.
Устойчивость при обработке конусов
Очень тонкие конусы могут поддерживаться с помощью упора. Например, если необходимо просверлить конец тонкого конуса, например, стойки, опору можно сделать, просверлив отверстие в тонком куске стали, который держаться в быстросменном держателе. Это отверстие можно перемещать по конусу до тех пор, пока конус не войдет в отверстие. Затем его можно отрегулировать в направлении x с помощью поперечного суппорта и в направлении y с помощью регулировки высоты, которая уже существует в быстросменном держателе.
Конус внутренний
Внутренний конус значительно отличается от внешнего конуса тем, что он может поддерживаться только с одного конца – нет металла, в который можно было бы вставить центр.
Вся суть любого конуса в том, что его ось совпадает с осью внешней стороны заготовки. Если заготовка поддерживается только концом патрона, возникает проблема. Решением является использование неподвижной опоры для удержания заготовки с правого конца.
Если заготовка короткая, ее можно удерживать в патроне.
Нецелесообразно использовать лезвие фрезы в качестве инструмента для формования. Невозможно использовать метод смещения хвоста, так как он основан на наличии центра на обоих концах заготовки, что оставляет нам два метода. Это можно сделать, повернув верхний суппорт или используя приспособление для точения конуса. Какой бы метод ни использовался, инструмент будет расточной оправкой.
Одним из преимуществ изготовления конуса с внутренней резьбой по сравнению с изготовлением конуса с наружной резьбой является то, что конус можно закончить с помощью конической развертки.
Особый случай – очень длинная заготовка
Намного интереснее случай, когда заготовка длинная. Это очень важно, потому что это основа большинства шпинделей, которые так часто используются на станках. Пример, который чаще всего встречается у инженеров-моделистов, – это шпиндель для инструмента и фрезы-шлифовальный станок.
Это очень важно, потому что это основа большинства шпинделей, которые так часто используются на станках. Пример, который чаще всего встречается у инженеров-моделистов, – это шпиндель для инструмента и фрезы-шлифовальный станок.
Центров вырезаются в каждой заготовке.
Наружная сторона шпинделя вращается между центрами, один в шпинделе передней бабки, а другой в задней бабке.
Затем эта деталь используется для установки неподвижного люнета. Неподвижный люнет свободно прикреплен к станине токарного станка.Затем шпиндель снова помещается между центрами. Положение в продольном направлении заготовки, удерживаемой таким образом, будет отличаться от положения, когда она позже будет удерживаться в патроне. Устойчивая скоба крепится к станине токарного станка в той точке на заготовке, где она будет находиться при повороте конуса. Плечи неподвижного люнета отрегулированы так, что они просто касаются заготовки. Они заблокированы в этом положении. Сделать это непросто. Я вернусь к этому позже.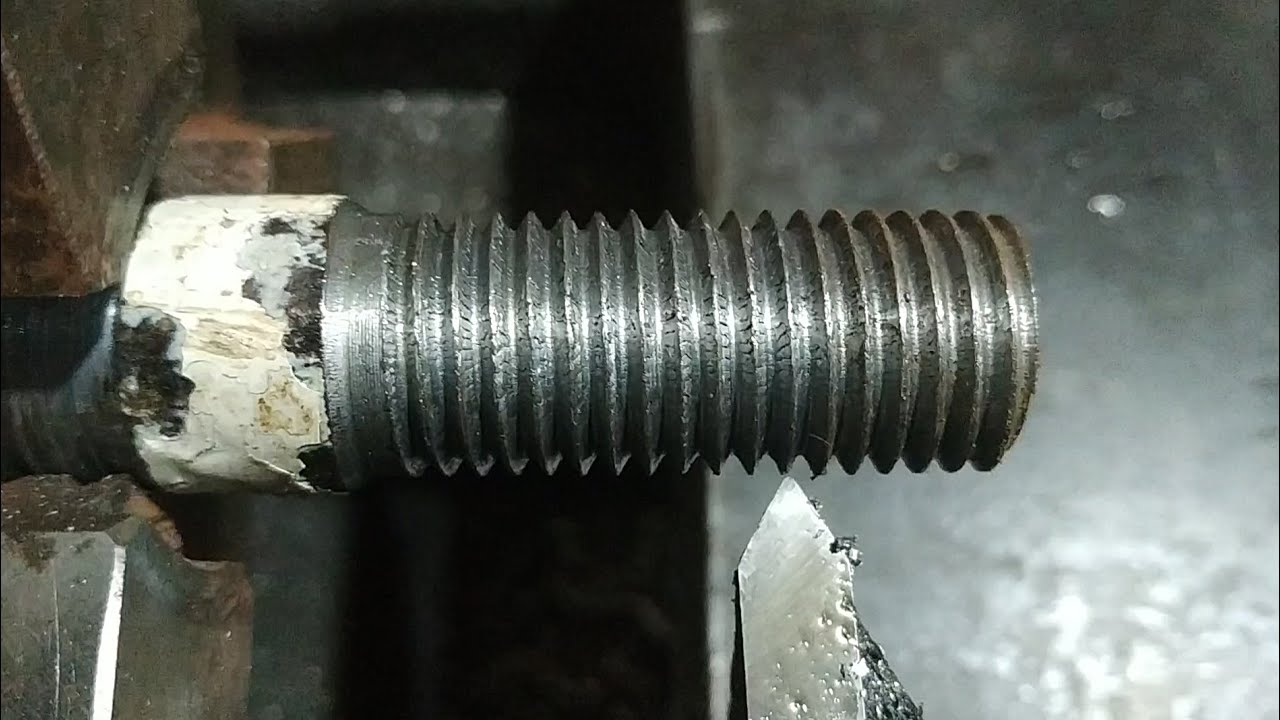 Теперь неподвижный люнет установлен, но не обязательно в нужном месте на станине токарного станка.Подставку можно перемещать прямо вдоль кровати, так что на данный момент она не мешает.
Теперь неподвижный люнет установлен, но не обязательно в нужном месте на станине токарного станка.Подставку можно перемещать прямо вдоль кровати, так что на данный момент она не мешает.
Центр в передней бабке снимается и устанавливается четырехкулачковый патрон.
Затем один конец заготовки удерживается в патроне. Его нельзя удерживать с центром, потому что это сработало бы, только если бы на другом конце был другой центр. Патрон регулируют до тех пор, пока заготовка не станет концентрической на конце патрона. Он должен быть как можно более концентрическим. Это должно быть сделано с точностью до тысячных (миллиметра).Однако профессор Чаддок в своей книге «Quorn Tool and Cutter Grinder» использует трехкулачковый патрон. Он делает это с помощью эмуляции Grip-Tru.
Конечно, если бы все было идеально, дальний конец заготовки все равно должен был быть концентрическим. Но большинство людей обнаружит небольшую ошибку. Стойка устанавливается на заготовку в нужном месте и фиксируется.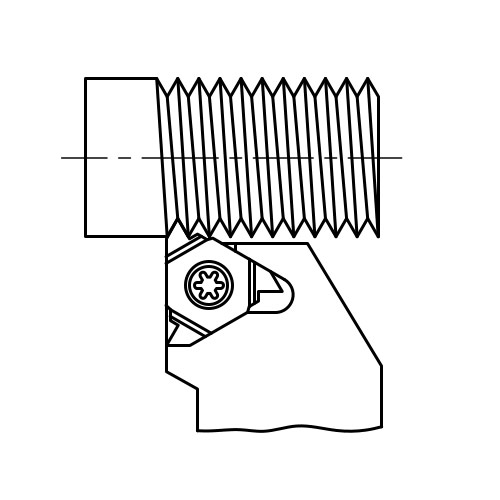
Следует отметить, что, хотя все конусы имеют узкий конец, они никогда не заканчиваются острием. Узкий конец имеет ширину. В случае гнезд с внутренней резьбой всегда можно высверлить гнездо, используя сверло шириной с узкий конец конуса.Лучше всего это сделать, просверлив сверло меньшего размера, скажем, 5 мм, а затем сделав последнее сверло. Небольшое сверло, возможно, потребуется для длинной серии.
На верхней суппорте установлена расточная оправка.
Теперь конус можно обрезать, повернув верхний суппорт, но, если конус не короткий, это придется делать понемногу.
Намного лучший метод – использовать приспособление для точения конуса. Было бы немного оптимистично думать, что это сработает с первого раза. проблема заключается в том, как работает обратный зазор на приспособлении для точения конуса.Сделайте пробный бег, чтобы проверить.
На любом конусе имеет значение не только угол, но и ширина с обоих концов. Наружные конусы разработаны таким образом, чтобы входить в конус с внутренней резьбой на определенное расстояние.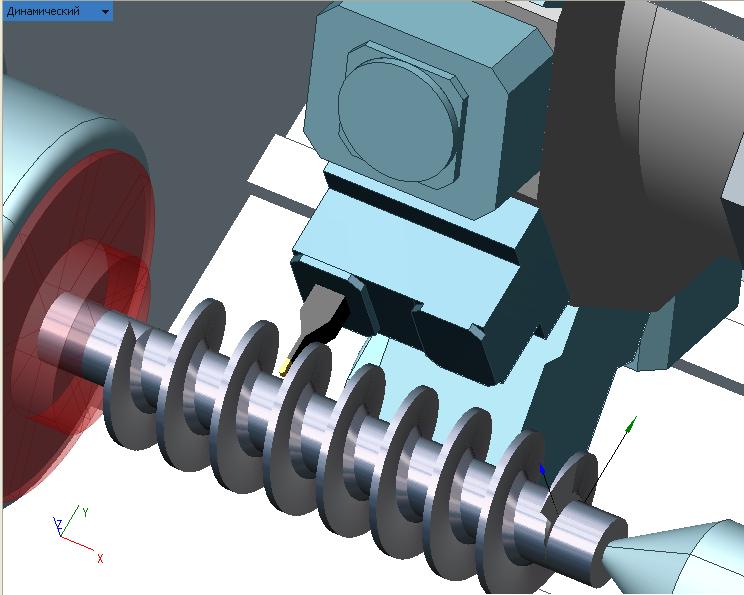 Это можно проверить, пытаясь подогнать конус с наружной резьбой к конусу с внутренней резьбой, который время от времени разрезают.
Это можно проверить, пытаясь подогнать конус с наружной резьбой к конусу с внутренней резьбой, который время от времени разрезают.
Вращение шпинделя в собственных подшипниках
Одним из ограничений возможной точности является плотность затяжки рычагов на неподвижной стойке. Большинство шпинделей будут оснащены подшипниками, когда они будут окончательно установлены в систему, частью которой они являются.Если подшипник, который будет использоваться, установлен на шпиндель после того, как его внешняя сторона была повернута, то его можно использовать для удержания шпинделя при растачивании конуса. В этом случае рычаги неподвижного люнета можно как можно сильнее прижать к подшипнику.
фиговый шпиндель в собственном подшипнике
Это будет работать без осложнений, только если подшипник не является коническим роликоподшипником.
ссылки
Математика точения конуса, (автор не указан), MEW № 22, p53
A Приставка для токарной обработки конуса задней бабки, Dennis Major, MEW no26, p12
Самоудерживающиеся конические головки, Алан Дживс, MEW № 26, стр. 23
23
Изготовление концентрических шпинделей с конусом Морзе, Дэвид Дью, MEW № 30, стр. 26
Изготовление собственных конусов Морзе, Гордон Рид, MEW № 34, стр. 24
Руководство для начинающих по токарному станку – часть 11 – конусы, Гарольд Холл, MEW № 46, стр. 40
Машинные конусы – Филип Амос, MEW № 56, стр. 56
Токарная обработка конуса со смещением центра задней бабки, Дуг Болл, MEW № 71, стр. 35
Проекты токарных станков для начинающих – часть 9 – прецизионные конусы, Гарольд Холл, MEW № 75, стр.29
Две головы лучше, чем одна – Will Bells, MEW 106 p12 (токарные конусы)
Нравится:
Нравится Загрузка…
G76 Цикл резьбы винта
При обработке резьбы на токарном станке с ЧПУ у нас есть несколько вариантов. В зависимости от версии элементов управления FANUC мы можем
используйте одну или две строчки кода. Оба метода используют команду G76 и содержат информацию, которая сообщает органам управления машиной
детали нити, которую мы хотим обрезать. Нарезание резьбы также может выполняться с использованием кодов G32 G и G92. Мы возьмем
посмотрите, как они работают вместе с более распространенным G76.
Нарезание резьбы также может выполняться с использованием кодов G32 G и G92. Мы возьмем
посмотрите, как они работают вместе с более распространенным G76.
G76 X, Z, I, K, D, A, F;
Пример:
T1212 M06;
G97 S400 M03;
G76 X18.2 Z-18.0 I-0.1 K900 D100 A60 F1.5;
G00 X25.0 Z10.0;
Этот цикл содержит много информации в строке G76.Размер X – это диаметр сердцевины резьбы, расстояние между основанием зуба резьбы и осевой линией, умноженное на 2. Размер Z – это расстояние до конца резьбы от исходного положения. Мы предполагаем, что база данных находится на передней поверхности детали в нашем примере.
«I» сообщает машине величину конуса резьбы по всей длине. Нам часто нужно добавить конус, чтобы иметь возможность нарезать параллельную резьбу, особенно если это длинная резьба небольшого диаметра.Это связано с отражением материала. Это регулируется во время настройки, если калибр резьбы затянут или теряется на одном конце резьбы. Это значение также можно использовать для нарезания конической резьбы, если требуется.
Нам часто нужно добавить конус, чтобы иметь возможность нарезать параллельную резьбу, особенно если это длинная резьба небольшого диаметра.Это связано с отражением материала. Это регулируется во время настройки, если калибр резьбы затянут или теряется на одном конце резьбы. Это значение также можно использовать для нарезания конической резьбы, если требуется.
Значение «K» используется, чтобы сообщить органам управления глубину зубца резьбы. Эту информацию можно найти в диаграммах потоков, таких как диаграммы, доступные в моей бесплатной электронной книге.
«D» обозначает глубину первого прохода, глубина автоматически уменьшается по мере нарезания резьбы из-за того, что на каждом проходе удаляется больше материала.При использовании однострочной G76 элементы управления решают эту проблему с помощью встроенных функций.
«А» определяет угол зуба резьбы. Например, стандартная метрическая резьба составляет 60 градусов, а британская резьба BSF – 55 градусов.
Наконец, «F» используется, чтобы сообщить органам управления шаг резьбы. Расстояние между каждым зубом.
G76 P (1) (2) (3), Q, R;
G76 X, Z, P, Q, F;
Первая строка
Пример:
T1212 M06;
G97 S400 M03;
G76 P040060 Q100 R0.2
G76 X18.2 Z-18.0 P180 Q160 F1.5;
G00 X25.0 Z10.0;
Двухстрочный метод G76 дает нам немного больше контроля над обработкой резьбы, некоторые версии элементов управления FANUC позволяют нам использовать этот стиль нарезания резьбы.
Слово «P» дает нам три команды в одной, каждое значение представляет собой двузначное число. Первый определяет количество проходов пружины, которое машина сделает после нарезания резьбы на глубину. Это помогает улучшить качество поверхности и обеспечить повторяемость, чтобы наши резьбы оставались допустимыми на многих деталях.Второе значение определяет угол фаски биения на конце резьбы, а третье – угол зубьев резьбы (т.е. 60 градусов для метрической резьбы или 55 градусов для резьбы BSF).
Слово «Q» определяет наш минимальный разрез. Это сделано для того, чтобы станок не начинал резать 0,001 мм по мере приближения к диаметру сердечника.
‘R’ – это количество материала, которое мы оставляем перед выполнением чистовых проходов.
X и Z – это диаметр сердцевины резьбы и конечная точка резьбы от исходной точки соответственно.
Слово «P» во второй строке обозначает глубину резьбы в микронах, а буква «Q» определяет глубину первого прохода.
Наконец, мы сообщаем контроллеру шаг резьбы, используя значение «F». Когда G76 активен, машина знает, что мы используем подачу за оборот, а не подачу за минуту.
G-код нарезания резьбы G32 не является постоянным циклом. Он используется как способ зафиксировать вращение патрона в соответствии с шагом ходового винта, чтобы мы могли полностью контролировать глубину каждого прохода.Это больше похоже на команду G01, где каждую строку нужно программировать отдельно, но позволяет нам установить высоту тона. Это классифицируется как модельная операция. G32 также можно использовать для нарезания резьбы по торцу.
Пример:
G00 X8.0 Z5.0; (Исходное положение)
G32 X5.0 F0.8; (Глубина и шаг первого прохода резьбы)
Z-15.0; (Конечная точка резьбы по Z)
G00 X8.0; (Убрать в X)
G00 Z5.0; (Убрать по Z)
G32 X4.8 F0.8; (Глубина и шаг второй резьбы)
Z-15.0; (Конечная точка резьбы по Z)
G00 X8. 0; (Убрать в X)
0; (Убрать в X)
G00 Z5.0; (Убрать по Z)
G32 X4.6 F0.8; (Глубина и шаг третьей резьбы)
Z-15.0; (Конечная точка резьбы по Z)
И Т. Д.
G92 – это цикл нарезания винта, который позволяет нам программировать глубину каждого прохода. Это дает нам полный контроль над диаметром X для каждого прохода. Его нужно программировать для каждого прохода, как показано ниже.
Пример:
G00 X5.0 Z5.0; (Исходное положение)
G92 X5.0 Z-15.0 F0.8; (Внешний диаметр резьбы, конечная точка резьбы и шаг)
X4.8; (Второй проход)
X4.65; (Третий проход)
X4.5; (Четвертый проход)
X4.4; (Пятый проход)
И Т. Д.
Программирование одноточечной резьбы – это весело и легко
До токарных станков с ЧПУ нарезание одноточечной резьбы было головной болью.Требовались быстрые рефлексы, чтобы вовремя задействовать шкалу ходового винта токарного станка и расцепить ее перед тем, как врезаться в плечо. Примерно во время празднования двухсотлетия США ленточные токарные станки сделали всю эту головную боль устаревшей.
Примерно во время празднования двухсотлетия США ленточные токарные станки сделали всю эту головную боль устаревшей.
Больше не надо морочить голову неповоротливым коробкам передач или рычагам. Вы просто запрограммировали, куда вы хотите направить инструмент, а обо всем остальном позаботится система управления станком. Например, следующая возможная программа для резьбы 3/4 “-16 × 1” на наружном диаметре вала:
G0 X1.0 Z0.2 (расположите инструмент так, чтобы очистить большой диаметр резьбы и шаг в три-четыре раза больше ее шага перед лицевой стороной детали)
Х0,72 (быстрый ход до диаметра первого прохода)
G32 Z-1.0 F0.0625 (резка со скоростью подачи 0,0625 ipr или 1,588 мм / об)
G0 X1.0 (перейти в начальное положение оси X)
Z0.2 (быстрый переход в начальную позицию оси Z)
Последние четыре строки повторяются, делая постепенно более мелкие проходы по оси X, пока резьба не будет завершена.Если заменить X на Z в строке G32, цикл будет обрезать спиральную или прокручивающую резьбу по поверхности детали. Коническая резьба также возможна при включении команды оси X с Z-перемещением G32.
Коническая резьба также возможна при включении команды оси X с Z-перемещением G32.
Мощный инструмент, но G32 требуется четыре строки кода для каждого прохода нарезания резьбы и может потребоваться 100 или более строк для нарезания глубокой или большой резьбы, особенно в сложных материалах, таких как суперсплавы на основе никеля, где за проход можно удалить только несколько тысячных долей .
Хотя G32 остается полезной и важной функцией для нарезания резьбы на фрезерных и токарных станках, в остальном это устаревший метод одноточечной нарезания резьбы.Введите G92, немного более современный подход к одноточечной резьбе:
G0 X1.0 Z0.2 (исходное положение инструмента для длинной резьбы 3/4 ”-16 × 1”)
G92 X0.72 Z-1.0 F0.0625 (первый проход)
X0.71 (второй проход)
…
X0.672 (финальный проход)
Вместо 100 строк кода нужно всего 25 или около того. Только не забудьте сбросить цикл с помощью команды G0 в безопасное положение, иначе могут случиться неприятности. Оба этих цикла намного лучше, чем проворачивание рукояток и наблюдение за циферблатами, но они затрудняют достижение одного аспекта эффективной нарезки резьбы, доступного даже на самом уродливом, старейшем токарном станке для двигателей: комбинированная подача, чему многие научились в школе технологий.
Оба этих цикла намного лучше, чем проворачивание рукояток и наблюдение за циферблатами, но они затрудняют достижение одного аспекта эффективной нарезки резьбы, доступного даже на самом уродливом, старейшем токарном станке для двигателей: комбинированная подача, чему многие научились в школе технологий.
Подача компаунда достигается путем наклона опоры компаунда на токарном станке для двигателя или инструментального цеха под углом – обычно 29 ° или 30 ° для V-образной резьбы 60 °. Хотя то же самое можно сделать с G32 и G92, это включает в себя вычисление величины смещения оси Z для каждого прохода и соответствующую настройку начальной позиции. В лучшем случае некрасиво.
Превратитесь в Elegant
Вместо этого G76 представляет собой элегантную одноточечную процедуру нарезания резьбы. С помощью одной или двух строк кода можно обрезать любую вообразимую форму резьбы – от British Standard до Buttress, от Acme до Whitworth.Поскольку G76 обеспечивает легкий контроль над углом подачи, срок службы инструмента и качество резьбы улучшаются по сравнению с методами радиальной подачи, предлагаемыми G32 и G92.
Старший из циклов G76 работает следующим образом:
G0 X1.0 Z0.2 (исходное положение инструмента)
G76 X0.672 Z-1.0 I0 K0360 A60 D0100 P1 F0.0625
Вот и все. Значения X и Z представляют собой вспомогательный диаметр резьбы и ее длину. F представляет скорость подачи. Значение I может быть использовано для создания конической резьбы и равно углу конуса, умноженному на ее длину (лучше прочтите книгу по тригонометрии).K – высота радиальной резьбы, а D – глубина первого прохода. Значения P от 1 до 4 определяют резание с одной или двумя кромками, а также от того, используется ли алгоритм удаления материала с постоянной или постоянной глубиной. Обратитесь к руководству по управлению вашей машины, чтобы узнать, что есть что. Также обратите внимание на отсутствующие десятичные точки в значениях I, K, A и D – испортите это, добавив единицу, и вы вызовете сигнал тревоги.
И последнее, но не менее важное, это A, угол подачи. Доступны шесть настроек – A0, A29, A30, A55, A60 и A80. При резке титана подача под углом – это кошачье мяуканье, но даже при работе с мягкими материалами лучшая обработка, точность и срок службы инструмента достигаются за счет виртуального «опрокидывания состава».
При резке титана подача под углом – это кошачье мяуканье, но даже при работе с мягкими материалами лучшая обработка, точность и срок службы инструмента достигаются за счет виртуального «опрокидывания состава».
Второй и более эзотерический G76 использует две строки кода:
G76 P010260 Q0015 R0.001
G76 X0.672 Z-1.0 R0 P0360 Q0100 F0.0625
Давайте разберемся. Слово P в первой строке на самом деле представляет собой три отдельные команды по две цифры каждая. Первая пара (01) относится к количеству чистовых проходов (от 0 до 99).Затем следует значение вытягивания около конца резьбы, в данном случае 0,2 шага (также известного как фаска). Последняя пара P-слов – это угол подачи, в которой используются те же правила, что и в другой программе G76. Слово Q означает минимальную глубину резания, а слово R – чистовой объем для последнего прохода.
Вторая строка более понятна. Значение R эквивалентно I в примере 10T. P совпадает с K, а Q соответствует D. Алгоритм постоянной величины или постоянной глубины (от P1 до P4) определяется внутренними настройками параметров.
Алгоритм постоянной величины или постоянной глубины (от P1 до P4) определяется внутренними настройками параметров.
Важно знать, что задержка подачи неэффективна во время прохода резьбы во всех этих циклах. Нажатие кнопки аварийной остановки (большая красная кнопка), вероятно, остановит машину, но я никогда не пробовал. Убедитесь, что все утки выстроились в ряд, прежде чем начинать цикл. Кроме того, во время нарезания резьбы скорость шпинделя должна оставаться постоянной. Не используйте G96 (постоянная скорость резания) и не меняйте скорость шпинделя в середине цикла. И не торопитесь. Доступная частота вращения определяется максимальной контролируемой скоростью подачи машины; если вы нарезаете 8-шаговую резьбу при 1600 об / мин, ось Z перемещается со скоростью 200 дюймов в минуту (5080 мм / мин.). Для большинства токарных станков с ЧПУ это движется довольно неплохо и может дать непредсказуемые результаты.
Ряд параметров станка определяют, как ведут себя эти циклы нарезания резьбы. Кроме того, в зависимости от производителя машины и модели системы управления здесь могут быть детали, не упомянутые здесь. Прочтите руководство по управлению или посетите занятие. Если ваши подпрограммы потоковой передачи застряли в 70-х годах, снимите диско-туфли и приступайте к программе, потому что G76 – это то, что вам нужно.
Кроме того, в зависимости от производителя машины и модели системы управления здесь могут быть детали, не упомянутые здесь. Прочтите руководство по управлению или посетите занятие. Если ваши подпрограммы потоковой передачи застряли в 70-х годах, снимите диско-туфли и приступайте к программе, потому что G76 – это то, что вам нужно.
Спасибо Дэну Кнеппу, инженеру по ЧПУ компании FANUC America Corp., Hoffman Estates, штат Иллинойс, за его вклад.
Опыт и методики нарезания резьбы – Hastings Machine
Существуют различные методы создания резьбы. Метод, выбранный для любого приложения, выбирается на основе ограничений и доступных опций; время отклика, стоимость, степень точности, прочность, доступность оборудования и т. д. В общем, определенные процессы создания резьбы имеют тенденцию попадать в определенные части спектра от нестандартной до серийно выпускаемой оснастки, при этом может быть значительное перекрытие.Например, притирка резьбы после шлифования резьбы попала бы только в крайнюю нестандартную область спектра, в то время как накатка резьбы – это большая и разнообразная область практики с широким спектром применения.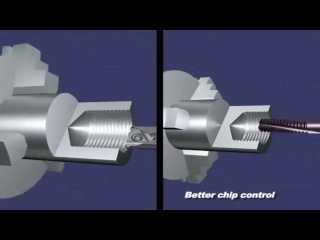 Нити металлических креплений обычно создаются на резьбонакатном станке. Их также можно вырезать на токарном станке. Накатанная резьба прочнее, чем нарезанная резьба, с увеличением прочности на разрыв от 10% до 20% и, возможно, более высокой усталостной и износостойкостью.
Нити металлических креплений обычно создаются на резьбонакатном станке. Их также можно вырезать на токарном станке. Накатанная резьба прочнее, чем нарезанная резьба, с увеличением прочности на разрыв от 10% до 20% и, возможно, более высокой усталостной и износостойкостью.Субтрактивные методы (удаление материала)
Нарезание резьбы
Нарезание резьбы по сравнению с нарезанием и накатыванием резьбы может использоваться, когда требуется полная глубина резьбы, когда количество небольшое, когда заготовка не очень точна, когда требуется нарезание резьбы до заплечика, при нарезании конической резьбы, или когда материал хрупкий.Нарезание резьбы
Нарезание метчиками – распространенный метод нарезания резьбы. В отличие от сверл, метчики не удаляют автоматически стружку, которую они создают. Метчик поочередно обрезает резьбу, образуя длинные стружки, которые могут быстро заклинить метчик (эффект, известный как «скучивание»), что может привести к поломке инструмента. Для непрерывного нарезания резьбы используются нестандартные метчики со спиральным острием, которые разбивают и выбрасывают стружку во избежание скучивания.
Для непрерывного нарезания резьбы используются нестандартные метчики со спиральным острием, которые разбивают и выбрасывают стружку во избежание скучивания.Нарезание одноточечной резьбы
Одноточечная нарезка резьбы, чаще называемая просто однонаправленной, представляет собой операцию, в которой используется одноточечный инструмент для создания формы резьбы на или внутри цилиндрического или конусообразного элемента.Инструмент движется линейно, в то время как точное вращение детали определяет переднюю кромку резьбы. Процесс может быть выполнен для создания внешней или внутренней резьбы (мужской или женской). При нарезании наружной резьбы деталь может либо удерживаться в патроне, либо устанавливаться между двумя центрами. При нарезании внутренней резьбы деталь удерживается в патроне. Инструмент движется по заготовке линейно, снимая стружку с заготовки при каждом проходе. Согласование различных элементов станка, включая ходовой винт, опору скольжения и переключающие шестерни, явилось технологическим достижением, позволившим изобрести токарно-винторезный станок, который положил начало тому, как мы знаем его сегодня, нарезания одноточечной резьбы. Горизонтальные токарные станки и токарные станки с ЧПУ являются наиболее часто используемым оборудованием для нарезания точечной резьбы. Станки с ЧПУ обрабатывают быстро и эффективно благодаря способности станка постоянно отслеживать взаимосвязь положения инструмента и положения шпинделя. Программное обеспечение ЧПУ упрощает настройку оборудования с помощью предварительно запрограммированных подпрограмм, которые исключают ручное программирование цикла настройки. Параметры вводятся (например, размер резьбы, коррекция инструмента, длина резьбы) с клавиатуры компьютера или непосредственно с компьютера программиста, все остальное делает машина.Всю нарезку резьбы можно выполнить с использованием одноточечного инструмента, но из-за высокой скорости и низкой удельной стоимости других методов (например, нарезания резьбы, нарезания резьбы, накатывания резьбы и формовки) одноточечная нарезка резьбы обычно используется при других факторах. производственного процесса в пользу этого (т. е. низкая потребность в количестве, уникальные требования к резьбе, крутящий момент и / или мощность, препятствующие нарезанию резьбы, физические размеры и т.
Горизонтальные токарные станки и токарные станки с ЧПУ являются наиболее часто используемым оборудованием для нарезания точечной резьбы. Станки с ЧПУ обрабатывают быстро и эффективно благодаря способности станка постоянно отслеживать взаимосвязь положения инструмента и положения шпинделя. Программное обеспечение ЧПУ упрощает настройку оборудования с помощью предварительно запрограммированных подпрограмм, которые исключают ручное программирование цикла настройки. Параметры вводятся (например, размер резьбы, коррекция инструмента, длина резьбы) с клавиатуры компьютера или непосредственно с компьютера программиста, все остальное делает машина.Всю нарезку резьбы можно выполнить с использованием одноточечного инструмента, но из-за высокой скорости и низкой удельной стоимости других методов (например, нарезания резьбы, нарезания резьбы, накатывания резьбы и формовки) одноточечная нарезка резьбы обычно используется при других факторах. производственного процесса в пользу этого (т. е. низкая потребность в количестве, уникальные требования к резьбе, крутящий момент и / или мощность, препятствующие нарезанию резьбы, физические размеры и т. д.).
д.).Фрезерование резьбы
Резьба может быть нарезана вращающейся фрезерной коронкой по запрограммированной спиральной траектории инструмента.Фрезерование резьбы подходит для массового производства, поэтому не является обычным явлением для работы в мастерской. С повсеместным распространением доступных, быстрых и точных станков с ЧПУ, это стало гораздо более распространенным, внутренняя и внешняя резьба часто фрезеровалась на деталях, которые раньше нарезались метчиками, штамповыми головками или однонаправленными. Преимуществами резьбофрезерования являются более короткое время цикла, меньшее количество поломок инструмента и гибкость левой или правой резьбы при использовании одного и того же инструмента. Для больших и неудобных деталей проще оставить деталь неподвижной, в то время как все операции обработки выполняются с помощью вращающихся инструментов.Существуют различные типы резьбофрезеровки, в том числе несколько вариантов формофрезеровки и сочетание сверления и нарезания резьбы одним инструментом. При фрезеровании формы используются инструменты одной или нескольких форм. Один из примеров формовочного фрезерования: цельный инструмент наклоняют под углом спирали резьбы, а затем подают радиально в заготовку. Заготовка медленно вращается, так как инструмент точно перемещается по оси заготовки, нарезая резьбу. Достигается за один проход, если инструмент подается на полную глубину резьбы, или за последовательные проходы с меньшим съемом материала.Этот процесс обычно используется для больших потоков. Он обычно используется для нарезания крупнопроходной или многозаходной резьбы. В аналогичном примере с использованием многоформного инструмента вся резьба получается за один оборот вокруг заготовки. Инструмент должен быть длиннее необходимой длины резьбы. Использование инструмента с несколькими формами быстрее, чем с помощью инструмента с одной формой, но он ограничен по углу спирали. Еще одна версия формовочного фрезерования включает в себя удержание оси инструмента перпендикулярно (без перекоса к спирали резьбы) и подачу инструмента по траектории, образующей резьбу.
При фрезеровании формы используются инструменты одной или нескольких форм. Один из примеров формовочного фрезерования: цельный инструмент наклоняют под углом спирали резьбы, а затем подают радиально в заготовку. Заготовка медленно вращается, так как инструмент точно перемещается по оси заготовки, нарезая резьбу. Достигается за один проход, если инструмент подается на полную глубину резьбы, или за последовательные проходы с меньшим съемом материала.Этот процесс обычно используется для больших потоков. Он обычно используется для нарезания крупнопроходной или многозаходной резьбы. В аналогичном примере с использованием многоформного инструмента вся резьба получается за один оборот вокруг заготовки. Инструмент должен быть длиннее необходимой длины резьбы. Использование инструмента с несколькими формами быстрее, чем с помощью инструмента с одной формой, но он ограничен по углу спирали. Еще одна версия формовочного фрезерования включает в себя удержание оси инструмента перпендикулярно (без перекоса к спирали резьбы) и подачу инструмента по траектории, образующей резьбу. Деталь обычно представляет собой неподвижную заготовку, такую как выступ на корпусе клапана (внешняя резьба) или отверстие в пластине или блоке (внутренняя резьба). Этот тип резьбового фрезерования использует по существу ту же концепцию, что и контурное концевое фрезерование, но инструмент и траектория расположены специально для определения «контура» резьбы. Геометрия инструмента отражает шаг резьбы, но не шаг резьбы. Коническая резьба может быть нарезана либо коническим инструментом различной формы, который завершает резьбу за один оборот, либо прямым или коническим монолитным инструментом.Инструмент, используемый для фрезерования резьбы, может быть цельным или сменным. Для внутренней резьбы цельные инструменты обычно ограничиваются отверстиями размером более 0,24 дюйма (6 мм), инструменты для нарезания внутренней резьбы со сменными пластинами ограничиваются отверстиями размером более 0,47 дюйма (12 мм). Преимущество; поскольку вставка изнашивается, ее можно легко и более экономично заменить.
Деталь обычно представляет собой неподвижную заготовку, такую как выступ на корпусе клапана (внешняя резьба) или отверстие в пластине или блоке (внутренняя резьба). Этот тип резьбового фрезерования использует по существу ту же концепцию, что и контурное концевое фрезерование, но инструмент и траектория расположены специально для определения «контура» резьбы. Геометрия инструмента отражает шаг резьбы, но не шаг резьбы. Коническая резьба может быть нарезана либо коническим инструментом различной формы, который завершает резьбу за один оборот, либо прямым или коническим монолитным инструментом.Инструмент, используемый для фрезерования резьбы, может быть цельным или сменным. Для внутренней резьбы цельные инструменты обычно ограничиваются отверстиями размером более 0,24 дюйма (6 мм), инструменты для нарезания внутренней резьбы со сменными пластинами ограничиваются отверстиями размером более 0,47 дюйма (12 мм). Преимущество; поскольку вставка изнашивается, ее можно легко и более экономично заменить. Недостаток; время цикла обычно больше, чем у твердых инструментов. Цельнометаллические инструменты для нарезания резьбы разной формы похожи на метчики, но отличаются режущей кромкой, отсутствием конуса и заходной фаски.Отсутствие входной фаски позволяет формировать резьбу в пределах одного шага от дна глухого отверстия.
Недостаток; время цикла обычно больше, чем у твердых инструментов. Цельнометаллические инструменты для нарезания резьбы разной формы похожи на метчики, но отличаются режущей кромкой, отсутствием конуса и заходной фаски.Отсутствие входной фаски позволяет формировать резьбу в пределах одного шага от дна глухого отверстия.Нарезание резьбы
Нарезание коронки – это процесс корончатого сверления / нарезания внутренней резьбы с использованием специального режущего инструмента на фрезерном станке с ЧПУ или аналогичном приводном механизме. Наконечник режущего инструмента имеет форму сверла, а хвостовик имеет форму метчика. Преимущество процесса исключает замену инструмента. Недостатком является то, что процесс обычно ограничивается глубиной отверстия, не превышающей трехкратный диаметр инструмента.Вихревой поток
Завихрение резьбы – это форма процесса резьбового фрезерования, за исключением того, что режущие коронки устанавливаются внутри режущего кольца или держателя инструмента, а не снаружи фрезерного инструмента. Завихрение нити дает несколько преимуществ по сравнению с одноточечной резьбой:
Завихрение нити дает несколько преимуществ по сравнению с одноточечной резьбой:- Глубокая резьба – как и в случае костных винтов, обычно имеет глубокую резьбу, аналогичную формам Acme и другим резьбам с увеличенным шагом.
- Резьба от длины до диаметра – при использовании на станке швейцарского типа вращающийся шпиндель работает близко к направляющей втулке, что увеличивает поддержку и жесткость при резке от длины до диаметра.Процесс обычно выполняется за один проход от диаметра заготовки, что обеспечивает постоянную поддержку материала.
- Более быстрая настройка – устраняя необходимость согласования черновой и чистовой форм пластин, вихревой процесс сокращает время настройки и точной настройки.
- Повышенная производительность – сокращение времени цикла и увеличенное время работы приводит к повышению производительности. Завихрение резьбы обычно выполняется за один проход от диаметра заготовки, что исключает необходимость в нескольких проходах, необходимых для одноточечной нарезания резьбы.
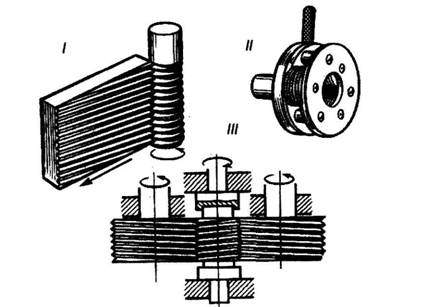
Деформационные методы (перемещение материала)
Нарезание резьбы и накатка резьбы
Это процессы формирования резьбы, первая из которых относится к созданию внутренней резьбы, а вторая – внешней резьбы. В обоих процессах резьбу формуют в заготовку путем прижатия профилированного инструмента, обычно называемого «штампик для накатывания резьбы», на заготовку, аналогично накатке. Эти процессы обычно используются для крупных производственных циклов или конкретных приложений, когда прочность резьбы должна соответствовать минимальному пределу текучести.Формовка и прокатка не производят стружки (стружки, стружки и т. Д.), Требуется меньше материала, поскольку размер заготовки начинается меньше, чем размер заготовки, необходимой для нарезания резьбы. Накатанную резьбу часто можно распознать по диаметру резьбы большего диаметра, чем диаметр заготовки, из которой она была изготовлена; шейки и поднутрения можно нарезать или накатить на заготовки с нескрученной резьбой.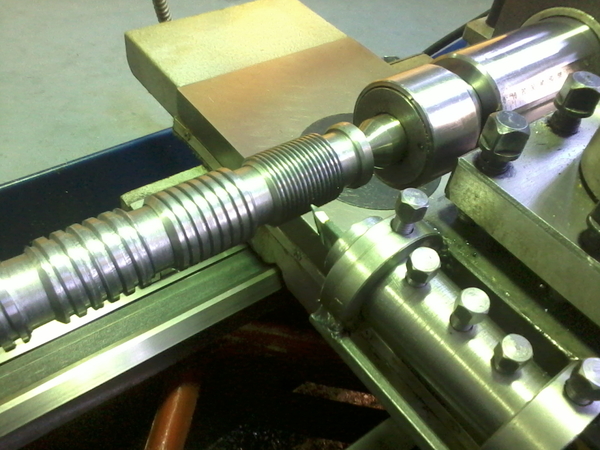 Материалы ограничиваются пластичными материалами, поскольку резьба формируется в холодном состоянии. Процесс улучшает поток; предел текучести, качество поверхности, твердость и износостойкость.Для прокатки необходимы материалы с хорошими деформационными характеристиками, а также исключают хрупкие материалы. Существует четыре основных типа накатки резьбы, названные так в соответствии с конфигурацией технологических штампов: плоские штампы, цилиндрические штампы с двумя штампами, цилиндрические штампы с тремя штампами и планетарные штампы. В системе плоских матриц используются две матрицы, нижняя удерживается неподвижно, а вторая скользит. Заготовка помещается на один конец неподвижной матрицы, подвижная матрица скользит по заготовке, заставляя заготовку катиться между двумя матрицами, формируя нити.Прежде чем движущийся штамп достигает конца своего хода, заготовка скатывается с неподвижного штампа в готовой форме. Цилиндрический процесс с двумя головками используется для получения резьбы диаметром до 6 дюймов (150 мм) и длиной до 20 дюймов (510 мм).
Материалы ограничиваются пластичными материалами, поскольку резьба формируется в холодном состоянии. Процесс улучшает поток; предел текучести, качество поверхности, твердость и износостойкость.Для прокатки необходимы материалы с хорошими деформационными характеристиками, а также исключают хрупкие материалы. Существует четыре основных типа накатки резьбы, названные так в соответствии с конфигурацией технологических штампов: плоские штампы, цилиндрические штампы с двумя штампами, цилиндрические штампы с тремя штампами и планетарные штампы. В системе плоских матриц используются две матрицы, нижняя удерживается неподвижно, а вторая скользит. Заготовка помещается на один конец неподвижной матрицы, подвижная матрица скользит по заготовке, заставляя заготовку катиться между двумя матрицами, формируя нити.Прежде чем движущийся штамп достигает конца своего хода, заготовка скатывается с неподвижного штампа в готовой форме. Цилиндрический процесс с двумя головками используется для получения резьбы диаметром до 6 дюймов (150 мм) и длиной до 20 дюймов (510 мм). Есть два типа процессов с тремя головками; в первом три матрицы перемещаются радиально из центра, позволяя заготовке входить в матрицы, а затем закрываются и вращаются для наматывания резьбы. Этот тип процесса обычно используется на токарных станках с револьверной головкой и винтовых станках. Второй тип представляет собой самооткрывающуюся штамповочную головку.Этот тип более распространен, чем первый, но ограничен тем, что не может образовать последние 1,5–2 нитки на плечах. Планетарные матрицы используются для массового производства резьбы диаметром до 1 дюйма (25 мм). В отличие от операций нарезания резьбы с использованием метчиков с канавками, метчики для нарезания резьбы не образуют стружки. Вместо этого они перемещают или перемещают материал, чтобы сформировать форму нити. Метчики имеют многоугольное поперечное сечение с образующими клиньями, отражающими профиль резьбы. Их заходной конус формирует профиль резьбы, постепенно стекающий материал с вершин резьбы вдоль боковых сторон резьбы в область малого диаметра.
Есть два типа процессов с тремя головками; в первом три матрицы перемещаются радиально из центра, позволяя заготовке входить в матрицы, а затем закрываются и вращаются для наматывания резьбы. Этот тип процесса обычно используется на токарных станках с револьверной головкой и винтовых станках. Второй тип представляет собой самооткрывающуюся штамповочную головку.Этот тип более распространен, чем первый, но ограничен тем, что не может образовать последние 1,5–2 нитки на плечах. Планетарные матрицы используются для массового производства резьбы диаметром до 1 дюйма (25 мм). В отличие от операций нарезания резьбы с использованием метчиков с канавками, метчики для нарезания резьбы не образуют стружки. Вместо этого они перемещают или перемещают материал, чтобы сформировать форму нити. Метчики имеют многоугольное поперечное сечение с образующими клиньями, отражающими профиль резьбы. Их заходной конус формирует профиль резьбы, постепенно стекающий материал с вершин резьбы вдоль боковых сторон резьбы в область малого диаметра.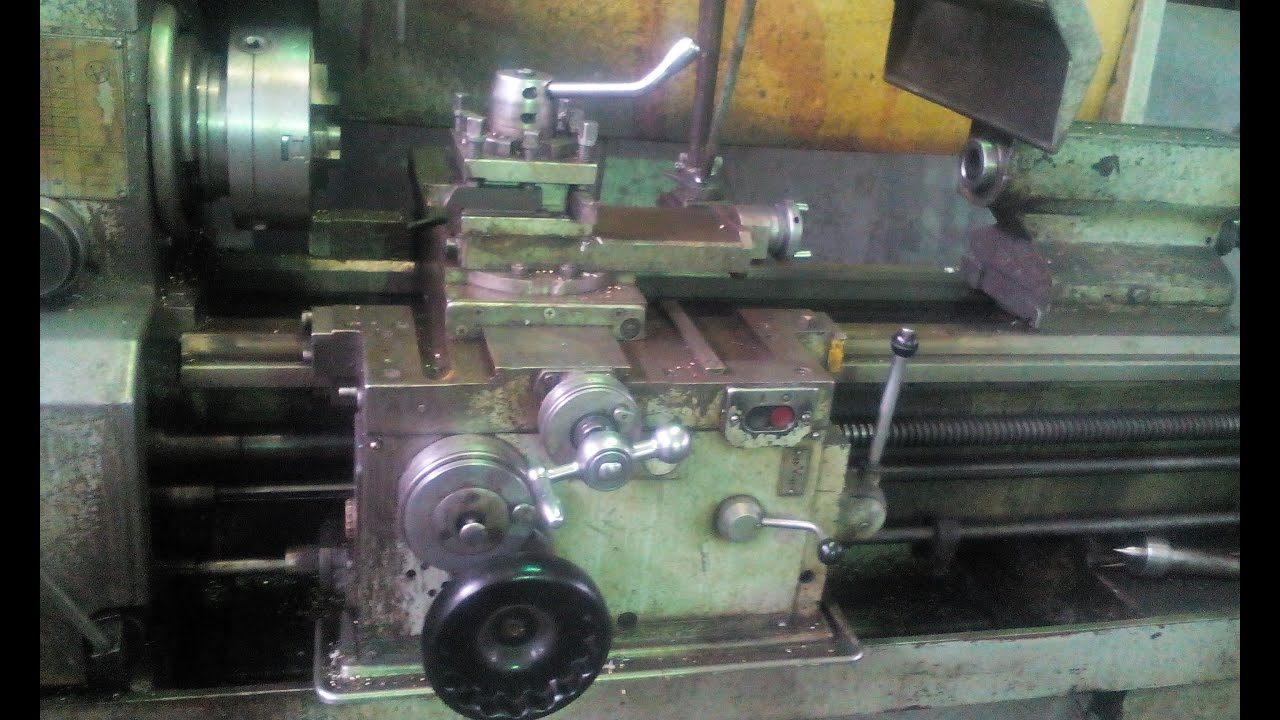 Поскольку материал сжимается, а его зернистость перенаправляется, а не разрезается или прерывается, прочность на боковых сторонах резьбы и в основании увеличивается. Нарезание резьбы методом холодной штамповки подходит для материалов с пределом прочности на разрыв менее 1200 Н / мм2 и деформацией разрушения 5 процентов. Как показывает опыт, если при сверлении образуется сплошная стружка, материал, вероятно, является хорошим кандидатом для резьбы холодной штамповки. Однако подходящие материалы по-разному реагируют на холодную штамповку. Именно по этой причине метчики для нарезания резьбы имеют особые комбинации геометрии и покрытий для резьбонарезания стандартных сталей; мягкие стали; закаленные стали; нержавеющие стали; литой алюминий; деформируемые алюминиевые сплавы и цветные металлы; и материалы с ограниченной пластичностью.Покрытия включают нитрид титана, карбонитрид титана и алмазоподобный аморфный углерод. Антифрикционные покрытия также могут использоваться для таких материалов, как кованый алюминий, для предотвращения прилипания материала к метчику. Учитывая высокое трение, возникающее во время процесса формовки, рекомендуются смазочные материалы или эмульсионные охлаждающие жидкости. Для определенных применений также можно использовать минимальное количество смазки. Некоторые версии инструментов имеют подачу СОЖ через инструмент для облегчения нарезания резьбы в глухих отверстиях.Другие выводят охлаждающую жидкость на инструмент в продольные канавки, чтобы повысить скорость нарезания резьбы и качество резьбы.
Поскольку материал сжимается, а его зернистость перенаправляется, а не разрезается или прерывается, прочность на боковых сторонах резьбы и в основании увеличивается. Нарезание резьбы методом холодной штамповки подходит для материалов с пределом прочности на разрыв менее 1200 Н / мм2 и деформацией разрушения 5 процентов. Как показывает опыт, если при сверлении образуется сплошная стружка, материал, вероятно, является хорошим кандидатом для резьбы холодной штамповки. Однако подходящие материалы по-разному реагируют на холодную штамповку. Именно по этой причине метчики для нарезания резьбы имеют особые комбинации геометрии и покрытий для резьбонарезания стандартных сталей; мягкие стали; закаленные стали; нержавеющие стали; литой алюминий; деформируемые алюминиевые сплавы и цветные металлы; и материалы с ограниченной пластичностью.Покрытия включают нитрид титана, карбонитрид титана и алмазоподобный аморфный углерод. Антифрикционные покрытия также могут использоваться для таких материалов, как кованый алюминий, для предотвращения прилипания материала к метчику. Учитывая высокое трение, возникающее во время процесса формовки, рекомендуются смазочные материалы или эмульсионные охлаждающие жидкости. Для определенных применений также можно использовать минимальное количество смазки. Некоторые версии инструментов имеют подачу СОЖ через инструмент для облегчения нарезания резьбы в глухих отверстиях.Другие выводят охлаждающую жидкость на инструмент в продольные канавки, чтобы повысить скорость нарезания резьбы и качество резьбы.Возможности нарезания резьбы
Резьба, обычно производимая Hastings Machine Company, включает, но не ограничивается: Unified National Coarse (UNC), Unified National Fine (UNF), National Pipe Thread (NPT), Coil, Metric, Tapered, Transitional (т.е. от №8 до №10 ), Евро, ACME, 8 Round (API) и т. Д. Возможности материалов включают в себя: холоднотянутую углеродистую сталь, сплав, нержавеющую сталь, дуплекс, алюминий, латунь, чугун с шаровидным графитом и некоторые полимеры.Наши возможности потоковой передачи включают:- Многопозиционный поворотный стол
- Вертикальные и горизонтальные операции
- Диаметр от 1/4 ″ до 2 ″
- Головки нарезные и сверлильные
- Головки для самонарезания вертикального сверления
- Автоматическая обработка
- Специальное вертикальное нарезание резьбы
- Диаметр от 1/4 ″ до 2 3/8 ″
- , ход 12 дюймов
- Многошпиндельное вертикальное сверление
- Диаметр от 1/4 ″ до 2 ″
- Автомат для нарезания гаек
- Диаметр от 1/2 ″ до 1 3/8 ″
- Плоское шлифование
- Фиксированные и многоосевые возможности
- Автоматическая обработка
- Ленточнопильный станок
- Станок токарный
- Одношпиндель, горизонтальная опора