принцип действия, технология, сырье :: BusinessMan.ru
Салфетки – что может быть проще и банальнее? Они уверенно вошли в нашу жизнь, став предметом, без которого сложно обойтись. Удобство их использования, дешевизна и разнообразие видов делают салфетки одним из самых распространённых предметов гигиены. Большой расход этого вида продукции делает её востребованной, а значит, изготовление будет приносить постоянный доход. Достаточно лишь подобрать оптимальное оборудование для производства салфеток.
Исторические этапы
Принцип изготовления бумаги во втором веке разработали китайцы. Они определили основу технологии: размалывание сырья, распределение массы, прессование и сушка. Вскоре бумагу стали изготавливать в Азии, а затем в Европе. Немного автоматизировался процесс лишь в 17 веке, когда голландцы изобрели размалывающий аппарат, а затем в начале 19 века француз Робер разработал способ непрерывного отлива бумажной массы на конвейерную сетку. На основе всех этих методов англичане братья Фурдринье создали первую машину по изготовлению бумаги.
Исходное сырье
Бумага для производства салфеток производится по специальной технологии. Сырьём служит целлюлоза, макулатура или их смесь. От этого зависит качество продукции и стоимость. Исходное сырье измельчают, распаривают, отбеливают химикатами. Для окрашивания бумажной массы применяют типографские краски.
Чтобы салфетка была тонкая, прочная и обладала гигроскопичностью, жидкое сырьё взбивают до состояния пены специальным миксером. Целлюлозная масса высушивается, прессуется, затем налипает на паровой барабан для окончательной сушки, после чего срезается специальным лезвием. Полученная бумажная лента скатывается в рулон необходимой ширины – это и есть основа для производства салфеток.
Описание оборудования
Производственная линия состоит нескольких станков, осуществляющих полный цикл изготовления от сырья до упаковки.
Самые простые агрегаты изготавливают однослойные салфетки в 4 сложения размером 240х240 мм. Станок для производства салфеток дополнительно может быть оснащён блоками, позволяющими делать различные тиснения, наносить рисунки или логотипы по желанию заказчика. Также он должен иметь счетчик готовых изделий и датчик обрыва бумаги. Некоторые производители предлагают оборудование для производства салфеток европейского размера 330х330 мм.
Станок для производства салфеток дополнительно может быть оснащён блоками, позволяющими делать различные тиснения, наносить рисунки или логотипы по желанию заказчика. Также он должен иметь счетчик готовых изделий и датчик обрыва бумаги. Некоторые производители предлагают оборудование для производства салфеток европейского размера 330х330 мм.
Технологическая линия полностью автоматизирована. Установленная в начале потока бобина с бумагой-основой на выходе выдает стопки готовых и пересчитанных салфеток.
Узлы станка:
- размоточный барабан с бобиной бумаги-основы;
- лентопротяжный механизм, который в процессе размотки складывает бумагу вдоль пополам;
- печатный модуль с устройством сушки устанавливается при необходимости нанесения рисунка или логотипа;
- вальцы объёмного тиснения выполняют сразу две функции: тиснение и окончательное складывание салфеток в поперечном направлении – стопка получается двойной ширины;
- нож вертикальный производит разрезку пополам, формируя две готовые стопки изделий.


Упаковочная машина не только упаковывает салфетки в пленку, но и группирует пачки в блоки.
Целевая аудитория
Прежде чем будет приобретена и смонтирована подходящая линия для производства салфеток, закуплено сырье, подобран обслуживающий персонал, следует определить основной рынок сбыта. Так как продажа конкретному потребителю не будет иметь больших масштабов, то необходимо ориентироваться на оптовых покупателей:
- магазины универсальные, промтоварные, сети супермаркетов;
- предприятия общепита: от столовых до крупных сетей ресторанов;
- дома отдыха, медицинские учреждения и подобные заведения;
- предприятия, в том числе и муниципальные, имеющие пищеблоки;
- киоски, рынки, уличные лотки.
Проведя грамотные экономические расчёты и обеспечив оптимальный подбор автоматической линии, вполне можно стать лидерами в этой сфере производства. Основной упор при этом должен быть сделан на удовлетворение потребностей заказчика, высокое качество продукции, которое возможно лишь при эксплуатации современного оборудования.
Как открыть производство влажных салфеток? Готовый бизнес-план производства влажных салфеток
Добавлено в закладки: 0
Как открыть производство влажных салфеток? Готовый бизнес-план производства влажных салфеток
Начиная бизнес-кампанию, любой предприниматель будет искать продукт, который пользуется спросом у населения, а также не требует больших инвестиций. Но всегда у производства подобного продукта есть один большой минус – конкуренты. Какой продукт выбрать для производства, чтобы иметь меньше всего конкурентов в определенной сфере?
Влажные салфетки – очень популярный продукт среди потребителей, однако большая часть его привозят из-за рубежа. Преимущество такого производства в том, что он не требует слишком больших затрат на расходные материалы.
Преимущество такого производства в том, что он не требует слишком больших затрат на расходные материалы.
Выгодно ли открыть производство влажных салфеток?
Необходимо рассмотреть, почему выбор данного направления так привлекателен для начинающих, или не имеющих достаточного капитала предпринимателей.
- Во-первых, производство данного продукта еще не совсем развито. Рынок продуктов личной гигиены все еще имеет возможность принять нового конкурентноспособного предпринимателя и ниша находится в стадии развития. В этой отрасли можно производить не только женские гигиенические средства и туалетную бумагу.
Это дает возможность стартаперу выгодно начать свое дело с производства именно этого товара.
По прогнозам экспертов рост популярности влажных салфеток у потребителей, как и рынок данной продукции к 2016 году вырастет в 5 раз. До этого момента есть резон вкладываться в производство – каждый россиянин, согласно данным экспертов, покупает около 14-ти упаковок таких салфеток в год.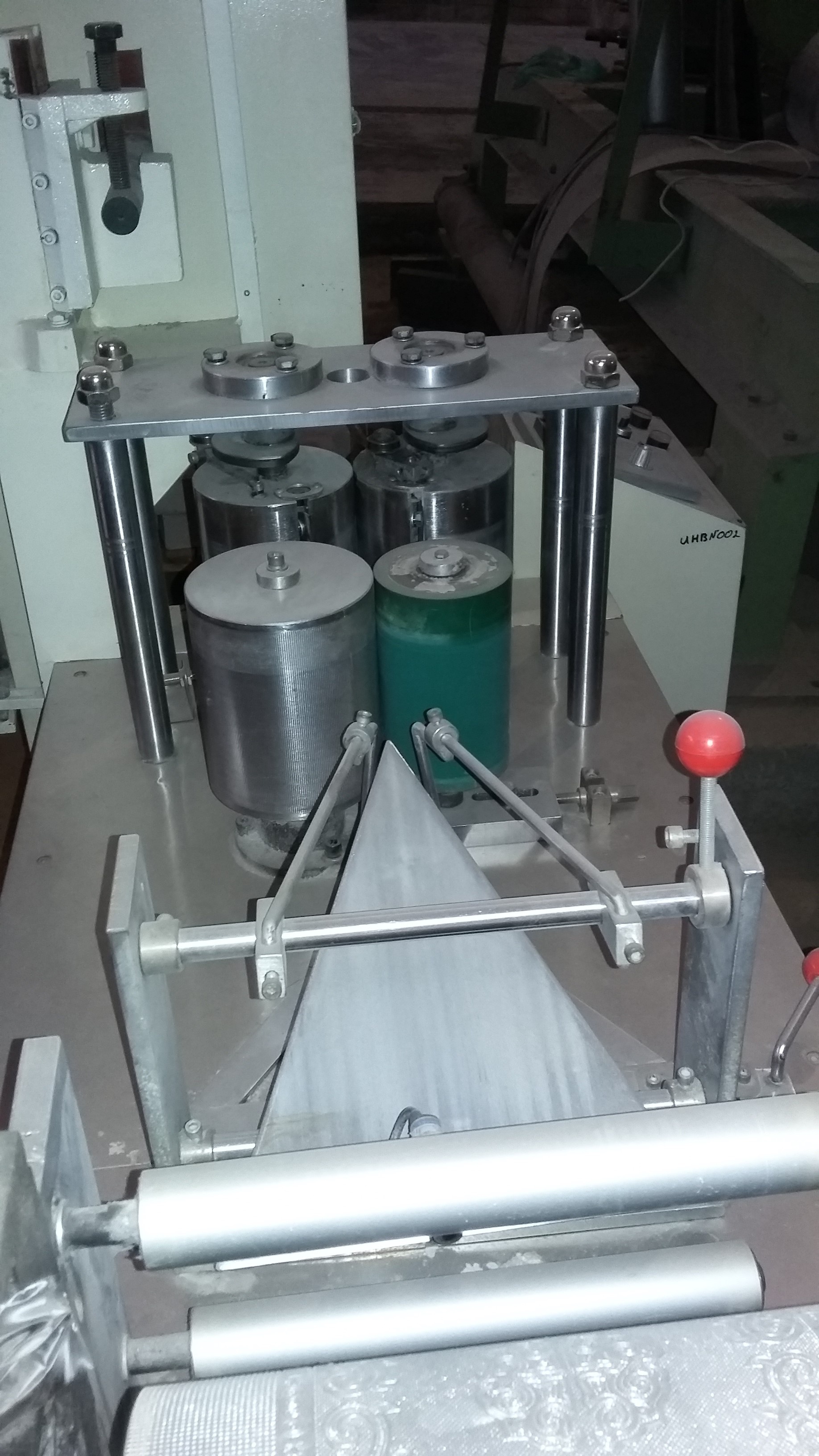
- А во-вторых, даже на сегодняшний день во многих регионах страны (за исключением Северо-Западного и Центрального регионов) до сих пор наблюдается высокий спрос на салфетки, причем предложение намного ниже. Это связано с тем, что в данных регионах наблюдается отсутствие производства в промышленных масштабах.
Также необходимо определиться с видом продукции, который вы планируете выпускать:
Виды влажных салфеток
| Влажные салфетки для бытовых нужд | Косметические |
|---|---|
|
|
Материалы для производства влажных салфеток
Влажные салфетки имеют самую низкую стоимость материала, но даже в этом сегменте наблюдаются разные цены на сырье. В зависимости от назначения и типа салфеток, используемой пропитки, а также и упаковки, цены могут сильно различаться.
В зависимости от назначения и типа салфеток, используемой пропитки, а также и упаковки, цены могут сильно различаться.
Самые дорогостоящие салфетки изготавливаются из двух видов материала – спайленса и айрлайда.
Спайленс – мягкий, объёмный материал.
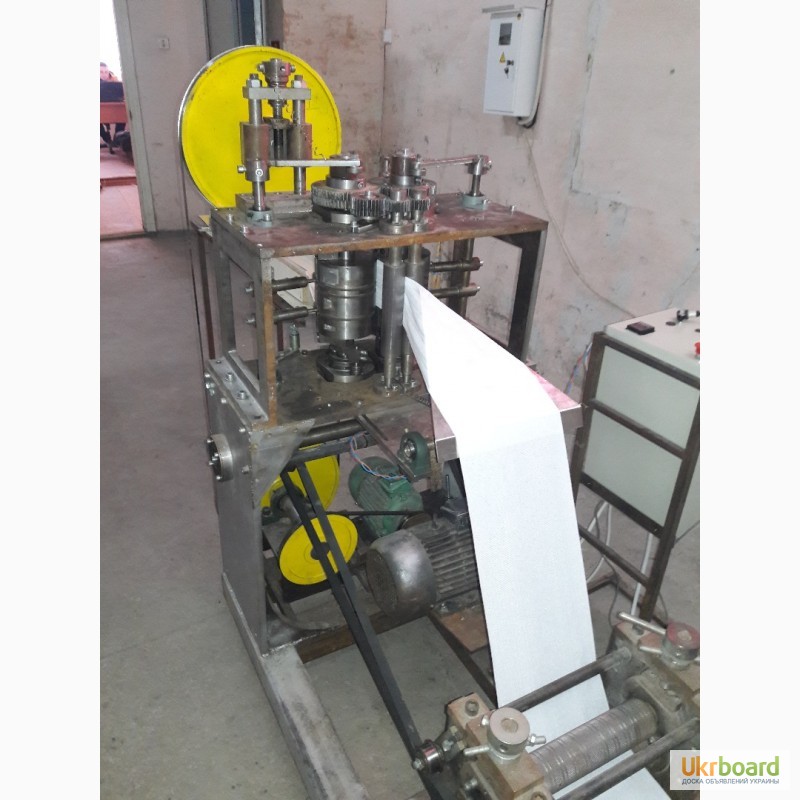
Оборудование для производства салфеток: обычных и влажных
Производство салфеток будь-то обычных бумажных или влажных из нетканого материала — процесс достаточно трудоёмкий, включающий в себя ряд этапов и узлов (линий), обеспечивающих его.
Основа для бумажных салфеток
Линия по производству бумажной основы для салфеток включает:
- гидроразбиватель (расщепление макулатуры в воде),
- массные насосы (перемещение бумажной массы с бассейн),
- мешалка,
- очиститель тяжелых включений (удаление из массы пластика, метала),
- вихревой очиститель для легких включений,
- вибрационная сортировка,
- цилиндрическое сито,
- дисковая мельница (дороспуск отсортированной массы),
- флотационная ловушка для очистки оборотной воды от волокна,
- система очистки воды,
- флотационная ловушка для удаления красителей,
- узлоуловитель (очистка от посторонних волокнистых структур),
- сгуститель (процесс отбеливания),
- нагревательный барабан (удаление лишней жидкости, формирование холста),
- шабер (отделение бумажного холста от барабана),
- сушилка,
- бобинный станок (наматывание широкого холста в бобину – бумажную основу). 2)
- экструдер (плавление гранул полимера – чаще всего используется полипропилен),
- фильер (стальная пластина с отверстиями создает множество нескончаемых нитей — волокон),
- эжектор (вытяжка – охлаждение волокон с помощью высокоскоростного воздушного потока),
- транспортер (равномерное распределение нитей на холсте),
- каландр (термоскрепление нитей в холсте).
Линия по производству нетканого материала спанлейс (совмещение натуральных волокон целлюлозы с синтетическими, мягче спанбонда)
- микроперфорированные муфты (формируют синтетические нити),
- инжекторы (формирование волокон под напором струй воды),
- сушильный сотовый барабан (формирование холста и добавление целлюлозной пульпы),
- отсасывающие устройства (отсасывание излишней воды, просыхание готового холста).
Завершает процесс:
Автоматическая производственная линия с завершенным циклом производства влажных нетканых салфеток (гигиенических, косметических, бытовых).
Обрудование для нарезки и упаковка салфеток
Помимо полностью автоматизированных линий законченного цикла, есть автоматические линии с незаконченным циклом, станки (требуется дальнейшая резка, складывание или упаковка):
- автоматический станок для производства столовых салфеток,
- высокоскоростной автоматический станок для производства рельефных столовых салфеток,
- высокопроизводительный автоматический станок для производства столовых салфеток с высокоскоростной печатью,
- оборудование для производства столовых салфеток с многоцветной печатью,
- оборудование для производства самовытягивающихся салфеток (V, Z, E — сложения).
Бобинорезательное оборудование.
Упаковочное оборудование:
- станок для упаковки самовытягивающихся салфеток в картонные коробки,
- станок для упаковки салфеток,
- полуавтоматическое оборудование для упаковки салфеток.
Наиболее популярные производители оборудования для производства салфеток: Усульпак (Китай), ООО СТАНПРОМ (Украина), ООО Омский бумажный завод, Omet (Италия), Хэйлунцзянская компания научно-технического развития Универсал.
Как делают бумажные салфетки
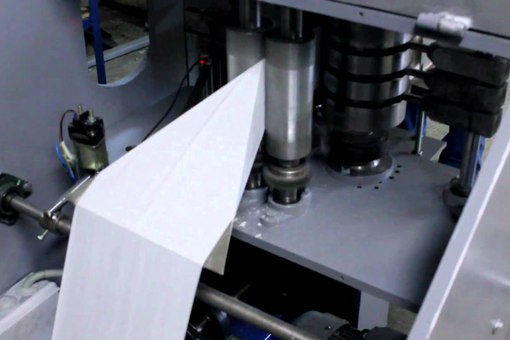
Процесс производства бумажных салфеток имеет следующие этапы:
- На специальной подставке фиксируется базовое бумажное сырье (бобина, рулон),
- Прохождение через печатную установку (рисунок наносится типографской краской, количество цветов определяется конкретным станком),
- Нанесение тиснения нагретыми валами (кроме красоты добавляет прочности салфеткам),
- Модуль складывания (механизм складывания определяется конкретным оборудованием),
- Резка (после резки на выходе получается поток пересчитанных по заданному количеству салфеток),
- Упаковка (может быть завершающим этапом автоматизированной линии, либо требуется ручная или полуавтоматическая доработка).
Как делают влажные салфетки
- Подача базового сырья (нетканого материала: спанбонд, спанлейс, термобонд, кемиклбонд, айрлейд)
- Резка (по заданным размерам готового изделия)
- Пропитка (типы пропиток: антибактериальная, увлажняющая, солнцезащитная, полирующая, парфюмерная и пр. У каждой компании своя рецептура)
- Складывание
- Упаковка.
Поскольку влажные салфетки должны сохранить качество пропитки долгое время и соответствовать гигиеническим и санитарным нормам, то желательно производство с непрерывным циклом, не требующее вмешательства человека.
Рабочие цеха, обслуживающие данное оборудование, должны быть соответственно одеты: стерильная спецодежда, бахилы, перчатки.
Автор поста: Богдан Остапченко Особенно высокие требования предъявляются к медицинским и детским салфеткам. Во избежание попадания бактерий и исключения разгерметизации упаковки используют специальный защитный клапан.
Специалист по поставкам строительной и складской техники. Снабженец. Консультант по оборудованию для бизнеса.Настройка правильно-отрезного станка: как наладить работу
Настройка правильно-отрезного станка: как наладить работу
Для автоматической рихтовки бухтовой проволоки и последующей обрезки по нужным параметрам применяются специальные устройства. Если предполагается массовое производство, то необходимо купить правильно-отрезной станок. Подобное оборудование имеет простой принцип работы, который объясняется конструкцией аппарата.
Это устройство достаточно эффективно для рубки и правки проволоки различного диаметра. Оператор может задать длину мерного прута, при этом эксплуатации не вызывает сложностей.
Изделие оснащено всевозможными механизмами, которые повышают точность и ровность реза. Настройка правящего механизма определяет качество результата. Также необходимо правильно выровнять саму проволоку, чтобы заготовка не слетела с держателя.В целом настройка такого станка происходит следующим образом:
- Для начала нужно заняться выпрямлением профиля. Для этого ослабляются пять фиксирующих узлов правки, на которые устанавливаются выпрямляющие элементы в разных положениях.
- Далее настраивают несоосность.
- Затем приступают к шпиндельной бабке. В зависимости от диаметра и материала проволоки устанавливают нужный параметр тяглового усилия, который зависит от силы сжатия пружины.
- Настраивают зазор между верхними и нижними резцами. Также в зависимости от вида стали рассчитывают в процентном соотношении уровень. Следом закрепляют фиксирующей гайкой.
- Держатель проволоки нужно тщательно выверить, после чего его мягко устраняют. Для этого измерительную защелку монтируют нужным образом.
Обычно станкостроительное предприятие проводит первичную регулировку оборудования непосредственно в цехах по сборке. Поэтому, как правило, владельцам нужно настроить детали на собственном производстве под определенный тип проволоки.
Особенности и преимущества устройств
Учитывая, что процесс практически полностью автоматизирован, не требуется постоянное участие оператора. Сотрудник на производстве может работать одновременно на нескольких устройствах, если ему позволяет квалификация.
Большинство моделей позволяют проводить крайне точную регулировку длины прута, при этом сам процесс не отличается сложностью. Более продвинутый вариант для правки проволоки или периодического профиля способен обрабатывать профили диаметром около 5 мм. При этом производительность остается на высоком уровне, что позволяет улучшить результаты производства и выполнять большее количество заказов.
Также благодаря более тонкой оснастке производится точный срез, что практически исключает вероятность брака.
Наладка дерево-обрабатывающего оборудования (Соловьев А.А.)
101
Рис. 117. Концевые фрезы:
а — незатылованная однорезцовая для фрезерования по контуру,
б — затылованная для фрезерования по контуру, в — затылованная
двухрезцовая для выборки гнезд, г — незатылованная с припаянными
пластинами из твердого сплава, д — фасонная для округления кромок
Рис, 118. Крепление в патроне
концевой фрезы диаметром:
а — более 7 мм, б — менее 7 мм;
1 — фреза, 2 — корпус патрона,
3 — балансировочный винт,
4 — гайка, 5 — хвостовик,
6 — шпиндель, 7 — винт креп-
ления фрезы, 8 — переходная
втулка
сборные концевые фрезы. Цельные цилиндрические фрезы бывают однорезцовые незатылованные
(рис. 117, а) и затылованные (рис. 117, 6) для фрезерования по контуру, а также двухрезцовые
(рис. 117, в) для выборки гнезд. Концевые фрезы изготовляют диаметром 3…25 мм из легиро-
ванной стали.Для фрезерования древесностружечных плит или деталей, облицованных пластиками,
используют концевые фрезы,
оснащенныепластинами
из
твердого сплава (рис. 117, а).
Цельные фасонные фрезы
предназначены для фрезерования
криволинейныхвогнутых
и
выпуклых профильных контуров.
Фрезы бывают затылованные,
незатылованные и с остроконеч-
ными зубьями. На рис. 117, д
показана концевая фасонная фре-
за для закругления по радиусу
кромокдетали.
Концевые
сборные фрезы имеют сменные
ножиили
неперетачиваемые
пластины из твердого сплава.
Крепят ножи в корпусе фрезы так
же, как в насадных сборных фрезах.На
фрезерном
копировальном
станке
можно
использовать составные фрезы из концевой и дисковой фрез, а
также нормальные спиральные сверла. На фрезерных
карусельных станках применяют насадные сборные фрезы.Тип фрезы выбирают в зависимости от вида обработки.
Перед установкой на станок проверяют качество подготовки
фрез.Концевые фрезы затылованные и незатылованные
должны быть заточены по передней грани (с внутренней
стороны), а с остроконечными зубьями — по задней грани с
сохранением угловых параметров заточки. Угол заточки у
концевой фрезы выбирают в зависимости от породы древесины
и принимают равным 30° при обработке дуба, бука, ясеня и 20°
— при обработке сосны, ели, липы. У заточенной фрезы
отклонение углов резания от номинальных допускается не
более ±1°. Торцовые поверхности фрезы должны иметь
поднутрение к центру на 1…2°. Трещины, забоины и
выкрашивания на поверхности фрезы не допускаются.Для установки фрез на шпиндель используют патроны.
Затылованные фрезы и сверла крепят в цанговых патронах, а
незатылованные фрезы — в специальных патронах (рис. 118).
Хвостовик 5, выполненный с конусом Морзе № 2а, устанавлива-
ют в конусное отверстие шпинделя 6 и крепят дифференциаль-
ной гайкой 4. В корпусе патрона расположены шесть резьбовых
отверстий, в которые ввернуты балансировочные винты 3.Ось хвостовика смещена относительно оси отверстия в
патроне на эксцентриситет е. Это позволяет при вращении
шпинделя получать в заготовке пазы, ширина В которых больше
диаметра d режущей части фрезы.Фрезы диаметром до 7 мм устанавливают в патроне с помощью переходной втулки 8 (рис.
118, б). После сборки фрезы с патроном балансируют.
Как настроить ленточную пилораму – от Алтая до МВ2000
Здравствуйте уважаемые подписчики и читатели блога Андрея Ноака! Так как я уже давно работаю с деревом, у меня накопилось много знаний по его обработке. В том числе и на ленточных пилорамах. Правильная настройка оборудования — залог качественного материала на выходе.
И в этой статье Вы узнаете, как настроить ленточную пилораму.Введение
Буду прав на 100% если скажу, что настройка пилорамы является самой важной задачей. Если оборудование неправильно настроить, то может появится так называемая «волна». Такой дефект может получится при распиливании бревна и здесь играют роль множество факторов, которые обязательно нужно учесть. Думаю, каждый знает, как выглядит «волна» — неровности на поверхности доски в месте распиливания.
Кроме волны можно получить заниженные или завышенные толщины пиломатериала, что тоже не является хорошо, так как доски потом после сушки нет возможности прострогать на том же четырехстороннике без дополнительных операций и в размер.
Достаточно подробно о том как получать максимальную прибыль на пилораме я описал в своей новой книге «Как выжать максимум из ленточной пилорамы». Более подробно о ней в разделе мои «КНИГИ», см. верхнее меню.
Этапы подготовки ленточки
Настройка ленточной пилорамы условно делится на несколько этапов:
- Подбор нужных пил и настройка оборудования;
- Осмотр видимых деталей механизма;
- Проверка правильной заточки ленточной пилы.
Обо всем по порядку.
Подбор и настройка оборудования
Человек, который отвечает за качество распилки (оператор или может это технолог на большом производстве) обязан подобрать нужную пилу и установить скорость распиловки древесины. В зависимости от вида материала подбираются нижеперечисленные настройки:
- Опытные настройщики знают, что скорость распиливания должна быть немного меньше предельной. От скорости зависит качество материала на выходе: слишком большая приведет к «волнистой» поверхности, а если низкая — появятся выступы;
- Следующим параметров должно являться давление натяжки ленты. Его нужно смотреть в паспортных характеристиках станка. В среднем на станке ставится давление 170 бар, если же нету датчика силы натяжки ленты, то его нужно установить, так вы значительно сэкономите на качестве и расходе лент;
- Выступ ленточки над шкивом от 0 до 3 мм;
- Не забываем и о выставке шкивов параллельно друг другу;
- Ролики должны быть опущены на сантиметр ниже шкивов и придаю ленточке параллельность.
Такая настройка должна проводится раз на день. Если ленточную пилораму настраивать реже, например, 1 раз в 7 дней, то время самой настройки увеличится, а качество материала будет уменьшатся. После контакта древесины с опорным роликом, то лучше перепроверить регулировку станка.
Осмотр деталей механизма
Очень важно перед работой осмотреть важные детали станка. Обратите внимание на ролики, есть ли на них глубокие дефекты. Они появляются если ролики в процессе работы не вращаются. Также нужно следить за чистотой детали, так как большие скопления пыли может привести к вибрации.
При замене роликов, обратите внимание на посадочные места. Если они разбиты, то нужно провести замену самого ролика. Но если крепление оси и шпильки в норме, а люфт имеется, то менять нужно весь корпус.
Немаловажную роль играют шпильки и гайки.
Если они сломаны, то их нужно заменить на новые детали. Для регулировки используется только качественный инструмент, так детали прослужат намного дольше. А то один знакомый такими ключами регулировал, что с ними в туалет стыдно ходить 😀 .После замены деталей и устранения поломок, оператор должен правильно отрегулировать ролики. Как узнать, что деталь отрегулирована правильно? Я об этом писал выше, но повторюсь, об этом свидетельствует положение ролика. Направление при движении должно быть строго параллельно к опорному столу. Если упустить этот важный момент, то материал на выходе будет покрыт «волнами». Кроме того, очень важно правильно отрегулировать положение пилы. При неправильном положении задняя кромка часто растягивается, в результате можно получить неустойчивое пиление.
Проверка ленточной пилы
Ленточные пилы для заточки…
Очень часто плохая заточка пилы приводит к появлению дефектов на поверхности доски.
Очень важно учесть угол заточки: если слишком велик, то пила будет вязнуть в древесине, а если наоборот, слишком мал — скорость пиления по дереву в разы уменьшится. Обратите внимание на величину и неравномерность разводки пилы.Чтобы продлить качественную работу ленточной пилы, нужно учесть еще ряд важных факторов.
К ним относятся порода древесины, диаметр заготовки, давление натяжки которое в идеале должно быть 170-180 бар, скорость распиливания, а также профессионализм самого оператора.
Несколько слов о самых популярных моделях ленточных пилорам
Если Вы заинтересовались оборудованием, то наверняка информация о самых популярных моделях не станет лишней. Очень хорошо себя зарекомендовали марки: Тайга, Алтай, Алтай 3, Авангард, Добрыня Никитич, Спектр, МВ 2000, Титан.
Авангард
Пилорамы данной марки отличаются производительностью и высоким качеством работы. Кроме точности обработки, станки отличаются низкой энергоемкостью. Авангард-ЛП легкая в транспортировке и установке, так как не требует специального фундамента.
Атлант
Данная модель служит для продольной распилки бревен. На выходе получаются доски, брусья, шпалы. Конструкция Атланта очень мощная и обладает рядом преимуществ. Благодаря данной ЛП Вы сможете получить продукцию с отличным качеством.
МВ-2000
Этот мощный станок распиливает бревна на доски и брусья разной длины и толщины. Модель очень надежна в эксплуатации. Конструкция МВ-2000 отличается повышенной жесткостью и прочностью.
Видео в тему
Подробнее о каждой модели я расскажу в следующей статье, где сравню характеристики и преимущества популярных моделей. Желаю Вам правильной настройки и качественной распилки. С Вами был Андрей Ноак, до свидания и до новых встреч в блоге!
Изменить, какие приложения запускаются автоматически при запуске в Windows 10
Перейти к основному содержанию MicrosoftПоддержка
ПоддержкаПоддержка
- Дом
- Microsoft 365
- Офис
- Windows
- Поверхность
- Xbox
- Сделки
- Больше
- Купить Microsoft 365
- Все Microsoft
- Power Apps
- HoloLens 2
- Другие
- Просмотреть карту сайта
 2)
2)

 Особенно высокие требования предъявляются к медицинским и детским салфеткам. Во избежание попадания бактерий и исключения разгерметизации упаковки используют специальный защитный клапан.
Особенно высокие требования предъявляются к медицинским и детским салфеткам. Во избежание попадания бактерий и исключения разгерметизации упаковки используют специальный защитный клапан. Изделие оснащено всевозможными механизмами, которые повышают точность и ровность реза. Настройка правящего механизма определяет качество результата. Также необходимо правильно выровнять саму проволоку, чтобы заготовка не слетела с держателя.
Изделие оснащено всевозможными механизмами, которые повышают точность и ровность реза. Настройка правящего механизма определяет качество результата. Также необходимо правильно выровнять саму проволоку, чтобы заготовка не слетела с держателя. Для этого измерительную защелку монтируют нужным образом.
Для этого измерительную защелку монтируют нужным образом.
 117, в) для выборки гнезд. Концевые фрезы изготовляют диаметром 3…25 мм из легиро-
117, в) для выборки гнезд. Концевые фрезы изготовляют диаметром 3…25 мм из легиро- На фрезерных
На фрезерных  118).
118).  И в этой статье Вы узнаете, как настроить ленточную пилораму.
И в этой статье Вы узнаете, как настроить ленточную пилораму.

 Если они сломаны, то их нужно заменить на новые детали. Для регулировки используется только качественный инструмент, так детали прослужат намного дольше. А то один знакомый такими ключами регулировал, что с ними в туалет стыдно ходить 😀 .
Если они сломаны, то их нужно заменить на новые детали. Для регулировки используется только качественный инструмент, так детали прослужат намного дольше. А то один знакомый такими ключами регулировал, что с ними в туалет стыдно ходить 😀 . Очень важно учесть угол заточки: если слишком велик, то пила будет вязнуть в древесине, а если наоборот, слишком мал — скорость пиления по дереву в разы уменьшится. Обратите внимание на величину и неравномерность разводки пилы.
Очень важно учесть угол заточки: если слишком велик, то пила будет вязнуть в древесине, а если наоборот, слишком мал — скорость пиления по дереву в разы уменьшится. Обратите внимание на величину и неравномерность разводки пилы.
 Net_cont","cT":"Container","id":"c2c12c2c1c9c3m1r1a1","sN":2,"aN":"c12c2c1c9c3m1r1a1"}”>
.СЕТЬ
Net_cont","cT":"Container","id":"c2c12c2c1c9c3m1r1a1","sN":2,"aN":"c12c2c1c9c3m1r1a1"}”>
.СЕТЬ microsoft.com_cont","cT":"Container","id":"c6c12c2c1c9c3m1r1a1","sN":6,"aN":"c12c2c1c9c3m1r1a1"}”>
Документы
microsoft.com_cont","cT":"Container","id":"c6c12c2c1c9c3m1r1a1","sN":6,"aN":"c12c2c1c9c3m1r1a1"}”>
ДокументыКак изменить приложение по умолчанию для открытия файла в Android
Как и в Windows, у нас есть несколько программ для открытия определенного типа файлов, у нас есть несколько приложений в Android, которые заботятся об одном типе файлов. Например, на устройстве Android можно установить несколько аудио / видео плееров, которые могут воспроизводить все типы медиафайлов.
Например, на устройстве Android можно установить несколько аудио / видео плееров, которые могут воспроизводить все типы медиафайлов.
В Google Play Store есть множество приложений для лучшего открытия различных медиафайлов. Будь то новое приложение для звонков, ваш новый веб-браузер, приложение для быстрого обмена сообщениями или шикарный музыкальный проигрыватель – пользователь Android всегда находится в поисках нового приложения, которое украсит его или ее домашний экран.
Теперь предположим, что вы используете разные приложения для воспроизведения видео и прослушивания музыки, но случайно нажали . Установите значение по умолчанию и создали действие по умолчанию, чтобы использовать проигрыватель для воспроизведения всех медиафайлов.
Когда вы выбираете приложение в качестве приложения по умолчанию для открытия определенного типа файла, оно будет делать это всякий раз, когда какое-либо стороннее приложение пытается получить доступ к этому конкретному типу файла в рамках настроек по умолчанию.
Изменить приложение по умолчанию для типов файлов в телефоне Android
Слушайте, пользователи Android, если вы установили приложение по умолчанию для открытия определенного типа файла и хотите отменить действие, вот что нужно сделать.
Шаг 1:
Откройте настройки приложений Android.Пользователи Android Ice Cream Sandwich (ICS) могут открыть «Настройки »> «Приложения », в то время как предыдущие сборки могут открыть «Настройки »> «Приложение»> «Управление приложениями» .
В разных версиях Android могут отображаться разные названия вкладок, упомянутых выше. Итак, если вы застряли с Android Marshmallow или более оптимистичным Android Nougat, эти инструкции могут отличаться.
Примечание : этот путь может отличаться для некоторых мобильных брендов, таких как Samsung, Huawei и т. Д.Пользователи Android, использующие устройства Samsung Galaxy, должны искать параметр «Приложения» в настройках, а не «Приложения».
Шаг 2:
Теперь найдите приложение, для которого хотите изменить настройки по умолчанию, и нажмите на настройки приложения, чтобы открыть информационную страницу этого приложения.
Шаг 3:
Прокрутите страницу вниз и найдите кнопку Очистить значения по умолчанию . Если приложение является приложением по умолчанию для любого типа файлов на вашем устройстве, кнопка будет включена, в противном случае – отключена.Просто нажмите на кнопку, чтобы удалить все файлы, связанные с приложением.
Вот и все, ребята!
В следующий раз, когда вы попытаетесь открыть файл того же типа, вы снова получите все предложения на выбор. Просто убедитесь, что на этот раз вы приняли правильное решение.
Вышеупомянутая статья может содержать партнерские ссылки, которые помогают поддерживать Guiding Tech. Однако это не влияет на нашу редакционную честность. Содержание остается объективным и достоверным.
Содержание остается объективным и достоверным.
Машина для производства бумажных салфеток в Индии | Машина для производства бумажных салфеток в Индии
Машина для производства бумажных салфеток– необходимость в современном мире, независимо от возраста / места проживания, будь то взрослый / ребенок дома / в машине / ресторане / на отдыхе, все, что вам нужно, – это бумажная салфетка с вами все время. Эти бумажные салфетки используются в различных домашних условиях, например, на кухне, в столовой, в рулонах туалетной бумаги и т. Д.
Мы, “Lahooti Printech Pvt Ltd”, обладаем опытом и знаниями в области предоставления высококачественных продуктов для производства бумажных салфеток в Индии.Дело не в годах, а в десятилетиях; мы работаем в этой области, создавая различные машины, такие как бумажные салфетки, конвертеры салфеток, рулон туалетной бумаги, алюминиевую фольгу, резак для бумажных стержней и подобное оборудование. Мы – третье поколение в этой отрасли, за которым следуют наши уважаемые дедушка и отец, а теперь и мы.
Благодаря нашей высококвалифицированной и преданной команде сотрудников мы смогли достичь признанной позиции в качестве ведущего поставщика машины для производства бумажных салфеток в Индии. У нас есть блестящая команда людей, которые то и дело внимательно следят за тем, чтобы сделать нас лучшими на рынке.Удовлетворение потребностей клиентов всегда является нашим главным приоритетом; мы работаем над удовлетворением потребностей и ожиданий клиентов, обеспечивая своевременную доставку и наличие продуктов по лучшим ценам на рынке.
Машины, предлагаемые нами, произведены из высококачественного сырья с использованием передовых технологий. Наши производимые машины проходят строгие испытания по различным параметрам отрасли. Наша цель – предоставить продукт высшего качества с первоклассными услугами по разумным ценам, и мы успешно достигли нашей цели, будучи признанным ведущим поставщиком Машины для производства бумажных салфеток в Индии.
Мы, «Lahooti Printech Pvt Ltd», являемся мировыми пионерами в производстве и обслуживании машин для производства папиросной бумаги, рулонов туалетной бумаги и алюминиевой фольги. У нас очень большие международные клиенты, которые были в восторге от наших качественных услуг в этой области. Наша основная команда поддержки также доступна для всех международный запрос или индивидуальные требования, которые постоянно работают над тем, чтобы наши клиенты были довольны. Мы обслуживаем по всему миру. Если вы выполните поиск в Google, вы найдете нас в верхнем рейтинге на первой странице по относительным запросам клиентов.Клиенты, которые ищут машины для салфеток в Африке, машины для бумажных салфеток в Пакистане, машины для производства рулонов туалетной бумаги в Уганде, машины для производства алюминиевой фольги в Африке, машины для производства салфеток в Нигерии, машины для бумажных салфеток в Кении, машины для производства туалетных рулонов в Танзании, производство рулонов туалетной бумаги машина в Кении, машина для производства рулонов туалетной бумаги в Пакистане и т. д., мы лучший производитель для ваших требований.
У нас очень большие международные клиенты, которые были в восторге от наших качественных услуг в этой области. Наша основная команда поддержки также доступна для всех международный запрос или индивидуальные требования, которые постоянно работают над тем, чтобы наши клиенты были довольны. Мы обслуживаем по всему миру. Если вы выполните поиск в Google, вы найдете нас в верхнем рейтинге на первой странице по относительным запросам клиентов.Клиенты, которые ищут машины для салфеток в Африке, машины для бумажных салфеток в Пакистане, машины для производства рулонов туалетной бумаги в Уганде, машины для производства алюминиевой фольги в Африке, машины для производства салфеток в Нигерии, машины для бумажных салфеток в Кении, машины для производства туалетных рулонов в Танзании, производство рулонов туалетной бумаги машина в Кении, машина для производства рулонов туалетной бумаги в Пакистане и т. д., мы лучший производитель для ваших требований.
Вы можете связаться с нами в любое время.