Как правильно настроить сварочный ток. Советы для начинающего сварщика
Для дуговой электросварки сварочный ток выступает незаменимым параметром, от которого зависит качество будущего соединения. Если он будет выбран неверно, то сварить металл не получится. Неправильно подобранные значения тока влекут за собой ошибки во время сварки. Так, к примеру, может начать разбрызгиваться металл или же сварка начнет прожигать заготовку.
Электросварщикам новичкам порой очень тяжело разобраться с множеством настроек, которые предлагают ГОСТы. И даже они не всегда могут помочь, ведь чтобы правильно рассчитать сварочный ток, нужно учитывать многие параметры. Для того чтобы его настроить в нужном режиме следует учитывать даже такой параметр, как толщина металла.
Общие характеристики
На режим сварочного процесса влияет не только диаметр стрежня и сила тока, но также и такие немаловажные параметры, как:
- полярность тока;
- марка электрода;
- положение во время сварочного процесса;
- слои будущих соединений.


Важно сразу определиться – интересует качество, размер или другие параметры соединения. Исходя из этих критериев, следует произвести настройку силы тока и режима сварки.
Важно знать! Для того чтобы рассчитать необходимую силу тока для сваривания следует отталкиваться от диаметра самого электрода.
Как настроить силу тока, исходя из диаметра электрода
Диаметр электрода при выборе силы тока является важным параметром. На 1мм в среднем приходится 30А. На упаковке каждого расходного материала указываются рекомендуемые показатели для настройки силы тока. Однако сварщику желательно этот параметр подобрать самостоятельно.
Толщина свариваемого металла
Толщина металла, который необходимо сварить, напрямую влияет на выбор диаметра расходника. Чем она больше, тем диаметр стержня также должен быть больше. Естественно, что при возрастании диаметра и ампераж будет выше, ведь для массивных заготовок тепла следует применить больше.
Переменный и постоянный ток
Какой род тока будет во время сварки, не влияет на ампераж. Он может быть таким:
Он может быть таким:
- Переменное напряжении – используется в тех случаях, если к качеству соединения нет высоких требований.
- Постоянное напряжение – необходимо для сварочных работ, к швам которых предъявляют высокие требования. Во время него не происходит большого разбрызгивания металла и не слишком отклоняется дуга. Сварной шов на выходе получается ровным и чистым.
Характеристики сварного соединения
Есть два способа сварки:
- Многопроходный.
- Однослойный.
Первый способ используется для сваривания деталей большой толщины. Для каждого слоя применяется определенный ампераж и диаметр стержня.
Как влияет марка стержня на выбор силы тока
У каждой марки электродов присутствует своя обмазка. Так, к примеру, расходники УОНИ имеют покрытие основного типа. Эти стрежни гарантируют высокое качество и прочность сварного шва.
На какие показатели влияет сила выбранного тока для сварки
Сила тока во время сварочного процесса напрямую влияет на количество
выделяемой теплоты. В зависимости от этого зависит глубина плавки
заготовки. Если выбрать заниженный параметр, то сварной шов получится
ненадежным. Будет присутствие непровариваемых зон. Однако если ампераж
будет выбран завышенного значения, то на металле начнут появляться
прогоревшие участки.
В зависимости от этого зависит глубина плавки
заготовки. Если выбрать заниженный параметр, то сварной шов получится
ненадежным. Будет присутствие непровариваемых зон. Однако если ампераж
будет выбран завышенного значения, то на металле начнут появляться
прогоревшие участки.
Что нужно для успешной сварки металла
Для того чтобы произвести сварку качественно нужно правильно выбрать расходные материалы и уметь пользоваться аппаратом. Чтобы сварной шов был надежным, следует быстро поджечь дугу и уметь ее правильно удерживать.
Для розжига дуги применяется постукивание или чирканье. Новые электроды поджигаются довольно быстро. Если стержень уже ранее был использован, то нужно ним постучать дольше, чтобы сбить пленку из шлака. Сейчас одними из самых лучших электродов считаются УОНИ и Орловские. Они обеспечивают превосходное качество шва.
Начинаем сварочный процесс
Изначально перед сварочными работами на инверторе необходимо
установить правильную силу тока. Для инверторных аппаратов сварка
переменным током является основной. Выставляя силу тока, необходимо
обращать внимание на диаметр наконечника стержня, а также на материал,
из которого он сделан. Также немаловажно обратить внимание на положение
металла и выбрать тип будущего шва. Примерно на 1мм заготовки должно
приходиться примерно 30А. Если все эти параметры подобраны правильно, то
шов получится надежным и ровным. Верно подобранный ток гарантирует, что
мастер выполнит сварку качественно в любых пространственных положениях и
любым электродом.
Для инверторных аппаратов сварка
переменным током является основной. Выставляя силу тока, необходимо
обращать внимание на диаметр наконечника стержня, а также на материал,
из которого он сделан. Также немаловажно обратить внимание на положение
металла и выбрать тип будущего шва. Примерно на 1мм заготовки должно
приходиться примерно 30А. Если все эти параметры подобраны правильно, то
шов получится надежным и ровным. Верно подобранный ток гарантирует, что
мастер выполнит сварку качественно в любых пространственных положениях и
любым электродом.
Что скрывают производители сварочных инверторов
Автор: Михаил Щербаков. Рубрика: инвертор,сварочный ток,электричество
Производители сварочных инверторов обычно публикуют характеристики своих аппратов, и одна из главных характеристик — это сила сварочного тока. А у сварочного аппарата одна из самых главных регулировок — это регулировка сварочного тока в связке с индикацией установленного тока или без неё. На корпусе современного сварочного инвертора регулировка сварочного тока в сочетании с индикацией тока может быть в виде одного из этих вариантов:
На корпусе современного сварочного инвертора регулировка сварочного тока в сочетании с индикацией тока может быть в виде одного из этих вариантов:
- «крутилка» без указания сварочного тока,
- «крутилка» с написанными на корпусе аппарата значениями сварочного тока,
- «крутилка» с индикацией тока на цифровом дисплее,
- кнопки «+» и «-» для регулировки тока с индикацией на цифровом дисплее.
У этих способов установки и индикации сварочного тока точность различается. Первые 2 способа наименее точные, а 3-й и 4-й способы — точнее. Да, именно точнее, но они тоже не абсолютно точные!
Производители сварочных инверторов основываются на оптимальных условиях
Дело в том, что индикация показывает сварочный ток, который должен быть при заданном положении регулятора при стандартных значениях параметров питающей сети. На практике в большинстве российских населённых пунктов то, что творится в электросети, приличными словами никак не назовёшь. Это пониженное напряжение, недостаточная мощность и целый «букет» других неприятностей, в виде «плавания» частоты, обилия помех и т.д., вплоть до некоего потенциала на «нуле». Таким образом, скорее всего, ваш сварочный аппарат выдаёт не тот сварочный ток, который указан на корпусе аппарата или на цифровом дисплее. Тем более, если у вас простой сварочный инвертор для дома и дачи.
Это пониженное напряжение, недостаточная мощность и целый «букет» других неприятностей, в виде «плавания» частоты, обилия помех и т.д., вплоть до некоего потенциала на «нуле». Таким образом, скорее всего, ваш сварочный аппарат выдаёт не тот сварочный ток, который указан на корпусе аппарата или на цифровом дисплее. Тем более, если у вас простой сварочный инвертор для дома и дачи.
Пример
Например, вы вычислили или где-то прочитали, что в вашей конкретной ситуации следует установить ток 90А, но экспериментально выяснили, что на самом деле, в этой ситуации оптимальный результат получается при значениях тока на дисплее 100 или 110А. Почему так? Весьма вероятно, что напряжение питающей сети ниже 220В или же сеть не выдаёт достаточной мощности. При этом и инвертор не выдаёт ток 90А, а выдаёт меньший, например, 80А или даже ещё меньше. Когда в условиях недостаточной мощности вы увеличиваете сварочный ток — в нашем примере до 100-110А по индикатору, — то реальный сварочный ток поднимается как раз до нужных 90А.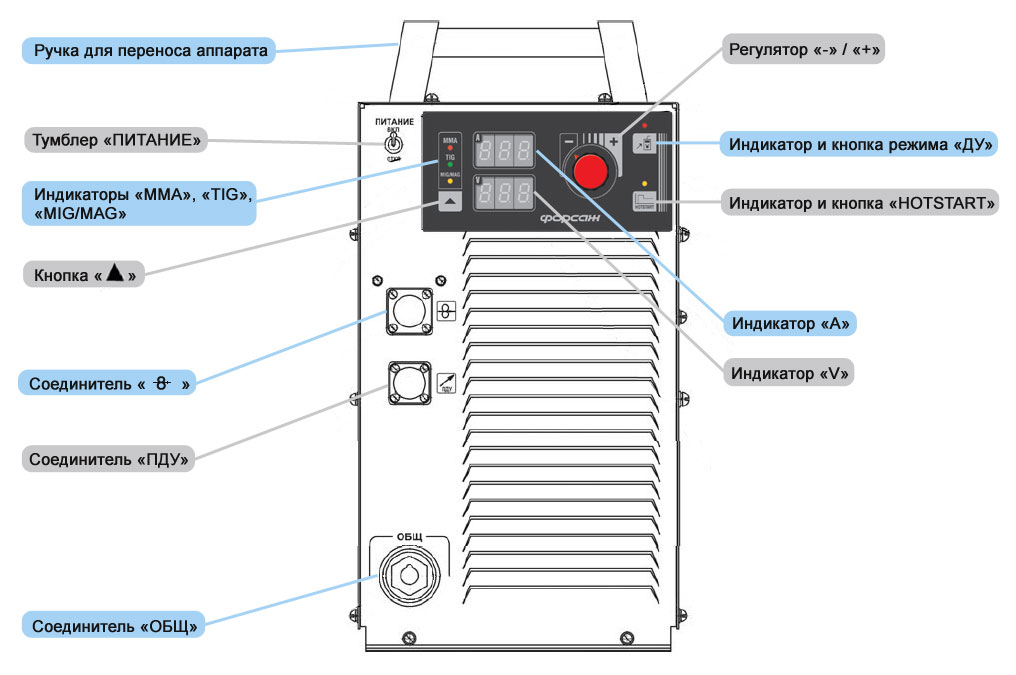
Естественно, в каждом конкретном случае цифры будут другие, но здесь важно понять главный принцип: реальный сварочный ток будет отличаться от того, который производитель сварочного инвертора указал на индикаторе. И лишь идеальные параметры питающей сети и качественный аппарат позволяют надеяться на соответствие указанного на индикаторе сварочного тока реальному (но не гарантируют этого).
Что делать
Возникает вопрос: как в такой ситуации быть? Вано понять, что производители сварочных инверторов указывают характеристики аппаратов на основании оптимальных или даже идеальных условий, которых на практике не бывает. Если вы только собираетесь покупать сварочный инвертор, как минимум, почитайте отзывы о сварочных инверторах: http://www.elektrosvarka-blog.ru/drugie-razdely/otzyvy-svarochnyh-invertorah/ — это сварщики делятся опытом эксплуатации своих аппратов.
Кроме того, пожалуй, я напишу отдельную статью, и постараюсь это сделать относительно скоро. Расскажу практические приёмы и секреты, которые позволят выполнять сварочные работы в такой ситуации.
Расскажу практические приёмы и секреты, которые позволят выполнять сварочные работы в такой ситуации.
А сейчас, если для вас эта информация оказалась полезной, сообщите мне об этом в комментариях, пожалуйста. А также мне интересно, какие ваши наблюдения по этой теме?
Понравилась статья? Тогда нажмите социальные кнопки:
Ещё по теме:
Ошибка в применении соотношения «диаметр электрода/сварочный ток»
Каким должен быть сварочный ток на самом деле
Какие электроды лучше для инвертора
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Безопасная настройка сварочного аппарата для новых сварщиков — Baker’s Gas & Welding Supplies, Inc.
перейти к содержанию
Во время курортного сезона многие сварщики приобретут новые сварочные аппараты и сварочные материалы для своих магазинов и домашних сварочных работ, но если вы новичок в сварке, вам нужно потратить некоторое время на то, чтобы убедиться, что ваш сварочный аппарат безопасен в использовании. Правильная настройка вашего сварочного аппарата не займет много времени, но она будет иметь огромное значение для вашей личной безопасности, долговечности вашего аппарата и вашей эффективности как сварщика.
Правильная настройка вашего сварочного аппарата не займет много времени, но она будет иметь огромное значение для вашей личной безопасности, долговечности вашего аппарата и вашей эффективности как сварщика.
К счастью, новый сварочный аппарат не будет сильно изнашиваться, и вам не придется беспокоиться о проверке шлангов защитного газа на наличие утечек. Вот некоторые ключевые процедуры безопасности для нового сварочного аппарата:
Рабочая зона для нового сварщика
Новый сварочный аппарат должен быть установлен в месте с хорошей вентиляцией, особенно если это палка. сварщика, и никто не будет подвергаться опасности ослепления УФ-лучами аппарата. Хотя есть вентиляционные установки, которые вы можете приобрести для небольшого закрытого помещения, вы можете решить большинство своих проблем, открыв дверь гаража и сварив за экраном или сварив снаружи, если нет ветра, который испортит ваш защитный газ.
Сварщики также могут испускать искры, которые могут быть опасны для людей или могут воспламенить коробку или кучу опилок. Иногда искра в куче опилок могла тлеть часами, прежде чем зажечься. Если у вас в гараже или магазине есть картон и дерево, вы можете столкнуться с огромным пожаром. Чем меньше их вокруг, тем лучше.
Иногда искра в куче опилок могла тлеть часами, прежде чем зажечься. Если у вас в гараже или магазине есть картон и дерево, вы можете столкнуться с огромным пожаром. Чем меньше их вокруг, тем лучше.
Идеальная рабочая зона также должна быть сухой, так как вода проводит электричество и может нанести смертельный удар током. Даже сильное потоотделение может вызвать проблемы во время сварки, если вы находитесь в более теплом климате. Ваша электрическая розетка должна быть должным образом заземлена и способна выдерживать ток, выдаваемый вашей машиной.
Если вы не уверены в заземлении в вашем магазине или если ваша розетка находится на старой стороне, попросите профессионального электрика проверить это. Скачок напряжения может привести к проблемам для вас и вашей машины.
Настройка нового сварочного аппарата
Каждый производитель сварочного аппарата скажет вам, что первым шагом является чтение инструкции по эксплуатации. Не оставляйте ничего на волю случая.
Если вы работаете с защитным газом для сварки MIG или TIG, газовые баллоны должны быть закреплены перед началом работы. Они должны быть закреплены либо на тележке, либо в надежном месте на стене. Дважды проверяйте свои фитинги, и по мере старения вашего сварщика периодически проводите тесты шланга на наличие защитного газа.
Еще одним важным элементом безопасности является прочное металлическое основание, которое крепится к заготовке. Это важно не только для безопасности, у вас также будет более гладкий сварной шов, который не прыгает и не искрит во время работы.
Как обслуживать сварочный аппарат
Сварочный аппарат необходимо хранить на плоской, сухой поверхности, где он не будет перекатываться и не будет поврежден. Ни в коем случае нельзя снимать боковую панель сварочного аппарата.
Одна из лучших инвестиций, которые вы можете сделать для своего сварочного аппарата, — это приобрести чехол, который предотвратит скопление в нем пыли, пока он не используется. Тем не менее, вы также можете поддерживать свой сварочный аппарат в идеальном состоянии, сверяясь с руководством по регулярному техническому обслуживанию, такому как удаление мусора сжатым воздухом или замена масла в машинах с приводом от двигателя.
Безопасность при сварке
Вы не должны настраивать сварочный аппарат, если у вас нет надлежащего защитного снаряжения для сварки без риска обжечься или подвергнуть кожу вредному воздействию ультрафиолетовых лучей. Сварщики всегда должны носить огнестойкую одежду. Синтетика особенно опасна, так как легко воспламеняется.
Большинство сварщиков носят как минимум хлопчатобумажную рубашку, но вам также следует обратить внимание на сварочный фартук или огнестойкую куртку. Есть как тяжелые кожаные куртки, так и более легкие куртки в зависимости от вашего климата.
Есть как тяжелые кожаные куртки, так и более легкие куртки в зависимости от вашего климата.
Сварочные перчатки также обеспечивают необходимую защиту рук во время работы, не теряя необходимой гибкости. Сверхпрочные перчатки для сварки стержнем защитят вас от искр и брызг, которые могут обжечь руки во время сварки. С другой стороны, тонкие и гибкие перчатки для сварки TIG позволяют подавать проволоку, не подвергая руки воздействию тепла, УФ-лучей или искр.
Посмотреть все >
Новый вольфрамовый шлифовальный станок Blue Demon – Stay Sharp II
Если вы сварщик TIG, вы знаете, что наличие острого вольфрама важно. Stay Sharp II от Blue Demon — это новейшая вольфрамовая кофемолка, появившаяся на рынке, и она обладает множеством функций. Кликните сюда, чтобы узнать больше.
Подробнее
Защитите свои легкие с помощью дымоудаляющих аппаратов Lincoln Electric!
Lincoln Electric признана сварщиками во всем мире за свою удивительную продукцию! Из них получаются не только отличные сварщики, но и отличная защита органов дыхания при сварке опасных материалов. Здесь мы рассмотрим некоторые особенности современной системы дымоудаления Lincoln Prism.
Здесь мы рассмотрим некоторые особенности современной системы дымоудаления Lincoln Prism.
Подробнее
Новый Viking 3350 ADV — новый уровень сварочной маски
Совершенно новый Lincoln Electric Viking 3350 ADV только что появился на рынке. Этот шлем оснащен множеством интересных новых функций, таких как светодиодная подсветка, цифровой экран и режимы памяти. Продолжайте читать, чтобы узнать больше об этом новом шлеме, который намного превышает бюджет.
Подробнее
Подготовка к сварке: как настроить сварочный аппарат
Опубликовано BOC
Если вы хотите безопасно и эффективно сваривать и получать наилучшие результаты, вам необходимо правильно настроить сварочный аппарат.
Существует несколько ключевых аспектов работы сварочного аппарата, с которыми необходимо разобраться. В основном это скорость подачи проволоки, ток, напряжение и пробные швы.
В основном это скорость подачи проволоки, ток, напряжение и пробные швы.
Скорость подачи проволоки, измеряемая в миллиметрах в минуту, имеет решающее значение для получения удовлетворительного наплавленного металла. Скорость и характеристики проволоки, такие как толщина, должны соответствовать металлу, с которым вы работаете.
Сварочные аппараты имеют элементы управления для установки скорости подачи проволоки, поэтому вам должно быть довольно просто отрегулировать скорость в соответствии со своими задачами сварки.
Важность напряжения и тока
Также следует обратить внимание на регуляторы сварочного напряжения и тока на сварочном аппарате.
Некоторые источники питания позволяют устанавливать напряжение. Эти источники питания «постоянного напряжения» обычно используются для автоматических и полуавтоматических процессов сварки (GMAW, FCAW). В этом типе источника питания напряжение устанавливается ручкой на станке, а сила тока регулируется скоростью подачи проволоки механизма подачи проволоки.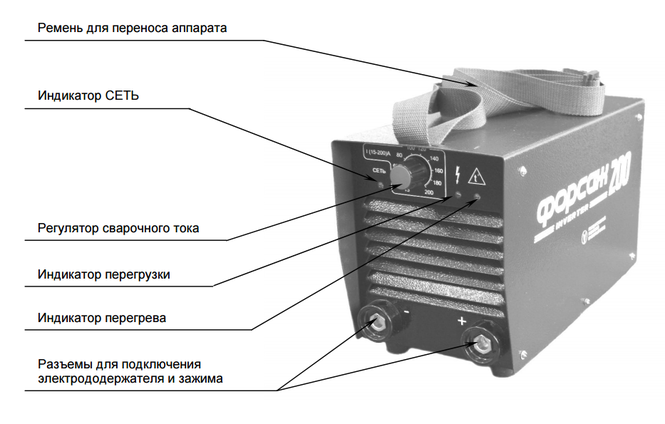 Это так, потому что при небольшом изменении напряжения происходит очень большое увеличение силы тока. За счет ускорения подачи проволоки длина дуги сокращается, что приводит к несколько более низкому напряжению, что приводит к гораздо более высокому току. Затем этот более высокий ток сжигает больше провода.
Это так, потому что при небольшом изменении напряжения происходит очень большое увеличение силы тока. За счет ускорения подачи проволоки длина дуги сокращается, что приводит к несколько более низкому напряжению, что приводит к гораздо более высокому току. Затем этот более высокий ток сжигает больше провода.
Мы видим, что это “саморегулирующаяся” система, предотвращающая “вонзание” проволоки в заготовку. Очевидно, что этому есть пределы. Что усложняет настройки напряжения и силы тока (скорости подачи проволоки) для этого типа источника питания, так это то, что вы можете переключаться между различными «режимами передачи» в зависимости от вашего напряжения, силы тока и газа, используемого в качестве защиты, в случае GMAW. Сварочное напряжение в первую очередь определяет длину дуги, которая представляет собой расстояние между расплавленной сварочной ванной и присадочным металлом проволоки в точке плавления в дуге. По мере увеличения напряжения валик сварного шва становится более плоским и имеет увеличивающееся отношение ширины к глубине.
Используйте слишком низкое напряжение, и проволока не будет достаточно плавиться для получения хорошего сварного шва. Однако при выборе слишком высокого напряжения сварочная проволока может перегреться, что также приведет к плохим результатам.
Некоторые источники питания позволяют установить только силу тока. Эти источники питания «постоянного тока» обычно используются для процессов ручной сварки (GTAW, SMAW). В этом типе источника питания напряжение является функцией дугового промежутка. Чем длиннее дуга, тем выше напряжение. Таким образом, вы не можете «установить» напряжение. Это функция техники сварщика.
Соотношение V=IR (закон Ома, где V = напряжение, I = ток и R = сопротивление) выполняется для всей дуги, но не для самого источника питания. При таком типе источника питания, когда сварщик изменяет напряжение, изменяя длину дуги, сила тока не изменяется линейно, как это следует из закона Ома. Скорее всего, сила тока изменится незначительно при изменении напряжения. Отсюда и название «постоянный ток».
Отсюда и название «постоянный ток».
Подготовка сварочного аппарата
Теперь, когда вы рассмотрели скорость подачи проволоки, ток и напряжение, пришло время перейти к подготовке сварочного аппарата.
Это можно разделить на несколько этапов, каждый из которых имеет решающее значение для достижения хорошего результата:
1. Закрепите механизм подачи проволоки – Убедитесь, что ролики подачи проволоки на вашем аппарате правильно отрегулированы для толщины и типа проволоки. вы собираетесь использовать. Это можно сделать, затягивая пальцами стопорную гайку провода, пока провод не будет надежно, но не чрезмерно удерживаться на месте. Проведите проволоку через механизм подачи проволоки – проволока выйдет и затем подается во втулку шланга подачи проволоки, который соединяет блок подачи проволоки с горелкой.
Наконец, задействуйте ролики подачи проволоки, которые должны быть установлены с удовлетворительным натяжением. Чтобы начать подачу проволоки, используйте внутренний переключатель на вашей машине или курок, который вы можете найти на рукоятке горелки.
Чтобы начать подачу проволоки, используйте внутренний переключатель на вашей машине или курок, который вы можете найти на рукоятке горелки.
2. Проверьте крышку и кабель . Затем убедитесь, что крышка проводов на вашей машине закрыта и что внутри ничего не хранится. Этот шаг повышает безопасность, а также помогает гарантировать, что ваша проволока не загрязнится пылью и маслом в процессе проектирования.
Убедитесь, что обратный провод прикреплен к свариваемому изделию или, в качестве альтернативы, к рабочему столу. Шланг горелки должен быть как можно более прямым, чтобы сварочная проволока подавалась плавно во время работы.
3. Задайте длину провода – Стремитесь к 10-кратному диаметру провода (например, для провода диаметром 1 мм хорошим ориентиром будет стержень из 10 мм). Это позволит вам увидеть наплавку сварного шва во время сварки, а также повысит эффективность защитного газа.
Выполнение пробной сварки
Какими бы хорошими ни были современные сварочные аппараты (и насколько бы вы ни были уверены в своих сварочных навыках), метод проб и ошибок зачастую является единственным способом добиться идеального сварного шва.
Вот почему рекомендуется потренироваться в виде пробного сварного шва, прежде чем приступить к реальной задаче, которую вы хотите выполнить.
Вот некоторые моменты, на которые следует обратить внимание:
- Используйте кусок металла, аналогичный тому, который вы фактически будете сваривать, чтобы получить правильные настройки и приспособиться к условиям
- Настраивайте скорость подачи проволоки, напряжение или силу тока во время выполнения пробной сварки, чтобы точно определить наилучший подход
- Во время сварки обращайте внимание на низкую скорость подачи проволоки, которая может привести к перегреву наплавленного металла. Будьте также осторожны с высокой скоростью проволоки, которая может оставить после себя волокнистый вид и брызги.
После того, как вы будете довольны результатами пробной сварки и все остальное на вашем аппарате настроено правильно, можно приступать к работе. Теперь вы можете сохранить свои настройки и с уверенностью перейти к полноценной сварочной работе.