Корисні поради професійного зварника – як навчитися варити.. Статті компанії «ЕлМісто»
Це невеликий майстер-клас по ручному дуговому зварюванні. У цій статті ми постаралися приділити увагу найпоширенішим проблем і питань, з якими стикається початківець електрозварник.Розмірковуючи про придбання зварювального апарату «для дому, для дачі», багато бажаючі відмовляються від цієї затії, оскільки сумніваються в тому, що зможуть самостійно освоїти премудрості електродугового зварювання. Всі знають, що висококваліфіковані зварники — це творці, окрема каста майстрових. Між тим, реальність така, що побутове будівельне застосування зварювання в переважній більшості випадків не вимагає особливої якості шва, а зварні з’єднання, по суті, просто замінюють розбірні болтові/гвинтові складання. При цьому, звичайно, починаючому майстрові не варто братися за зварювання, припустимо, водопровідної труби або навантаженої ферми перекриття, бо наслідки можуть бути дуже неприємними.
Кращий спосіб навчитися варити — це записатися на відповідні курси. Також корисно просто деякий час попрацювати під керівництвом досвідченого майстра, щоб наочно, у режимі реального часу спостерігати за його діями, помучити питаннями і перейняти основні технічні прийоми. Але навіть це не обов’язково, базової теоретичної підготовки може бути достатньо, щоб вийти на вулицю і самому почати вчитися. Особливо, якщо, вибираючи джерело зварювального струму, ви віддали перевагу зварювальних інверторів, які на даний момент найбільш практичні і дуже багато чого прощають новачкові. Питання вибору зварювального обладнання ми вже розглядали в статті «Як вибрати зварювальний апарат». Далі ми поведемо розмову про найпоширенішому типі зварювання — ручної зварки (ММА), призначеної для з’єднання деталей з вуглецевої конструкційної сталі з застосуванням штучних покритих електродів.
Підготовка до зварюванняЧим потрібно укомплектуватися
Екіпіровка
Зварювання є досить шкідливим для людини процесом, тому майстер повинен подбати про свій захист.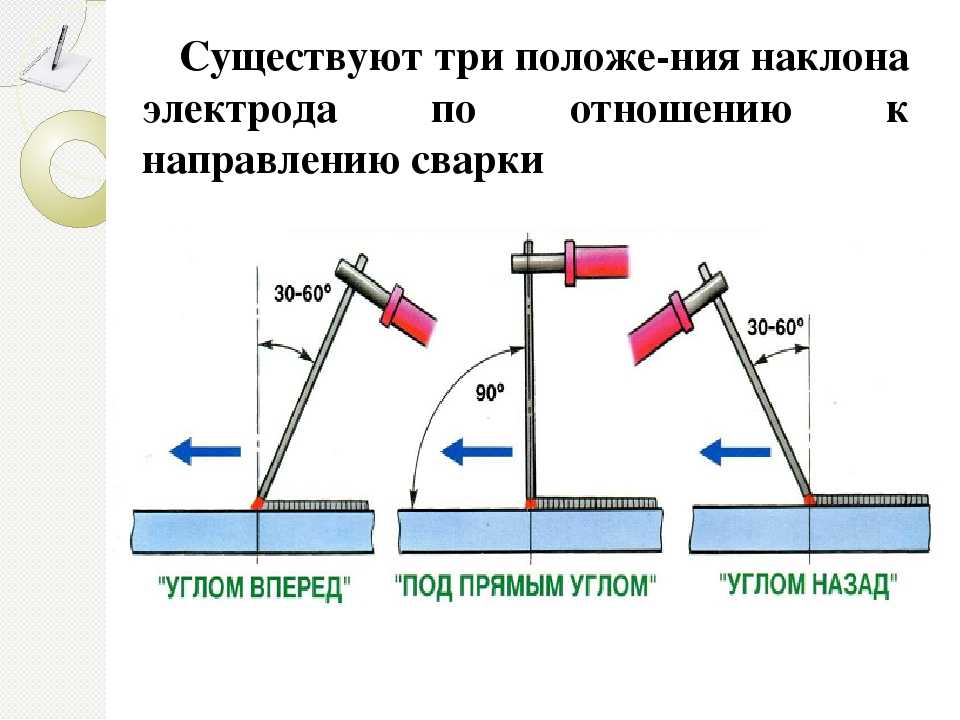 Почати потрібно з одягу. У продажу є вогнетривкі костюми зварювальника, а також різні накидки, фартухи і т. п. Окремо захищаються руки, для цих цілей потрібні спеціальні краги, рукавиці або рукавички. Не варто забувати про взуття, яка повинна бути високою, щоб накриватися брюками, і термостійкої, щоб витримувати попадання гарячих іскор. Найголовніше — захист зору. Для цього розроблені так звані світлофільтри, які, будучи встановленими на масці, здатні уберегти очі від шкідливих випромінювань, але дозволяють чітко бачити зварювальну ванну. Вони мають номери і поділяються за затененности. Затененность світлофільтрів вибирається у відповідності з умовами роботи (інтенсивність дуги). Багато майстрів дуже полюбили маски зі світлофільтрами типу «хамелеон». Дещо з екіпіровки, зазвичай це маска або рукавички, виробники апарату можуть включати в комплектацію, але далеко не завжди ці девайси нормальної якості.
Почати потрібно з одягу. У продажу є вогнетривкі костюми зварювальника, а також різні накидки, фартухи і т. п. Окремо захищаються руки, для цих цілей потрібні спеціальні краги, рукавиці або рукавички. Не варто забувати про взуття, яка повинна бути високою, щоб накриватися брюками, і термостійкої, щоб витримувати попадання гарячих іскор. Найголовніше — захист зору. Для цього розроблені так звані світлофільтри, які, будучи встановленими на масці, здатні уберегти очі від шкідливих випромінювань, але дозволяють чітко бачити зварювальну ванну. Вони мають номери і поділяються за затененности. Затененность світлофільтрів вибирається у відповідності з умовами роботи (інтенсивність дуги). Багато майстрів дуже полюбили маски зі світлофільтрами типу «хамелеон». Дещо з екіпіровки, зазвичай це маска або рукавички, виробники апарату можуть включати в комплектацію, але далеко не завжди ці девайси нормальної якості.
Високовольтні дроти
Крім самого зварювального апарату (джерела зварювального струму), необхідно мати дроти для передачі харчування на электрододержатель і затиск маси (клема заземлення). Це спеціальні мідні провідники великого перерізу, розраховані на певну силу струму — чим більше струм, тим крупніше дроти, і тим на більш високий струм вони розраховані. У побутових умовах, де використовуються порівняно малопотужні інвертори, цілком підійдуть провідники, розраховані на струм до 200 А, довжиною 2,5–4 метри. Як правило, ці дроти йдуть в комплекті, але іноді їх треба купувати окремо.Переноска
Це спеціальні мідні провідники великого перерізу, розраховані на певну силу струму — чим більше струм, тим крупніше дроти, і тим на більш високий струм вони розраховані. У побутових умовах, де використовуються порівняно малопотужні інвертори, цілком підійдуть провідники, розраховані на струм до 200 А, довжиною 2,5–4 метри. Як правило, ці дроти йдуть в комплекті, але іноді їх треба купувати окремо.Переноска
Щоб підключити інвертор в мережу (крім надійної заземленої розетки на 25 А, розрахованої через якісний автомат) майже завжди потрібна переноска. Перетин кожного її провідника не повинне бути менше 2,5 мм2. Її довжина може доходити до півсотні метрів, але чим вона коротше, тим більш точний струм буде отримано на виході. У будь-якому випадку подовжувач необхідно повністю розмотати з бобіни, щоб він не перегрівався.
Допоміжний інструмент
При зварювальних роботах завжди знадобиться УШМ («болгарка»), краще і «велика» і «маленька». В якості оснастки слід запастися як відрізними, так і шліфувальними абразивними дисками.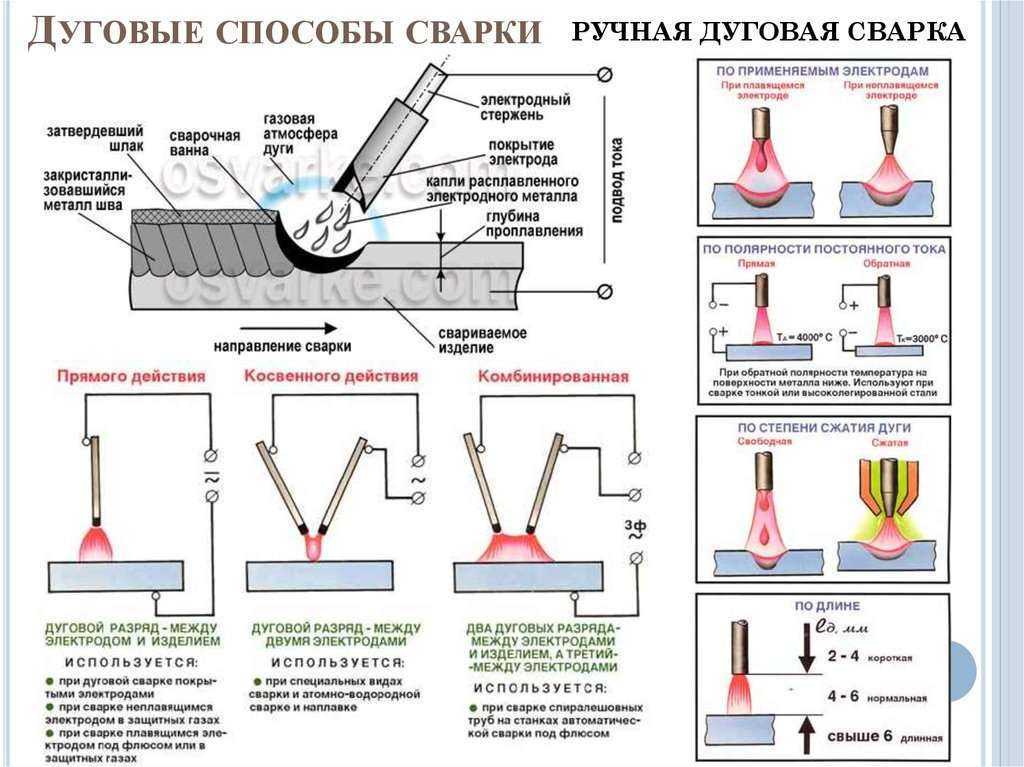 Для зачистки деталей потрібна металева щітка. Для видалення шлаку знадобиться молоток. Щоб надійно зафіксувати зварювані деталі між собою дуже зручно скористатися металевими струбцинами, внаслідок температурних шкідливостей пластикові не підійдуть. Давайте відразу згадаємо і про риштованні, які начисто обіграють будь-яку драбину. Вони потрібні, щоб повною мірою контролювати процес зварювання за місцем і послужать робочим місцем, якщо варити деталі «на столі».
Для зачистки деталей потрібна металева щітка. Для видалення шлаку знадобиться молоток. Щоб надійно зафіксувати зварювані деталі між собою дуже зручно скористатися металевими струбцинами, внаслідок температурних шкідливостей пластикові не підійдуть. Давайте відразу згадаємо і про риштованні, які начисто обіграють будь-яку драбину. Вони потрібні, щоб повною мірою контролювати процес зварювання за місцем і послужать робочим місцем, якщо варити деталі «на столі».
Електроди
Класифікація електродів для зварювання ММА вельми обширна. Більшість завдань ми зможемо вирішити за допомогою таких популярних марок, як АНО, ОЗС, МР, які добре підходять для зварювання постійним струмом інвертора. Що стосується діаметру стержня, то наш розмір — це «двійка» і дещо рідше — «трійка». Слід розуміти одне золоте правило: діаметр електрода вибирається по товщині металу деталей, що зварюються, а вже від діаметра електрода вибирається зварювальний струм. Це основний, базовий критерій, хоча враховується також хімічний склад металу, форма кромок, тип з’єднання деталей, стан зварювального шва в просторі.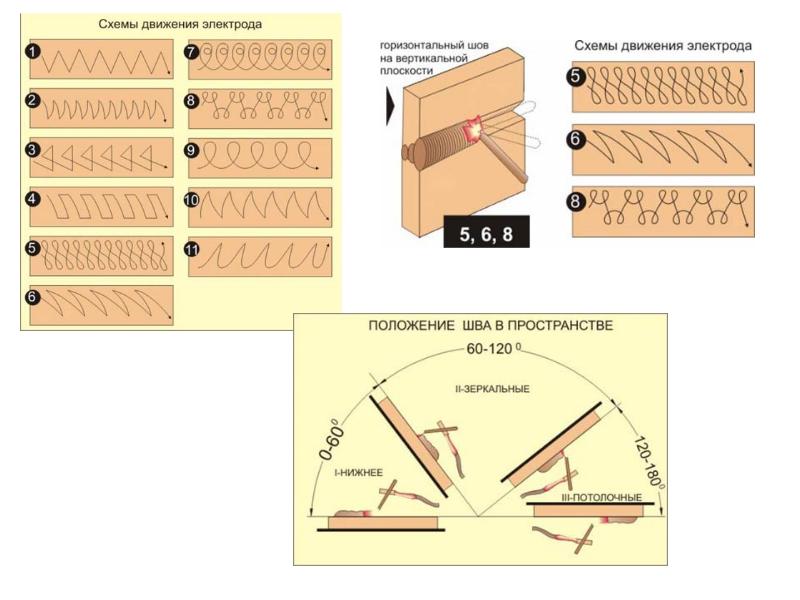
Орієнтовно, для металу товщиною від 1,5 до 3 мм потрібно взяти електрод діаметром 2-2,5 мм Трійкою варять метал до 5 мм по товщині — і це буде наш межа, більш масивні деталі нам будуть підвладними, так як електрод просто не прогріє метал деталей. Електроди в 4 мм внутрішня будинкова мережа не потягне (сила струму близька 200 А, а навантаження наближається до 5 кВт — вимкнеться автомат), так і рідко бувають потрібні його можливості. Про те, яку силу струму виставити, читайте нижче.
Обробка шва
Зону стикування двох деталей, де буде формуватися зварювальний шов, що слід очистити від забруднень і вологи, також з кромок потрібно за допомогою металевої щітки видалити іржу, залишки лакофарбових складів (метал по парі сантиметрів від стику зачищається до блиску). Якщо товщина деталей перевищує 3 мм, то з кромок рекомендується знімати фаску, що дозволяє домогтися гарного проварювання металевого масиву.
Орієнтування деталей
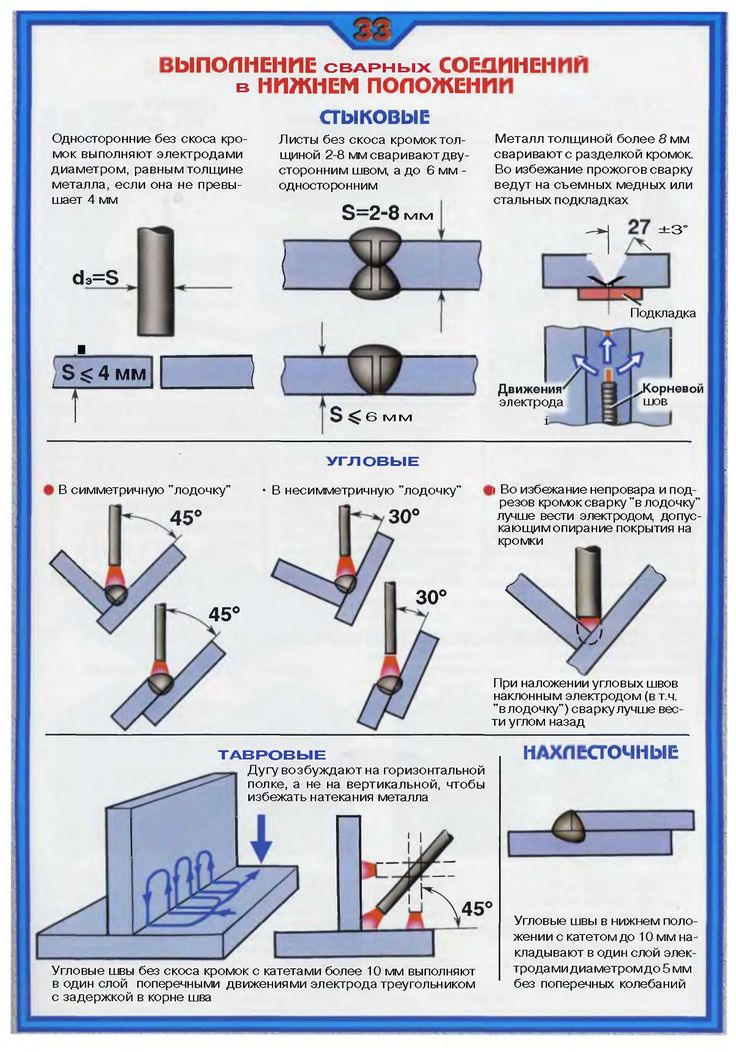
Найпростіше виконувати ручне дугове зварювання, якщо зварювальний шов розташовується на горизонтальній поверхні (зварювання у нижньому положенні»).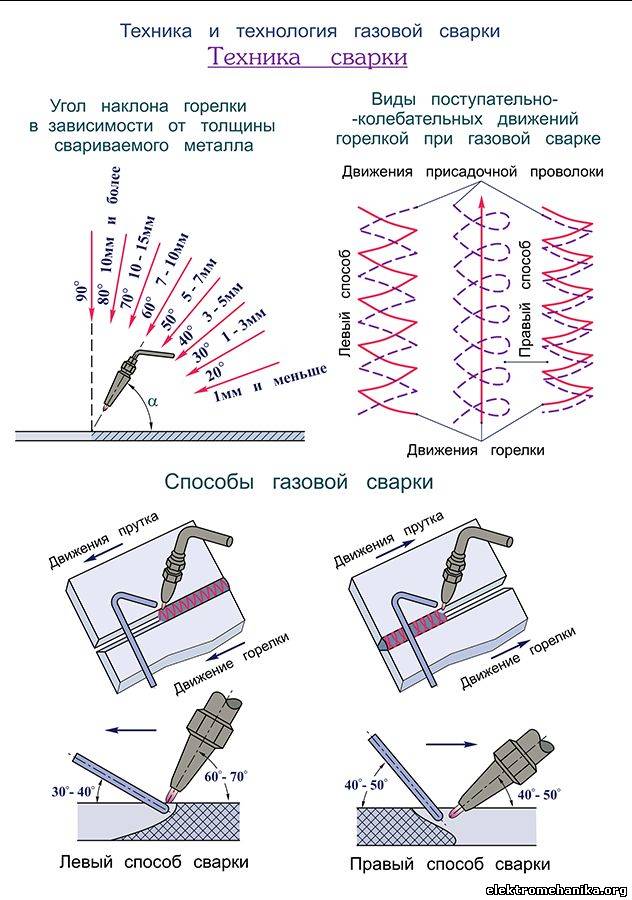 При такому способі найбільш зручно виконувати контроль зварювальною ванною. Сила тяжіння діє на розплав зверху вниз, не зрушуючи його, вона допомагає присадочному металу електрода переноситися в створюваний користувачем шов. Саме тому, якщо є можливість, новачкові краще варити на столі, а вже потім укрупнені деталі збирати «на місці».
При такому способі найбільш зручно виконувати контроль зварювальною ванною. Сила тяжіння діє на розплав зверху вниз, не зрушуючи його, вона допомагає присадочному металу електрода переноситися в створюваний користувачем шов. Саме тому, якщо є можливість, новачкові краще варити на столі, а вже потім укрупнені деталі збирати «на місці».
Вертикальне положення складніше, але зустрічається часто, при цьому способі орієнтування варити доводиться або вертикально, або горизонтально на вертикальній площині. У першому випадку шов найчастіше ведуть знизу вгору, але для тонкого металу краще рухатися зверху вниз — так він менше прогрівається і менше небезпека запису. А особливість другого типу зварювання (горизонтально на вертикальної поверхні) полягає в тому, що зварювальну ванну «протягують» перпендикулярно силі тяжіння, тому, щоб метал не випливав, кількість розплаву (розмір зварювальної ванни) має бути мінімальним, дугу витримують максимально короткою.Стельова зварювання зі зрозумілих причин найскладніша і малопродуктивна, непрофесіоналові краще за неї не братися.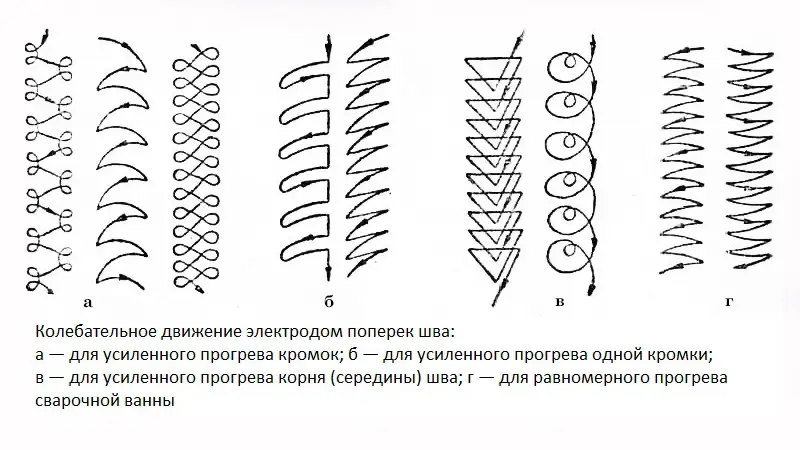
Потрібно також зазначити, що при зварюванні деталі можуть різними способами розташовуватися один щодо одного. Від цього виділяють кілька типів зварювання: встик, внахлест, кутова, тавровая. Зварювання встик виконується «майже прямим» електродом, в інших трьох типах електрод буде нахилений, так як проварити потрібно дві деталі, розташовані у взаємно перпендикулярних площинах. Є проблема: наприклад, якщо кутове з’єднання деталей розташувати на столі звичайним способом, то в перерізі ми бачимо літеру L, тобто нижня кромка буде з-за сили тяжіння більше потрапляти в зону зварювальної ванни. Саме тому є сенс розташувати деталі «у човник» (перетин у вигляді V), тоді обидві кромки добре проварятся.
Який струм виставитиМи вже говорили, що зварювальний струм підбирається в залежності від товщини електрода. Для початку вам потрібно мати на увазі, що технічно обмежений тільки нижня межа струму. Наприклад, використовуючи двійку, щоб отримати хороший шов, потрібно поставити перемикач сили струму на 70-80 і більше ампер (чим вище, тим швидше згорить електрод). Для трійки підійде струм від 100 до 140 А, четвірка — 160 А. Для початку спробуйте струм трохи вище мінімального, а вже при необхідності піднімайте його значення. Є хороший спосіб зрозуміти, чи правильно ви вибрали силовий режим: звук зварювання повинен нагадувати потріскування, а не булькання або гудіння.
Для трійки підійде струм від 100 до 140 А, четвірка — 160 А. Для початку спробуйте струм трохи вище мінімального, а вже при необхідності піднімайте його значення. Є хороший спосіб зрозуміти, чи правильно ви вибрали силовий режим: звук зварювання повинен нагадувати потріскування, а не булькання або гудіння.
З якою полярністю підключити тримач електрода і масу
Інвертор працює від постійного струму, тому дозволяє підключити високовольтні дроти в два положення, на електрод або масу можна подати «плюс» або «мінус». Якщо на електроді плюс (зворотна полярність), то він гріється сильніше, а якщо мінус (пряма полярність) деталь. Зворотна полярність використовується частіше, вона характерна для традиційної зварювання. Пряма полярність використовується для зварювання листового металу у високому темпі зі спеціальними електродами.
Робота зі зварювальною дугоюВиконавши всі підготовчі роботи, можете приступити до тренування. Розташуйтеся максимально зручно, краще сядьте, обіпріться на стіл, тримайте затискач електрода двома руками. Далі розглянемо основні рухи та прийоми на самому простому — зварювання в нижньому положенні, деталі встик, електрод двійка, метал листовий (або пластини), прямі кромки без фаски, шов прямолінійний одношаровий. Пункти підуть приблизно по порядку виконання робіт, але деякі дії здійснюються одночасно. Кожен пункт не обов’язково позначає дію, це — важливий момент, на який слід звернути увагу.
Далі розглянемо основні рухи та прийоми на самому простому — зварювання в нижньому положенні, деталі встик, електрод двійка, метал листовий (або пластини), прямі кромки без фаски, шов прямолінійний одношаровий. Пункти підуть приблизно по порядку виконання робіт, але деякі дії здійснюються одночасно. Кожен пункт не обов’язково позначає дію, це — важливий момент, на який слід звернути увагу.
1. Підпал. Щоб з’явилася (запалала) дуга, слід виконати чиркающее рух електродом по деталі, ніби сірником. Чиркати потрібно за напрямом шва, щоб заготовка не була зіпсована. Сам електрод необхідно злегка нахилити щодо вертикалі (приблизно на 30 градусів).2. Контроль дуги, формування зварювальної ванни. Як тільки дуга розгорілася — підводимо її до початку шва і чекаємо розплавлення металу. Спочатку під електродом протягом 2-3 секунд з’являється червона пляма, це горить флюс. Потім можна спостерігати поява жовто-оранжевого плями, на якому видніється брижі — це розплавився метал.
3. Положення електрода при формуванні зварювальної ванни. Електрод розташовується майже вертикально, злегка нахилений у бік напрямку шва (на 25-40 градусів). Між електродом і деталями потрібно витримати відстань близько 3 міліметрів, зазвичай для цього обмазкою стосуються металу зварюваних заготовок.4. Формування шва, управління зварювальної ванни. Отже, ознакою появи зварювальної ванни є виникнення помаранчевого плями з подрагивающей поверхнею. З початку поджига дуги ванна (розплав металу) з’являється через 2-3 секунди, і ми повинні перемістити електрод на один-два міліметри за напрямом нашого шва. Потім знову чекаємо появи помаранчевого плями, тепер на це буде йти менше секунди. Так поступово, міліметр за міліметром, і рухаємося.
Електрод розташовується майже вертикально, злегка нахилений у бік напрямку шва (на 25-40 градусів). Між електродом і деталями потрібно витримати відстань близько 3 міліметрів, зазвичай для цього обмазкою стосуються металу зварюваних заготовок.4. Формування шва, управління зварювальної ванни. Отже, ознакою появи зварювальної ванни є виникнення помаранчевого плями з подрагивающей поверхнею. З початку поджига дуги ванна (розплав металу) з’являється через 2-3 секунди, і ми повинні перемістити електрод на один-два міліметри за напрямом нашого шва. Потім знову чекаємо появи помаранчевого плями, тепер на це буде йти менше секунди. Так поступово, міліметр за міліметром, і рухаємося.
5. Становище, тип руху електрода при формуванні шва.
По-перше, потрібно завжди тримати коректний нахил. Якщо занадто сильно нахиляти електрод, то дуга буде своїм потоком відштовхувати зварювальну ванну тому, роблячи шов високим, ускладнюючи прогрівання металу. Більш вертикальний електрод тисне дугою на ванну, распластывая її. Таким чином, нахилом електрода можна маніпулювати висотою шва, більш коректним вважається шов, який по висоті виходить урівень зі зварюваних поверхнями. Проте слід врахувати, що при істотно нахиленому електроді простіше візуально контролювати стан зварювальної ванни.
Таким чином, нахилом електрода можна маніпулювати висотою шва, більш коректним вважається шов, який по висоті виходить урівень зі зварюваних поверхнями. Проте слід врахувати, що при істотно нахиленому електроді простіше візуально контролювати стан зварювальної ванни.
Друге, не забуваємо витримувати дугового проміжок. Справа в тому, що електрод витрачається, і його потрібно постійно опускати, як кажуть: «мочати» в зварювальну ванну. Якщо електрод не наближати максимально близько, то не буде металу для формування шва, а великий зазор зробить дугу нестабільною. Занадто відверті торкання електродом деталей викличуть коротке замикання, і на інверторі спрацює захист. Візьміть за орієнтир висоту, коли при нахиленому електроді ви торкаєтеся деталей тільки обмазкою електрода.
Третє, тип руху електрода новачкові краще вибрати прямолінійний, в крайньому випадку — з невеликими круговими (навколо ванни) і одночасно поступальними рухами. Формуємо так звані «лусочки», які перекривають один одного десь наполовину. Кращий шов — з дрібної чешуйчатостью. До речі, всякі там зигзаги і вісімки будете освоювати потім, вони потрібні для роботи з товстим металом.
Кращий шов — з дрібної чешуйчатостью. До речі, всякі там зигзаги і вісімки будете освоювати потім, вони потрібні для роботи з товстим металом.
Четверте, швидкість переміщення. Від недотримання цього параметра часто виникають основні дефекти зварювання — непровари або прожиги. Числових рішень привести неможливо. Слідкуйте за станом (кольором) зони під електродом, рухайтеся плавно, не перетримуйте. Зупиняйтеся і розглядайте готові частини шва. Чим тонше електрод, тим менше він прогріває метал, і тим повільніше його ведуть. Очевидно, що при граничних ситуаціях (коли деталі можна зварити і трійкою, і двійкою) новачкові краще використовувати більш тонкий електрод і повільніше його вести. По мірі підвищення кваліфікації — збільшуйте струм і застосовуйте більш товстий електрод.
6. Контроль зварювальної ванни здійснюється візуально. Дивіться на ванну та на шов позаду, а не саму дугу. Дослідіть свій шов, щоб він був однакової товщини і ширини (оптимальна ширина — від 0,8 до 1,5 діаметра електрода) з мінімумом дефектів (ГОСТ 30242-97). У побутових умовах багато дефекти зварювання без проблем усуваються додатковим подвариванием, але тільки після охолодження шва і очищення його від шлаку. Для початківця, мабуть, все ж краще працювати з істотно нахиленим електродом, щоб краще бачити зварювальну ванну. Зауважимо, що не варто спочатку намагатися проварити шов однією дугою, зупиніться і розгляньте геометрію (перетин) одержуваного шва: лусочка/горбок — добре; кулька на ніжці — мала сила струму; пропалення і кратери — висока сила струму, повільне ведення електроду по заданій траєкторії.
У побутових умовах багато дефекти зварювання без проблем усуваються додатковим подвариванием, але тільки після охолодження шва і очищення його від шлаку. Для початківця, мабуть, все ж краще працювати з істотно нахиленим електродом, щоб краще бачити зварювальну ванну. Зауважимо, що не варто спочатку намагатися проварити шов однією дугою, зупиніться і розгляньте геометрію (перетин) одержуваного шва: лусочка/горбок — добре; кулька на ніжці — мала сила струму; пропалення і кратери — висока сила струму, повільне ведення електроду по заданій траєкторії.
7. Як закінчити зварювання. В кінці шва не прибирайте електрод відразу, а зробіть невелике коло на місці, вносячи метал, інакше в точці відриву дуги залишиться кратер. Відрив електрода зробіть легким чирканьем. Після зварювання шлак, коли він охолов і почорнів, з допомогою молотка і жорсткої щітки видаляється зі шва. При коректній зварюванні він відскакує великими пластівцями, а в металі шва включень шлаку немає.
Ця стаття, звичайно, не може претендувати на всеосяжне керівництво, але на деякі поширені запитання від зварників новачків ми постаралися відповісти.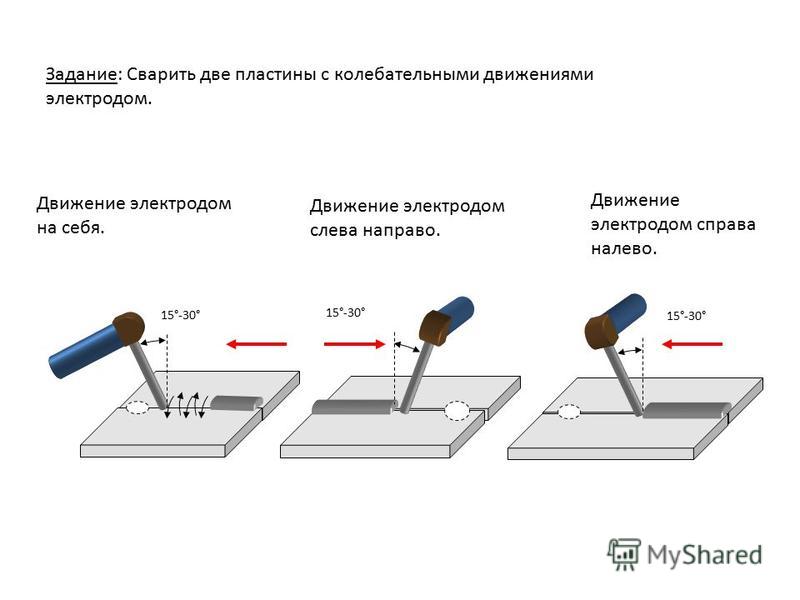 Хотілося б також сказати, що перш ніж починати навчання, ретельно ознайомтеся з рекомендаціями виробника зварювального апарату і електродів, а також уважно вивчіть правила техніки безпеки при проведенні зварювальних робіт. І все у вас вийде.
Хотілося б також сказати, що перш ніж починати навчання, ретельно ознайомтеся з рекомендаціями виробника зварювального апарату і електродів, а також уважно вивчіть правила техніки безпеки при проведенні зварювальних робіт. І все у вас вийде.
Сварка. Как научиться сваривать металл. Сварочные аппараты и инверторы Дуговая сварка, технология
Я – сварщик самоучка . Поэтому профессионалов прощу отнести к данной статье весьма скептически. С другой стороны, тем, кто только начинает пробовать себя в электросварке, хочу показать, что ничего страшного в том, что бы научиться дуговой сварке, нет. Не боги горшки обжигают. Лучший учитель — практика, практика и практика. Лишнее доказательство — мои многочисленные поделки с использованием сварки (см. статьи на delaysam.ru). Сварка — это соединение деталей путем расплавления материала самих соединяемых деталей. Как правило с добавлением дополнительного однородного материала .
Оборудование – сварочный аппарат или инвертор. К счастью, сейчас в продаже их превеликое множество. Делать ли самому самодельный сварочный аппарат — решать каждому. На мой взгляд – не стоит. Научитесь варить — он в 99% случаев перестанет вас удовлетворять, вы все равно придете к необходимости купить нормальный сварочный аппарат или инвертор. Т.е. лучше его купить сразу. Надо сказать, что однажды научившись сваривать металл, вы сможете решать огромное количество проблем , возникающих у дачника в процессе освоения им вверенного ему участка планеты Земля.
Какой сварочный аппарат или инвертор покупать. Для начинающих лучше всего подойдет тот сварочный аппарат, что имеет плавную регулировку сварочного тока. Дело в том, что для зажигания и поддержания сварочной дуги большое значение имеет сила тока в электроде. А поскольку и электроды разных производителей разные (согласно допускам их ТУ) и влажность флюса на электроде может быть разной, и масса свариваемых деталей разная, и диаметр электродов разный, то лучше иметь возможность плавно подбирать сварочный ток для каждого случая сварки.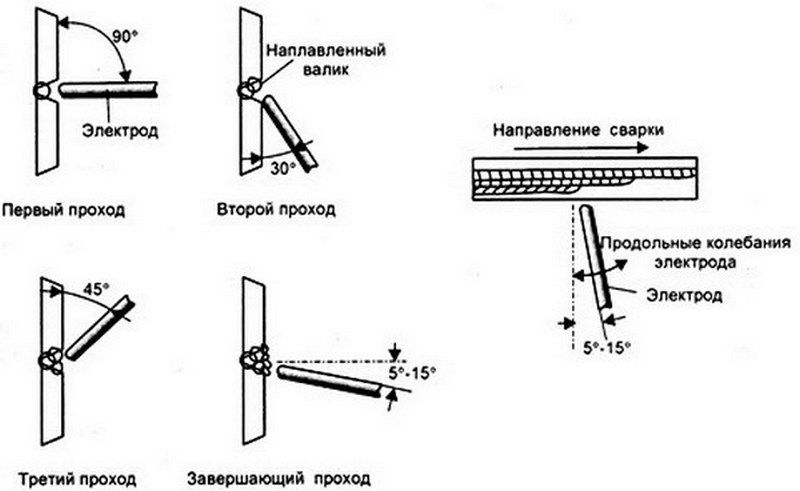
Что еще потребуется. Разумеется маска сварщика или защитный щиток. При сварке электрическая дуга от души излучает жесткий ультрафиолетовое излучение в таком количестве, что любой салон загара отдыхает. И если и посмотреть на такую дугу несколько минут, то можно «наловить зайчиков». Т.е. обжечь роговицу глаза так, что глаз так начнет себя чувствовать, словно в него насыпали пригоршню песку. Страдания можно облегчить путем наложения холодного компресса на глаза или пасты из сырой картошки. Но пару дней вы проведете в горизонтальном положении точно. Что б хохлам, что воруют мои статьи с сайта delaysam.ru вечно так лежать.
Еще потребуются куртка и брюки из плотного материала и такие же перчатки. Желательно брезентовые. Так как искры от электрической дуги брызжут во все стороны и тонкие х/б перчатки ими прожигаются насквозь.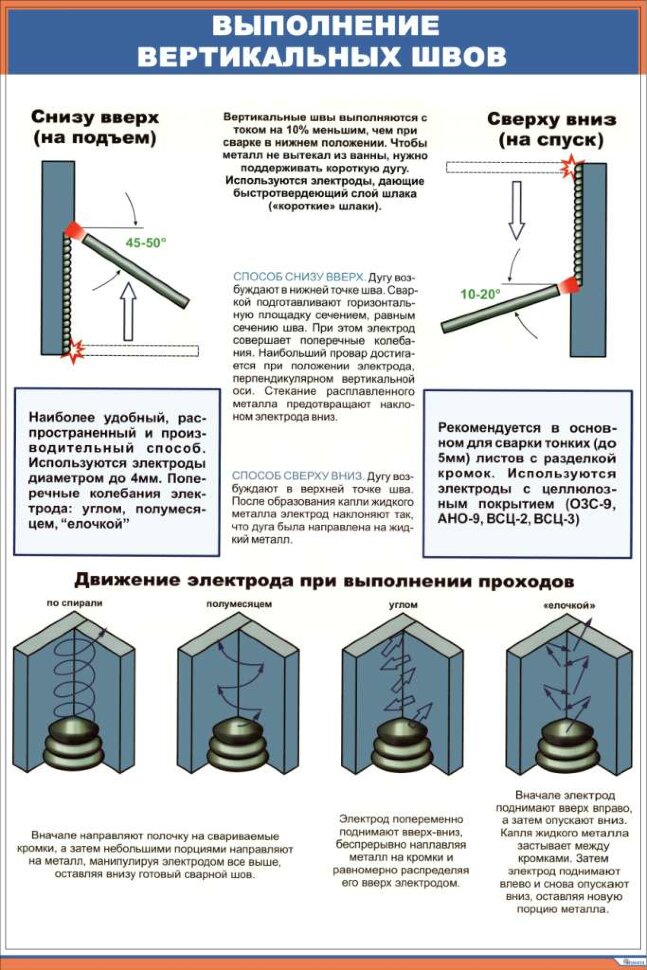 И не надейтесь варить «на вытянутой руке», что б искра не долетела… Обязательно долетит и попадет в такое место, что забудете, что варили. Да! Еще нужен молоток в 200-300 граммов с острым концом, что бы сбивать окалину со сварочного шва. Это необходимо, потому что шов покрыт шламом и не всегда видно, насколько надежно произведена сварка.
И не надейтесь варить «на вытянутой руке», что б искра не долетела… Обязательно долетит и попадет в такое место, что забудете, что варили. Да! Еще нужен молоток в 200-300 граммов с острым концом, что бы сбивать окалину со сварочного шва. Это необходимо, потому что шов покрыт шламом и не всегда видно, насколько надежно произведена сварка.
Лучше всего начинать учиться варить, на мой взгляд, с электрода диаметром 2,5 – 3 мм. Это самые ходовые электроды в дачных условиях. Более тонкими электродами варят очень тонкий металл, и вообще, в этих случаях лучше использовать сварочные полуавтоматы с газовым обдувом места сварки. А электроды в 4-5 мм применяются довольно редко. Да и для сварки ими требуется мощная электросеть, что не всегда доступна в дачных условиях.
Первые упражнения. Не стремитесь сразу сварить что то «полезное». Вы только испортите заготовки. Потренируйтесь сначала на куске никчемного металла. Весьма кстати будет наличие поблизости ведра воды. Поскольку по незнанию вы можете попытаться начать варить и на деревянном верстаке… В радиусе 1 метр не должно быть ничего горючего! Даже просто остаток использованного электрода может что-нибудь зажечь!
Потренируйтесь сначала на куске никчемного металла. Весьма кстати будет наличие поблизости ведра воды. Поскольку по незнанию вы можете попытаться начать варить и на деревянном верстаке… В радиусе 1 метр не должно быть ничего горючего! Даже просто остаток использованного электрода может что-нибудь зажечь!
Зажим «заземления» надежно прикрепите к детали, а в держатель электродов заправьте электрод. Установите на сварочном аппарате ток, соответствующий диаметру электрода. Учиться, кстати, лучше на совершенно новых электродах, что бы понять суть процесса. Потому что старые электроды очень нестабильны и могут навсегда отбить охоту учиться сварке.
Зажигание дуги . Представьте, что электрод это карандаш. Установите его под углом примерно 60-70 градусов по отношению к заготовке (т.е. почти вертикально, но все же под углом) . Со скоростью 5-10 см/сек проведите электродом по заготовке . Сноп искр и треск. Отлично! Теперь примерно под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод так, что бы зазор составил 3-5 мм. Дуга зажжется и будет гореть, расплавляя металл как заготовки, так и дуги. Старайтесь поддерживать этот зазор по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону , оторвите и снова зажгите дугу. Прилипание электрода или отсутствие дуги длиной менее 2-3 мм говорит о слабой силе тока. Немного увеличьте его. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между концом электрода и деталью.
Сноп искр и треск. Отлично! Теперь примерно под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод так, что бы зазор составил 3-5 мм. Дуга зажжется и будет гореть, расплавляя металл как заготовки, так и дуги. Старайтесь поддерживать этот зазор по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону , оторвите и снова зажгите дугу. Прилипание электрода или отсутствие дуги длиной менее 2-3 мм говорит о слабой силе тока. Немного увеличьте его. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между концом электрода и деталью.
Не думайте, что вы научитесь варить «за один электрод». Ну разве что вы сварщик от Бога, закопавший свой талант. Тогда быстрее бросайте все и бегите устраиваться сварщиком — они в большой цене… Рассчитывайте на пару пачек электродов как минимум. Электроды стоят не очень дорого, считайте это платой за обучение.
Итак, вы научились зажигать и устойчиво поддерживать дугу . Ну хотя бы 3-4 раза на один электрод, не более. Теперь попробуем наплавить валик. Для этого зажигаем дугу и начинаем плавно перемещать электрод по горизонтали (по шву сварки). При этом совершаем колебательные движения с амплитудой 2-3 мм, как бы «подгребая» расплавленный металл к кратеру дуги. Тогда и образуется тот самый красивый шов с легкими едва заметными волнами наплавленного металла. Сплошной и надежный.
Удаление шлака. Но тот самый шов как правило, покрыт слоем шлака, который образуется при сгорании флюса, которым покрыт электрод. Что бы убедиться в надежности шва, после его остывания постучите пот нему молотком. Тогда шлак отлетит и откроется собственно шов электросварки, блестящий чистым металлом.
Вот после того, как вы научитесь делать валик длиной 2-3 см можно приступать и к деловой сварке, варить какие то реальные детали и инструмент.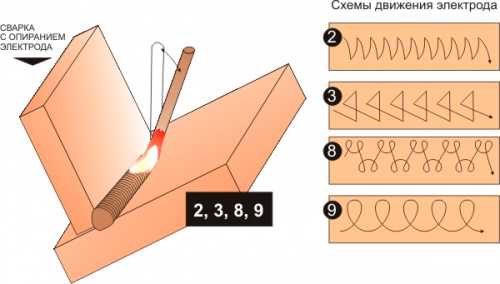
Купите сварочный аппарат или сварочный инвертор, потратьте несколько часов на самостоятельное обучение электросварке и вы откроете для себя огромные возможности ее применения в дачном строительстве. Ремонт и изготовление новых садовых инструментов, монтаж различных конструкций, сварка деталей из металла и т.д и т.п. вам станут так же доступны, как рытье ямы при помощи лопаты.
Список курсовпо сварке/изготовлению металлов | Программы
Получите навыки, необходимые для успешной карьеры в области металлообработки и сварки. С помощью этой программы вы будете работать с различными металлами и научитесь производить и собирать конструкционные металлические изделия для машин, печей, резервуаров, труб, дымовых труб и деталей для зданий. Вы также узнаете о физических свойствах металлов и о том, как читать рабочие задания и чертежи. Ваше обучение включает в себя настройку и использование оборудования для резки, резки и распиловки, формовки, прокатки и гибки металлов.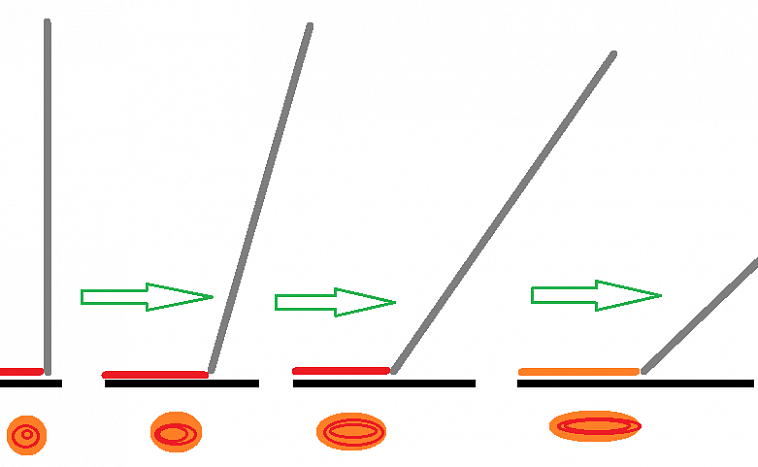
Печать страницы
Список курсов только для справки. Текущие студенты, пожалуйста, обратитесь к вашему индивидуальному плану программы или обратитесь к своему консультанту.
**Время работы вне рабочего времени является оценкой, основанной на государственных стандартах, и может варьироваться от человека к человеку.
-
Методы GMAW 1
10-442-123
2 Кредит
72
36
Посмотреть информацию
- Учебные часы: 72
- Внешние часы: 36
- Номер курса: 10442123
- Кредиты: 2,00
Доступен кредит на варианты предварительного обучения
Демонстрирует сварку стальных листов и пластин.
 Особое внимание уделяется осевому распылению, импульсному распылению и способу передачи с коротким замыканием. По завершении этого курса слушатель сможет выполнять сварку во всех положениях, читать основные символы сварки и понимать письменные процедуры сварки.
Особое внимание уделяется осевому распылению, импульсному распылению и способу передачи с коротким замыканием. По завершении этого курса слушатель сможет выполнять сварку во всех положениях, читать основные символы сварки и понимать письменные процедуры сварки.Coreq: Welding & Metal Fab Intro & Safety (10621105) или не активен в программе
Методы GMAW 2
10-442-124
2 Кредит
72
36
н/д
- Учебные часы: 72
- Внешние часы: 36
- Номер курса: 10442124
- Кредиты: 2,00
Обучает студентов сварке листового и толстолистового металла из нержавеющей стали и алюминия.
Студент сможет различать, выбирать правильные электроды, защитные газы и правильно настраивать параметры. Особое внимание уделяется осевому распылению, импульсному распылению и способу переноса с коротким замыканием в зависимости от основного металла. По завершении этого курса учащийся сможет выполнять сварку во всех положениях, читать некоторые основные символы сварки и иметь базовое представление о письменных процедурах сварки.Coreq: Welding & Metal Fab Intro & Safety (10621105) и GMAW Techniques 1 (10442123 или 10621123)
Методы FCAW
10-442-125
2 Кредит
72
36
Посмотреть информацию
- Учебные часы: 72
- Внешние часы: 36
- Номер курса: 10442125
- Кредиты: 2,00
Доступен кредит на варианты предварительного обучения
Изучение и эксплуатация преимущественно дуговой сварки порошковой проволокой.
Студент узнает о различных типах электродов, флюсов и защитных газов, используемых в этих процессах. Учащиеся смогут выполнять сварку во всех положениях, читать некоторые основные символы сварки и иметь базовое представление о письменных процедурах сварки.Coreq: Welding & Metal Fab Intro & Safety (10621105) или не активен в программе
Методы GTAW
10-442-126
2 Кредит
72
36
Посмотреть информацию
- Учебные часы: 72
- Внешние часы: 36
- Номер курса: 10442126
- Кредиты: 2,00
Доступен кредит на варианты предварительного обучения
Изучение и эксплуатация преимущественно дуговой сварки вольфрамовым электродом в среде защитного газа на некоторых низкоуглеродистых сталях, при этом большая часть работ приходится на нержавеющую сталь и алюминий.
Студент узнает о различных типах электродов и защитных газов, используемых в этих процессах. Учащиеся смогут выполнять сварку во всех положениях, читать некоторые основные символы сварки и иметь базовое представление о письменных процедурах сварки.Coreq: Welding & Metal Fab Intro & Safety 10621105 или не активен в программе
Роботизированная дуговая сварка, базовая
10-442-127
2 Кредит
72
36
н/д
- Учебные часы: 72
- Внешние часы: 36
- Номер курса: 10442127
- Кредиты: 2,00
Предоставляет обзор нескольких программ роботов, безопасности и систем безопасности, обучения обслуживанию и редактированию программ.
Студенты будут работать с приспособлениями для роботов, используя процесс GMAW.Coreq: GMAW Techniques 1 (10442123 или 10621123) ИЛИ отказ от получения степени
Сварка/Metal Fab Введение и безопасность
10-621-105
1 Кредит
27
27
н/д
- Учебные часы: 27
- Внеурочные часы: 27
- Номер курса: 10621105
- Кредиты: 1. 00
Проводит инструктаж по технике безопасности при сварке и изготовлении металлоконструкций. Учащиеся узнают об экологических работах и опасностях для персонала, характерных для отрасли, а также о надлежащих методах индивидуальной защиты. Студенты также будут выполнять общие задачи, необходимые для использования лаборатории сварки и изготовления металлов.
Чтение печати сварных швов
10-621-108
1 Кредит
27
27
Посмотреть информацию
- Учебные часы: 27
- Внешние часы: 27
- Номер курса: 10621108
- Кредиты: 1,00
Доступен кредит на варианты предварительного обучения
Обеспечивает практику чтения рабочих чертежей.
Темы включают ортогональную проекцию, вспомогательные виды, повернутые сечения, отношения поверхностей и осевых линий, изометрические чертежи, чертежи в масштабе и допуски.Coreq: Weld/Metal Fab, введение и безопасность (10621105)
Символы сварки
10-621-114
1 Кредит
27
27
Посмотреть информацию
- Учебные часы: 27
- Внешние часы: 27
- Номер курса: 10621114
- Кредиты: 1,00
Доступен кредит на варианты предварительного обучения
Учит учащихся интерпретировать подробные символы сварки с использованием стандарта Американского общества сварщиков.
Coreq: Weld/Metal Fab Intro & Safety (10621105) или отказ от получения степени
Методы SMAW 1
10-442-121
2 Кредит
72
36
Посмотреть информацию
- Учебные часы: 72
- Внешние часы: 36
- Номер курса: 10442121
- Кредиты: 2,00
Доступен кредит на варианты предварительного обучения
Охватывает процесс, широко известный как сварка электродами.
По завершении этого курса учащийся сможет выполнять сварку во всех положениях, читать некоторые основные символы сварки и иметь базовое представление о письменных процедурах сварки.Coreq: Welding & Metal Fab Intro & Safety 10621105 или не активен в программе
Методы сварки труб
10-442-128
2 Кредит
72
36
н/д
- Учебные часы: 72
- Внешние часы: 36
- Номер курса: 10442128
- Кредиты: 2,00
Обучает студентов сварке труб с использованием сварочных процессов, включая GMAW, FCAW и GTAW.
Студенты смогут интерпретировать письменную процедуру сварки. Особое внимание будет уделено разделу 9 ASME. По завершении этого курса слушатель сможет сваривать трубы во всех положениях.Предварительные требования: Чтение печати сварного шва (10621108), Символы сварного шва (10621114), Методы GMAW 1 (10442123 или 10621123), Методы FCAW (10442125 или 10621125), Методы GTAW (10442126 или 10623126)
Производственные предприятия по изготовлению
10-457-131
3 Кредит
108
54
н/д
- Учебные часы: 108
- Внешние часы: 54
- Номер курса: 10457131
- Кредиты: 3,00
Охватывает методы и процессы, связанные с изготовлением производственных деталей.
Курс предназначен для работы в качестве производственного предприятия, где студент изготавливает продукт на основе спецификации заказчика. Разрабатываемые продукты должны соответствовать ожиданиям клиентов в отношении качества.Требования: Arith — HS GPA 2.75+ ИЛИ ACPL 65+, Next Gen 263+, ACT Math 18+ ИЛИ Arith Prep 10834109; Coreq: Процессы резки 10457161; Производственные процессы 10457160; Колледж математики 10804107
Производственные процессы
10-457-160
2 Кредит
72
36
н/д
- Учебные часы: 72
- Внешние часы: 36
- Номер курса: 10457160
- Кредиты: 2,00
Охватывает штамповку, сверление, прокатку, гибку и формование.
Сборочные детали изготавливаются на различных типах оборудования. Части могут быть соединены сваркой, чтобы завершить сборку. Учащиеся работают в команде над выполнением задания. Рекомендуется, чтобы учащийся имел арифметический балл ACCUPLACER 65 или выше или успешно завершил эквивалентный курс подготовки к программе или курс технической математики колледжа 1A (10-804-113) или курс технической математики колледжа 1 (10-804-115).Требования: Arith — HS GPA 2.75+ ИЛИ ACPL 65+, Next Gen 263+, ACT Math 18+ ИЛИ Arith Prep 10834109; Чтение печати сварных швов 10621108; Символы сварки 10621114; GMAW Techniques 1 10442123 ИЛИ 10621123; Coreq: Колледж математики 10804107
Процессы резки
10-457-161
2 Кредит
72
36
н/д
- Учебные часы: 72
- Внешние часы: 36
- Номер курса: 10457161
- Кредиты: 2,00
Охватывает резку, распиловку, лазерную резку, гидроабразивную резку, газокислородную резку, плазменную резку и резку воздушно-угольной дугой.
Отдельные детали изготавливаются на компьютеризированном и ручном оборудовании. Части могут быть соединены сваркой, чтобы завершить сборку. Учащиеся работают в команде над выполнением задания.Требования: Arith — HS GPA 2.75+ ИЛИ ACPL 65+, Next Gen 263+, ACT Math 18+ ИЛИ Arith Prep 10834109; Чтение печати сварных швов 10621108; Символы сварки 10621114; GMAW Tech 1 10442123 ИЛИ 10621123; Coreq: 2D/3D CAD-модель для сварщиков 10621129 ИЛИ Чертежи сварочного цеха 10621133
2D/3D CAD-моделирование для сварщиков
10-621-129
2 Кредит
54
54
н/д
- Учебные часы: 54
- Внешние часы: 54
- Номер курса: 10621129
- Кредиты: 2,00
Предоставляет инструкции и практику в использовании современного компьютерного программного обеспечения для автоматизированного черчения и моделирования.
Каждый студент разработает подробный чертеж в системе САПР, дополненный символами сварки и смоделированным представлением конструкции продукта, подходящей для производства.Требование: Чтение печати сварки (10621108) и Символы сварки (10621114)
Профессиональная специфика (26 кредитов)
 Особое внимание уделяется осевому распылению, импульсному распылению и способу передачи с коротким замыканием. По завершении этого курса слушатель сможет выполнять сварку во всех положениях, читать основные символы сварки и понимать письменные процедуры сварки.
Особое внимание уделяется осевому распылению, импульсному распылению и способу передачи с коротким замыканием. По завершении этого курса слушатель сможет выполнять сварку во всех положениях, читать основные символы сварки и понимать письменные процедуры сварки. Студент сможет различать, выбирать правильные электроды, защитные газы и правильно настраивать параметры. Особое внимание уделяется осевому распылению, импульсному распылению и способу переноса с коротким замыканием в зависимости от основного металла. По завершении этого курса учащийся сможет выполнять сварку во всех положениях, читать некоторые основные символы сварки и иметь базовое представление о письменных процедурах сварки.
Студент сможет различать, выбирать правильные электроды, защитные газы и правильно настраивать параметры. Особое внимание уделяется осевому распылению, импульсному распылению и способу переноса с коротким замыканием в зависимости от основного металла. По завершении этого курса учащийся сможет выполнять сварку во всех положениях, читать некоторые основные символы сварки и иметь базовое представление о письменных процедурах сварки.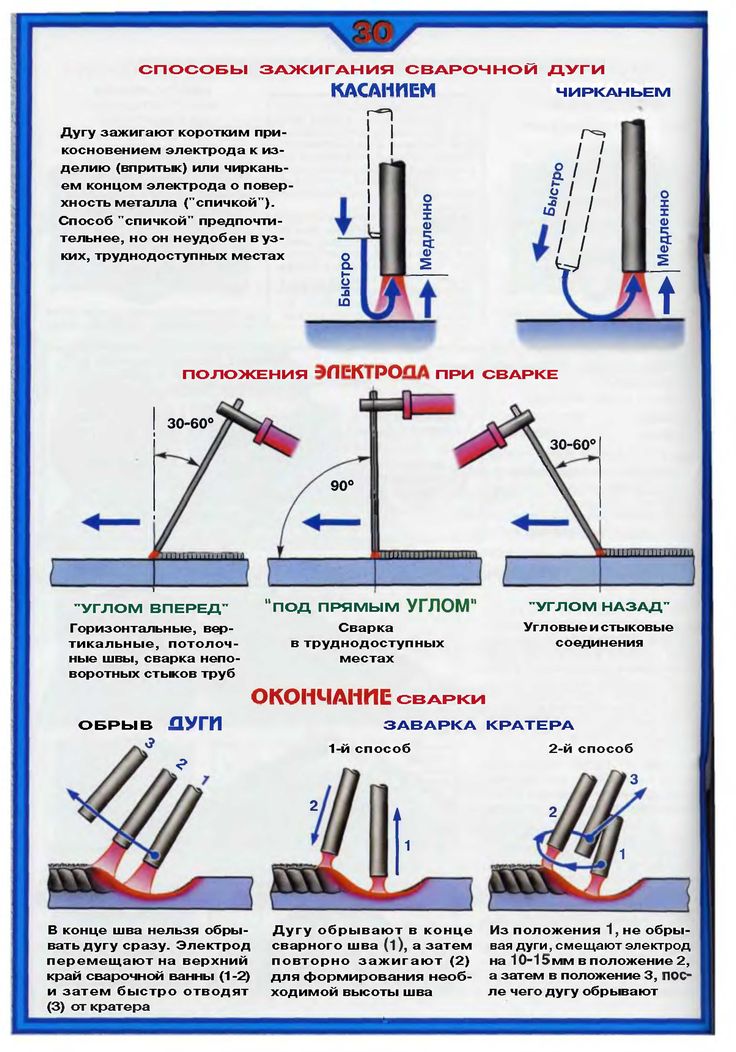 Студент узнает о различных типах электродов, флюсов и защитных газов, используемых в этих процессах. Учащиеся смогут выполнять сварку во всех положениях, читать некоторые основные символы сварки и иметь базовое представление о письменных процедурах сварки.
Студент узнает о различных типах электродов, флюсов и защитных газов, используемых в этих процессах. Учащиеся смогут выполнять сварку во всех положениях, читать некоторые основные символы сварки и иметь базовое представление о письменных процедурах сварки. Студент узнает о различных типах электродов и защитных газов, используемых в этих процессах. Учащиеся смогут выполнять сварку во всех положениях, читать некоторые основные символы сварки и иметь базовое представление о письменных процедурах сварки.
Студент узнает о различных типах электродов и защитных газов, используемых в этих процессах. Учащиеся смогут выполнять сварку во всех положениях, читать некоторые основные символы сварки и иметь базовое представление о письменных процедурах сварки. Студенты будут работать с приспособлениями для роботов, используя процесс GMAW.
Студенты будут работать с приспособлениями для роботов, используя процесс GMAW. 00
00 Темы включают ортогональную проекцию, вспомогательные виды, повернутые сечения, отношения поверхностей и осевых линий, изометрические чертежи, чертежи в масштабе и допуски.
Темы включают ортогональную проекцию, вспомогательные виды, повернутые сечения, отношения поверхностей и осевых линий, изометрические чертежи, чертежи в масштабе и допуски.
 По завершении этого курса учащийся сможет выполнять сварку во всех положениях, читать некоторые основные символы сварки и иметь базовое представление о письменных процедурах сварки.
По завершении этого курса учащийся сможет выполнять сварку во всех положениях, читать некоторые основные символы сварки и иметь базовое представление о письменных процедурах сварки. Студенты смогут интерпретировать письменную процедуру сварки. Особое внимание будет уделено разделу 9 ASME. По завершении этого курса слушатель сможет сваривать трубы во всех положениях.
Студенты смогут интерпретировать письменную процедуру сварки. Особое внимание будет уделено разделу 9 ASME. По завершении этого курса слушатель сможет сваривать трубы во всех положениях. Курс предназначен для работы в качестве производственного предприятия, где студент изготавливает продукт на основе спецификации заказчика. Разрабатываемые продукты должны соответствовать ожиданиям клиентов в отношении качества.
Курс предназначен для работы в качестве производственного предприятия, где студент изготавливает продукт на основе спецификации заказчика. Разрабатываемые продукты должны соответствовать ожиданиям клиентов в отношении качества.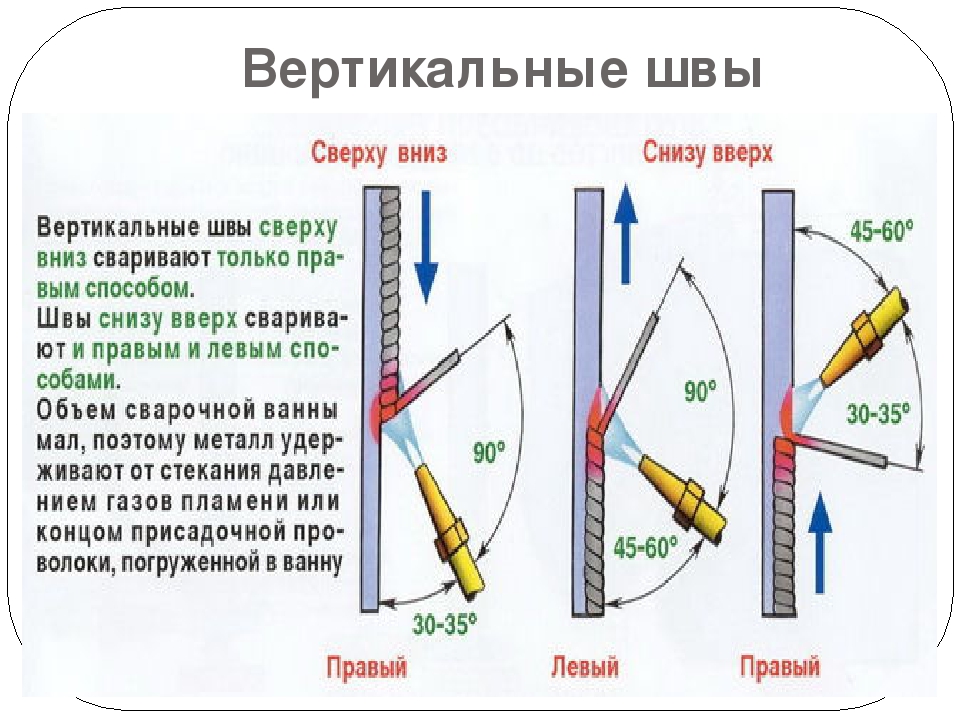 Сборочные детали изготавливаются на различных типах оборудования. Части могут быть соединены сваркой, чтобы завершить сборку. Учащиеся работают в команде над выполнением задания. Рекомендуется, чтобы учащийся имел арифметический балл ACCUPLACER 65 или выше или успешно завершил эквивалентный курс подготовки к программе или курс технической математики колледжа 1A (10-804-113) или курс технической математики колледжа 1 (10-804-115).
Сборочные детали изготавливаются на различных типах оборудования. Части могут быть соединены сваркой, чтобы завершить сборку. Учащиеся работают в команде над выполнением задания. Рекомендуется, чтобы учащийся имел арифметический балл ACCUPLACER 65 или выше или успешно завершил эквивалентный курс подготовки к программе или курс технической математики колледжа 1A (10-804-113) или курс технической математики колледжа 1 (10-804-115).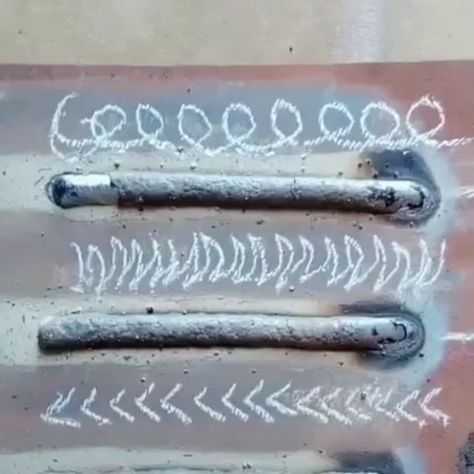 Отдельные детали изготавливаются на компьютеризированном и ручном оборудовании. Части могут быть соединены сваркой, чтобы завершить сборку. Учащиеся работают в команде над выполнением задания.
Отдельные детали изготавливаются на компьютеризированном и ручном оборудовании. Части могут быть соединены сваркой, чтобы завершить сборку. Учащиеся работают в команде над выполнением задания. Каждый студент разработает подробный чертеж в системе САПР, дополненный символами сварки и смоделированным представлением конструкции продукта, подходящей для производства.
Каждый студент разработает подробный чертеж в системе САПР, дополненный символами сварки и смоделированным представлением конструкции продукта, подходящей для производства.Колледж математики
10-804-107
3 Кредит
54
108
Посмотреть информацию
- Учебные часы: 54
- Внешние часы: 108
- Номер курса: 10804107
- Кредиты: 3,00
Доступен кредит на варианты предварительного обучения
Предназначен для обзора и развития фундаментальных понятий математики в областях алгебры, геометрии, тригонометрии, измерений и данных.
Особое внимание уделяется решению проблем, критическому и логическому мышлению, установлению связей и использованию калькуляторов.Требование: Arith — HS GPA 2.75+ ИЛИ ACPL 65+, Next Gen 263+, ACT Math 18+ ИЛИ Arith Prep 10834109ИЛИ Не преследуя степень
Профессиональная поддержка (3 кредита)
 Особое внимание уделяется решению проблем, критическому и логическому мышлению, установлению связей и использованию калькуляторов.
Особое внимание уделяется решению проблем, критическому и логическому мышлению, установлению связей и использованию калькуляторов.Мастерская сварных металлических скульптур – Rochester Arc + Flame Center
Распроданный
- Описание
- Детали
- Часто задаваемые вопросы
Наши мастер-классы — отличный способ для новичков научиться сварке. Наши опытные инструкторы будут использовать сочетание занятий в классе и практических занятий в лаборатории, чтобы улучшить ваше понимание техники безопасности, настройки оборудования и техники сварки стали. Все оборудование для обеспечения безопасности и сварочные материалы включены в стоимость курса. Отлично подходит для начинающих и опытных сварщиков!
Отлично подходит для начинающих и опытных сварщиков!
Рассматриваемые темы
Целью этого занятия является вдохновить учащихся на создание металлических скульптур из стали с использованием процессов MIG и плазменной резки. Студентам предлагается дать волю своему воображению при создании своих произведений искусства. Предыдущие ученики делали небольшие скульптуры на лужайке, вешалки, часы, животных, зеркала и даже подсвечники! Ниже приводится программа курса:
- Процесс сварки MIG
- Процесс плазменной резки
- Безопасность сварщика
- Демонстрация сварки и плазмы
- Студенческая практика сварки и резки
- Анализ и планирование
- Изготовление
- Фотографии готовых работ
Расписание семинаров:
- Суббота, 29 апреля (9:00-16:00)
Подробности:
- 7-часовое занятие по субботам или воскресеньям
- Занятия проходят с 9:00 до 16:00
- Требуется опыт: нет
- Включены все материалы и оборудование для обеспечения безопасности
- Закуски и обед включены! Если у вас есть диетические ограничения, пожалуйста, сообщите нам об этом!
- Имеются торговые автоматы
Оборудование для обеспечения безопасности в комплекте:
- Учащиеся получат перчатки, защитные очки и беруши. Общая стоимость 50 долларов США
- Учащиеся будут использовать принадлежащие студии сварочные куртки и маски с автоматическим затемнением во время занятий
 Общая стоимость 50 долларов США
Общая стоимость 50 долларов СШАРазмер перчаток и размер куртки:
- Сообщите нам свой стандартный размер перчаток и куртки. Мы используем эту информацию для предварительной загрузки нашей тележки перед началом занятия. Не волнуйтесь, если вам нужно изменить размер! Мы решим это в первый день занятий.
Другие примечания и советы:
- Рекомендуем взять с собой бутылку с водой! Питьевые фонтанчики доступны для повторного заполнения.
- Никогда не помешает взять с собой блокнот и ручку, чтобы делать записи во время лекции.
- Остались вопросы? Пишите нашему директору по сварке на [email protected]
ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ: Здоровье учащихся / Правила возврата денег / Возраст / Дресс-код
ПРИМЕЧАНИЕ. Наши программы разработаны таким образом, чтобы быть как можно более инклюзивными.