Изготовление пружин своими руками
Стальные пружины могут быть разных конфигураций и не всегда можно приобрести нужного вида – товар достаточно редкий на рынке. По этой причине для своих нужд я их делаю самостоятельно.
Что нам потребуется
- Токарный станок и труба нужного диаметра с фиксирующим болтом;
- Стальная проволока требуемого диаметра;
- Кусачки;
- Толщиномер;
- Справочник инженера машиностроения по расчету пружин;
- Калькулятор;
- Измерительный циркуль, карандаш, линейка и бумага для записей.
Расчет пружины
Для этого необходимо воспользоваться таблицей в разделе пружины, чтобы правильно выбрать диаметр стальной проволоки, количество витков и шаг. При этом огромную роль играет то, как должна работать новая пружина – на сжатие или растяжение. Последняя разновидность пружин может иметь довольно сложную конструкцию, но и ее можно сделать самостоятельно. Выполнив предварительные расчеты и выяснив толщину проволоки для стальной пружины, шаг и количество витков, а также определив конструкционные особенности и создав чертеж будущей пружины, можно переходить к практическим действиям.
Изготовление пружины
У нас имеется чертеж, стальная струна нужной толщины и подходящего диаметра стальная трубка для намотки пружины.
Типичные ошибки
Зажимаем оправку в патроне токарного станка. Вставляем конец стальной проволоки в отверстие в оправке, запускаем вращение и плотно наматываем стальную струну.
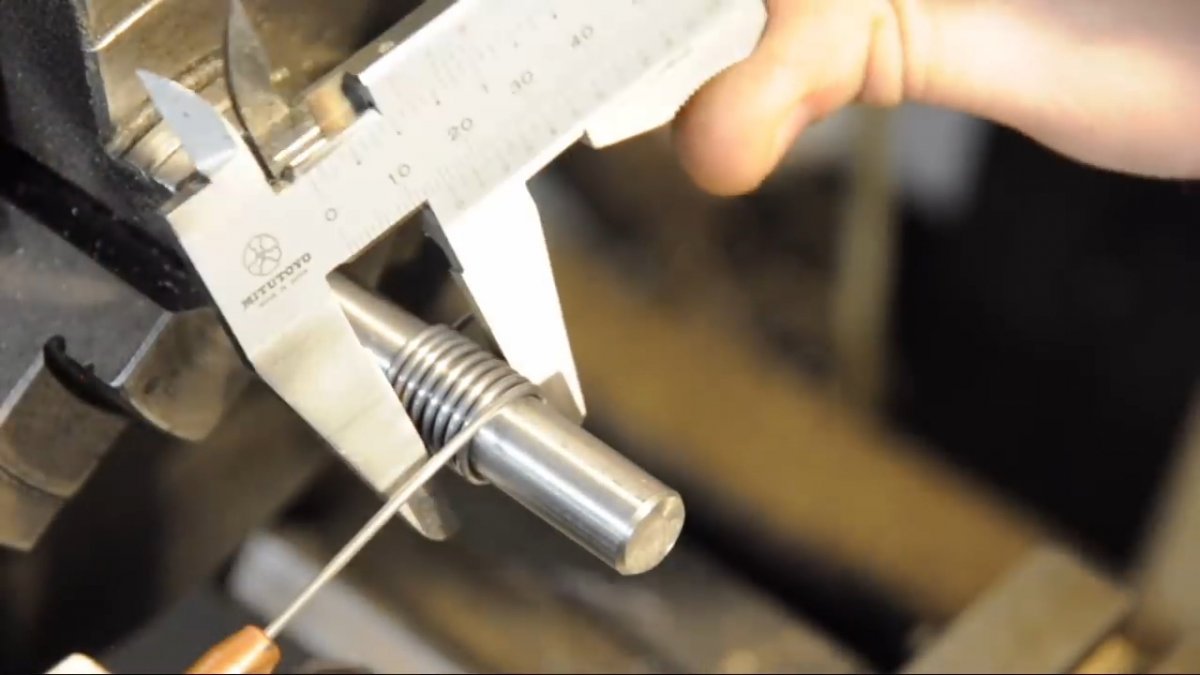
Проверив толщину пружины штангенциркулем, кусачками обрезаем проволоку и наблюдаем, как наша пружина увеличивается в диаметре.
К тому же снять ее с оправки будет довольно проблематично – для этого придется обрезать струну в самом начале витка.
Делаем правильно
Зажимаем проволоку на оправке с помощью винта.
Теперь нам необходимо создать натяжение стальной струны перед намоткой.
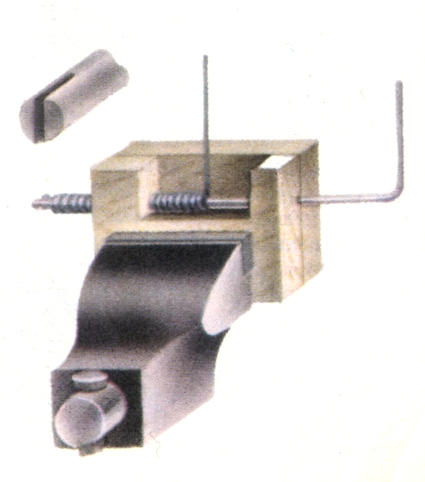
При помощи обычного куска плотного пластика зажать проволоку в держателе резцов будет недостаточно. Нам понадобится специальное приспособление с направляющей, в котором натяжение проволоки можно регулировать прижимной пластиной из мягкого металла (медь или бронза).
Также необходимо отрегулировать скорость вращения патрона токарного станка и перемещение рабочей платформы для получения нужного шага пружины.
Намотка
Медленно вращая станок, делаем намотку первых двух витков один к одному – это начало нашей пружины. Далее активируем вращение с перемещением рабочей платформы и выполняем расчетное количество витков.
В конце также делаем два оборота с плотной намоткой. Отрезаем кусачками проволоку и ослабляем зажимной болт. Проверяем шаг при помощи линейки.
В пружине, работающей на сжатие, кусачками обрезаем оставшиеся концы проволоки и стачиваем края, чтобы они стали плоскими.
Изготовление двойной пружины на кручение
Научившись делать обычную пружину на растяжение/сжатие, вы легко сможете своими руками сделать схожий элемент, работающий на кручение. Для этого зажимаем проволоку на оправке, делаем нужное число витков один к одному и снимаем намотку с трубки. При помощи плоскогубцев придаем нужную форму прижимной скобе и снова одеваем ее на оправку свободным концом. При этом будьте внимательны, чтобы направление витков совпадало с первой намоткой. Сделайте такое же количество оборотов и откусите кусачками готовое изделие, оставив пару сантиметров для фиксации пружинного блока.
При этом будьте внимательны, чтобы направление витков совпадало с первой намоткой. Сделайте такое же количество оборотов и откусите кусачками готовое изделие, оставив пару сантиметров для фиксации пружинного блока.
Направление хода пружины
В некоторых случаях направление хода пружины может иметь значение – если в конструкции на одном участке установлены два пружинных элемента с разной направленностью, это может привести к некорректным результатам.
Не забывайте использовать средства индивидуальной защиты и придерживаться правил работы на токарном станке. Как видим, нет ничего сложного в изготовлении пружинных элементов, и при наличии доступа к токарному станку вы всегда сможете сделать их самостоятельно.
Смотрите видео
Расчет и изготовления пружин своими руками:описание, чертежи, видео
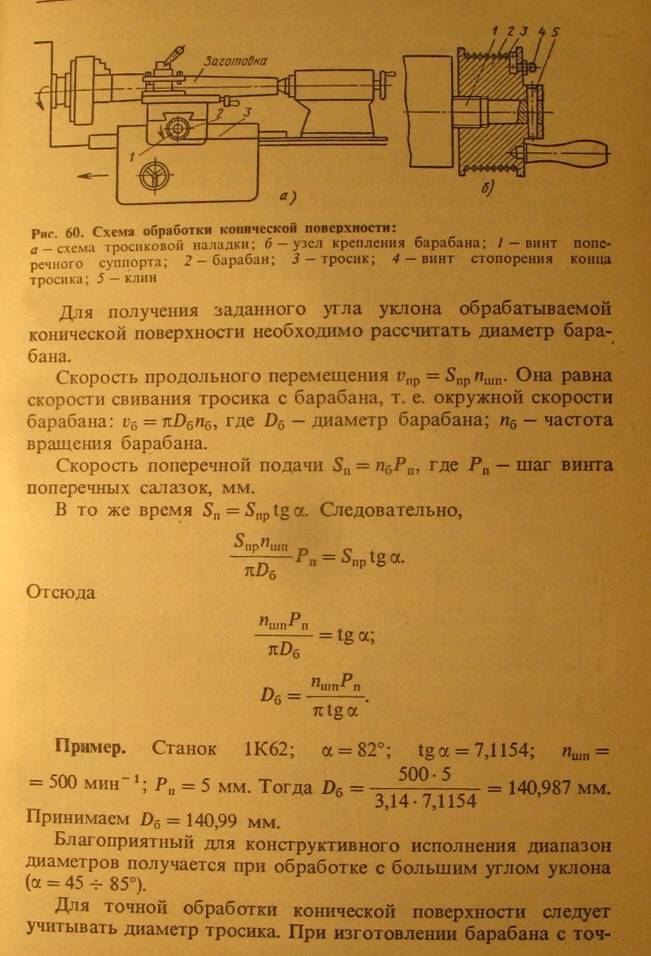
В настоящее время в магазинах можно без проблем приобрести практически любые необходимые в домашнем хозяйстве изделия. В то же время внимание и творческие усилия самодеятельных конструкторов всё больше направляются на технически сложные объекты: тракторы, вездеходы, легковые автомобили и даже самолёты. Меняется и подход самодельщиков к реализации задуманных проектов; их не пугает необходимость самостоятельного изготовления сложных и точных деталей, к которым к тому же могут предъявляться жёсткие требования по прочности. Одним из таких типичных элементов, присутствующих практически во всех энергоёмких конструкциях, являются винтовые цилиндрические пружины растяжения или сжатия. В связи с этим многим нашим читателям будет интересно и, надеемся, полезно ознакомиться с методикой, разработанной украинским инженером В.В.Виниченко, которая поможет изготовлению ответственных пружин с необходимым качеством и точностью.
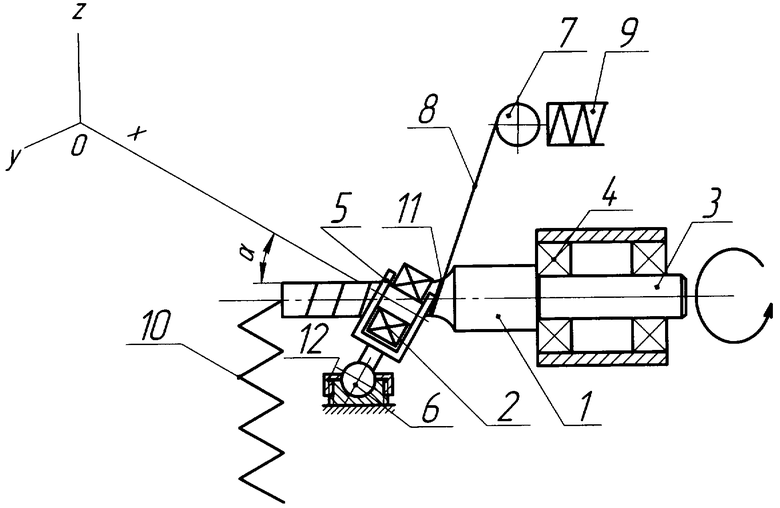
Меняется и подход самодельщиков к реализации задуманных проектов; их не пугает необходимость самостоятельного изготовления сложных и точных деталей, к которым к тому же могут предъявляться жёсткие требования по прочности. Одним из таких типичных элементов, присутствующих практически во всех энергоёмких конструкциях, являются винтовые цилиндрические пружины растяжения или сжатия. В связи с этим многим нашим читателям будет интересно и, надеемся, полезно ознакомиться с методикой, разработанной украинским инженером В.В.Виниченко, которая поможет изготовлению ответственных пружин с необходимым качеством и точностью.Предлагаемый способ навивки винтовых цилиндрических пружин реализуется на токарно-винторезном станке при помощи специального приспособления, состоящего из оправки и копира. В патроне станка крепится оправка с зацепом в виде отверстия в торце фланца для фиксирования начала пружинной проволоки. В резцедержатель устанавливается державка с копиром. Копир — это вал с нарезанной винтовой канавкой переменного шага, который свободно вращается в двух подшипниках.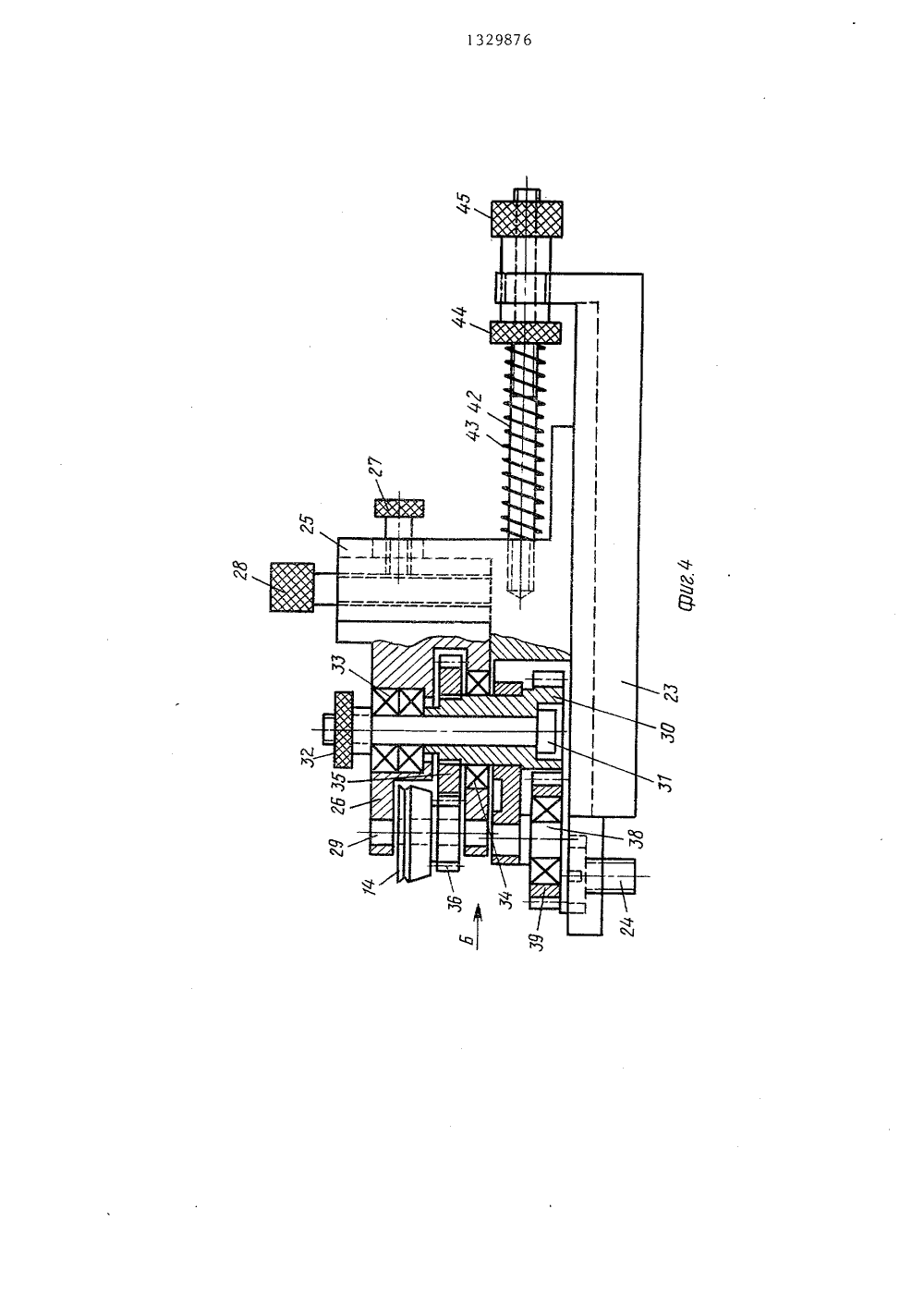 Канавки в начале и в конце копира обеспечивают навивку поджатых витков пружины, а центральная часть — навивку рабочих витков с необходимыми шагом и диаметром.
Канавки в начале и в конце копира обеспечивают навивку поджатых витков пружины, а центральная часть — навивку рабочих витков с необходимыми шагом и диаметром.
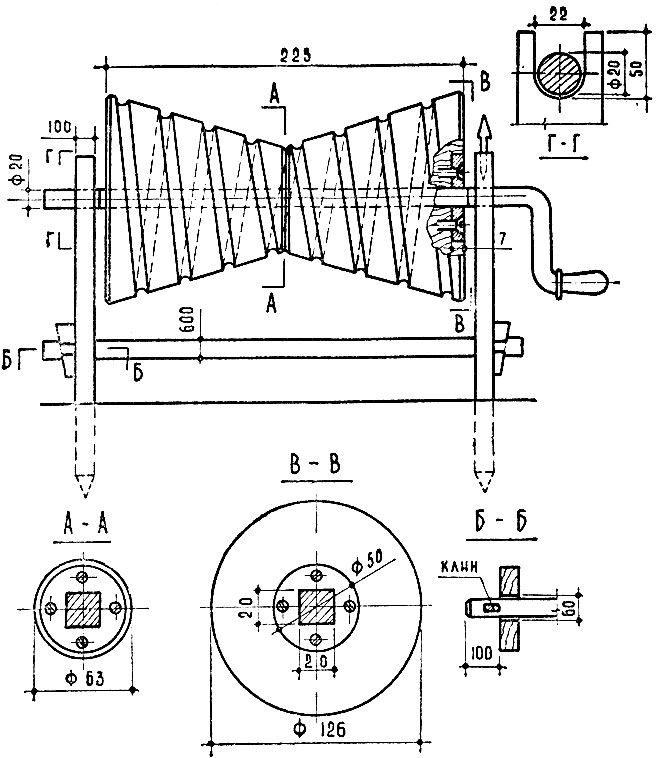
Державка копира представляет собой конструкцию, сваренную из 40-мм стальной пластины, усиленную ребром из 10-мм полосы, и двух корпусов подшипников. Правый корпус приварен к пластине, а левый крепится болтами М12 (для обеспечения возможности замены копира}. Конкретные чертежи на державку не представлены, поскольку они диктуются типом токарно-винторезного станка и размерами навиваемой пружины. Изготовление пружин производится в следующей последовательности. Сначала заготовка — мерный отрезок проволоки отогнутым под 90° концом длиной 4 — 5 d пропускается снизу под копиром и устанавливается в отверстие-зацеп оправки. Затем копир поворачивается вручную до совпадения начала канавки с положением проволоки. Её натяг и постоянный контакт с винтовой канавкой копира обеспечиваются значительным сопротивлением изгибу пружинной стали заготовки. Процесс формирования пружины начинается включением шпинделя станка на минимальных оборотах. Проволока навивается на оправку, а шаг задаётся винтовой канавкой вращающегося в подшипниках копира.
Процесс формирования пружины начинается включением шпинделя станка на минимальных оборотах. Проволока навивается на оправку, а шаг задаётся винтовой канавкой вращающегося в подшипниках копира.
Ниже приводится методика расчёта параметров оправки и копира, обеспечивающих необходимые размеры пружины.
Принятые обозначения при проведении расчётов
Исходные данные {размеры пружины):п — число рабочих витков;
п. — полное число витков;
t — шаг рабочей части;
Do — внутренний диаметр;
Dcp — средний диаметр.
Параметры копира:
I — длина рабочей части;
DKon — внутренний диаметр канавки;
DHJ1 — диаметр нейтральной линии витков, навиваемых на оправку;
к – ОипЮкоп — поправочный коэффициент;
Т — шаг винтовой линии рабочей части;
Т — шаг винтовой линии заходной и выходной частей.
Оправка:
d —диаметр.
Промежуточные расчётные величины;
L — длина одного витка пружины без учёта шага;
D — средний диаметр витков пружины, навитых на оправку;
X — табличный коэффициент для определения нейтральной линии при изгибе;
B — коэффициент, учитывающий пружинные свойства проволоки;
попр —число рабочих витков пружины, навиваемых на оправку с учётом упругости проволоки;
L1 —длина проволоки, проходящей по рабочей части копира;
L2 — длина проволоки рабочих витков пружины, навитых на оправку;
L3 — длина проволоки, навитой на оправку с учётом поджатых витков;
Lч — длина проволоки пружины согласно чертежу.
 Решающее значение при расчёте имеет величина, учитывающая упругость проволоки при изгибе. Она используется при определении диаметра оправки и количества витков поп . Для определения значения этой величины рекомендуется следующая последовательность. В первом приближении изготавливается оправка диаметром D , На токарно-винторезном станке на оправку навивается 5 — 10 витков проволоки с шагом подачи, приблизительно равным шагу пружины. При этом в резцедержатель устанавливается специальный ролик с канавкой. После навивки определяется угол раскручивания всех витков пружины а вычисляется угол, приходящийся на один виток а.1 и в заключение — коэффициент В = а1 /360°/, учитывающий упругость проволоки из заданного материала.
Решающее значение при расчёте имеет величина, учитывающая упругость проволоки при изгибе. Она используется при определении диаметра оправки и количества витков поп . Для определения значения этой величины рекомендуется следующая последовательность. В первом приближении изготавливается оправка диаметром D , На токарно-винторезном станке на оправку навивается 5 — 10 витков проволоки с шагом подачи, приблизительно равным шагу пружины. При этом в резцедержатель устанавливается специальный ролик с канавкой. После навивки определяется угол раскручивания всех витков пружины а вычисляется угол, приходящийся на один виток а.1 и в заключение — коэффициент В = а1 /360°/, учитывающий упругость проволоки из заданного материала.Ниже приведена методика на примере расчёта размеров копира и оправки для навивки пружины из стали 60С2А-В-1-ХН ГОСТ 14963-78 с параметрами: п = 9; nt = 11; t = 14 мм; Do = 42 ± 0,9 мм; d= 8 мм; Dср=50 мм.При заданных размерах пружины по вышеописанной методике экспериментально установлено увеличение дуги окружности одного витка на 30° после снятия с оправки диаметром 42 мм, что соответствует увеличению длины витка в 1,083 раза (В = 30° 360° = 0,083).
 Исходя из этого,
Исходя из этого,Dcp.onp. = (L – ВL/ тт = L (1 – В)/тт = 157×0,917/3,14 = 46 мм,
где L = тт Dcp = 3,14×50 = 157 мм;
d опр. = Dcp.onp.— d = 46 — 8 =38 мм
nопр = 1,083п + 0,25 = 1,083 + 0,25=~10
где 0,25 — добавочная часть витка с учётом допуска числа рабочих витков.
Диаметр нейтральной линии витка на оправке (рис. 2) вычисляется по формуле:
D нл. = d опр + 2d X.
X — определяется по таблице [1] в зависимости от соотношения donp/2d (в нашем случае 38/ (2×8) = 2,375)
Методом интерполяции и вычисляем X = 0,458 и округляем до 0,46.
Тогда Dнл.45,36 мм.
DKOn в первом приближении принимается равным Do = 42 мм.
Тогда коэффициент к = Dил /Dкоn -45,36/42 = 1,08.
Длина рабочей части копира: = t-n = 14×9 = 126 мм.
Расчётный шаг рабочей части копира:
Т = |/(попр к) = 126/(10×1,08) = 11,67 мм.
Полученный расчётный шаг рабочей части копира округляется до ближайшего шага подачи токарно-винторезного станка (Т = 12 мм), чтобы обеспечить возможность нарезки винтовой канавки. Для сохранения заданного шага пружины внутренний диаметр канавки копира пересчитывается из условия выбранного шага копира:
Для сохранения заданного шага пружины внутренний диаметр канавки копира пересчитывается из условия выбранного шага копира:
k = l/(Tnonp) = 126/(12×10) = 1,05.
Тогда DКОП. = Dн л/н = 45,36/1,05 =43,2 мм.
Число витков заходной и выходной частей копира выбрано равным 1,5. Шаг канавки этих частей определяется по экспериментально установленной формуле:
Tn = 0,875d = 0,875×8 = 7 мм, и принимается равным ближайшему шагу подачи на станке (7 мм).
Заходная и выходная части привариваются к оси копира или крепятся двумя штифтами диаметром 8 мм и двумя винтами М8. Сопряжение канавок заходной и выходной частей копира с канавкой рабочей части обрабатывается вручную соответствующим напильником, обеспечивая плавность перехода. Материал копира — сталь 45, термообработка — закалка до твёрдости HRC38…42.
Для проверки расчётов определяется длина проволоки:
L1= DKon тт 1/Т = 43,2×3,14×126/12 = 1425 мм и сравнивается с длиной проволоки:
L2 = D нл. тт п опр.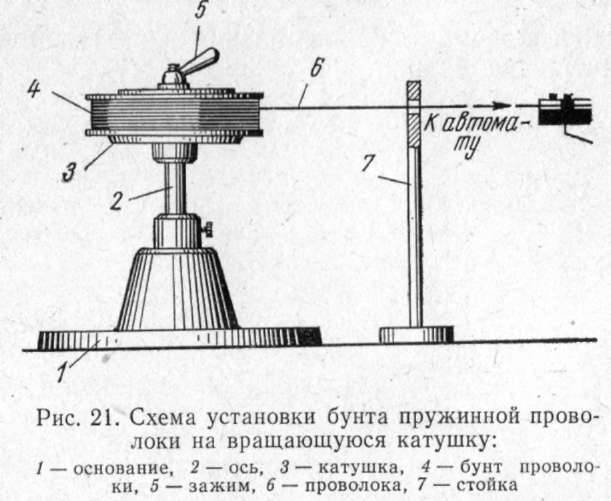 = 45,36×3,14×10 =1425 мм.
= 45,36×3,14×10 =1425 мм.
Также сравнивается длина проволоки:
L3 = D нл. тт (п опр. + 2×1,083) =45,36×3,14(10+2×1,083) = 1733 мм
с длиной проволоки:
Lч = (Do +2d X) тт n = (42 + 2x8x0,46) хЗ,14х11 = 1705 мм.
При правильном расчёте погрешность Лямда не должна превышать 2,5%. В нашем случае:
Лямда= (L3 — Lч ) 100%/L4 = (1733 — 1705)100/1705 = 1,6%.
Чертежи навивки пружині при помощи копира
Изготовление пружин видео
пружина, расчет пружин, размеры пружин, пружины формула
Как намотать цилиндрическую пружину на токарном станке по металлу
Том Гриффин
Гость форума
- #1
Том
pdentrem
Активный пользователь
- #2
Отличное видео. Спасибо за публикацию
Пьер
TOOLMASTER
Гость форума
- #3
Ray C
Зарегистрировано
- #4
Кстати: Где-то здесь, в одной из моих тем по термообработке, я показывал, как наматывать канталовую проволоку для нагревательного элемента… Заявления Тома о безопасности – точь-в-точь! Вам действительно нужно следить за собой, так как если палец запутается в проводе, без сомнения, он очень быстро укоротится. Двигайся медленнее. И если вам нужно сделать змеевик нагревательного элемента, установите механизм подачи катушки, чтобы он сходил с катушки подачи на вал. Длинные свисающие провода запутаются, возможно, вместе с вами.
Длинные свисающие провода запутаются, возможно, вместе с вами.
Рэй
Том Гриффин
Гость форума
- #5
Том
ладовик
Активный пользователь
- #6
Дэйв
8ntsane
Активный пользователь
- #7
Том
Спасибо за отличное видео. всегда приятно узнавать новое, и я надеюсь, что вы сделаете и опубликуете больше своих видео, чтобы мы могли их увидеть. Очень крутой видос, мне понравилось. :thumbzup::thumbzup:
Том Гриффин
Гость Форума
- #8
Давненько я ничего не делал, но на мой канал YouTube поступает так много предложений, что, думаю, пришло время взяться за дело и снять несколько.
Том
jgedde
Активный пользователь
- #9
Отличное видео Том! Спасибо, что поделился. Не могли бы вы рассказать немного больше о проводной направляющей? Я не уверен, как провод натягивается.ТомГ сказал:
Если вам нужна эта особая винтовая пружина для проекта, который вы просто нигде не можете найти, вот короткое видео, которое я собрал, в котором показано, как ее сделать.Том
Нажмите, чтобы развернуть…
Я сделал несколько пружин (модели клапанных пружин двигателя), и они оказались в порядке, но я сделал шаг пружины вручную и прошил проволоку через кусок твердой древесины с рядом из 4 или 5 отверстий. Оттягивая древесину, я мог натянуть проволоку и отрегулировать шаг катушек.
Иоанна
Том Гриффин
Гость форума
- #10
Что хорошо в этой технике, Джон, натяжение не требуется. Направляющая для проволоки представляет собой просто кусок круглой формы диаметром 1/2 дюйма с почти сквозным отверстием диаметром 3/16 дюйма и вырезом под углом 60° на конце для управления проволокой в точке, где она наматывается на оправку.jgedde сказал:
Отличное видео Том! Спасибо, что поделился. Не могли бы вы рассказать немного больше о проводной направляющей? Я не уверен, как провод натягивается.Я сделал несколько пружин (модели клапанных пружин двигателя), и они оказались в порядке, но я сделал шаг пружины вручную и прошил проволоку через кусок твердой древесины с рядом из 4 или 5 отверстий. Оттягивая древесину, я мог натянуть проволоку и отрегулировать шаг катушек.
Джон
Нажмите, чтобы развернуть…
 Отверстие в центре просто предохраняет провод от запутывания при подаче.
Отверстие в центре просто предохраняет провод от запутывания при подаче.На фотографии ниже крупным планом показан рабочий конец направляющей для проволоки.
Том
Расчет размера оправки для намотки пружины
кигггл
Известный член
- #1
 , часть 2, страница 30, мастер по ремонту в домашних условиях, июль-август 1987 г.). Я считаю, что таблица верна, но я прошу следующее:
, часть 2, страница 30, мастер по ремонту в домашних условиях, июль-август 1987 г.). Я считаю, что таблица верна, но я прошу следующее:- Попробуйте перейти по ссылке ниже — убедитесь, что у вас есть доступ к электронной таблице и ее использование.
- Если возможно, убедитесь, что результаты электронной таблицы соответствуют вашему собственному опыту изготовления пружин
- Я основывал электронную таблицу на не очень хорошей копии цитируемой статьи – если кто-нибудь может предоставить мне копию статьи в высоком разрешении (или хотя бы просто график для нахождения значения k), я был бы признателен.
Вот ссылка на электронную таблицу и соответствующую информацию:
https://sites.google.com/site/lagadoacademy/machining—lathes-mills-etc/tools—spring-making
Джефф Лотт
Новый член
- #2
Информация также доступна в Справочнике по машинному оборудованию, если он у вас есть.
кигггл
Известный член
- #3
На самом деле у меня есть старая копия Machinery’s Handbook (9 издание) , а мне не пришло в голову заглянуть в него! Теперь, когда у меня есть, вот что я нашел:
Существует таблица «Данные для намотки пружин растяжения фортепианной проволоки» для фортепианной проволоки английских калибров от 1 до 36 (диаметры от 0,0098 до 0,118 дюйма). около 100 различных диаметров пружин. Это, конечно, более ограничено, чем электронная таблица, которая может принимать любое количество значений, хотя я полагаю, что можно интерполировать значения в таблице, чтобы получить дополнительные значения. Единственная таблица предназначена для музыкальной проволоки (согласно Hiraoko, проволока из нержавеющей стали должна быть такой же), но для проволоки из фосфористой бронзы ничего нет.
Это, конечно, более ограничено, чем электронная таблица, которая может принимать любое количество значений, хотя я полагаю, что можно интерполировать значения в таблице, чтобы получить дополнительные значения. Единственная таблица предназначена для музыкальной проволоки (согласно Hiraoko, проволока из нержавеющей стали должна быть такой же), но для проволоки из фосфористой бронзы ничего нет.
Я воспользовался таблицей из справочника, чтобы подставить некоторые цифры в свою электронную таблицу — там было хорошее совпадение с некоторыми отклонениями. Я проведу дополнительные проверки, если позволит время, и сообщу о результатах здесь.
П.С.
Я просматриваю более новый справочник друга (28-е издание) — в нем есть более удобочитаемая таблица «Диаметры оправок для пружин, изготовленных из музыкальной проволоки» — выглядит весьма полезно, я буду использовать эту таблицу для проверки своей электронной таблицы.
Всегда приятно иметь больше информации – еще раз спасибо.
рклопп
Известный член
- #4
Таблица кажется довольно точной, судя по одному моему наблюдению. Я намотал 30 клапанных пружин из музыкальной проволоки диаметром 0,022 дюйма на оправку диаметром 0,155 дюйма и получил внутренний диаметр 0,188 дюйма. В таблице указано, что оправка должна быть 0,158 дюйма для внутреннего диаметра 0,188 дюйма, так что совсем неплохо.0020
кигггл
Известный член
- #5
Похоже, вы наматывали эти пружины для Вебстера или чего-то подобного. В настоящее время я работаю над Webster и готовлюсь сделать для него пружины, поэтому я и взялся за эту таблицу.
В настоящее время я работаю над расширением возможностей электронной таблицы. Среди прочего, я добавил данные из Machinery’s Handbook 28th Ed. и сравнил эти данные с расчетами в электронной таблице — совпадение в целом довольно хорошее (часто точно такое же), хотя есть некоторые интересные различия. Скоро выложу обновленную таблицу.
Кстати, если кто-то, читающий это, хотел бы, чтобы в электронную таблицу была добавлена какая-то конкретная функция, опубликуйте свое предложение здесь, и я его рассмотрю.
рклопп
Известный член
- #6
Мои пружины предназначались для комплекта из шести модифицированных пружин Upshur Twins, над которыми я работал довольно давно. Я приближаюсь. Количество деталей увеличивается, когда у вас есть 6 двигателей x 2 цилиндра x 2 блока клапанов.
торнитор45
Известный член
- #7
Электронная таблица не может быть загружена в формате *.xlsx.
Если вам нужна помощь, сделайте файл доступным.
кигггл
Известный член
- #8
Я загрузил более новую версию 2 с дополнительными функциями и расчетами. Среди прочего, я включил таблицу из Machinery’s Handbook, в которую я добавил рассчитанные значения для сравнения.
Перейдите по ссылке ниже, чтобы загрузить ссылки для различных форматов электронных таблиц:
https://sites.google.com/site/lagadoacademy/machining—lathes-mills-etc/tools—spring-making
кигггл
Известный член
- #9

В версии 3 я добавляю расчет для “эквивалентных пружин”. Например, предположим, что у вас есть план изготовления пружины из проволоки диаметром 0,022 дюйма, а у вас есть только проволока диаметром 0,025 дюйма. Как сделать эквивалентную пружину из проволоки другого диаметра? Мое предположение состоит в том, что если сделать пружину с теми же пружина как “оригинал” должна быть приемлемой заменой.
Мой расчет “эквивалентной пружины” позволяет ввести различные параметры “исходной” пружины (диаметр проволоки, количество витков, диаметр пружины и т. д.), а затем сгенерировать параметры эквивалентной пружины, введя все параметры, кроме одного. параметры, а затем расчет оставшегося параметра.
Итак, в моем примере выше при изменении диаметра проволоки вы можете рассчитать количество витков, которое вам потребуется для эквивалентной пружины.
Верно ли мое предположение выше?
торнитор45
Известный член
- #10
kquiggle Я отказываюсь от своего резкого комментария, поскольку таблица не была заблокирована намеренно.
кигггл
Известный член
- #11
Нет проблем Мауро – я был рад узнать о проблеме, поэтому смог ее исправить.
гусь
Известный член
- #12
Очень полезная информация. Не знал, что он существует в Справочнике по машинному оборудованию. Пробовал делать пружины своими руками, но результаты были неустойчивыми. Можете сделать устройство для изготовления пружин в соответствии с книгой Тубала Каина —-
Весенний дизайн и производство, когда время и срочное требование. Тем временем брал из ”’Assorted Springs” Box из Китая для двигателей внутреннего сгорания. Все идет нормально.
кигггл
Известный член
- №13
Я сделал всего пару пружин, но получил хорошие результаты. Ниже приведена ссылка на дополнительную информацию, включая ссылку на интересную ручную намотку пружин, которую я испытываю искушение сделать (в любом случае, это, по сути, ручная намотка на токарном станке).
Ниже приведена ссылка на дополнительную информацию, включая ссылку на интересную ручную намотку пружин, которую я испытываю искушение сделать (в любом случае, это, по сути, ручная намотка на токарном станке).
Нажмите на ссылку и прокрутите вниз до «Пружины»:
https://sites.google.com/site/lagadoacademy/useful-links#tipsandtricks
P.S.
Я почти закончил окончательную версию своей электронной таблицы. В основном мне просто нужно проверить это в последний раз, но мне пришлось немного отложить его из-за временной «весенней лихорадки».
кигггл
Известный член
- №14
 Это будет окончательный вариант, если не возникнут ошибки, которые необходимо исправить.
Это будет окончательный вариант, если не возникнут ошибки, которые необходимо исправить.Электронная таблица предлагает три варианта:
- Оправка: расчет размера оправки, необходимой для намотки пружины заданного диаметра.
- Эквивалент: по заданному набору параметров пружины найдите параметры пружины с такой же жесткостью пружины, но с другим размером проволоки, диаметром, количеством витков и т. д.
- Таблица: простая справочная таблица для определения диаметра оправки (оправки) для намотки пружин из музыкальной проволоки определенного размера.
Вариант 3 теоретически даст те же результаты, что и Вариант 1, но при тестировании я иногда обнаруживал небольшие различия. Я предполагаю, что таблица, вероятно, более точна для больших токарных станков в производственной установке, а вариант 1 более точен для маленьких токарных станков в любительской установке (но это чисто предположение).
Я протестировал электронную таблицу, насколько это было возможно, и полагаю, что в ней нет ошибок, но, конечно, я не могу этого гарантировать; если кто-то еще попробует и обнаружит проблему (и сообщит мне!), я внесу необходимые исправления.
Вы можете скачать электронную таблицу в версиях LibreOffice и Excel здесь:
https://sites.google.com/site/lagadoacademy/machining—lathes-mills-etc/tools—spring-making?pli= 1
деверетт
деверетт
- №15
http://web.archive.org/web/20120104131918/http://home.earthlink.
 net/~bazillion/intro.html
net/~bazillion/intro.html Дэйв
Изумрудный остров
кигггл
Известный член
- №16
Это действительно хорошая информация; вот обновленная ссылка на ту же информацию:
http://educypedia.karadimov.info/library/springs.pdf
Герхардвиенна
Герхардвиенна
- # 17
Только что скачал и электронную таблицу, и educypedia, это очень поможет!
Спасибо, что “доставили” это!
С уважением
Герхард
Сворфмунчер
Участник
- # 18
Таким образом, чтобы увеличить проволоку до 0,091 дюйма, я обнаружил, что «пружина» после намотки на моем токарном станке (ручной рукояткой) увеличивает диаметр готовой витки пружины слишком большим, чтобы поместиться. Я угадал размер оправки. Это лист поможет мне выбрать правильный диаметр
СПАСИБО!!
Колинск
Новый член
- # 19
Спасибо за этот калькулятор. Это пригодилось при разработке компактной торсионной пружины. Единственная функция, которую я бы счел полезной, – это рассчитать, сколько витков нужно намотать, чтобы получить желаемое количество витков. Обычно я наматываю слишком много витков и подрезаю пружину. Пока я буду использовать рассчитанную длину провода и столько наматывать. Еще раз спасибо.
Это пригодилось при разработке компактной торсионной пружины. Единственная функция, которую я бы счел полезной, – это рассчитать, сколько витков нужно намотать, чтобы получить желаемое количество витков. Обычно я наматываю слишком много витков и подрезаю пружину. Пока я буду использовать рассчитанную длину провода и столько наматывать. Еще раз спасибо.
SmithDoor
Известный участник
- #20
Похоже провод будет очень из формулы. Но в последний раз формула использовалась в 1970-х годах, и компьютеры были просто дремелем, так что вся бумага.
Я использовал южный изгиб 9А, просверлил отверстие в шпоночной ложе для подачи пружинной проволоки и запустил токарный станок с зацеплением гайки вала.
Обратите внимание, когда отрезаете провод, будьте осторожны, я кладу фанеру на кровать и поперечный салазок, чтобы не сделать Марка.
Дэйв
kquiggle сказал:
Этот пост частично является призывом к «тестерам»: я создал электронную таблицу для расчета диаметра оправки, необходимого для намотки пружины определенного диаметра и типа проволоки. Таблица основана на Спроектируйте и намотайте винтовые пружины Козо Хираоко (Часть 1, стр. 20 Машинист домашнего цеха, май-июнь 1987 г., часть 2, стр. 30 Машинист домашнего цеха, 1987 г., июль-август). Я считаю, что электронная таблица верна, но я прошу следующее:
- Попробуйте ссылку ниже – убедитесь, что вы можете получить доступ и использовать электронную таблицу
- Если возможно, убедитесь, что результаты электронной таблицы соответствуют вашему собственному опыту изготовления пружин
- Я основывал электронную таблицу на не очень хорошей копии цитируемой статьи – если кто-нибудь может предоставить мне копию статьи в высоком разрешении (или хотя бы просто график для нахождения значения k), я был бы признателен.