Сварочный полуавтомат без газа – цена и характеристики
Чем отличается сварка проволокой без газа от сварки полуавтоматом в газовой среде, что такое сварка полуавтоматическим методом, рассмотрено в этой статье.
Подготовительные работы перед сваркой
Перед началом проведения работ сварочные полуавтоматы должны пройти такие подготовительные процедуры:
- Проверка наличия заземления устройства. Это требование относится к одному из важных условий при работе с любым типом сварочного оборудования.
- Определение напряжения в сети требуется потому, что большинство приборов очень чувствительно к низкому или высокому напряжению.
- Требуется заранее определиться с режимом сварки. Настройки будут индивидуальными в зависимости от назначения устройства, типа металла, типа проволоки и способа сварки.
- Следует проверить диаметр наконечника, который должен соответствовать размеру проволоки.
- Также перед проведением работ необходимо проверить настройки горелки и подающего механизма.

- И на последнем этапе следует проверить качество проволоки — чтобы она не имела вмятин, повреждений и прочих дефектов.

Сварка полуавтоматом с газом и без газа
Сварка полуавтоматом представляет собой один из методов традиционной дуговой сварки. Сварочная проволока в этом случае выполняет роль сварного электрода. Проволока без остановки подается специальным механическим приводом с предварительно заданной скоростью к месту сварки.
Использование сварочных флюсов позволяет даже при использовании проволоки с небольшим диаметром обеспечить хорошее и глубокое распускание металла в сварочной ванне. За счет этого удается получить надежные швы при сварке как толстого, так и тонкого металла.
Применение полуавтомата позволяет существенно улучшить качество шва и производительность выполняемых работ. Благодаря полуавтоматической сварке специалисты могут создать около 30 метров шва в час.
С использованием газа
Сварку полуавтоматом можно выполнять с газом или без него. Если используется сварка с газом, то исключается попадание кислорода в зону работы с целью исключить переизбыток углерода или его недостачу. В противном случае шов может оказаться очень хрупким либо слишком мягким.
Если используется сварка с газом, то исключается попадание кислорода в зону работы с целью исключить переизбыток углерода или его недостачу. В противном случае шов может оказаться очень хрупким либо слишком мягким.
Такой способ достаточно трудоемок, ведь приходится носить газовые баллоны и заряжать их достаточно дорого. Кроме того, на сварочный полуавтомат без газа цена значительно меньше, в отличие от этого способа сварки с применением газа.
Без использования газа
Для использования сварки без газа может применяться порошковая проволока и флюсовая проволока. Порошковая проволока представляет собой стальную трубку, внутри которой содержится порошок для сварки — флюс. В процессе сгорания образуется защитная газовая среда в области сварочной ванны. Сварка порошковой проволокой без газа более проста в применении, чем сварка обычной проволокой в газовой среде.
Применение метода сварки без газа имеет определенные преимущества:
- нет необходимости использовать газовую аппаратуру;
- не нужно тратить средства на наполнение баллонов газом, так как при использовании способа сварочный полуавтомат без газа, цена затрат выгодно отличается в лучшую сторону;
- имеется возможность менять химический состав шва путем применения различных типов проволоки.

Таким образом, безгазовый способ сварки выгоден не только потому, что более доступен для реализации, но еще и потому, что он более выгоден с экономической точки зрения, так как на сварочный полуавтомат без газа цена расходов значительно меньше.
Рекомендации при сварке полуавтоматом без газа
Сварка полуавтоматическим методом схожа со сваркой обычными электродами, поэтому при использовании этого способа есть риск попадания шлака в сварочную ванну от сгоревшей проволоки с наполнением. Для предотвращения этого явления, рекомендуется поверх базового шва делать еще один. Первый шов при этом нужно предварительно зачистить.
Сварка порошковой проволокой без газа требует использования специальных механизмов, предотвращающих сжатие проволоки и ее поломку. Также недопустимо грубое обращение с проволокой, резкие повороты.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
| Однофазные сварочные полуавтоматы BLUEWELD с воздушным охлаждением для сварки электродной проволокой в среде защитного газа методом MIG-MAG или самозащитной порошковой проволокой (без газа).
|








 youtube.com/embed/UX81XigBgBY”>
youtube.com/embed/UX81XigBgBY”> 
 Существует несколько вариантов организации этого процесса:
Существует несколько вариантов организации этого процесса:
 6
6Что такое дуговая сварка порошковой проволокой (FCAW, также известная как сварка с двумя экранами)?
Дуговая сварка флюсовой проволокой (FCAW), также известная как сварка с двойным экраном, представляет собой полуавтоматический процесс дуговой сварки, аналогичный сварке металлическим активным газом (MAG). FCAW использует электрод с непрерывной подачей проволоки, источник сварочного тока постоянного напряжения и оборудование, аналогичное сварке MAG.
FCAW использует электрод с непрерывной подачей проволоки, источник сварочного тока постоянного напряжения и оборудование, аналогичное сварке MAG.
Этот процесс был впервые разработан в 1950-х годах в качестве альтернативы ручной дуговой сварке металлическим электродом (ММА), которую также называют сваркой электродугой. FCAW преодолевает многие ограничения, связанные с MMA, поскольку в нем используется проволочный электрод с непрерывной подачей.
При дуговой сварке под флюсом обычно используется защитный газ, аналогичный тому, который используется при сварке MAG, но ее также можно выполнять без защитного газа. Она более производительна, чем сварка MAG.
Как работает дуговая сварка под флюсом?
Дуговая сварка с флюсовой проволокой использует тепло, выделяемое электрической дугой, для сплавления основного металла в зоне сварного шва. Эта дуга зажигается между металлической заготовкой и непрерывно подаваемой расходуемой присадочной проволокой с трубчатым сердечником, при этом проволока и металлическая заготовка сплавляются вместе, образуя сварное соединение. Это похоже на сварку MAG, за исключением того, что при сварке FCAW используется полый трубчатый электрод, заполненный флюсом, а не сплошной металлический электрод.
Это похоже на сварку MAG, за исключением того, что при сварке FCAW используется полый трубчатый электрод, заполненный флюсом, а не сплошной металлический электрод.
Процесс FCAW можно разделить на два типа в зависимости от метода экранирования; один использует внешний защитный газ, а другой полагается исключительно на сам флюсовый сердечник для защиты зоны сварки.
Защитный газ, если он используется, защищает сварочную ванну от окисления и обычно подается извне из газового баллона высокого давления. Металл шва также защищен шлакообразованием от плавления флюса. Таким образом, процесс, неофициально известный как сварка с двойным экраном, был в первую очередь разработан для сварки конструкционных сталей. Наиболее часто используемыми защитными газами являются двуокись углерода или смеси аргона и двуокиси углерода. Наиболее часто используемая смесь состоит из 75% аргона и 25% углекислого газа. Этот метод двойного экрана предпочтителен для сварки более толстых материалов или для сварки в неустановленном положении. Этот процесс при одинаковых настройках позволяет получать сварные швы с более стабильными механическими свойствами и с меньшим количеством дефектов, чем в процессах MMA или MAG. Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность по сравнению со сплошной проволокой или стержневым электродом. Однако метод газовой защиты может не подходить для использования в ветреную погоду, поскольку нарушение газовой защиты может привести к ухудшению свойств металла сварного шва.
Этот процесс при одинаковых настройках позволяет получать сварные швы с более стабильными механическими свойствами и с меньшим количеством дефектов, чем в процессах MMA или MAG. Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность по сравнению со сплошной проволокой или стержневым электродом. Однако метод газовой защиты может не подходить для использования в ветреную погоду, поскольку нарушение газовой защиты может привести к ухудшению свойств металла сварного шва.
Второй вариант этого процесса не использует внешний защитный газ, а вместо этого полагается на защиту, обеспечиваемую самим порошковым электродом. Этот электрод обеспечивает защиту от газов, а также образует шлак, который покрывает и защищает расплавленный металл в сварном шве. Сердечник присадочной проволоки содержит шлакообразующие флюсы и материалы, выделяющие защитные газы при сгорании под действием тепла сварочной дуги. Защитный флюс означает, что этот процесс можно легко использовать на открытом воздухе даже в ветреную погоду без необходимости использования внешнего защитного газа. Это делает процесс чрезвычайно портативным и, следовательно, подходящим для сварки на открытом воздухе.
Это делает процесс чрезвычайно портативным и, следовательно, подходящим для сварки на открытом воздухе.
Какие металлы можно сваривать FCAW?
Дуговая сварка с флюсовой проволокой хорошо подходит для большинства углеродистых сталей, чугуна, нержавеющей стали и сплавов для наплавки/наплавки.
Однако цветные экзотические металлы, такие как алюминий, не могут быть сварены с использованием этого метода сварки.
Дополнительные сведения см. в разделе часто задаваемых вопросов о сварке алюминия.
Каковы преимущества?
Метод сварки с флюсовым сердечником имеет ряд преимуществ по сравнению с другими методами. FCAW предпочтительнее сварки MAG для наружных работ, а также для соединения более толстых материалов. Встроенная защита, обеспечиваемая присадочной проволокой, может выдерживать сильный ветер, а при использовании без внешнего защитного газа FCAW является портативным и удобным. Этот процесс сварки также обеспечивает большую гибкость в отношении составов сплавов, чем MAG. Он также обеспечивает более высокую скорость наплавки проволоки и повышенную стабильность дуги, что позволяет работать на высоких скоростях без отрицательного влияния на качество сварного шва.
Он также обеспечивает более высокую скорость наплавки проволоки и повышенную стабильность дуги, что позволяет работать на высоких скоростях без отрицательного влияния на качество сварного шва.
Дуговая сварка с флюсовой проволокой может выполняться во всех положениях, а также требует от операторов меньших навыков, чем MMA и MAG. Он также требует меньшей предварительной очистки металлов, чем другие процессы. Шансы на пористость также очень низки, если FCAW применяется правильно.
Каковы недостатки/ограничения?
Этот процесс имеет несколько недостатков по сравнению с другими методами сварки, включая образование ядовитого дыма, из-за которого трудно увидеть сварочную ванну. FCAW производит больше дыма, чем другие процессы, такие как MMA или MAG.
Пористость также может быть проблемой, если газы из металла сварного шва не могут выйти наружу до того, как металл сварного шва затвердеет.
Электроды FCAW требуют лучшего обращения и процедур хранения по сравнению с электродами из сплошной проволоки. Из-за трубчатой природы наполнитель иногда может быть дороже, чем твердые аналоги.
Из-за трубчатой природы наполнитель иногда может быть дороже, чем твердые аналоги.
Необходимо выбрать правильный присадочный металл, чтобы обеспечить требуемые механические свойства. Кроме того, необходимо обеспечить постоянную подачу проволоки, чтобы избежать связанных со сваркой проблем.
Другим недостатком является образование шлака, который необходимо удалять перед нанесением каждого последующего слоя. Наконец, хотя FCAW отлично подходит для соединения более толстых металлов, его не рекомендуется использовать для материалов тоньше 20 калибра.
Для чего используется FCAW?
Это гибкий процесс сварки, подходящий для сварки в любом положении, при условии правильного состава присадочного материала и флюса. Обладая высокой производительностью за счет высоких скоростей наплавки, он обеспечивает высокое качество сварных швов с хорошим внешним видом. Благодаря высокой скорости сварки и портативности этого метода сварки он широко используется в строительстве. Это также подтверждается тем фактом, что процесс можно легко проводить на открытом воздухе, даже в ветреную погоду.
Это также подтверждается тем фактом, что процесс можно легко проводить на открытом воздухе, даже в ветреную погоду.
Поскольку дуговая сварка с флюсовой проволокой может использоваться для различных сплавов, углеродистой, нержавеющей и дуплексной стали, она также часто используется для наплавки и наплавки.
Сопутствующие услуги
Как выполнять сварку с подачей проволоки
Сварщики используют разные методы для разных видов сварки. Каждый сварщик имеет разные предпочтения и опыт в различных методах. Для тех, кто плохо знаком со сваркой, использование сварочных аппаратов с подачей проволоки может быть самым простым в освоении и, следовательно, лучшим методом. Продолжайте читать, чтобы узнать, как выполнять сварку с подачей проволоки.
Что такое сварка с подачей проволоки?
Сварка с подачей проволоки аналогична сварке в среде инертного газа (MIG) и дуговой сварке в среде защитного газа (GMAW). Сварка MIG, GMAW или сварка с подачей проволоки соединяет металл, нагревая заготовку и непрерывно подаваемый электрод из присадочного металла электрической дугой. В процессе используются услуги защитного газа для защиты металла сварного шва от внешнего загрязнения окружающей среды.
В процессе используются услуги защитного газа для защиты металла сварного шва от внешнего загрязнения окружающей среды.
Сварочный аппарат с подачей проволоки специально разработан для мягкой сварки. В них используется полностью расходуемый электрод, и они идеально подходят для сварки относительно более мягких цветных металлов.
Сварка MIG может быть самой простой в использовании из всех, но она требует сложных технических действий, чтобы гарантировать, что процесс окажется продуктивным. Вам необходимо освоить использование сварочного пистолета и определить правильный источник сварочного тока, блок подачи проволоки и скорость. Вам также необходимо определить и использовать идеальный защитный газ и проволочный электрод.
Как это работает
Сварщик с подачей проволоки использует проволочный электрод с непрерывной подачей для сварки соединений. Вы вставляете проволочный электрод в машину с электрододержателем в форме пистолета. Как только вы нажмете на курок, несколько вещей начнут происходить одновременно.
- Включается источник питания, и ролики начинают работать
- Дуга оживает
- Начинается подача защитного газа
- Ролики подают проволоку
Непрерывно горящая дуга нагревает основной металл и одновременно плавит проволочный электрод. Два металла сплавляются вместе, образуя сварное соединение. На протяжении всего процесса защитный газ защищает металлы от загрязнения окружающей среды.
Повышает производительность, так как исключает необходимость остановки процесса и замены сгоревшего электрода. Однако использование сварочных аппаратов с подачей проволоки требует навыков и техники, которыми вы должны овладеть, чтобы обеспечить идеальный сварной шов.
Рекомендации по использованию сварочных аппаратов с подачей проволоки
Любая сварка требует определенного уровня знаний и глубокого понимания технических особенностей процесса. Вот несколько важнейших правил, которым необходимо следовать при использовании сварочного аппарата с подачей проволоки:
Направление
При сварке вы либо толкаете, либо тянете. Стандартная практика использования маршрута проста. Если при сварочных работах образуется шлак, вам нужно тянуть или тянуть. Проще говоря, при сварке электродом или сварке порошковой проволокой вы подносите проволоку к себе. При использовании сварочных аппаратов с подачей проволоки вы проталкиваете проволоку.
Стандартная практика использования маршрута проста. Если при сварочных работах образуется шлак, вам нужно тянуть или тянуть. Проще говоря, при сварке электродом или сварке порошковой проволокой вы подносите проволоку к себе. При использовании сварочных аппаратов с подачей проволоки вы проталкиваете проволоку.
В технике толчка вы отталкиваете горелку от сварочной ванны. Поскольку сила дуги направлена от ванны, направление проталкивания обеспечивает меньшее проникновение и плоский широкий валик. Ее также называют техникой удара вперед. Он обеспечивает лучший обзор соединения и позволяет лучше направить провод в соединение.
В технике натяжения или перетаскивания/удара слева пистолет направляется назад на лужу, а затем отводится от наплавленного металла. Он обеспечивает более глубокое проникновение и узкий валик, что приводит к более высокой скорости налипания или отложения металла.
При сварке MIG вы можете использовать либо метод проталкивания, либо метод протягивания.
Рабочий угол
Рабочий угол зависит от металла и соединения. Она зависит от металла, толщины металла и типа соединения. Существует четыре основных положения сварки:
- Плоское
- Вертикальное
- Горизонтальное
- Над головой
Плоское положение
В плоском положении тип соединения жизненно важную роль в определении рабочего угла.
Для стыковых соединений идеальный угол между пистолетом и заготовкой составляет 90 градусов. Направьте присадочный металл прямо в шов. Отрегулируйте угол хода от 5 до 15 градусов и сохраняйте его на протяжении всей процедуры. Чтобы избежать подреза и полностью заполнить широкий зазор, вы можете двигаться вперед и назад по стыку.
При сварке таврового соединения соблюдайте угол 45 градусов между проволокой и заготовкой. Для Т-образного соединения сварщик должен использовать свой опыт и изменять угол по мере необходимости, особенно при выполнении нескольких проходов. Изменение угла помогает избежать образования неравномерного наплавленного валика, а также позволяет избежать подрезов.
Изменение угла помогает избежать образования неравномерного наплавленного валика, а также позволяет избежать подрезов.
Соединения внахлестку требуют рабочего угла от 60 до 70 градусов. Вам нужно отрегулировать угол в соответствии с толщиной металла — чем толще металл, тем больше угол.
Горизонтальное положение
При сварке в горизонтальном положении необходимо учитывать влияние силы тяжести. Рабочий угол регулируется от 0 до 15 градусов по мере необходимости. Сварщик приспосабливается, чтобы присадочный металл не провисал и не перекатывался к нижней части сварного шва.
Сварщик также должен использовать комбинацию методов проталкивания и вытягивания, чтобы обеспечить ровный и гладкий сварной шов. Угол хода остается неизменным, несмотря на изменение направления, а также рабочий угол.
Вертикальное положение
Для сварки в вертикальном положении большое значение имеет подготовка к сварке. Рабочий угол будет зависеть от множества факторов. Однако угол перемещения для вертикально расположенных сварных швов должен составлять от 5 до 15 градусов от перпендикулярного положения. При использовании угла сварщик должен использовать технику плетения, чтобы контролировать размер и форму сварного шва. Он также контролирует охлаждающие эффекты сварочной ванны.
Однако угол перемещения для вертикально расположенных сварных швов должен составлять от 5 до 15 градусов от перпендикулярного положения. При использовании угла сварщик должен использовать технику плетения, чтобы контролировать размер и форму сварного шва. Он также контролирует охлаждающие эффекты сварочной ванны.
Верхнее положение
С потолочными сварными швами справиться сложнее. Для таких сварных швов не существует определенного рабочего угла. Насколько хорошо сварщик справляется с такой работой, зависит от его опыта. Не все начинают как профессионалы, но всегда есть место пробам и ошибкам. Вы можете потренироваться на практических листах, прежде чем приступить к сварке.
Угол перемещения
Угол перемещения — это угол между горелкой и сварным швом в плоскости, когда они расположены параллельно направлению движения. При нормальных условиях сварки сварщики поддерживают угол перемещения от 5 до 15 градусов. Они производят наименьшее количество брызг, имеют повышенную стабильность дуги и более высокий уровень проплавления.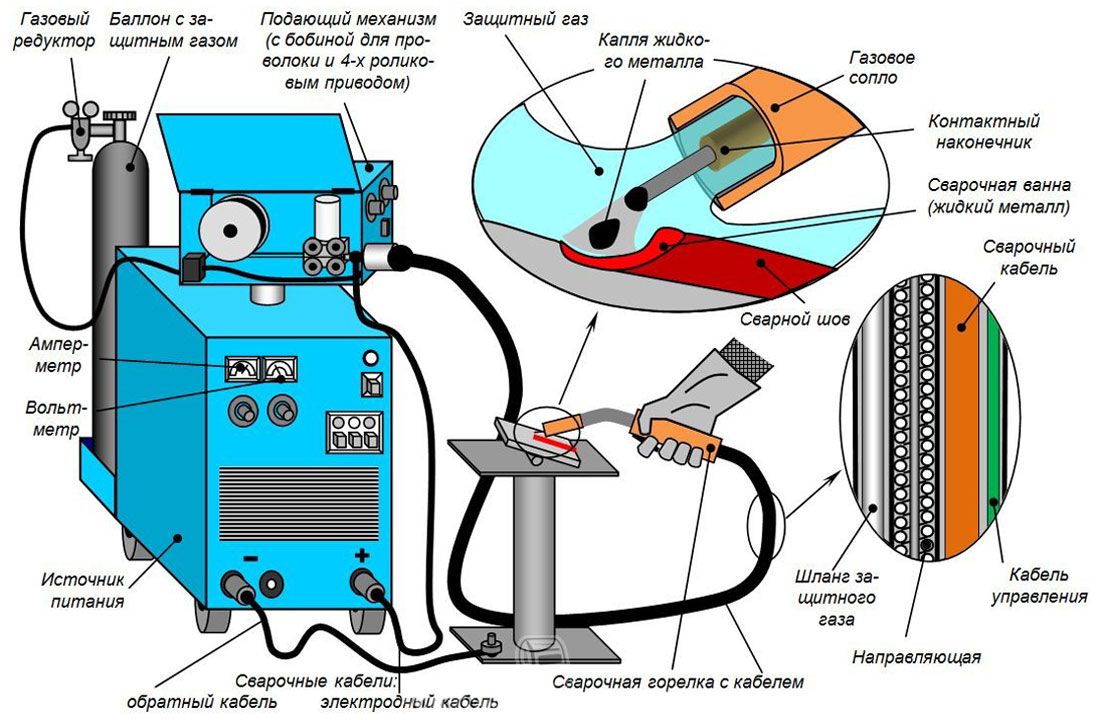 Углы от 20 до 25 градусов снижают производительность, так как они вызывают большее количество брызг и меньшее проплавление сварного шва.
Углы от 20 до 25 градусов снижают производительность, так как они вызывают большее количество брызг и меньшее проплавление сварного шва.
Выбор провода
Выбор типа провода относительно прост. В сварочных аппаратах с подачей проволоки чаще всего используются две проволоки:
- ER70S-3
- ER70S-6
. ржавая сталь. ER70S-6 подходит для ремонтных или профилактических сварных швов, поскольку он лучше всего работает в ситуациях, когда работа требует большего количества раскислителей.
При сварке более толстых металлов при более высоких температурах используйте проволоку диаметром 0,035 дюйма или 0,045 дюйма в зависимости от области применения и диапазона мощности сварщика.
Проволока диаметром 0,030 дюйма является отличным универсальным выбором. Тем не менее, мы предлагаем вам использовать проволоку диаметром 0,035 дюйма для листов средней толщины, а также в быту и в автоспорте.
Для более тонких листов лучше всего подходит проволока диаметром 0,023 дюйма. Это помогает контролировать тепловложение и снижает вероятность прогорания.
Это помогает контролировать тепловложение и снижает вероятность прогорания.
Выбор газа
Выбор защитного газа играет решающую роль в производстве высококачественных сварных швов. Использование неподходящего газа может не только создать пористый сварной шов, но и привести к образованию вредных паров, которые могут быть токсичными.
Комбинация 75 % аргона и 25 % двуокиси углерода является лучшим универсальным защитным газом для всех углеродистых сталей. Он образует минимальное количество брызг, предотвращает прожог листов тонкого металла и создает наилучший внешний вид валика.
Вы также можете использовать 100% CO2, и хотя это работает очень хорошо, но дает значительное количество брызг, а также создает более грубые шарики.
Длина проволоки
Длина проволоки, которая выходит из горелки, играет решающую роль в поддержании стабильности дуги. Сварщики обычно уходят 3/8 -й на дюйм торчит из сварочного аппарата. Еще немного, и дуга будет издавать шипящие звуки, как при жарке бекона.
Советы и подсказки
Сварка — довольно сложная техника для освоения. Знание некоторых конкретных техник может помочь вам научиться этому искусству.
При сварке листового металла лучше всего использовать проволоку диаметром 0,9 мм. Вы также можете получить проволоку диаметром от 0,7 мм до 4 мм, в зависимости от толщины и сварного соединения. Поскольку диаметр и выбор проволоки напрямую влияют на качество сварного шва, вы должны выбрать правильную проволоку.
Не менее важным является выбор идеального материала проволоки. Большинство электродов имеют раскисляющие слои, которые защищают основной металл от загрязнения и помогают улучшить качество.
Используйте высокое содержание аргона при выборе защитного газа. Комбинация аргона и CO2 работает лучше всего и обеспечивает идеальную защиту при создании оптимальной среды. Правильный выбор защитного газа также важен, так как он напрямую влияет на уровень производительности процесса.
Сварщики используют постоянный ток, чтобы создать идеальное сочетание проволоки и напряжения. Непрерывный ток повышает уровень производительности.
Непрерывный ток повышает уровень производительности.
Заранее попрактикуйтесь в выполнении процедуры, чтобы знать, как регулировать температуру к концу процедуры. Снижение температуры в нужное время имеет решающее значение для обеспечения полного и своевременного охлаждения металла для образования идеально гладкого сварного шва.
Используйте соответствующее защитное оборудование.
Защитное оборудование
При использовании сварочного аппарата с подачей проволоки убедитесь, что на вас надеты соответствующие защитные средства. Сварка MIG — это деликатный процесс, так как в некоторых случаях он приводит к образованию вредных дымов. Также повышена вероятность радиационных ожогов и поражения электрическим током. Чтобы защитить себя, вам понадобится:
- Огнестойкий комбинезон
- Защитная обувь
- Кожаные рукавицы
- Сварочная маска с подачей воздуха
Вы должны быть защищены от возможного пожара с помощью огнестойкого комбинезона. Электрическая дуга при использовании сварочных аппаратов с подачей проволоки не всегда стабильна. Первоначально, когда вы пробуете и проверяете настройку напряжения и силы тока, дуга может раскачиваться и подвергать сварщика опасности. В такой ситуации, если одежда сварщиков не является огнеупорной, они могут загореться.
Электрическая дуга при использовании сварочных аппаратов с подачей проволоки не всегда стабильна. Первоначально, когда вы пробуете и проверяете настройку напряжения и силы тока, дуга может раскачиваться и подвергать сварщика опасности. В такой ситуации, если одежда сварщиков не является огнеупорной, они могут загореться.
При сварке MIG также выделяется много тепла, что может привести к тяжелым ожогам. Огнеупорная одежда пригодится для защиты от тепла, выделяющегося во время процесса. Для дополнительной безопасности сварщик также должен носить кожаные рукавицы.
Кожаные рукавицы обеспечивают лучшую защиту по сравнению с перчатками. Они закрывают сварщика до локтя, что идеально подходит для такой опасной процедуры сварки. Все сварочные работы выделяют много тепла и могут привести к тяжелым ожогам сварщика. Мы предлагаем вам всегда использовать кожаные рукавицы вместо перчаток.
Защитная обувь — еще один важный элемент защитного снаряжения. При сварке в вертикальном или потолочном положении одна или две капли металла могут упасть на землю под действием силы тяжести. В таких ситуациях возможность падения расплавленного металла на ноги сварщика представляет серьезную угрозу безопасности. Чтобы защитить себя, сварщики должны носить одобренные защитные сапоги.
В таких ситуациях возможность падения расплавленного металла на ноги сварщика представляет серьезную угрозу безопасности. Чтобы защитить себя, сварщики должны носить одобренные защитные сапоги.
И последнее, но самое главное, вам необходимо носить соответствующую сварочную маску. Маска сварщика выполняет две основные функции:
- Защищает глаза
- Обеспечивает безопасную систему дыхания
Все виды дуговой сварки производят невероятно яркий свет. Близость дуги и сварочного аппарата создает реальную угрозу безопасности. Глядя на дугу невооруженным глазом, можно нанести непоправимый ущерб сетчатке. Маска с автоматическим затемнением не только защищает глаза, но и облегчает сварщику процесс сварки.
Помимо линз с автоматическим затемнением, каска также должна иметь систему вентиляции с подачей воздуха, чтобы исключить возможность вдыхания сварщиком ядовитых паров. Сварщик также должен знать о своей зоне дыхания и сохранять разумное расстояние от детали.
При использовании вытяжного устройства убедитесь, что вы направляете насадку в правильном направлении, чтобы пары не попали вам в лицо. Вместо этого направьте экстрактор как можно дальше от зоны дыхания.
Перед началом процедуры сварки:
- Убедитесь, что вы осведомлены обо всех опасностях, связанных с процессом
- Всегда проверяйте свой шлем и другие средства индивидуальной защиты, чтобы убедиться, что они соответствуют требованиям процедуры сварки
- Изучите оборудование и убедитесь, что знаете, как оно работает
- Установите местную вытяжную вентиляцию и средства индивидуальной защиты органов дыхания перед началом сварочных работ
- Обязательно передайте информацию своим коллегам
Вопросы по теме
Что разница между сварочным аппаратом MIG и сварочным аппаратом с подачей проволоки?
Сварочный аппарат MIG в основном аналогичен использованию сварочного аппарата с подачей. При сварке MIG вы вставляете присадочную металлическую проволоку в горелку. Тонкая металлическая проволока катится вперед через ролики, установленные в машине, и нагревается, расплавляясь и образуя сварной шов.
Тонкая металлическая проволока катится вперед через ролики, установленные в машине, и нагревается, расплавляясь и образуя сварной шов.
В чем разница между сварочным аппаратом TIG и сварочным аппаратом MIG?
Сварочные аппараты MIG и TIG используют дугу. Единственная разница между ними заключается в способе использования дуги. Сварочный аппарат MIG использует питающую проволоку, которая проходит через горелку и создает искру. Он нагревается и плавится, образуя сварной шов.
При сварке TIG вместо тонкой металлической проволоки используются длинные металлические стержни.
Что такое сварка MIG?
MIG означает сварку металлов в среде инертного газа. В нем используется электрическая дуга в сочетании с электродом из сплошной проволоки. Дуга нагревает проволоку, которая плавится и заполняет сварные швы. Дуга также нагревает основной металл, обеспечивая прочное соединение присадочного металла и заготовки. Полное название GMAW — дуговая сварка металлическим газом.