Как паять медь оловом
Пайка меди, а также ее сплавов в наше время является достаточно распространенной процедурой, поскольку не редко некоторое домашнее оборудование выполняется именно из данного материала. Таким образом, могут пригодиться знания относительно пайки медных проводов электрической проводки, радиаторов отопления, каких либо мелких бытовых деталей. Медная пайка деталей — популярная услуга многочисленных компаний, занимающихся ремонтом, пайкой изделий из различных металлов. Технически чистая медь может похвастать отличной электропроводностью, а также теплопроводностью. Также огромным преимуществом владеет медь, владеющая высокой устойчивостью против воздействия коррозии. Медь — сравнительно прочный, а также пластичный материал.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.

По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Пайка медных труб: технологические особенности и ход работы
- Как паять латунь дома
- Как паять медные трубы электрическим паяльником
- Как паять сталь оловом
- Пайка меди
- Правила пайки меди и бронзы
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Как правильно паять медные провода.
Пайка медных труб: технологические особенности и ход работы
Как припаять олово? Перед началом работы подготовьте паяльник особым образом — залудите его.
Затем залудить его оловом. Погружением в припой олова паяют медные трубчатые теплообменники. Для пайки лучше всего подойдут спиртовые флюсы. Но при флюсовом способе получить герметичные соединения непросто. Соединения, которые паяют оловянно-свинцовыми припоями, отличаются теплостойкостью. Но медь образует с оловом интерметаллиды. Поэтому припой нельзя сильно перегревать.
Прочность паянного соединения определяется прочностью химической связи между припоем и паяемым металлом и прочностью соединения частиц в припое. Припой вводится между деталями, которые необходимо спаять.
Пайкой при помощи оловяного припоя вы можете соединить медь с любыми другими металлами. При этом вы можете при необходимости распаять соединение.
Чтобы соединение было прочным, детали нужно правильно подготовить перед пайкой, удалить загрязнения и следы окислов. Медь поддается пайке очень хорошо. Она не взаимодействует с кислородом бурно, это означает, что вам не потребуется дорогой флюс. Главная Пайка олова Как припаять олово? Как получить двухлористое олово? Как работать с оловом? Оценка статьи:. Пока оценок нет.
Как паять латунь дома
Вызывающая интерес пайка меди может выполняться одним из четырех методов: паяльником, газовой горелкой, в печах или ваннах. Когда разговор заходит о низкотемпературной технологии, то подразумевают именно паяльник. Все остальные относятся к высокотемпературным процессам. Крупные же заготовки, ввиду их повышенной теплопроводности, нужно паять только горелками.
Крупные же заготовки, ввиду их повышенной теплопроводности, нужно паять только горелками.
Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные Они производятся со свинцом, оловом. Как правильно паять: пошаговая инструкция.
Как паять медные трубы электрическим паяльником
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку. Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять. В быту часто используются разные детали, в которых использована латунь и бронза.
Как паять сталь оловом
Коммуникации из меди являются сегодня редким, но исключительно надёжным вариантом для водоснабжения и отопления частного дома. Бытующее мнение о трудностях монтажа медных трубопроводов на деле не подтверждается абсолютно. Самостоятельная пайка медных труб доступна для непрофессионала, если он знает технологию процесса и владеет инструментами. Освойте тонкости соединения медных труб, соберите личный водопровод и вам больше не придётся никогда заниматься коммуникациями.
Бытующее мнение о трудностях монтажа медных трубопроводов на деле не подтверждается абсолютно. Самостоятельная пайка медных труб доступна для непрофессионала, если он знает технологию процесса и владеет инструментами. Освойте тонкости соединения медных труб, соберите личный водопровод и вам больше не придётся никогда заниматься коммуникациями.
Изделия из меди встречается повсеместно в разных сферах жизни.
Пайка меди
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты. Медь — один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. Существует множество видов пайки, для меди применяется капиллярная.
Правила пайки меди и бронзы
Все размещаемые материалы отражают исключительно мнения их авторов и могут не совпадать с мнением Администрации форума ХоумДистиллер. Форум самогонщиков, пивоваров, виноделов Оборудование Материалы и инструменты. Паяю нержу с ортофосфорной кислотой оловом. Подогреваю феном, дальше паяльникам. Проблема с паяльником.Вот размышляю, чем можно паять медь, чтобы без скруток и т.к. А аккуратно А то, что пайку, оловом – это и так понятно, но хочется.
В домашних условиях предпочтительнее использовать спаивание медных изделий, этот вариант, наиболее простой и быстрый, в сравнении с варкой. К тому же не понадобится специальное оборудование, которым будет осуществляться скрепление. При соблюдении всех правил и условий технологического процесса, можно получить прочное и надежное соединение элементов, увеличивая стойкость к различным нагрузкам.
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения.
Для проведения ремонта любой бытовой техники, мы непосредственно сталкиваемся с такой проблемой,- как самому припаять провода? Изложенная тема здесь как бы простая, но охватывает более такой обширный диапазон,- к чему припаять и как припаять.
Войти Регистрация. Найти строителей Найти материалы. Имя Запомнить? Чем паять медные провода? Вот размышляю, чем можно паять медь, чтобы без скруток и так как А аккуратно можно было проводку законтачить?! На ум приходит два варианта: 1 газовый паяльник сам никогда не пробовал 2 электросварка, неким тонким электродом, на малой мощности Что посоветуете?
Латунь — это сплав, обязательными компонентами которого являются медь и олово. Обладая высокой прочностью, пластичностью и коррозионной стойкостью, она хорошо подходит для изготовления как тяжелонагруженных деталей различных механизмов, так и элементов конструкций, работающих в агрессивных средах. Её основной недостаток — высокая стоимость. Но есть и другие проблемы, связанные с применением этого материала.
Обладая высокой прочностью, пластичностью и коррозионной стойкостью, она хорошо подходит для изготовления как тяжелонагруженных деталей различных механизмов, так и элементов конструкций, работающих в агрессивных средах. Её основной недостаток — высокая стоимость. Но есть и другие проблемы, связанные с применением этого материала.
как запаять медную трубку для отопления, для кондиционеров газовой горелкой, припой
Пайка медных труб: как запаять медную трубку для отопления, для кондиционеров газовой горелкой, припой!–www.miralinks.ru –>
Перейти к содержанию
Search for:
На чтение 11 мин Просмотров 551 Опубликовано
Использование труб из меди актуально в отоплении, водоснабжении и подводе газа к потребителям. Способность выдерживать высокое давление, и минимальная толщина стенки позволяет создавать компактные и эффективные трубопроводные системы. Пайка меди – наиболее технологичный способ герметизации стыков.
Пайка меди – наиболее технологичный способ герметизации стыков.
Содержание
- Способы пайки
- Низкотемпературная пайка
- Высокотемпературный метод
- Оборудование, инструменты и приспособления
- Материалы
- Флюс
- Припои
- Соединительные фитинги
- Технология пайки медных труб
- Отрезка труб
- Нанесение флюса
- Стыковка перед пайкой
- Низкотемпературный способ
- Высокотемпературный способ
- Техника безопасности
- Ошибки при пайке
- Виды медных труб
- Как соединить медные трубки без пайки
Способы пайки
Минимальный зазор в соединении фитинг-труба должен быть заполнен металлом, способным выдерживать температурное расширение и скачки давления. Поэтому паять медь – технологически, верно, это создаст монолитный узел. Качественная пайка редко разгерметизируется, надежность соединения высокая. Существует две методики спайки.
Низкотемпературная пайка
Заполнение зазора между деталями происходит при температуре, не превышающей порог в 450 градусов. Еще одно название – пайка мягким методом. В технологическом процессе задействуется припой на основе олова и свинца с низкой температурой плавления. Швы, формируемые при таком методе работы, имеют ширину от 7 до 50 мм. Несмотря на то, что пайка мягкая, способ имеет ряд плюсов:
Еще одно название – пайка мягким методом. В технологическом процессе задействуется припой на основе олова и свинца с низкой температурой плавления. Швы, формируемые при таком методе работы, имеют ширину от 7 до 50 мм. Несмотря на то, что пайка мягкая, способ имеет ряд плюсов:
- Низкотемпературный припой и малый нагрев исключает возможность отжига меди. Это сохраняет заводские характеристики металла и продлевает срок службы всей системы.
- Соединить при температуре до 450 градусов можно медные трубы с сечением от 6 мм до 108 мм. Этого достаточно для работ в домашних условиях.
Сфера применения метода – для отопления, подвода воды с температурой жидкости внутри трубопровода не более 130 градусов. Такой способ не подходит для создания газопроводов.
Высокотемпературный метод
Соединение медных трубок методом высокой температуры требует начальной подготовки.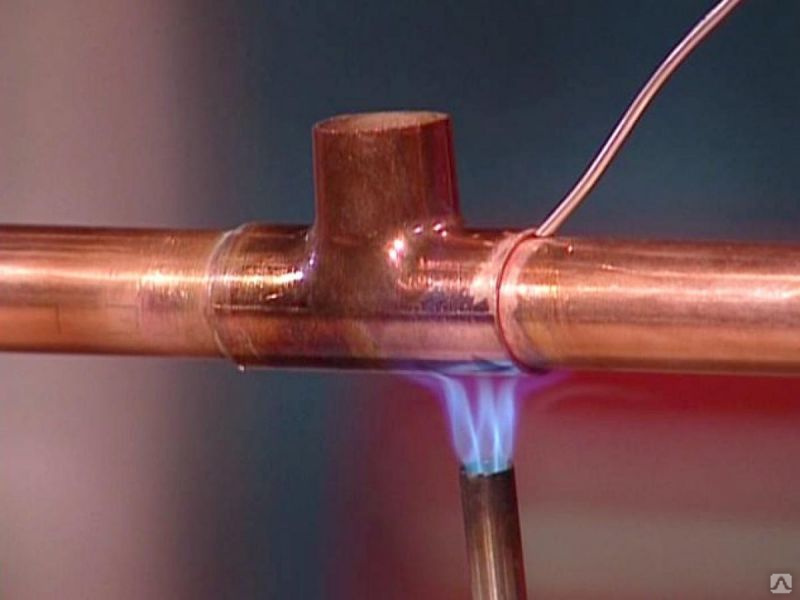 Пайщик медных труб подготавливает флюс и припой. Последний в своем составе содержит более тугоплавкие металлы – в смеси содержится определенный процент меди и серебра.
Пайщик медных труб подготавливает флюс и припой. Последний в своем составе содержит более тугоплавкие металлы – в смеси содержится определенный процент меди и серебра.
Рабочая температура для пайки – свыше 450 градусов. Шов формируется устойчивый и твердый. Соединения подойдет для стыков, которые подвергаются механическим воздействиям. Пайка медных труб высокой температурой отличается устойчивостью к нагреву соединения – разгерметизация в этом случае не произойдет.
Твердый процесс пайки сопровождается отжигом меди, трубка и сам стык становятся менее прочными за счет умягчения. Для снижения рисков разогретый стык должен пройти естественное остывание. Запрещается использовать воду или воздушный обдув.
Соединение фитингов и медных трубок твердым припоем выполняется на сечениях от 12 до 159 мм. Именно этот способ задействован при работе с газом: магистралями и подводящими участками до потребителей. Для водопровода этим способом соединяются трубки от 28 мм в диаметре. Допускается разогревать теплоноситель и применять в системах охлаждения с температурами свыше 130 градусов.
Допускается разогревать теплоноситель и применять в системах охлаждения с температурами свыше 130 градусов.
Оборудование, инструменты и приспособления
Соединение пайкой медных трубок требует наличия определенного списка оборудования и инструментов. Для качественной подготовки применяют:
- Труборез ручной – позволяет выполнять раскрой трубы под прямым углом. Может оставлять небольшую фаску, завальцовывать рез.
- Устройства снятия фаски – используется после трубореза. Служит для очистки заусенцев, стружки. Восстанавливает номинальный диаметр трубки после реза, если ее немного смяло.
- Расширитель – используется, если медь отожженная. Позволяет увеличить диаметр трубки и вставить одну деталь в другую без фитингов.
- Ерш по размеру трубы и специальная губка. Зачищает окислы, подготавливает поверхность для нанесения флюса.
- Газовая горелка. Устройства делятся на бытовые, позволяющие паять не толстые медные трубы в домашних условиях, и промышленные, для ответственных узлов и конструкций.


В зависимости от вида работ, инструмент должен быть подобран: под диаметр труб, тип припоя, вид трубопровода. Например, пайка медных проводов может быть выполнена феном.
Материалы
Трубопровод соединяют с использованием:
- флюса;
- припоя;
- фитингов – можно исключить, если применяется расширитель трубок.
Все расходники делятся на подвиды по составу, свойствам, размерам.
Флюс
Чтобы запаять стык качественно, особое внимание потребуется уделить флюсу. Если соединить с нагревом медь и олово без флюса – прочного и герметичного соединения не добиться. Он подбирается по способам – бывает низкотемпературным и высоко температурным.
Флюс необходим, потому что:
- удаляет окислы, способные ухудшить качество соединения;
- защищает зону пайки от атмосферного кислорода;
- увеличивает адгезию припоя;
- помогает равномерно распределить припой.
В качестве флюса можно применить паяльную пасту – густую смесь из всех основных компонентов для пайки. Ее удобнее наносить и удержать на трубке до нагрева и введения припоя.
Ее удобнее наносить и удержать на трубке до нагрева и введения припоя.
Припои
Припой подбирается исходя из предназначения трубопровода. Промышленность предлагает массу твердых и мягких сплавов, чтобы паять медные фитинги и трубы. Припой с низкой температурой плавления можно использовать в домашних условиях. Пайщик медных труб может использовать обычную портативную горелку.
При работе с припоем важно не перегреть стык – при перекале паяемый металл может вытечь, сделав стык негерметичным. Капиллярная пайка предполагает разогрев флюса до изменения цвета с последующим введением припоя. В этом случае металл буквально втягивается в обрабатываемый стык, полностью заполняя.
В основном материал для пайки содержит олово с включением меди, сурьмы, серебра. Лучший вариант – серебросодержащий припой. Материал на основе олова и свинца вреден и не используется из соблюдений требований безопасности.
Для производства высокотемпературных работ используются припои с медью и фосфором. Особенность данного припоя – соединение двух медных трубок не потребуетс флюса. Стык будет прочный и правильный за счет вхождения в состав меди – будет наблюдаться равное тепловое расширение.
Особенность данного припоя – соединение двух медных трубок не потребуетс флюса. Стык будет прочный и правильный за счет вхождения в состав меди – будет наблюдаться равное тепловое расширение.
Пайка медных труб с твердым припоем в виде стержней производится на основании диаметра стыка. Для толстых – применятся утолщенные прутки, для тонких трубок подойдет проволока в 2-3 мм толщиной.
Соединительные фитинги
Если невозможно расширить стык и выполнить соединение двух медных трубок одну в одну, можно использовать фитинги. Размер таких деталей подбирается по диаметру трубки и раструб не требует дополнительного изменения геометрии. По форме выделяются:
- Угловые отводы.
- Стыковочные муфты.
- Тройники.
- Отводы с резьбой – для присоединения потребителей к трубопроводу.
Сварка разных медных трубок может быть произведена с помощью редукционных фитингов с изменяющимся диаметров. Основной недостаток – цена фитинга, влияющая на стоимость исполнения трубопровода.
Отдельная категория фитингов продается с уже нанесенным припоем -в форме валика внутри стыка. Такое изделие остается только соединить с трубкой и прогреть.
Технология пайки медных труб
Качественные швы – результат того, как пайщик медных труб изучит весь рабочий процесс. Если внимательно и старательно выполнить каждый этап – все получится даже у новичка. Навыки пригодятся при ремонте труб, восстановлении систем охлаждения холодильников. Весьма востребована в летнее время – пайка течей медных труб для кондиционеров.
Отрезка труб
Отрезка труб может производиться ручным труборезом, болгаркой, ножовкой по металлу. Главное условие – сохранение геометрии среза. Для этого с края металла удаляется стружка, завернутые края выравниваются специальным инструментом. Перед нанесением флюса стык совмещается – детали должны входить друг в друга без заеданий. Можно провернуть стык внутри.
Нанесение флюса
Перед нанесением флюса:
- Внутренняя часть стыка обрабатывается ершом по размеру трубки (для малых диаметров). Трубы большого диаметра внутри стыка обрабатываются специальной губкой.
- Конец трубки, идущей в стык, обрабатывается специальным материалом- жетской губкой.
 Трубы большого диаметра внутри стыка обрабатываются специальной губкой.
Трубы большого диаметра внутри стыка обрабатываются специальной губкой.Шероховатость после такой обработки позволяет флюсу лучше держаться на поверхности. Паста наносится на наружною часть трубы равномерно, без пропусков.
Если рассматривается ювелирная пайка, то флюс должен быть удален после самого процесса спайки. Также после остывания изделие необходимо промыть.
Стыковка перед пайкой
После соединения стыка производится взаимный поворот двух деталей друг относительно друга для равномерного заполнения флюсом всего стыка. Остатки снаружи трубы удаляются ветошью.
Сварка медных трубок производится в неподвижном состоянии стыка, поэтому детали располагаются на удобной негорючей подставке.
Низкотемпературный способ
Подробный порядок действий – в видео ролике.
 youtube.com/embed/5dlMbjUrWLo?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/5dlMbjUrWLo?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Сварка любых медных трубок таким способом происходит с применением припоя и флюса низких температур. Для быстрого нагрева подойдет бытовая горелка с баллончиком газа.
Осторожно – газовый баллон при перевороте дном вниз может резко увеличить факел, поэтому нагрев производится в одной плоскости.
Зажженную горелку наводим на стык и равномерно прогреваем, немного смещая в стороны. В это же время припоем, размотанным из катушки, касаемся края стыка – флюс должен начать изменять цвет, прислоняем пруток к флюсу.
Отводим горелку от стыка. За счет капиллярного эффекта металл распределится по стыку, а припой изменит цвет с серого на серебристо оловянный.
На заметку: некоторые пайщики медных труб утверждают, что капля внизу стыка указывает на наполненность капиллярного шва. На практике это чаще всего подтверждается, но не стоит вводить слишком много припоя – паянный стык за это время может перекалиться.
На практике это чаще всего подтверждается, но не стоит вводить слишком много припоя – паянный стык за это время может перекалиться.
Важно в процессе нагрева не перекалить стык. Иначе флюс выкипит и не даст припою заполнить стык полностью – соединение придется очищать и паять медную трубу заново, что не очень удобно.
Остывание проводится естественным образом. До момента охлаждения стыка трогать его запрещается, чтобы не испортить работу.
Работать можно не только газовой горелкой, спаять трубки можно феном, паяльником со щипцами. Ограничение нагрева – примерно 450 градусов.
Допускается соединять подобным образом медь с латунью, медь с нержавейкой.
Высокотемпературный способ
Сварка двух медных трубок данным образом потребует применения профессиональной горелки. В качестве заправки баллона – пропан+ацетилен, или ацетилен с воздухом.
Пайщики медных труб советуют делать быстрый прогрев всего стыка – высокая температура пламени не должна перекалить металл. Цвет пламени – ярко-синий, нагревается труба большого диаметра по всей длине окружности.
Цвет пламени – ярко-синий, нагревается труба большого диаметра по всей длине окружности.
В процессе прогрева медный стык изменит цвет с обычного на темно-вишневый, это говорит о достижении порога температуры в 750 градусов. Теперь в рабочую зону можно вносить припой. Для ускорения разогрева от деталей горелка кратковременно подносится к прутку, а итоговое плавление происходит от накаленного стыка. Обязательное условие – полное заполнение шва припоем.
Труба или фитинг остывают в естественных условиях. После охлаждения остатки флюса стираются – чтобы исключить окисление металла рядом со стыком после пайки твердыми припоями. Подробнее – в видео.
Техника безопасности
Чтобы правильно и безопасно паять медные трубы, необходимо соблюдать ряд правил техники безопасности:
- Медь активно проводит тепло. Поэтому все детали, если их необходимо придерживать, берутся в руку только в рукавице или с помощью специальных клещей.
- Флюс – химически активный состав. Нельзя допускать попадание данной смеси на кожу и слизистые оболочки. Если это произошло, потребуется быстро промыть участок кожи водой.
- Одежда подбирается из материалов, плохо воспринимающих горение. Рукава – не болтаются.
- Место выполнения пайки медной трубы должно хорошо проветриваться, чтобы пары флюса не стали причиной ожога дыхательных путей или отравления.
- Готовые стыки протираются или промываются, ветошь с остатками флюса утилизируется.
- Газовые горелки контролируются на герметичность и хранятся в безопасных местах между применением.
- При работе другим оборудованием, потребуется подождать остывания. При охлаждении после работы медного паяльника до 20 градусов его можно убрать.
- Припой для пайки меди в расплавленном состоянии может стать причиной ожогов – нельзя допускать каплепадения.
 Поэтому все детали, если их необходимо придерживать, берутся в руку только в рукавице или с помощью специальных клещей.
Поэтому все детали, если их необходимо придерживать, берутся в руку только в рукавице или с помощью специальных клещей.
Ошибки при пайке
Чаще всего промахи в работе допускают начинающие мастера. Чтобы шов при пайке был качественным, следует учесть следующие распространенные ошибки:
- стыковка двух элементов с дефектами от резки или заводским браком;
- плохая очистка рабочих плоскостей и обезжиривание;
- не качественный прогрев всего стыка;
- спаиваемые детали должны иметь определенную ширину шва, диапазоны имеют следующий вид – трубы от 6 до 108 мм должны иметь стыки от 7 до 50 мм;
- перекал стыка и разрушение флюса;
- спаянные детали проверяются до полного остывания.
Необходимо учитывать все нюансы и начать практиковаться на обрезках. Для того, чтобы получить минимальный опыт, достаточно создать 3-5 стыков. Ювелирная пайка предполагает тренировочные операции с ломом драгоценных металлов. Мастер должен научиться понимать, как паять и чем паять тот или иной тип дефекта на изделии.
Виды медных труб
Медная труба представлена в двух разновидностях:
- отожженная;
- неотожженная.

Процесс изготовления отожженной трубы заключается в ее нагреве после создания до 600-700 градусов. Таким образом возвращается эластичность металла. Такие трубы более гибкие, им не так страшно расширение воды при замерзании.
Минус – сниженная прочность ввиду нагрева. Для пайки медных труб такого типа подойдут мягкие припои.
Неотожженая труба на порядок прочнее, но изогнуть ее не получится. Поэтому, если монтируется отопление или система теплый пол, подводки к коллекторами и отводы на котел выполняются с использованием фитингов.
Отожженная медь продается бухтами – 10-25-50 м. Неотожженная – прямыми кусками 2.5 – 3 м.
Как соединить медные трубки без пайки
Для соединения медных труб без флюса и припоя можно использовать специальные обжимные фитинги. Они позволяют быстро создать герметичные и прочные стыки без нагрева, используя ручной инструмент.
У обжимных фитингов есть два недостатка: высокая стоимость и возможность ухудшения герметичности. Со временем металл может прожаться и придется применять либо новый фитинг, либо обрабатывать трубу и паять ее одним из методов, описанных выше.
Со временем металл может прожаться и придется применять либо новый фитинг, либо обрабатывать трубу и паять ее одним из методов, описанных выше.
Оцените автора
( Пока оценок нет )
Oatey® 97/3 Бессвинцовый припой для сантехнических проводов
Oatey® 97/3 Бессвинцовый припой для сантехнических проводов
Oatey® 97/3 Бессвинцовый припой для сантехнических проводов
Oatey® 97/3 Бессвинцовый припой для сантехнических проводов 9003 Припой
Oatey® 1 фунт. 97/3 Припой для медной/оловянной проволоки
Oatey® 97/3 Бессвинцовый припой для сантехнической проволоки представляет собой припой из оловянно-медной проволоки, предназначенный для применения в сантехнике. Он внесен в список NSF для использования с питьевой водой и идеально подходит для запотевания медных и латунных сантехнических соединений.
UPC: 038753209739
Деталь №: 20973
Технические ресурсы (5)
| паспорт безопасности |
| Паспорт безопасности Канады английский |
| SDS Канада Французский |
| Паспорт безопасности испанский |
| Часто задаваемые вопросы |
Основные характеристики
- Бессвинцовый припой из оловянно-медной проволоки
- Сплав, состоящий из 97 % олова и 3 % меди
- Для запотевания медных и латунных сантехнических соединений
- 100% бессвинцовый припой
- Разработан для применения в водопроводной/питьевой воде
- 440-572°F диапазон плавления
- Соответствует требованиям Закона о безопасной питьевой воде
- Одобрено NSF/ANSI/CAN 61
- Неограниченный срок хранения
- 1 фунт
Технические характеристики
| Марка: | Оати |
| Тип продукта: | Проволочный припой |
| Диапазон плавления: | 440°-572°F |
| Масса: | 1,05 фунта |
| Вести: | Нет |
| Материал: | Металл |
| Размер: | 1 фунт |
Связанные ресурсы
Серебряный бессвинцовый припой, 95/5 и быстродействующий припой одобрены для этого применения.
Нет. Oatey не производит припой или флюс для этого применения.
Менее 2%.
Просмотреть еще
Блог Oatey
Какие существуют типы припоя?
Припой — это материал, который используется для постоянного соединения объектов, таких как трубы или провода. Основное применение пайки в сантехнической промышленности – герметичное соединение…
Как профессионально паять латунь с низким содержанием свинца с помощью флюса для лужения
Флюс для лужения особенно полезен для эффективной пайки латуни с низким или нулевым содержанием свинца. Как правило, свинцовая латунь проводит тепло лучше, чем используемые сегодня металлы. Однако самые старые, свинцовые трубы…
Подробнее
Видео
Подробнее
Есть вопрос? Спроси Оти!
Oatey® 97/3 Бессвинцовый припой для сантехнических проводов
Oatey® 97/3 Бессвинцовый припой для сантехнических проводов
Oatey® 97/3 Бессвинцовый припой для сантехнических проводов
Предыдущий Следующий
Похоже, вы используете неподдерживаемый браузер.

Если вы в настоящее время используете Internet Explorer, мы рекомендуем вам переключиться на Edge или другой поддерживаемый браузер, чтобы насладиться лучшим опытом, который может предложить Oatey.com.
Подробнее
OK
5 простых шагов по пайке медных труб (наконечники для повторной пайки)
от Pip’s Island Home
Медьобычно используется для водопроводных труб на кухнях и в ванных комнатах, потому что свойства металла делают его отличным носителем воды. Он очень устойчив к коррозии и невероятно прочен. Однако это не означает, что утечки невозможны.
Если у вас возникли течи в ваших медных трубах, вам нужно знать, как их восстановить. Точно так же, если вы устанавливаете новую систему медных труб, вам также необходимо знать, как их соединить. Это можно сделать с помощью процесса, известного как пайка.
Пайка, иногда известная как пайка, представляет собой процесс, при котором два или более металлов соединяются вместе путем расплавления припоя в месте соединения.
В то время как многие люди просто вызовут сантехника для выполнения этой работы, процесс пайки медных труб не так уж сложен для новичка. Сегодня мы приведем пошаговую инструкцию, как паять медные трубы.
Инструменты и материалы, которые вам понадобятся
Хотя сам процесс не слишком сложен, есть некоторые специальные материалы, которые вам понадобятся, если вы хотите выполнить работу эффективно. Это может быть связано с небольшими затратами, но это будет ничто по сравнению со стоимостью найма сантехника. Вот список всего, что вам понадобится:
- Медные трубы
- Труборез
- Очиститель проволоки
- Наждачная шкурка
- Бессвинцовый флюс
- Пропановая горелка
- Паяльник
Как паять медные трубы – пошаговые инструкции
Шаг 1 – Отрежьте ваши трубы
Первое, что вам нужно сделать, это отрезать ваши медные трубы. Независимо от того, устраняете ли вы утечку или настраиваете новую систему, вам нужно будет купить новый комплект. Лучший способ разрезать трубы — использовать труборез.
Независимо от того, устраняете ли вы утечку или настраиваете новую систему, вам нужно будет купить новый комплект. Лучший способ разрезать трубы — использовать труборез.
Труборезы обычно поставляются с отрезным и направляющим роликами, а также отрезным роликом. Зажмите медь между этими двумя колесами и вращайте медную трубу, как если бы вы использовали консервную банку с бобами и консервный нож. Продолжайте вращать и скручивать трубу вокруг резака, пока труба не отломится. Убедитесь, что вы не зажимаете трубу слишком сильно, иначе это может привести к вмятине на трубе.
В то время как для медных труб в ванной/кухне отлично подойдет труборез, вместо него можно использовать ножовку, если труба особенно толстая.
Шаг 2. Очистите место разреза
Хотя может показаться, что вы сделали максимально чистый разрез, вам все равно нужно очистить трубу вокруг места разреза. Во-первых, когда вы делаете разрез труборезом, внутрь трубы вдавливается медный выступ. Если вы не очистите и не удалите этот выступ, вода не будет течь по трубе так гладко, как должна.
В дополнение к этому используйте ершик для проволоки с маленькими щетинками для очистки внутренней и внешней поверхности трубы. Это поможет удалить оксидный слой с поверхности трубы, чтобы она выглядела блестящей и гладкой.
Метод очистки проволоки обеспечивает более тщательную очистку, но если вам нужна скорость, используйте наждачную шкурку. Сверните его в форму трубы и засуньте внутрь, прежде чем вращать внутри. Это обеспечит вам хорошую и быструю чистку салона. Вы также можете очистить внешнюю поверхность наждачной бумагой, если хотите.
Шаг 3. Профлюсуйте стык
Теперь пришло время нанести бессвинцовый флюс на стык трубы. Припой нельзя наносить непосредственно на соединение, поэтому вам нужен флюс, который по существу будет служить для него направляющей. Флюс втягивает припой в соединение, обеспечивая надежное и эффективное соединение.
Используйте кисточку, чтобы нанести этот флюс на соединение трубы и внутреннюю часть фитинга, к которому вы подсоединяете трубу. Соедините две части так, чтобы они хорошо соединились, а затем сотрите лишний флюс, выдавивший концы.
Соедините две части так, чтобы они хорошо соединились, а затем сотрите лишний флюс, выдавивший концы.
Шаг 4. Нагрейте соединение
Используйте пропановую горелку, чтобы нагреть соединение трубы перед пайкой. Без высокой температуры процесс пайки не будет работать. Убедитесь, что пропановая горелка постоянно вращается вокруг медной трубы, чтобы все участки были покрыты. Последнее, что вам нужно, это чтобы одна половина сустава была очень горячей, а другая половина была теплой. Время от времени постукивайте паяльником по стыку, чтобы убедиться, что он достаточно горячий, чтобы расплавиться. Как только это произойдет, перейдите к следующему шагу.
Этап 5. Припаяйте стык
Расплавьте припой на стык, а затем повторно нагрейте участок. Это гарантирует, что соединение будет покрыто припоем. Продолжайте делать это до тех пор, пока не начнете видеть серебряное кольцо вокруг всего соединения — это признак того, что припой был успешно нанесен на соединение.
Нельзя переусердствовать в процессе пайки, так как может возникнуть точка, в которой будет нанесено слишком много материала, и на стыке начнут образовываться пузыри. Хотя на самом деле это не повлияет на прочность медной трубы, она выглядит грязной и заставит вас начать все сначала, если вы любите, чтобы все выглядело гладко.
Хотя на самом деле это не повлияет на прочность медной трубы, она выглядит грязной и заставит вас начать все сначала, если вы любите, чтобы все выглядело гладко.
После того, как вы закончите процесс пайки, соединение должно быть достаточно прочным, чтобы соединить два фитинга вместе и предотвратить дальнейшие утечки.
Как перепаять соединение
В начале этой статьи мы обсудили возможность того, что ваши существующие трубы протекают. Когда это произойдет, вы можете либо следовать инструкциям, которые мы изложили выше, чтобы построить новый набор соединений медных труб, либо попытаться перепродать свои оригинальные трубы (если утечка происходит из соединений).
Также может случиться так, что вы следуете нашим инструкциям выше, а затем через несколько месяцев понимаете, что вы не справились с работой так хорошо, как могли бы. Если это так, то повторная пайка является вариантом.
Для этого разберите существующий шарнир, нагрев его, а затем раздвинув плоскогубцами. Не пытайтесь разобрать их руками после того, как вы снова нагрели их по понятным причинам!
Не пытайтесь разобрать их руками после того, как вы снова нагрели их по понятным причинам!
После того, как соединительная труба будет отделена от того, к чему она была прикреплена, снова нагрейте соединение, пока существующий припой не начнет размягчаться, а затем повторите процесс пайки, описанный ранее.
Если вы хотите быть более тщательным, отшлифуйте наружную и внутреннюю часть фитинга наждачной бумагой, чтобы удалить как можно больше припоя. Как только ваша трубка будет выглядеть настолько свежей, насколько это возможно, можно вернуться к шагу 3 нашего пошагового процесса и на этот раз выполнить работу лучше.
На что следует обратить внимание перед началом этого процесса
Прежде чем начать весь этот процесс, необходимо учесть несколько моментов. Прежде всего, это вопросы безопасности при пайке медных труб. Вы будете иметь дело с оборудованием, которое может причинить вам серьезный вред, если вы что-то испортите. Во-первых, труборез может легко прорезать вашу кожу, и это меньше всего вас беспокоит.
Если ваша кожа подвергнется воздействию пропановой горелки или, что еще хуже, паяльника, вы получите серьезные ожоги. Кроме того, при завершении процесса убедитесь, что поблизости нет легковоспламеняющихся материалов, потому что пропановая горелка может легко их зажечь.
Еще кое-что, что вы должны принять во внимание, это то, сэкономит ли вам время и деньги вызов сантехника. Конечно, если вы будете следовать нашим инструкциям в точности и сделаете все идеально, то сделать это самостоятельно — правильный вариант. Однако, если вы делаете половину работы и начинаете часто сталкиваться с протечками на кухне и в ванной, то затраты на вызов сантехника для продолжения ремонта будут означать, что вы проиграли в долгосрочной перспективе.
Заключение
В заключение отметим, что процесс пайки медных труб можно выполнить самостоятельно, если соблюдать осторожность и следовать инструкциям.