Пайка медный труб газовой горелкой:Пошаговая инструкция газовой горелкой +Фото и Видео
Соединение металла при помощи припоя применяется с древних времен. Многие мастера стараются самостоятельно выполнять подобные работы, дабы сэкономить деньги и быть уверенными в качестве выполненной работы. Пайка медных труб при помощи газовой горелки заставит поволноваться даже доку.
Неправильный монтаж, может привести к не герметичности трубы, и даже к пожару. Если четко следовать инструкции, правильно подобрать нужный качественный материал и надлежащие инструменты, оборудовать рабочее место, то можно избежать всех казусов.
Как сделать качественную пайку медных труб расскажем в статье.
Содержание статьи:
- 1 О навыке и умении пайки
- 2 Как паять медные трубы
- 2.1 С чего начать газовую пайку медных труб?
- 2.1.1 Существует два вида пайки
- 2.1.2 Принцип
- 2.1.3 Твердая и мягкая пайки
- 2.2 Инструмент для пайки
- 2.
 3 Очередность выполнения операций пайки газовой горелкой
3 Очередность выполнения операций пайки газовой горелкой - 2.4 БЕЗОПАСНОСТЬ
- 2.1 С чего начать газовую пайку медных труб?
- 3 Частые ошибки при совершении пайки медных труб газовой горелкой
 3 Очередность выполнения операций пайки газовой горелкой
3 Очередность выполнения операций пайки газовой горелкойО навыке и умении пайки
Конечно, не обязательно обладать умением пайки, но приобрести это навык желательно. Медные трубы сейчас применяются редко для оборудования системы водопровода из-за своей дороговизны. Несмотря на это, они считаются лучшим материалом.
Медь гибкая, долговечная, легко поддается пайке. Медную систему можно бетонировать, с ней ни чего не случиться. Все затраты окупятся одним сроком службы. К тому же умение паять пригодится не только для создания водопроводной системы.
Как паять медные трубы
С чего начать газовую пайку медных труб?
Существует два вида пайки
- 1.высокотемпературная
- 2.капиллярная низкотемпературная
Принцип
Пайка медных изделий при высокой температуре – это монтаж деталей при температуре превышающей + 450 градусов.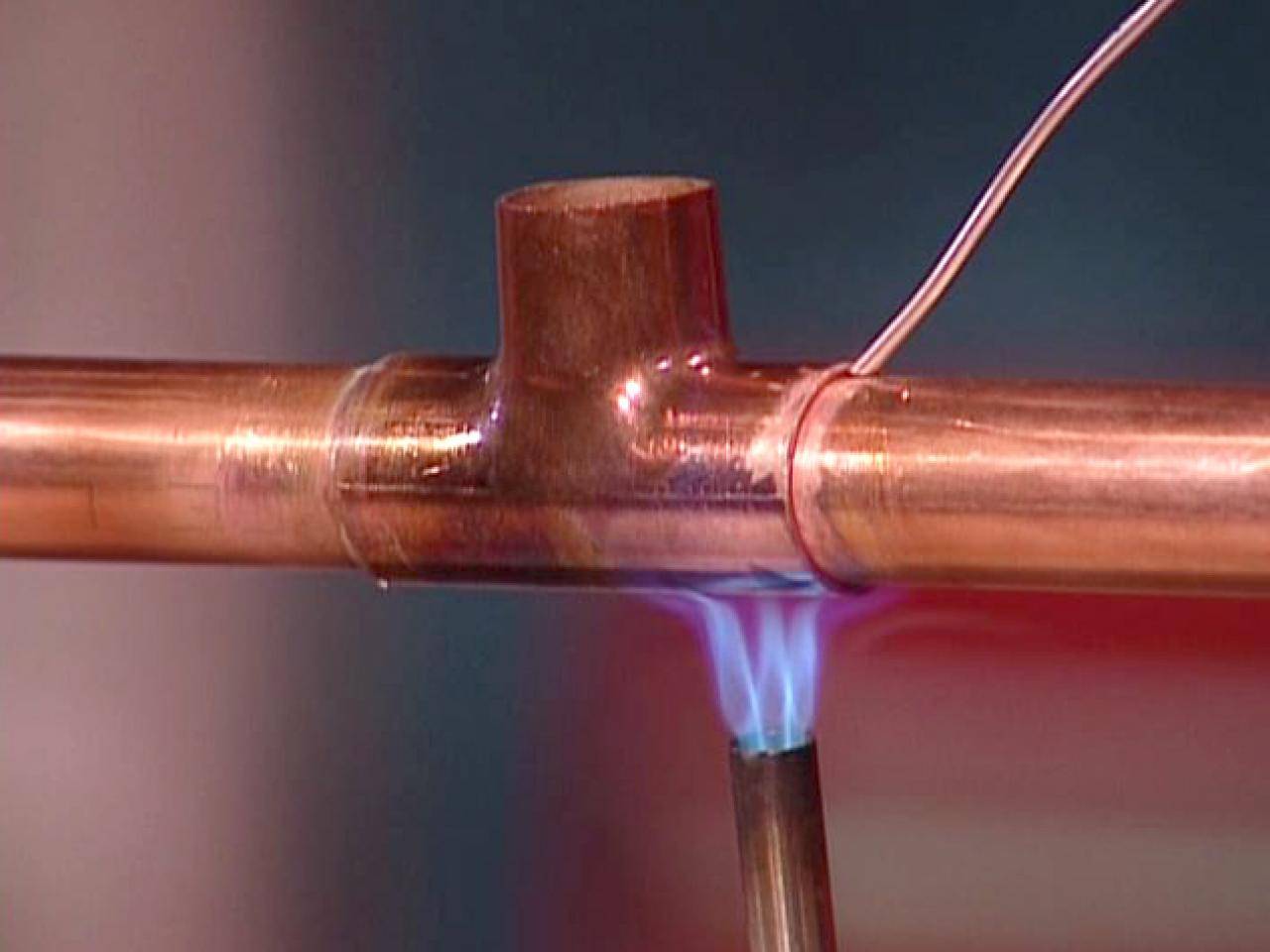 Припоем выступают тугоплавкие материалы: медь или серебро. Они создают очень твердое и качественное соединение не подверженное температурному воздействию.
Припоем выступают тугоплавкие материалы: медь или серебро. Они создают очень твердое и качественное соединение не подверженное температурному воздействию.
Твердая и мягкая пайки
Особенность данного припоя в том, что остывать он должен естественным образом, без воздействия вспомогательного охлаждения. Именно это дает высокое качество соединения.
Такую пайку называют – твердой. Такой вид соединения применяют для изделий 12 -159 мм диаметром. Высокотемпературная пайка идеально подходит при монтаже отопительной системы.
Главное из достоинств, что можно подсоединить дополнительный отвод не прибегая к демонтажу.
Низкотемпературная – мягкая пайка
Этот вид пайки производится ниже +450 градусов. Для припоя применяют такие металлы, как олово или свинец. Соединительный шов может быть от 7 мм до 50 мм. Из-за использования данного вида припоя, называют пайку мягкой. Конечно оно не такое прочное, как при пайке выше +450 градусов, но так же обладает своими преимуществами.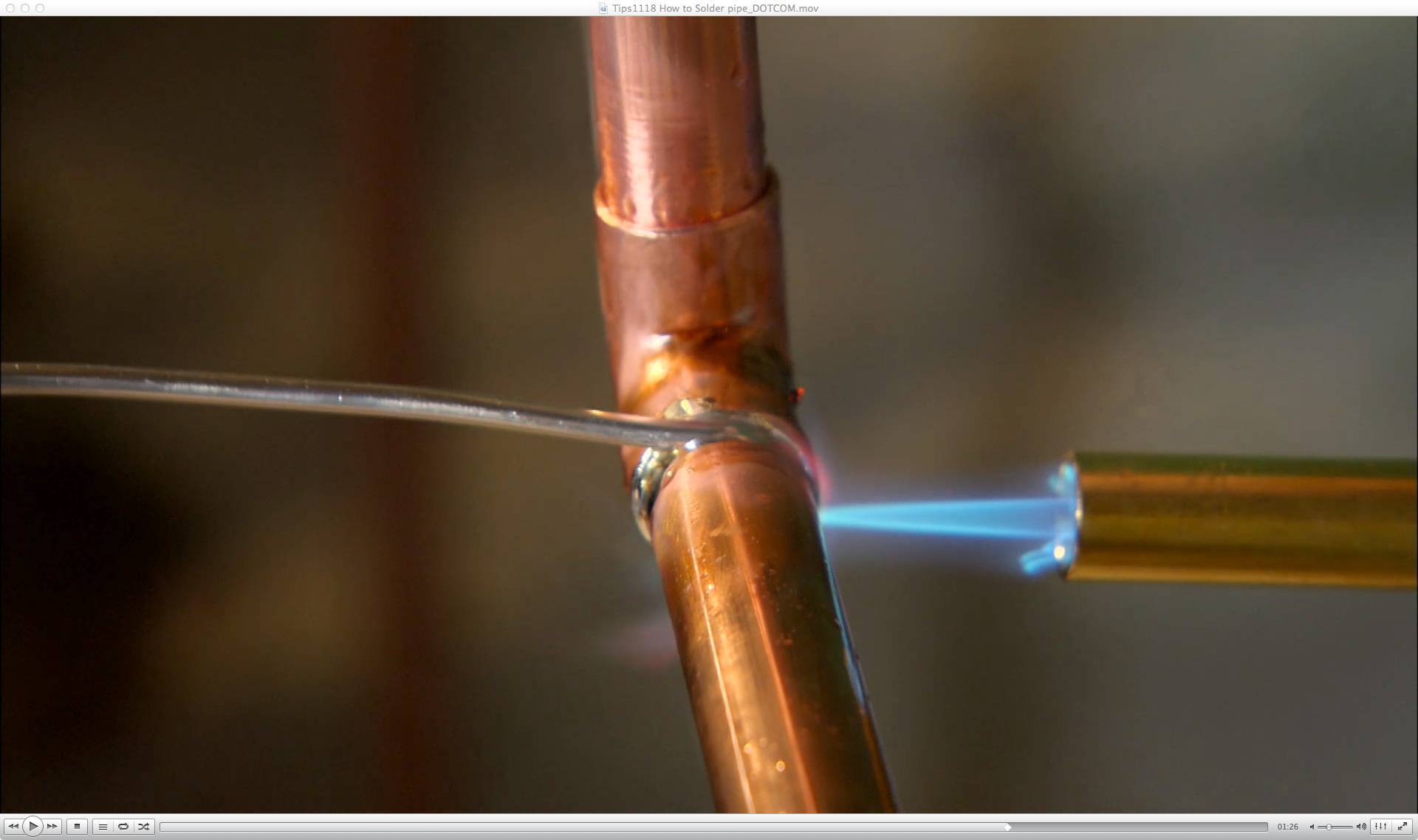
Мягкую пайку хорошо применять для монтажа деталей с не большим диаметром.
Низкотемпературная пайка более безопасная.
Возможен монтаж низкотемпературной пайкой труб для системы отопления, при соблюдении условия, что температура отопительной магистрали будет ниже +130 градусов.
Инструмент для пайки
Изначально надо подготовить все необходимое для работы.
- Флюс. Он необходим для смазки деталей перед монтажом и удаления оксидов, увеличения адгезии, понижается натяжение. Вид флюса зависит от типа спайки.
- Припой. Вид металла припоя зависит от выбранного варианта пайки. Высокотемпературная пайка: серебро или медь. При мягком соединении: олово или свинец.
Любой вид припоя производится в проволочном виде 3мм диаметром. Для сварки при высокой температуре, на упаковке присутствует надпись «Lead Free» то есть без свинца.
Для сварки при высокой температуре, на упаковке присутствует надпись «Lead Free» то есть без свинца.
- Труборез. Им нарезаются детали необходимой величины.
Важно подобрать инструмент надлежащего качества. Медь — мягкий металл, использование плохого инструмента может привести к деформации материала.
- Фаскосниматель. Им удаляются все заусенцы.
- Газовая горелка с узконаправленным пламенем.
Оборудование работает на пропане и бутане или на чистом бутане.
Также соединение можно производить электрическим паяльником для такого типа соединения. Этот способ допускается для любого вида пайки.
- Маркер или карандаш. То чем оставлять разметки.
- Рулетка, молоток, уровень
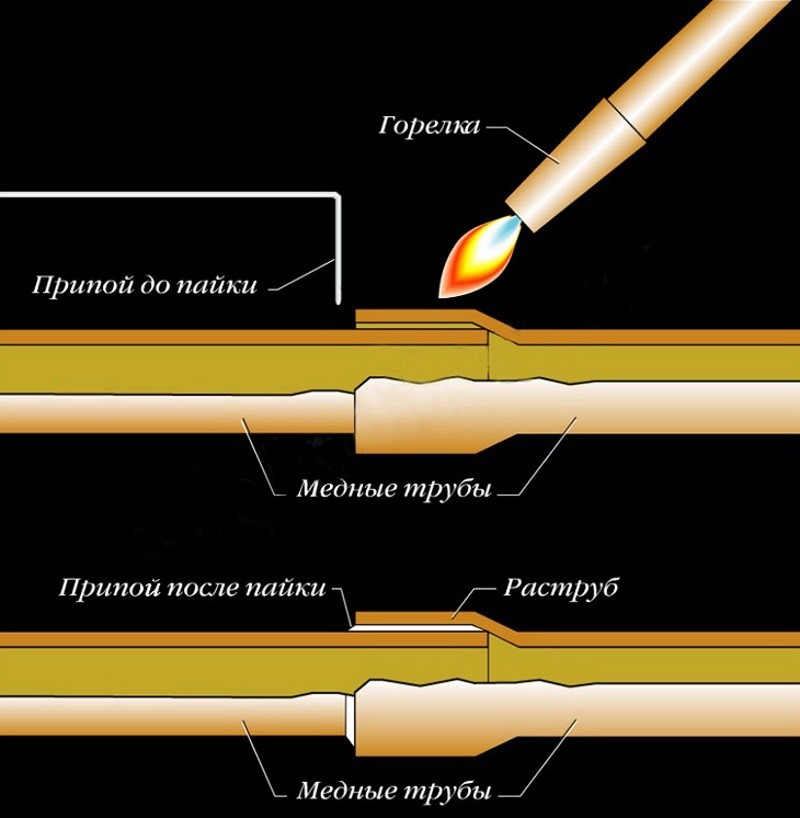
Очередность выполнения операций пайки газовой горелкой
- Отрезаем изделие по замеру. Деталь держим четко перпендикулярно к инструменту для ровного среза. Зажимаем изделие и делаем вращательные движения труборезом. В конце очередного оборота натяжной болт затягиваем на одну треть. Заусенцы при правильно выполненном срезе образуются только внутри изделия. В итоге получается труда с минимальной неровностью.
- Снимаем все заусенцы. Иначе детали не соединятся герметично и плотно.
- По тому же принципу готовим другую деталь.
- Вставляем детали одну в другую. Смотрим, все ли подходит.
- Зачищаем
- Обезжириваем.
Обратите внимание, размер соединения ровняться диаметру трубы.
 Деталь держим четко перпендикулярно к инструменту для ровного среза. Зажимаем изделие и делаем вращательные движения труборезом. В конце очередного оборота натяжной болт затягиваем на одну треть. Заусенцы при правильно выполненном срезе образуются только внутри изделия. В итоге получается труда с минимальной неровностью.
Деталь держим четко перпендикулярно к инструменту для ровного среза. Зажимаем изделие и делаем вращательные движения труборезом. В конце очередного оборота натяжной болт затягиваем на одну треть. Заусенцы при правильно выполненном срезе образуются только внутри изделия. В итоге получается труда с минимальной неровностью.- Смазываем флюсом поверхности изделий. Кисточкой или другим приспособлением, внимательно наносим реагент на внешнюю поверхность изделия, равномерно распределяем. Лишний флюс не допустим.
- После нанесения флюса детали надо соединить, очень оперативно, чтобы исключить попадание соринок. Соединяем с помощью вращения, до упора.
- При низкотемпературной пайке – пламя горелки должно попадать точно на стык.
Обратите внимание, данный вид соединения, не допускает нагрева припоя, металл соединения плавиться от тепла деталей.
- Как только припой заполнит стык, даем остыть.
Важно. Не допустить перегрева меди. В этом варианте флюс утратит свойства, что негативно отразится на качестве выполненной работы.
- Высокотемпературная пайка газовой горелкой производится аналогично. Только рекомендуется разогревать детали быстро. Оптимальное пламя ярко – синее. Как только медь станет темно-бордового цвета – это знак качественного прогрева. В это момент наносим припой. Он должен быстро расплавиться от температуры деталей и заполнить все зазоры.
Для более комфортного нанесения припоя, его можно подогреть горелкой.
- После выполнения работы. Даем остыть. Естественным образом.
- Остывшую поверхность тщательно очищаем от остатков флюса.
ВНИМАНИЕ!!!! Не трогайте изделие, пока оно не остынет. Можно получить сильный ожог. Не брызгайте на него воду, что бы проверить температуру. Остывшую трубу видно по цвету.
БЕЗОПАСНОСТЬ
- Не берите детали голыми руками. Мель обладает высокой теплопроводностью. Используйте специальные инструменты или защитные перчатки
- Очень аккуратно работайте с флюсом. Агрессивный состав. Если попал на кожу. Промойте большим количеством воды.
- Одежда. Ни какой синтетики и легковоспламеняющихся тканей.
- Флюс при нагревании испаряется. Пары ядовиты. Оденьте респиратор. Помещение должно быть проветриваемым.
- Всю конструкцию соберите на полу и только после этого начинайте монтаж.

Для того чтобы избавиться от лишних припоя и флюса с внутренней поверхности изделия, промойте их водой разной температуры.
Частые ошибки при совершении пайки медных труб газовой горелкой
- Внешние недостатки на соединительных частях
- Плохая очистка труб
- Малая ширина зазора
- Плохой прогрев
- Не равномерно нанесен флюс
- Перегрев. Сгорание флюса
- Ожоги при проверке трубы
- Нарушение норм безопасности
Прежде чем начать работать, попробуйте соединить несколько мелких деталей 3-4 шт. Это значительно повысит уровень.
Пайка труб под азотом | Цеприкон
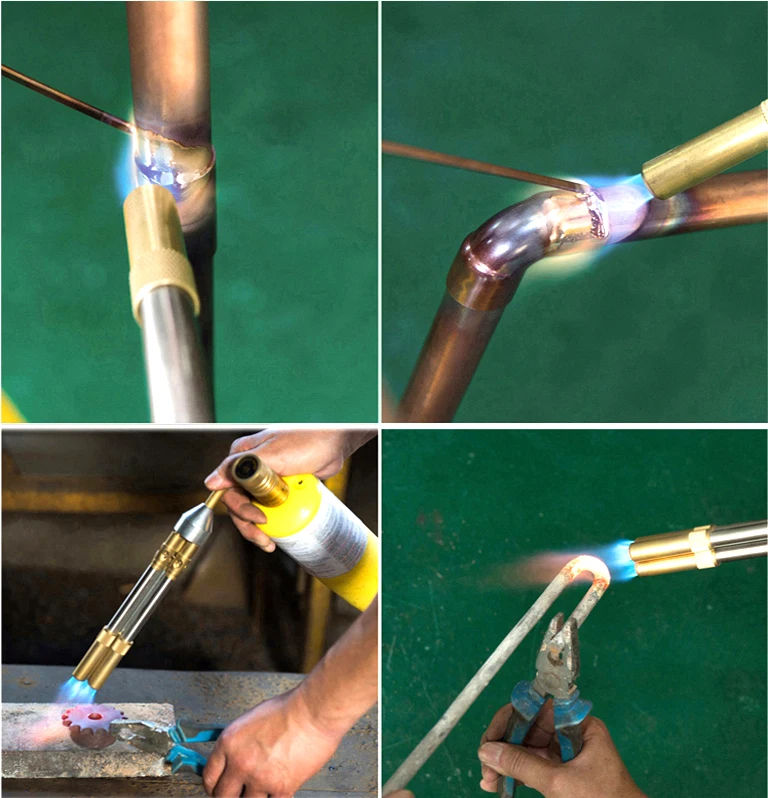
Пайка труб под азотом необходима для поддержания качественного монтажа, более того, пайка медных трубных систем без применения газообразного азота совершенно не допустима. Так к примеру, медные трубы для систем кондиционирования, в отличие от водопроводных, паяют так называемым «жестким» припоем, позволяющим выдерживать высокое давление, создаваемое компрессором. Пайка жестким припоем происходит при высоких температурах, медь нагревается до красно-бордового свечения, процессы происходящие в меди при высоких температурах разрушают её.
Так к примеру, медные трубы для систем кондиционирования, в отличие от водопроводных, паяют так называемым «жестким» припоем, позволяющим выдерживать высокое давление, создаваемое компрессором. Пайка жестким припоем происходит при высоких температурах, медь нагревается до красно-бордового свечения, процессы происходящие в меди при высоких температурах разрушают её.
В процессе пайки медных труб образуется окалина как снаружи, так и внутри трубы. Эта окалина и есть не что иное, как сгоревшая медь. В результате этого, стенки трубы утончаются. Пайка труб под азотом препятствует выгоранию меди изнутри трубы, а выгорание меди снаружи компенсируется тонким слоем припоя. Поэтому применение газообразного азота в этом процессе является обязательным.
Чтобы проверить эффективность пайки труб, систему необходимо опрессовывать давлением, превышающим значение рабочего давления в 1,5-2 раза.
Для решения задачи по снабжению процесса пайки труб азотом, АО «ЦЕПРКОН» предлагает своим заказчикам азотные генераторы и установки по выработке газообразного азота на их основе. Данное оборудование позволит вам организовать процесс подачи инертного газа в зону пайки требуемой чистоты и нужном объёме.
Данное оборудование позволит вам организовать процесс подачи инертного газа в зону пайки требуемой чистоты и нужном объёме.
Азотные станции комплектуются компрессорным оборудование, системой по подготовке сжатого воздуха, азотным генератором. Эта комплектация позволяет работать станции автономно без привлечения дополнительных систем. Всё технологическое оборудование монтируется на специальной раме, фундаменте или утеплённом блок-контейнере. Станции могут проектироваться по техническому заданию клиентов. В этом случае они будут полностью отвечать всем предъявляемым требованиям. С более подробными техническими характеристиками работы азотных генераторов и азотных станций вы можете ознакомиться в следующем разделе статьи.
Технические характеристики
|
Технические параметры |
Значение параметра |
|
Чистота азота на выходе, % |
99,9…99,9995 |
|
|
1,2…1200 |
|
Давление азота на выходе, бар |
1,0…8,0 (до 150) |
|
Точка росы, ⁰С |
+3…-70 |
|
Температура эксплуатации, ⁰С |
-60…+50 |
|
Выход на рабочий режим, мин |
20-30 |
Как заказать оборудование
Если вам необходим генератор для пайки труб азотом, и вы готовы его купить, наша компания имеет возможность её поставить Вам на выгодных условиях и по приемлемым ценам.
Кроме этого мы готовы провести шеф-монтажные, пуско-наладочные работы и успешно запустить оборудование в эксплуатацию на территории Заказчика. По дополнительному договору наши сервисные инженеры проведут послепродажное сервисное обслуживание азотных генераторов и станций в течение всего срока эксплуатации оборудования.
Рекомендованное оборудование:
Адсорбционные азотные установки Мобильные (модульные) передвижные азотные станцииВозврат к списку
Как паять медную трубу – Прочтите, прежде чем пытаться сделать свой собственный перегонный аппарат! – Научитесь самогоноварению
граф 19 января 2015 г. Другие источники
Другие источникиЕсли вы хотите собрать собственный самогонный аппарат, но не знаете, как его спаять. Не волнуйтесь, это руководство научит вас основам пайки. Если после прочтения этого руководства у вас возникнут вопросы, не стесняйтесь оставлять комментарии, и я сделаю все возможное, чтобы помочь. Если вы хотите припаять нержавеющую сталь к меди, ознакомьтесь с моей статьей «Как паять, сваривать и припаивать медь к нержавеющей стали». для использования с бойлером для пивных бочонков.
Пайка медных труб основана на капиллярном действии, которое втягивает припой в соединение и надежно герметизирует трубу. Это достигается с помощью тепла пропановой горелки. Будьте предельно осторожны при пайке, так как имеете дело с открытым пламенем. Также убедитесь, что суставы остыли, прежде чем обращаться с ними.
Чтобы ваша жена была счастлива, убедитесь, что вы спаяли все вместе в гараже или на улице. Поверь мне, она не обрадуется, когда ты сожжешь ее столешницу. Было ли это сделано!
Какой тип припоя использовать при изготовлении самогонного аппарата?
Вы хотите убедиться, что используемый вами припой не содержит свинца и кадмия или припой это важно, потому что вы не хотите, чтобы свинец попал в ваш самогон. Это может привести к тому, что ваши приятели ослепнут. Вы можете использовать сантехнический припой, который можно найти в местном строительном магазине, и флюс на водной основе предпочтительнее.
Это может привести к тому, что ваши приятели ослепнут. Вы можете использовать сантехнический припой, который можно найти в местном строительном магазине, и флюс на водной основе предпочтительнее.
Что вам понадобится
- Пропановая горелка
- Труборез или ножовка по металлу
- Высококачественный серебряный припой – ** Бессвинцовый
- Медная труба
- Наждачная бумага
- Высококачественный флюс для лужения серебра
- Круглая проволочная щетка
Инструкции:
Шаг 1 – Соберите все, что вам понадобится. Распечатайте список материалов из плана, который вы собираетесь строить, и убедитесь, что у вас есть материалы и инструменты, которые я перечислил выше.
Шаг 2 – Используя труборез или ножовку, отрежьте все медные трубы, включенные в ваш план перегонки, до нужной длины. Мне нравится, когда все вырезаются сразу.
Шаг 3 – Используя полоску наждачной бумаги, очистите концы медной трубы, которую будете спаивать. Не забудьте также удалить все медные заусенцы с внутренней стороны трубы. Когда вы закончите, медь должна быть блестящей. Если вы не удалите окисление с меди, припой не будет должным образом прилипать к трубе, это может привести к протечке самогонного аппарата в вашем здании, мы не хотим этого, поэтому хорошо его очистите.
Не забудьте также удалить все медные заусенцы с внутренней стороны трубы. Когда вы закончите, медь должна быть блестящей. Если вы не удалите окисление с меди, припой не будет должным образом прилипать к трубе, это может привести к протечке самогонного аппарата в вашем здании, мы не хотим этого, поэтому хорошо его очистите.
Шаг 4 – Используйте круглую проволочную щетку для очистки внутренней части медных фитингов.
Шаг 5 – Прежде чем что-либо спаять, соберите все части и убедитесь, что все подходит правильно. Может потребоваться некоторая корректировка.
Шаг 6 – Нанесите тонкий слой высококачественного флюса для лужения серебра на все поверхности, которые вы будете паять. Убедитесь, что вы получили внутреннюю часть всех фитингов и внешнюю часть всех медных труб. Теперь снова соберите аппарат.
Шаг 7 – Зажгите пропановую горелку. Нагрейте соединение, которое вы хотите спаять, используя наконечник с внутренним пламенем, медленно перемещая его, чтобы обеспечить равномерный нагрев фитинга.
Шаг 8 – Через 5-10 секунд коснитесь наконечником припоя верхней части соединения. Если медь достаточно горячая, припой должен втянуться в соединение. Теперь вы должны увидеть припой, капающий с нижней части соединения. Если не продолжать отопление.
Этап 9 – Очистите соединения и удалите лишний припой, проверьте соединения на наличие утечек
Как паять медные трубы0003
Хотите знать, как паять медные трубы? Если вы собираетесь заняться сантехническими проектами дома, вам может пригодиться знание того, как паять медную трубу с помощью пропановой горелки.
Сантехническое оборудование ванной комнаты с помощью удобных для самостоятельного монтажа водопроводных труб PEX-AL-PEX (см. Упрощенное подключение к водопроводу с помощью труб PEX) дает много преимуществ. Хотя вы можете купить фитинги для соединения старых медных труб с новыми PEX без пайки, вы также можете припаять переходные фитинги, чтобы перекрыть зазор между медью и PEX при замене стоков и туалетов. Возможно, вы даже захотите полностью использовать медные трубы, чтобы снизить затраты. Независимо от вашей ситуации, пайке медных труб на удивление легко научиться.
Возможно, вы даже захотите полностью использовать медные трубы, чтобы снизить затраты. Независимо от вашей ситуации, пайке медных труб на удивление легко научиться.
Пайка (также называемая «потоотделением») — это процесс, в котором используется расплавленный металл для соединения медных водопроводных труб с прочным, постоянным и водонепроницаемым соединением. Припой сантехника изначально был сделан из свинца, но, поскольку теперь известно, что свинец токсичен, припой в настоящее время в основном изготавливается из олова. Но независимо от металла, из которого он сделан, процесс пайки состоит из одних и тех же трех этапов: очистить и нагреть металл, добавить припой, а затем дать соединению остыть и затвердеть.
Все хорошие паяные соединения начинаются с хорошо отполированных, сухих медных труб, потому что расплавленный припой лучше всего проникает в поры чистой меди. И внутренняя, и внешняя стороны каждого соединения, а также сам припой должны блестеть перед сборкой. Используйте наждачную бумагу с зернистостью 120 или наждачную ткань, чтобы отполировать все внешние поверхности сантехнических соединений, и используйте проволочную щетку, специально предназначенную для этой работы, для очистки внутренних поверхностей. Прежде чем собирать соединения перед пайкой, покройте обе половины каждого соединения флюсом, веществом, похожим на вазелин, которое помогает припою растекаться и связываться с медными трубками.
Прежде чем собирать соединения перед пайкой, покройте обе половины каждого соединения флюсом, веществом, похожим на вазелин, которое помогает припою растекаться и связываться с медными трубками.
Теперь соберите соединение, наденьте защитные очки и зажгите ручную пропановую горелку. Нагревайте место стыка кончиком пламени до тех пор, пока сама медь не станет достаточно горячей, чтобы расплавить припой, когда он касается трубы. Жизненно важно, чтобы тепло трубы, а не пламя, плавило припой. Вы поймете, что хорошо спаяли соединение, когда увидите серебристую полоску припоя, которая течет сама по себе по всему стыку трубы. Паяное соединение не требует большого количества расплавленного металла, поэтому при его нанесении используйте легкую руку. Если ваш припой плавится и каплями прилипает к трубе, значит, труба недостаточно горячая. Если вы хотите, чтобы соединения выглядели чистыми, протрите соединение влажной тряпкой, чтобы удалить излишки припоя, когда он еще расплавлен.
Единственное, что может доставить вам неприятности, это вода в трубе. Даже одна-две капли могут помешать нагреванию трубы настолько, чтобы расплавить припой для соединения. Есть еще один вариант, если вы добавляете трубопровод к существующей сети, содержащей воду, которую вы не можете слить. Не бойтесь просверлить отверстие диаметром в одну восьмую дюйма в низине поблизости, чтобы вся вода могла стекать. Вы можете легко залатать трубу позже каплей припоя после того, как закончите соединение.
Даже одна-две капли могут помешать нагреванию трубы настолько, чтобы расплавить припой для соединения. Есть еще один вариант, если вы добавляете трубопровод к существующей сети, содержащей воду, которую вы не можете слить. Не бойтесь просверлить отверстие диаметром в одну восьмую дюйма в низине поблизости, чтобы вся вода могла стекать. Вы можете легко залатать трубу позже каплей припоя после того, как закончите соединение.
Труборез и труборез: Приблизительно за 30 долларов эти инструменты позволяют легко, чисто и быстро резать медные трубы. Используйте мини-резак в местах, слишком тесных для полноразмерного инструмента.
Пропановая горелка: Универсальный инструмент, экономичный в эксплуатации; идеально подходит для пайки медных водопроводных труб.
Наждачная шкурка и щетки для очистки: Идеальная пара для очистки внутренних и внешних поверхностей соединений медных труб.
Флюс и щетка для флюса: 9 шт.