технология, плюсы и минусы, инструмент, как выбрать san-tex.by
Трубопроводы из меди используются в отоплении, холодном и горячем водоснабжении. Их преимущества заключаются в следующем:
- стойкость к коррозии;
- общая долговечность;
- простота соединения стыков;
- выполнение работ без сложной техники.
Достоинств у них много, поэтому медные трубы считаются «элитным» вариантом. Но имеются недостатки: высокая стоимость, чувствительность к сильным ударам. Если велика вероятность неосторожного обращения, лучше использовать сталь. Однако, по сравнению с пластиком, любые металлические детали гораздо прочнее.
Паяные медные трубы для отопления переносят нагрев свыше 120º-150º водой или горячим паром. При этом расширение и сжатие не приводит к разрушению стыков, поскольку трубки соединяются внахлест, с подбором соответствующего припоя.
Необходимый инструмент и материалы пля пайки меди
- горелка, дающая узкое пламя;
- труборез, обычно диаметром 3-35 мм;
- ершики для зачистки трубок изнутри;
- фаскосниматель для подготовки торцов.


Еще мягкая кисточка и жесткая металлическая щетка для очистки снаружи. Использовать напильник не следует, он оставляет глубокие следы, а наждак сорит мельчайшим песком. Кроме того, мастеру пригодится маркер, рулетка, строительный уровень. Из материалов необходимы сами трубки, а также медные фитинги под пайку для стыковки концов.
Наибольшие трудности вызывает выбор припоя и флюса. Тугоплавкие сплавы крепче соединяют, они устойчивее к повышенным температурам. Но с ними труднее работать, уходит больше времени, а цена высокая.
Наиболее частые ошибки
- Недостаточная очистка поверхностей.
- Применение неподходящего флюса или пасты.
- Нарушение кольцевой формы трубки.
- Слабый разогрев или перегрев.
Проверка на прочность неостывших швов
Отрезать очередной кусок труборезом следует осторожно, многократно вращая резак, слегка затягивая винт после каждого оборота. Важно не помять трубку, и сделать торецидеально ровным.
Качественная паста для медных труб хорошо очищает от окислов и загрязнений. Желательно взять специальную, рассчитанную на работу смедью.
Трубки и фитинги для медных труб развальцовывают на протяжении, рекомендованном для изделий данного диаметра. Затем спаивают мягким или твердым (на основе серебра) припоем.
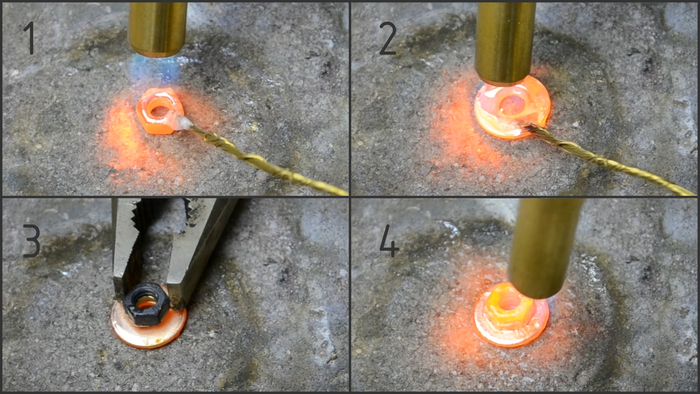
Технология пайки мягким припоем
Стык прогревают пламенем пропановой горелки по кругу, попутно касаются проволокой из легкоплавкого материала. Сплав проникает в тонкий капиллярный зазор, заполняет щель, а после остывания надежно соединяет стенки. Для плавления сплавов на основе свинца или олова иногда достаточно электрического паяльника. Независимо от состава, низкотемпературный припой для медных труб должен плавиться теплом от трубки. На него не направляют пламя, не касаются паяльником.
Технология пайки твердым припоем
Чтобы пайка медных труб твердым припоем была успешной, используют ацетиленовую горелку. Ее плавно перемещают вдоль зазора, и быстро греют металл до темно-красного цвета. Припой тоже не должен попадать в открытый огонь.
Припой тоже не должен попадать в открытый огонь.
Флюс может загореться, причем пары и продукты горения очень опасны для человека. Этого не следует допускать, а по завершении работ остатки агрессивного флюса смывают с трубопроводов.
Выводы
Качественная пайка меди требует профессионализма и наличия специальных инструментов. Если Вы не занимаетесь подобными работами регулярно, лучше поручить их опытным мастерам, а в нашем интернет-магазине можнете купить медные трубы по самой низкой цене в Минске.
Виды и инструменты / Монтаж / Трубы и фитинги / Публикации / Санитарно-технические работы
Соединение металла при помощи припоя применяется с древних времен. Многие мастера стараются самостоятельно выполнять подобные работы, дабы сэкономить деньги и быть уверенными в качестве выполненной работы. Пайка медных труб при помощи газовой горелки заставит поволноваться даже доку.
Неправильный монтаж, может привести к не герметичности трубы, и даже к пожару. Если четко следовать инструкции, правильно подобрать нужный качественный материал и надлежащие инструменты, оборудовать рабочее место, то можно избежать всех казусов.
Как сделать качественную пайку медных труб расскажем в статье.
О навыке и умении пайки
Конечно, не обязательно обладать умением пайки, но приобрести это навык желательно. Медные трубы сейчас применяются редко для оборудования системы водопровода из-за своей дороговизны. Несмотря на это, они считаются лучшим материалом.
Медь гибкая, долговечная, легко поддается пайке. Медную систему можно бетонировать, с ней ни чего не случиться. Все затраты окупятся одним сроком службы. К тому же умение паять пригодится не только для создания водопроводной системы.
Как паять медные трубы
С чего начать газовую пайку медных труб?
Существует два вида пайки
- 1.высокотемпературная
- 2.капиллярная низкотемпературная
Принцип
Пайка медных изделий при высокой температуре – это монтаж деталей при температуре превышающей + 450 градусов. Припоем выступают тугоплавкие материалы: медь или серебро. Они создают очень твердое и качественное соединение не подверженное температурному воздействию.
Твердая и мягкая пайки
Особенность данного припоя в том, что остывать он должен естественным образом, без воздействия вспомогательного охлаждения. Именно это дает высокое качество соединения.
Такую пайку называют – твердой. Такой вид соединения применяют для изделий 12 -159 мм диаметром. Высокотемпературная пайка идеально подходит при монтаже отопительной системы.
Главное из достоинств, что можно подсоединить дополнительный отвод не прибегая к демонтажу.
Низкотемпературная – мягкая пайка
Этот вид пайки производится ниже +450 градусов. Для припоя применяют такие металлы, как олово или свинец. Соединительный шов может быть от 7 мм до 50 мм. Из-за использования данного вида припоя, называют пайку мягкой. Конечно оно не такое прочное, как при пайке выше +450 градусов, но так же обладает своими преимуществами.
Мягкую пайку хорошо применять для монтажа деталей с не большим диаметром.
Низкотемпературная пайка более безопасная.
Возможен монтаж низкотемпературной пайкой труб для системы отопления, при соблюдении условия, что температура отопительной магистрали будет ниже +130 градусов.
Инструмент для пайки
Изначально надо подготовить все необходимое для работы.
- Флюс. Он необходим для смазки деталей перед монтажом и удаления оксидов, увеличения адгезии, понижается натяжение. Вид флюса зависит от типа спайки.
- Припой. Вид металла припоя зависит от выбранного варианта пайки. Высокотемпературная пайка: серебро или медь. При мягком соединении: олово или свинец.
Любой вид припоя производится в проволочном виде 3мм диаметром. Для сварки при высокой температуре, на упаковке присутствует надпись «Lead Free» то есть без свинца.
- Труборез. Им нарезаются детали необходимой величины.
 Им нарезаются детали необходимой величины.
Им нарезаются детали необходимой величины.Важно подобрать инструмент надлежащего качества. Медь — мягкий металл, использование плохого инструмента может привести к деформации материала.
- Фаскосниматель. Им удаляются все заусенцы.
- Газовая горелка с узконаправленным пламенем.
Оборудование работает на пропане и бутане или на чистом бутане.
Также соединение можно производить электрическим паяльником для такого типа соединения. Этот способ допускается для любого вида пайки.
- Маркер или карандаш. То чем оставлять разметки.
- Рулетка, молоток, уровень
Очередность выполнения операций пайки газовой горелкой
- Отрезаем изделие по замеру. Деталь держим четко перпендикулярно к инструменту для ровного среза. Зажимаем изделие и делаем вращательные движения труборезом. В конце очередного оборота натяжной болт затягиваем на одну треть. Заусенцы при правильно выполненном срезе образуются только внутри изделия. В итоге получается труда с минимальной неровностью.
- Снимаем все заусенцы. Иначе детали не соединятся герметично и плотно.
- По тому же принципу готовим другую деталь.
- Вставляем детали одну в другую. Смотрим, все ли подходит.
- Зачищаем
- Обезжириваем.
Обратите внимание, размер соединения ровняться диаметру трубы.
 Заусенцы при правильно выполненном срезе образуются только внутри изделия. В итоге получается труда с минимальной неровностью.
Заусенцы при правильно выполненном срезе образуются только внутри изделия. В итоге получается труда с минимальной неровностью.- Смазываем флюсом поверхности изделий. Кисточкой или другим приспособлением, внимательно наносим реагент на внешнюю поверхность изделия, равномерно распределяем. Лишний флюс не допустим.
- После нанесения флюса детали надо соединить, очень оперативно, чтобы исключить попадание соринок. Соединяем с помощью вращения, до упора.
- При низкотемпературной пайке – пламя горелки должно попадать точно на стык. Образующееся пятно надо все время перемещать, для равномерного нагрева. Припоем периодически касаемся шва. Когда детали разогреты до нужной температуры, он начнет плавиться. Как процесс плавки начался, убираем горелку. Даем припою растечься.
Обратите внимание, данный вид соединения, не допускает нагрева припоя, металл соединения плавиться от тепла деталей.
 Как процесс плавки начался, убираем горелку. Даем припою растечься.
Как процесс плавки начался, убираем горелку. Даем припою растечься.- Как только припой заполнит стык, даем остыть.
Важно. Не допустить перегрева меди. В этом варианте флюс утратит свойства, что негативно отразится на качестве выполненной работы.
- Высокотемпературная пайка газовой горелкой производится аналогично. Только рекомендуется разогревать детали быстро. Оптимальное пламя ярко – синее. Как только медь станет темно-бордового цвета – это знак качественного прогрева. В это момент наносим припой. Он должен быстро расплавиться от температуры деталей и заполнить все зазоры.
Для более комфортного нанесения припоя, его можно подогреть горелкой.
- После выполнения работы. Даем остыть. Естественным образом.
- Остывшую поверхность тщательно очищаем от остатков флюса.

ВНИМАНИЕ!!!! Не трогайте изделие, пока оно не остынет. Можно получить сильный ожог. Не брызгайте на него воду, что бы проверить температуру. Остывшую трубу видно по цвету.
БЕЗОПАСНОСТЬ
- Не берите детали голыми руками. Мель обладает высокой теплопроводностью. Используйте специальные инструменты или защитные перчатки
- Очень аккуратно работайте с флюсом. Агрессивный состав. Если попал на кожу. Промойте большим количеством воды.
- Одежда. Ни какой синтетики и легковоспламеняющихся тканей.
- Флюс при нагревании испаряется. Пары ядовиты. Оденьте респиратор. Помещение должно быть проветриваемым.
- Всю конструкцию соберите на полу и только после этого начинайте монтаж.
Для того чтобы избавиться от лишних припоя и флюса с внутренней поверхности изделия, промойте их водой разной температуры.

Частые ошибки при совершении пайки медных труб газовой горелкой
- Внешние недостатки на соединительных частях
- Плохая очистка труб
- Малая ширина зазора
- Плохой прогрев
- Не равномерно нанесен флюс
- Перегрев. Сгорание флюса
- Ожоги при проверке трубы
- Нарушение норм безопасности
Прежде чем начать работать, попробуйте соединить несколько мелких деталей 3-4 шт. Это значительно повысит уровень.
10 простых шагов для пайки медной трубы (удлиненные наконечники)
Для систем, работающих при температуре 350 градусов и выше, пайка медной трубы сплавляет два или более куска вместе, чтобы создать дополнительную максимальную прочность соединения.
Пайка – проверенный способ соединения двух металлических деталей для соединения систем холодильного, газораспределительного и ОВК (отопления, вентиляции и кондиционирования воздуха) оборудования.
Но как паять медь с минимальными трудностями?
В этой статье содержится информация о том, как быстро, безопасно и экономично паять медные трубы. Взгляните на эти простые инструкции о том, как паять медную трубу.
Содержание
- Понимание процесса пайки
- Пошаговый метод пайки
- Когда использовать медную пайку вместо соединения бронзы или меди?
- Проблемы при пайке и как их избежать
- Заключение
Понимание процесса пайки
Перед покупкой инструментов для пайки важно точно понять, что такое пайка и как она работает.
Иногда используемый для водопровода процесс пайки представляет собой способ соединения металлов путем их плавления, а затем пропускания расплавленного металла через присадочный материал. Наполнитель действует как «припой», который скрепляет две детали, пока они остывают и затвердевают.
Что такое пайка?
Пайка – это процесс, используемый для соединения двух или более металлических частей путем их нагревания и приложения давления.
Когда присадочный металл плавится и течет, он соединяется с окружающим металлом, образуя прочную связь, которая может сохраняться десятилетиями.
Пайка может производиться с использованием газовых или электрических источников тепла. При электрической пайке используется аргоновая горелка для расплавления наполнителя, в то время как при газовой пайке используется паяльная лампа, которая подает тепло за счет сжигания топлива горелки в среде, богатой кислородом.
- Электрическая пайка, как правило, более эффективна для получения высокопрочных соединений из-за меньшего размера нагревательного элемента, хотя она также более опасна, поскольку требует постоянного зрительного контакта и близости к окислительному пламени
- Газовая пайка имеет гораздо меньший риск возгорания и взрыва, поскольку в непосредственной близости от рабочей зоны нет источников воспламенения. Однако газовая сварка тоже требует особого мастерства, поэтому для новичков может быть предпочтительнее электросварка
 Однако газовая сварка тоже требует особого мастерства, поэтому для новичков может быть предпочтительнее электросварка
Однако газовая сварка тоже требует особого мастерства, поэтому для новичков может быть предпочтительнее электросваркаПрисадочный материал
В процессе пайки температура может быть очень высокой (840ºF), поэтому необходимо использовать присадочный металл, чтобы прорезать дорожку и сформировать соединения вместе. Этот присадочный металл называется пылающим стержнем.
Прутки, предназначенные для пайки, имеют более низкую температуру плавления, чем основной металл, поэтому он не плавится в процессе пайки.
Пруток для пайки
Пруток для пайки, известный как наполнитель, представляет собой короткий отрезок металлического стержня, используемый для процессов соединения или герметизации конца или соединения в трубе, трубе или другой металлической конструкции. Он может быть изготовлен из различных материалов, таких как сталь, алюминий, латунь и титан.
На рынке представлено несколько различных типов наполнителей. Например, некоторые из них содержат медь-фосфор, что означает, что они являются самофлюсующимися (включая припои), что устраняет необходимость нанесения флюса на трубу.
Есть и другие, которые не являются самофлюсующимися, что означает, что флюсовая химическая смесь должна наноситься вручную.
Флюс уменьшает повреждение медной трубы
Флюс — это вещество, которое можно использовать в качестве припоя для соединения металлов. Он легко течет между двумя поверхностями и создает прочную связь при нагревании.
Флюс часто используется для паяных соединений, потому что он быстро и равномерно плавит медь и медный сплав, облегчая их соединение.
Флюс также предотвращает окисление, при котором кислород вступает в реакцию с оксидами железа и вызывает коррозию. Кроме того, флюс также защищает поверхность от других элементов, таких как кислород и вода, которые могут вызвать окисление.
Из чего сделан флюс?
Флюс изготовлен из сплава серебра, олова и других металлов, которые реагируют друг с другом при нагревании. Обычно его изготавливают путем нагревания металлов при высоких температурах в печи или печи.
Флюс коммерчески доступен в различных формах, таких как паста, порошок, жидкость и гранулы.
Пайка горелкой
При пайке используется сочетание тепла, флюса и металлического стержня, который плавится при более низкой температуре, чем соединяемые детали.
Металлический стержень становится «припоем» между деталями, но паяные соединения не расплавляются до тех пор, пока пламя горелки не достигнет температуры выше температуры пайки металла.
Температура пайки ниже точки плавления соединяемого припоя, поэтому вероятность повреждения или деформации соединения меньше, чем при пайке или сварке.
Однако пайка не такая прочная, как сварка плавлением. По этой причине пайка часто используется для соединения материалов, слишком толстых или слишком хрупких для сварки плавлением.
Горелка
Для пайки медных труб требуется горелка с нейтральным пламенем, которая может прорезать металлы, не вызывая повреждений из-за их высоких температур.
Состоят из ручки горелки, бака с регулятором давления и буксирного троса. Огонь, создаваемый факелом, подается через резервуар, который снабжает его кислородом.
Лучшие горелки для пайки меди:
- Пропановая горелка для труб диаметром 1 дюйм или меньше (температура плавления – 3620F/1995C)
- Кислородно-ацетиленовая горелка для труб диаметром 1 дюйм или больше (температура плавления 6330F/3500C)
Пошаговый метод пайки
Теперь, когда вы знаете, как работает процесс пайки, давайте рассмотрим пошаговый метод, обеспечивающий безопасную и долговечную посадку.
Шаг 1: Тщательно очистите все поверхности труб, а также внутреннюю часть соединительных фитингов с помощью проволочной щетки или абразивной губки.
Шаг 2: Отшлифуйте внешний конец трубы абразивным материалом по вашему выбору.
Не пропускайте этот шаг, так как подготовка составляет 90 % работы.
Шаг 3: Если ваша медная труба покрыта фосфором, нанесите флюс с помощью кисточки для флюса на конец трубы.
Для начинающих попробуйте использовать разбавляющий флюс, так как он обеспечивает лучшее покрытие и плавящуюся форму. Не рекомендуется наносить слишком много флюса, потому что если вы это сделаете, флюс будет стекать по медной трубке.
Шаг 4: Вставьте трубу в раструб фитинга. А теперь пришло время нагреть трубу в соответствии с рекомендациями производителя.
Шаг 5: Нагрейте ступицу фитинга после того, как труба будет нагрета, поддерживая постоянное движение пламени.
Шаг 6: С помощью стержня можно определить, достаточно ли горячая труба, прикоснувшись к ее краям. Край не сдвинется с места, если температура недостаточно высока. Температура достигается только при плавлении. Красная труба — еще один признак того, что труба достигла необходимой температуры.
Нагревать припой нельзя, только трубу. Пока наполнители плавятся при другой температуре, чем медные трубы, не стоит направлять на них пламя горелки.
Шаг 7: После того, как трубы полностью нагреты, пламя все еще сосредоточено на трубе, вы можете начать разглаживать стержень по краям трубы, следя за тем, чтобы между трубой и фитингами не было зазоров.
Шаг 8: После правильной пайки соединения дайте ему остыть естественным образом. Слишком быстрое нанесение мокрой тряпки может повредить сустав.
Шаг 9: Удалите лишний мусор или жир с поверхности трубы с помощью проволочной щетки или ткани после того, как соединение остынет.
Шаг 10: Убедитесь, что в соединении нет отверстий, пустот и зазоров, осмотрев его со всех сторон. Используйте зеркало, если вы работаете в неудобном положении.
Когда использовать медную пайку вместо соединения бронзы или меди?
В некоторых случаях для соединения рекомендуется использовать бронзу, а не медь.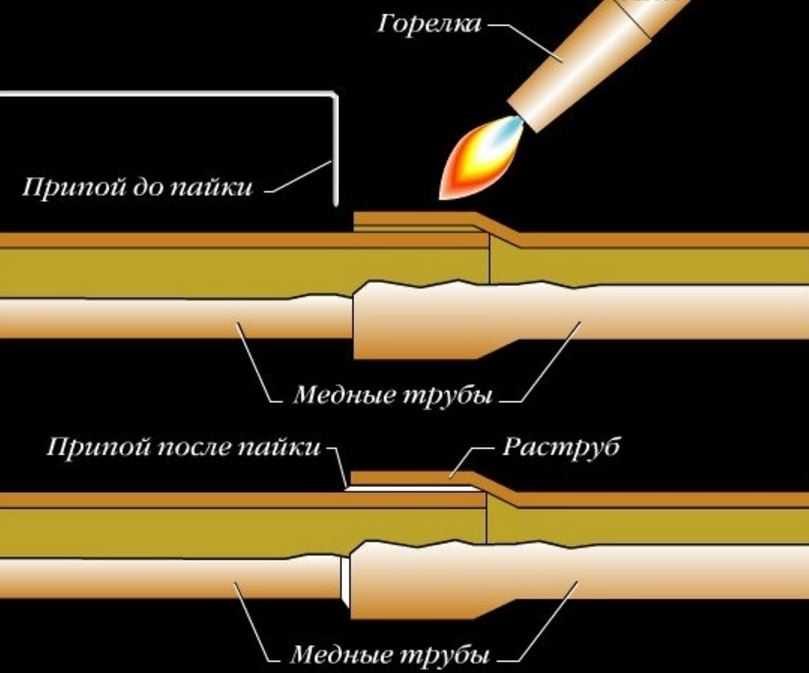 Бронза легче формуется, чем медь, а также с меньшей вероятностью будет повреждена изгибом во время установки.
Бронза легче формуется, чем медь, а также с меньшей вероятностью будет повреждена изгибом во время установки.
В других случаях целесообразно использовать медное соединение, а не бронзовое. Например, медное соединение часто требуется для фитинга, который будет подвергаться высокому давлению. Медь может выдерживать более высокие давления, чем бронза.
Также следует использовать медь, если соединение должно быть выполнено с помощью серебряного припоя.
Проблемы при пайке и способы их избежать
Есть несколько вещей, которые вы должны сделать, чтобы убедиться, что процесс пайки является безопасным и успешным. Во-первых, убедитесь, что вы носите надлежащее защитное оборудование, включая перчатки и защитные очки.
Перед началом работы обязательно тщательно очистите рабочее место. Это поможет предотвратить попадание загрязняющих веществ на ваши детали, что может вызвать проблемы в будущем.
В связи с этим необходимо соблюдать осторожность, чтобы не повредить деталь при извлечении ее из держателя паяльного стержня.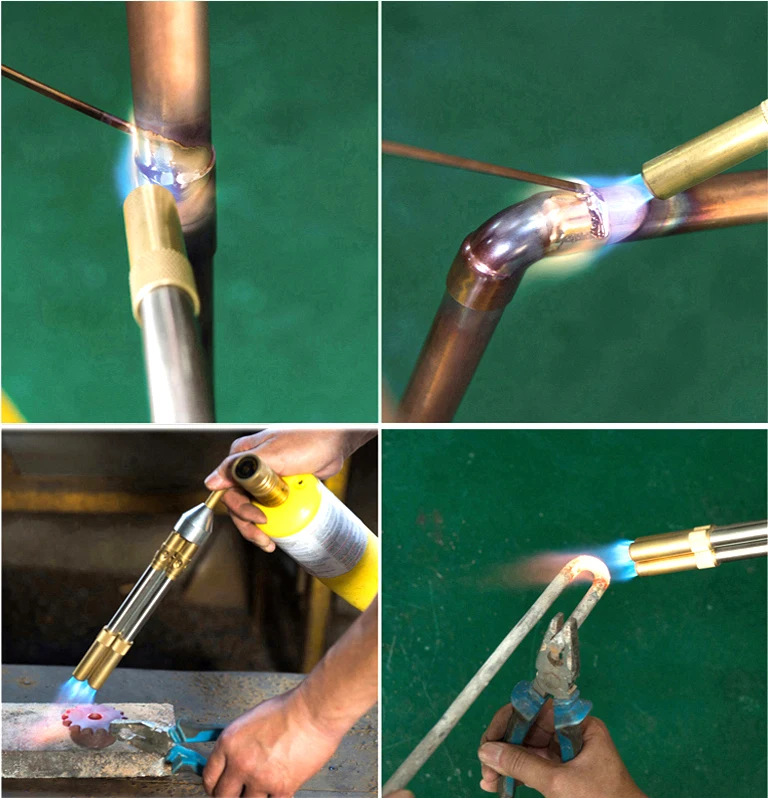 И последнее, но не менее важное: следите за температурой припоя и флюса во время работы.
И последнее, но не менее важное: следите за температурой припоя и флюса во время работы.
Если он станет слишком горячим, он может расплавить держатель паяльного стержня или флюс, что может создать небезопасную ситуацию для всех участников процесса.
Заключение
Сварка пайкой является распространенным методом соединения меди и других металлов. В этом процессе используется тепло, флюс и припой для создания прочного паяного соединения, устойчивого к коррозии.
Сварка пайкой пайкой является хорошей альтернативой сварке плавлением, так как она менее вероятно деформирует соединяемый металл.
Существует множество типов соединений, которые можно выполнить с помощью медной трубы и горелки. Выберите тип соединения, который лучше всего подходит для вашего приложения, а затем следуйте инструкциям на этой странице и оставьте комментарий, если у вас есть какие-либо вопросы, для достижения наилучших возможных результатов.
Как припаять медь к меди
13 января 2023 г. 13 января 2023 г.
| 6:24 утра
13 января 2023 г.
| 6:24 утра
Медь — отличный выбор для многих сантехнических и электрических применений, но как создать прочное и надежное соединение между двумя медными компонентами? Ответ – пайка. Пайка — это идеальный способ соединения двух медных деталей для обеспечения долговечного водонепроницаемого соединения. Вот что вам нужно знать о пайке меди.
Что такое пайка?
Пайка – это процесс соединения двух металлических компонентов с использованием цветного присадочного металла. Этот присадочный металл имеет температуру плавления выше 800°F (425°C). Он связывает металлы во время плавления и охлаждения, создавая невероятно прочную связь, способную выдерживать экстремальные температуры и давление. С помощью пайки можно соединять такие материалы, как сталь, алюминий, латунь, медные сплавы и даже саму медь.
Какой присадочный металл следует использовать?
При пайке меди наиболее распространенным присадочным металлом является сплав серебра.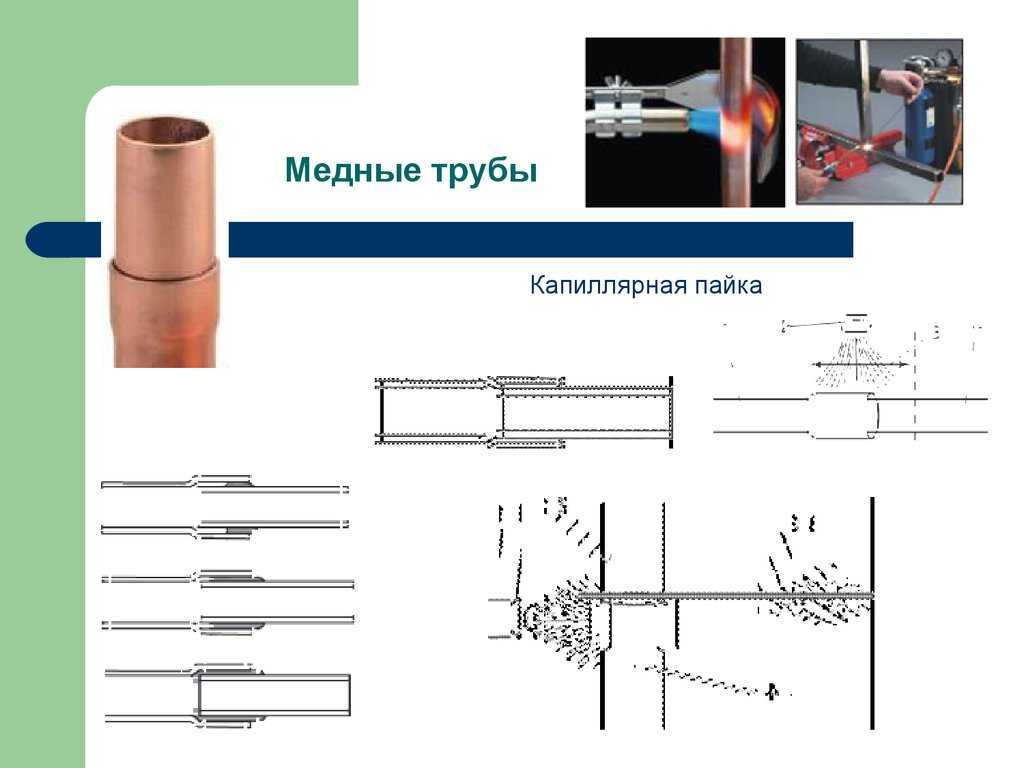 Припои из серебряного сплава обладают превосходной прочностью по сравнению с другими типами присадочных металлов из-за высокого содержания серебра. Серебряные сплавы бывают разных марок; однако для большинства применений, связанных с соединением двух кусков меди вместе, будет достаточно сплава серебра марки h5 или марки H5. Эти марки содержат достаточное количество серебра, чтобы создать чрезвычайно прочную связь без чрезмерного флюса или тепловложения.
Припои из серебряного сплава обладают превосходной прочностью по сравнению с другими типами присадочных металлов из-за высокого содержания серебра. Серебряные сплавы бывают разных марок; однако для большинства применений, связанных с соединением двух кусков меди вместе, будет достаточно сплава серебра марки h5 или марки H5. Эти марки содержат достаточное количество серебра, чтобы создать чрезвычайно прочную связь без чрезмерного флюса или тепловложения.
Как паять медь вместе?
Как только вы соберете все необходимое — медные детали, стержень/проволоку/пасту/порошок из серебряного сплава — вы готовы начать! Перед началом пайки зачистите оба компонента наждачной бумагой или стальной ватой до блеска; затем профлюсируйте обе детали по отдельности и обильно нанесите флюс вокруг области соединения каждой детали перед нанесением стержня или проволоки из серебряного сплава (или пасты/порошка). Равномерно распределяйте тепло с помощью пропановой горелки или открытого пламени до тех пор, пока припой не расплавится и не потечет по месту соединения.