Как паять железо оловом – три легкодоступных способа
Содержание:
Как паять железо оловом — три легкодоступных способаПроцесс пайки железа оловом не меняет кристаллическую структуру металла. Поэтому соединяемые части имеют такие же технические характеристики, как и после пайки.
Что касается прочности такого соединения, то оно выходит достаточно прочным и надежным, хоть здесь всё во многом зависит от технологии пайки и вида используемого припоя.
Как паять железо оловом? Что использовать для пайки металлических листов и изделий?
Технологии пайки железа оловом
Самыми распространёнными являются три технологии с использованием следующего оборудования:
Первый способ пайки железа свинцовым припоем используется для ремонта металлических изделий, которые не будут в процессе эксплуатации подвергаться слишком большим нагрузкам. Второй способ пайки связан с лужением железа оловом с флюсом и последующим его соединением.
Третий способ соединения металла применяется в основном на промышленных объектах. Здесь для электрической пайки железа используется специальное оборудование.
Здесь для электрической пайки железа используется специальное оборудование.
Чем паять железо
Для пайки железа в домашних условиях понадобятся оловянный припой с небольшим содержанием олова, например, ПОС-40, активный флюс, шило и паяльник. При пайке металла флюс выступает в роли окислителя и растворителя, защищая зону пайки от окисей.
Для этих целей можно применять как активные флюсы, так и канифоль, а также хлористый цинк, соляную и борную кислоту. При пайке железа с использованием активных флюсов и кислот, обязательно нужно придерживаться техники безопасности. Иметь хорошо проветриваемое помещение, а также защищать кожу и глаза от воздействия химически вредных веществ.
Что касается оборудования для пайки железа, то нужен достаточно мощный паяльник, более 60 Ватт. Также можно использовать паяльную лампу или газовую горелку.
Последовательность действий при пайке железа
Пайка железа оловом заключается в следующих действиях:
- Сначала зона спаивания деталей очищается от загрязнений.
 Для зачистки можно использовать куски мелкозернистой наждачной бумаги;
Для зачистки можно использовать куски мелкозернистой наждачной бумаги; - Затем посредством кисточки на поверхность металла наносится флюс;
- Далее зона пайки нагревается паяльником, после чего подносится олово и осуществляется лужение;
- После лужения происходит непосредственное спаивание деталей;
- Зона пайки в местах стыка очищается бензином.
 Для зачистки можно использовать куски мелкозернистой наждачной бумаги;
Для зачистки можно использовать куски мелкозернистой наждачной бумаги;Следует знать, что если производится пайка оцинковки, то нельзя использовать припои с большим содержанием сурьмы. Всё дело в том, что сурьма способна вступать в реакцию с цинком, а это существенно ухудшает прочность полученного соединения.
Для пайки оцинковки лучше всего использовать флюсы на основе хлористого цинка и борной кислоты. Ну а если изделия перепаиваются, то есть, если они имеют лужение уже с завода, то для их последующего спаивания можно использовать обычную канифоль.
Как паять алюминий: способы, технология, особенности
Содержание:
Самый эффективный метод пайки алюминия – аргонная дуговая сварка. Однако это оборудование очень дорогое и иметь его в домашних условиях крайне затруднительно. Кроме этого, сам электронщик должен обладать определенными навыками и знаниями в этой сфере, получить которые также проблематично. Есть несколько других способов, как паять алюминий – самостоятельно, без подобного дорогостоящего и громоздкого оборудования.
Однако это оборудование очень дорогое и иметь его в домашних условиях крайне затруднительно. Кроме этого, сам электронщик должен обладать определенными навыками и знаниями в этой сфере, получить которые также проблематично. Есть несколько других способов, как паять алюминий – самостоятельно, без подобного дорогостоящего и громоздкого оборудования.
В данной статье будут описаны методы и способы пайки алюминия, доступные каждому электронщику, которые можно использовать в самых обычных домашних условиях. Дополнением изложенному материалу, в статье содержатся два видеоролика и одну подробную техническую статью, которую можно скачать в формате PDF.
Как паять алюминий.Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Способы пайки алюминия
У мастеров не вызывает затруднения пайка медных, латунных и стальных проводов и деталей, но если приходится иметь дело с алюминиевыми поверхностями, то припой даже не пристает к изделию, и пайка превращается в мучение.
[stextbox id=’info’]Трудности вызваны тем, что на поверхности этого металла образуется тонкая, но очень прочная пленка окисла Al2O3. Можно удалить эту пленку механически – например, зачистить изделие надфилем, но при контакте с воздухом ли водой металл сразу же опять покроется пленкой. [/stextbox]
[/stextbox]
Пайка алюминия сплавами
Отличные результаты можно получить при использовании следующих сплавов: две части цинка и восемь частей олова одна часть меди и 99 частей олова одна часть висмута и 30 частей олова Перед пайкой и сплав, и собственно деталь необходимо хорошо разогреть. Также следует помнить, что при таком способе пайки должна использоваться паяльная кислота.
Пайка алюминия сплавами.Пайка алюминия с помощью специальных флюсов
Стандартно применяемые флюсы не растворяют оксидную пленку на поверхности алюминия, поэтому надо использовать специальные активные флюсы. Флюс для пайки алюминия используется для работы с оловянно-свинцовыми припоями при рабочей температуре 250-360 градусов. Такой флюс и при пайке, и при лужении хорошо убирают пленку окисла, очищает поверхность металла и как следствие припой лучше растекается по поверхности.
Химический состав типичных мягких припоев для пайки алюминия.Все это приводит к созданию более плотного и прочного соединения сплавляемых деталей. Излишки этого флюса легко удаляются растворителями, спиртом или специальными жидкостями. Также этот флюс можно считать универсальным, поскольку применять его можно и для работы с никелем, медью, нержавеющими сталями и т.д.
Излишки этого флюса легко удаляются растворителями, спиртом или специальными жидкостями. Также этот флюс можно считать универсальным, поскольку применять его можно и для работы с никелем, медью, нержавеющими сталями и т.д.
Другие способы пайки алюминия
Существуют и нестандартные способы решения данной проблемы, например: Место пайки на алюминиевом изделия тщательно зачищают и наносят пару капель концентрированного медного купороса. Небольшой отрезок медной проволоки, зачищают сворачивают в кружок диаметром равным месту пайки, а свободный конец проволоки подключают к «плюсу» вывода батареи на 4,5 вольта. Часть проволоки с со свернутым кружком опускается в небольшое количество медного купороса. Минус батареи надо соединить с деталью, на которой через некоторое время осядет некоторый слой меди.
Минус батареи надо соединить с деталью, на которой через некоторое время осядет некоторый слой меди.
После просушивания к этому месту можно приварить необходимые детали или провода обычным способом. В этом случае используется абразивный порошок, смешанный с небольшим количеством трансформаторного масла до получения жидкой пасты. Эту пасту наносят на очищенные изделия для пайки. Далее паяльник хорошо пролуживают и трут эти места до выделения на поверхности слоя олова. Затем детали промывают и далее паяют обычным методом.
Способы пайки алюминия.Для этого способа понадобится трансформатор. Его минус подключают к изделию, а к плюсу подсоединяют медный провод большого сечения, состоящий из более мелких жил. Если на короткое время подсоединять этот провод к месту будущее пайки, то будет произведена микропайка меди и алюминия, которая в дальнейшем позволит провести пайку проводов обычным методом. Для упрощения процесса можно использовать паяльную кислоту.
Материал в тему: что такое электрическая цепь.

Зачем нужен флюс
Основным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно. Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно. Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
[stextbox id=’info’]При желании можно изготовить флюс для пайки алюминия своими руками. Но дело это – довольно сложное, а потому проще приобрести уже готовый состав. Тем более что промышленность выпускает их в достаточном количестве. [/stextbox]
Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара. Среди наиболее часто встречающихся можно перечислить:
- Ф-64. Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
- Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61. Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
 Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.
Пайка алюминия флюсом.Выбор припоя
После того как оксидная плёнка разрушена, вступает в дело припой. Как и в случае с флюсом, его составу следует уделить самое тщательное внимание. Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами. Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации.
Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами. Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации.
Наибольшее распространение получили смеси со средней и высокой температурой плавления. Но окончательный выбор будет зависеть от многих факторов. Неплохо зарекомендовали отечественные припои ЦОП-40, содержащий олово и цинк в процентном соотношении 60 на 40, и 34А, применение которого оправданно при использовании газопламенного нагрева. Тем не менее, при определённых условиях, конкуренцию им вполне способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и другие.
Это интересно! Все о полупроводниковых диодах.
Многие из них изготавливаются в смеси с флюсами, что упрощает их использование. Но существуют и безфлюсовые припои, такие как содержащий алюминий и цинк <HTS-2000. Следует знать, что содержащие большое количество кремния составы после своего застывания существенно отличаются по цвету от самого алюминия. Там, где цветовое несовпадение недопустимо, их применение нежелательно. Принято считать, что чем больше цинка входит в состав припоя, тем прочнее будет получившееся соединение.
Там, где цветовое несовпадение недопустимо, их применение нежелательно. Принято считать, что чем больше цинка входит в состав припоя, тем прочнее будет получившееся соединение.
Подготовка к работе
Прежде чем приступать к пайке, зону соединения придётся тщательно очистить, удалив с металла краску, если таковая имеется, и обычные загрязнения. Если речь идёт о пайке алюминиевых проводов или деталей электросхем, достаточно будет вооружиться паяльником. Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу. Тут важно соблюсти два важных условия.
- Пламя горелки и паяльной лампы должно быть тщательно отрегулировано. В противном случае образующиеся частицы копоти загрязнят металл и не позволять выполнить работу качественно.
- Коридор между критическим значением плавления алюминия и температурой плавления припоя узок. Тем не менее, его придётся выдерживать. Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь попроще.

Полностью избавиться от оксидной плёнки не удастся, но зато можно сделать её как можно тоньше, обработав детали металлической щёткой или специальной насадкой. В отдельных случаях можно использовать абразивные круги, наждачную бумагу или простой напильник. После этого обрабатываемую поверхность придётся хорошенько обезжирить. Лучше всего для этого подойдёт чистый спирт.
Как паять алюминий в домашних условиях.Пайка
Когда пламя горелки хорошо отрегулировано, а детали прогреты до оптимальной температуры, можно приступать к следующему этапу работ – собственно пайке.
- Прежде всего, следует нанести на поверхность деталей флюс. Проще всего это сделать кисточкой. Многие производители включают её в конструкцию флаконов с составом. Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.
- Вооружившись паяльником, распределить по месту соединения припой. Хороший результат дают паяльники, жало которых имеет специальные зазубрины, разрушающие оксидную плёнку непосредственно в момент нанесения припоя. Однако использование подобного инструмента требует дополнительных навыков.
- Когда работа закончена и детали остыли, следует самым тщательным образом удалить остатки флюса. В противном случае они будут способствовать возникновению очага коррозии. Рекомендуется последовательная промывка изделия в воде различной температуры, затем – обработка слабым раствором каустической соды и снова промывка в воде.
 Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.
Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.Только когда все эти условия соблюдены, изделие готово к эксплуатации.
Способы лужения
При хорошем флюсе процесс залуживания и пайки не составляет проблем. Другое дело если под рукой нет такового, здесь процесс становится более трудоемким. Самое главное в процессе залуживания не допустить контакт зачищаемой поверхности с кислородом. Поэтому зачищаемую поверхность густо смазывают или заливают флюсом, а при необходимости можно и немного подогреть. Можно и просто если изделие небольшое, например провода, зачищать их прямо в растворе, налив его во что-нибудь.
Другое дело если под рукой нет такового, здесь процесс становится более трудоемким. Самое главное в процессе залуживания не допустить контакт зачищаемой поверхности с кислородом. Поэтому зачищаемую поверхность густо смазывают или заливают флюсом, а при необходимости можно и немного подогреть. Можно и просто если изделие небольшое, например провода, зачищать их прямо в растворе, налив его во что-нибудь.
[stextbox id=’warning’]К способу как паять алюминий паяльником с раствором канифоли, делал примерно так. Предварительно очищал поверхность, смазывал раствором и посыпал медными или железными опилками. Затем надавливая жалом паяльника (чем сильнее тем лучше) и сдирая окисел, залуживал обычным припоем.[/stextbox]
Иногда при необходимости спаять два провода алюминиевый к примеру и медный, пользовался таким способом. Скручивал два конца провода и сваривал их разрядом тока с помощью графитового сердечника от батарейки. Для такой «сварки» использовал трансформатор 6-12 вольт с током от 3 ампер. Один конец провода от трансформатора подсоединяем к скрутке, а ко второму прикручиваем стержень батарейки (можно использовать щетку от двигателя). При касании возникает дуга и концы спаиваются в шарик. Так что паять алюминий в домашних условиях вполне возможно и не такая это уж сложная задача.
Один конец провода от трансформатора подсоединяем к скрутке, а ко второму прикручиваем стержень батарейки (можно использовать щетку от двигателя). При касании возникает дуга и концы спаиваются в шарик. Так что паять алюминий в домашних условиях вполне возможно и не такая это уж сложная задача.
Заключение
Рейтинг автора
Написано статей
Более подробно о том , как паять алюминий и его сплавы, рассказано в статье Пайка металлов. Если у вас остались вопросы, можно задать их в комментариях на сайте. А также в нашей группе ВК можно задавать вопросы и получать на них подробные ответы от профессионалов. Для этого приглашаем читателей подписаться и вступить в группу.
В завершение статьи хочу выразить благодарность источникам, откуда мы черпали информацию во время подготовки материала:
www.sdelai-sam.pp.ua
www.xn--80aanab4adj2bicdg1q.xn--p1ai/%D0%BA%D0%B0%D0%BA-%D0%BF%D0%B0%D1%8F%D1%82%D1%8C-%D0%B0%D0%BB%D1%8E%D0%BC%D0%B8%D0%BD%D0%B8%D0%B9-%D1%81%D0%B0%D0%BC%D0%BE%D0%BC%D1%83/
www. ra4a.ru
ra4a.ru
www.svarkalegko.com
www.remboo.ru
Предыдущая
ПайкаКак правильно залудить жало паяльника
Следующая
ПайкаЧто такое канифоль и для чего она нужна?
Как спаивать металлы вместе – Учебное пособие, пятница
8,9 тыс. акции
- Твиттер
Ого, еще один выпуск пятничного обучающего курса! Скучаете по ТТФ? Я тоже, но у этой ловкой девчонки не так много инструментов в ящике с инструментами. Я добавил новый несколько недель назад, паяльник. Давайте научимся паять металлы вместе!
Когда я учился в колледже, я выбрал факультатив по витражам (одно из преимуществ посещения художественной школы). Мне очень понравился курс, но по окончании семестра я больше не брал в руки паяльник. Это было 20 лет назад. Буквально в этом месяце кто-то из наших соседей написал в сети, что продает паяльник. Я сразу ухватился за шанс. Но на этот раз я не имел в виду витражи, я думал об этих самодельных фермерских светильниках!
Я сразу ухватился за шанс. Но на этот раз я не имел в виду витражи, я думал об этих самодельных фермерских светильниках!
Как и обещал, вот инструкция по пайке.
Материалы:
- Паяльник
- Влажная губка
- Припой
- Флюс
- Щетка для флюса
- Наждачная бумага
- Малярная лента
- Влажная тряпка
- Защитные очки
Если вы использовали щипцы для завивки, вы имеете право паять. Подождите — даже если вы никогда не пользовались плойкой — вы можете это сделать. Единственная разница в том, что паяльник нагревается намного сильнее, чем обычный утюжок для волос, поэтому будьте осторожны.
Включите паяльник и дайте ему нагреться.
Тем временем слегка отшлифуйте края металла в месте их соединения. Вы хотите иметь гладкую поверхность без каких-либо заусенцев или ударов. И две части должны быть в состоянии соединиться без каких-либо зазоров.
Удалите пыль от шлифовки влажной тряпкой.
Затем заклейте все области, которые вы не хотите подвергать воздействию припоя, малярной лентой (например, этот патрон лампочки).
Обустройте свое рабочее место так, чтобы все было в пределах легкой досягаемости. Убедитесь, что паяльник находится там, где вы случайно не заденете его. Размотайте припой, чтобы не возиться с ним во время пайки. Поскольку проволока припоя будет нагреваться, вам нужно оставить некоторое расстояние между вами и концом припоя.
Подготовьте влажную губку, чтобы стереть излишки припоя с жала паяльника.
К настоящему времени паяльник, вероятно, нагрет и готов. Обязательно наденьте защитные очки, потому что горячий припой может лопнуть. Вы можете тоже надеть перчатки, я решил не делать этого.
В этом коротком видео показаны основы пайки двух металлических деталей.
После пайки деталей дайте металлу остыть. После того, как он остынет, соскоблите все лишние шарики припоя. И вы закончили!
Легко, верно?
Это просто, но контроль потока жидкого припоя иногда может вызывать затруднения. Просто не торопитесь и наденьте шапку терпения. Существует короткая кривая обучения, но я знаю, что вы можете это сделать! Теперь вы знаете, как спаивать металлы.
Просто не торопитесь и наденьте шапку терпения. Существует короткая кривая обучения, но я знаю, что вы можете это сделать! Теперь вы знаете, как спаивать металлы.
P.S. Не забудьте принять участие, чтобы выиграть Dremel Multi-Max! Я выберу победителя сегодня после полуночи, в пятницу, 28 сентября 2012 г.
8,9 тыс. акции
- Твиттер
Научитесь делать украшения из пайки
Мне нужен мягкий, средний или твердый припой?
Припой бывает мягким, средним и твердым. Это просто указывает, какая температура требуется, чтобы припой начал течь. Мягкие текут при более низкой температуре, чем средние, и так далее. Это важно, если вы собираетесь паять несколько слоев металла на одной и той же детали. Вы должны паять более твердым (более высокотемпературным) припоем в первый раз и сравнительно более мягким (более низкотемпературным) припоем во второй раз.
Нужна ли серебряная припойная паста для серебра и медная паста для меди?
Вы можете использовать для пайки серебро, медь, латунь, никель и золото – это зависит от конечного результата, которого вы пытаетесь достичь. Серебряная паяльная паста после растекания имеет ярко-серебристый цвет. Медная паяльная паста не похожа на медь, но имеет более темно-серый цвет и менее заметна, чем яркое серебро, если она немного видна на медном металле. В идеале припой не должен вытекать и быть видимым. Это требует много практики! До тех пор обратитесь к FAQ № 6.
Можно ли припаять домовый кирпич вместо печного?
Нет – он поглотит тепло вашей горелки, и ваша деталь никогда не нагреется до нужной температуры.
Почему не работает? Кусочки разваливаются, когда я кладу их в холодную чашку.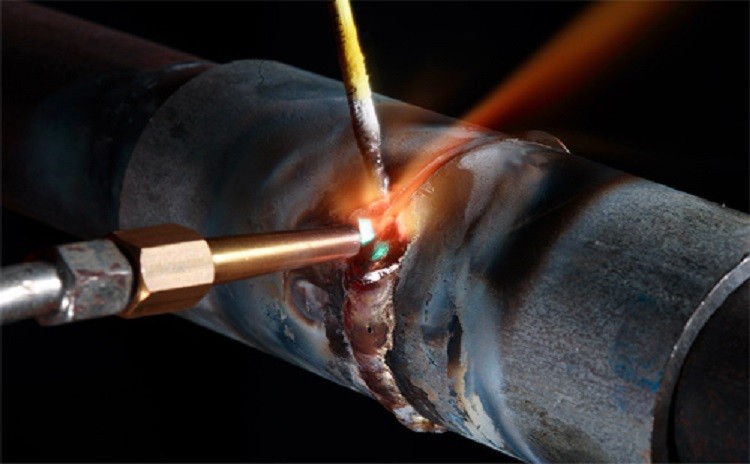
Не забывайте, что вся деталь должна быть достаточно горячей, чтобы припой мог течь. При пайке «медленно и уверенно выигрывает гонку». Равномерно и медленно нагревайте детали, чтобы довести припой до температуры текучести. Если вы слишком быстро начнете со своим жаром, есть шанс, что вы можете расплавить часть своего куска. Признаки того, что он протекал, включают свечение в месте пайки или, если вы паяете заготовки вместе, следите за тем, чтобы верхняя заготовка «осела» на заготовку под ней.
Я попробовал еще раз, и это все еще не работает. Почему?
Был ли ваш металл чистым до того, как вы начали? Убедитесь, что вы хорошо очистили его с помощью Penny Brite, Sparex или лимонной кислоты.
Припой потек, но теперь в не нужных мне местах. Как я могу это исправить?
В некоторых случаях, например, в замыканиях переходных колец, вы можете удалить лишний припой напильником/отшлифовать. Если он вытекает на заготовку, вы можете использовать вращающийся инструмент, такой как дремель, или гравировальный инструмент с силиконовой насадкой для полировки.