Как паять канифолью и оловом
Каждому начинающему радиолюбителю рано или поздно приходится обзавестись минимальным набором инструментов и научиться основам пайки паяльником. Чтобы выполнить работу быстро и максимально качественно, необходимо освоить паяние канифолью. Как правильно паять паяльником с канифолью Для того чтобы приступить к работе, необходимо приобрести минимальные приспособления:. Относительно мощности паяльника, подойдет обычный на 40 Вт напряжение В. Для домашнего использования такого паяльника вполне достаточно.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Как правильно паять паяльником с канифолью
Как правильно паять? - Primary Menu
- Зачем пользоваться канифолью для пайки?
- КАК КАЧЕСТВЕННО ПРИПАЯТЬ БЕЗ ПАЯЛЬНИКА
- Температура плавления канифоли сосновой
- Строительство в Севастополе — сообщество мастеров строителей и отделочников
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Урок пайки. Коротко
Коротко
Как правильно паять паяльником с канифолью
Каждый радиолюбитель или мастер, занимающийся ремонтом самостоятельно, рано или поздно вынужден будет взять в руки паяльник и попробовать. Качество выполненных работ и даже работоспособность изделия будут напрямую зависеть от множества факторов, знать о которых обязательно нужно, прежде чем начинать работу.
Несмотря на кажущуюся простоту работы паяльником, очень желательно иметь начальные навыки качественной работы и уметь правильно использовать припой с канифолью. Паяние производится с помощью разнообразных припоев.
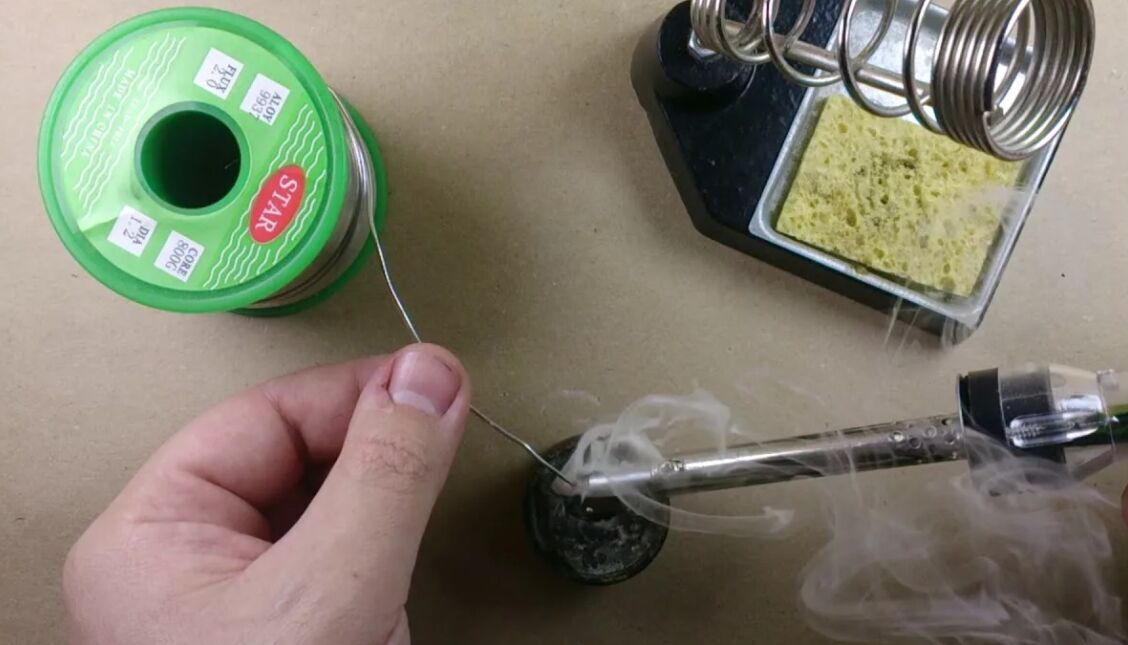
Так называемый припой в катушке с канифолью, пожалуй, самый популярный. При выполнении работ, связанных с пайкой, применяют припой. Этот сплав плавится при гр.
Нагретый припой создает достаточное внутреннее соединение с такими металлами, как медь, латунь, серебро и т. Книгу о том, как паять, можно прочитать и понять, но навыки пайки можно получить только на практике. После того, как припой начал плавиться, им уже можно паять.
Книгу о том, как паять, можно прочитать и понять, но навыки пайки можно получить только на практике. После того, как припой начал плавиться, им уже можно паять.
Для этого нужно покрыть жало паяльника нетолстым слоем припоя, а затем хорошенько вытереть его о влажную губку. Так удаляют оставшийся от работы припой с канифолью. Не будет лишним взять в привычку протирать жало о мокрую губку каждый раз после пайки. Перед тем как начать паять радиодеталь, ее нужно подготовить. Следует согнуть ее выводы таким образом, чтобы деталь свободно входила в предназначенные для нее отверстия.
Новички без опыта работы часто касаются места пайки кончиком жала паяльника. А нужно держать паяльник так, чтобы между ним и местом пайки площадь контакта была как можно больше, иначе то место, в котором нужно произвести пайку, нагревается недостаточно для скрепления деталей.
При паянии часто на паяльнике появляется нагар. Его можно убрать простой водой. Если провести паяльником по влажной ткани, то окалина останется на ней, а жало станет снова чистым.
Периодически нужно это проделывать во время работы с паяльником. Если ткань не помогает, можно использовать жесткую губку. Паяльные жала первого класса обычно используют в сложных паяльниках, в которых есть возможность регулировать температуру. Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.
Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль. Пинцет из металла, которым придерживают радиодеталь, в процессе пайки работает еще и как теплоотвод. Можно для этой цели использовать и специальный зажим “крокодил”. Для получения хорошего результата при пайке обязательно нужно правильно применять припой с канифолью и флюсом. Это легкоплавкий сплав особого металла, которым спаивают выводы деталей и провода.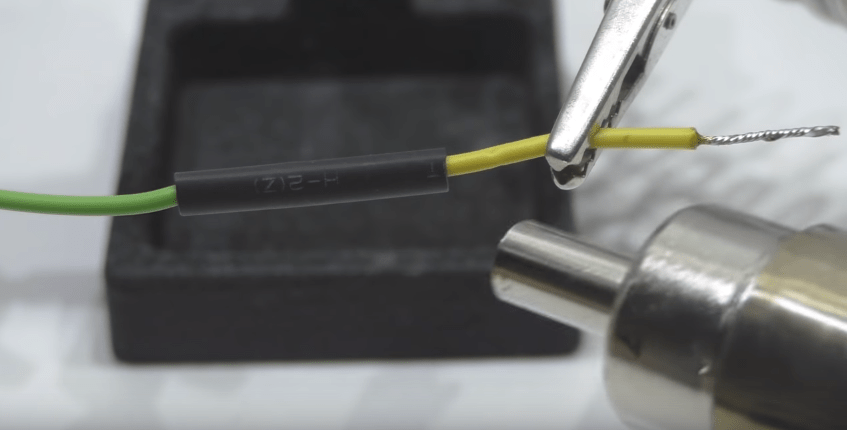
При работе с радиодеталями применяют флюсы, в которых не содержится кислота. Например, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее вполне можно использовать и для пайки. А вот металлическую посуду паяют, используя припой без канифоли.
Для ее ремонта потребуется “паяльная кислота”. Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку. Если требуется произвести пайку в труднодоступных местах, то нужно иметь жидкий флюс.
Его можно изготовить самостоятельно. Канифоль измельчается в порошок, всыпается в ацетон или этиловых спирт. Перемешав раствор, нужно подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую жидкую канифоль следует наносить кисточкой или палочкой. При этом есть нюанс – для работы с печатными платами флюс должен быть более жидким. Для труднодоступных мест можно также применять припой проволочный с канифолью, что намного удобней.
Поэтому, работая с ними, необходимо избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой почаще проветривать помещение, в котором проводится работа.
По окончании работы обязательно нужно вымыть руки с мылом в теплой воде. Немаловажным условием удачной пайки является и соблюдение чистоты поверхностей, которые требуется спаять. Обязательно следует места пайки зачистить до блеска. Затем детали нужно положить на кусочек канифоли и прогреть. Расплавленная канифоль поможет припою равномерно растечься по проводнику или детали, которую требуется припаять. Можно аккуратно поворачивать деталь, водя при этом по ней жалом паяльника, чтобы припой растекся ровным слоем по поверхности.
Если нужно залудить проводник, который впаян в плату, то после зачистки места пайки шлифовальной бумагой или ножом нужно поднести кусочек канифоли, после чего плавно распределить припой как можно равномерней, проводя паяльником. На качество пайки влияет и то, насколько правильно соединены при пайке провода или контакты деталей.
На качество пайки влияет и то, насколько правильно соединены при пайке провода или контакты деталей.
Их следует плотно прижать между собой и после этого поднести паяльник к подготовленным проводникам, касаясь его. После того, как разогретый припой растечется по поверхности, залив даже небольшие промежутки между ними, паяльник следует убрать. Время непрерывной пайки должна быть не более пяти секунд. После этого промежутка времени припой затвердеет и детали окажутся прочно скреплены. Однако, чтобы пайка не разрушилась, детали нельзя сдвигать в течение секунд после окончания пайки.
Иначе соединение будет непрочным. Если работа производится с транзисторами, то их выводы необходимо беречь, чтобы не перегреть. Лучше держать их либо плоскогубцами, либо пинцетом, выполняя этим отвод тепла. При выполнении пайки радиодеталей ни в коем случае не стоит скручивать концы деталей.
Если требуется перепаивать детали или заменять проводники, то необходимо заранее подумать об этом, до начала монтажа. Концы деталей правильнее всего паять на небольшом расстоянии друг от друга, а не в одном месте. Любой начинающий специалист, связанный с обслуживанием и ремонтом радиоэлектроники сталкивается с необходимостью покупать прибор, предназначенный для качественной работы по соединению повреждённых участков микросхемы.
Концы деталей правильнее всего паять на небольшом расстоянии друг от друга, а не в одном месте. Любой начинающий специалист, связанный с обслуживанием и ремонтом радиоэлектроники сталкивается с необходимостью покупать прибор, предназначенный для качественной работы по соединению повреждённых участков микросхемы.
Попробуем разобраться, как правильно паять паяльником с канифолью, что необходимо знать начинающему специалисту и мастеру с богатым багажом знаний. Для того чтобы понять и выяснить, как правильно пользоваться паяльником для пайки проводов, необходимо иметь минимальный набор инструментария:. Мощность паяльника должен быть не более 40 Ватт, сеть питания стандартная- Вольт. Для бытового использования вполне достаточно такой мощности прибора. Готовый припой понадобиться для качественного соединения деталей и узлов.
В качестве основных компонентов припоя используем олово с компонентами свинца, а также традиционную канифоль. В розничной сети продаются готовые трубки, с расположенным внутри составом или специальная проволока. Последний вариант признан самым эффективным и лучшим по многим параметрам производительности.
Последний вариант признан самым эффективным и лучшим по многим параметрам производительности.
Далее, разберёмся, как правильно паять паяльником с канифолью и оловом провода при выборе необходимой марки припоя. В этом случае подойдёт маркировка ПОС, так называемый оловянно-свинцовый припой.
В продаже можно найти припои, которые имеют высокое содержание свинца. Такой материал имеет лучшие характеристики, обеспечивающие высокое качество работы при соединении деталей. Не последнюю роль в этом процессе играет канифоль, которая позволяет решить не только задачу, как правильно паять провода паяльником, но и поможет добиться необходимой прочности соединения.
Использование канифоли является обязательным, так как медный наконечник при разогреве образует специфический нагара, мешающий качественному обеспечению прочности соединения деталей на микросхеме. По своей природе, канифоль, это природный материал, который имеет в своем составе компоненты смолы с хвойных пород древесины, как правило, сосна.
Вещество имеет специфический хвойный запах. В продаже имеется несколько вариантов канифоли, это жидкообразная масса или в твёрдом состоянии. Теперь мы перейдём к практической части задачи, как правильно паять паяльником с канифолью и оловом провода сам процесс.
Прежде всего, необходимо подготовить минимальный набор инструментов. Перед рабочим процессом как работать паяльником для проводов, необходимо сплющить жало и зачистить его как следует. В случае если жало не сплющено, рекомендуем это сделать самостоятельно, не повредив основной корпус прибора.
Помните, чем тоньше жало, тем эффективней результат работы. Как правило, лучшим и оптимальным вариантом жала станет острием под углом градусов. Как и любой технологический процесс работы с электроинструментом, требует обеспечения мер безопасности.
Какой мощности нужен паяльник для пайки проводов, мы уже определились, это не более 40 ватт, но для новичков лучше всего будет применение маломощного инструмента, вполне достаточно прибора до 20 Ватт. Канифоль, как и припой, оказывают негативное воздействие на слизистую оболочку глаз и дыхательных путей. Обязательно необходимо продумать способы проветривания помещения. Используйте паяльник, который имеет систему заземления, таким образом, вы обеспечите полную электробезопасность проведения работ.
Канифоль, как и припой, оказывают негативное воздействие на слизистую оболочку глаз и дыхательных путей. Обязательно необходимо продумать способы проветривания помещения. Используйте паяльник, который имеет систему заземления, таким образом, вы обеспечите полную электробезопасность проведения работ.
Теперь попробуем разобраться, что можно паять паяльником?
Как правильно паять?
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые. После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия.
Если паять предстоит тонкие проводки, канифолью, а затем покрыть слоем олова – облудить.
Primary Menu
И вот ты решил окунуться в электронику с головой, затарился паяльником, купил припой и… А что дальше? Если худо бедно, то как надо паять представляют все, а вот тонкости технологии известны далеко не многим и приходят с опытом. Чтож, ускорю этот пагубный процесс и расскажу тебе парочку хитростей. Итак, про хороший паяльник для мелкого монтаж а ты наверное уже читал, вот от него и будем плясать. Кроме паяльника тебе потребуется припой и флюс. О них поподробней. Это специальный сплав, который плавится при температуре порядка градусов. Температура плавления у него градусов. Обычно продается в виде проволоки, намотанной на катушки. Для мелкого монтажа лучше брать тот, где диаметр проволочки поменьше — легче дозировать.
Чтож, ускорю этот пагубный процесс и расскажу тебе парочку хитростей. Итак, про хороший паяльник для мелкого монтаж а ты наверное уже читал, вот от него и будем плясать. Кроме паяльника тебе потребуется припой и флюс. О них поподробней. Это специальный сплав, который плавится при температуре порядка градусов. Температура плавления у него градусов. Обычно продается в виде проволоки, намотанной на катушки. Для мелкого монтажа лучше брать тот, где диаметр проволочки поменьше — легче дозировать.
Зачем пользоваться канифолью для пайки?
Пайка бывает разная. Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона. Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат. В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа. Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа. Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
Первоначальное название канифоли — колофонская смола — произошло от имени греческого города Колофон, в котором это вещество выделили впервые и стали производить. Добывали его из живицы — сосновой смолы от разных видов сосен.
КАК КАЧЕСТВЕННО ПРИПАЯТЬ БЕЗ ПАЯЛЬНИКА
Что нам понадобится для пайки? Конечно же паяльник в идеале — паяльная станция , оловянный припой, канифоль, в идеале — проволочный припой, который представляет из себя намотанную на катушку, длинную, тонкую оловянную трубку, похожую на проволоку, в полости которой находится канифоль. Об этом подробнее чуть ниже…. Если у Вас не паяльная станция, которая изначально готова к пайке сразу же после включения, а обычный паяльник, то перед работой особенно если он новый его нужно специальным образом подготовить — залудить, иначе паять не будет. Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим.
Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим.
Температура плавления канифоли сосновой
После того, как люди научились плавить свинец и олово, возникло ремесло лудильщика, который паяет металлические изделия. Сейчас пайка — это обычная работа, как для домашнего умельца, так и для крупных производств. Однако для того, чтобы научиться качественно, паять, необходимо знать некоторые нюансы технологии. Ваше имя:. Номер телефона:. Электронная почта:.
Как только люди научились плавить олово и свинец, появилось ремесло Затем нагретый паяльник погружают в порошок нашатыря или канифоли;.
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Электрика и электрооборудование, электротехника и электроника — информация! Как правильно паять — метод образования неразъемного соединения путем внедрения в зону контакта припоя в расплавленном виде, называется пайкой. При этом температура плавления припоя должна быть меньше, чем у соединяемых деталей.
При этом температура плавления припоя должна быть меньше, чем у соединяемых деталей.
Регистрация Вход. Ответы Mail. Вопросы – лидеры Задача по физике 1 ставка. Провод КСПВ, вопрос к электрикам 1 ставка. Мощность рассеивания транзистора? Зачем электродрели нужен редуктор, точнее большая шестеренка?
Войдите , пожалуйста. Хабр Geektimes Тостер Мой круг Фрилансим.
Как паять оловом? Пайка — образование механического контакта между металлическими поверхностями. Чтобы спаять две детали, недостаточно нагреть поверхность с оловом, а вторую деталь присоединить к ней, как на клей. Температура поверхностей должна быть обязательно разной. Лучше приобрести паяльную станцию. Цена на нее около руб и выше.
Здравствуйте уважаемые читатели сайта sesaga. Сегодня хочу поделиться с Вами секретом хорошей пайки, и рассказать, как правильно паять паяльником. У каждого радиолюбителя есть минимальный набор инструментов, которые ему необходимы для сборки или ремонта любой радиоэлектронной конструкции. Это всевозможные отвертки, плоскогубцы, кусачки, напильники, молотки и т.
Это всевозможные отвертки, плоскогубцы, кусачки, напильники, молотки и т.
Как припаять нержавейку к нержавейке? Как паять паяльником с канифолью и оловом
Как припаять нержавейку к нержавейке с помощью олова и канифоли? Это весьма трудоемкий процесс, для выполнения которого нужно знать все тонкости и хитрости проведения паяльных работ. Если следовать инструкции, рассмотренной в данной статье, получится сделать надежное соединение изделий из нержавеющей стали.
Особенности процесса
Для работ с пищевыми емкостями можно использовать лишь бессвинцовые припои (например, олово и сплавы на его основе). Пайка изделий из нержавеющей стали — сложный процесс, для выполнения которого нужно обладать некоторыми знаниями и навыками. Лучшим припоем для работы с упомянутым металлом является олово. Благодаря этому материалу получится сделать качественное соединение. Однако для пайки чаще используют олово в случае, когда нужно прикрепить небольшие детали или заделать мелкие трещины. Припой продается в катушках или в виде брусков толщиной 2–4 мм.
Припой продается в катушках или в виде брусков толщиной 2–4 мм.
В промышленности пайка с использованием олова применяется редко. А в домашних условиях для ремонта предметов быта (например, чайника из нержавейки) используют паяльник или газовую горелку, а также упомянутый припой. В этом случае главное — подготовить необходимые расходные материалы (расходники). Но не следует забывать: в ходе паяльных работ будут применяться раскаленные предметы и токсичные вещества, поэтому нужно соблюдать правила безопасности.
Зачем нужен флюс?
Это вещество обеспечит равномерное растекание припоя по поверхности зоны пайки и создаст условия для качественной адгезии материала к металлическому покрытию. Флюсы в настоящее время классифицируются по степени воздействия на следующие разновидности:
- Неактивные (нейтральные), в составе которых отсутствуют кислоты. Помимо этого, они почти не проводят электроток.
- Активные (кислотные) флюсы.
- Защитные (антикоррозийные), цель которых — защитить зону пайки готового соединения от коррозии и разрушения.


Если возникает вопрос, для чего нужен флюс для пайки, то ответить можно так: это вещество необходимо для соблюдения технологии, поскольку оно обязательно понадобится в ходе паяльных работ. Однако способ применения состава зависит от его исходного состояния:
- если флюс находится в твердом состоянии, жало паяльника необходимо сначала окунуть в реагент, а после захватить им немного припоя;
- готовую жидкую смесь придется наносить на зону пайки с помощью кисточки;
- пастообразным веществом следует обрабатывать поверхность посредством обычной палочки.
Кроме того, флюс иногда продается в специальных тюбиках.
Необходимые приспособления
Прежде чем приступать к ремонту изделия, нужно подготовить такие инструменты и материалы:
- Простой паяльник (минимальная мощность — 100 Вт) или пропановую горелку.
- Органический растворитель (например, уайт-спирит или ацетон).
- Оловянный припой.
- Канифоль или ортофосфорную кислоту.
- Стальной трос.
- Щетку для чистки металла, напильник или наждачную бумагу.
- Чистую тряпку для протирки.

Однако перед тем как припаять нержавейку к нержавейке и, соответственно, отремонтировать деталь, следует приобрести средства защиты: полиуретановые перчатки, очки и респиратор. Кроме того, для соединения крупных изделий может потребоваться более мощный паяльник, наконечник которого должен быть несгораемым: это не только увеличит срок службы, но и повысит технические параметры инструмента. Насчет припоя следует также сказать, что для пайки пищевой посуды или других емкостей подойдут бруски олова, поскольку в них содержится меньше вредных примесей.
Как паять паяльником с канифолью и оловом: технология
Когда материалы и инструменты подготовлены, можно приступать к этой операции. Чтобы выполнить пайку нержавейки в домашних условиях, нужно следовать такой пошаговой инструкции:
- Зачистить наждачкой или щеткой металлическую поверхность от окисной пленки и других загрязняй.
- Обезжирить ремонтируемую деталь растворителем.
- Нанести на обрабатываемую поверхность флюс — канифоль или паяльную кислоту. Этот этап не нужно выполнять, если используется комбинированный оловянный припой, в составе которого уже содержится упомянутое вещество. Наносить флюс надо сразу перед пайкой, поскольку на поверхности нержавейки примерно через 10 секунд образуется пленка.
- Разогреть зону пайки, на которую нанесен флюс, облуженным жалом паяльника.
- Внести припой при необходимости, однако с первого раза, скорее всего, покрыть оловом всю поверхность не выйдет.
- Нанести повторно флюс и снова прогреть его паяльником. Повторять этот процесс до тех пор, пока поверхность металла не покроется равномерным слоем олова. Главное, чтобы припой плавился не от жала паяльника, а от тепла, запасенного деталью. Кроме того, чтобы сделать пайку нержавейки оловом более качественной, нужно добавлять в места соединения канифоль, за счет которой удалятся окислы с припоя.
- Отмыть изделие от остатков флюса. Для выполнения этого этапа надо приготовить раствор, состоящий из воды и моющего средства, и купить металлические скребки. Остатки канифоли, по словам мастеров, хорошо очищаются холодной водой, поскольку в ней вещество становится хрупким.


Пайка считается качественной, если в результате получилась равномерная поверхность. Но в любом случае в конце покрытие необходимо зашлифовать наждачной бумагой или напильником.
Как соединить нержавеющие детали: оптимальная техника
Сначала необходимо оборудовать рабочее место. Стол должен быть стальным или иметь негорючую поверхность. Главное, чтобы он был ровным. Кроме того, нужно сделать качественную вытяжную вентиляцию. В свою очередь, чтобы спаять в домашних условиях несколько изделий в одно, надо покрыть их части оловом и зафиксировать между собой. Следующий шаг — одновременно нагреть детали, чтобы раскаленный припой соединился. Вероятно, олово придется добавлять в зону пайки, внося его на жале паяльника.
После этого нужно прогреть всю поверхность и, если припой лег качественно, необходимо положить детали на ровную поверхность. Изделие из нержавеющей стали, собранное из двух или более частей, нельзя шевелить до тех пор, пока соединения полностью не застынут. Лучше спаиваемые детали закрепить крепежными приспособлениями (например, струбцинами или тисками).
Пайка газовой горелкой: ремонт чайника
Сначала необходимо тщательно зачистить наждачной бумагой зону пайки и убрать накипь возле поврежденного участка. Чтобы запаять чайник из нержавейки газовой горелкой, нужно следовать такой инструкции:
- Прогреть соединение пламенем, плавно перемещая устройство. Нагревание будет достаточным, когда припой начнет плавиться от прикасания к металлу.
- Нанести флюс (канифоль или ортофосфорную кислоту) на зону пайки.
- Наложить олово на поврежденное место, при этом нужно продолжать нагревать участок горелкой, чтобы вещество, расплавляясь, заполнило собой весь дефективный участок.
- Зашлифовать шов щеткой по металлу.
- Протереть запаянный участок спиртом для очистки его поверхности от окалин и окислов.

В ходе паяльных работ нужно следить за уровнем кислорода. Для определения этого параметра необходимо посмотреть на пламя, нормальный оттенок которого — синий. В перенасыщенном составе цвет будет бледным, что и указывает на переизбыток кислорода. Если проигнорировать это требование, велика вероятность, что нержавейка начнет окисляться.
Преимущества пайки нержавеющей стали оловом
К достоинства этого метода относятся следующие свойства:
- расходные материалы стоят недорого;
- не требуется длительная подготовка детали;
- простое выполнение паяльной работы для малогабаритных изделий;
- оловянный припой понижает текучесть нержавейки при пайке;
- хорошее качество соединения.
Недостатки
Помимо неоспоримых преимуществ, пайка нержавейки с помощью оловянного припоя имеет и некоторые минусы:
- сложность при запаивании швов на наклонных и вертикальных плоскостях, вызванной высокой текучестью олова;
- недостаточная прочность неразъемного соединения для крупных конструкций;
- уменьшение допустимого температурного диапазона запаянных деталей вследствие того, что олово попросту расплавится, если материал будет подвергаться температуре более 231,9 °C.

Рекомендации
Естественно, без хорошего паяльника и флюса не получится сделать надежное соединение. Однако перед тем как паять нержавейку, нужно учесть и другие моменты:
- Желательно купить паяльник с жалом, которое не обгорает: срок службы такого инструмента больше, чем у обычного приспособления. Однако его надо постоянно чистить от накипи и затачивать. Кроме этого, рекомендуется использовать паяльник с постоянным нагревом: так получится сэкономить электроэнергию.
- Паять нержавейку без флюса — плохая идея, поскольку будет постоянно появляться оксидная пленка.
- Неопытным умельцам следует немного попрактиковаться на ненужных деталях и обрезках. Нужно помнить: надежное соединение трудно отодрать, а проверить его качество можно с помощью отвертки или шила.
- Деталь, обработанную растворителем, трогать можно лишь в перчатках, поскольку небольшое пятно, оставленное на поверхности, может испортить всю работу.
- Перед тем как припаять нержавейку к нержавейке, нужно обеспечить помещение хорошей вентиляцией. Кроме того, нельзя трогать руками разогретый металл или припой, а также вдыхать токсичные испарения.
- Емкости с веществами после использования необходимо сразу закрыть плотной крышкой.
- Готовую деталь нужно очистить от флюса и паяльного состава. Пищевые емкости обрабатываются мыльным раствором и кипятятся для нейтрализации агрессивных кислот.
 Кроме того, нельзя трогать руками разогретый металл или припой, а также вдыхать токсичные испарения.
Кроме того, нельзя трогать руками разогретый металл или припой, а также вдыхать токсичные испарения.Основные ошибки
Если с учетом рекомендаций все равно не получилось сделать качественное соединение, значит, такая неудача может произойти из-за:
- плохой зачистки металла и слабого обезжиривания;
- недостаточного прогрева нержавейки;
- неверно подобранного припоя или флюса;
- того, что спаянная деталь была подвергнута механическому воздействию слишком рано, поскольку изделие не успело застыть.
Заключение
В статье было рассмотрено, как припаять нержавейку к нержавейке. Для выполнения описанных работ нужно приобрести необходимое оборудование и приспособления. В ходе паяльных работ главное — сделать качественные швы, которые обеспечат детали надежным соединением. Кроме того, благодаря информации, приведенной в данной статье, любой сможет самостоятельно отремонтировать небольшие изделия из нержавеющей стали с помощью паяльника, оловянного припоя и флюса.
Кроме того, благодаря информации, приведенной в данной статье, любой сможет самостоятельно отремонтировать небольшие изделия из нержавеющей стали с помощью паяльника, оловянного припоя и флюса.
Оловянный припой, свинцовый припой, припой с флюсовым сердечником и припой с канифолью – различия и применение
16 апреля 2021 – 0 комментариев
Типы припоя и его состав Когда дело доходит до сборки электронных схем промышленного класса, припой и пайка провод являются основными факторами, определяющими общее качество и долговечность печатной платы. Но в большинстве случаев пайка воспринимается как должное, и часто мы легко упускаем из виду выбор припоя, но правильный выбор и использование могут иметь большое значение для качества и надежности паяных соединений. Вот почему в этой статье мы расскажем вам все, что вам нужно знать о различных типах припоев, их использовании и реализации. Итак, без лишних слов, приступим.
Типы припоя и их состав
Припой представляет собой легкоплавкий сплав с низкой температурой плавления, который используется для соединения металла в любой печатной плате. Техника использования легкоплавкого сплава для сплавления двух материалов существует уже много лет, но в случае припоя это обычно олово, свинец и флюс. В зависимости от типа состава припой может быть классифицирован как:
Бессвинцовый припой
Как следует из названия, он не содержит свинца. Вместо этого припой сделан в основном из олова, легированного другими металлами, такими как серебро и медь. Бессвинцовые припои RoHS (Сокращение вредных веществ) Соответствует стандарту и лучше для окружающей среды, при этом вредное воздействие свинца на окружающую среду хорошо известно.
Самый распространенный бессвинцовый припой , который вы можете найти, это SAC305. Он состоит из олова с 3% меди и 0,5% серебра, используемого в сборке поверхностного монтажа. Далее в списке находится SAC387, который представляет собой олово с 3,8%, медь 0,7% и серебро. Это самые дорогие. Далее у нас есть SAC405 с содержанием олова 4%, меди 0,5% и серебра.
Далее в списке находится SAC387, который представляет собой олово с 3,8%, медь 0,7% и серебро. Это самые дорогие. Далее у нас есть SAC405 с содержанием олова 4%, меди 0,5% и серебра.
Из приведенных выше сплавов SAC387 и SAC405 являются эвтектическими, т. е. имеют одинаковую температуру плавления и затвердевания, в данном случае 217°C. Между тем, SAC305 имеет температуру плавления в пределах 217-219°C.
Припой на основе свинца:
Припой на основе свинца Припой является наиболее распространенным типом припоя. Он содержит металлический свинец. Как правило, свинцовый припой считается лучшим из-за его хороших смачивающих и механических свойств. Ниже приведен список наиболее распространенных типов припоев на основе свинца.
60/40– Это, пожалуй, самый известный и вездесущий тип свинцового припоя, он состоит из 60% олова и 40% свинца. Он плавится при температуре около 190°C и образует мягкие швы, которые не трескаются. Но если соединение перемещается до того, как припой успеет полностью расплавиться, полученное соединение называется «холодным соединением» и имеет плохие электрические и механические свойства. Он имеет свойство очень легко ломаться.
Но если соединение перемещается до того, как припой успеет полностью расплавиться, полученное соединение называется «холодным соединением» и имеет плохие электрические и механические свойства. Он имеет свойство очень легко ломаться.
63/37 – это эвтектический аналог припоя 60/40, плавящийся точно при 183°C. Это свойство исключает образование холодных швов.
50/50 – Эта смесь в основном используется для сантехники с высокой температурой плавления и низкой пластичностью.
Сравнение свойств аналогичных припоев, содержащих и не содержащих свинец:
Собственность | Освинцованный припой | Бессвинцовый припой |
Состав | 37% Sn, 64% Pb | 95,5 % Sn, 5 % Ag, 0,5 % Cu |
Точка плавления | 183°С | 217°С |
Соответствие RoHS | № | Да |
Плотность | 8,5 г/м 2 | 3,7 г/м 2 |
Удельное сопротивление | 15 мОм-см | 11 мОм-см |
Sn — олово, Pb — свинец, Cu — медь, Ag — серебро считается намного более твердым, чем освинцованный припой. Более высокая температура плавления усугубляет проблему.
Более высокая температура плавления усугубляет проблему.
- Флюсы, используемые для бессвинцового припоя, как правило, более агрессивны и вызывают большее раздражение, чем флюсы, используемые для свинцового припоя, и с ними следует обращаться более осторожно. Они могут разъедать жало паяльника намного быстрее, чем обычный флюс.
- Повышенные температуры, необходимые для работы с бессвинцовым припоем, увеличивают количество флюса (и, в меньшей степени, количество образующихся паров металла), что может быть опасным для здоровья.
- Припои, содержащие в основном олово, могут со временем образовывать усы в паяном соединении. Это может привести к короткому замыканию в близлежащих суставах.
- Бессвинцовый припой гораздо менее текучий (смачиваемый) по сравнению с этилированным припоем, что может значительно усложнить пайку.
Тип припоя на основе различных сердечников
Проволока припоя, которую вы обычно видите, имеет полую сердцевину внутри, можно сказать, что проволока припоя представляет собой трубчатую структуру, внутри этой трубки могут быть разные материалы, и в зависимости от материала он подразделяется на четыре категории, список которых приведен ниже.
Припой без сердцевины:
Обычный припой без флюса или канифоли. Обычно с ним сложно или утомительно работать, так как перед нанесением необходимо хорошо профлюсовать швы.
С канифолью:
Канифоль – это смола, полученная из хвойных растений, выпаренная для удаления летучих соединений. Обычно он используется в качестве флюса для припоя и находится внутри припоя в виде сердечника. Также доступны несколько жил на провод. Канифоль обычно оставляет после себя остатки, которые необходимо очистить.
Порошковая проволока:
Порошковая пайка содержит одну или несколько сердцевин флюса. Флюс несколько более кислый, чем канифоль, поэтому остатки необходимо смыть, чтобы предотвратить дальнейшее повреждение соединений и окружающих компонентов.
Кислотный припой:
Кислотный припой состоит из флюса на кислотной основе, который является сильной и более агрессивной формой флюса для пайки.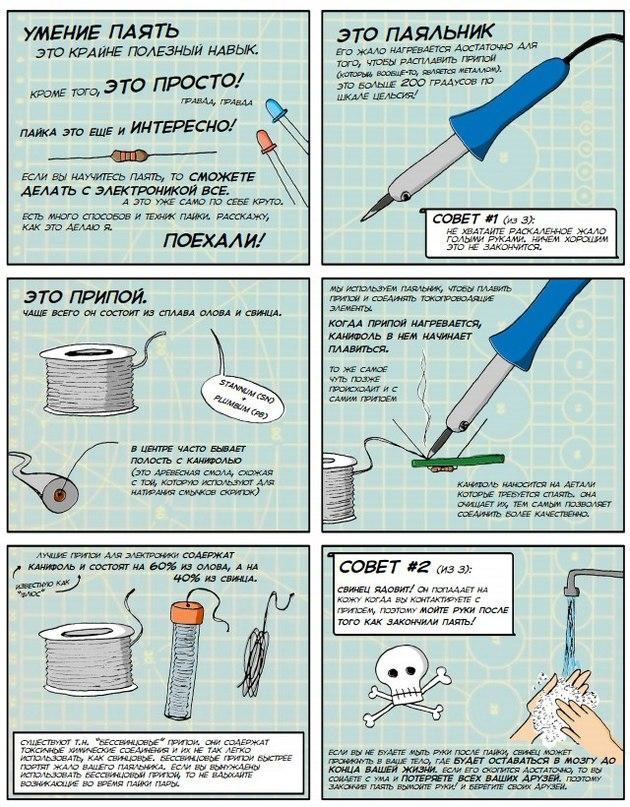 Этот тип припоя помогает предотвратить образование оксидного слоя, вредного для поверхности. Кислотный припой чаще всего используется в сантехнике.
Этот тип припоя помогает предотвратить образование оксидного слоя, вредного для поверхности. Кислотный припой чаще всего используется в сантехнике.
Заключение
Для любителей свинцовый припой гораздо удобнее, так как с ним проще всего работать. Опыт работы с бессвинцовым припоем зависит от качества продукта. Также важно иметь порошковый припой, это значительно облегчит пайку. Порошковая проволока предпочтительнее канифольной, поскольку ее легче очищать.
Связанный пост
олово, канифоль, глазки для припоя
Заказ по умолчаниюНазвание A-ZНазвание Z-AСначала самые дешевыеСначала дорогие
Фильтры
Výrobce-WEBHIDDENBRANDFK TECHNICSCARMOTION
Трансформаторный выключатель 125W ETP 5 LED
TP08
32,48 € с НДС
3
0 отправляем сегодня купить
Трансформаторный выключатель 125Вт ETP 5 LED
Подставка для пайки со светодиодной подсветкой
CAR63380
21,49 € с НДС
мы отправляем сегодня
купить
Паяльная стойка со светодиодной подсветкой
Припой ZD-707NL 40W + светодиодное освещение
06530052
7,50 € с НДС
отправляем сегодня
купить
Припой ZD-707NL 40Вт + светодиодное освещение
Pájka 60W 220V
CAR86935
11,59 € с НДС
отправляем сегодня
купить
Пайка 60Вт 220В
Трансформатор для пайки 100 Вт + кейс с принадлежностями SC-109
4730173-01
24,94 € с НДС
отсутствует
недоступен
Трансформатор припой 100Вт + кейс с принадлежностями SC-109 F4730173
канифоль 40 г для пайки
P013
1,90 € с НДС
отправляем сегодня
купить
Подходит для работ в электротехнике и электронике для пайки и слабозагрязненных соединений. Вес ок. 40г
Вес ок. 40г
форма для пайки 1 мм 200 г
P078
9,74 € с НДС
отправляем сегодня
купить
олово для пайки 1мм 200г
оловянный припой 1мм 200г
P19932
11,74 € с НДС
отправляем сегодня
купить
олово для пайки 1 мм 00 г
P075A
6,00 € с НДС
отправляем сегодня
купить
паяльник 1мм 00г
банка для припоя 2 мм 100 г
N08
12,79 € с НДС
отправляем сегодня
купить
банка для припоя 1,2 мм 10 г
N19
2,75 € с НДС
отправляем сегодня
купить
проушина для пайки трансформатора упаковка 5 шт.