90 фото инструкций, рекомендаций и советов для новичков
В современном мире, насыщенном электроникой и электрическими приборами нужно уметь пользоваться паяльником. Это умение сэкономит много времени и денег на ремонт сломанных приборов. Несмотря на кажущуюся сложность этого процесса, на самом деле научиться, как правильно паять паяльником очень легко.

Технология пайки заключается в том, чтобы с помощью металла, имеющего более низкую температуру плавления, соединить более тугоплавкие металлы.

Краткое содержимое статьи:
Паяльники
Паяльники имеют несколько видов, отличающихся друг от друга способом нагрева. По такому критерию они делятся на электрические, термовоздушные, индукционные, молотковые. Самыми популярными в быту являются электрические паяльники со спиральным или керамическим нагревателем.

Для каждого вида работ нужно использовать паяльник определенной мощности. Например, для пайки электроники, понадобится маломощный паяльник до 40 Вт, а для деталей со стенками до 1 мм понадобится уже более мощный прибор до 100 Вт.

Чтобы спаять между собой детали толщиной более 2 мм уже понадобится молотковый электрический паяльник с мощностью 200-550 Вт. Такой прибор непригоден в быту, так как предназначен для крупных работ и имеет огромную цену.

Припои
Припой по сути является сплавом металлов с низкой температурой плавления. Обычно в состав припоя входит олово, но из-за его высокой цены в него добавляется более дешевый материал-свинец.
Также нередко в состав припоя входят вспомогательные вещества, которые используются для улучшения прочности пайки или уменьшения температуры плавления.

Большой популярностью пользуются мягкие припои с маркировкой от ПОС-18 до ПОС-90. Цифра в данной аббревиатуре означает процентное содержание олова в припое.

Редко используются в домашних условиях твердые припои. Они имеют в своем составе медь и цинк, что позволяет припою не плавиться до достижения температуры 450 ˚С.

Необходимо знать, что припои с разным составом подходят для разных видов металлов. Для стали лучше подойдет ПОС-41, для меди же подойдет практически любой припой, а для нержавейки – оловянный припой с кадмием.
Лучше всего перед покупкой припоя определить, какой металл будет использован при пайке и на основе этой информации приобрести подходящий припой.
Флюс
Флюсом называется вспомогательное вещество, которое используется для освобождения деталей во время пайки от продуктов окисления. Также флюсы способствуют растеканию металла при пайке.

В продаже имеется огромное количество флюсов для пайки. Имеются как нейтральные, так и в разной степени активные в отношение металлов флюсы.

Самой популярной основой для флюса является канифоль. Она легкоплавка и начинает кипеть уже при нагреве до 250 ˚С.

Чтобы научиться как паять паяльником с канифолью, нужно обязательно знать, что после пайки следует полностью удалить остатки канифоли с металла, в противном случае на этом месте произойдет окисление металла.

Также благодаря своим гидролизующим свойствам, канифоль увеличивает проводимость на месте пайки, чем нарушает работу электронных устройств.

Также лучше всего подбирать флюс под тип металла, с которым намечается работа – это обеспечит высокое качество работы.

Пасты
Паяльные пасты или тиноль – это смесь припоя и флюса. Паста применяется для пайки в сложных, труднодоступных местах. Также тиноль удобно применять новичкам без опыта работы с паяльником.

Подготовка инструмента
Не стоит бояться, если при первом же включении новый паяльник начал дымить. Это происходит по причине выгорания масла, которым консервируется инструмент при долгом хранении.

Перед использованием паяльника следует подготовить его рабочую часть – наконечник. Его можно как немного отковать, так и заточить до необходимой формы. Если рабочая часть паяльника покрыта никелем, то такая подготовка строго запрещена.

В магазинах имеется широкий ассортимент наконечников или жал для паяльников, отличающихся по заточке. Для крупных деталей подойдет круглое жало с угловой заточкой, а для небольших – острое коническое.
Если паяльник имеет жало, изготовленное из меди, то перед работой нужно провести его лужение при первом же нагреве. Можно произвести лужение путем растирания деревянным бруском расплавленного припоя по нагретому наконечнику или любым другим способом.
Главное, чтобы при первом же использовании рабочая часть паяльника была покрыта тонким слоем припоя. В противном случае качество пайки будет низким, а рабочая часть инструмента будет испорчена.

Подготовка деталей
Подготовка деталей не зависит от металла, из которых они сделаны или способа их пайки. Подготовка всегда происходит по одной схеме – сначала деталь очищается от загрязнений и обезжиривается.

Для этой цели используют бензин, ацетон или другие растворители. Также обязательно удаляется механическим способом ржавчина.

Температура
Температурный режим паяльника – главный параметр при работе с ним. При работе с недостаточно разогретым инструментом припой не плавится, а ложится комком.

Чтобы определить, при какой температуре следует паять, нужно знать температуру плавления металла детали и припоя. Температура паяемых деталей должна быть больше температуры плавления припоя на 40-80 С˚, а температура наконечника инструмента – на 20-40 С˚ больше температуры пайки.

Если у паяльника нет функции регулировки температуры, то этот параметр можно оценить при помощи канифоли. При прикосновении паяльника она должна кипеть, без моментального сгорания. О перегреве будет свидетельствовать появление на припое, после прикосновения паяльником, темной пленки, состоящей из продуктов окисления.

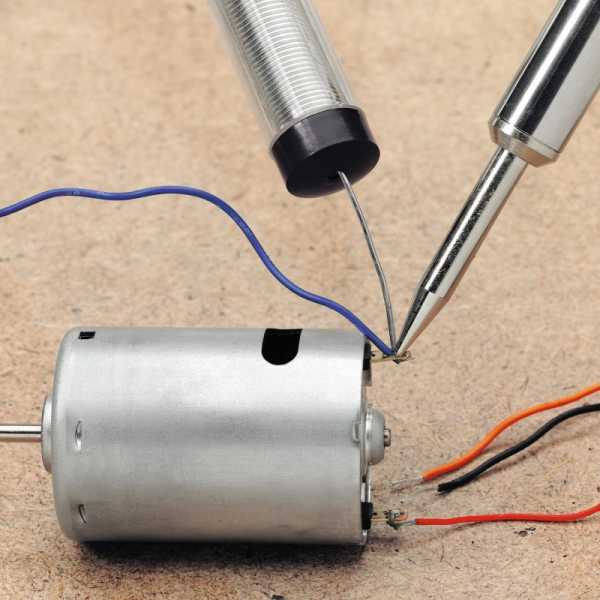
Техника пайки
В основном пайка происходит двумя методами: подачей припоя на детали с помощью паяльника или подача припоя непосредственно на детали.

При использовании любого из способов нужно сначала очистить и обезжирить детали, закрепить их, разогреть инструмент и обработать место пайки флюсом.

Если применяется подача припоя при помощи паяльника, то на его кончике нужно расплавить небольшое количество припоя и перенести его на площадку для пайки. Далее следует двигаться по стыку деталей.
Если припой подается непосредственно на спай, то сначала паяльником разогреваются детали, а позже туда подается припой.

Если планируется провести пайку схем, то лучше найти качественные фото-инструкции как паять электронные схемы.

Чтобы оценить качество работы, нужно оценить цвет и блеск спая. Качественно выполненный спай имеет ярко выраженный блеск, если припой пережжен, то он имеет матовый цвет и хрупкую структуру. О браке говорит губчатая структура припоя.
Для первых проб лучше всего использовать простые и недорогие материалы. Проще всего будет понять как правильно паять оловом и канифолью.
Фото рекомендации как паять





























Также рекомендуем посетить:
zdesinstrument.ru
Зачем нужен паяльный флюс и как его использывать?
Смысл флюса при пайке такой же, как смысл мыла при мойке жирной посуды -разрушать поверхностную пленку (при пайке оксидную, при мытье -жировую), и обеспечивать смачивание (при пайке – припоем паяемых деталей, при мытье – водой посуды). Если флюс не применять пайка получится не качественная – может не обеспечивать электрический контакт и может даже со временем отвалиться (хорошо помыть жирную посуду без мыла тоже тяжело). В качестве флюсов обычно используют ортофосфорную кислоту (при пайке аллюминия) или канифоль (сосновая смола после отгонки скипидара) – при пайке меди и серебра. Как использовать? Смочить все паяемые поверхности. С ортофосфорной кислотой – это просто, т.к. это жидкость. С канифолью сложнее – ее нужно либо сначала расплавить (тем же паяльником) или лучше растворить в спирте или водке.<br>p.s. Выпускаются специальные проволоки припоя с канифолью внутри (на срезе напоминают “трубу” с канифолью), но смачивание повехности (обычной кисточкой очень удобно) обепечивает лучше качество пайки.
Вместо канифоли тока жидкий. Облудить провод например- макаеш и лудиш. Оч удобно поять платы когда много элемнтов впаивать
Нейтрализует образующуюся при нагревании металла и припоя окисную плёнку, позволяет припою прочно пристать к спаиваемым поверхностям. Использовать путём нанесения на металл перед пайкой.
Флюс нужен,чтобы снять окислы с поверхности металла,который хочешь паять.Берешь канифоль или что утебя там и смачиваешь повехность,которую паять будешь и т.д.
флюс отвечает за смачиваемость при многократном паянии одного “места” из припоя весь флюс выпаривается и пайка получается корявой и некрасивой. флюс позволяет припою растекаться по всей площадке. его надо использовать только при повторном запаивании так как припой содержит в себе флюс
История: раньше были чисто медные жала и советские паяльники им хватало для сцепления канифоли, после пошли паяльники с медью внутри а покрытием из стали (или тупо стальные жала), канифоль не цепляет сталь с припоем, вот тут и пришли на помощ паяльная кислота (онаже флюс), флюс легко цепляет сталь/серебро с припоем, более того увеличивает нагрев при взаимодействии, [крч медные жала только для канифоли / стальные жала и более тугоплавкие для флюса]. Медные жала выгорают быстрее от флюса так как кислота и более ядовиты для мягких тканей человека, ещё флюс частично разрушают структуру припоя (для результата без жертв никак увы)
подскажите кто знает какой флюс выбирать с алиэкспресс для пайки на платах айфонов 5s и 6? хотя бы название напишите из тех что там продаются !
У паяльной кислоты и у флюса совсем разные назначения. Кислота обеспечивает адгезию, т. е. с помощью нее припой пристает к поверхности, а флюс совсем для другого – он собирает припой в шарик, каплю, полусферу и т. д. т. е. делает пайку красивой и ровной. Все современные припои при расплавлении дымятся, это значит что уже с флюсом. Чистый советский припой не дымится и пайка получается не красивая, стоит только добавить канифоли или любого другого флюса и тут же все стало ровным
touch.otvet.mail.ru
Припой и флюс для пайки, назначение, химсостав, приготовление
Для пайки паяльником применяется припой, а чтобы припой хорошо растекался по поверхности соединяемых пайкой деталей, используют вещество, которое называется флюс. В зависимости от металла деталей и их размеров, крепости и герметичности пайки необходимо выбирать определенную марку припоя и флюса. Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев
для пайки электрическим паяльником
ydoma.info
Как паять без флюса | Полезные советы
Как паять без флюса
Всем привет. Иногда каждому хозяину приходится что то паять, будь-то проводка авто, или новогодняя гирлянда. Для пайки применяется флюс- активное вещество, которое растворяет оксидные пленки металла и позволяет припою «прилипнуть к нему. Флюсов большое множество -канифоль, цинковая(паяльная)кислота, паяльный жир, нашатырь и т.д

Возможно вам будут полезны эти полезные статьи:
Если вам статья была полезной расскажите о ней в социальных сетях .
Спасибо !!!
Но как быть, если никого флюса нет? У каждого в доме может быть вещества, способные помочь вам в пайке. Прежде всего поверхности металлов, которые вы будете паять, нужно зачистить механически. Сделать это можно металлической щеткой, наждачной бумагой, напильником и т.п.
В роли флюса может выступить таблетка аспирина (ацетилсалициловая кислота).

Так же в пайке можно применить лимонную кислоту. После работы с кислотами, место пайки желательно обработать щелочным раствором.
Надеюсь, данные советы Вам пригодятся.
Как паять без канифоли ?
Загрузка…life-sovet.ru
Пайка алюминия в домашних условиях: инструкция
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании ChemetФлюс
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производстваДля высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуреПодготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 ВтНаиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелкаПри использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
www.asutpp.ru
Как сделать флюс для пайки своими руками
Флюс обеспечивает стабильное горение дуги, способствует формированию надежного сварного соединения, выводит из сварочной зоны ненужные примеси и в целом улучшает качество работы. Флюс можно купить в магазине, современный производители предлагают большой ассортимент. Но мы предлагаем вам сделать флюс самому. Это не займет много времени, зато сэкономит ваши деньги.

В основном, паяльный флюс используется для сварки проводов и мелких деталей. Существует также специальный флюс для пайки bga. В этой статье мы поделимся «рецептом» изготовления различных видов флюса или, проще говоря, припоя, который можно использовать в большинстве мелких паяльных работ.
Содержание статьи
Разновидности
Прежде чем приступить к изготовлению флюса, нужно разобраться в его разновидностях и особенностях. Чтобы соединить две детали нужно выдерживать в сварочной зоне определенную температуру, в зависимости от металла она может сильно варьироваться. При этом температура плавления припоя должна быть заметно выше температуры плавления металла, с которым вы работаете. Отсюда вытекают особенности выбора флюса. Нужно учитывать материалы, которые вы соединяете друг с другом, температуру их плавления и прочность.
Если говорить обобщенно, то флюсы бывают твердыми и мягкими. Твердые флюсы отличаются высокой температурой плавления, а мягкие — низкой. Их также называют тугоплавкими и легкоплавкими. Если свариваемая деталь тонкая, то используйте мягкий флюс. Если она большего диаметра и требует длительного прогрева, то используйте твердый тугоплавкий припой.

Тугоплавкий флюс (или припой) плавится при очень высокой температуре (от 400 градусов по Цельсию) и обеспечивает формирование прочного соединения. Но при использовании такого флюса детали часто перегреваются и могут не работать. Эта проблема особенно актуальна для радиотехников и всех, кто увлекается электроникой.
Легкоплавкий флюс плавится при низких температурах и позволяет использовать его при работе с платами и схемами, например. Такой флюс состоит в большей степени из свинца, и в меньшей степени из олова. Может дополнительно содержать в своем составе примеси других металлов. Существуют отдельные легкоплавкие флюсы, которые плавятся при температуре до 150 градусов. Их используют при работе с транзисторами.
Качественный флюс должен беспрепятственно проводить тепло, обеспечивать прочность сварного соединения, хорошо растягиваться, защищать шов от коррозии и быть устойчивым к температуре плавления металла.
Производители выпускают флюс для пайки в виде проволоки, трубочек с канифолью, лент и многих других. Большинство мастеров использует прутья из олова диаметров не более 5 мм. Также существует так называемые многоканальные припои, в которых есть несколько источников флюса. Такие припои обеспечивают особенно прочное соединение. Их продают в виде бобин, спиралей и мотков. Если вы будете использовать припой лишь один раз, то можете приобрести кусочек проволоки, вам будет достаточно 5 сантиметров. Для пайки плат и схем используется флюс-трубочка, с колофонием внутри. Этот припой отлично подойдет для соединения деталей из серебра или латуни.
Вне зависимости от типа флюса, который вы используете, место пайки после работы нужно протереть тряпкой, предварительно смоченной в ацетоне. Сам шов можно очистить с помощью небольшой жесткой щетки, предварительно смоченной в растворителе.
Сама пайка как способ соединения металлов имеет ряд свои преимуществ. С помощью нее можно добиться прочного и герметичного шва, устойчивого к коррозии и окислению. Также для пайки не нужны специальные навыки, эту работу может выполнить человек с минимальными теоретическими знаниями.
Инструкция по изготовлению флюса
Итак, как сделать флюс для пайки своими руками? Все зависит от назначения. Если вам нужно спаять тонкие провода, то можно использовать прутки диаметром 1 мм. Их мы будет изготавливать сами.
Нам понадобится маленькая бутылка или любой другой сосуд с плоским дном. В дне проделываем отверстие с диаметром, который нам необходим (в данном случае 1-2 мм). Берем свинец или олово и плавим его с помощью газовой горелки. Заливаем в нашу бутылку. Из отверстия начнет вытекать расплавленный металл, вам нужно заранее подготовить поверхность. Вы можете использовать лист жести, например. Полученные «прутки» должны застыть, затем их нужно разрезать. Опытные мастера используют специальные формы для изготовления прутков. Посмотрите также обзор на флюс для пайки bga.
Также существуют жидкие флюсы, флюсы в виде геля или пасты. Они сейчас очень популярны и есть в ассортименте любого производителя. Это не удивительно, ведь такие флюсы не вызывают окисление, препятствуют образованию коррозии, не проводят ток и место пайки не нужно очищать после работы. Такой флюс тоже можно изготовить дома.
Нам понадобятся кристаллы канифоли, которые нужно растолочь в порошок. Заверните кристаллы в плотную ткань и постучите по ним молотком (желательно, молотком для работ по дереву или кухонным молотком для мяса). В соотношении один к одному смешиваем порошок и спирт. Спирт можно приобрести в аптеке. Желательно смешивать в стеклянной емкости, например, небольшой банке. Тщательно размешиваем спирт с порошком и ставим банку в горячую воду. Еще раз тщательно все перемешиваем до однородной консистенции. Готово! Полученный флюс можно использовать с медицинским шприцом или залить его в пустую бутылочка из-под лака для ногтей.
При пайке могут выделяться вещества, опасные для вашего здоровья. Используйте в своей работе защитные перчатки, маску и очки. Не приобретайте флюсы от малоизвестных производителей, не гонитесь за самой низкой ценой. По возможности изготавливайте флюс самостоятельно. Соблюдайте технику безопасности. Так вы сократите вероятность отравления парами флюса.
Вместо заключения
Теперь вы знаете, как приготовить флюс для пайки в домашних условиях. Этот навык понадобится и тем, кто пользуется флюсом редко, и тем, кто использует его постоянно в своей работе. Не нужно обладать особыми навыками или искать редкие компоненты. Все материалы для изготовления флюса можно найти в радиотехническом магазине или аптеке. Опишите в комментариях свой опыт изготовления флюса, чтобы помочь другим новичкам, и делитесь этой статьей в своих социальных сетях. Желаем удачи!
[Всего голосов: 4 Средний: 3.3/5]svarkaed.ru